Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к впитывающему изделию и, в частности, относится к одноразовому подгузнику и впитывающей прокладке.
Предшествующий уровень техники
[0002] Были выполнены различные усовершенствования впитывающего изделия, такого как одноразовый подгузник (в дальнейшем также называемый просто «подгузником») для улучшения его функционирования и повышения комфорта при ношении.
[0003] Впитывающее изделие впитывает бóльшую часть выделенной организмом, текучей среды посредством использования впитывающего компонента. Поскольку подгузник закрывает живот, ягодицы и паховую часть, на подгузник влияют различные движения тела, такие как ходьба, переворачивание и ползание младенца, в частности, движения ног. В частности, впитывающий компонент иногда закручивается, изгибается или разрывается вследствие различных движений тела. В этом случае прилегание подгузника к паху уменьшается, и существует вероятность возникновения утечки жидкости. Кроме того, при увеличении процентного содержания полимера со сверхвысокой впитывающей способностью (в дальнейшем также называемого ʺSAPʺ), содержащегося во впитывающем компоненте, для улучшения впитывающих и удерживающих свойств впитывающего компонента существует тенденция к утрате гибкости впитывающего компонента.
[0004] Ввиду этого, как описано в патентном литературном источнике 1, имеется впитывающий компонент, в котором сторона контактирующей с кожей поверхности впитывающего компонента подвергнута тиснению для формирования рисунка в виде косоугольной решетки из вдавленных канавок, проходящих с наклоном относительно направления от передней основной части к задней основной части подгузника. Тиснение впитывающего компонента, подобное описанному выше, обеспечивает улучшение прилегания подгузника к паху за счет обеспечения того, что подгузник будет «повторять» движения ног вперед и назад и изгибы ягодиц, и подавление утечки выделяемой организмом, текучей среды.
[0005] Кроме того, тиснение, описанное выше, выполняют посредством вращения валика для тиснения на длинном листе впитывающего компонента, при этом валик для тиснения имеет поверхность с выступающим рельефом для тиснения. При изготовлении подгузника длинный лист впитывающего компонента или тому подобное подвергают тиснению посредством вращения валика для тиснения на листе впитывающего компонента или тому подобном, после чего выполняют такие операции, как наложение различных листов друг на друга в виде стопы, и листы, уложенные в стопу, вырезают с необходимым размером.
Перечень ссылок
Патентная литература
[0006] Патентный литературный источник 1: Выложенная заявка на патент Японии № 2015-016218
Сущность изобретения
Техническая проблема
[0007] Для предотвращения потери канавками их характеристик при приложении к ним давления, обусловленного массой тела носителя, предложены вдавленные канавки, образованные сжатием впитывающего компонента и верхнего поверхностного листа (верхнего листа), расположенного со стороны контактирующей с кожей поверхности впитывающего компонента, вместе со стороны верхнего поверхностного листа для уменьшения вероятности потери канавками их характеристик. Также и в этом случае вдавленные канавки образованы посредством вращения валика для тиснения на впитывающем компоненте, на который верхний поверхностный лист наложен, как описано выше. Когда вдавленные канавки образованы так, как описано выше, вращение валика для тиснения вызывает вдавливание верхнего поверхностного листа и тому подобных элементов, расположенных в виде слоев поверх впитывающего компонента, в канавки, и имеет место тенденция к сильному натяжению верхнего поверхностного листа. В частности, тисненый рисунок с компонентами, проходящими в наклонных направлениях, такой как рисунок в виде косоугольной решетки, включает в себя такие части, как части рядом с узлами решетки, в которых расстояние (интервал) между одновременно сдавливаемыми местами мало. Когда расстояние между одновременно сдавливаемыми местами мало, на верхний поверхностный лист действует большая сила, вызывающая оттягивание верхнего поверхностного листа от обоих соседних прессованных мест, и возникает тенденция к сильному натяжению верхнего поверхностного листа. В этом случае порошкообразный SAP во впитывающем компоненте входит в контакт с верхним поверхностным листом, и увеличивается вероятность разрыва верхнего поверхностного листа в зонах пересечения во время тиснения.
[0008] Кроме того, вдавленные канавки расположены под частями, которые не сжаты, и, следовательно, не входят в прямой контакт с кожей носителя. Однако в частях рядом с узлами решетки, то есть в зонах пересечения в решетке и/или в частях вокруг зон пересечения, верхний поверхностный лист и впитывающий компонент скреплены, будучи натянутыми и находящимися под сильным натяжением. Соответственно, порошкообразный SAP во впитывающем компоненте иногда входит в контакт с верхним поверхностным листом. В этом случае зоны пересечения в решетке и/или части вокруг зон пересечения на контактирующей с кожей поверхности верхнего поверхностного листа будут более твердыми, чем другие части, и, например, носитель при касании может ощущать шероховатость полимера со сверхвысокой впитывающей способностью.
[0009] Когда зоны пересечения в решетке входят в контакт с кожей носителя, зоны пересечения создают у носителя ощущение твердости и шероховатости на ощупь, и это является неблагоприятным. В частности, поскольку подгузник входит в контакт с частью с чувствительной кожей, такой как пах, желательно ощущение мягкости на ощупь, а ощущение от подгузника, входящего в контакт с кожей, является неблагоприятным, когда зоны пересечения в решетке являются твердыми.
[0010] Настоящее изобретение было сделано с учетом вышеупомянутых проблем, и его задача состоит в том, чтобы предложить впитывающее изделие, в котором при формировании тисненого рисунка в виде решетки на впитывающем компоненте предотвращается ситуация, при которой зоны пересечения и/или части вокруг зон пересечения становятся твердыми, и обеспечивается возможность их сгибания для создания у носителя лучшего ощущения при использовании (ощущения мягкости).
Решение проблемы
[0011] Для решения вышеописанной задачи впитывающее изделие согласно настоящему изобретению представляет собой впитывающее изделие, включающее в себя проницаемый для жидкостей, верхний поверхностный лист, не проницаемый для жидкостей, нижний поверхностный лист и впитывающий компонент, расположенный между верхним поверхностным листом и нижним поверхностным листом, при этом множество прессованных рядов, состоящих из множества заглубленных частей, расположены на впитывающем компоненте, множество заглубленных частей образованы посредством сдавливания впитывающего компонента, множество прессованных рядов пересекаются друг с другом, и при этом зоны пересечения прессованных рядов и/или части вокруг зон пересечения выполнены с участками с низкой поверхностной плотностью.
Предпочтительные эффекты от изобретения
[0012] Как описано выше, в соответствии с настоящим изобретением может быть предложено впитывающее изделие, в котором при формировании тисненого рисунка в виде решетки на впитывающем компоненте уменьшается вероятность разрыва зон пересечения и/или частей вокруг зон пересечения, и они не являются твердыми и поддаются сгибанию для создания у носителя лучшего ощущения при использовании (ощущения мягкости и отсутствия ощущения шероховатости).
Краткое описание чертежей
[Фиг.1] фиг.1 представляет собой трехмерную проекцию, иллюстрирующую внешний вид варианта осуществления, в котором впитывающее изделие по настоящему изобретению применяется в качестве раскладываемого одноразового подгузника;
[фиг.2] фиг.2 представляет собой выполненный с частичным вырывом вид в плане, на котором подгузник, проиллюстрированный на фиг.1, разложен и показан со стороны поверхности, контактирующей с кожей;
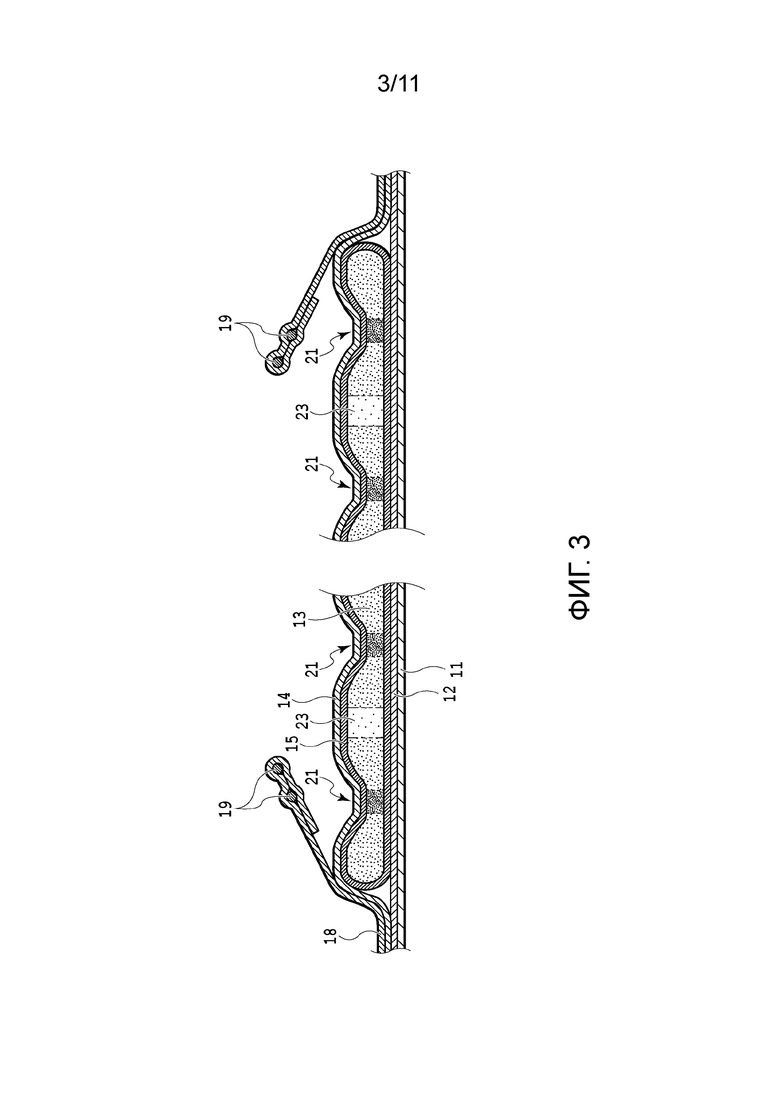
[фиг.3] фиг.3 представляет собой вид в разрезе, на котором подгузник, проиллюстрированный на фиг.2, разрезан по линии III-III;
[фиг.4] фиг.4 представляет собой трехмерную проекцию, иллюстрирующую подгузник, проиллюстрированный на фиг.1, в разложенном состоянии и с пространственным разделением элементов;
[фиг.5] фиг.5 представляет собой частичный вид сверху впитывающей части подгузника, проиллюстрированного на фиг.1, если смотреть со стороны верхнего листа;
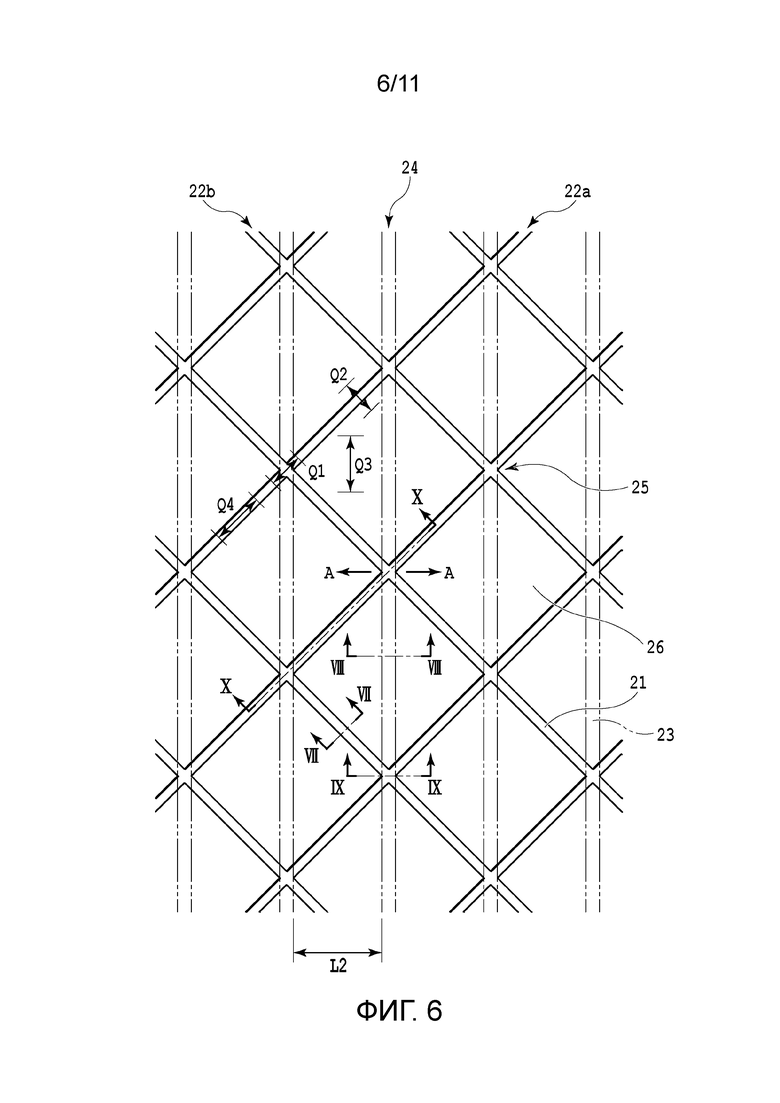
[фиг.6] фиг.6 представляет собой увеличенный частичный вид сверху, иллюстрирующий часть прессованных рядов по фиг.5 в увеличенном виде;
[фиг.7] фиг.7 представляет собой вид в разрезе, выполненном по линии VII-VII на фиг.6;
[фиг.8] фиг.8 представляет собой вид в разрезе, выполненном по линии VIII-VIII на фиг.6;
[фиг.9] фиг.9 представляет собой вид в разрезе, выполненном по линии IX-IX на фиг.6;
[фиг.10] фиг.10 представляет собой вид в разрезе, выполненном по линии X-X на фиг.6; и
[фиг.11] фиг.11 представляет собой вид в разрезе, выполненном по линии X-X на фиг.6, в модифицированном примере настоящего изобретения.
Описание варианта осуществления
[0014] Вариант осуществления настоящего изобретения описан ниже подробно со ссылкой на чертежи. Однако настоящее изобретение не ограничено данным вариантом осуществления и включает другие впитывающие изделия, соответствующие идее настоящего изобретения.
[Вариант 1 осуществления]
[0015] Фиг.1 иллюстрирует вид в перспективе раскладываемого одноразового подгузника (так называемого одноразового подгузника, скрепляемого лентами) согласно варианту 1 осуществления настоящего изобретения, если смотреть с передней стороны. Фиг.2 иллюстрирует вид в плане подгузника, проиллюстрированного на фиг.1, если смотреть со стороны поверхности, контактирующей с кожей. Фиг.3 иллюстрирует вид в разрезе, выполненном вдоль пунктирной линии III-III на фиг.2. Кроме того, фиг.4 иллюстрирует разделенное состояние, в котором раскладываемый одноразовый подгузник, проиллюстрированный на фиг.1 и 2, разделен на части и разложен.
[0016] Раскладываемый одноразовый подгузник 10 (в дальнейшем называемый просто подгузником в некоторых случаях) в варианте осуществления включает в себя переднюю основную зону 10F, заднюю основную зону 10R и паховую зону 10С, которая соединяет переднюю основную зону 10F и заднюю основную зону 10R. Кроме того, передняя основная зона 10F и задняя основная зона 10R образуют отверстие 10W для талии, которое окружает талию носителя при ношении подгузника 10. Аналогичным образом, паховая зона 10C и нижние концевые части передней основной зоны 10F и задней основной зоны 10R образуют два отверстия 10L для правой и левой ног, которые окружают бедренные части обеих ног носителя.
[0017] При ношении подгузника 10 передняя основная зона 10F расположена со стороны живота носителя, и задняя основная зона 10R расположена со стороны спины носителя. Кроме того, паховая зона 10C закрывает пах носителя, и ноги носителя вставлены в два отверстия 10L для левой и правой ног. Соответственно, отверстия 10L для ног расположены в местах между паховой областью и бедрами обеих ног носителя.
[0018] Линия, проходящая вдоль центральной оси тела носителя от головы до паха, когда носитель носит подгузник 10 в надлежащем направлении, названа виртуальной линией Р и используется при необходимости в нижеприведенном описании. Как проиллюстрировано на фиг.1, виртуальная линия Р проходит от стороны живота к стороне спины через паховую часть в центральной части подгузника 10. В частности, если предположить, что, например, поясная сторона подгузника 10 представляет собой верхнюю сторону и сторона паховой зоны подгузника 10 представляет собой нижнюю сторону, виртуальная линия Р проходит в направлении вверх-вниз вдоль поверхности подгузника 10, проходит через паховую часть и проходит в направлении вверх-вниз также со стороны спины. Другими словами, направление вверх-вниз представляет собой направление вдоль центральной оси тела носителя, проходящей от головы до паха, и виртуальная линия Р проходит вдоль центральной оси тела.
[0019] Две скрепляющие ленты 10А, а именно левая и правая скрепляющие ленты 10А, присоединены к покрывающему листу 11, расположенному в наружной части подгузника 10, в левой и правой концевых краевых частях задней основной зоны 10R, при этом скрепляющие ленты 10А обеспечивают возможность формирования отверстий 10L для ног за счет их наложения поверх левой и правой концевых краевых частей передней основной зоны 10F и присоединения к данным частям передней основной зоны 10F при ношении подгузника 10. Скрепляющие ленты 10А могут быть неоднократно присоединены к передней листовой накладке 10В и отделены от передней листовой накладки 10В, присоединенной к покрывающему листу 11 в передней основной зоне 10F. Кроме того, эластичный лист 10D, который проходит в направлении ширины покрывающего листа 11 и который обеспечивает для носителя надлежащий комфорт при ношении вокруг талии, присоединен к покрывающему листу 11 в верхней концевой части задней основной зоны 10R.
[0020] Как проиллюстрировано на фиг.2-4, подгузник 10 в варианте осуществления представляет собой подгузник, в котором покрывающий лист 11, не проницаемый для жидкостей, нижний лист (нижний поверхностный лист) 12, впитывающий компонент 13, обернутый в обертку 15 для сердцевины (тонкую бумагу), представляющую собой гидрофильный тонкий лист, (в дальнейшем также называемый просто впитывающим компонентом 13) и верхний лист (верхний поверхностный лист) 14, выполненный с возможностью входа в контакт с кожей носителя, наложены друг на друга и соединены вместе в данном порядке от стороны, наружной по отношению к коже носителя.
[0021] Два выреза 11А, имеющие полукруглые формы и предназначенные для образования отверстий 10L для ног, образованы в покрывающем листе 11 с левой и правой сторон паховой зоны 10С. Не проницаемый для жидкостей, нижний лист 12 присоединен к покрывающему листу 11, и вышеупомянутый впитывающий компонент 13 расположен между нижним листом 12 и проницаемым для жидкостей, верхним листом 14. Верхний лист 14 присоединен к нижнему листу 12 посредством впитывающего компонента 13. Резиновые нити 16 для формирования периферийных сборок для ног присоединены в растянутом состоянии рядом с центрами левой и правой частей нижнего листа 12, краевых в направлении ширины.
[0022] Два не проницаемых для жидкостей (или гидрофобных), боковых листа 18, выполненных с возможностью формирования выступающих сборок, предусмотрены на левой и правой частях проницаемого для жидкостей, верхнего листа 14, краевых в направлении ширины, в варианте осуществления. Наружные концевые краевые части двух боковых листов 18 образованы с такими же формами, как формы двух вырезов 11А покрывающего листа 11, и представляют собой элементы, которые поднимаются вдоль левой и правой краевых частей впитывающего компонента 13 при ношении подгузника 10 для предотвращения утечки мочи, выделенной носителем, в боковом направлении. В каждом из двух боковых листов 18 резиновые нити 19, которые представляют собой эластичные элементы выступающих сборок, размещены в растянутом состоянии, при этом внутренняя концевая краевая часть бокового листа 18 загнута по направлению к впитывающему компоненту 13 для удерживания резиновых нитей 19. При стягивании резиновых нитей 19 боковые листы 18 поднимаются в направлении входа в контакт с кожей носителя. Выступающие сборки могут иметь хорошо известную конфигурацию, используемую в обычном одноразовом подгузнике. Например, выступающие сборки могут быть сформированы посредством размещения и закрепления растянутых эластичных элементов выступающих сборок между слоями из водоотталкивающего листа. Как проиллюстрировано на фиг.2, боковые листы 18 стягиваются в продольном направлении за счет растягивания и стягивания резиновых нитей 19. При этом, как проиллюстрировано на фиг.3, боковые листы 18 образуют выступающие сборки, внутренние концевые краевые части которых подняты.
[0023] Следует отметить, что в подгузнике 10 по варианту осуществления длинная сторона впитывающего компонента 13 проходит вдоль виртуальной линии Р, и продольное направление впитывающего компонента 13 параллельно виртуальной линии Р. Кроме того, направление, ортогональное к виртуальной линии Р, представляет собой направление ширины. Следует отметить, что отношение размера подгузника 10 в продольном направлении к размеру в направлении ширины не ограничено соотношением в варианте осуществления. Данное соотношение может быть изменено соответствующим образом в зависимости от фигуры носителя.
[0024] Далее описана структура впитывающей части в варианте осуществления.
[0025] Фиг.5 представляет собой частичный вид сверху, на котором часть, в которой расположены впитывающий компонент 13 и верхний лист 14, видна со стороны верхнего листа 14.
[0026] Впитывающий компонент 13 по варианту осуществления, расположенный под верхним листом 14, образован в основном из целлюлозы (обозначенной ссылочной позицией 29 на фиг.7 и 8, которые будут описаны позднее) и SAP (обозначенного ссылочной позицией 27 на фиг.7 и 8, которые будут описаны позднее). Впитывающий компонент 13 имеет длинную узкую форму, проходит в передней основной зоне, паховой зоне и задней основной зоне и разделен на три части, а именно переднюю основную часть М1, паховую часть М2 и заднюю основную часть М3. Два выреза 13А, имеющие дугообразные формы, образованы в паховой части М2 так, чтобы они соответствовали двум отверстиям 10L для левой и правой ног, окружающим бедренные части обеих ног. Следует отметить, что вырезы 13А необязательно должны быть образованы зависящими от размера впитывающего компонента 13. Кроме того, несмотря на то, что впитывающий компонент 13 в варианте осуществления выполнен с вырезами 13А и имеет форму песочных часов, при которой ширина центральной части меньше ширины на переднем и заднем концах, форма впитывающего компонента в настоящем изобретении не ограничена данной формой. Если предположить, что направление от передней основной части к задней основной части представляет собой направление вперед-назад (вверх-вниз) и направление, ортогональное к нему, представляет собой направление влево-вправо, впитывающий компонент может иметь, например, различные формы, включая форму, в которой угловые части на переднем и заднем (верхнем и нижнем) концах скруглены, форму эллипса, проходящего в направлении вперед-назад (вверх-вниз), круглую форму, прямоугольную форму с приблизительно одинаковыми длиной в направлении вперед-назад (вверх-вниз) и длиной в направлении влево-вправо и тому подобные формы.
[0027] Кроме того, впитывающий компонент 13 обернут в обертку 15 для сердцевины, которая представляет собой, например, гидрофильный тонкий лист, концевые части которого соединены посредством адгезива для сохранения его формы. Впитывающий компонент 13, обернутый в обертку 15 для сердцевины, расположен между нижним листом 12 и верхним листом 14. Верхний лист 14 присоединен к нижнему листу 12 посредством впитывающего компонента 13, обернутого в обертку 15 для сердцевины. Следует отметить, что, несмотря на то, что впитывающий компонент 13, обернутый в обертку 15 для сердцевины, используется в варианте осуществления, впитывающий компонент по настоящему изобретению может быть не обернут в обертку для сердцевины.
[0028] При этом, как проиллюстрировано на фиг.5, подгузник 10 имеет зону N1 образования прессованных частей (зону образования тисненого рисунка), образованную сдавливанием посредством тиснения с равными интервалами со стороны поверхности верхнего листа 14 по направлению к впитывающему компоненту 13. Множество прессованных рядов 22 расположены так, что они проходят в зоне N1 образования прессованных частей. Каждый из прессованных рядов 22 образован множеством заглубленных частей 21, образованных непрерывно посредством сдавливания, и в прессованных рядах 22 множество заглубленных частей 21 расположены так, чтобы образовать рисунок в виде косоугольной решетки. Множество прессованных рядов 22 пересекаются друг с другом. Кроме того, в тех зонах зоны образования прессованных частей, в которых не образованы прессованные ряды 22, предусмотрены в основном несжатые/непрессованные основные впитывающие зоны 26. Следует отметить, что, как проиллюстрировано на фиг.5, никакой тисненый рисунок не образован в обеих концевых частях впитывающего компонента 13. Соответственно, во впитывающем компоненте 13 зоны N2 без образования прессованных частей (зоны без образования тисненого рисунка) предусмотрены с обеих сторон зоны N1 образования прессованных частей (зоны образования тисненого рисунка). Это предусмотрено для предотвращения стекания выделяемой организмом, текучей среды вниз вдоль тисненого рисунка и ее утечки из отверстий 10L для ног.
[0029] В варианте осуществления тисненый рисунок образован вплоть до верхней концевой части передней основной части М1 и до нижней концевой части задней основной части М3. Формирование тисненого рисунка до верхнего и нижнего концов, как описано выше, обеспечивает улучшение вентилирования подгузника 10 и облегчает изгибание впитывающего компонента 13 для обеспечения эффекта прилегания подгузника 10 к телу носителя. Следует отметить, что в настоящем изобретении допустимы вариант, в котором тисненый рисунок образован не до верхней концевой части передней основной части М1 и не до нижней концевой части задней основной части М3 впитывающего компонента 13, и вариант, в котором тисненый рисунок образован до левого и правого концов впитывающего компонента 13.
[0030] Заглубленные части 21 в варианте осуществления имеют наклон относительно виртуальной линии Р, проходящей вдоль центральной оси тела носителя при ношении подгузника 10. В частности, заглубленные части 21 включают заглубленные части 21а, имеющие наклон вправо, которые имеют наклон под заданным углом α в первом направлении, представляющем собой направление вправо на фиг.5, относительно виртуальной линии Р, и заглубленные части 21b, имеющие наклон влево, которые имеют наклон под заданным углом β во втором направлении, представляющем собой направление влево на фиг.5, относительно виртуальной линии Р. Кроме того, заглубленные части 21, имеющие наклон в одном и том же направлении, расположены так, что они образуют ряды, при этом диагональ каждого квадрата в решетке имеет длину L1, и образуют тисненый рисунок в виде решетки, в котором заглубленные части 21 проходят наклонно. Несмотря на то, что значения заданного угла α и заданного угла β являются одинаковыми в варианте осуществления, данные значения могут быть разными. В варианте осуществления множество заглубленных частей 21 образованы посредством сдавливания/сжатия верхнего листа 14, обертки 15 для сердцевины и впитывающего компонента 13 вместе по направлению к верхнему листу 14. В настоящем изобретении тиснение может быть выполнено таким образом, что впитывающий компонент 13 и верхний лист 14 будут подвергнуты тиснению вместе, как в варианте осуществления, или таким образом, что впитывающий компонент 13 будет подвергнут тиснению и затем верхний лист 14 будет прикреплен к тисненому впитывающему компоненту 13.
[0031] Как проиллюстрировано на фиг.5, ряды, в которых выровнены множество заглубленных частей 21а, имеющих наклон вправо, названы первыми прессованными рядами 22а, и ряды, в которых выровнены множество заглубленных частей 21b, имеющих наклон влево, названы вторыми прессованными рядами 22b. Эти прессованные ряды 22 имеют прямолинейные формы с наклоном относительно виртуальной линии Р под такими же углами, как углы наклона заглубленных частей 21. Первые прессованные ряды 22а проходят параллельно друг другу с интервалами S1. Кроме того, вторые прессованные ряды 22b проходят параллельно друг другу с интервалами S2. Тисненый рисунок в виде косоугольной решетки образован за счет того, что первые прессованные ряды 22а и вторые прессованные ряды 22b проходят так, как описано выше. В варианте осуществления зоны 25 пересечения образованы за счет обеспечения пересечения первых прессованных рядов 22а и вторых прессованных рядов 22b друг с другом. Несмотря на то, что величины интервалов S1 и S2 являются одинаковыми в варианте осуществления, данные величины могут быть разными.
[0032] Кроме того, зоны 25 пересечения прессованных рядов 22 и/или части вокруг зон 25 пересечения выполнены с участками 23 с низкой поверхностной плотностью. Фиг.6 представляет собой схематическое изображение, иллюстрирующее часть прессованных рядов в части VI на фиг.5 в увеличенном виде. На фиг.5 и 6 боковые листы 18 исключены на иллюстрации для удобства. Участки 23 с низкой поверхностной плотностью проиллюстрированы посредством штрихпунктирных линий с двумя штрихами на фиг.5 и 6. Участки 23 с низкой поверхностной плотностью образованы посредством регулирования поверхностных плотностей целлюлозы и SAP, образующих впитывающий компонент 13, до низкой поверхностной плотности при изготовлении впитывающего компонента 13.
[0033] Как проиллюстрировано на фиг.6, зоны 25 пересечения на рисунке в виде косоугольной решетки, образованном из первых прессованных рядов 22а и вторых прессованных рядов 22b, образованы на поверхности впитывающего компонента 13 в варианте осуществления. Кроме того, множество участков 23 с низкой поверхностной плотностью, которые представляют собой зоны, включающие в себя множество зон 25 пересечения, образованы на поверхности впитывающего компонента 13 так, что они проходят в направлении протяженности (продольном направлении) впитывающего компонента 13.
[0034] Участки 23 с низкой поверхностной плотностью по варианту осуществления расположены параллельно друг другу с интервалами L2. Однако участки 23 с низкой поверхностной плотностью не ограничены участками, расположенными параллельно друг другу, и должны только быть предусмотрены в зонах 25 пересечения и/или частях вокруг зон 25 пересечения. В частности, могут быть использованы различные варианты при условии, что зоны с более низкой поверхностной плотностью, чем части, расположенные вокруг данных зон, образованы так, что они, по меньшей мере, частично перекрывают зоны 25 пересечения и/или части вокруг зон 25 пересечения.
[0035] Участки 23 с низкой поверхностной плотностью расположены так, что они включают в себя зоны 25 пересечения, как описано выше. В варианте осуществления при сдавливании впитывающего компонента 13 части, в которых формируются участки 23 с низкой поверхностной плотностью, сдавливаются при образовании заглубленных частей 21 в зонах 25 пересечения. Однако плотность в этих прессованных частях, в которых образуются участки 23 с низкой поверхностной плотностью, является низкой. Соответственно, плотность впитывающего компонента 13 на участках 23 с низкой поверхностной плотностью в зонах 25 пересечения является более низкой, чем плотность впитывающего компонента 13 в зонах, в которых образованы прессованные ряды 22, за исключением участков 23 с низкой поверхностной плотностью.
[0036] В варианте осуществления, проиллюстрированном на фиг.5, участки 23 с низкой поверхностной плотностью включают вертикальные участки 23с с низкой поверхностной плотностью, образованные параллельно воображаемой линии Р. Ряды, в которых расположено множество вертикальных участков 23с с низкой поверхностной плотностью, названы рядами 24с с низкой поверхностной плотностью. Несмотря на то, что участки 23 с низкой поверхностной плотностью расположены в виде рисунка с вертикальными полосками в варианте осуществления, настоящее изобретение не ограничено данным расположением, и ширина каждой вертикальной полоски в варианте осуществления может быть увеличена или уменьшена при условии, что участки 23 с низкой поверхностной плотностью будут расположены так, что они будут включать в себя зоны 25 пересечения и/или части вокруг зон 25 пересечения. Кроме того, участки 23 с низкой поверхностной плотностью могут иметь разные формы, например, форму четырехугольника, круга, эллипса и треугольника.
[0037] Участки 23 с низкой поверхностной плотностью в варианте осуществления образованы, например, на этапах (1)-(6), описанных ниже. Впитывающий мат (относится к впитывающей сердцевине, не включающей в себя обертку для сердцевины, в описании нижеприведенных этапов) образован смешиванием целлюлозы и порошкообразного SAP и распылением смеси по направлению, например, к фильтрам двух формообразующих барабанов.
(1) Сначала впитывающий мат с постоянной толщиной формируют, используя первым формообразующий барабан.
(2) Далее, формируют впитывающий мат с промежутками, используя второй формообразующий барабан, так, что отверстия для прохода воздуха образуются в частях, соответствующих участкам 23 с низкой поверхностной плотностью, при этом данный впитывающий мат подлежит наложению на впитывающий мат, сформированный на этапе (1). Посредством этого формируют впитывающий мат с углублениями.
(3) После этого впитывающий мат с углублениями, на который наложен слой целлюлозы, обертывают оберткой 15 для сердцевины, и обертку 15 для сердцевины и впитывающий мат прикрепляют друг к другу посредством термоплавкого клея или тому подобного для формирования впитывающего компонента 13.
(4) Сформированный впитывающий компонент 13 вырезают в соответствии с размером одного подгузника.
(5) Верхний лист 14 накладывают на вырезанный впитывающий компонент 13.
(6) Верхний лист 14 и впитывающий компонент 13 сдавливают вместе посредством валика для тиснения.
[0038] Обертку 15 для сердцевины прикрепляют к нижним частям углублений посредством перемещения впитывающего компонента 13 путем всасывания на этапе (3), тиснения на этапе (6) или тому подобного, и участки 23 с низкой поверхностной плотностью образуются, например, с формой, проиллюстрированной на фиг.8, которая будет описана позднее. Следует отметить, что в настоящем изобретении участки 23 с низкой поверхностной плотностью могут быть выполнены посредством использования двух формообразующих барабанов, как в варианте осуществления, или выполнены при тиснении. Например, зоны 25 пересечения выполняют с участками 23 с низкой поверхностной плотностью посредством их сдавливания так, что материал впитывающего компонента 13 в зонах 25 пересечения «расходится» в части вокруг них.
[0039] Чем короче расстояние до прессованной части в зонах 25 пересечения заглубленных частей 21, тем выше степень натяжения. Соответственно, предпочтительно уменьшить поверхностную плотность в зависимости от данного расстояния по соображениям, связанным с обеспечением уменьшения вероятности разрыва верхнего листа 14. Таким образом, участки 23 с низкой поверхностной плотностью предпочтительно образованы так, что поверхностная плотность на участках 23 с низкой поверхностной плотностью уменьшается по направлению к центру каждой зоны 25 пересечения (например, с формой конуса). Данная конфигурация предотвращает ситуацию, при которой зоны 25 пересечения становятся твердыми. Соответственно, можно обеспечить уменьшение вероятности разрыва верхнего листа 14, а также сделать подгузник 10 сгибаемым в обе стороны вдоль каждой из заглубленных частей 21, то есть вдоль осей, проходящих в направлениях, в которых проходят линии решетки, и улучшить прилегание.
[0040] В варианте осуществления заглубленные части 21 тисненого рисунка в виде косоугольной решетки образованы посредством поджима валика для тиснения, имеющего поверхность, на которой образован рельеф, соответствующий заглубленным частям 21, при вращении валика для тиснения. Как проиллюстрировано на фиг.5, когда валик для тиснения перемещается в направлении стрелки W (направлении от передней основной части М1 к задней основной части М3) при его вращении, одновременно сдавливаются все участки заглубленных частей 21, выровненные в направлении, ортогональном к направлению W перемещения валика для тиснения. Несмотря на то, что размер валика для тиснения задан таким, чтобы длина окружности валика для тиснения была равна длине впитывающего компонента 13 в продольном направлении в варианте осуществления, размер валика для тиснения не ограничен этим.
[0041] Следует отметить, что в варианте осуществления направление W перемещения валика для тиснения параллельно направлению вышеупомянутой воображаемой линии Р в случае, когда подгузник 10 скомплектован. Как описано выше, верхний лист 14 накладывают на впитывающий компонент 13, вырезанный в соответствии с размером подгузника 10, и верхний лист 14 и впитывающий компонент 13 сдавливают вместе, используя валик для тиснения. Поскольку впитывающий компонент 13 вырезан с длиной, «охватывающей» переднюю основную часть, паховую часть и заднюю основную часть подгузника 10, тисненый рисунок в виде косоугольной решетки, имеющий наклон относительно воображаемой линии Р, может быть образован посредством задания направления W перемещения валика для тиснения параллельным воображаемой линии Р. Поскольку направление W перемещения валика для тиснения и направление, в котором проходят участки 23 с низкой поверхностной плотностью, параллельны друг другу в варианте осуществления, множество зон 25 пересечения могут быть легко совмещены с участками 23 с низкой поверхностной плотностью.
[0042] Соответственно, каждая заглубленная часть 21а, имеющая наклон вправо, наклонена вправо также относительно направления W перемещения, и каждая заглубленная часть 21b, имеющая наклон влево, наклонена влево также относительно направления W перемещения. Соответственно, при перемещении валика для тиснения в направлении W перемещения расстояние между имеющей наклон вправо, заглубленной частью 21а и имеющей наклон влево, заглубленной частью 21b, соседними друг с другом, уменьшается по направлению к зоне 25 пересечения.
[0043] В данном случае при сдавливании валиком для тиснения для образования заглубленных частей 21 верхний лист 14 растягивается для его «втягивания» в заглубленные части 21. Поскольку имеющая наклон вправо, заглубленная часть 21а и имеющая наклон влево, заглубленная часть 21b, соседние друг с другом, формируются посредством одновременного сдавливания, верхний лист 14 между данными частями растягивается влево и вправо. В частности, на фиг.6 показаны действующие в направлениях влево и вправо усилия вытягивания, которые проиллюстрированы стрелками А и которые одновременно приложены к верхнему листу 14 и вызывают растягивание верхнего листа 14. По мере уменьшения расстояния между имеющей наклон вправо, заглубленной частью 21а и имеющей наклон влево, заглубленной частью 21b, соседними друг с другом, уменьшается сопротивление растягиванию верхнего листа 14 под действием усилий А вытягивания, и, таким образом, верхний лист 14 становится сильно натянутым. Соответственно, SAP во впитывающем компоненте 13 входит в контакт с верхним листом 14, и это приводит к тому, что поверхность верхнего листа 14 создает ощущение шероховатости при касании/на ощупь. Это вызывает раздражение кожи носителя и, следовательно, не является предпочтительным.
[0044] Кроме того, когда валик для тиснения вдавливается глубоко для образования заглубленных частей 21, верхний лист 14 дополнительно растягивается и, следовательно, может разорваться. Однако, когда заглубленные части 21 образуются просто путем небольшого сдавливания посредством валика для тиснения, возникает слабое/непрочное соединение между верхним листом 14 и впитывающим компонентом 13. Соответственно, существует вероятность отделения верхнего листа 14 от впитывающего компонента 13, и четко выраженный тисненый рисунок не может быть образован.
[0045] Между тем, в заглубленных частях 21 по варианту осуществления по мере уменьшения расстояния между имеющей наклон вправо, заглубленной частью 21а и имеющей наклон влево, заглубленной частью 21b, соседними друг с другом, валик для тиснения входит в зону 25 пересечения, в которой поверхностная плотность низкая. Соответственно, заглубленные части 21 формируются без сильного натягивания верхнего листа 14. Таким образом, количество материала впитывающего элемента 13, подлежащего вдавливанию вниз, мало, и за счет этого уменьшается вероятность разрыва верхнего листа. Кроме того, угловые части, образованные в зонах 25 пересечения, не являются твердыми и создают улучшенное ощущение при касании, и поверхность верхнего листа 14 имеет гладкую отделку. Кроме того, существует возможность предотвращения отделения верхнего листа 14 от впитывающего компонента 13 при сохранении мягкости верхнего листа 14 и впитывающего компонента 13.
[0046] Кроме того, в заглубленных частях 21 по варианту осуществления зоны 25 пересечения с низкой поверхностной плотностью образованы с промежутками в направлениях, в которых проходят прессованные ряды 22. В подгузнике 10 по варианту осуществления образование зон 25 пересечения может обеспечить повышение сгибаемости и гибкости в зонах 25 пересечения прессованных рядов 22 и создать для носителя подгузника 10 ощущение большей мягкости на ощупь, чем в случае, когда образованы только заглубленные части 21.
[0047] Фиг.7 представляет собой схематические изображение, иллюстрирующее форму сечения, выполненного по линии VII-VII на фиг.6, в увеличенном виде, фиг.8 представляет собой схематическое изображение, иллюстрирующее форму сечения, выполненного по линии VIII-VIII на фиг.6, в увеличенном виде, фиг.9 представляет собой схематическое изображение, иллюстрирующее форму сечения, выполненного по линии IX-IX на фиг.6, в увеличенном виде, и фиг.10 представляет собой схематическое изображение, иллюстрирующее форму сечения, выполненного по линии X-X на фиг.6, в увеличенном виде. Кроме того, в сечениях по фиг.7-10 плотность впитывающего компонента 13 выражена плотностью точек.
[0048] Как проиллюстрировано на фиг.7, на форме сечения вокруг каждой заглубленной части 21 входная концевая часть более широкая, чем нижняя часть. Часть, обозначенная ссылочной позицией 13D, представляет собой имеющую высокую поверхностную плотность, прессованную часть впитывающего компонента 13, которая имеет высокую поверхностную плотность и которая спрессована. Части, обозначенные ссылочной позицией 13Е, представляют собой имеющие высокую поверхностную плотность, непрессованные части впитывающего компонента 13, которые имеют высокую поверхностную плотность и которые не спрессованы. В частности, прессованные части 13D с высокой поверхностной плотностью соответствуют заглубленным частям 21 за исключением зон 25 пересечения, и непрессованные части 13Е с высокой поверхностной плотностью соответствуют впитывающему компоненту 13 в основных впитывающих зонах 26. Как описано выше, впитывающий компонент 13 сформирован в основном из SAP и целлюлозы, и его плотность зависит главным образом от плотности волокон целлюлозы. Соответственно, в прессованных частях 13D с высокой поверхностной плотностью целлюлоза сжата, и между волокнами целлюлозы имеется мало зазоров. Между тем, в непрессованных частях 13Е с высокой поверхностной плотностью имеется больше зазоров между волокнами целлюлозы, чем в прессованных частях 13D с высокой поверхностной плотностью.
[0049] Кроме того, заглубленные части 21 образованы с формой пленки посредством сдавливания/сжатия и соединения вместе верхнего листа 14, образованного из синтетических волокон, и впитывающего компонента 13, состоящего в основном из целлюлозы. Соответственно, нижние поверхности заглубленных частей 21 способствуют диффузии выделяемой организмом, текучей среды в направлениях, в которых проходят прессованные ряды 22, до тех пор, пока выделяемая организмом, текучая среда не впитается.
[0050] Как показано на фиг.8, в варианте осуществления впитывающий компонент 13 присоединен к верхнему листу 14 и обертке 15 для сердцевины на участках 23 с низкой поверхностной плотностью. Фиг.9 иллюстрирует форму сечения каждой зоны 25 пересечения. Часть, обозначенная ссылочной позицией 13F, представляет собой имеющую низкую поверхностную плотность, непрессованную часть впитывающего компонента 13, которая имеет низкую поверхностную плотность и которая не прессована. Часть, обозначенная ссылочной позицией 13G, представляет собой имеющую низкую поверхностную плотность, прессованную часть впитывающего компонента 13, которая имеет низкую поверхностную плотность и которая прессована. В частности, непрессованные части 13F с низкой поверхностной плотностью соответствуют участкам 23 с низкой поверхностной плотностью, которые не прессованы, и прессованные части 13G с низкой поверхностной плотностью соответствуют участкам 23 с низкой поверхностной плотностью, которые прессованы. Как проиллюстрировано на фиг.9, в варианте осуществления участки 23 с низкой поверхностной плотностью в зонах 25 пересечения (прессованные части 13G с низкой поверхностной плотностью) прессованы до такой же толщины, как заглубленные части 21. Однако участки 23 с низкой поверхностной плотностью в зонах 25 пересечения имеют низкую поверхностную плотность, и, таким образом, участки 23 с низкой поверхностной плотностью в зонах 25 пересечения могут сохранять более низкую плотность, чем заглубленные части 21 за исключением зон 25 пересечения (прессованные части 13D с высокой поверхностной плотностью). В частности, как проиллюстрировано на фиг.9, несмотря на то, что впитывающий компонент 13 в зонах 25 пересечения (в прессованных частях 13G с низкой поверхностной плотностью) прессован до большей плотности, чем непрессованные части 13F с низкой поверхностной плотностью, проиллюстрированные на фиг.8, впитывающий компонент 13 в зонах 25 пересечения имеет более низкую плотность, чем заглубленные части 21 за исключением зон 25 пересечения (прессованные части 13D с высокой поверхностной плотностью). Поскольку существует возможность сохранения низкой плотности, а также уменьшения толщины в зонах 25 пересечения во впитывающем компоненте 13, как описано выше, в зонах 25 пересечения может сохраняться мягкость. В варианте осуществления плотность впитывающего компонента 13 в зонах 25 пересечения (прессованных частях 13G с низкой поверхностной плотностью) ниже плотности впитывающего компонента 13 в зонах, в которых образованы прессованные ряды 22, за исключением зон 25 пересечения (в прессованных частях 13D с высокой поверхностной плотностью). Кроме того, в настоящем изобретении допустим вариант, в котором плотность впитывающего компонента 13 на участках 23 с низкой поверхностной плотностью равна или больше плотности впитывающего компонента 13 в зонах 25 пересечения, при условии, что в данном варианте может быть обеспечен эффект, заключающийся в том, что зоны 25 пересечения и/или части вокруг зон 25 пересечения являются мягкими. Как проиллюстрировано на фиг.10, несмотря на то, что толщина впитывающего компонента 13 в нижних частях, в которых образованы прессованные ряды 22, включающие в себя зоны 25 пересечения, является по существу постоянной в варианте осуществления, настоящее изобретение не ограничено данной конфигурацией. Например, сдавливание может быть выполнено так, что только зоны 25 пересечения будут иметь малую толщину. В частности, заглубленные части с большей глубиной, чем заглубленные части 21 прессованных рядов 22, могут быть предусмотрены в зонах 25 пересечения, предусмотренных с участками 23 с низкой поверхностной плотностью. В данной конфигурации зоны 25 пересечения не только выполнены более мягкими за счет наличия участков 23 с низкой поверхностной плотностью, но и зоны 25 пересечения также выполнены в большей степени сгибаемыми благодаря малой толщине зон 25 пересечения. В этом случае плотность впитывающего компонента 13 на участках 23 с низкой поверхностной плотностью в зонах 25 пересечения может быть равна или больше плотности впитывающего компонента 13 в прессованных рядах 22 за исключением участков 23 с низкой поверхностной плотностью.
[0051] Как проиллюстрировано на фиг.10, плотность имеющих низкую поверхностную плотность, прессованных частей 13G впитывающего компонента 13 в зонах прессованных рядов 22, которые представляют собой зоны, включающие в себя зоны 25 пересечения, ниже плотности имеющих высокую поверхностную плотность, прессованных частей 13D впитывающего компонента в зонах прессованных рядов 22, в которых образованы заглубленные части и которые представляют собой зоны, не включающие в себя зоны 25 пересечения.
[0052] Далее будет описан вариант осуществления тисненого рисунка, образованного тиснением.
[0053] Как проиллюстрировано на фиг.5, тисненый рисунок по варианту осуществления представляет собой рисунок в виде решетки, в котором выполнено множество заглубленных частей 21, при этом множество заглубленных частей 21 проходят непрерывно. Как проиллюстрировано на фиг.5, заглубленные части 21 расположены так, что длина диагонали L1 в каждом квадрате решетки составляет 42 мм (4,2 см). Кроме того, как проиллюстрировано на фиг.5 и 6, ширина Q1 каждого прессованного ряда 22 составляет 3 мм и предпочтительно составляет 2 мм - 5 мм. Кроме того, как проиллюстрировано на фиг.5 и 6, в тисненом рисунке по варианту осуществления первые прессованные ряды 22а проходят параллельно друг другу с интервалами S1, и вторые прессованные ряды 22b проходят параллельно друг другу с интервалами S2. Первые прессованные ряды 22а и вторые прессованные ряды 22b образуют тисненый рисунок, который представляет собой рисунок в виде косоугольной решетки. В варианте осуществления длина S1 одной стороны решетки равна длине S2 другой стороны решетки, и длины S1, S2 составляют 29,7 мм. Интервалы решетки предпочтительно составляют 13,0 мм или более и 54,0 мм или менее.
[0054] Допустим, что глубина каждой заглубленной части 21 во впитывающем компоненте 13 составляет D1, толщина комплекта из впитывающего компонента 13 и верхнего листа 14 перед тиснением, то есть максимальная толщина комплекта из впитывающего компонента 13 и верхнего листа 14 в каждой основной впитывающей зоне 25 составляет D2, толщина подгузника 10 в каждой заглубленной части 21 составляет D3, и толщина впитывающего компонента 13 в каждой заглубленной части 21 составляет D4. В варианте осуществления глубина D1 каждой заглубленной части 21 составляет 7,8 мм. В варианте осуществления толщина D2 составляет 8,0 мм предпочтительно составляет 5,0 мм - 20,0 мм. Толщина D3 составляет 1,0 мм, и толщина D4 предпочтительно составляет 0,2 мм - 0,6 мм. Кроме того, в варианте осуществления, проиллюстрированном на фиг.7, толщина D3 составляет 1,0 мм. Следует отметить, что толщина D4 (см. фиг.7) впитывающего компонента 13 в заглубленных частях 21 предпочтительно составляет 0,2 мм - 0,6 мм.
[0055] В этом случае глубина D1 каждой заглубленной части 21 составляет приблизительно 42,5% - 97,5% от толщины D2. Как описано выше, заглубленные части 21 в варианте осуществления образованы прессованием впитывающего компонента 13 по направлению к нижнему листу 12 при сжатии посредством валика для тиснения.
[0056] Плотность впитывающего компонента 13 в зонах 25 пересечения (в прессованных частях 13G с низкой поверхностной плотностью) в тисненом рисунке по варианту осуществления составляет 0,8 г/см3 и предпочтительно составляет 0,5 г/см3-1,2 г/см3. Кроме того, плотность впитывающего компонента 13 в заглубленных частях 21 за исключением зон 25 пересечения (в прессованных частях 13D с высокой поверхностной плотностью) в варианте осуществления составляет 1,38 г/см3 и предпочтительно составляет 0,8 г/см3-1,9 г/см3. Кроме того, плотность впитывающего компонента 13 за исключением заглубленных частей 21 (в непрессованных частях 13Е с высокой поверхностной плотностью) в варианте осуществления составляет 0,05 г/см3 и предпочтительно составляет 0,03 г/см3-0,07 г/см3.
[0057] Формирование впитывающего компонента 13 с таким распределением плотности может обеспечить уменьшение жесткости в зонах 25 пересечения. Соответственно, когда тисненый рисунок в виде решетки образован на впитывающем компоненте 13, предотвращается ситуация, когда зоны 25 пересечения становятся твердыми, и обеспечивается их сгибаемость для создания у носителя лучшего ощущения при использовании (ощущения мягкости).
[0058] Формирование заглубленных частей 21 с такими глубиной и интервалами обеспечивает возможность сохранения канавок даже при воздействии на них массы тела, а также обеспечивает возможность того, что контактирующая с кожей поверхность в паховой части подгузника будет сохранять способность создавать ощущение мягкости на ощупь. Соответственно, тисненый рисунок в виде косоугольной решетки может обеспечить подавление деформации, такой как закручивание подгузника в качестве реакции на различные движения ног, и обеспечить мягкость подгузника на ощупь.
[0059] Предположим, что, как проиллюстрировано на фиг.6, зона 25 пересечения, которая является тонкой и имеет промежуточную плотность, представляет собой зону Q1, зона, пересекающая прессованный ряд 22 в направлении ширины, которая является тонкой и имеет высокую плотность, представляет собой зону Q2, основная впитывающая зона 26, которая является толстой и имеет низкую плотность, представляет собой зону Q3, и зона, проходящая в направлении протяженности прессованного ряда 22, которая является тонкой и имеет высокую плотность, представляет собой зону Q4. Порядок изменения жесткости (трудности сгибания, сопротивления изгибу) в подгузнике 10 с таким распределением плотности может быть таким, что жесткость зоны Q1 < жесткость зоны Q2 < жесткость зоны Q3 < жесткость зоны Q4 в порядке от мягкой (и сгибаемой) части до твердой (и менее сгибаемой) части.
[0060] Выполнение подгузника 13 мягким в направлении, пересекающем зону 25 пересечения, в конфигурации, в которой жесткость впитывающего компонента 13 является наибольшей в зоне Q4, проходящей в направлении протяженности прессованного ряда 22, которая является тонкой и имеет высокую плотность, как описано выше, обеспечивает возможность деформирования подгузника 10 таким образом, что подгузник 10 будет расширяться в направлении от тела носителя и будет обеспечивать сохранение пространства между телом и носителя и подгузником 10, когда носитель движется при ношении подгузника 10. Это может предотвратить ситуацию, при которой зоны 25 пересечения становятся твердыми, и обеспечить сгибаемость зон 25 пересечения для создания у носителя лучшего ощущения при использовании (ощущения мягкости), когда тисненый рисунок в виде решетки образован на впитывающем компоненте 13. Кроме того, выполнение зон 25 пересечения мягкими может предотвратить ситуацию, при которой впитывающей компонент 13 может в большей степени подвергаться разрыву в зонах 25 пересечения из-за движений носителя.
[Модифицированный пример]
[0061] Настоящее изобретение не ограничено вышеприведенным вариантом осуществления, и соответствующие изменения и модификации могут быть выполнены в пределах объема без отхода от технических идей настоящего изобретения.
[0062] Например, несмотря на то, что приведено описание тиснения с использованием валика для тиснения в вышеприведенном варианте осуществления, тиснение не ограничено данным способом. Например, тиснение может быть выполнено посредством использования пластинчатой плиты для тиснения, соответствующей размеру подгузника и создающей тисненый рисунок вдавливанием на элементе, имеющему размеры подгузника.
[0063] Кроме того, несмотря на то, что подгузник образуют так, что впитывающий компонент 13 обертывают в гидрофильный лист и затем верхний лист 14 размещают на впитывающем компоненте 13, подгузник также может быть образован так, что верхний лист 14 будет размещен непосредственно на впитывающем компоненте 13. Кроме того, лист для обеспечения диффузии жидкости, предназначенный для улучшения способности к диффузии жидкости, может быть предусмотрен между верхним листом 14 и гидрофильным листом. Этот лист способствует диффузии выделяемой организмом, текучей среды. Кроме того, гидрофильный лист может быть прикреплен так, что он будет обертывать впитывающий компонент 13, или может быть расположен так, что он будет просто наложен на верхнюю и заднюю стороны впитывающего компонента 13 без охвата концевых частей впитывающего компонента 13.
[0064] Несмотря на то, что заглубленные части 21, которые представляют собой непрерывные канавки, образуют прессованные ряды 22 в вышеприведенном варианте осуществления, прерывистые (например, выполненные с промежутками) канавки могут образовывать прессованные ряды 22 (см. модифицированный пример, описанный ниже). Следует отметить, что форма заглубленных частей 21 не ограничена формой, проиллюстрированной в варианте осуществления, и может представлять собой любую из различных форм, такой как четырехугольник, круг, эллипс и треугольник.
[0065] Одноразовый подгузник 10 согласно вышеприведенному варианту осуществления может применяться в качестве подгузника для взрослого и подгузника для ребенка. Кроме того, несмотря на то, что описание приведено при использовании раскладываемого подгузника 10 (так называемого подгузника, скрепляемого лентами) в качестве примера в вышеприведенном варианте осуществления, само собой разумеется, настоящее изобретение может быть также применено для подгузника натягиваемого типа. Кроме того, впитывающее изделие по настоящему изобретению не ограничено только подгузниками, и настоящее изобретение может применяться для различных других обычных впитывающих изделий, таких как впитывающая прокладка и урологическая прокладка. Например, благодаря структуре части, включающей в себя впитывающий компонент 13 и верхний лист 14, как проиллюстрировано на фиг.5, настоящее изобретение также может быть применено для впитывающей прокладки и тому подобного и имеет эффекты и действия, аналогичные эффектам и действиям в подгузнике.
[0066] Несмотря на то, что только одна поверхность впитывающего компонента 13 подвергнута тиснению в вышеприведенном варианте осуществления, конфигурация впитывающего компонента 13 не ограничена этим, и можно использовать конфигурацию, в которой обе поверхности подвергнуты тиснению. В частности, заглубленные части 21 образуют как на верхней поверхности, так и на задней поверхности впитывающего компонента 13 посредством тиснения впитывающего компонента 13 как со стороны верхнего листа 14, так и со стороны заднего листа 12. Это может предотвратить концентрацию давления только на одной из верхней и задней поверхностей впитывающего компонента 13. Соответственно, может четко сформировать прессованные ряды 22 без глубокого сдавливания впитывающего компонента 13 при тиснении и сохранить гибкость подгузника 10.
[0067] Кроме того, несмотря на то, что заглубленные части 21 образованы непрерывными в вышеприведенном варианте осуществления, заглубленные части 21 могут быть образованы прерывистыми в настоящем изобретении. В этом случае также изменяется форма участков 23 с низкой поверхностной плотностью в зонах 25 пересечения (в прессованных частях 13G с низкой поверхностной плотностью). Фиг.11 представляет собой вид модифицированного примера настоящего изобретения в разрезе, выполненном по линии X-X на фиг.6. Элементы, образующие подгузник в модифицированном примере, с такими же функциями, как у элементов в вышеприведенном варианте осуществления, обозначены такими же ссылочными позициями, как ссылочные позиции в варианте осуществления, и их описание опущено.
[0068] В модифицированном примере никакие заглубленные части 21 не образованы в частях, соответствующих зонам 25 пересечения, в которых прессованные ряды 22 пересекаются друг с другом. В этом случае, как проиллюстрировано на фиг.11, участки 23 с низкой поверхностной плотностью в зонах 25 пересечения (в прессованных частях 13G с низкой поверхностной плотностью) не прессованы и вместо этого слегка сжаты при прессовании заглубленных частей 21 вокруг зон 25 пересечения, которые должны быть образованы слегка выступающими по направлению к стороне, контактирующей с кожей, на виде в разрезе (при сравнении этого с фиг.6 по вышеприведенному варианту осуществления). Поскольку в данной конфигурации плотность впитывающего компонента 13 в зонах 25 пересечения ниже плотности в заглубленных частях 21, могут быть получены эффекты, аналогичные эффектам в вышеприведенном варианте осуществления.
[0069] Кроме того, несмотря на то, что участки 23 с низкой поверхностной плотностью и обертка 15 для сердцевины присоединены друг к другу в вышеприведенном варианте осуществления, как проиллюстрировано на фиг.3 и 8, участки 23 с низкой поверхностной плотностью и обертка 15 для сердцевины могут быть не соединены друг с другом в настоящем изобретении. Данная конфигурация может быть использована для предотвращения сдавливания частей (или обеспечения меньшей вероятности сдавливания частей), в которых образуются участки 23 с низкой поверхностной плотностью, при формировании заглубленных частей 21 в зонах 25 пересечения при сдавливании впитывающего компонента 13.
Перечень ссылочных позиций
[0070]
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2708269C1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ КАНАВКИ, ПОЛУЧАЕМОЙ СДАВЛИВАНИЕМ, СПОСОБ ОБРАЗОВАНИЯ КАНАВКИ, ПОЛУЧАЕМОЙ СДАВЛИВАНИЕМ, И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2747960C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2686509C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2636377C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2705608C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2692030C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2022 |
|
RU2840943C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2020 |
|
RU2764151C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2795254C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2744428C1 |









В соответствии с настоящим изобретением предложено впитывающее изделие, включающее в себя проницаемый для жидкостей, верхний поверхностный лист (14), не проницаемый для жидкостей, нижний поверхностный лист (12) и впитывающий компонент (13), расположенный между верхним поверхностным листом (14) и нижним поверхностным листом (12). Множество прессованных рядов (22), состоящих из множества заглубленных частей (21), расположены на впитывающем компоненте (13), множество заглубленных частей (21) образованы посредством сжатия верхнего поверхностного листа и впитывающего компонента (13) вместе, множество прессованных рядов пересекаются друг с другом. Зоны (25) пересечения прессованных рядов (22) и/или части вокруг зон (25) пересечения выполнены с участками (23) с низкой поверхностной плотностью. Задача настоящего изобретения состоит в том, чтобы предложить впитывающее изделие, в котором при формировании тисненого рисунка в виде решетки на впитывающем компоненте предотвращается ситуация, при которой зоны пересечения и/или части вокруг зон пересечения становятся твердыми, и обеспечивается возможность их сгибания для создания у носителя лучшего ощущения при использовании (ощущения мягкости). 5 з.п. ф-лы, 11 ил.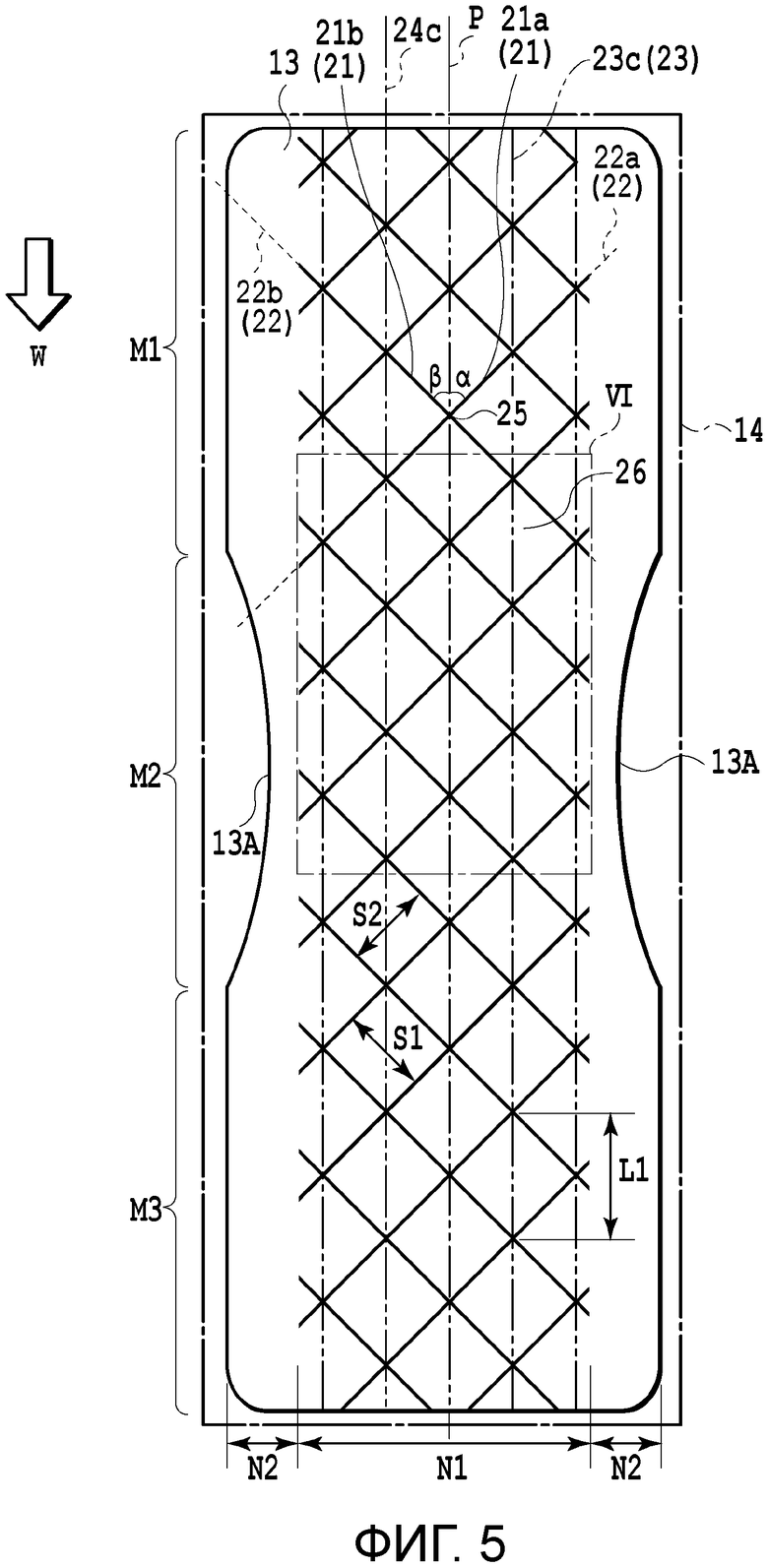
1. Впитывающее изделие, содержащее:
проницаемый для жидкостей, верхний поверхностный лист;
не проницаемый для жидкостей, нижний поверхностный лист; и
впитывающий компонент, расположенный между верхним поверхностным листом и нижним поверхностным листом,
при этом множество прессованных рядов, состоящих из множества заглубленных частей, расположены на впитывающем компоненте, множество заглубленных частей образованы посредством сжатия верхнего поверхностного листа и впитывающего компонента вместе, причем множество прессованных рядов пересекаются друг с другом, и
при этом все зоны пересечения прессованных рядов и/или части вокруг всех зон пересечения выполнены с участками с низкой поверхностной плотностью, и
при этом впитывающий компонент расположен между нижней частью заглубленной части и нижним поверхностным листом.
2. Впитывающее изделие по п.1, в котором плотность впитывающего компонента на участках с низкой поверхностной плотностью в зонах пересечения ниже плотности впитывающего компонента в зонах, в которых образованы прессованные ряды, за исключением участков с низкой поверхностной плотностью.
3. Впитывающее изделие по п.1, в котором плотность впитывающего компонента на участках с низкой поверхностной плотностью в зонах пересечения равна или выше плотности впитывающего компонента в зонах, в которых образованы прессованные ряды, за исключением участков с низкой поверхностной плотностью.
4. Впитывающее изделие по любому из пп.1-3, в котором множество заглубленных частей образованы на стороне верхнего поверхностного листа посредством прессования верхнего поверхностного листа и впитывающего компонента.
5. Впитывающее изделие по любому из пп.1-3, в котором множество заглубленных частей представляют собой непрерывные канавки.
6. Впитывающее изделие по п.4, в котором множество заглубленных частей представляют собой непрерывные канавки.
| JP 2009131417 A, 18.06.2009 | |||
| JP 2013255562 A, 26.12.2013 | |||
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С МНОЖЕСТВОМ КАНАЛОВ В ПРОДОЛЬНОМ НАПРАВЛЕНИИ | 2010 |
|
RU2524884C2 |
| RU 136712 U1, 20.01.2014 | |||
| Циклон для очистки газов от пыли | 1960 |
|
SU136713A1 |

