Группа изобретений относится к области электротехники и может быть использована для получения разверток лент, из которых навивкой на оправке изготавливаются кольцевые ленточные элементы магнитопроводов специальной формы.
Известно устройство для изготовления витых ленточных магнитопроводов, реализующее способ с применением ленты постоянной ширины [авторское свидетельство СССР №235188, H01F 41/02, 1967].
Наиболее близким к группе изобретений по технической сущности является способ получения фасонной развертки ленты, реализуемый в техническом решении по авторскому свидетельству СССР №668018, H01F 41/02, 1979. Исходная лента постоянной ширины обрезается с краев двумя парами режущих инструментов (режущих роликов), связанных с программным приводом, таким образом, что при навивке на оправке кольцевого О-образного ленточного элемента образуется его поперечное сечение в виде круга или полукруга.
Недостатком прототипа является тот факт, что при резке ленты получается одна развертка ленты для изготовления одного кольцевого О-образного элемента при определенных затратах производственного времени и расходуется значительное количество электротехнического сплава ленты, идущее в отходы.
Задачей группы изобретений является устранение вышеуказанного недостатка.
Техническим результатом, на достижение которого направлена группа изобретений, является минимизация отходов электротехнического сплава ленты.
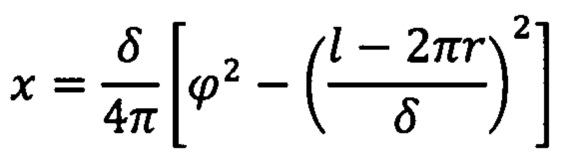
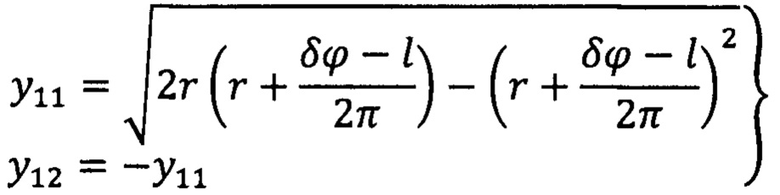
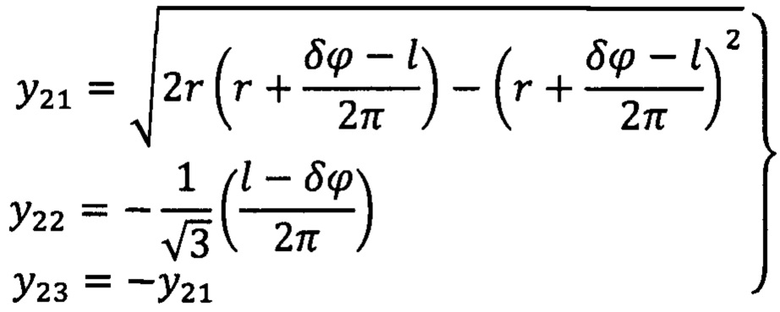
Указанный технический результат по первому варианту изобретения достигается тем, что при реализации способа получения разверток лент для изготовления кольцевых ленточных элементов магнитопроводов, осуществляют фасонную резку исходной ленты постоянной ширины, при этом одновременно получают две развертки ленты посредством фасонной резки исходной ленты постоянной ширины тремя режущими устройствами в соответствии с параметрической зависимостью:
 при
при 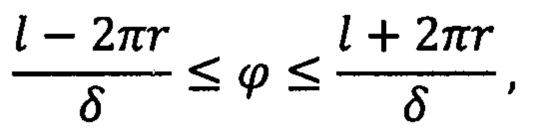
 при
при 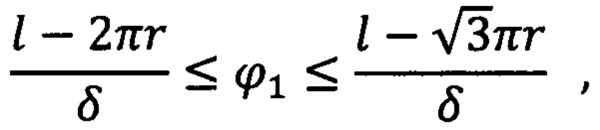
 при
при 
 при
при 
 при
при 
где х - длина развертки ленты по продольной оси;
ϕ - параметр, отображающий приращение полярного угла, соответствующее вращению радиус-вектора при навивке каждого кольцевого О-образного ленточного элемента магнитопровода;
ϕ1=ϕ по соответствующим i-ым зонам разверток лент;
i=l, 2, 3, 4 - индекс соответствия зонам разверток лент:
i=1, 2, 3 - индекс соответствия зонам первой развертки ленты (по порядку исполнения развертки) кольцевого О-образного ленточного элемента;
i=2, 3, 4 - индекс соответствия зонам второй развертки ленты (по обратному порядку исполнения развертки) другого подобного кольцевого О-образного ленточного элемента;
j=l, 2, 3 - индекс соответствия линиям фасонной резки исходной ленты:
j=1, 2 - индекс соответствия верхнему (у>0) и нижнему краям первой развертки ленты для навивки кольцевого О-образного ленточного элемента;
j=2, 3 - индекс соответствия краям второй развертки ленты для навивки другого подобного кольцевого О-образного ленточного элемента;
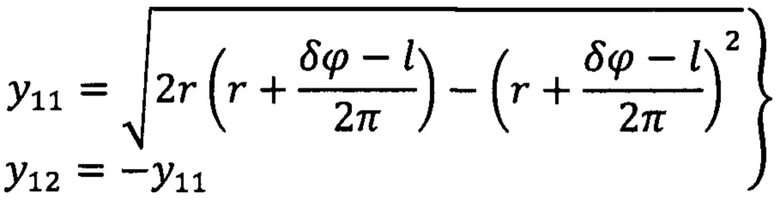
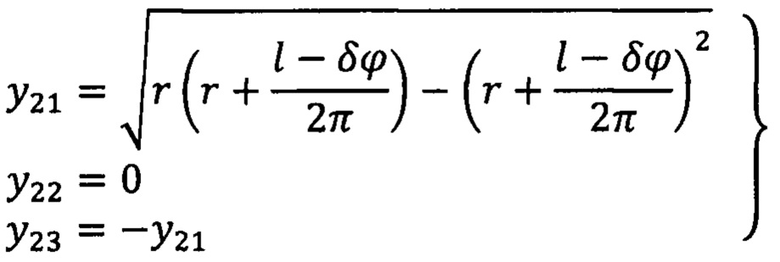
yij - координата края ленты i-ой зоны j-ой стороны развертки относительно продольной оси;
l - длина срединной осевой линии кольцевого О-образного ленточного элемента;
r - радиус полукруговой части поперечного сечения кольцевого О-образного ленточного элемента;
δ - толщина ленты с нанесенной изоляцией.
Фасонная резка за один проход тремя режущими инструментами обеспечивает получение двух разверток: первой развертки ленты для изготовления кольцевого О-образного ленточного элемента с полукруговым поперечным сечением для пространственного симметричного трехфазного магнитопровода и получение второй развертки ленты, которая после перемотки на промежуточной бобине также обеспечивает изготовление еще одного кольцевого О-образного ленточного элемента с полукруговым поперечным сечением для пространственного симметричного трехфазного магнитопровода. Две развертки получают на одной совместной длине, при этом вдвое экономится расход материала исходной ленты и вдвое производственное время.
По второму варианту указанный технический результат достигается тем, что при реализации способа получения разверток лент для изготовления кольцевых ленточных элементов магнитопроводов, осуществляют фасонную резку исходной ленты постоянной ширины, при этом одновременно получают две развертки ленты посредством фасонной резки исходной ленты постоянной ширины тремя режущими устройствами в соответствии с параметрической зависимостью:
 при
при 
 при
при 
 при
при 
где х - длина развертки ленты по продольной оси;
ϕ - параметр, отображающий приращение полярного угла, соответствующее вращению радиус-вектора при навивке каждого кольцевого ленточного элемента магнитопровода;
ϕi=ϕ по соответствующим i-ым зонам разверток лент;
i=l, 2, - индекс соответствия зонам первой и второй разверток ленты по порядку исполнения развертки и навивки кольцевого ленточного элемента;
j=1, 2, 3 - индекс соответствия линиям фасонной резки исходной ленты:
j=l, 2 - индекс соответствия верхнему (у>0) и нижнему краям первой развертки ленты для навивки кольцевого ленточного элемента;
j=2, 3 - индекс соответствия краям второй развертки ленты для навивки другого подобного кольцевого ленточного элемента;
yij - координата края ленты i-ой зоны j-ой стороны развертки относительно продольной оси;
l=πd - длина срединной осевой линии кольцевого ленточного элемента;
d - диаметр срединной осевой линии кольцевого ленточного элемента;
r - радиус полукруговой части поперечного сечения кольцевого ленточного элемента;
δ - толщина ленты с нанесенной изоляцией.
Фасонная резка за один проход тремя режущими инструментами обеспечивает получение двух одинаковых разверток для изготовления двух кольцевых ленточных элементов с полукруговым поперечным сечением для кольцевого ленточного магнитопровода с эллипсообразным составным поперечным сечением. При этом вдвое экономится расход материала исходной ленты и вдвое производственное время.
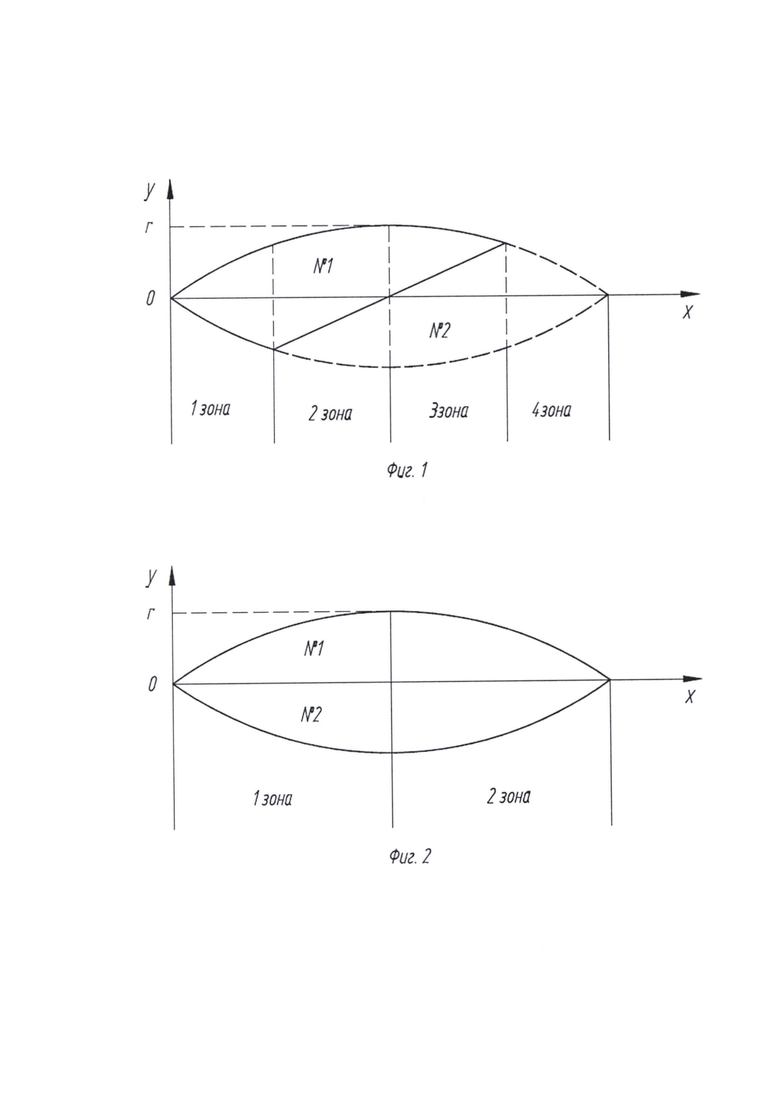
На фиг. 1 приведен общий вид раскроя ленты постоянной ширины на две развертки способом по первому варианту изобретения для изготовления кольцевых О-образных ленточных элементов с полукруговым поперечным сечением для пространственного симметричного трехфазного магнитопровода с круговым поперечным сечением стержней (масштаб по осям разный).
На фиг. 2 приведен общий вид раскроя ленты на две развертки способом по второму варианту изобретения для изготовления кольцевых ленточных элементов с полукруговым поперечным сечением для кольцевого ленточного магнитопровода с эллипсообразным поперечным сечением (масштаб по осям разный).
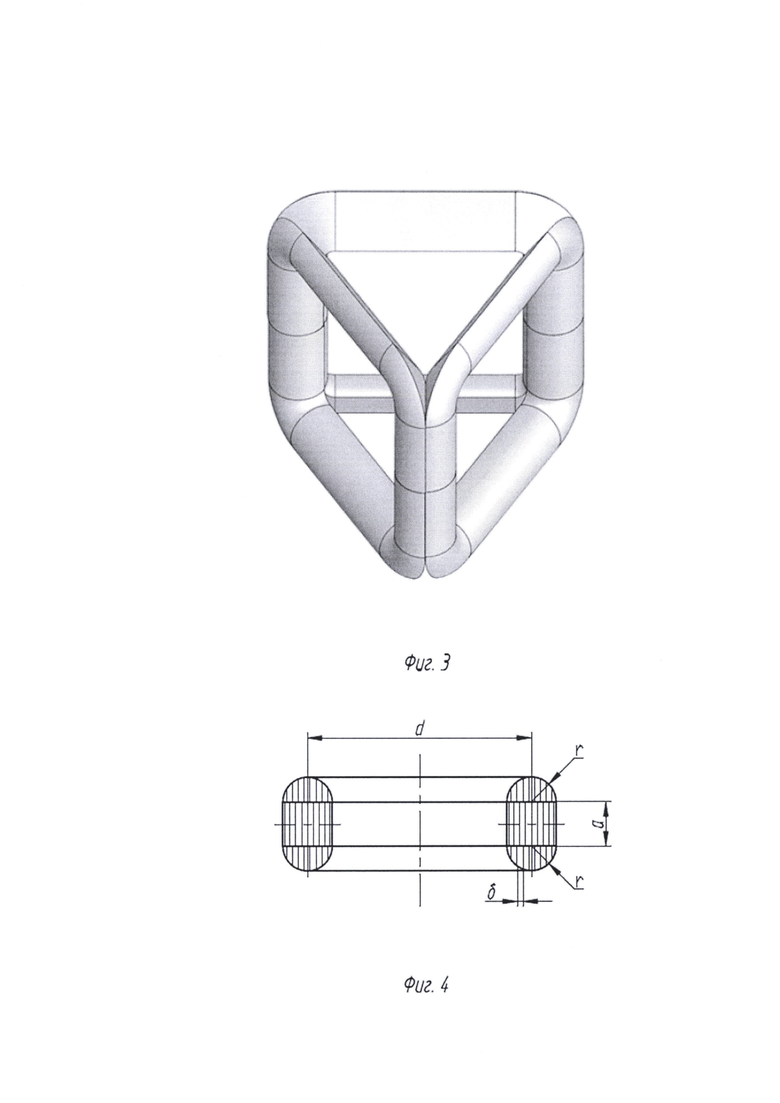
На фиг. 3 приведен общий вид пространственного симметричного трехфазного ленточного магнитопровода с круговым поперечным сечением стержней.
На фиг. 4 приведен общий вид (с разрезом) кольцевого ленточного магнитопровода с эллипсообразным поперечным сечением.
По первому варианту развертка ленты №1 располагается в 1, 2 и 3 зонах (фиг. 1), а развертка ленты №2 - в 2, 3, 4 зонах (фиг. 1). Развертка ленты №1 при резке исходной ленты идет сразу в навивку на оправке кольцевого О-образного ленточного элемента, после навивки которого на оправке развертку закрепляют точечной сваркой и отрезают. Развертка ленты №2 идет в навивку на промежуточную бобину, чтобы с нее уже можно было навивать другой кольцевой О-образный ленточный элемент. Три таких кольцевых О-образных ленточных элемента с полукруговым поперечным сечением необходимы для изготовления магнитопровода специальной формы - пространственного симметричного трехфазного ленточного магнитопровода с круговым поперечным сечением стержней радиусом r (фиг. 3).
По второму варианту обе развертки ленты №1 и №2 располагаются в 1 и 2 зонах (фиг. 2), симметричные относительно оси X. Обе развертки, полученные при резке исходной ленты идут сразу в навивку на оправках двух кольцевых ленточных элементов, после навивки которых на оправках развертки закрепляют точечной сваркой и отрезают. Два таких кольцевых ленточных элемента с полукруговым поперечным сечением необходимы для изготовления магнитопровода специальной формы - кольцевого ленточного магнитопровода с эллипсообразным поперечным сечением (фиг. 4), когда между двумя готовыми кольцевыми ленточными элементами вставляют дополнительный элемент с прямоугольным поперечным сечением соответствующих размеров (2r×a).
Фасонная резка ленты по любому варианту изобретения может быть осуществлена любыми режущими инструментами (например, режущими роликами), в том числе режущими инструментами с программным приводом.
При необходимости кольцевые ленточные магнитопроводы с эллипсообразным поперечным сечением могут быть выполнены О-образными, с целью локализации на образующихся стержнях будущих обмоток трансформатора и технологического облегчения их выполнения. При этом изменяют вид оправки для навивки О-образного магнитопровода и длину срединной осевой линии рассчитывают по чертежу магнитопровода, а не как l=πd.
Из фиг. 1 и 2 видно, что проведение резки ленты по внутренней линии, общей для обеих разверток ленты №1 и №2 в каждом варианте, обеспечивает двойную экономию электротехнического сплава ленты ввиду отсутствия отходов ленты на этой внутренней линии и обеспечивает вдвое сокращение приведенного производственного времени, так как за один цикл фасонной резки получают сразу две развертки.
Изобретение относится к электротехнике. Способы содержат одновременное изготовление двух разверток посредством фасонной резки исходной ленты постоянной ширины тремя режущими устройствами в соответствии с параметрическими зависимостями для изготовления кольцевых О-образных ленточных элементов пространственного симметричного трехфазного магнитопровода или для изготовления кольцевых ленточных элементов магнитопровода с эллипсообразным поперечным сечением, которые при необходимости также могут выполняться О-образными. Технический результат состоит в почти двойной экономии электротехнического сплава и сокращении времени изготовления за счет того, что за один цикл фасонной резки получают сразу две развертки. 2 н.п. ф-лы, 4 ил.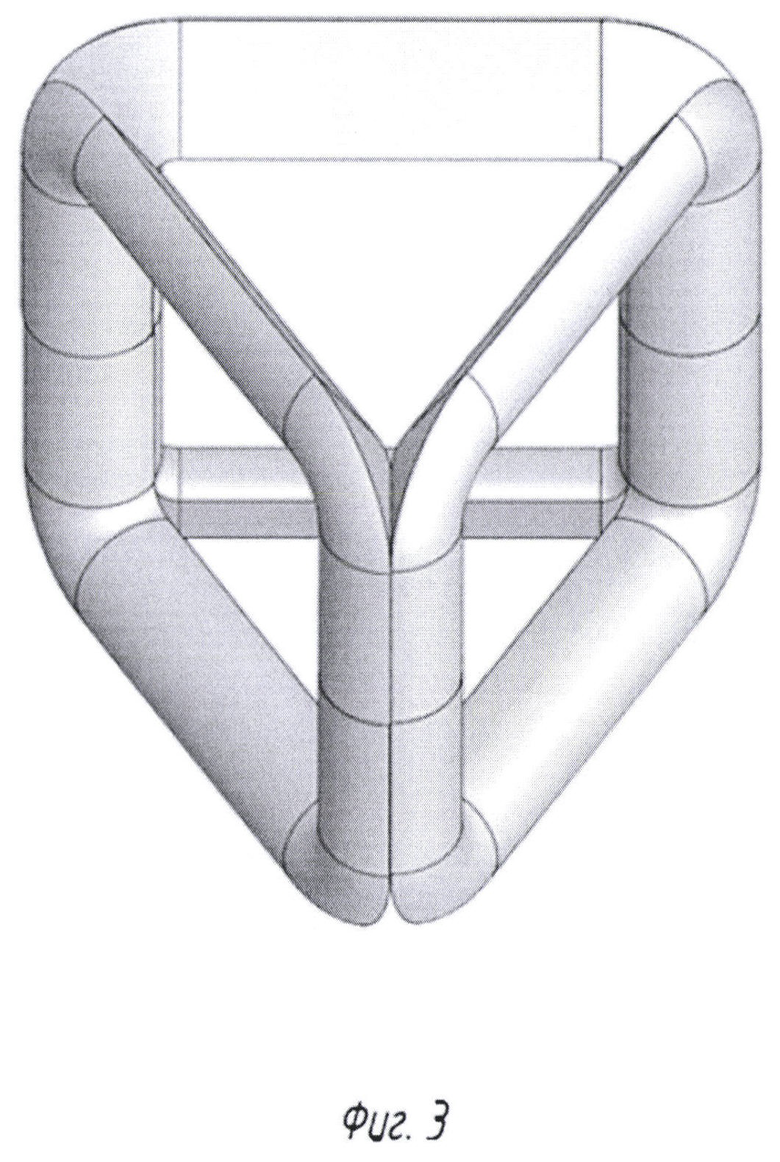
1. Способ получения разверток лент для изготовления кольцевых ленточных элементов магнитопроводов, при котором осуществляют фасонную резку исходной ленты постоянной ширины, отличающийся тем, что одновременно получают две развертки ленты посредством фасонной резки исходной ленты постоянной ширины тремя режущими устройствами в соответствии с параметрической зависимостью:
 при
при 
 при
при 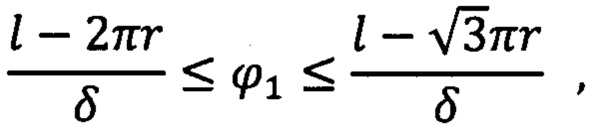
 при
при 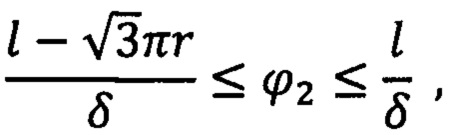
 при
при 
 при
при 
где х - длина развертки ленты по продольной оси;
ϕ - параметр, отображающий приращение полярного угла, соответствующее вращению радиус-вектора при навивке каждого кольцевого О-образного ленточного элемента магнитопровода;
ϕi=ϕ по соответствующим i-м зонам разверток лент;
i=1, 2, 3, 4 - индекс соответствия зонам разверток лент:
i=l, 2, 3 - индекс соответствия зонам первой развертки ленты (по порядку исполнения развертки) кольцевого О-образного ленточного элемента;
i=2, 3, 4 - индекс соответствия зонам второй развертки ленты (по обратному порядку исполнения развертки) другого подобного кольцевого О-образного ленточного элемента;
j=l, 2, 3 - индекс соответствия линиям фасонной резки исходной ленты:
j=1, 2 - индекс соответствия верхнему (у>0) и нижнему краям первой развертки ленты для навивки кольцевого О-образного ленточного элемента;
j=2, 3 - индекс соответствия краям второй развертки ленты для навивки другого подобного кольцевого О-образного ленточного элемента;
yij - координата края ленты i-й зоны j-й стороны развертки относительно продольной оси;
l - длина срединной осевой линии кольцевого О-образного ленточного элемента;
r - радиус полукруговой части поперечного сечения кольцевого О-образного ленточного элемента;
δ - толщина ленты с нанесенной изоляцией.
2. Способ получения разверток лент для изготовления кольцевых ленточных элементов магнитопроводов, при котором осуществляют фасонную резку исходной ленты постоянной ширины, отличающийся тем, что одновременно получают две развертки ленты посредством фасонной резки исходной ленты постоянной ширины тремя режущими устройствами в соответствии с параметрической зависимостью:
 при
при 
 при
при 
 при
при 
где х - длина развертки ленты по продольной оси;
ϕ - параметр, отображающий приращение полярного угла, соответствующее вращению радиус-вектора при навивке каждого кольцевого ленточного элемента;
ϕi=ϕ по соответствующим i-м зонам разверток лент;
i=1, 2, - индекс соответствия зонам первой и второй разверток ленты по порядку исполнения развертки и навивки кольцевого ленточного элемента;
j=l, 2, 3 - индекс соответствия линиям фасонной резки исходной ленты:
j=l, 2 - индекс соответствия верхнему (у>0) и нижнему краям первой развертки ленты для навивки кольцевого ленточного элемента;
j=2, 3 - индекс соответствия краям второй развертки ленты для навивки другого подобного кольцевого ленточного элемента;
yij - координата края ленты i-й зоны j-й стороны развертки относительно продольной оси;
l=πd - длина срединной осевой линии кольцевого ленточного элемента;
d - диаметр срединной осевой линии кольцевого ленточного элемента;
r - радиус полукруговой части поперечного сечения кольцевого ленточного элемента;
δ - толщина ленты с нанесенной изоляцией.
| Магнитопровод ошева для электроиндукционного устройства | 1977 |
|
SU734821A1 |
| Жидкость гидроразрыва пласта | 1957 |
|
SU115557A1 |
| Трехфазный пространственный магнито-пРОВОд | 1979 |
|
SU853679A1 |
| Витой пространственный магнитопровод трехфазного трансформатора | 1984 |
|
SU1658223A1 |
| Способ получения изомальтулозы | 1980 |
|
SU1011056A3 |
| Способ ликвидации перетоков флюидов в скважине | 2018 |
|
RU2702455C1 |
| 0 |
|
SU157890A1 | |
| СПОСОБ И УСТРОЙСТВО ТАКТИЛЬНОЙ ИНДИКАЦИИ ТЕКУЩЕГО ВРЕМЕНИ В ЧАСАХ И ЧАСЫ С ТАКТИЛЬНОЙ ИНДИКАЦИЕЙ ТЕКУЩЕГО ВРЕМЕНИ | 2013 |
|
RU2526502C1 |
| FR 1107583 A, 03.01.1956 | |||
| CN 103280310 A, 04.09.2013 | |||
| CN 107103986 A, 29.08.2017. | |||

