Область техники
[0001] Настоящее изобретение относится в целом к узлу головки щетки с пучками щетинок, удерживаемыми в эластомерной матрице, а также к способам изготовления такого узла головки щетки.
Уровень техники
[0002] Считается, что заболевания пародонта являются инфекционными заболеваниями, вызываемыми бактериями, присутствующими в бактериальном зубном налете. Чистка зубов является высокоэффективным способом удаления бактериального зубного налета с зубов. Электрические зубные щетки могут улучшить удаление бактериального зубного налета. Такие электрические зубные щетки содержат набор щетинок, прикрепленных к головке щетки, которую перемещает привод, что заставляет щетинки чистить зубные поверхности.
[0003] Головки как ручных, так и электрических щеток содержат щетинки, которые используют для чистки зубов, языка и щек. В некоторых зубных щетках незакрепленные концы щетинок организованы в требуемую форму чистящей поверхности, а закрепленные концы щетинок сплавлены вместе с образованием головки, которая затем закреплена в полимерном материале, таком как гибкий термопластичный эластомер (thermoplastic elastomer, TPE). В других зубных щетках щетинки организованы в пучки щетинок, содержащиеся в крепежных кольцах. Крепежные кольца служат для фиксации пучков щетинок в головке щетки и часто имеют полую круглую форму с внутренней и внешней окружностью. В процессе производства пучки щетинок вставляют в полую внутреннюю часть крепежного кольца, а затем щетинки сплавляют вместе при помощи тепла с образованием головки, которая не может быть вытащена через крепежное кольцо.
[0004] Однако часто сплавленные щетинки и/или крепежные кольца закреплены внутри головки щетки непрочно. В результате щетинки могут быть или становиться неплотно сидящими в головке щетки, и щетинки не всегда могут быть расположены под углом, оптимальным для чистки. Таким образом, в динамических условиях движения, вызванного, например, работой электрической зубной щетки, конструкция пучка щетинок может испытывать более высокие напряжения при динамическом движении, что может привести к отделению. Кроме того, процесс организации щетинок в пучки, нагревания концов и последующего охлаждения материала головки щетки или обеспечения его охлаждения для закрепления пучков на месте может быть трудоемким и дорогостоящим.
[0005] Соответственно, в данной области техники существует потребность в усовершенствованных узлах головок щеток и способах их изготовления, которые бы обеспечивали постоянное и эффективное удержание щетинок внутри головки щетки.
Раскрытие сущности изобретения
[0006] Задачей настоящего изобретения является разработка инновационных способов изготовления головки щетки с закрепленными пучками щетинок. Различные варианты осуществления и реализации, представленные в настоящей заявке, относятся к способам изготовления, в которых пучки щетинок закрепляют в эластомерной матрице, что приводит к получению завершенной головки щетки. За счет различных вариантов осуществления и реализации, представленных в настоящей заявке, существенно улучшают экономичное и эффективное производство головок щеток с закрепленными пучками щетинок. Пучки щетинок размещают в позиционирующие полости пластины для пучков, и к одному концу каждого пучка щетинок прикладывают силу посредством профильной пластины с одной стороны пластины для пучков. С противоположной стороны пластины для пучков другие концы пучков щетинок нагревают при помощи матричной пластины, содержащей формирующие полости. Нагретые концы по меньшей мере частично вплавляют в соответствующую формирующую полость, в результате чего они приобретают форму полости. Сформованные концы пучков щетинок затем охлаждают и выталкивают из матричной платины. В соответствии с вариантом осуществления профильная пластина прикладывает давление к концам пучков щетинок, пока концы не примут требуемую конфигурацию профиля.
[0007] В целом, согласно одному аспекту изобретения предлагается способ изготовления головки щетки. Способ включает: (i) размещение первого конца каждого из множества пучков щетинок в пластине для пучков, содержащей множество полостей, каждая из которых выполнена с возможностью приема по меньшей мере одного из множества пучков щетинок; (ii) приложение силы ко второму концу каждого из множества пучков щетинок посредством профильной пластины, которая имеет заданную форму, являющуюся ответной к требуемой конфигурации профиля пучков щетинок; и (iii) подачу тепла к каждому из первых концов множества пучков щетинок при помощи матричной пластины, содержащей по меньшей мере одну полость, выполненную с возможностью приема по меньшей мере одного из множества первых концов, при температуре, достаточной по меньшей мере для частичного вплавления каждого из первых концов в полость, причем каждый первый конец множества пучков щетинок принимает форму полости, и силу прикладывают при помощи профильной пластины до тех пор, пока вторые концы множества пучков щетинок не примут требуемую конфигурацию профиля.
[0008] В соответствии с вариантом осуществления изобретения силу прикладывают посредством профильной пластины до тех пор, пока одна или более из множества щетинок не достигнут заданной длины между матричной пластиной и профильной пластиной.
[0009] В соответствии с вариантом осуществления по меньшей мере одна полость матричной пластины содержит канал, выполненный с возможностью приема избыточного расплавленного материала пучка щетинок.
[0010] В соответствии с вариантом осуществления изобретения способ дополнительно включает этап охлаждения матричной пластины до тех пор, пока сформованные первые концы множества пучков щетинок не затвердеют. В соответствии с вариантом осуществления матричную пластину охлаждают при помощи струи воздуха или жидкостного охлаждения.
[0011] В соответствии с вариантом осуществления способ дополнительно включает этап выталкивания сформованных первых концов множества пучков щетинок из матричной пластины. В соответствии с вариантом осуществления сформованные первые концы выталкивают при помощи выталкивающих стержней. В соответствии с вариантом осуществления сформованные первые концы выталкивают при помощи давления воздуха.
[0012] В соответствии с вариантом осуществления способ дополнительно включает этап формования термопластичного эластомера с образованием эластомерной матрицы, которая по меньшей мере частично охватывает сформованные первые концы множества пучков щетинок.
[0013] Согласно аспекту изобретения предлагается система для изготовления головки щетки. Система содержит: (i) пластину для пучков, содержащую множество полостей пластины для пучков, каждая из которых выполнена с возможностью приема щетинки или пучка щетинок; (ii) профильную пластину, имеющую заданную форму, являющуюся ответной к требуемой конечной конфигурации профиля пучков щетинок, причем профильная пластина выполнена с возможностью приложения силы ко второму концу щетинки или пучка щетинок, размещенных внутри пластины для пучков; и (iii) матричную пластину, содержащую по меньшей мере одну полость матричной пластины, выполненную с возможностью приема первого конца щетинки или пучка щетинок, размещенных внутри пластины для пучков, причем матричная пластина выполнена с возможностью нагрева первых концов щетинок или пучков щетинок при температуре, достаточной по меньшей мере для частичного вплавления каждого из первых концов в полость.
[0014] В соответствии с вариантом осуществления изобретения профильная пластина выполнена с возможностью приложения силы до тех пор, пока вторые концы множества пучков щетинок не примут требуемую конфигурацию профиля, и/или пока одна или более из множества щетинок не достигнут заданной длины между матричной пластиной и профильной пластиной.
[0015] В соответствии с вариантом осуществления по меньшей мере одна полость матричной пластины содержит канал, выполненный с возможностью приема избыточного расплавленного материала пучка щетинок.
[0016] В соответствии с вариантом осуществления матричная пластина дополнительно выполнена с возможностью охлаждения расплавленных первых концов множества пучков щетинок до тех пор, пока расплавленные первые концы не затвердеют.
[0017] В соответствии с вариантом осуществления матричная пластина дополнительно выполнена с возможностью выталкивания расплавленных первых концов множества пучков щетинок из матричной пластины.
[0018] Следует отметить, что все комбинации вышеупомянутых концепций и дополнительных концепций, описанных более подробно ниже (при условии, что такие концепции не являются взаимно несовместимыми), рассматриваются как часть предмета изобретения, раскрытого в настоящей заявке. В частности, все комбинации заявленного настоящего изобретения, приведенные в конце этого описания, рассматриваются как часть предмета изобретения, раскрытого в настоящей заявке.
[0019] Эти и другие аспекты изобретения будут очевидны из варианта(-ов) осуществления изобретения, описанных в настоящей заявке, и будут объяснены со ссылками на эти варианты.
Краткое описание чертежей
[0020] На чертежах схожие ссылочные обозначения, как правило, относятся к одинаковым деталям на различных видах. Кроме того, чертежи представлены необязательно с соблюдением масштаба, вместо этого акцент сделан на изображение принципов изобретения.
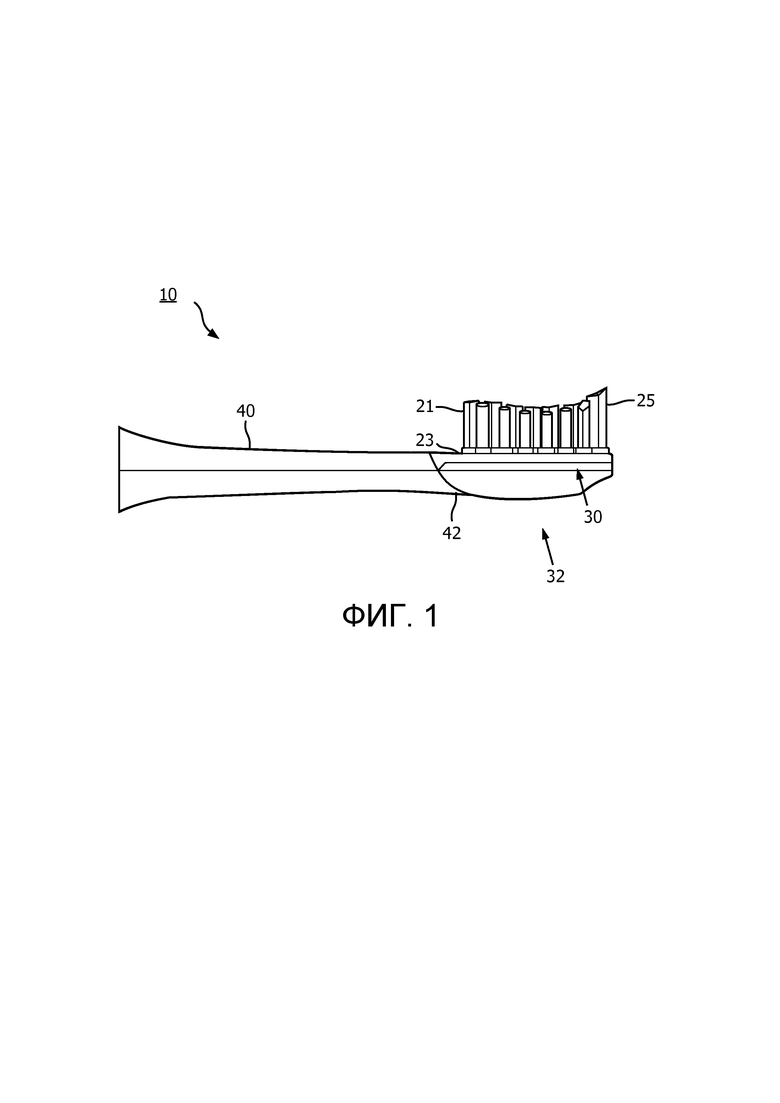
[0021] ФИГ. 1 схематически изображает вид сбоку узла головки щетки в соответствии с вариантом осуществления изобретения.
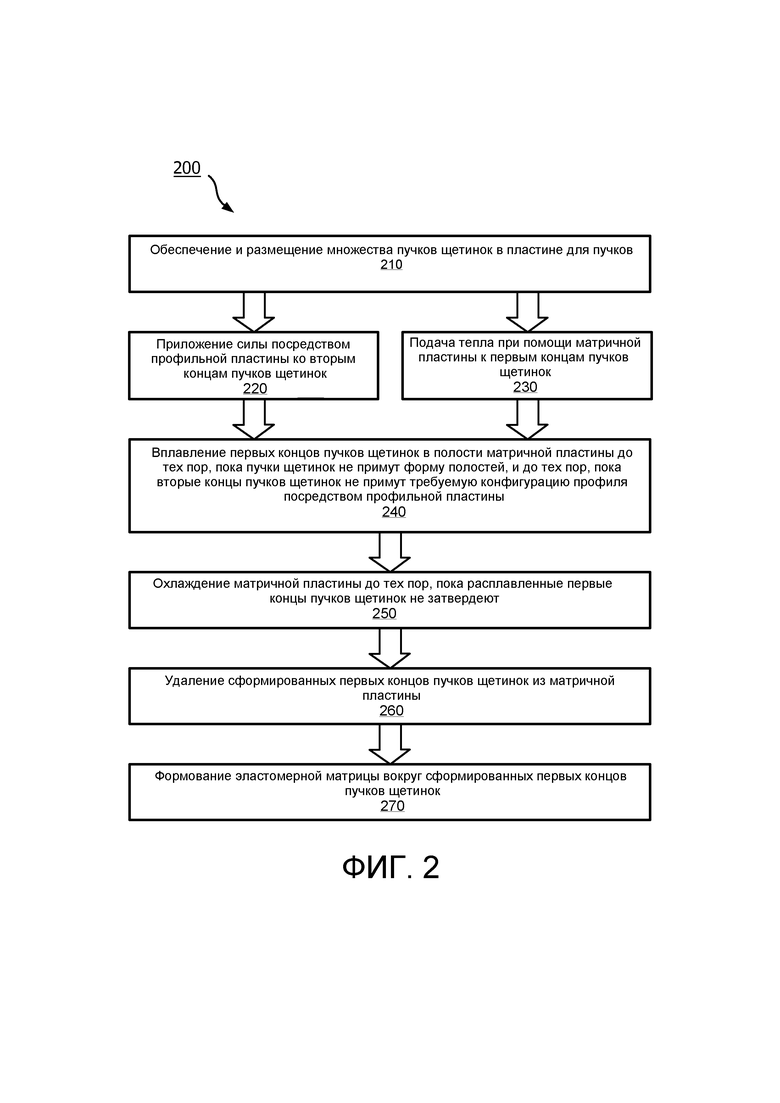
[0022] ФИГ. 2 изображает блок-схему способа изготовления узла головки щетки с пучками щетинок, удерживаемыми в эластомерной матрице, в соответствии с вариантом осуществления изобретения.
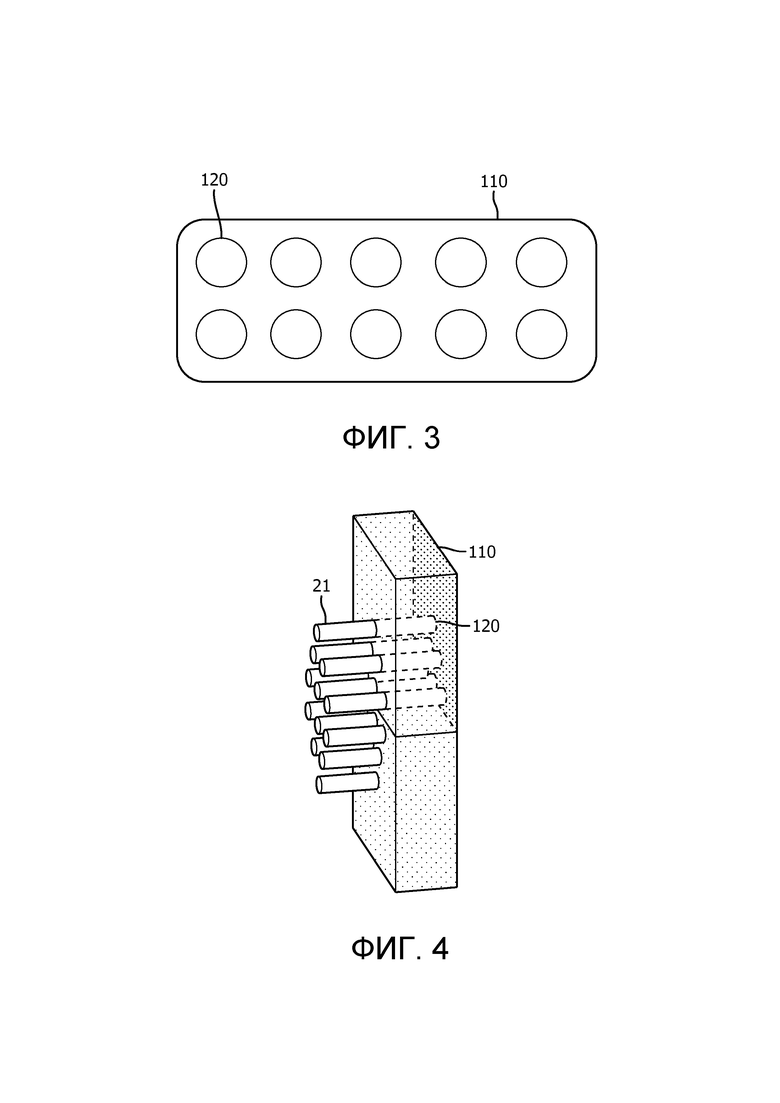
[0023] ФИГ. 3 схематически изображает пластину для пучков в соответствии с вариантом осуществления изобретения.
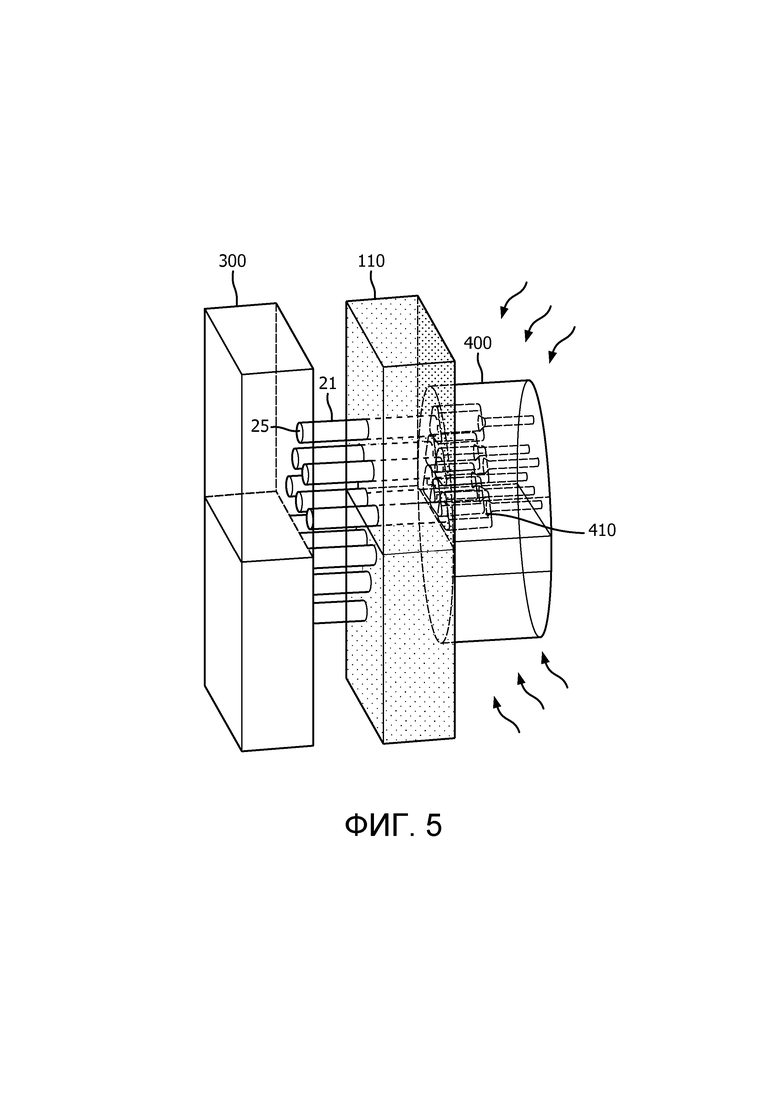
[0024] ФИГ. 4 схематически изображает пластину для пучков с размещенными в ней пучками щетинок в соответствии с вариантом осуществления изобретения.
[0025] ФИГ. 5 схематически изображает профильную пластину, пластину для пучков и матричную пластину в соответствии с вариантом осуществления изобретения.
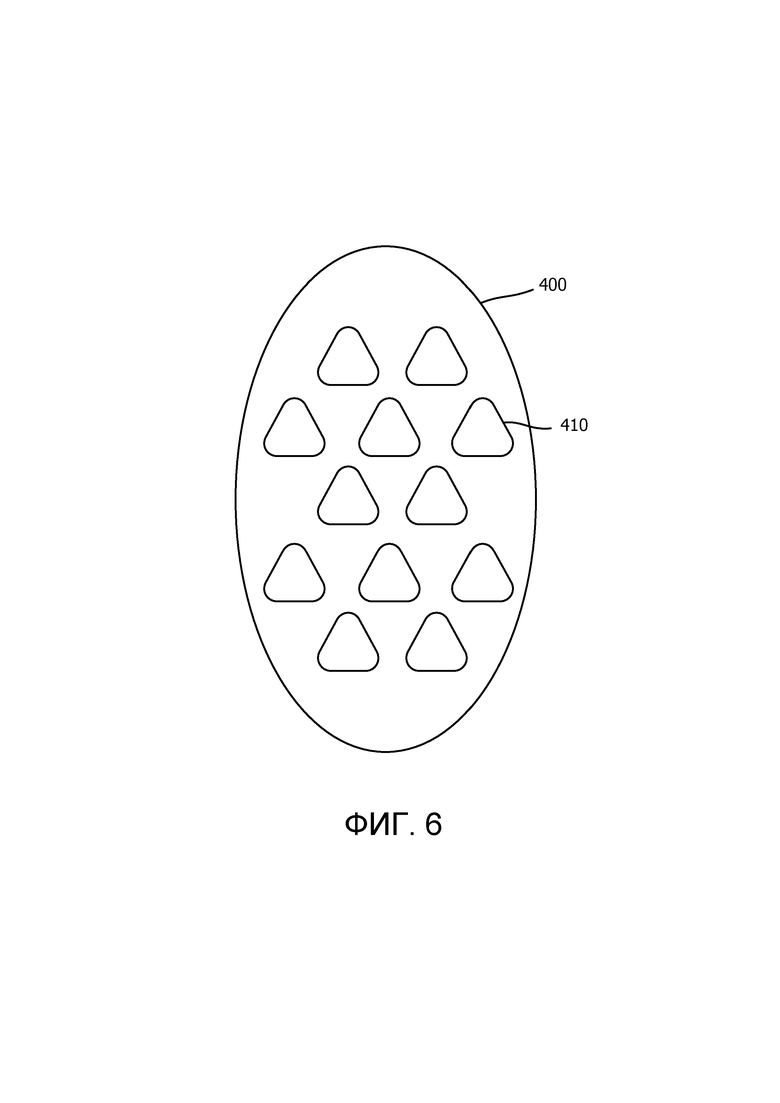
[0026] ФИГ. 6 схематически изображает матричную пластину в соответствии с вариантом осуществления изобретения.
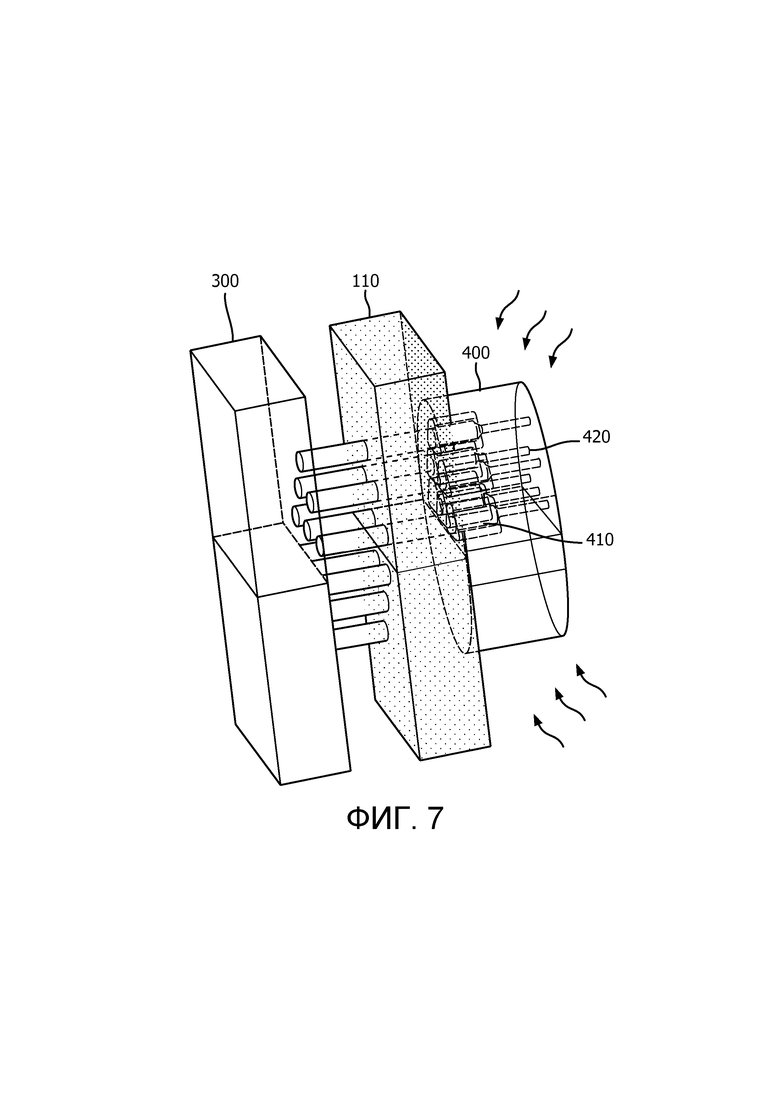
[0027] ФИГ. 7 схематически изображает профильную пластину, пластину для пучков и матричную пластину в соответствии с вариантом осуществления изобретения.
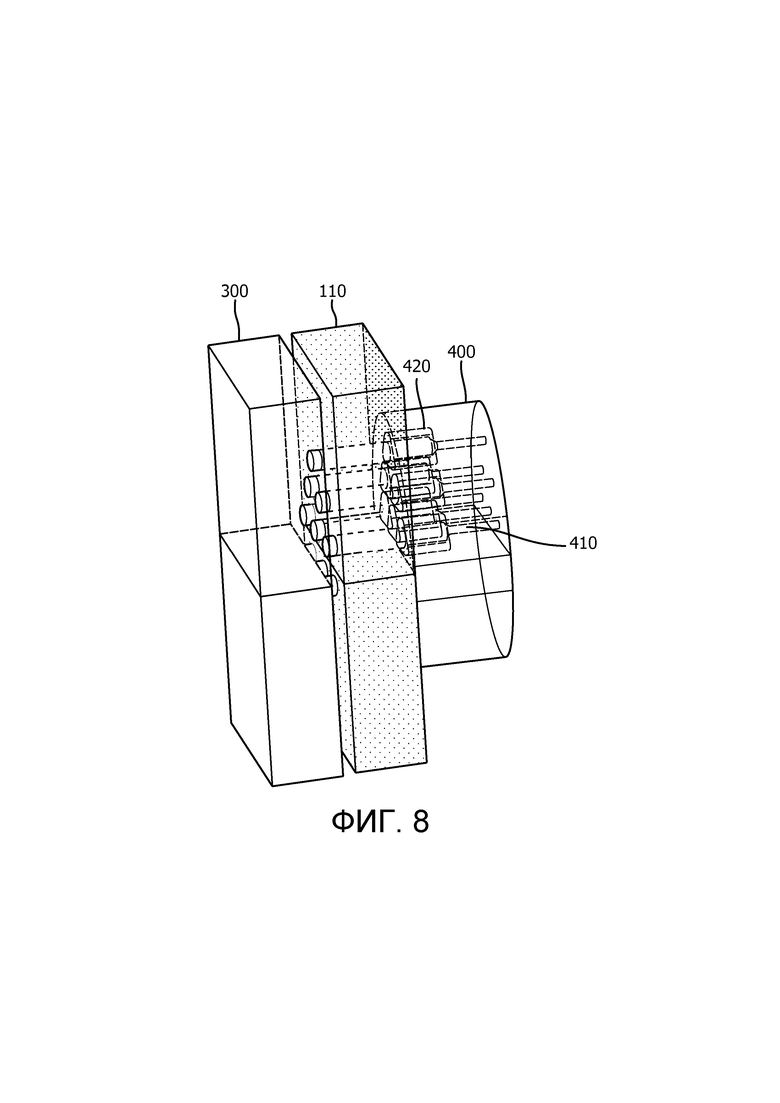
[0028] ФИГ. 8 схематически изображает профильную пластину, пластину для пучков и матричную пластину в соответствии с вариантом осуществления изобретения.
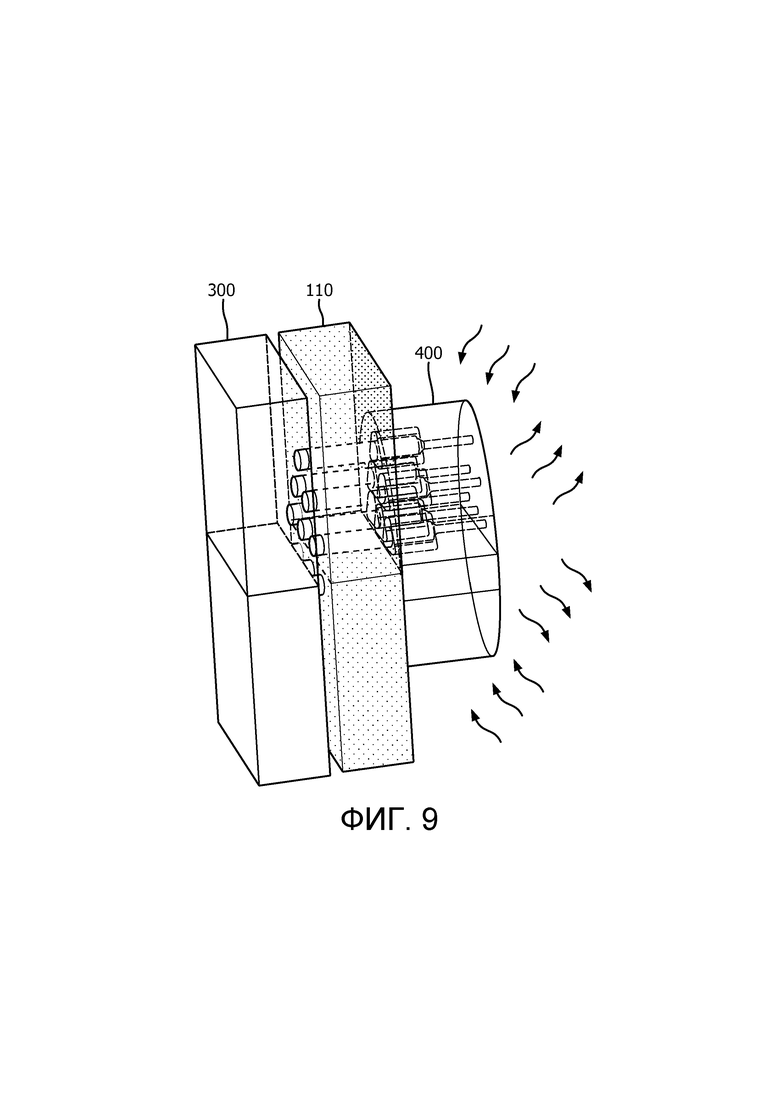
[0029] ФИГ. 9 схематически изображает профильную пластину, пластину для пучков и матричную пластину в соответствии с вариантом осуществления изобретения.
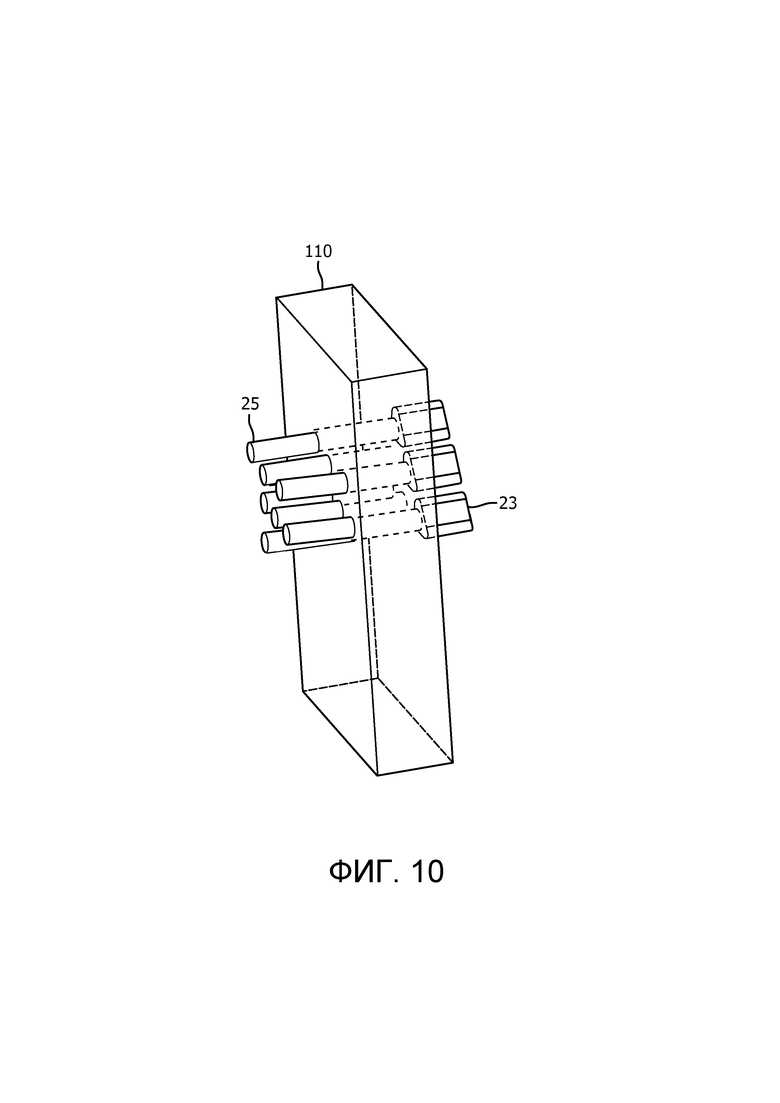
[0030] ФИГ. 10 схематически изображает сформованные щетинки, расположенные в пластине для пучков и вытолкнутые из матричной пластины, в соответствии с вариантом осуществления изобретения.
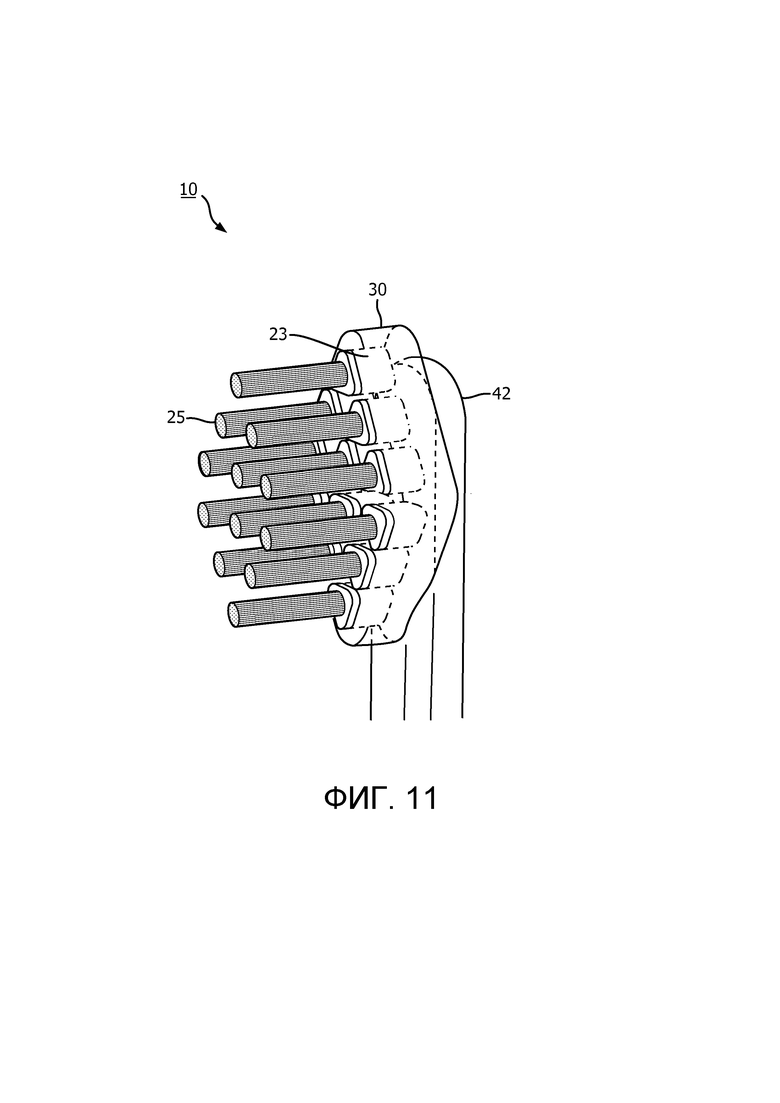
[0031] ФИГ. 11 схематически изображает сформованные щетинки, заделанные в эластомерную матрицу, в соответствии с вариантом осуществления изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0032] В настоящей заявке представлены описания различных вариантов осуществления узла головки щетки с пучками щетинок, удерживаемыми в эластомерной матрице, и способы их изготовления. В целом, заявители признали и оценили, что было бы предпочтительно создать головку щетки, образованную щетинками, прочно заделанными в эластомерную матрицу для улучшения удержания щетинок. В соответствии с вариантом осуществления изобретения пучки щетинок вставляют в пластину для пучков, и к одному концу каждого из пучков щетинок прикладывают силу при помощи профильной пластины с одной стороны пластины для пучков, в то время как другие концы пучков щетинок нагревают при помощи матричной пластины, содержащей формирующие полости. Нагретые концы по меньшей мере частично вплавляют в соответствующую формирующую полость, в результате чего они приобретают форму полости. Сформованные концы пучков щетинок затем охлаждают и выталкивают из матричной пластины. В соответствии с вариантом осуществления профильная пластина прикладывает давление к концам пучков щетинок, пока концы не примут требуемую конфигурацию профиля.
[0033] Головки щеток, описанные в настоящей заявке, могут быть использованы с щетками различных типов и, в частности, с любыми ручными или электрическими зубными щетками.
[0034] На ФИГ. 1 в соответствии с одним вариантом осуществления изобретения схематически изображен узел 10 головки щетки. Узел головки щетки содержит шейку 40, которая может быть соединена с любым валом ручной щетки или, более предпочтительно, с любым исполнительным механизмом и приводным валом (не показаны), изготовленными или подходящими для электрических устройств для ухода за полостью рта, которые известны в настоящее время или будут разработаны в будущем. Головка 32 щетки узла головки щетки содержит множество пучков 21 щетинок, каждый из которых содержит множество прядей щетинок. В соответствии с вариантом осуществления пучки щетинок состоят из нейлона или другого подходящего материала и при необходимости могут быть покрыты полиуретаном, полибутилентерефталатом (ПБТ), полиолефином, их комбинациями или аналогичным полимером.
[0035] Каждый пучок 21 щетинок содержит первый конец 23, удерживаемый внутри узла 10 головки щетки. Первый конец пучков щетинок и часть шейки, которая является шейкой 42 щетки, удерживаются в гибкой эластомерной матрице 30 с образованием головки 32 узла 10 головки щетки. В соответствии с вариантом осуществления эластомерная матрица 30 предпочтительно выполнена из гибкого термопластичного эластомера (TPE), а крепежные кольца предпочтительно выполнены из термопластичного полимера, такого как полипропилен. Шейка 40 и шейка 42 щетки предпочтительно выполнены из материала с более высоким значением модуля упругости, чем эластомерная матрица 30. Второй конец 25 каждого пучка 21 щетинок является частью щетинок, которую используют в работе, например, для чистки зубов пользователя.
[0036] На ФИГ. 2 в соответствии с одним вариантом осуществления представлен способ 200 изготовления одного или более различных вариантов осуществления и реализации головки щетки, описанных или иным образом предусмотренных в настоящей заявке. Например, головка 32 щетки может содержать множество пучков 21 щетинок, каждый из которых имеет первый конец 23 и второй конец 25, причем первый конец каждого пучка щетинок удерживается в гибкой эластомерной матрице 30 узла 10 головки щетки. В соответствии с вариантом осуществления первые концевые участки 23 щетинок сформованы таким образом, что увеличивают сцепление с эластомерной матрицей 30 и/или увеличивают усилие, необходимое для извлечения пучка щетинок из эластомерной матрицы. Возможны многие другие варианты осуществления и конфигурации головки 32 щетки.
[0037] На этапе 210 способа первый конец 23 каждого из пучков 21 щетинок помещают в пластину для пучков, которая содержит одну или более полостей. Полость или каждая из множества полостей выполнены с возможностью приема по меньшей мере одного из множества пучков щетинок. Полость может принимать одну щетинку, один пучок щетинок, множество пучков щетинок или все пучки щетинок. На ФИГ. 3 в соответствии с одним вариантом осуществления показан вид сверху пластины 110 для пучков с множеством полостей 120 для пучков, в которые вставлена щетинка или пучок 21 щетинок. На ФИГ. 4 в соответствии с одним вариантом осуществления показан перспективный вид сбоку пластины 110 для пучков с множеством щетинок или пучков 21 щетинок, вставленных в полости 120 для пучков.
[0038] На этапе 220 способа ко вторым концам 25 пучков 21 щетинок прикладывают силу при помощи профильной пластины 300. До этого этапа или одновременно с ним первые концы 23 пучков 21 щетинок выравнивают с полостями 410 матричной пластины 400 или вставляют в эти полости. Соответственно, в предпочтительном варианте осуществления изобретения полости 120 пластины 110 для пучков и полости 410 матричной пластины 400 выравнивают таким образом, чтобы пучки, проходящие через полости пластины пучков, могли выравниваться с полостями матричной пластины и входить в них.
[0039] В соответствии с вариантом осуществления, профильная пластина 300 имеет заданную форму или профиль, который является ответным к требуемой конфигурации профиля пучков щетинок. Например, многие пучки щетинок зубной щетки имеют контурный профиль, выполненный с возможностью повышения эффективности чистки. Профильная пластина принимает конфигурацию, являющуюся ответной к требуемому контурному профилю щетинок, так что, когда профильная пластина прижимается ко вторым концам 25 пучков щетинок, множество пучков щетинок могут принимать требуемый контурный профиль. Контурный профиль может представлять собой любой требуемый профиль, в том числе криволинейный, прямой, многослойный и многие другие виды профилей.
[0040] В соответствии с вариантом осуществления изобретения профильная пластина 300 может включать в себя одну пластину или множество пластин, содержащих множество стержней, выполненных с возможностью приложения давления к отдельным щетинкам или пучкам щетинок. Возможны и другие способы или системы для приложения силы к щетинкам при помощи вариантов осуществления одной или более профильных пластин.
[0041] На ФИГ. 5 в соответствии с одним вариантом осуществления схематически показана пластина 110 для пучков, в которой расположено множество пучков 21 щетинок, проходящих через полости 120 пластины для пучков. С одной стороны пластины 110 для пучков расположена профильная пластина 300, имеющая заданную форму или профиль, который является ответным к требуемой конфигурации профиля пучков щетинок. С противоположной стороны пластины для пучков расположена матричная пластина 400, содержащая множество полостей 410 матричной пластины, в которые вставлены первые концы 23 пучков 21 щетинок. Полости 410 матричной пластины могут иметь любую форму, и эту форму принимают плавящиеся первые концы щетинок. Соответственно, полости матричной пластины могут быть круглыми, квадратными, треугольными, прямоугольными, овальными или иметь любую другую форму и размер. На ФИГ. 6 в соответствии с одним вариантом осуществления представлена матричная пластина 400, содержащая множество треугольных полостей 410 матричной пластины. Полости матричной пластины могут при необходимости содержать дополнительную конструкцию, включающую в себя, помимо прочего, кольца, вокруг которых и/или через которые могут проходить или взаимодействовать первые концы 23 пучков 21 щетинок. Дополнительная конструкция и первые концы пучков щетинок могут сплавляться, механически соединяться или иным образом принимать другую требуемую конфигурацию при плавлении первых концов щетинок на последующих этапах способа.
[0042] На этапе 230 способа матричная пластина 400 подает тепло к первым концам 23 множества пучков 21 щетинок при температуре, достаточной по меньшей мере для частичного вплавления каждого из первых концов в соответствующую полость, с которой он выровнен. Например, матричная пластина может быть нагрета при помощи внешнего источника тепла или может содержать внутренний или прикрепленный источник тепла. Температура нагрева зависит от материала, из которого изготовлены щетинки, и/или от скорости, с которой первые концы должны плавиться, и/или от одного или более других факторов. По мере того, как первые концы 23 пучков щетинок плавятся, щетинки в пучках щетинок плавятся и также принимают форму полости 410 матричной пластины, в которую вставлены первые концы. Этому также способствует сила, прикладываемая ко вторым концам 25 пучков щетинок профильной пластиной 300, так как она толкает щетинки в направлении к полостям матричной плиты и продвигает плавящиеся первые концы с приданием им формы полости матричной пластины.
[0043] В соответствии с вариантом осуществления одна или более полостей 410 матричной пластины содержат канал 420, как показано на ФИГ. 7, выполненный с возможностью приема избыточного расплавленного материала пучка щетинок. По мере того как профильная пластина толкает вторые концы 25 пучков щетинок, и матричная пластина нагревает первые концы 23, первые концы плавятся и заполняют полость 410 матричной пластины. Однако, если объем расплавленной щетинки больше, чем может принять полость, избыточное количество расплавленного материала щетинки может выходить из полости через каналы 420.
[0044] Например, в соответствии с контурным профилем, принимаемым вторыми концами щетинок вследствие силы, прикладываемой профильной пластиной, может потребоваться, чтобы некоторые щетинки были короче, чем другие. Таким образом, полости матричной пластины для более коротких щетинок будут вынуждены принять больше расплавленного материала щетинки, чем полости матричной пластины для более длинных щетинок. Хотя полости матричной пластины могут быть выполнены с возможностью приема точного количества расплавленного материала щетинки по меньшей мере частично на основании требуемой конфигурации профиля вторых концов, в других вариантах осуществления одна или более полостей 410 матричной пластины могут содержать канал 420, выполненный с возможностью приема любого избыточного количества расплавленного материала пучка щетинок. Таким образом, матричная пластина может вмещать множество различных профилей для вторых концов щетинок, а также множество различных длин пучков щетинок для устройства.
[0045] На ФИГ. 7 в соответствии с одним вариантом осуществления схематично представлена профильная пластина 300, прикладывающая силу ко вторым концам 25 пучков щетинок, позиционируемых пластиной 110 для пучков, в то время как матричная пластина 400 нагревает первые концы 23 пучков щетинок. Если сравнить ФИГ. 5 и 7, например, то видно, что пучки щетинок укорачиваются по мере приложения силы и тепла к противоположным концам пучков щетинок. Матричная пластина 400 содержит множество полостей 410 матричной пластины, которые заполняют расплавленными пучками щетинок, и одна или более полостей матричной пластины содержит канал 420 для приема избыточного расплавленного материала пучка щетинок.
[0046] На этапе 240 способа профильная пластина 300 прикладывает силу до тех пор, пока вторые концы 25 множества пучков 21 щетинок не примут требуемую конфигурацию профиля. Кроме того, профильная пластина может прикладывать силу до тех пор, пока щетинки не достигнут заданной длины между матричной пластиной и профильной пластиной. После достижения требуемой длины и/или конфигурации профиля профильная пластина может перестать прикладывать силу, и/или матричная пластина может перестать нагревать щетинки.
[0047] На ФИГ. 8 в соответствии с одним вариантом осуществления изобретения схематично представлена профильная пластина 300, прикладывающая силу ко вторым концам 25 пучков 21 щетинок, позиционируемых пластиной 110 для пучков, в то время как матричная пластина 400 нагревает первые концы 23 пучков 21 щетинок. Профильная пластина 300 прикладывает силу ко вторым концам 25 пучков 21 щетинок до тех пор, пока пучки 21 щетинок не примут заданную требуемую длину и/или конфигурацию.
[0048] На этапе 250 способа матричную пластину 400 охлаждают до тех пор, пока расплавленные первые концы множества пучков щетинок, расположенные в полостях 410 матричной пластины, не затвердеют. Например, матричная пластина может быть охлаждена при помощи струи воздуха, жидкостного охлаждения или любым другим способом. Матричную пластину или первые концы могут охлаждать в течение заданного периода времени или до тех пор, пока не будет определено существенное затвердение первых концов. На ФИГ. 9 в соответствии с одним вариантом осуществления схематически представлена профильная пластина 300, пластина 110 для пучков и матричная пластина 400, причем матричную пластину активно или пассивно охлаждают для обеспечения охлаждения и затвердевания расплавленных и сформованных первых концов.
[0049] На этапе 260 способа сформованные пучки щетинок удаляют из матричной пластины посредством выталкивания или другим способом. Например, сформованные пучки щетинок могут быть удалены посредством вытягивания пластины 110 для пучков. В альтернативном или дополнительном варианте сформованные пучки щетинок могут быть удалены посредством приложения силы к первым концам 23 при помощи выталкивающих стержней и/или давления воздуха. На ФИГ. 10 в соответствии с одним вариантом осуществления схематически представлена пластина 110 для пучков с множеством пучков щетинок, в которых первые концы 23 приняли форму полостей матричной пластины 400, а вторые концы 25 приняли контур или конфигурацию профильной пластины 300.
[0050] На этапе 270 способа поверх шейки 42 щетки и сформованных первых концов 23 пучков щетинок формуют эластомерный материал с образованием эластомерной матрицы 30. В соответствии с вариантом осуществления эластомерная матрица 30 предпочтительно выполнена из гибкого термопластичного эластомера. Шейка 42 щетки может быть размещена относительно первых концов 23 пучков щетинок. Шейка 42 щетки может быть должным образом размещена при помощи, например, пресс-формы или другого механизма размещения. В соответствии с вариантом осуществления твердая шейка 42 щетки может быть выполнена с возможностью содействия сплавлению эластомерной матрицы с шейкой щетки. Например, если шейка щетки изготовлена из таких материалов, как Spandex®, PolyMeg® или аналогичных сополимеров, это позволяет сплавить эластомерную матрицу с шейкой щетки и тем самым увеличить удерживающие силы. Кроме того, эта конструкция обеспечивает дополнительную гибкость пучка щетинок в шейке щетки и, следовательно, дополнительные степени свободы перемещения в головке щетки. Однако возможны и многие другие материалы и конфигурации для шейки 42 щетки.
[0051] На ФИГ. 11 в соответствии с одним вариантом осуществления схематически представлен участок щетки 10 с множеством пучков щетинок, каждый из которых имеет первый конец 23, который принял расплавленную форму, и второй конец 25, который принял требуемую конфигурацию профиля. Сформованные первые концы щетинок заделаны эластомерной матрицей 30, сформованной вокруг первых концов и шейки 42 щетки. Сформованные концы щетинок увеличивают удержание пучков щетинок в готовой головке щетки после того, как эластомерная матрица сформована вокруг компонентов.
[0052] В соответствии с вариантом осуществления изобретения способы, описанные или иным образом предусмотренные в настоящей заявке, позволяют первым концам пучков щетинок принимать любую форму в соответствии с конструкцией полостей матричной пластины. Расплавленные сформованные первые концы пучков щетинок могут быть видны, если их часть выходит из эластомерной матрицы. Способы, описанные или иным образом предусмотренные в настоящей заявке, также обеспечивают возможность заделки первых концов пучков щетинок в эластомерную матрицу или другой удерживающий механизм без колец или другой дополнительной конструкции. Кроме того, способы, описанные или иным образом предусмотренные в настоящей заявке, позволяют вторым концам пучков щетинок принимать любую форму в соответствии с конструкцией профильной пластины.
[0053] Все определения, заданные и используемые в настоящей заявке, следует понимать как превалирующие над словарными определениями, определениями в документах, включенных посредством ссылки, и/или обычными значениями заданных терминов.
[0054] Формы единственного числа, используемые в настоящей заявке в описании и в формуле изобретения, если явно не указано иное, следует понимать как означающие "по меньшей мере один".
[0055] Выражение "и/или", используемое в настоящей заявке в описании и в формуле изобретения, следует понимать как означающее "один или оба" из элементов, объединенных таким образом, то есть элементов, которые в одних случаях присутствуют совместно, а в других случаях раздельно. Множество элементов, перечисленных с помощью "и/или", должны быть истолкованы в одинаковой манере, то есть "один или более" из элементов, объединенных таким образом. При необходимости могут присутствовать другие элементы, отличные от элементов, конкретно обозначенных в предложении с "и/или", независимо от того, связаны ли они или нет с этими конкретно обозначенными элементами.
[0056] Используемый в настоящей заявке в описании и формуле изобретения "или" следует понимать как имеющий то же значение, что и "и/или", как описано выше. Например, при разделении элементов в списке "или" или "и/или" должен интерпретироваться как включающий, то есть как включающий по меньшей мере один, но также более одного, из числа или списка элементов, и, необязательно, дополнительные не включенные в список элементы. Только термины, четко обозначающие противоположное, такие как "только один из" или "именно один из", или используемый в формуле изобретения термин "состоящий из" будут относиться к включению только одного элемента из числа или списка элементов. В целом, термин "или", используемый в настоящей заявке, должен толковаться только как указывающий на исключающие альтернативы (то есть "один или другой, но не оба"), когда ему предшествуют термины исключительности, такие как "либо", "один из", "только один из" или "именно один из".
[0057] Используемое в настоящей заявке в описании и формуле изобретения выражение "по меньшей мере один" в отношении списка из одного или более элементов следует понимать как означающее по меньшей мере один элемент, выбранный из любого одного или более элементов в списке элементов, но не обязательно включающее в себя по меньшей мере один из каждого элемента, конкретно указанного в списке элементов, и не исключающее любые сочетания элементов в списке элементов. Это определение также допускает, что при необходимости могут присутствовать элементы, отличные от элементов, конкретно указанных в списке элементов, к которым относится выражение "по меньшей мере один", независимо от того, связаны ли они или нет с этими конкретно обозначенными элементами.
[0058] Кроме того, следует понимать, что, если не указано иное, в любых способах, заявленных в настоящей заявке, которые включают более одного этапа или действия, порядок этапов или действий способа не обязательно ограничен порядком, в котором этапы или действия способа изложены.
[0059] В формуле изобретения, как и в приведенном выше описании, все переходные выражения, такие как "содержащий", "включающий", "несущий", "имеющий", "содержащий в себе", "задействующий", "держащий", "составленный из" и тому подобное, следует понимать как открытые, то есть означающие включающий, помимо прочего. Только переходные выражения "состоящий из" и "состоящий по существу из" являются закрытыми или полузакрытыми переходными выражениями соответственно.
[0060] Несмотря на то, что в настоящей заявке описаны и изображены несколько вариантов осуществления изобретения, специалистам в данной области техники очевидно множество других средств и/или конструкций для выполнения функции и/или получения результатов и/или одного или более преимуществ, описанных в настоящей заявке, и каждый из таких вариантов и/или модификаций считается находящимся в пределах объема вариантов осуществления изобретения, описанных в настоящей заявке. В целом, специалисты в данной области техники легко поймут, что все параметры, размеры, материалы и конфигурации, описанные в настоящей заявке, представлены в качестве примера, и что фактические параметры, размеры, материалы и/или конфигурации будут зависеть от конкретного применения или применений, для которых используют изобретение. Специалисты в данной области техники распознают или смогут установить посредством обычных экспериментов множество эквивалентов конкретных вариантов осуществления изобретения, описанных в настоящей заявке. Следовательно, следует понимать, что вышеизложенные варианты осуществления изобретения представлены только в качестве примера, и что в пределах объема прилагаемой формулы изобретения и ее эквивалентов варианты осуществления изобретения могут быть реализованы на практике иначе, чем конкретно описано и заявлено. Варианты осуществления настоящего изобретения направлены на каждый отдельный признак, систему, изделие, материал, набор и/или способ, описанные в настоящей заявке. Кроме того, любая комбинация двух или более таких признаков, систем, изделий, материалов, комплектов и/или способов, если такие признаки, системы, изделия, материалы, комплекты и/или способы не являются взаимно несовместимыми, включена в объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБНАЯ ЩЕТКА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2430667C2 |
| УЗЕЛ ЧИСТЯЩЕЙ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2711868C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ С ИСПОЛЬЗОВАНИЕМ ФОРМОВАННОГО ДЕРЖАТЕЛЯ ПУЧКОВ И ОПОРНОЙ ПЛАСТИНЫ, А ТАКЖЕ ГОЛОВКА ЩЕТКИ | 2018 |
|
RU2770726C2 |
| БЛОК ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2717582C2 |
| КОНСТРУКЦИИ ГОЛОВКИ ЗУБНОЙ ЩЕТКИ | 2016 |
|
RU2721512C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2011 |
|
RU2544139C1 |
| ИНСТРУМЕНТ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2008 |
|
RU2436487C2 |
| ШТАМПОВАННЫЕ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ ШТАМПОВАНИЕМ | 2018 |
|
RU2783791C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ | 2018 |
|
RU2769363C2 |
| ГОЛОВКА ЩЕТКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2787861C2 |
Изобретение относится к способам изготовления головки щетки с пучками щетинок, удерживаемыми в эластомерной матрице. Способ (200) изготовления головки (10) щетки включает: (i) размещение (210) первого конца (23) каждого из множества пучков (21) щетинок в пластине (110) для пучков, содержащей множество полостей (120), каждая из которых выполнена с возможностью приема по меньшей мере одного из множества пучков щетинок; (ii) приложение (220) силы посредством профильной пластины (300) ко второму концу (25) множества пучков щетинок, причем профильная пластина имеет заданную форму, являющуюся ответной к требуемой конфигурации профиля пучков щетинок; и (iii) подачу (230) тепла к каждому из первых концов множества пучков щетинок при помощи матричной пластины (400), содержащей по меньшей мере одну полость (410), выполненную с возможностью приема по меньшей мере одного из множества первых концов, при температуре, достаточной по меньшей мере для частичного вплавления каждого из первых концов в полость. Изобретение направлено на разработку инновационных способов изготовления головки щетки с закрепленными пучками щетинок. 2 н. и 11 з.п. ф-лы, 11 ил.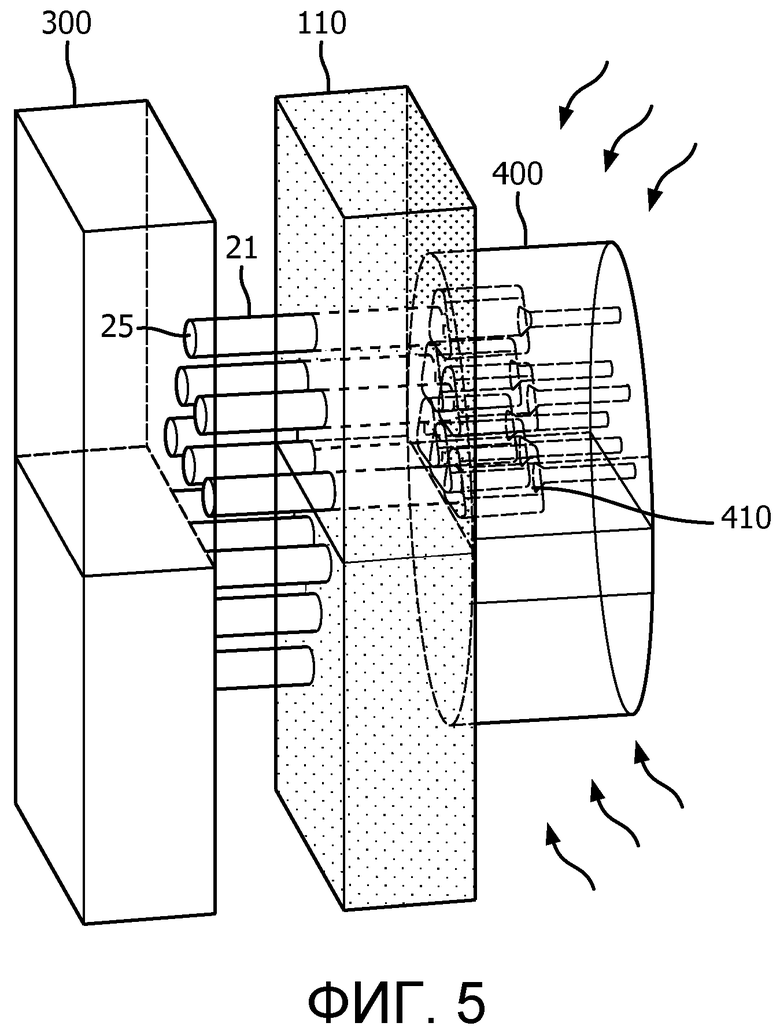
1. Способ (200) изготовления головки (10) щетки, включающий следующие этапы:
размещение (210) первого конца (23) каждого из множества пучков (21) щетинок в пластине (110) для пучков, содержащей множество полостей (120), каждая из которых выполнена с возможностью приема по меньшей мере одного из множества пучков щетинок;
приложение (220) силы ко второму концу (25) каждого из множества пучков щетинок посредством профильной пластины (300), которая имеет заданную форму, являющуюся ответной к требуемой конфигурации профиля пучков щетинок; и
подачу (230) тепла к каждому из первых концов множества пучков щетинок при помощи матричной пластины (400), содержащей по меньшей мере одну полость (410), выполненную с возможностью приема по меньшей мере одного из множества первых концов пучков щетинок, при температуре, достаточной по меньшей мере для частичного вплавления (240) каждого из первых концов в полость, причем каждый первый конец множества пучков щетинок принимает форму полости.
2. Способ по п. 1, в котором силу прикладывают посредством профильной пластины до тех пор, пока одна или более из множества щетинок не достигнут заданной длины между матричной пластиной и профильной пластиной с образованием требуемой конфигурации профиля.
3. Способ по п. 1, в котором по меньшей мере одна полость матричной пластины (410) содержит канал (420), выполненный с возможностью приема избыточного расплавленного материала пучка щетинок.
4. Способ по п. 1, дополнительно включающий этап охлаждения (250) матричной пластины до тех пор, пока сформованные первые концы множества пучков щетинок не затвердеют.
5. Способ по п. 1, дополнительно включающий этап удаления (260) сформованных первых концов множества пучков щетинок из матричной пластины.
6. Способ по п. 5, в котором сформованные первые концы удаляют при помощи выталкивающих стержней.
7. Способ по п. 5, в котором сформованные первые концы удаляют при помощи давления воздуха.
8. Способ по п. 1, дополнительно включающий этап формования (270) термопластичного эластомера вокруг первых концов пучков щетинок с образованием эластомерной матрицы (30), которая по меньшей мере частично охватывает сформованные первые концы множества пучков щетинок.
9. Система для изготовления головки (10) щетки, содержащая:
пластину (110) для пучков, содержащую множество полостей (120) пластины для пучков, каждая из которых выполнена с возможностью приема щетинки или пучка (21) щетинок;
профильную пластину (300), имеющую заданную форму, являющуюся ответной к требуемой конечной конфигурации профиля пучков щетинок, причем профильная пластина выполнена с возможностью приложения силы ко второму концу (25) щетинки или пучка щетинок, размещенных внутри пластины для пучков; и
матричную пластину (400), содержащую по меньшей мере одну полость (410) матричной пластины, выполненную с возможностью приема первого конца (23) щетинки или пучка щетинок, размещенных внутри пластины для пучков, причем матричная пластина выполнена с возможностью нагрева первых концов щетинок или пучков щетинок при температуре, достаточной по меньшей мере для частичного вплавления каждого из первых концов в полость, причем каждый первый конец множества пучков щетинок принимает форму полости.
10. Система по п. 9, в которой по меньшей мере одна полость матричной пластины содержит канал (420), выполненный с возможностью приема избыточного расплавленного материала пучка щетинок.
11. Система по п. 9, в которой матричная пластина дополнительно выполнена с возможностью охлаждения расплавленных первых концов множества пучков щетинок до тех пор, пока расплавленные первые концы не затвердеют.
12. Система по п. 11, в которой матричная пластина дополнительно выполнена с возможностью удаления затвердевших первых концов множества пучков щетинок из матричной пластины.
13. Система по п. 12, в которой матричная пластина выполнена с возможностью выталкивания расплавленных первых концов множества пучков щетинок из матричной пластины при помощи выталкивающих стержней и/или давления воздуха.
| US 6702394 B2, 09.03.2004 | |||
| ЗУБНАЯ ЩЕТКА СО ЩЕТИНКАМИ ИГЛООБРАЗНОЙ ФОРМЫ, СУЖЕННЫМИ НА ОДНОМ КОНЦЕ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2003 |
|
RU2315536C2 |
| DE 4029610 A1, 26.03.1992 | |||
| US 6582028 B2, 24.06.2003 | |||
| WO 2006082799 A1,10.08.2006. | |||

