Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к одноразовому подгузнику, в котором в промежностной части обеспечиваются как прилегаемость (fitting property) впитывающего элемента, так и способность впитывающего компонента к сохранению формы.
Предшествующий уровень техники
[0002]
В одноразовом подгузнике обычно используют впитывающий компонент, образованный посредством скопления смеси целлюлозных волокон и частиц супервпитывающего полимера. Кроме того, в большинстве случаев такой впитывающий компонент включен в одноразовый подгузник в виде впитывающего элемента, в котором впитывающий компонент обернут оберточным листом, образованным из крепированной санитарно-гигиенической/тонкой бумаги и т.д., для повышения способности впитывающего компонента к сохранению формы во время изготовления и после изготовления (см., например, патентный документ 1).
[0003]
Впитывающий элемент одноразового подгузника воспринимает силы, действующие в разных направлениях с обеих сторон, определяемых в направлении ширины, вследствие движения ног носителя, например, при ходьбе, при этом впитывающий элемент расположен между обеими ногами. Таким образом, в промежностной части требуется очень хорошая прилегаемость впитывающего элемента, и, кроме того, для подавления искажения формы, такого как закручивание и расщепление впитывающего компонента, также требуется способность к сохранению формы. Само собой разумеется, в одноразовом подгузнике в промежностной части должен обеспечиваться объем впитывания впитывающим элементом.
[0004]
Например, известно, что для улучшения прилегаемости промежностной части в промежностной части образуют участки с низкой поверхностной плотностью, такие как прорези, проходящие через впитывающий компонент в направлении толщины, при этом данные участки проходят вдоль направления вперед-назад с обеих сторон впитывающего компонента, определяемых в направлении ширины. Однако из-за наличия таких участков с низкой поверхностной плотностью имеет место концентрация сил в обеих частях, боковых по отношению к участкам с низкой поверхностной плотностью, во впитывающем компоненте, так что часто возникают его закручивание и расщепление.
[0005]
С другой стороны, известно, что в качестве способа улучшения способности впитывающего компонента к сохранению формы сжатые части, образуемые посредством сжатия впитывающего элемента в направлении толщины, выполняют с конфигурацией с формой решетки или тому подобной конфигурацией (см., например, патентный документ 1). Однако выполнение таких сжатых частей во впитывающем элементе обуславливает повышение жесткости впитывающего элемента. Соответственно, для повышения способности поглотителя сохранять форму, если только сжатые участки расположены в виде плоского рисунка, такого как решетчатый узор на впитывающем элементе, желательно обеспечить сжатые участки таким образом, чтобы они не достигали обеих боковых частей впитывающего элемента для предотвращения ухудшения его свойств прилегаемости.
Перечень ссылок
Патентные документы
[0006]
Патентный документ 1: JP 2021-000236 А
Сущность изобретения
Техническая проблема
[0007]
Следовательно, основная задача настоящего изобретения состоит в обеспечении в промежностной части как прилегаемости впитывающего элемента, так и способности впитывающего компонента к сохранению формы.
Решение проблемы
[0008]
Одноразовый подгузник, позволяющий решить вышеуказанную проблему, таков.
<Первый аспект>
Одноразовый подгузник, содержащий:
промежностную часть;
расположенную с передней стороны часть, которая проходит вперед от промежностной части;
расположенную с задней стороны часть, которая проходит назад от промежностной части; и
впитывающий элемент, включающий в себя впитывающий компонент и оберточный лист, обертывающий впитывающий компонент, причем впитывающий элемент предусмотрен в области, проходящей в направлении вперед-назад и включающей в себя промежностную часть,
при этом впитывающий компонент образован посредством скопления смеси целлюлозных волокон и частиц супервпитывающего полимера, и
в промежностной части впитывающий компонент имеет удлиненные участки с низкой поверхностной плотностью, которые проходят в направлении вперед-назад с обеих сторон впитывающего компонента в направлении ширины,
сжатые части, которые сжаты в направлении толщины так, чтобы они были вдавлены от по меньшей мере одной из верхней поверхности и поверхности нижней стороны впитывающего элемента во впитывающий компонент, являются непрерывными в конфигурациях с формой решетки, предусмотренных по меньшей мере на всей протяженности зон, боковых по отношению к участкам с низкой поверхностной плотностью, во впитывающем элементе, и
оберточный лист образован из нетканого материала, имеющего сопротивление изгибу в направлении вперед-назад, составляющее 0,01-0,10 мН⋅см, и сопротивление изгибу в направлении ширины составляющее 0,01-0,10 мН⋅см, согласно Консольному Методу с изгибанием материала до угла 41,5°, определенному стандартом JIS L 1913: 2010 (JIS - Японский промышленный стандарт).
[0009]
(Результат)
Предложенный одноразовый подгузник отличается тем, что
1) поскольку предусмотрены участки с низкой поверхностной плотностью, гибкость впитывающего компонента увеличена вдоль данных участков с низкой поверхностной плотностью так, что в промежностной части прилегаемость впитывающего элемента может быть улучшена;
2) из-за участков с низкой поверхностной плотностью существовала бы тенденция к возникновению закручивания и расщепления в частях, боковых по отношению к участкам с низкой поверхностной плотностью, во впитывающем компоненте, но такие закручивание и расщепление могут быть подавлены за счет сжатых частей, образующих конфигурацию с формой решетки и предусмотренных на всей протяженности зон, боковых по отношению к участкам с низкой поверхностной плотностью; и
3) прилегаемость промежностной части ухудшилась бы из-за сжатых частей, образующих конфигурацию с формой решетки, но такое ухудшение может быть подавлено за счет выбора гибкого оберточного листа, при этом не ухудшается способность сжатых частей, образующих конфигурацию с формой решетки, подавлять закручивание и расщепление.
Следовательно, в предлагаемом одноразовом подгузнике в промежностной части как прилегаемость впитывающего элемента, так и способность впитывающего компонента к сохранению формы обеспечиваются более надежно по сравнению с известными подгузниками.
[0010]
<Второй аспект>
Одноразовый подгузник согласно первому аспекту,
в котором впитывающий компонент имеет в промежностной части самую узкую часть, имеющую ширину, составляющую 0,85-1 от максимальной ширины части, расположенной с передней стороны, и части, расположенной с задней стороны части.
[0011]
(Результат)
Известно, что в качестве средства для улучшения прилегаемости промежностной части впитывающий компонент выполняют с более узкой частью в его промежностной части посредством сужения впитывающего компонента так, чтобы он имел ширину более узкой части, которая меньше ширины как его передней стороны, так и его задней стороны. Однако в этом случае невозможно избежать уменьшения объема впитывания в промежностной части. С другой стороны, в случае, когда впитывающий компонент не имеет такой более узкой части или впитывающий компонент имеет более узкую часть с небольшим сужением, прилегаемость промежностной части ухудшается, несмотря на то, что может быть легко гарантирован объем впитывания, и, кроме того, поскольку промежностная часть, скорее всего, будет воспринимать усилия, обусловленные движениями ног носителя, существует вероятность ухудшения способности впитывающего компонента к сохранению формы. Для решения данных проблем вышеупомянутые участки с низкой поверхностной плотностью, сжатые части, образующие конфигурацию с формой решетки, и оберточный лист, образованный из гибкого нетканого материала, выбраны в комбинации. При этом в промежностной части могут быть обеспечены как прилегаемость впитывающего элемента, так и способность к сохранению формы при одновременном гарантировании объема впитывания. Следует отметить, что в патентном документе 1 впитывающий компонент имеет в промежностной части самую узкую часть с шириной, составляющей 0,79 от максимальной ширины части, расположенной с передней стороны, и части, расположенной с задней стороны.
[0012]
<Третий аспект>
Одноразовый подгузник согласно первому или второму аспекту,
в котором во впитывающем компоненте целлюлозные волокна имеют поверхностную плотность, составляющую 100-450 г/м2, и
во впитывающем компоненте соотношение масс целлюлозных волокон и частиц супервпитывающего полимера составляет от 50:50 до 20:80.
[0013]
(Результат)
Как и в случае данного аспекта, по соображениям, связанным с гарантированием объема впитывания и предотвращением возврата, предпочтительно, чтобы впитывающий компонент имел высокое содержание частиц супервпитывающего полимера. Однако в данном случае закручивание и расщепление часто возникают в частях, боковых по отношению к участкам с низкой поверхностной плотностью, во впитывающем компоненте. Для решения данной проблемы вышеупомянутые участки с низкой поверхностной плотностью, сжатые части, образующие конфигурацию с формой решетки, и оберточный лист, образованный из гибкого нетканого материала, выбраны в комбинации для такого впитывающего компонента, имеющего высокое содержание частиц супервпитывающего полимера. При этом в промежностной части могут быть обеспечены как прилегаемость впитывающего элемента, так и способность к сохранению формы, при этом в целом могут быть улучшены показатели объема впитывания и предотвращения возврата.
[0014]
<Четвертый аспект>
Одноразовый подгузник согласно третьему аспекту,
в котором ширина каждой из сжатых частей составляет 1-3 мм, толщина каждой из сжатых частей составляет 15-35% от максимальной толщины впитывающего элемента,
сжатые части образуют косоугольную решетку, включающую в себя первые части, каждая из которых имеет наклон по диагонали под углом, отсчитываемым по часовой стрелке и составляющим 40-50° относительно направления вперед-назад на виде в плане, и вторые части, каждая из которых имеет наклон по диагонали под углом, отсчитываемым против часовой стрелки и составляющим 40-50° относительно направления вперед-назад на виде в плане,
два или более рядов элементарных рамок (unit frame), в каждом из которых элементарные рамки, включающие в себя сжатые части, повторяются в направлении вперед-назад, расположены в направлении ширины по меньшей мере в некоторой части каждой из зон, боковых по отношению к участкам с низкой поверхностной плотностью.
[0015]
(Результат)
Размеры и формы сжатых частей могут быть определены в зависимости от конкретного случая, но предпочтительно, чтобы сжатые части имели структуры в соответствии с данным аспектом. В частности, поскольку в соответствии с данным аспектом два или более рядов элементарных рамок, каждый из которых имеет элементарные рамки, состоящие из сжатых частей, расположены в направлении ширины, прилегаемость впитывающего элемента и его способность к сохранению формы становятся очень хорошими в частях, боковых по отношению к участкам с низкой поверхностной плотностью.
[0016]
<Пятый аспект>
Одноразовый подгузник согласно четвертому аспекту,
в котором по меньшей мере на всей протяженности зон, боковых по отношению к участкам с низкой поверхностной плотностью, внутренняя поверхность оберточного листа прикреплена к по меньшей мере одной из верхней поверхности и поверхности нижней стороны впитывающего компонента с его стороны, которая имеет канавки сжатых частей, посредством термоплавкого адгезива в количестве 5,0-20,0 г/м2.
[0017]
(Результат)
Способность впитывающего элемента к сохранению формы благодаря сжатым частям зависит от возможности сохранения самих сжатых частей. Кроме того, данная возможность сохранения самих сжатых частей зависит от способности самогó впитывающего компонента к сохранению формы и прочности соединения между оберточным листом и впитывающим компонентом в сжатых частях. Поскольку в данном случае площадь поверхности впитывающего компонента увеличена из-за сжатых частей, образованных в нем, требуется большее количество термоплавкого адгезива по сравнению с обычным количеством для обеспечения достаточной прочности соединения между оберточным листом и впитывающим компонентом и способности самогó впитывающего компонента к сохранению формы. Следовательно, в соответствии с данным аспектом не только внутренняя поверхность оберточного листа и наружная поверхность впитывающего компонента прикреплены друг к другу посредством термоплавкого адгезива, но и также по меньшей мере на всей протяженности зон, боковых по отношению к участкам с низкой поверхностной плотностью, внутренняя поверхность оберточного листа предпочтительно прикреплена к по меньшей мере одной из верхней поверхности и поверхности нижней стороны впитывающего компонента с его стороны, которая имеет канавки сжатых частей, посредством достаточно большого количества термоплавкого адгезива.
[0018]
<Шестой аспект>
Одноразовый подгузник согласно любому из первого - пятого аспектов,
в котором оберточный лист имеет
степень удлинения в направлении вперед-назад, составляющую 20-100%, определенную согласно Методу стандартного времени, указанному в JIS L 1913 : 2010, и
степень удлинения в направлении ширины, составляющую 20-110%, определенную согласно Методу стандартного времени, указанному в JIS L 1913 : 2010.
[0019]
(Результат)
Когда оберточный лист легко удлиняется в такой степени, которая аналогична степени удлинения согласно данному аспекту, гибкость впитывающего элемента повышается, и при этом не ухудшается способность сжатых частей, образующих конфигурацию с формой решетки, подавлять закручивание и расщепление, так что в промежностной части улучшается прилегаемость впитывающего элемента.
Преимущественные эффекты от изобретения
[0020]
Согласно настоящему изобретению в промежностной части могут быть обеспечены как прилегаемость впитывающего элемента, так и способность впитывающего компонента к сохранению формы.
Краткое описание чертежей
[0021]
Фиг.1 представляет собой вид в плане, иллюстрирующий внутреннюю поверхность одноразового подгузника типа трусов в расправленном состоянии.
Фиг.2 представляет собой вид в плане, иллюстрирующий наружную поверхность одноразового подгузника типа трусов в расправленном состоянии.
Фиг.3 представляет собой вид в разрезе, выполненном по линии 2-2 на фиг.1.
Фиг.4 представляет собой вид в разрезе, выполненном по линии 3-3 на фиг.1.
Фиг.5(а) представляет собой вид в разрезе, выполненном по линии 4-4 на фиг.1, и фиг.5(b) представляет собой вид в разрезе, выполненном по линии 5-5 на фиг.1.
Фиг.6 представляет собой вид в перспективе одноразового подгузника типа трусов.
Фиг.7 представляет собой вид в плане, иллюстрирующий наружную поверхность внутреннего элемента вместе с контуром наружного элемента в расправленном состоянии.
Фиг.8 представляет собой вид в плане, иллюстрирующий верхнюю поверхность впитывающего компонента вместе с контуром оберточного листа.
Фиг.9 представляет собой вид в разрезе впитывающего элемента.
Фиг.10 представляет собой вид в плане впитывающего элемента.
Фиг.11 представляет собой увеличенный вид основной части верхней поверхности впитывающего элемента.
Фиг.12 представляет собой вид в плане, иллюстрирующий другие примеры впитывающего компонента.
Фиг.13 представляет собой вид в разрезе, иллюстрирующий впитывающий элемент в состоянии, в котором он находится прежде, чем впитывающий компонент будет обернут оберточным листом.
Фиг.14 представляет собой вид в разрезе, иллюстрирующий впитывающий элемент в состоянии, в котором он находится после обертывания впитывающего компонента оберточным листом и до того, как будут образованы сжатые части.
Описание вариантов осуществления
[0022]
В дальнейшем будет приведено подробное описание одноразового подгузника типа трусов как примера одноразового подгузника со ссылкой на сопровождающие чертежи. Скрепление или соединение соответствующих составляющих элементов, соседних друг с другом в направлении толщины и отличных от скрепленных частей или соединенных частей, описанных ниже, при необходимости может быть выполнено таким же образом, как в случае известных подгузников. Часть с точечным рисунком на каждом из видов в разрезе показывает адгезив, такой как термоплавкий адгезив, в качестве средства скрепления или соединения. Термоплавкий адгезив может быть нанесен известным способом, таким как нанесение с помощью щелевой головки, нанесение валиком с образованием непрерывной линии или точечной линии, нанесение распылением с образованием спиральной конфигурации, Z-образной конфигурации или волнистой конфигурации, или посредством нанесения покрытия с рисунком (переноса термоплавкого адгезива способом высокой печати). В альтернативном варианте вместо вышеуказанных способов или в дополнение к вышеуказанным способам нанесения термоплавкого адгезива закрепляемую часть эластичного элемента образуют посредством нанесения термоплавкого адгезива на наружную периферийную поверхность эластичного элемента, и эластичный элемент может быть прикреплен к элементу, расположенному рядом с ним. Примеры термоплавкого адгезива включают средство на основе EVA (сополимера этилена и винилацетата), средство на основе каучука, образующее адгезив, склеивающий при надавливании (средство на основе эластомера), средство на основе полиолефинов и средство на основе сложного полиэфира/полиамида, и данные средства могут быть использованы без особого ограничения. В качестве средства скрепления или соединения, предназначенного для скрепления соответствующих составляющих элементов друг с другом, также можно использовать средство на основе сварки материалов, такой как термосварка или ультразвуковая сварка. Для компонента, для которого требуется проницаемость для жидкостей в направлении толщины, составляющие элементы, соседние друг с другом в направлении толщины, скрепляют или соединяют друг с другом с прерывистым рисунком соединения. Например, в случае, когда такое скрепление или соединение с прерывистым рисунком выполняют посредством термоплавкого адгезива, предпочтительно может быть выполнено нанесение с прерывистым рисунком в виде спиралей, Z-образной конфигурации или волнистой конфигурации. При этом в случае, когда зона нанесения термоплавкого адгезива имеет ширину, которая такая же, как ширина зоны нанесения термоплавкого адгезива, выходящего из одного сопла, или больше ширины зоны нанесения термоплавкого адгезива, выходящего из одного сопла, данное нанесение может быть выполнено с прерывистом рисунком в виде спиралей, Z-образной конфигурации или волнистой конфигурации, образованных непрерывно или с интервалами в направлении ширины. В качестве средства скрепления, предназначенного для скрепления соответствующих составляющих элементов друг с другом, также можно использовать средство на основе сварки материалов, такой как термосварка или ультразвуковая сварка.
[0023]
Кроме того, в качестве нетканого материала в нижеприведенном описании известный нетканый материал может быть использован соответствующим образом в соответствии с местом или назначением. Примеры составляющего волокна нетканого материала включают, среди прочего, синтетическое волокно, такое как волокно на основе полиолефинов, включая полиэтиленовое и полипропиленовое, волокно на основе сложного полиэфира или волокно на основе полиамида (включая многокомпонентное волокно, такое как волокно с ядром и оболочкой, помимо однокомпонентного волокна), регенерированное волокно, такое как вискозное или медно-аммиачное, или натуральное волокно, такое как хлопковое, а также их смесь. Для повышения гибкости нетканого материала в качестве составляющего волокна предпочтительно использовать извитое волокно. Кроме того, составляющее волокно нетканого материала может представлять собой гидрофильное волокно (включая волокно, которое стало гидрофильным с помощью гидрофилизирующего средства), гидрофобное волокно или водоотталкивающее волокно (включая волокно, которое стало водоотталкивающим с помощью водоотталкивающего средства). Кроме того, нетканые материалы, как правило, подразделяются на коротковолокнистый нетканый материал, длинноволокнистый нетканый материал, фильерный нетканый материал, нетканый материал мелтблаун, нетканый материал, полученный гидросплетением, термоскрепленный нетканый материал (скрепленный пропусканием воздуха насквозь), нетканый материал, полученный иглопробиванием, нетканый материал, полученный точечным скреплением, многослойный нетканый материал (включая нетканый материал со структурой SMS (слой (S - spunbond), полученный фильерным способом, - слой (M - meltblown), полученный способом плавления с раздувом, - слой (S), полученный фильерным способом), нетканый материал со структурой SMMS или тому подобные, в каждом из которых слой, полученный способом плавления с раздувом, размещен между слоями, полученными фильерным способом) и тому подобные в зависимости от длины волокон, способа формирования листа, способа скрепления волокон и структуры, образованной наложением слоев друг на друга, и может быть использован любой из данных нетканых материалов.
[0024]
Фиг.1 - фиг.6 иллюстрируют пример одноразового подгузника типа трусов. Предложенный одноразовый подгузник типа трусов включает в себя передний наружный элемент 12F, имеющий прямоугольную форму и образующий часть, размещаемую на нижней части туловища с передней стороны, задний наружный элемент 12В, имеющий прямоугольную форму и образующий часть, размещаемую на нижней части туловища с задней стороны, и внутренний элемент 200, расположенный внутри по отношению к наружным элементам 12F, 12B так, что он проходит от переднего наружного элемента 12F к заднему наружному элементу 12В через промежностную часть М. Обе боковые стороны переднего наружного элемента 12F и обе боковые стороны заднего наружного элемента 12В прикреплены друг к другу для образования частей 12А с боковыми швами. Таким образом, отверстие, образованное посредством передней и задней концевых частей переднего и заднего наружных элементов 12F, 12B, служит в качестве отверстия WO для талии, через которое проходит туловище носителя, и обе части, окруженные нижними краями наружных элементов 12F, 12B и боковыми краями внутреннего элемента 200, расположенными с его обеих сторон, определяемых в направлении ширины, служат в качестве отверстий LO для ног, через которые проходят ноги носителя. Внутренний элемент 200 представляет собой часть, предназначенную для впитывания и удерживания выделений, таких как моча, и наружные элементы 12F, 12B представляют собой части, предназначенные для обеспечения опоры для внутреннего элемента 200 по отношению к телу носителя. Кроме того, ссылочная позиция Y обозначает максимальную длину подгузника в расправленном состоянии (длину от края отверстия WO для талии в передней основной части F до края отверстия WO для талии в задней основной части В, определяемую в направлении вперед-назад), и ссылочная позиция X обозначает максимальную ширину подгузника в расправленном состоянии.
[0025]
Предложенный одноразовый подгузник типа трусов включает в себя зону Т, размещаемую на нижней части туловища и определенную как зона, проходящая в направлении вперед-назад (зона, проходящая в направлении вперед-назад от отверстия WO для талии до верхних концов отверстий LO для ног) и имеющая части 12А с боковыми швами, и промежуточную зону L, определенную как зона, проходящая в направлении вперед-назад и имеющая часть, образующую отверстия LO для ног (между той зоной передней основной части F, которая проходит в направлении вперед-назад и имеет части 12А с боковыми швами, и той зоной задней основной части В, которая проходит в направлении вперед-назад и имеет части 12А с боковыми швами). Часть, расположенная в зоне Т, размещаемой на нижней части туловища, в переднем наружном элементе 12F и заднем наружном элементе 12В, то есть часть, размещаемая на нижней части туловища с передней стороны и задней стороны, может быть разделена на «поясную концевую часть» W, концептуально образующую край отверстия для талии, и «расположенную ниже пояса, концевую часть» U, которая представляет собой часть, расположенную ниже, чем поясная концевая часть W. Обычно в случае, когда зона Т, размещаемая на нижней части туловища, имеет границу, на которой изменяется растягивающее напряжение, действующее в направлении WD ширины (например, изменяется тонина эластичного элемента или степень его растяжения), часть, более близкая к отверстию WO для талии, чем данная граница, ближайшая к отверстию WO для талии, представляет собой поясную концевую часть W. В случае, когда такая граница отсутствует, выступающая часть 12Е, которая расположена со стороны отверстия для талии и которая находится ближе к отверстию WO для талии, чем впитывающий компонент 56 или внутренний элемент 200, представляет собой поясную концевую часть W. Длины данных частей в направлении вперед-назад варьируются в зависимости от размера изделия и могут быть определены в зависимости от конкретного случая, например, длина поясной концевой части W в направлении вперед-назад может составлять 15-40 мм, и длина расположенной ниже пояса, концевой части U в направлении вперед-назад может составлять 65-120 мм. Между тем промежуточная зона L сужена на обоих боковых краях с по существу U-образными конфигурациями или изогнутыми конфигурациями для обеспечения соответствия форме периферий ног носителя, и оба боковых края соответствуют местам, через которые вставляются ноги. Следовательно, одноразовый подгузник типа трусов в расправленном состоянии имеет в целом по существу форму песочных часов.
[0026]
(Внутренний элемент)
Для внутреннего элемента 200 может быть выбрана произвольная форма, но в проиллюстрированном примере он имеет прямоугольную форму. Как проиллюстрировано на фиг.3-5, внутренний элемент 200 включает в себя верхний лист 30, расположенный со стороны, обращенной к телу, лист 11, не проницаемый для жидкостей, и впитывающий элемент 50, расположенный между ними, и представляет собой основную часть, предназначенную для выполнения функции впитывания. Ссылочная позиция 40 обозначает промежуточный лист (второй лист), расположенный между верхним листом 30 и впитывающим элементом 50 для обеспечения быстрого перемещения жидкости, которая прошла через верхний лист 30, во впитывающий элемент 50. Ссылочные позиции 60 на обеих боковых сторонах обозначают поднимающиеся сборки, которые поднимаются от обеих боковых частей внутреннего элемента 200 для входа в контакт с перифериями ног носителя для предотвращения вытекания выделений к обеим боковым сторонам внутреннего элемента 200.
[0027]
(Верхний лист)
Верхний лист 30 пропускает жидкость, и его примеры включают перфорированный или неперфорированный нетканый материал или пористый пластиковый лист. Кроме того, верхний лист 30 может состоять из одного листа или из многослойного листа, полученного склеиванием двух или более листов друг с другом. Аналогичным образом верхний лист 30 может состоять из одного листа или из двух или более листов, расположенных в направлении в плоскости.
[0028]
Обе боковые части верхнего листа 30 могут быть загнуты к нижней стороне впитывающего элемента 50 в зоне боковых краев впитывающего элемента 50 или могут выступать в боковом направлении за боковые края впитывающего элемента 50 без загибания.
[0029]
Для предотвращения отклонения положения верхнего листа 30 от заданного положения относительно элементов, расположенных с нижней стороны верхнего листа 30, желательно, чтобы верхний лист 30 был прикреплен к элементам, соседним с верхним листом 30 с его нижней стороны, с помощью термоплавкого адгезива или средства скрепления на основе сварки материалов, такой как термосварка или ультразвуковая сварка. В проиллюстрированном примере верхний лист 30 прикреплен к верхней поверхности промежуточного листа 40 и верхней поверхности оберточного листа 58 в его частях, расположенных с верхней стороны впитывающего компонента 56, посредством термоплавкого адгезива, нанесенного на поверхность нижней стороны верхнего листа 30.
[0030]
(Промежуточный лист)
Для быстрого перемещения жидкости, которая прошла через верхний лист 30, во впитывающий компонент можно разместить промежуточный лист (также упоминаемый как «второй лист») 40, имеющий более высокую скорость пропускания жидкости, чем верхний лист 30. Промежуточный лист 40 используется для быстрого перемещения жидкости во впитывающий компонент для улучшения характеристики впитывания, обеспечиваемой впитывающим компонентом, и для предотвращения явления «возврата» впитанной жидкости из впитывающего компонента. Промежуточный лист 40 может быть исключен.
[0031]
Примеры промежуточного листа 40 могут быть образованы из материала, аналогичного материалу верхнего листа 30, а именно нетканого материала, полученного гидросплетением, фильерного нетканого материала, нетканого материала со структурой SMS, нетканого материала из целлюлозных волокон, листа из смеси целлюлозных и вискозных волокон, нетканого материала, полученного точечным скреплением, или крепированной санитарно-гигиенической бумаги. В частности, нетканый материал, скрепленный пропусканием воздуха насквозь, является объемным и поэтому предпочтителен. Для нетканого материала, скрепленного пропусканием воздуха насквозь, предпочтительно использовать многокомпонентное волокно, имеющее структуру с ядром и оболочкой. В этом случае смола, используемая для ядра, может представлять собой полипропилен (ПП). Однако предпочтителен сложный полиэфир (ПЭТ), имеющий высокую жесткость. Поверхностная плотность предпочтительно составляет 17-80 г/м2, более предпочтительно 25-60 г/м2. Тонина волокна, образующего исходный материал для нетканого материала, предпочтительно составляет 2,0-10 дтекс. Для повышения объемности нетканого материала предпочтительно использовать волокно с эксцентрической структурой, ядро которого находится не в центре, полое волокно и полое волокно с эксцентрической структурой в качестве смешанного волокна как всех или части волокон, образующих исходный материал.
[0032]
В проиллюстрированном примере промежуточный лист 40 расположен в центре и имеет меньшую ширину, чем ширина впитывающего компонента 56, но он может быть размещен на максимальной ширине впитывающего компонента 56. Длина промежуточного листа 40 в направлении вперед-назад может быть такой же, как максимальная длина подгузника, может быть такой же, как максимальная длина впитывающего элемента 50, или промежуточный лист 40 может находиться в пределах зоны с малой длиной и с центром в зоне, принимающей жидкость.
[0033]
Для предотвращения отклонения промежуточного листа 40 от заданного положения относительно элементов, расположенных с нижней стороны промежуточного листа 40, желательно, чтобы промежуточный лист 40 был прикреплен к элементам, соседним с промежуточным листом 40 с его нижней стороны, с помощью термоплавкого адгезива или средства скрепления на основе сварки материалов, такой как термосварка или ультразвуковая сварка, или. В проиллюстрированном примере промежуточный лист 40 прикреплен к верхней поверхности оберточного листа 58 в его частях, расположенных с верхней стороны впитывающего компонента 56, посредством термоплавкого адгезива, нанесенного на поверхность нижней стороны промежуточного листа 40.
[0034]
(Не проницаемый для жидкостей лист)
Материал листа 11, не проницаемого для жидкостей, не имеет особых ограничений, но примеры данного материала включают пластиковую пленку, образованную из смолы на основе полиолефинов, таких как полиэтилен или полипропилен, многослойный нетканый материал, имеющий пластиковую пленку, расположенную на поверхности нетканого материала, и многослойный лист, полученный посредством наложения нетканого материала или тому подобного на пластиковую пленку и прикрепления нетканого материала или тому подобного к пластиковой пленке. Для листа 11, не проницаемого для жидкостей, предпочтительно использовать не проницаемый для жидкостей и влагопроницаемый материал, предпочтительно используемый по соображениям, связанным с предотвращением затхлости. В качестве влагопроницаемой пластиковой пленки широко используется микропористая пластиковая пленка, полученная посредством вмешивания неорганического наполнителя в смолу на основе полиолефинов, таких как полиэтилен или полипропилен, формования смеси, полученной вмешиванием, для получения листа и последующего растягивания листа в направлении одной оси или двух осей. Кроме этого, в качестве листа 11, не проницаемого для жидкостей, можно использовать нетканый материал, в котором используется волокно микроденье, нетканый материал, который обладает повышенной непротекаемостью за счет уменьшения промежутка между волокнами посредством нагрева или приложения давления, и лист, который стал не проницаемым для жидкостей без использования пластиковой пленки и за счет способа нанесения супервпитывающего полимера, гидрофобной смолы или водоотталкивающего средства. Тем не менее желательно использовать влагопроницаемую пластиковую пленку для обеспечения достаточной прочности скрепления во время прикрепления к покрывающему нетканому материалу 13, описанному позднее, посредством термоплавкого адгезива.
[0035]
Для повышения непротекаемости, не проницаемый для жидкостей лист 11 может иметь ширину в пределах нижней сторонывпитывающего элемента 50, как проиллюстрировано на чертеже, или может проходить вокруг обеих боковых сторон на поверхности впитывающего элемента 50 со стороны верхнего листа 30. Следовательно, выступающая часть, образованная в результате этого, соответственно имеет ширину, составляющую приблизительно 5-20 мм с каждой из левой и правой сторон.
[0036]
(Впитывающий элемент)
Впитывающий элемент 50 включает в себя впитывающий компонент 56 и оберточный лист 58, обертывающий весь впитывающий компонент 56.
[0037]
(Впитывающий компонент)
Впитывающий компонент 56 получен посредством скопления смеси целлюлозных волокон и частиц супервпитывающего полимера. Поверхностная плотность волокон впитывающего компонента 56 может быть задана равной приблизительно 100-450 г/м2.
[0038]
Частицы супервпитывающего полимера охватывают «порошок» помимо «частиц». Частицы супервпитывающего полимера, используемые для одноразового подгузника данного типа, могут использоваться как они есть в качестве частиц супервпитывающего полимера. Например, при выполнении просеивания посредством использования стандартного сита с размером ячей, составляющим 500 мкм (JIS Z8801-1: 2006), (встряхивании в течение пяти минут) желательны частицы, для которых доля частиц, остающихся на сите, составляет 30% масс. или менее. При выполнении просеивания посредством использования стандартного сита с размером ячей, составляющим 180 мкм (JIS Z8801-1: 2006), (встряхивании в течение пяти минут) желательны частицы, для которых доля частиц, остающихся на сите, составляет 60% масс. или более.
[0039]
Материал частиц супервпитывающего полимера может быть использован без особого ограничения, но предпочтительны материалы, обладающие водопоглошающей способностью, составляющей 40 г/г или более. Примеры частиц супервпитывающего полимера включают частицы из материала на основе крахмала, материала на основе целлюлозы и материала на основе синтетического полимера. Могут быть использованы привитой сополимер крахмала и акриловой кислоты (соли), продукт омыления сополимера крахмала и акрилонитрила, продукт сшивания натрий-карбоксиметилцеллюлозы, полимер на основе акриловой кислоты (соли) или тому подобное. В качестве форм частиц супервпитывающего полимера пригодна обычно используемая форма материала в виде частиц, но также могут быть использованы другие формы.
[0040]
В качестве частиц супервпитывающего полимера соответственно используются частицы, имеющие скорость впитывания воды, составляющую 70 секунд или менее, в частности, 40 секунд или менее. Когда скорость впитывания воды слишком медленная, часто возникает так называемый возврат, при котором жидкость, поданная во впитывающий компонент 56, возвращается наружу из впитывающего компонента 56.
[0041]
В качестве частиц супервпитывающего полимера соответственно используются частицы, имеющие прочность геля, составляющую 1000 Па или более. Это обеспечивает возможность эффективного подавления ощущения липкости после впитывания жидкости даже в случае использования объемного впитывающего компонента 56.
[0042]
Поверхностная плотность частиц супервпитывающего полимера может быть определена соответствующим образом в зависимости от впитываемого количества, которое требуется для использования впитывающего компонента 56. Следовательно, поверхностная плотность может составлять 50-350 г/м2, хотя данные значения не могут применяться повсеместно. Поверхностная плотность частиц супервпитывающего полимера, составляющая менее 50 г/м2, приводит к тому, что будет сложно обеспечить объем впитывания. Поверхностная плотность, превышающая 350 г/м2, вызывает эффект насыщения.
[0043]
Соотношение волокон и частиц супервпитывающего полимера во впитывающем компоненте 56 не имеет особых ограничений. Однако, когда соотношение масс волокон и частиц супервпитывающего полимера соответствует от 50:50 до 20:80, может быть получен более тонкий впитывающий компонент 56, если выполнить сравнение при такой же площади и том же объеме впитывания. В этом случае толщина 56t впитывающего компонента 56 не имеет особых ограничений. Тем не менее толщина 56t может быть задана равной 3-15 мм.
[0044]
Достаточно того, чтобы впитывающий компонент 56 проходил как до передней, так и до задней сторон промежностной части М так, чтобы охватывать ее. В таком одноразовом подгузнике типа трусов, как в представленном примере, впитывающий компонент 56 предпочтительно проходит до периферийного края внутреннего элемента 200 или зоны вблизи него в направлении LD вперед-назад и направлении WD ширины. Следует отметить, что ссылочная позиция 56Х обозначает максимальную ширину впитывающего компонента 56.
[0045]
Для облегчения обеспечения объема впитывания в промежностной части М впитывающий компонент 56 может быть предпочтительно образован с по существу прямоугольной формой, как в примере, проиллюстрированном на фиг.8. Кроме того, как в примере, проиллюстрированном на фиг.12(а), существует возможность того, что для улучшения прилегаемости промежностной части М впитывающий компонент 56 будет образован с более узкой частью посредством сужения впитывающего компонента 56 так, чтобы он имел меньшую ширину более узкой части, чем ширина как его передней стороны, так и его задней стороны. В этом случае для облегчения обеспечения объема впитывания в промежностной части М предпочтительно, чтобы впитывающий компонент 56 имел в промежностной части М самую узкую часть, имеющую наименьшую ширину n1, равную или превышающую 0,85 от максимальной ширины 56Х впитывающего компонента 56.
[0046]
Между тем в случае, когда впитывающий компонент 56 имеет более узкую часть 56N, промежностная часть М представляет собой зону, проходящую в направлении LD вперед-назад и имеющую более узкую часть 56N; в случае, когда впитывающий компонент 56 не имеет более узкой части 56N и вместо этого, как в проиллюстрированном примере, наружная форма подгузника в расправленном состоянии имеет более узкую часть, промежностная часть М представляет собой зону, проходящую в направлении LD вперед-назад и имеющую данную более узкую часть в наружной форме (в проиллюстрированном примере промежностная часть М расположена между передним наружным элементом 12F и задним наружным элементом 12В), и в случае, когда впитывающий компонент 56 не имеет никаких подобных сужающихся частей, промежностная часть М представляет собой часть, расположенную в центре, определяемом в направлении LD вперед-назад, и ее размер в направлении LD вперед-назад составляет 20-30% от максимальной длины изделия. Часть, проходящая вперед от промежностной части М, и часть, проходящая назад от нее, представляют собой соответственно часть, расположенную с передней стороны, и часть, расположенную с задней стороны.
[0047]
(Участок с низкой поверхностной плотностью)
В промежностной части М впитывающий компонент 56 имеет удлиненные участки 56L с низкой поверхностной плотностью, которые проходят в направлении LD вперед-назад с его обеих сторон, определяемых в направлении WD ширины. Участок 56L с низкой поверхностной плотностью представляет собой участок, имеющий низкую поверхностную плотность, и не включает в себя часть, которая просто сжата в направлении толщины и поверхностная плотность которой не изменилась, как можно видеть в сжатой части 51, рассмотренной позднее. В качестве участка 56L с низкой поверхностной плотностью может быть выбрана прорезь, которая проходит через впитывающий компонент в направлении толщины. Однако в качестве участка 56L с низкой поверхностной плотностью предпочтительно углубление, которое соответствует скоплению малого количества смеси целлюлозных волокон и частиц супервпитывающего полимера, как в проиллюстрированном примере, вследствие легкости обеспечения объема впитывания. Данное углубление может быть образовано на верхней поверхности впитывающего компонента или на поверхности нижней стороны впитывающего компонента. Поскольку участки 56L с низкой поверхностной плотностью выполнены во впитывающем компоненте 56, повышается гибкость впитывающего компонента 56 вдоль данных участков 56L с низкой поверхностной плотностью, так что в промежностной части М может быть улучшена прилегаемость впитывающего элемента 50. Достаточно только того, чтобы суммарная поверхностная плотность целлюлозных волокон и частиц супервпитывающего полимера на участках 56L с низкой поверхностной плотностью была меньше их суммарной поверхностной плотности в части впитывающего компонента, отличной от участков 56L с низкой поверхностной плотностью. Например, существует возможность того, что суммарная поверхностная плотность целлюлозных волокон и частиц супервпитывающего полимера на участках 56L с низкой поверхностной плотностью будет задана составляющей 0,1-0,5 от суммарной поверхностной плотности целлюлозных волокон и частиц супервпитывающего полимера в части впитывающего компонента, отличной от участков 56L с низкой поверхностной плотностью.
[0048]
При условии, что участок 56L с низкой поверхностной плотностью проходит в направлении LD вперед-назад так, чтобы он был удлиненным, участок 56L с низкой поверхностной плотностью может проходить прямолинейно в направлении LD вперед-назад или, как в проиллюстрированном примере, участок 56L с низкой поверхностной плотностью может быть изогнутым так, что располагается в боковом направлении с увеличивающейся степенью приближения к каждому его концу в направлении LD вперед-назад. Кроме того, передняя концевая часть и задняя концевая часть участка 56L с низкой поверхностной плотностью могут иметь соответствующие формы. Например, участок 56L с низкой поверхностной плотностью имеет в целом прямолинейную форму, как проиллюстрировано на фиг.12(а). В альтернативном варианте как передняя концевая часть, так и задняя концевая часть участка 56L с низкой поверхностной плотностью имеют выпуклые формы, образованные посредством кривых линий (дуг полуокружностей или тому подобного), как в примере, проиллюстрированном на фиг.8, или участок 56L с низкой поверхностной плотностью имеет в каждой из передней концевой части и задней концевой части два скругленные угловые зоны и участок с прямолинейной формой, расположенный между ними, хотя это не проиллюстрировано. Ширина m1 участка 56L с низкой поверхностной плотностью может быть определена в зависимости от конкретного случая, и, например, ширина m1 может составлять 0,04-0,1 от наименьшей ширины n1 самой узкой части впитывающего компонента 56 в промежностной части М (если впитывающий компонент 56 имеет прямоугольную форму, ширина n1 представляет собой максимальную ширину 56Х). Ширина m1 участка 56L с низкой поверхностной плотностью может быть постоянной или может изменяться в направлении его длины. Определяемый в направлении LD вперед-назад размер участка 56L с низкой поверхностной плотностью и его расположение могут быть определены в зависимости от конкретного случая. Например, определяемый в направлении LD вперед-назад размер m2 участка 56L с низкой поверхностной плотностью может составлять 50-120%, предпочтительно 50-80% от размера промежностной части М в направлении LD вперед-назад. Кроме того, участок 56L с низкой поверхностной плотностью может быть расположен в зоне промежностной части М или может проходить за пределы зоны промежностной части М к передней стороне, задней стороне или как к передней, так и к задней сторонам.
[0049]
При условии, что в промежностной части М один участок 56L с низкой поверхностной плотностью предусмотрен с каждой из обеих (правой и левой) сторон впитывающего компонента 56, определяемых в направлении WD ширины, в общей сложности могут быть выполнены три или более участков 56L с низкой поверхностной плотностью, например, как в варианте осуществления, в котором добавлен один участок 56L с низкой поверхностной плотностью, расположенный в центре в направлении ширины, помимо обоих участков 56L с низкой поверхностной плотностью, выполненных с обеих сторон, как проиллюстрировано на фиг.8 и фиг.12(а), в альтернативном варианте могут быть выполнены в общей сложности только два участка 56L с низкой поверхностной плотностью, как проиллюстрировано на фиг.12(b).
[0050]
(Сжатая часть)
Как проиллюстрировано на фиг.3, фиг.4 и фиг.9, во впитывающем элементе 50 сжатые части 51, которые сжаты в направлении толщины так, чтобы они были вдавлены от по меньшей мере одной из верхней поверхности и поверхности нижней стороны впитывающего элемента 50 во впитывающий компонент 56, являются непрерывными в конфигурациях с формой решетки, предусмотренных по меньшей мере на всей протяженности зон SR, боковых по отношению к участкам 56L с низкой поверхностной плотностью (см. фиг.8). Когда выполнены такие сжатые части 51, образующие конфигурацию с формой решетки, целлюлозные волокна и частицы супервпитывающего полимера удерживаются в пределах соответствующих элементарных рамок 51f (см. фиг.11), включающих в себя сжатые части 51, так что могут подавляться закручивание и расщепление впитывающего компонента 56. В частности, когда выполнены вышеупомянутые участки 56L с низкой поверхностной плотностью, имела бы место тенденция к возникновению закручивания и расщепления в частях, боковых по отношению к участкам 56L с низкой поверхностной плотностью, во впитывающем компоненте 56. Однако закручивание и расщепление могут эффективно подавляться посредством сжатых частей 51, образующих конфигурацию с формой решетки, которые выполнены на всей протяженности зон, боковых по отношению к участкам с низкой поверхностной плотностью.
[0051]
При условии, что сжатые части 51, образующие конфигурацию с формой решетки, являются непрерывными в конфигурациях с формой решетки, предусмотренных на всей протяженности зон SR, боковых по отношению к участкам 56L с низкой поверхностной плотностью, сжатые части 51 могут быть выполнены во впитывающем элементе 50 только в зонах, включающих в себя вышеуказанные зоны SR полностью, или могут быть выполнены во всем впитывающем элементе 50 с конфигурацией с формой непрерывной решетки, как в проиллюстрированном примере. Сжатые части 51, образующие конфигурацию с формой решетки, могут быть образованы посредством сдавливания впитывающего элемента 50 с образованием конфигурации с формой решетки с его верхней стороны, с его нижней стороны или как с его верхней стороны, так и с его нижней стороны посредством тиснения без нагрева или горячего тиснения.
[0052]
Ширина 51w сжатой части 51 (ширина нижней части канавки, образованной во впитывающем элементе 50) может быть определена в зависимости от конкретного случая, но в нормальном случае ширина 51w предпочтительно составляет приблизительно 1-3 мм.
[0053]
Толщина 51t сжатой части 51 может быть определена в зависимости от конкретного случая, но в нормальном случае толщина 51t предпочтительно составляет 15-35% от максимального значения толщины 50t впитывающего элемента 50.
[0054]
Форма элементарной рамки 51f не имеет особых ограничений и может представлять собой по существу квадратную форму, как в проиллюстрированном примере, и помимо данной формы может представлять собой другую многоугольную форму, такую как по существу ромбическая форма (исключая квадратную форму), по существу прямоугольная форма и по существу треугольная форма. Кроме того, при условии, что сжатые части 51, образующие конфигурацию с формой решетки, выполнены с конфигурацией с формой решетки, формы элементарных рамок 51f могут частично отличаться друг от друга.
[0055]
В одной предпочтительной конфигурации сжатых частей 51, как в примере, проиллюстрированном на фиг.10 и фиг.11, сжатые части 51 включают первые части 51а, каждая из которых проходит диагонально в направлении с наклоном под углом, отсчитываемым по часовой стрелке и составляющим 40-50° относительно направления LD вперед-назад на виде в плане, и вторые части 51b, каждая из которых проходит диагонально в направлении с наклоном под углом, отсчитываемым против часовой стрелки и составляющим 40-50° относительно направления LD вперед-назад на виде в плане, так, что сжатые части 51 образуют конфигурацию с формой косоугольной решетки. В этом случае форма элементарной рамки 51f становится по существу ромбической формой.
[0056]
Размеры элементарных рамок 51f могут быть определены в зависимости от конкретного случая. Однако предпочтительно, чтобы размеры были точно заданы на основе того, что полные элементарные рамки 51f повторяются в направлении LD вперед-назад в ряду 51L элементарных рамок, так, чтобы обеспечить возможность размещения двух или более рядов 51L элементарных рамок в направлении WD ширины по меньшей мере в части каждой из зон, боковых по отношению к участкам 56L с низкой поверхностной плотностью. Таким образом, прилегаемость впитывающего элемента 50 и его способность к сохранению формы становятся очень хорошими в частях, боковых по отношению к участкам 56L с низкой поверхностной плотностью. Более конкретно, размер 51х элементарной рамки 51f в направлении WD ширины может составлять приблизительно 15-20 мм. Кроме того, размер 51y элементарной рамки 51f в направлении LD вперед-назад может составлять приблизительно 15-20 мм.
[0057]
(Оберточный лист)
В качестве оберточного листа 58 используется нетканый материал, который имеет сопротивление изгибу в направлении LD вперед-назад, составляющее 0,01-0,10 мН⋅см, и сопротивление изгибу в направлении WD ширины, составляющее 0,01-0,10 мН⋅см, согласно Консольному методу с изгибанием материала до угла 41,5°, определенному стандартом JIS L 1913: 2010. Прилегаемость промежностной части М ухудшилась бы из-за сжатых частей 51, образующих конфигурацию с формой решетки, но такое ухудшение может подавляться за счет выбора гибкого оберточного листа, при этом не ухудшается способность сжатых частей 51, образующих конфигурацию с формой решетки, подавлять закручивание и расщепление. Следовательно, в промежностной части М обеспечиваются как прилегаемость впитывающего элемента 50, так и способность впитывающего компонента 56 к сохранению формы. Более предпочтительно, чтобы нетканый материал, используемый для оберточного листа 58, имел сопротивление изгибу в направлении LD вперед-назад, составляющее 0,03-0,05 мН⋅см, и сопротивление изгибу в направлении WD ширины, составляющее 0,01-0,04 мН⋅см,
[0058]
Нетканый материал, используемый для оберточного листа 58, не имеет особых ограничений, но предпочтительно может использоваться нетканый материал со структурой SMS, нетканый материал со структурой SSMMS или тому подобный нетканый материал, в каждом из которых по меньшей мере один слой, полученный способом плавления с раздувом, расположен между двумя слоями, полученными фильерным способом и расположенными с верхней стороны и нижней стороны. Материал волокон нетканого материала не имеет особых ограничений. Например, в качестве материала можно использовать полипропиленовые волокна и двухкомпонентные волокна из полиэтилена/полипропилена или тому подобное. Поверхностная плотность оберточного листа 58 может быть определена в зависимости от конкретного случая, но желательна поверхностная плотность, составляющая 5-40 г/м2, в частности, 10-30 г/м2.
[0059]
В случае, когда оберточный лист 58 легко удлиняется, облегчается не только образование сжатых частей 51, но и также сохранение сжатых частей 51 даже при деформировании впитывающего элемента 50 под действием внешней силы, приложенной в состоянии при ношении. Следовательно, повышается гибкость впитывающего элемента 50, при этом не ухудшается способность сжатых частей 51, образующих конфигурацию с формой решетки, подавлять закручивание и расщепление, так что в промежностной части М прилегаемость впитывающего элемента 50 может быть улучшена. Следовательно, предпочтительно, чтобы оберточный лист 58 имел степень удлинения в направлении LD вперед-назад, составляющую 20-100%, в частности 40-60%, определенную согласно Методу стандартного времени, указанному в JIS L 1913 : 2010, и степень удлинения в направлении WD ширины, составляющую 20-110%, в частности, 50-70%, определенную согласно Методу стандартного времени, указанному в JIS L 1913 : 2010.
[0060]
Способ обертывания оберточным листом 58 может быть определен в зависимости от конкретного случая. Однако с учетом технологичности и с учетом ограничения выхода частиц супервпитывающего полимера из зоны переднего и заднего краев оберточного листа 58 предпочтителен нижеуказанный способ. А именно, впитывающий компонент 56 обертывают оберточным листом 58 с образованием трубчатой формы так, чтобы оберточный лист 58 окружал верхнюю поверхность, поверхность нижней стороны и обе боковые поверхности впитывающего компонента 56, при этом обеспечивают выступание передней концевой краевой части и задней концевой краевой части оберточного листа 58 соответственно вперед и назад от впитывающего компонента 56. Предпочтительно, чтобы обертывающие части оберточного листа 58 в зоне шва и обертывающие части оберточного листа 58, выступающие соответственно вперед и назад от впитывающего компонента 56, были прикреплены друг к другу с помощью термоплавкого адгезива или средства скрепления на основе сварки материалов.
[0061]
Способность впитывающего элемента 50 к сохранению формы, обусловленная сжатыми частями 51, зависит от возможности сохранения самих сжатых частей 51. Кроме того, данная возможности сохранения самих сжатых частей 51 зависит от способности самогó впитывающего компонента 56 к сохранению формы и прочности соединения между оберточным листом 58 и впитывающим компонентом 56 в сжатых частях 51. При этом в случае, когда оберточный лист 58 и впитывающий компонент 56 прикрепляют друг к другу посредством термоплавких адгезивов НМ1 и НМ2, поскольку площадь поверхности впитывающего компонента увеличена из-за сжатых частей 51, образованных в нем, требуется большее количество термоплавких адгезивов НМ1 и НМ2 по сравнению с обычным количеством для обеспечения достаточной прочности соединения между оберточным листом 58 и впитывающим компонентом 56 и способности самогó впитывающего компонента 56 к сохранению формы. Следовательно, предпочтительно, чтобы по меньшей мере на всей протяженности зон SR, боковых по отношению к участкам 56L с низкой поверхностной плотностью, внутренняя поверхность оберточного листа 58 и по меньшей мере одна из верхней поверхности и поверхности нижней стороны впитывающего компонента 56 с его стороны, которая имеет канавки сжатых частей 51, были прикреплены друг к другу посредством термоплавких адгезивов НМ1, НМ2 в количестве, составляющем 5,0-20,0 г/м2, в частности, 7,5-20,0 г/м2.
[0062]
Например, как проиллюстрировано на фиг.9, в случае, когда канавки образованы посредством сжатых частей 51 на верхней поверхности впитывающего компонента 56, один слой из термоплавкого адгезива НМ1 и другой слой из термоплавкого адгезива НМ2 образованы на верхней поверхности впитывающего компонента 56 на его обеих сторонах, определяемых в направлении WD ширины, так, что данные слои имеют ширину, «охватывающую» по меньшей мере всю протяженность зон SR, боковых по отношению к участкам 56L с низкой поверхностной плотностью. Таким образом может быть достигнуто вышеупомянутое количество термоплавких адгезивов НМ. Такую структуру образуют следующим образом. Сначала, как проиллюстрировано на фиг.13, первый термоплавкий адгезив НМ1 наносят на по существу всю обращенную к впитывающему компоненту 56, внутреннюю поверхность оберточного листа 58, находящегося в расправленном состоянии. После этого впитывающий компонент 56, который уже имеет участки 56L с низкой поверхностной плотностью, образованные в нем, размещают на первом термоплавком адгезиве НМ1, нанесенном на оберточный лист 58, на части оберточного листа 58, промежуточной в направлении WD ширины, так, чтобы поверхность нижней стороны впитывающего компонента 56 и оберточный лист 58 были прикреплены друг к другу посредством первого термоплавкого адгезива НМ1. После этого второй термоплавкий адгезив НМ2 наносят на по существу всю верхнюю поверхность впитывающего компонента 56. После этого, как проиллюстрировано на фиг.14, части оберточного листа 58, выступающие от обоих боковых краев впитывающего компонента 56, загибают на верхнюю поверхность впитывающего компонента 56 в виде загнутых частей оберточного листа 58. Таким образом данные загнутые части оберточного листа 58 и верхнюю поверхность впитывающего компонента 56 прикрепляют друг к другу посредством первого термоплавкого адгезива НМ1 и второго термоплавкого адгезива НМ2. Кроме того, перекрывающиеся части оберточного листа 58 прикрепляют друг к другу посредством первого термоплавкого адгезива НМ1. В завершение, как проиллюстрировано на фиг.9, сжатые части 51, образующие конфигурацию с формой решетки, образуют тиснением.
[0063]
(Поднимающиеся сборки)
Поднимающиеся сборки 60 имеют поднимающуюся часть 68, поднимающуюся от стороны внутреннего элемента 200, и поднимающаяся часть 68 входит в контакт с зоной тела носителя, проходящей от паховой зоны до ягодичной зоны по периферии ноги, для предотвращения боковой утечки. В поднимающихся сборках 60 в проиллюстрированном примере часть 60В, расположенная со стороны корневой части, поднимается наклонно по направлению к центру, определяемому в направлении WD ширины, и часть 60А, которая расположена со стороны верхушечной части и которая находится ближе к верхушечной части поднимающихся сборок 60, чем их промежуточная часть, поднимается наклонно по направлению к стороне, наружной в направлении ширины. Однако конструкция поднимающихся сборок 60 не ограничена данным примером, и она может быть изменена в зависимости от конкретного случая, например, поднимающиеся сборки 60 поднимаются в целом по направлению к центру, определяемому в направлении ширины.
[0064]
Более конкретно, поднимающиеся сборки 60 в проиллюстрированном примере образованы следующим образом. То есть в части, которая должна стать верхом поднимающихся сборок 60, лентообразный лист 62 для сборок, который имеет длину, равную длине внутреннего элемента 200 в направлении вперед-назад, загибают в направлении WD ширины для его складывания вдвое таким образом, чтобы сложенная часть листа была образована в зоне верха поднимающихся сборок 60, и после этого множество удлиненных эластичных элементов 63 сборок, которые размещены вдоль продольного направления в растянутом состоянии с интервалами в направлении WD ширины, закрепляют между двумя частями листа, образованными складыванием, и вблизи них. Базовая часть поднимающихся сборок 60, противоположная по отношению к их верхушечной части (концевая часть, противоположная в направлении WD ширины по отношению к загнутой/сложенной части листа), представляет собой корневую часть 65, прикрепленную к боковой стороне внутреннего элемента 200, и часть, отличная от корневой части 65, представляет собой основную часть 66 (часть, расположенную со стороны загнутой/сложенной части), проходящую от корневой части 65. Кроме того, основная часть 66 имеет часть 60В, расположенную со стороны корневой части и проходящую по направлению к центру, определяемому в направлении ширины, и часть 60А, расположенную со стороны верхушечной части, образованную загибанием на конце части 60В, расположенной со стороны корневой части, и проходящую наружу в направлении ширины. При этом передняя концевая часть и задняя концевая часть основной части 66 представляют собой опущенные части 67, прикрепленные к передней поверхности боковой части верхнего листа 30 в опущенном состоянии. Между тем часть, промежуточная в направлении вперед-назад и расположенная между опущенными частями 67, представляет собой незакрепленную поднимающуюся часть 68, и эластичные элементы 63 сборок, проходящие вдоль направления LD вперед-назад, прикреплены в растянутом состоянии по меньшей мере к верхушечной части поднимающейся части 68.
[0065]
Как показано стрелками на фиг.3, в поднимающихся сборках 60 с вышеописанной конфигурацией поднимающиеся части 68 поднимаются для входа в контакт с поверхностью тела носителя под действием стягивающих усилий, создаваемых эластичными элементами 63 сборок. В частности, когда корневые части 65 расположены с нижней стороны внутреннего элемента 200, поднимающиеся части 68 поднимаются так, что они «раскрываются» наружу в направлении ширины в промежностной части и вблизи нее, и поэтому поднимающиеся сборки 60 входят в контакт с перифериями ног носителя по поверхности, и посредством этого улучшается прилегаемость промежностной части. Корневые части 65 могут быть прикреплены к верхней стороне внутреннего элемента 200, например, к верхней поверхности обеих боковых частей верхнего листа 30.
[0066]
Подобно поднимающимся сборкам 60 в проиллюстрированном примере, в конструкции, полученной изгибанием, в которой основная часть 66 включает в себя часть 60В, которая расположена со стороны корневой части и проходит по направлению к центру, определяемому в направлении ширины, и часть 60А, которая расположена со стороны верхушечной части, загнута на конце части 60А, расположенной со стороны корневой части, и проходит наружу в направлении ширины, в каждой из опущенных частей 67 часть 60А, расположенная со стороны верхушечной части, и часть 60В, расположенная со стороны корневой части, прикреплены друг к другу в опущенном состоянии, и часть 60В, расположенная со стороны корневой части, прикреплена к верхнему листу 30 в опущенном состоянии. По меньшей мере одно из средств, представляющих собой термоплавкий адгезив, нанесенный различными способами нанесения, и средство на основе сварки материалов, такой как термосварка или ультразвуковая сварка, может быть использовано для соединения противолежащих поверхностей друг с другом в опущенной части 67. В этом случае прикрепление части 60В, расположенной со стороны корневой части, и верхнего листа 30 друг к другу и прикрепление части 60А, расположенной со стороны верхушечной части, и части 60В, расположенной со стороны корневой части, друг к другу можно выполнить с помощью одного и того же средства или с помощью разных средств. Например, предпочтительно, чтобы часть 60В, расположенная со стороны корневой части, и верхний лист 30 были прикреплены друг к другу посредством термоплавкого адгезива и чтобы часть 60А, расположенная со стороны верхушечной части, и часть 60В, расположенная со стороны корневой части, были прикреплены друг к другу посредством сварки материалов.
[0067]
В качестве листа 62 для сборок можно соответственно использовать изделие, полученное посредством подвергания мягкого нетканого материала, имеющего очень хорошие однородность и скрывающую способность, такого как фильерный нетканый материал (со структурой SS, SSS или тому подобной структурой), нетканый материал со структурой SMS (SMS, SSMMS или тому подобной структурой) или нетканый материал мелтблаун, водоотталкивающей обработке силиконом или тому подобным средством в соответствии с необходимостью. В этом случае нетканый материал предпочтительно имеет поверхностную плотность волокон, составляющую приблизительно 10-30 г/м2. В альтернативном варианте можно использовать лист 62 для сборок, сложенный вдвое для образования двух частей листа, между которыми размещена водонепроницаемая пленка, хотя это не проиллюстрировано.
[0068]
В качестве эластичного элемента 63 сборок можно использовать резиновую нить или тому подобное. При использовании резиновой нити из спандекса резиновая нить из спандекса предпочтительно имеет тонину, составляющую 470-1240 дтекс и более предпочтительно 620-940 дтекс. Резиновая нить предпочтительно имеет степень растяжения, составляющую 150-350%, предпочтительно 200-300% в состоянии, в котором эластичный элемент 63 сборок закреплен. Число эластичных элементов 63 сборок предпочтительно составляет 2-6 и более предпочтительно 3-5. Интервал, с которым размещены эластичные элементы 63 сборок, соответственно составляет 3-10 мм. При такой конфигурации зона, в которой размещены эластичные элементы 63 сборок, легко входит в контакт по поверхности с поверхностью тела носителя. Эластичные элементы 63 сборок могут быть расположены не только со стороны верхушечной части, но и также со стороны корневой части.
[0069]
В поднимающейся части 68 поднимающихся сборок 60 по меньшей мере одно из средств, представляющих собой термоплавкий адгезив, нанесенный различными способами нанесения, и средство на основе сварки материалов, такой как термосварка, ультразвуковая сварка и т.д., может быть использовано для приклеивания внутреннего слоя, образованного листом 62 для сборок, и наружного слоя, образованного листом 62 для сборок, друг к другу или для фиксации эластичных элементов 63 сборок, размещенных между данными слоями. Предпочтительно, чтобы части, отличные от скрепленных частей эластичных элементов 63 сборок, не были прикреплены или были прикреплены непрочно, поскольку приклеивание друг к другу поверхностей внутреннего слоя и наружного слоя, образованных листом 62 для сборок, на всей их протяженности приводит к снижению гибкости. Проиллюстрированный пример имеет нижеуказанную конструкцию. То есть термоплавкий адгезив нанесен только на наружные периферийные поверхности эластичных элементов 63 сборок посредством использования такого средства нанесения, как гребенчатый пистолет-распылитель или насадка Surewrap, и т.д., и эластичные элементы 63 сборок размещены между внутренним слоем и наружным слоем, образованными листом 62 для сборок, и при этом с помощью только термоплавкого адгезива, нанесенного на наружные периферийные поверхности эластичных элементов 63 сборок, может быть выполнено прикрепление эластичных элементов 63 сборок к внутреннему слою и наружному слою, которые образованы листом 62 для сборок, а также скрепление внутреннего слоя и наружного слоя, образованных листом 62 для сборок.
[0070]
Аналогичным образом для прикрепления опущенной части 67 можно использовать по меньшей мере одно из средств, представляющих собой термоплавкий адгезив, нанесенный различными способами нанесения, и средство на основе сварки материалов, такой как термосварка или ультразвуковая сварка.
[0071]
(Боковой клапан)
Как проиллюстрировано на фиг.1 - фиг.4 и тому подобных фигурах, с обеих сторон внутреннего элемента 200 боковые клапаны 70 выступают в боковом направлении от впитывающего компонента 56, и боковые растягивающиеся зоны SG, растягивающиеся и стягивающиеся в направлении вперед-назад, предпочтительно образованы в соответствующих боковых клапанах 70. Боковой клапан 70 в проиллюстрированном примере включает в себя один или множество расположенных на расстоянии друг от друга, удлиненных боковых эластичных элементов 73, которые размещены вдоль направления LD вперед-назад, первый листовой слой 71, который обращен к наружной стороне бокового эластичного элемента 73, и второй листовой слой 72, который обращен к внутренней стороне бокового эластичного элемента 73.
[0072]
Листовые материалы, образующие первый листовой слой 71 и второй листовой слой 72, не имеют особых ограничений, и в качестве листовых материалов можно выбрать соответствующие нетканые материалы, такие как материалы, имеющиеся для вышеупомянутых поднимающихся сборок 60 и вышеупомянутого наружного элемента 12F, 12В. В проиллюстрированном примере лист 62 для сборок, предусмотренный в поднимающихся сборках 60, проходит в боковом направлении для образования первого листового слоя 71 и второго листового слоя 72, как рассмотрено позднее. В этом случае передний и задний концы бокового клапана 70 соответствуют переднему и заднему концам поднимающихся сборок 60 (то есть в этом случае - переднему и заднему концам внутреннего элемента 200).
[0073]
Удлиненный эластичный элемент, аналогичный вышеупомянутому эластичному элементу 63 сборок, можно использовать в качестве бокового эластичного элемента 73 без каких-либо особых ограничений. Боковой эластичный элемент 73 предпочтительно имеет степень растяжения, составляющую 150-350% и более предпочтительно 200-270% в состоянии, в котором боковой эластичный элемент 73 закреплен. Число боковых эластичных элементов 73 предпочтительно составляет 2-16 и более предпочтительно 6-10. Интервал между боковыми эластичными элементами 73 при их размещении соответственно составляет 5-10 мм.
[0074]
Боковой эластичный элемент 73 прикреплен к первому листовому слою 71 и второму листовому слою 72. Термоплавкий адгезив НМ, нанесенный различными способами нанесения, и средство на основе сварки материалов, такой как термосварка, ультразвуковая сварка и т.д., может быть использовано для прикрепления первого листового слоя 71 и второго листового слоя 72 друг к другу или для фиксации бокового эластичного элемента 73, размещенного между ними. Предпочтительно, чтобы части, отличные от скрепленной части бокового эластичного элемента 73, не были прикреплены или были прикреплены непрочно, поскольку большая площадь части, в которой первый листовой слой 71 и второй листовой слой 72 прикреплены друг к другу, приводит к снижению гибкости. Проиллюстрированный пример имеет нижеуказанную конструкцию. То есть термоплавкий адгезив НМ нанесен только на наружную периферийную поверхность бокового эластичного элемента 73 при использовании такого средства нанесения, как гребенчатый пистолет-распылитель или насадка Surewrap, и т.д., и боковые эластичные элементы 73 размещены между первым листовым слоем 71 и вторым листовым слоем 72, и при этом с помощью только термоплавкого адгезива НМ, нанесенного на наружные периферийные поверхности бокового эластичного элемента 73, может быть выполнено прикрепление бокового эластичного элемента 73 к первому листовому слою 71 и второму листовому слою 72, а также скрепление первого листового слоя 71 и второго листового слоя 72.
[0075]
Кроме того, в проиллюстрированном примере в боковом клапане 70 листовой материал, образующий первый листовой слой 71, и листовой материал, образующий второй листовой слой 72, загнуты на боковом крае бокового клапана 70 для образования сложенной/загнутой части, которая прикреплена к поверхности нижней стороны листа 11, не проницаемого для жидкостей (в конструкции с обертыванием). В проиллюстрированном примере такое прикрепление может быть выполнено посредством термоплавкого адгезива НМ. В альтернативном варианте это также можно выполнить посредством сварки материалов.
[0076]
Боковые клапаны 70 могут быть исключены.
[0077]
(Наружный элемент)
Наружный элемент 12F, 12B состоит из переднего наружного элемента 12F, который представляет собой элемент с прямоугольной формой, образующий по меньшей мере часть, размещаемую на нижней части туловища, в передней основной части F, и заднего наружного элемента 12В, который представляет собой элемент с прямоугольной формой, образующий по меньшей мере часть, размещаемую на нижней части туловища, соответственно в задней основной части В. Передний наружный элемент 12F и задний наружный элемент 12В могут быть не непрерывными на стороне промежностной части и могут быть разделенными в направлении LD вперед-назад (в случае наружного элемента разделенного типа), или передний наружный элемент 12F и задний наружный элемент 12В могут проходить непрерывно от передней основной части до задней основной части (в случае наружного элемента цельного типа), хотя это не проиллюстрировано. В одноразовом подгузнике типа трусов с наружным элементом разделенного типа разделяющее расстояние 12d в направлении LD вперед-назад может быть задано, например, равным приблизительно 40-60% от максимальной длины Y подгузника. В проиллюстрированном примере нижний край переднего наружного элемента 12F и нижний край заднего наружного элемента 12В могут иметь прямолинейную форму вдоль направления WD ширины. Однако по меньшей мере один из нижнего края переднего наружного элемента 12F и нижнего края заднего наружного элемента 12В может быть криволинейным для обеспечения соответствия форме периферий ног носителя.
[0078]
Поскольку в одноразовом подгузнике типа трусов с наружным элементом разделенного типа внутренний элемент 200 открыт для воздействия между передним наружным элементом 12F и задним наружным элементом 12В, для предотвращения ситуации, при которой лист 11, не проницаемый для жидкостей, будет открыт для воздействия со стороны поверхности нижней стороны внутреннего элемента 200, предпочтительно предусмотрен покрывающий нетканый материал 13, который закрывает поверхность нижней стороны внутреннего элемента 200 от зоны между передним наружным элементом 12F и внутренним элементом 200 до зоны между задним наружным элементом 12В и внутренним элементом 200. Внутренняя поверхность покрывающего нетканого материала 13 и наружная поверхность покрывающего нетканого материала 13 могут быть прикреплены к соответствующим поверхностям, обращенным к ним, посредством термоплавкого адгезива. Нетканый материал, используемый в качестве покрывающего нетканого материала 13, может быть выбран в зависимости от конкретного случая, например, может быть выбран нетканый материал, аналогичный нетканому материалу, образующему наружный элемент 12F, 12B. Следует отметить, что наружный элемент может непрерывно проходить от передней основной части F к задней основной части В через промежностную часть М, хотя это не проиллюстрировано. В этом случае наружный элемент может иметь не только часть, соответствующую зоне Т, размещаемой на нижней части туловища, но и также часть, соответствующую промежуточной зоне L.
[0079]
Передний наружный элемент 12F и задний наружный элемент 12В имеют с передней стороны и задней стороны часть, размещаемую на нижней части туловища и образующую зону Т, размещаемую на нижней части туловища. В примере, проиллюстрированном на фиг.1 и фиг.2, размер переднего наружного элемента 12F в направлении L вперед-назад такой же, как размер заднего наружного элемента 12В, и передний наружный элемент 12F и задний наружный элемент 12В не имеют части, которая соответствует промежуточной зоне L. Между тем, как проиллюстрировано на фиг.7, существует возможность того, что размер заднего наружного элемента 12В в направлении LD вперед-назад будет больше размера переднего наружного элемента 12F в направлении LD вперед-назад, и передний наружный элемент 12F не будет иметь часть, соответствующую промежуточной зоне L, но задний наружный элемент 12В будет иметь часть С, закрывающую ягодицы, которая выступает от зоны Т, размещаемой на нижней части туловища, так, что она проходит в промежуточной зоне L. Передний наружный элемент 12F также может иметь часть, закрывающую паховую область и выступающую от зоны Т, размещаемой на нижней части туловища, так, что она будет проходить в промежуточной зоне L, хотя это не проиллюстрировано.
[0080]
Как проиллюстрировано на фиг.4 и фиг.5, наружный элемент 12F, 12B образован посредством скрепления наружного листового слоя и внутреннего листового слоя, которые являются соседними с эластичными элементами 16-19, описанными позднее, соответственно с их наружной стороны и внутренней стороны, с помощью средства скрепления, такого как термоплавкий адгезив или сварка. Наружный листовой слой и внутренний листовой слой могут состоять из двух отдельных листовых материалов 12S, 12H, как в проиллюстрированном примере. В альтернативном варианте наружный листовой слой и внутренний листовой слой могут состоять из общего одного листового материала. В данном втором случае, например, внутренний листовой слой и наружный листовой слой образованы внутренней частью и наружной частью одного листа из листового материала, загнутого на крае отверстия WO для талии (данный край может представлять собой край зоны, размещаемой на нижней части туловища, со стороны промежностной части) соответственно в части наружного элемента 12F, 12B или во всем наружном элементе 12F, 12B. Проиллюстрированный пример соответствует примеру в данном первом случае, и листовой материал 12S, образующий наружный листовой слой в концевой части, расположенной ниже пояса, проходит вокруг листового материала 12Н, образующего внутренний листовой слой в концевой части, расположенной ниже пояса, со стороны отверстия WO для талии и загнут внутрь. Загнутая часть 12r проходит так, что она закрывает концевую часть внутреннего элемента 200 со стороны отверстия WO для талии. Между тем в поясной концевой части загнутая часть 12r соответствует внутреннему листовому слою, соседнему с эластичными элементами с их внутренней стороны.
[0081]
Для улучшения прилегаемости наружного элемента 12F, 12B к нижней части туловища носителя в наружный элемент 12F, 12B включены эластичные элементы 16-19, и образована растягивающаяся зона А2, которая упруго растягивается и стягивается в направлении WD ширины вместе с растягиванием и стягиванием эластичных элементов 16-19. В растягивающейся зоне А2 в состоянии естественной длины наружный элемент 12F, 12B стягивается вместе со стягиванием эластичных элементов для образования складок или сборок. Когда наружный элемент 12F, 12B растягивается в продольном направлении эластичных элементов, наружный элемент 12F, 12B может быть растянут до заданной степени растяжения, при которой наружный элемент 12F, 12B расправлен без складок/морщин. Известный эластичный элемент, такой как лентообразный элемент, сетчатый элемент или элемент, имеющий форму пленки, можно использовать без особого ограничения в качестве каждого из эластичных элементов 16-19 помимо удлиненного эластичного элемента (в проиллюстрированном примере), такого как резиновая нить. Каждый из эластичных элементов 16-19 может быть образован или из синтетического каучука, или из натурального каучука.
[0082]
Эластичные элементы 16-19 в проиллюстрированном примере будут описаны более подробно. В поясной концевой части W наружного элемента 12F, 12В множество эластичных элементов 17 поясной концевой части размещены с интервалами в направлении вперед-назад так, чтобы они проходили непрерывно на всей протяженности в направлении WD ширины. Один или более эластичных элементов 17 поясной концевой части, размещенных в зоне рядом с концевой частью U, расположенной ниже пояса, из эластичных элементов 17 поясной концевой части могут перекрывать внутренний элемент 200 или могут быть размещены с обеих его сторон, определяемых в направлении ширины, за исключением части, центральной в направлении ширины и перекрывающей внутренней элемент 200. В качестве эластичных элементов 17 поясной концевой части предпочтительно разместить приблизительно 2-15, в частности, приблизительно 4-10 резиновых нитей, каждая из которых имеет тонину, составляющую приблизительно 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (в случае синтетического каучука, и имеет площадь поперечного сечения, составляющую приблизительно 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2, в случае натурального каучука) с интервалами, составляющими 2-12 мм, в частности, 3-7 мм. Получающаяся в результате степень растяжения поясной концевой части W в направлении WD ширины предпочтительно составляет приблизительно 150-400% и особенно предпочтительно приблизительно 220-320%. Все эластичные элементы 17, предусмотренные на протяженности поясной концевой части W в направлении LD вперед-назад, необязательно должны иметь одинаковую тонину и необязательно должны иметь одинаковую степень растяжения. Например, эластичные элементы 17 в разных частях могут отличаться друг от друга по тонине и могут отличаться друг от друга по степени растяжения.
[0083]
Кроме того, в расположенной ниже пояса, концевой части U наружного элемента 12F, 12В множество удлиненных эластичных элементов 16 и 19 расположенной ниже пояса, концевой части размещены с интервалами в направлении вперед-назад для образования расположенной ниже пояса, концевой растягивающейся зоны (зоны, имеющей эластичные элементы 16 и 19 расположенной ниже пояса, концевой части). В качестве эластичных элементов 16 и 19 расположенной ниже пояса, концевой части предпочтительно разместить приблизительно 5-30 резиновых нитей, каждая из которых имеет тонину, составляющую приблизительно 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (в случае синтетического каучука, и имеет площадь поперечного сечения, составляющую приблизительно 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2, в случае натурального каучука) с интервалами, составляющими 1-15 мм, в частности, 3-8 мм. Получающаяся в результате степень растяжения расположенной ниже пояса, концевой части U в направлении WD ширины предпочтительно составляет приблизительно 200-350% и особенно предпочтительно приблизительно 240-300%. Все эластичные элементы, предусмотренные в расположенной ниже пояса, концевой части U на ее протяженности в направлении LD вперед-назад, необязательно должны иметь одинаковую тонину и необязательно должны иметь одинаковую степень растяжения, и эластичные элементы в разных частях могут отличаться друг от друга по тонине и могут отличаться друг от друга по степени растяжения.
[0084]
В случае, когда эластичные элементы 16 и 19 размещены в зоне, проходящей в направлении вперед-назад, в которой имеется впитывающий компонент 56, как в расположенной ниже пояса, концевой части U в проиллюстрированном варианте осуществления, для предотвращения стягивания впитывающего компонента 56 в направлении WD ширины в части данной зоны или на всей протяженности данной зоны предпочтительно, чтобы, как проиллюстрировано на фиг.4 и фиг.5, части, промежуточные в направлении ширины и включающие в себя участок части, перекрывающей впитывающий компонент 56, или всю часть, перекрывающую впитывающий компонент 56 в направлении WD ширины, были образованы в виде нерастягивающейся зоны А1, и чтобы обе боковые части передней основной части и задней основной части, расположенные с обеих сторон нерастягивающейся зоны А1, определяемых в направлении ширины, были образованы в виде растягивающейся зоны А2 (растягивающейся зоны расположенной ниже пояса, концевой части в проиллюстрированном примере). Определяемые в направлении ширины размеры растягивающейся зоны А2, расположенной с обеих сторон нерастягивающейся зоны А1, определяемых в направлении ширины, могут быть по существу постоянными соответственно в направлении LD вперед-назад, как в проиллюстрированном примере. В альтернативном варианте данные размеры могут изменяться в направлении LD вперед-назад, хотя это не проиллюстрировано. Кроме того, определяемые в направлении WD ширины размеры растягивающейся зоны А2, расположенной с определяемых в направлении WD ширины, обеих сторон нерастягивающейся зоны А1 в передней основной части, могут быть по существу такими же, как определяемые в направлении WD ширины размеры растягивающейся зоны А2, расположенной с определяемых в направлении WD ширины, обеих сторон нерастягивающейся зоны А1 в задней основной части, или могут отличаться от них.
[0085]
Такие растягивающаяся зона А2 и нерастягивающаяся зона А1 могут быть образованы следующим образом. То есть эластичные элементы 16-17 и 19 закрепляют между внутренним листовым слоем и наружным листовым слоем, и после этого эластичные элементы 16, 19 разрезают в одном месте или на всей протяженности части, промежуточной в направлении ширины, в зоне, которая должна быть нерастягивающейся зоной А1, посредством разрезания или посредством сдавливания и нагрева эластичных элементов 16, 19 так, чтобы устранить эластичность в нерастягивающейся зоне А1, при этом в зоне, которая должна быть растягивающейся зоной А2, эластичные элементы 16, 19 оставляют в состоянии как они есть, чтобы не устранить эластичность в растягивающейся зоне А2. Между тем оказывается, что необязательные эластичные элементы 18, которые несущественно способствуют обеспечению эластичности, остаются в растягивающейся зоне А2.
[0086]
В качестве листового материала 12S, образующего внутренний листовой слой, и листового материала 12Н, образующего наружный листовой слой, можно использовать любые материалы без особого ограничения. Однако предпочтительно используется нетканый материал. В случае, когда используется нетканый материал, поверхностная плотность одного листа нетканого материала предпочтительно составляет приблизительно 10-30 г/м2.
[0087]
Эластичные элементы 16-19 могут быть прикреплены к наружному элементу 12F, 12В известным способом. Кроме того, внутренний листовой слой и наружный листовой слой также могут быть прикреплены друг к другу известным способом. Например, в частях в наружном элементе 12F, 12B, имеющих эластичные элементы 16-19, термоплавкий адгезив НМ наносят только на наружную периферийную поверхность каждого из эластичных элементов 16-19, используя такое средство нанесения, как гребенчатый пистолет-распылитель или насадка SureWrap и т.д., и эластичные элементы 16-19 размещают между внутренним листовым слоем и наружным листовым слоем, и при этом с помощью только термоплавкого адгезива НМ, нанесенного на наружные периферийные поверхности эластичных элементов 16-19, может быть выполнено прикрепление эластичных элементов 16-19 к внутреннему листовому слою и наружному листовому слою, а также прикрепление первого листового слоя и второго листового слоя друг к другу.
[0088]
(Часть, в которой скреплены внутренний и наружный элементы)
Внутренний элемент 200 может быть прикреплен к наружному элементу 12F, 12B с помощью средства скрепления на основе сварки материалов, такой как термосварка или ультразвуковая сварка, или посредством термоплавкого адгезива. В проиллюстрированном примере посредством термоплавкого адгезива, нанесенного на поверхность нижней стороны внутреннего элемента 200, то есть в данном случае на поверхность нижней стороны листа 11, не проницаемого для жидкостей, и корневых частей 65 поднимающихся сборок 60, внутренний элемент 200 прикреплен к внутренней поверхности наружного элемента 12F, 12B. Часть 20, в которой скреплены внутренний и наружный элементы и которая предназначена для прикрепления внутреннего элемента 200 к наружному элементу 12F, 12B, может быть расположена почти на всей протяженности зоны, в которой внутренний элемент 200 перекрывает наружный элемент 12F, 12B, как проиллюстрировано на фиг.2. В альтернативном варианте часть 20, в которой скреплены внутренний и наружный элементы, может быть расположена, например, в части, которая не включает в себя обе части внутреннего элемента 200, концевые в направлении ширины.
[0089]
<Описание терминов, используемых в описании>
Нижеприведенные термины, используемые в описании, имеют нижеуказанные значения, если в описании не указано иное.
[0090]
- «Направление вперед-назад» означает направление (продольное направление), обозначенное ссылочной позицией LD на чертежах, «направление ширины» означает направление (направление влево-вправо), обозначенное ссылочной позицией WD на чертежах, и направление вперед-назад и направление ширины ортогональны друг к другу.
[0091]
- «Верхняя сторона» означает сторону, более близкую к коже носителя при ношении одноразового подгузника, и «нижняя сторона» означает сторону, удаленную от кожи носителя при ношении одноразового подгузника.
[0092]
- «Верхняя поверхность» означает поверхность части, более близкую к коже носителя при ношении одноразового подгузника, и «поверхность нижней стороны» означает поверхность части, удаленной от кожи носителя при ношении одноразового подгузника.
[0093]
- «Степень растяжения» означает величину, полученную, когда длина в естественном состоянии составляет 100%. Например, степень растяжения, составляющая 200%, тождественна степени удлинения, составляющей 2.
[0094]
- «Прочность геля» определяют следующим образом: 1,0 г полимеров со сверхвысокой впитывающей способностью добавляют к 49,0 г искусственной мочи (мочевина: 2% масс., хлорид натрия: 0,8% масс., двуводный хлорид кальция: 0,03% масс., семиводный сульфат магния: 0,08% масс. и ионообменная вода: 97,09% масс.), и смесь перемешивают мешалкой. Получающийся в результате гель оставляют на три часа в термогигростате при 40°С и относительной влажности (RH) 60% и после этого охлаждают до температуры внутри помещения. Прочность геля определяют посредством плотномера (Curdmeter-MAX ME-500, изготавливаемого компанией I. Techno Engineering Co., Ltd.).
[0095]
- «Поверхностную плотность» определяют следующим образом. Образец или испытательный образец подвергают предварительной сушке и после этого оставляют в помещении для испытаний или в устройстве при нормальных условиях (в месте испытания температура составляет 23±1°С, относительная влажность составляет 50±2%) и переводят в состояние с постоянной массой. Предварительная сушка означает доведение массы образца или испытательного образца до постоянной массы в среде, в которой температура составляет 100°С. Между тем для волокна, имеющего стандартную влажность в процентах от веса абсолютно сухого материала, составляющую 0,0%, предварительная сушка не нужна. Из испытательного образца, находящегося в состоянии с постоянной массой, вырезают образец, имеющий размеры 100 мм × 100 мм, используя шаблон для вырезания образцов (100 мм × 100 мм). Массу образца измеряют и умножают на 100 для определения массы на один квадратный метр, которую определяют как поверхностную плотность.
[0096]
- «Толщину» толстого элемента, такого как впитывающий компонент 56, впитывающий элемент 50 или сжатая часть 51, измеряют, используя прибор для измерения толщины от компании Ozaki Mfg. Co., Ltd. (Peacock, Dial Thickness Gauge (толщиномер с циферблатным индикатором), модель H (диапазон измерений - 0-10 мм, круглый контактный наконечник с диаметром 10 мм, измерительное усилие, составляющее приблизительно 1,7 Н, и давление, составляющее приблизительно 21,7 кПа), при горизонтальном размещении образца и устройства для измерения толщины.
[0097]
- «Толщину» тонкого элемента, такого как нетканый материал, измеряют автоматически при нагрузке, составляющей 0,098 Н/см2, и площади приложения давления, составляющей 2 см2, используя автоматическое устройство для измерения толщины (переносной прибор KES-G5 для испытаний на сжатие с программой).
[0098]
- Водопоглощающую способность определяют в соответствии со стандартом JIS К7223-1996 “Testing method for water absorption capacity of super absorbent polymers” («Метод испытаний для определения водопоглощающей способности супервпитывающих полимеров»).
[0099]
- Скорость впитывания воды определена как «время, которое проходит до конечной точки», измеренное при использовании 2 г полимеров со сверхвысокой впитывающей способностью и 50 г физиологического солевого раствора в соответствии со стандартом JIS К7224-1996 “Testing method for water absorption speed of super absorbent polymers” («Метод испытаний для определения скорости впитывания воды супервпитывающими полимерами»).
[0100]
- «Расправленное состояние» означает плоско разложенное состояние без стягивания (в том числе любого стягивания, такого как стягивание, вызываемое эластичным элементом) или провисания.
[0101]
- Размеры соответствующих компонентов измерены в расправленном состоянии, а не в состоянии естественной длины, если не указано иное.
[0102]
- Испытания и измерения выполняются в испытательной лаборатории или испытательном устройстве при нормальных условиях (в месте испытания температура окружающего воздуха составляет 23±1°С и относительная влажность составляет 50±2%), если окружающие условия для испытаний и измерений не заданы иным образом.
Промышленная применимость
[0103]
В частности, настоящее изобретение может применяться соответствующим образом для одноразового подгузника типа трусов по соображениям, связанным с важностью данного решения для решения вышеуказанных проблем, кроме того, настоящее изобретение может также применяться для обычного одноразового подгузника типа трусов, такого как одноразовый подгузник, скрепляемый лентами, или одноразового подгузника типа прокладки.
Перечень ссылочных позиций
[0104]
11 - Не проницаемый для жидкостей лист
12А - Часть с боковым швом
12В - Задний наружный элемент
12Е - Выступающая часть, расположенная со стороны отверстия для талии
12F, 12B - Наружный элемент
12F - Передний наружный элемент
12S, 12H - Листовой материал
13 - Покрывающий нетканый материал
16, 19 - Эластичный элемент расположенной ниже пояса, концевой части
17 - Эластичный элемент поясной концевой части
18 - Необязательный эластичный элемент
20 - Часть, в которой скреплены внутренний и наружный элементы
200 - Внутренний элемент
30 - Верхний лист
40 - Промежуточный лист
50 - Впитывающий элемент
51 - Сжатая часть
51f - Элементарная рамка
56 - Впитывающий компонент
56L - Участок с низкой поверхностной плотностью
58 - Оберточный лист
60 - Поднимающиеся сборки
60А - Часть, расположенная со стороны верхушечной части
60В - Часть, расположенная со стороны корневой части
62 - Лист для сборок
63 - Эластичный элемент сборок
67 - Опущенная часть
68 - Поднимающаяся часть
70 - Боковой клапан
71 - Первый листовой слой
72 - Второй листовой слой
73 - Боковой эластичный элемент
А1 - Нерастягивающаяся зона
А2 - Растягивающаяся зона
В - Задняя основная часть
С - Часть, закрывающая паховую область
F - Передняя основная часть
НМ - Термоплавкий адгезив
L - Промежуточная зона
LD - Направление вперед-назад
LO - Отверстие для ноги
M - Промежностная часть
SG - Боковая растягивающаяся зона
SR - Зона, боковая по отношению к участку с низкой поверхностной плотностью
T - Зона, размещаемая на нижней части туловища
U - Расположенная ниже пояса, концевая часть
W - Поясная концевая часть
WD - Направление ширины
WO - Отверстие для талии
HM1 - Первый термоплавкий адгезив
HM2 - Второй термоплавкий адгезив
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2723802C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2723828C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2731745C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК-ТРУСЫ | 2018 |
|
RU2759980C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2730719C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2737305C2 |
| ОДНОРАЗОВОЕ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ | 2019 |
|
RU2769810C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2822183C1 |
| ОДНОРАЗОВОЕ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ | 2019 |
|
RU2763275C1 |
| ОДНОРАЗОВОЕ ИЗДЕЛИЕ СОЕДИНЯЕМОГО ТИПА ДЛЯ НОШЕНИЯ | 2022 |
|
RU2836804C2 |
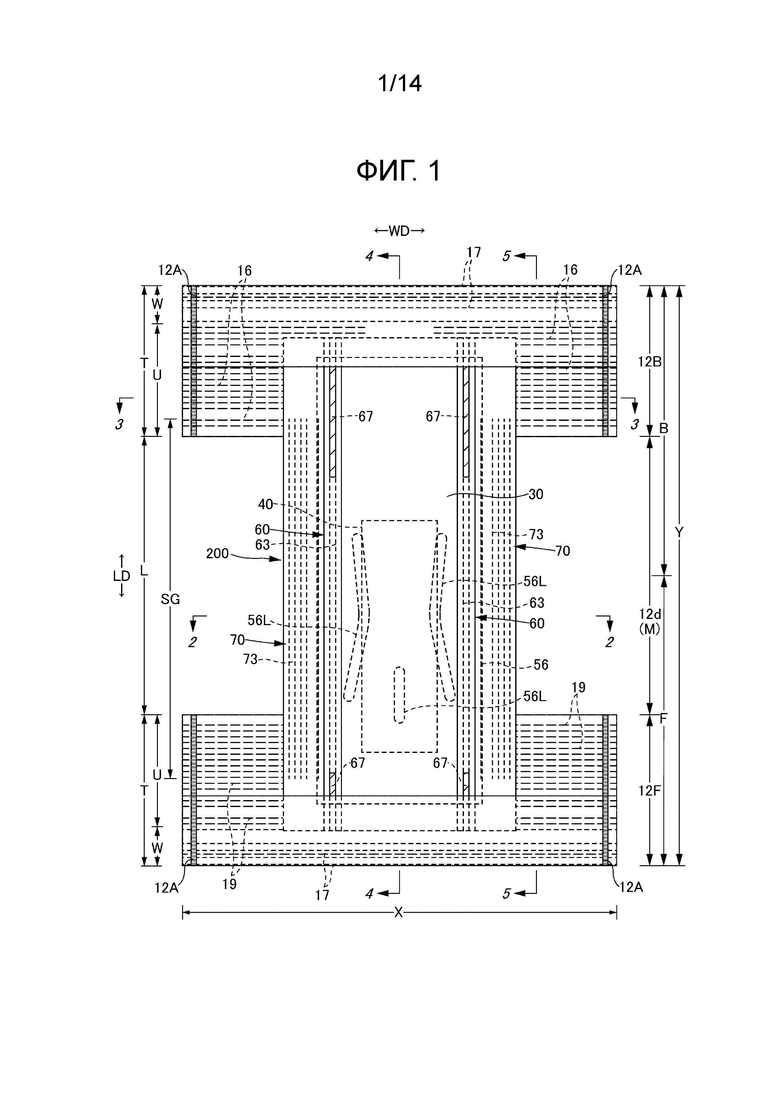
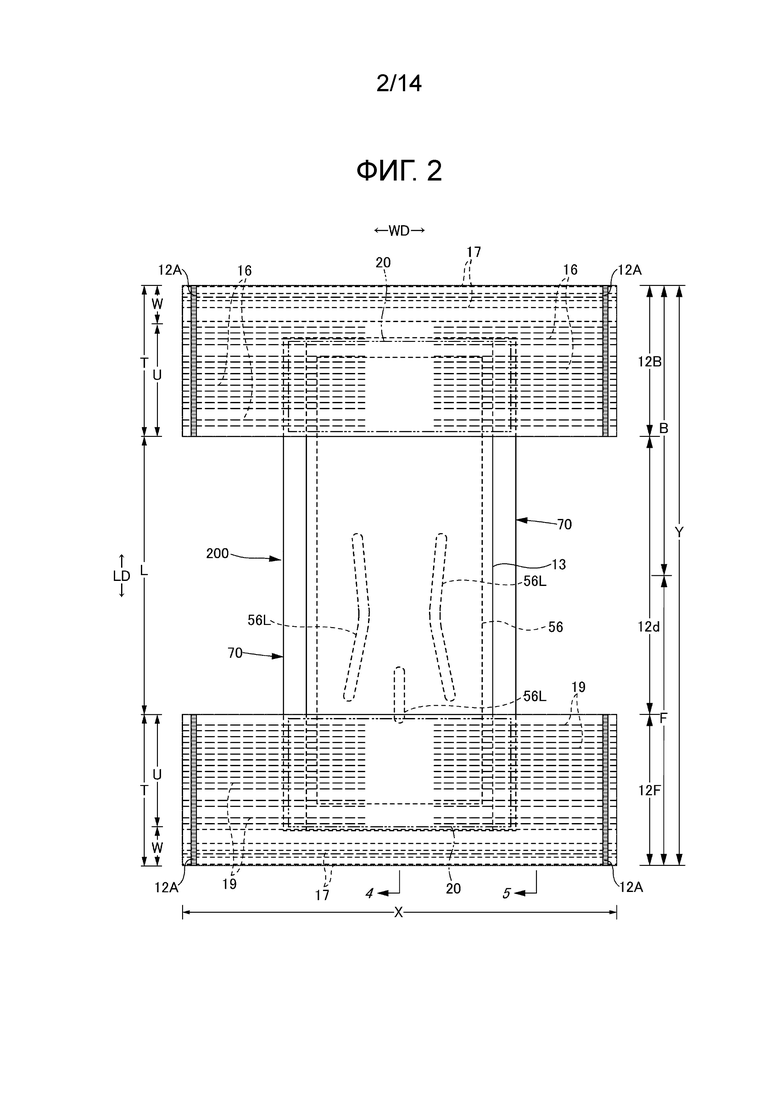
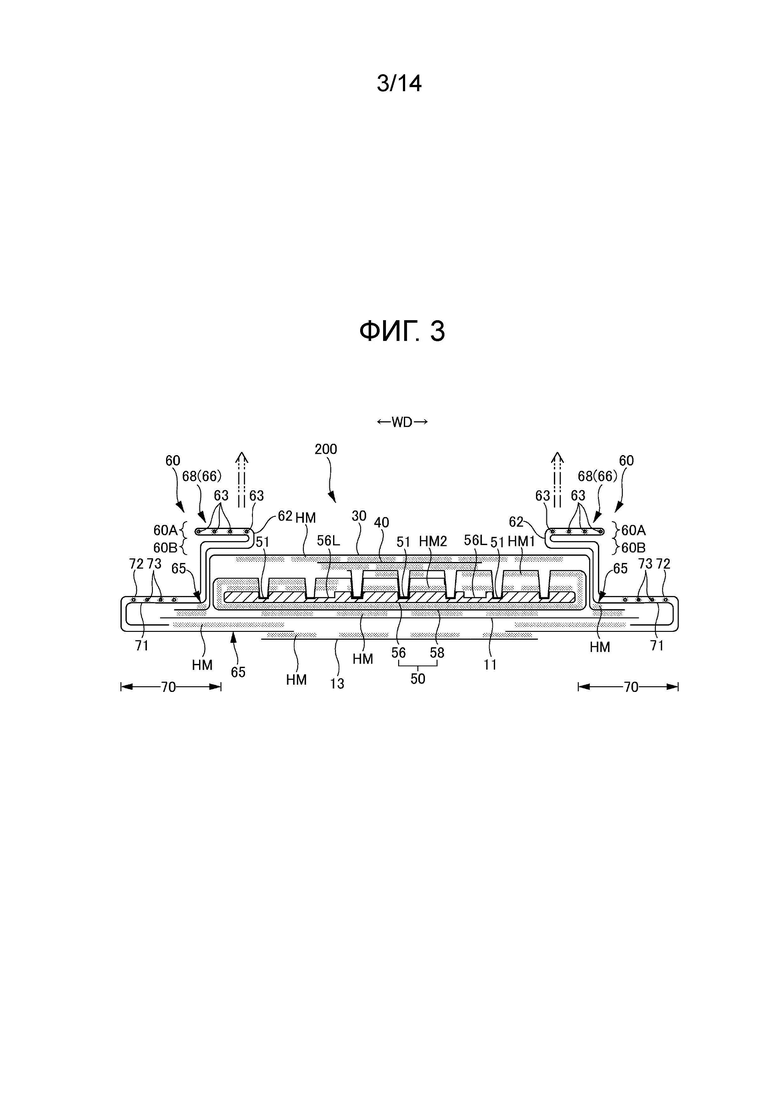
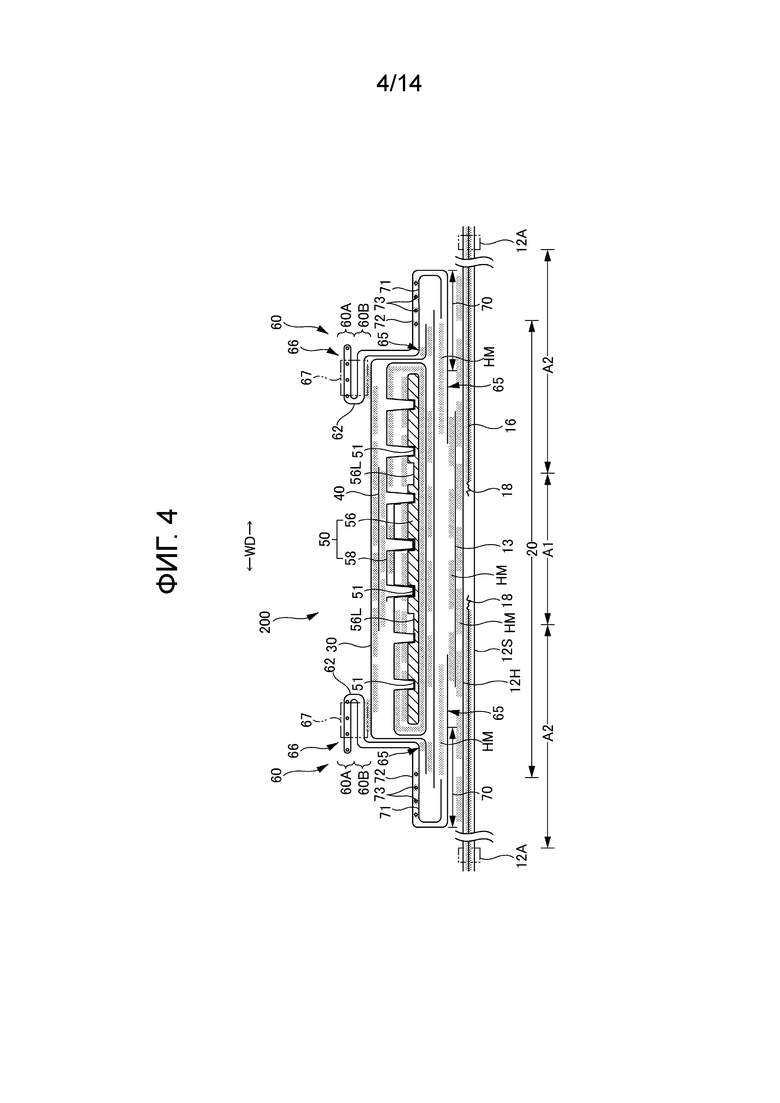
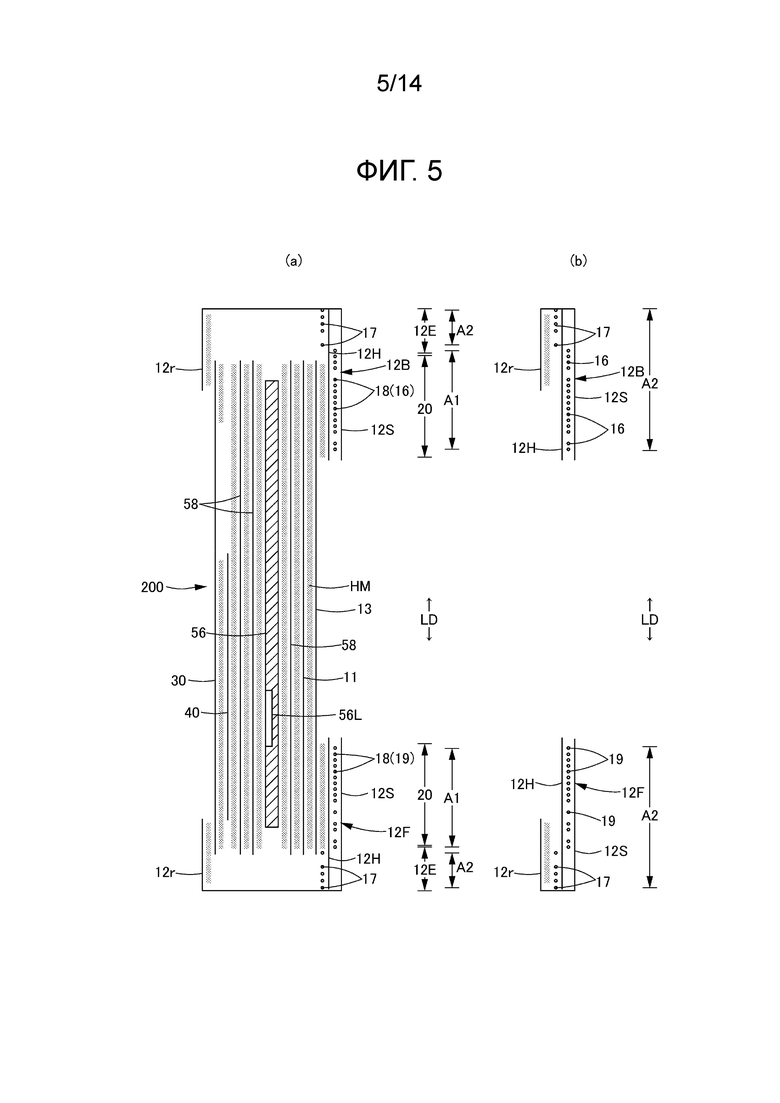
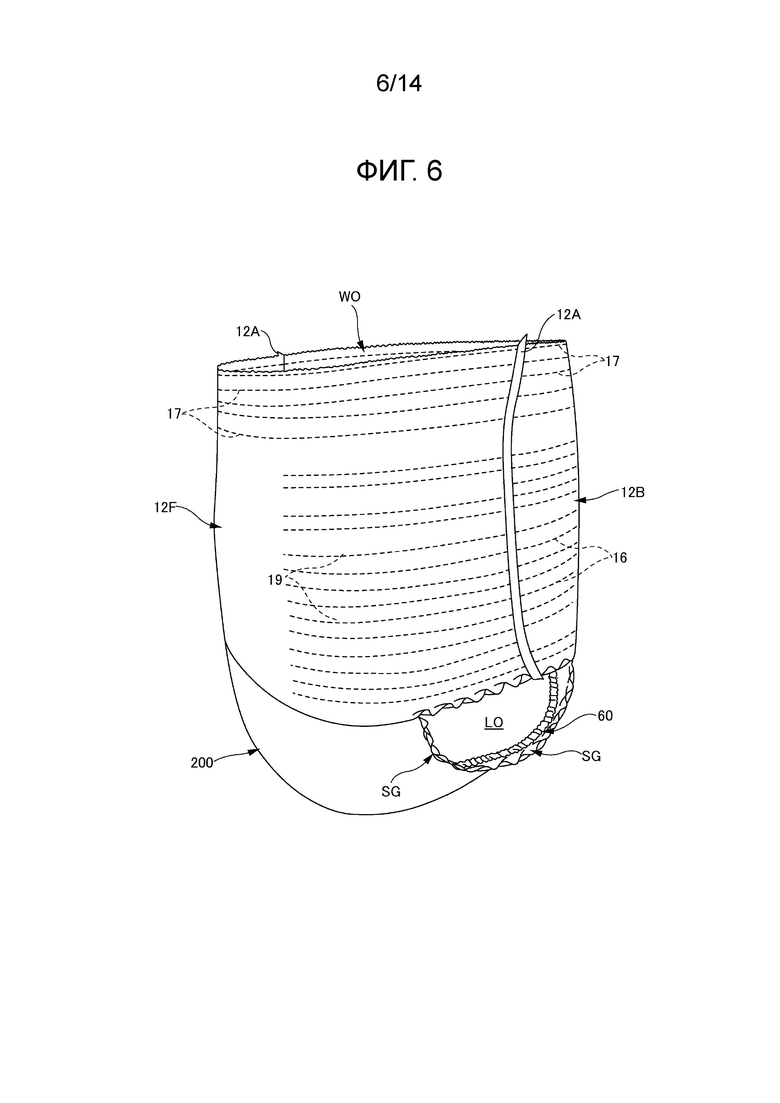
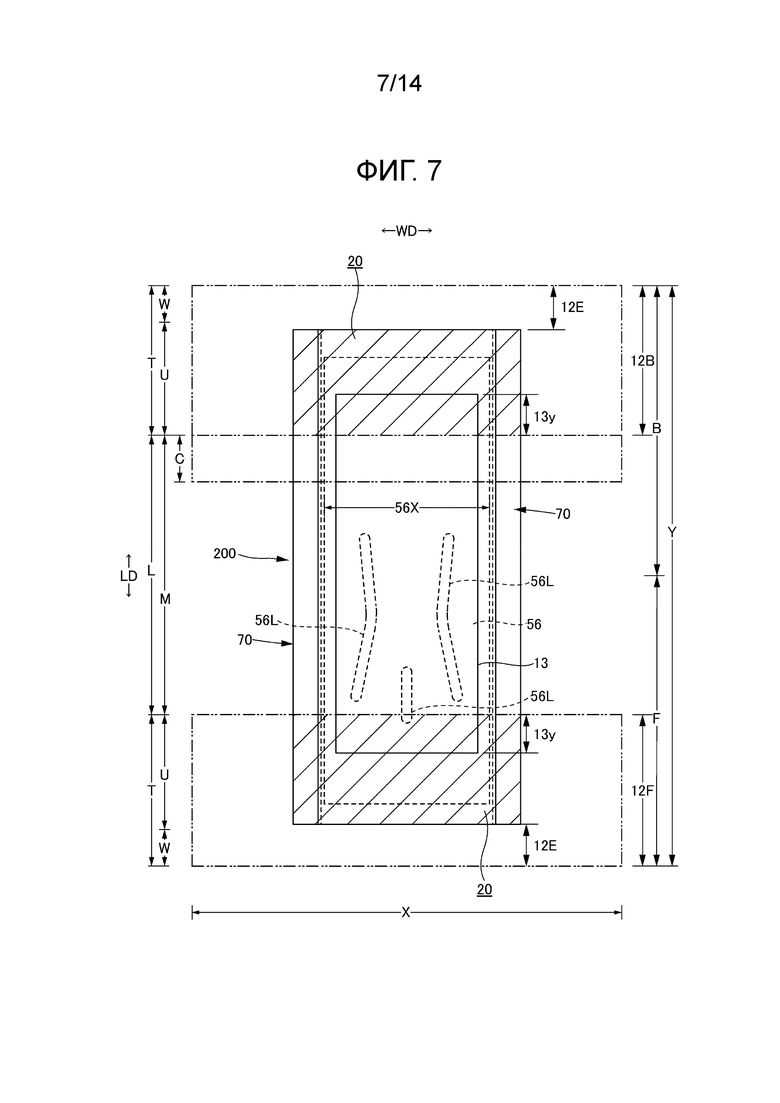
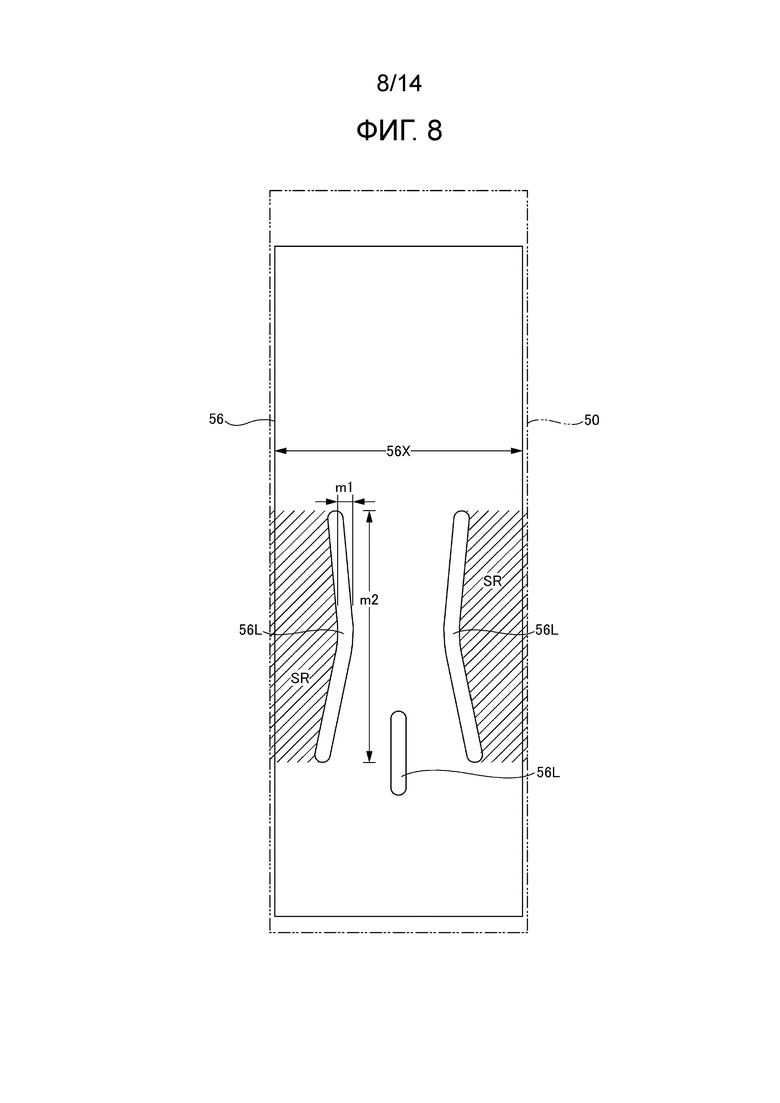
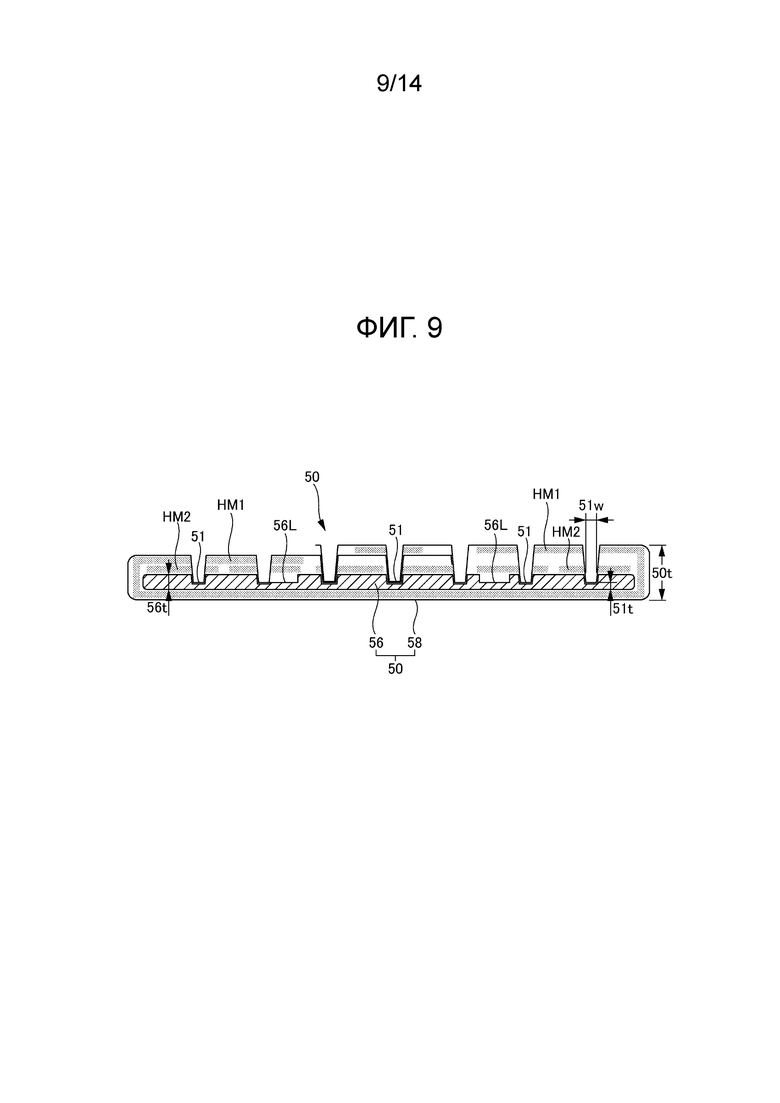
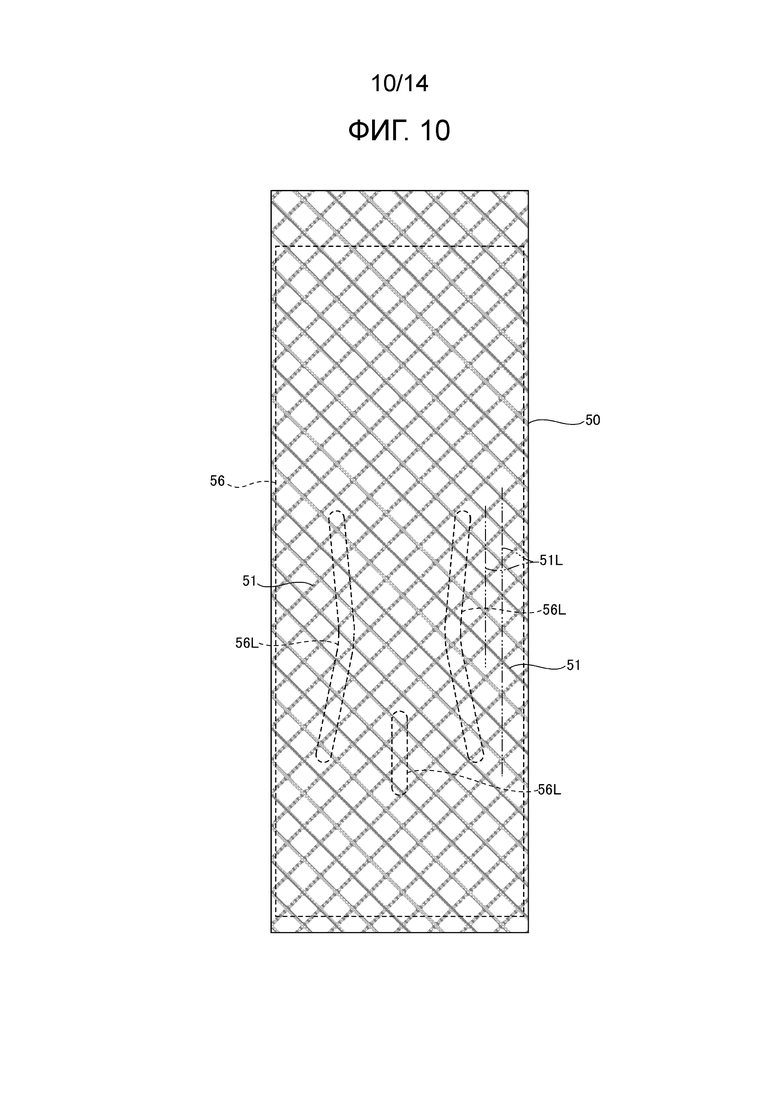
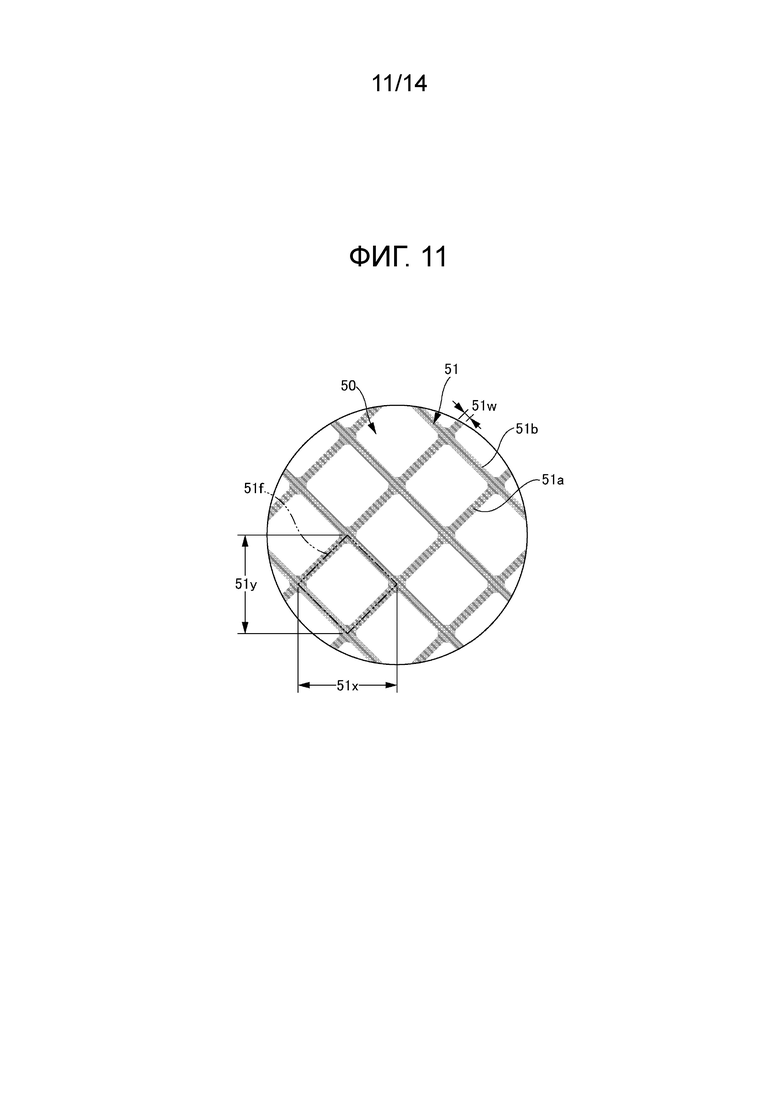
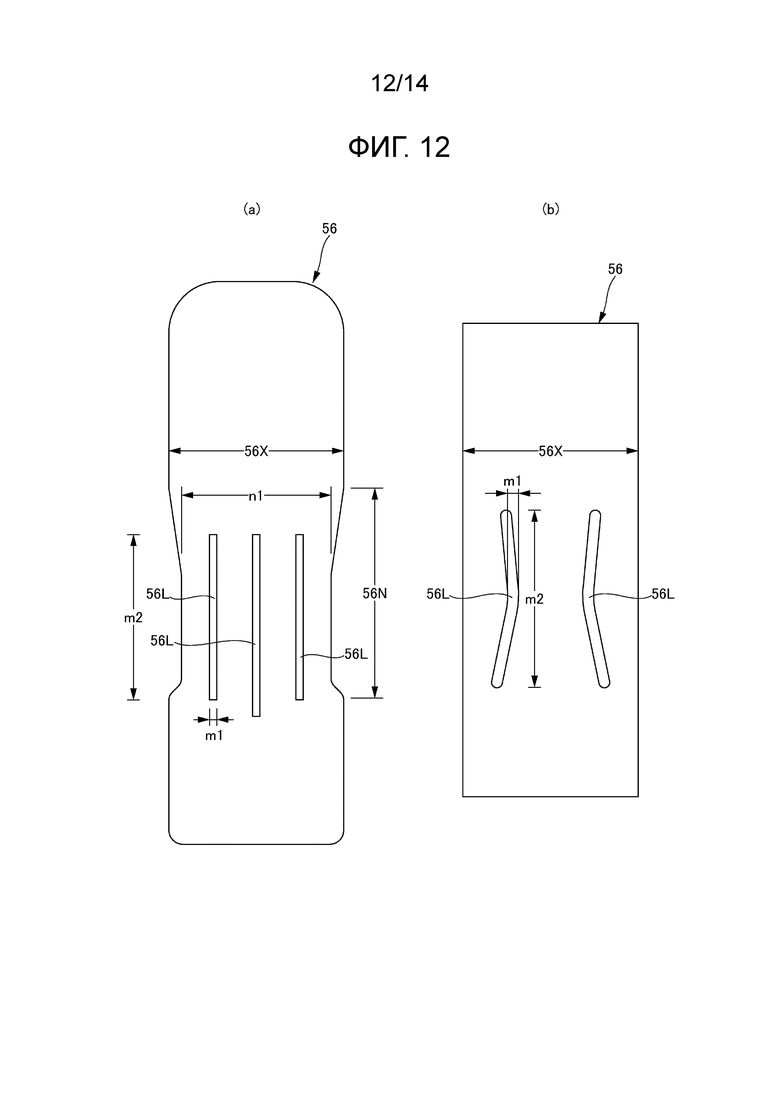
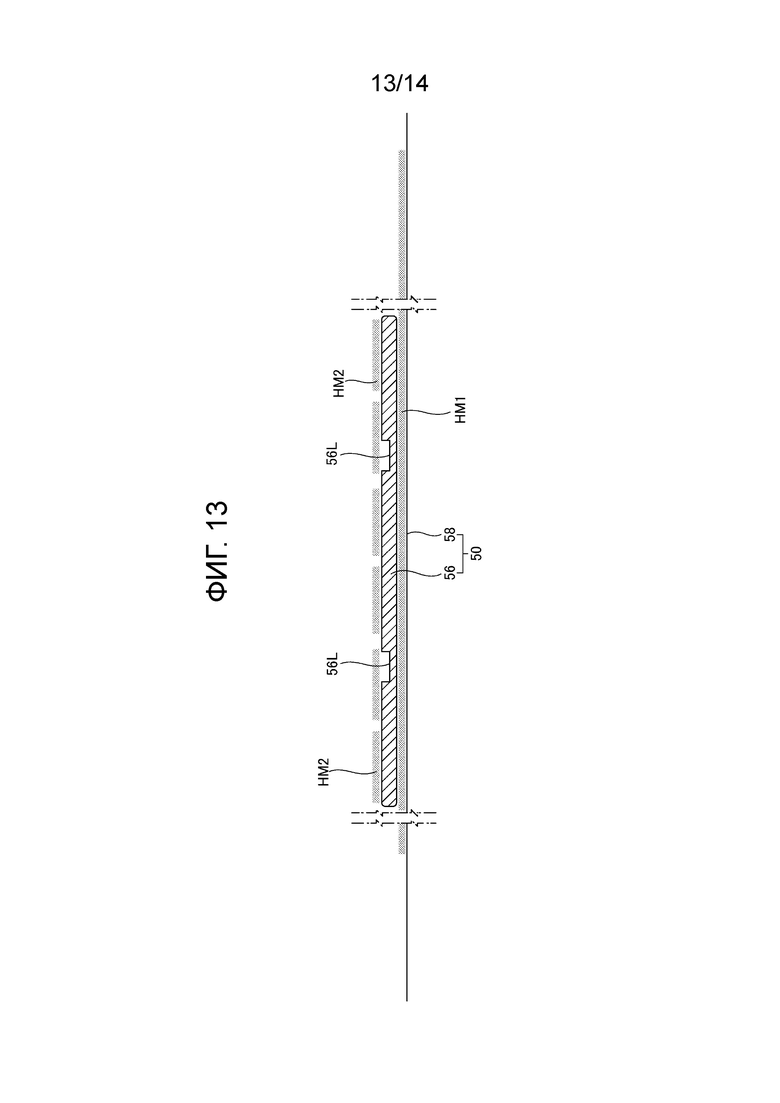
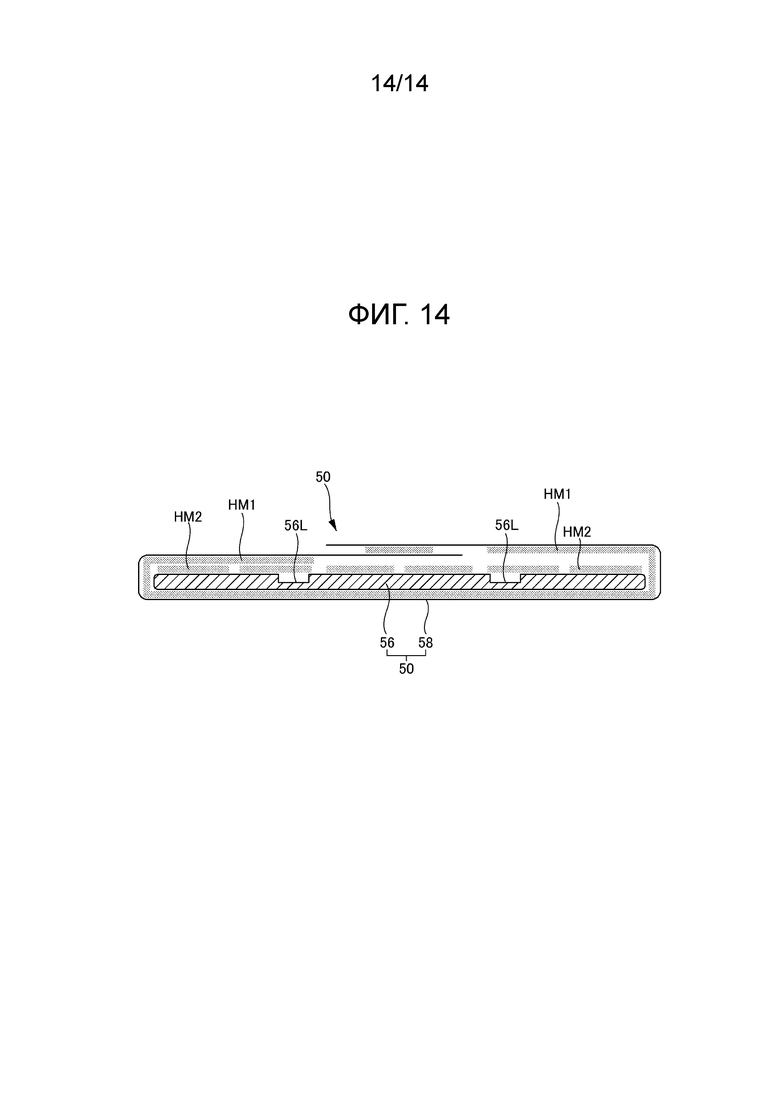
Проблема заключается в обеспечении в промежностной части как прилегаемости впитывающего элемента, так и способности впитывающего компонента к сохранению формы. Вышеуказанная проблема решена посредством одноразового подгузника, включающего в себя впитывающий элемент 50, который предусмотрен в зоне, проходящей в направлении LD вперед-назад и включающей в себя промежностную часть М, и включает в себя впитывающий компонент 56 и оберточный лист 58, обертывающий впитывающий компонент 56, при этом впитывающий компонент 56 образован посредством скопления смеси целлюлозных волокон и частиц супервпитывающего полимера, в промежностной части М впитывающий компонент 56 имеет удлиненные участки 56L с низкой поверхностной плотностью, которые проходят в направлении LD вперед-назад с обеих сторон впитывающего компонента 56, определяемых в направлении WD ширины, сжатые части 51, которые сжаты в направлении толщины так, чтобы они были вдавлены от поверхности во впитывающий компонент, являются непрерывными в конфигурациях с формой решетки, предусмотренных по меньшей мере на всей протяженности зон SR, боковых по отношению к участкам 56L с низкой поверхностной плотностью, во впитывающем элементе 50, и оберточный лист 58 образован из нетканого материала, имеющего сопротивление изгибу в направлении LD вперед-назад, составляющее 0,01-0,10 мН⋅см, и сопротивление изгибу в направлении WD ширины, составляющее 0,01-0,10 мН⋅см. 4 з.п. ф-лы, 14 ил.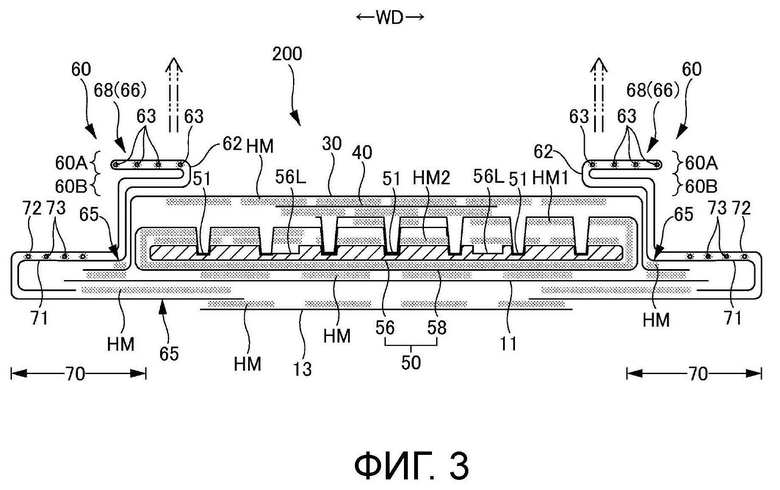
1. Одноразовый подгузник, содержащий:
промежностную часть;
расположенную с передней стороны часть, которая проходит вперед от промежностной части;
расположенную с задней стороны часть, которая проходит назад от промежностной части; и
впитывающий элемент, включающий в себя впитывающий компонент и оберточный лист, обертывающий впитывающий компонент, причем впитывающий элемент предусмотрен в области, проходящей в направлении вперед-назад и включающей в себя промежностную часть,
при этом впитывающий компонент образован посредством скопления смеси целлюлозных волокон и частиц супервпитывающего полимера, и
в промежностной части впитывающий компонент имеет удлиненные участки с низкой поверхностной плотностью углубления, которые соответствуют скоплению малого количества смеси целлюлозных волокон и частиц супервпитывающего полимера, которые проходят в направлении вперед-назад с обеих сторон впитывающего компонента в направлении ширины,
сжатые части, которые сжаты в направлении толщины так, чтобы они были вдавлены от по меньшей мере одной из верхней поверхности и поверхности нижней стороны впитывающего элемента во впитывающий компонент, являются непрерывными в конфигурациях с формой решетки, предусмотренных по меньшей мере на всей протяженности зон, боковых по отношению к участкам с низкой поверхностной плотностью, во впитывающем элементе, и
оберточный лист выполнен из нетканого материала, имеющего сопротивление изгибу в направлении вперед-назад, составляющее 0,01-0,10 мН⋅см, и сопротивление изгибу в направлении ширины, составляющее 0,01-0,10 мН⋅см.
2. Одноразовый подгузник по п. 1,
в котором впитывающий компонент имеет в промежностной части самую узкую часть, имеющую ширину, составляющую 0,85-1 от максимальной ширины части, расположенной с передней стороны, и части, расположенной с задней стороны части.
3. Одноразовый подгузник по п. 1 или 2,
в котором во впитывающем компоненте целлюлозные волокна имеют поверхностную плотность, составляющую 100-450 г/м2, и
во впитывающем компоненте соотношение масс целлюлозных волокон и частиц супервпитывающего полимера составляет от 50:50 до 20:80.
4. Одноразовый подгузник по п. 3,
в котором ширина каждой из сжатых частей составляет 1-3 мм, толщина каждой из сжатых частей составляет 15-35% от максимальной толщины впитывающего элемента,
сжатые части образуют косоугольную решетку, включающую в себя первые части, каждая из которых имеет наклон по диагонали под углом, составляющим по часовой стрелке 40-50° относительно направления вперед-назад на виде в плане, и вторые части, каждая из которых имеет наклон по диагонали под углом, составляющим против часовой стрелки 40-50° относительно направления вперед-назад на виде в плане.
5. Одноразовый подгузник по п. 4,
в котором по меньшей мере на всей протяженности зон, боковых по отношению к участкам с низкой поверхностной плотностью, внутренняя поверхность оберточного листа прикреплена к по меньшей мере одной из верхней поверхности и поверхности нижней стороны впитывающего компонента с той его стороны, которая имеет канавки сжатых частей, посредством термоплавкого адгезива в количестве 5,0-20,0 г/м2.
| JP 2021062175 A, 22.04.2021 | |||
| JP 2021062176 A, 22.04.2021 | |||
| RU 94017354 A1, 27.03.1996 | |||
| RU 95109599 A, 10.12.1997. |

