Изобретение относится к технологии электрополирования и электрообработки деталей из легированных сталей на основе ионного переноса и может быть использовано для скругления кромок пластинчатых деталей, например торсионов несущих винтов вертолетов.
Несущий винт летательного аппарата, содержащий V-образные торсионы, соединенные с втулкой и через вертикальные шарниры с переходниками крепления лопастей, кожухи из композиционного материала, размещенные вокруг торсионов, при этом на одном конце каждого закреплен рычаг управления углом установки лопасти и сферический подшипник, надетый на палец, закрепленный на втулке, а другой конец кожуха через вертикальный шарнир присоединен к торсиону и к переходнику крепления лопасти, упругий элемент, расположенный в кожухе вдоль оси рукава между переходником крепления лопасти и рычагом управления углом установки лопасти, при этом разрезанным концом упругий элемент жестко соединен с проушинами переходника лопасти, а противоположным концом вставлен в направляющие на рычаге управления углом установки лопасти [патент РФ №2033943, НЕСУЩИЙ ВИНТ ЛЕТАТЕЛЬНОГО АППАРАТА. Вертолетный научно-технический комплекс им. Н.И. Камова, 1991 г.], (подобные конструкции несущего винта представлены также в патенте РФ №2289530).
Пластинчатые торсионы несущих винтов вертолетов изготавливаются из высокопрочных легированных сталей, сочетающих высокую прочность и пластичность, обеспечиваемую их составом, режимами термической обработки и пластической деформации. Состав такой стали должен обеспечивать после закалки при комнатной температуре получение чистой аустенитной структуры. Эти стали подвергают деформации, при температуре, не превышающей температуру рекристаллизации, после чего охлаждают до комнатной температуры. Например, известны стали, механические свойства которых после закалки и пластической деформации при 400-500°С со степенью 60-80% достигают в 180-200 кГс/мм2, 0,2=140-170 кГс/мм2, =20-30% (А.П. Гуляев "Металловедение". - М.: "Металлургия", 1977 г., с. 335-396).
Однако пластинчатые торсионы из легированных сталей (например, стали марки ВНС9-Ш) имеют толщину порядка 0,3 мм и качество обработки их кромок и поверхностности в значительной степени определяет эксплуатационные свойства торсионов.
В настоящее время для полирование пластинчатых торсионов и закругление их кромок производят механическими методами, что приводит к ухудшению качества поверхностного слоя (шероховатость, степень наклепа, неоднородность физико-механических свойств материала поверхностного слоя и т.п.), что, учитывая незначительную толщину пластинчатых деталей, приводит к резкому ухудшению эксплуатационных свойств деталей.
Известны способы полирования, основанные на использовании различных физико-механических, механических и химических эффектов. В связи с тем что торсионы несущих винтов вертолетов, выполненные из легированных сталей обладают повышенной чувствительностью к концентраторам напряжения, возникновение дефектов при их обработке недопустимо, поскольку в процессе эксплуатации, дефекты, образованные на поверхностях и на кромках торсионов, приводят к их разрушению. Поэтому развитие способов полирования и скругления кромок, позволяющих получать высококачественные поверхности торсионов при высокой экологичности и производительности процесса удаления покрытия, является весьма актуальной задачей.
Наиболее перспективными методами обработки кромок и полирования деталей из легированных стаей являются электрохимические методы [Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л., Машиностроение, 1987.], при этом наибольший интерес для рассматриваемой области представляют методы электролитно-плазменного полирования (ЭПП) деталей [например, Патент ГДР (DD) №238074 (А1), МПК C25F 3/16, опубл. 06.08.86., а также Патент РБ №1132, МПК C25F 3/16, 1996, БИ №3].
Известен также способ обработки кромок и полирования металлических поверхностей, включающий анодную обработку в электролите [Патент РБ №1132, МПК C25F 3/16, 1996, БИ №3], а также способ электрохимического полирования [Патент США №5028304, МПК В23Н 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.91]
Известные способы электрохимического обработки кромок и полирования не позволяют получать качественные кромки и поверхности тонкостенных деталей из легированных сталей, без значительного растравливания материала поверхностного слоя.
Известен также способ электролитно-плазменного полирования детали, включающий погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на обрабатываемую деталь электрического потенциала [Патент РФ №2552203, МПК C25F 3/16. Бюл №6, 2015].
Однако известный способ [Патент РФ №2552203], предусматривает обработку деталей из титановых сплавов и не может быть применен для обработки деталей из легированных сталей, без нанесения ущерба качеству торсионов. Способ-прототип [Патент РФ №2552203], включает обработку детали в агрессивном травильном растворе (водный раствор с содержанием от 3 до 7 вес. % гидроксиламина солянокислого и содержанием от 0,7 до 0,8 вес. % NaF или KF в качестве фторсодержащего соединения, а полирование ведут при температуре от 70°С до 90°С), Указанные факторы не позволяют использовать способ - прототип для обработки торсионов, поскольку приводит к резкому ухудшению их эксплуатационных свойств за счет образования концентраторов напряжений, ухудшения шероховатости.
Наиболее близким к заявляемому техническому решению является способ обработки кромок одинаковых по размеру и конфигурации пластинчатых деталей, включающий сборку пластинчатых деталей в пакет с совмещением их контуров и обработку кромок в пакете (патент РФ №2560814, МПК В23С 3/12. Способ подготовки кромок листовых заготовок резанием для сварки листовых сварных заготовок, опубл.: 20.08.2015 бюл. №23.) Причем листовые заготовки собирают в пакет, зажимают в прижимном приспособлении и проводят фрезеровку за один или несколько проходов.
Однако, известный способ обработки кромок пластинчатых деталей в пакете не позволяет осуществить скругление кромок торсионов, а механическое резание кромок приводит к снижению качества и эксплуатационных характеристик деталей за счет образования концентраторов напряжения.
Известно устройство для электрополирования металлических деталей, выполненное в виде металлического электроизолированного с внешней стороны контейнера с открытым верхом [Заявка США №20180200863. МПК В24В 37/04 Removable electro-mechanical device for burnishing and smoothing metal parts. Опубл 19.07.2018 г.] содержит контейнер для электролита, опорный элемент для размещения обрабатываемых деталей и систему для осуществления перемещений и дополнительного механического воздействия на процесс обработки.
Однако известное устройство для электрополирования [Заявка США №20180200863] обладают низкой производительностью и не могут быть использованы для обработки кромок торсионов.
Наиболее близким техническим решением, выбранным в качестве прототипа устройства является устройство для обработки кромок пластинчатых деталей, состоящее из держателя пакета пластинчатых деталей и средства для их обработки кромок (патент РФ №2560814, МПК В23С 3/12. Способ подготовки кромок листовых заготовок резанием для сварки листовых сварных заготовок, опубл.: 20.08.2015 бюл. №23.).
Однако известное устройство (патент РФ №2560814) не позволяет производить скругление кромок торсионов и их полирование.
Задачей, на решение которой направлено заявляемое изобретение, является разработка процессов полирования торсионов и закругления их кромок, позволяющих получать высококачественные поверхности пластинчатых торсионов несущих винтов вертолетов, выполненных из легированных сталей и обеспечивать повышенные эксплуатационные характеристики торсионов при снижении трудоемкости их обработки.
Техническим результатом настоящего изобретения является повышение качества полирования и закругления кромок пластинчатого торсиона, а также повышение эксплуатационных характеристик торсионов при снижении трудоемкости процесса их обработки.
Технический результат достигается за счет того, что в способе обработки кромок пластинчатого торсиона несущего винта вертолета, включающий сборку торсионов в пакет с совмещением их контуров и обработку кромок в пакете, в отличие от прототипа, сборку торсионов в пакет производят через плоские прокладки, повторяющие контур торсиона с отступлением от кромок на величину, обеспечивающую свободный доступ к обработке кромок торсионов, с наложением экранов, повторяющих конфигурацию и расположение упомянутых прокладок на внешние поверхности крайних торсионов пакета, погружение пакета торсионов в среду гранул, выполненных из анионитов, пропитанных раствором электролита, обеспечивающего электропроводность упомянутых гранул и ионный унос металла с удалением микровыступов с его поверхности, осуществление контакта обрабатываемых кромок торсиона с упомянутыми гранулами приведение упомянутых гранул в вибрационное движение, обеспечивающее равномерное омывание гранулами кромок торсиона, подачу на торсион и гранулы электрического потенциала, обеспечивающего ионный унос металла с обрабатываемой поверхности кромок их полирование и скругление кромок в среде упомянутых гранул до получения заданной шероховатости поверхности и заданного радиуса скругления кромок торсионов, причем упомянутые гранулы приводят в возвратно-поступательное движение относительно обрабатываемых кромок торсиона.
При этом возможны следующие дополнительные признаки способа: в качестве прокладок используют металлические пластины, а в качестве экранов используют металлические пластины покрытые, со стороны контакта с торсионами слоем диэлектрического материала, причем величина упомянутого отступления от кромок берется равной от 0,5 до 4 мм; в качестве прокладок и экранов используют пластины из диэлектрического материала, причем величина упомянутого отступления от кромок берется равной от 0,5 до 4 мм; в качестве анионитов упомянутых гранул используют ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, причем размеры гранул выбирают из диапазона от 0,1 до 0,8 мм; электрополирование гранулами проводят подавая на торсион положительный, а на гранулы отрицательный электрический потенциал от 25 до 35 В; электрополирование гранулами проводят в импульсном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, период импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс; используют торсион, выполненный из легированной стали, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или NH4F, концентрацией от 6 до 24 г/л, или NaF, концентрацией от 4 до 18 г/л, или KF концентрацией от 35 до 55 г/л, или смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л и KF - от 30 до 50 г/л, или смеси NaF и KF при содержании NaF - от 3 до 14 г/л и KF - от 35 до 60 г/л, или смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л и KF - от 35 до 55 г/л, или смеси NH4F, NaF и KF при содержании NH4F - от 3 до 9 г/л и KF - от 20 до 30 г/л, и NaF - от 10 до 25 г/л, или смеси NH4F и HF при содержании NH4F - от 5 до 15 г/л и HF - от 3 до 5 г/л, или от 8 до 14% водном растворе NaNO3, или в электролитах составов, мас. %: (NH4)2SO4 - 5; Трилон Б - 0,8, или содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
Серная кислота - 10-30
Орто-фосфорная кислота - 40-80
Блок-сополимер окисей этилена и пропилена - 0,05-1,1
Натриевая соль сульфированного бутилолеата - 0,01-0,05
Вода - Остальное.
после скругления кромок торсионов пакет разбирают и каждый из торсионов полируют в среде упомянутых гранул до получения заданной шероховатости поверхности.
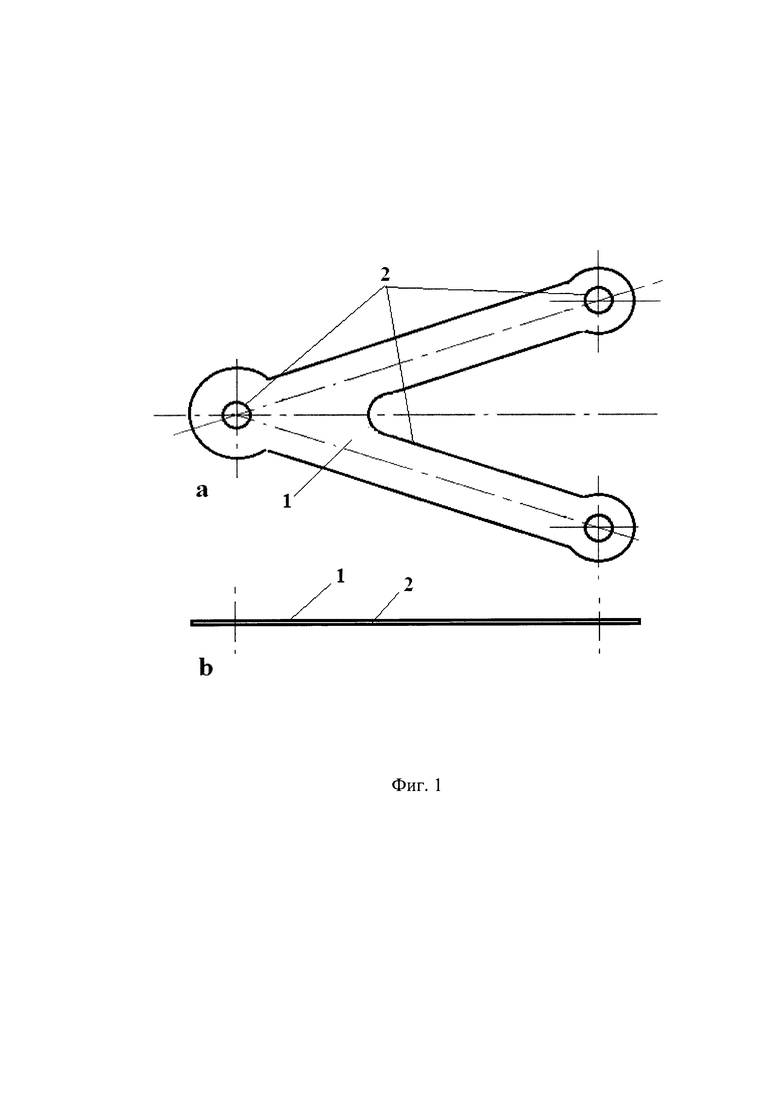
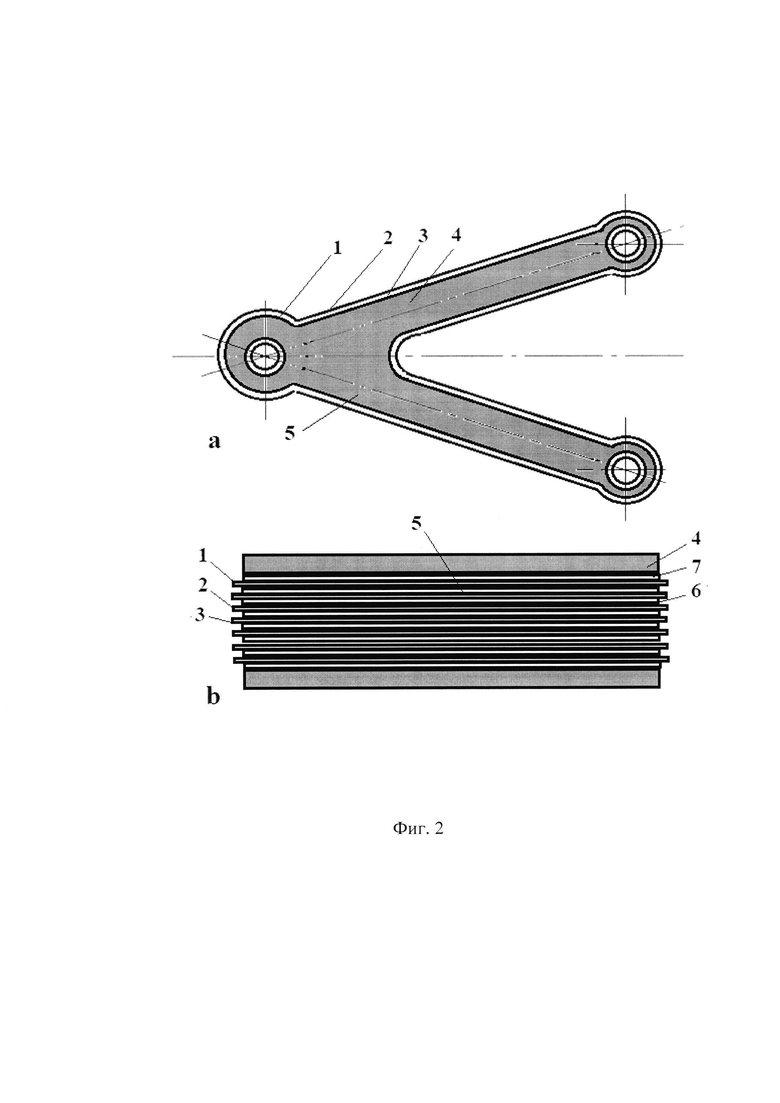
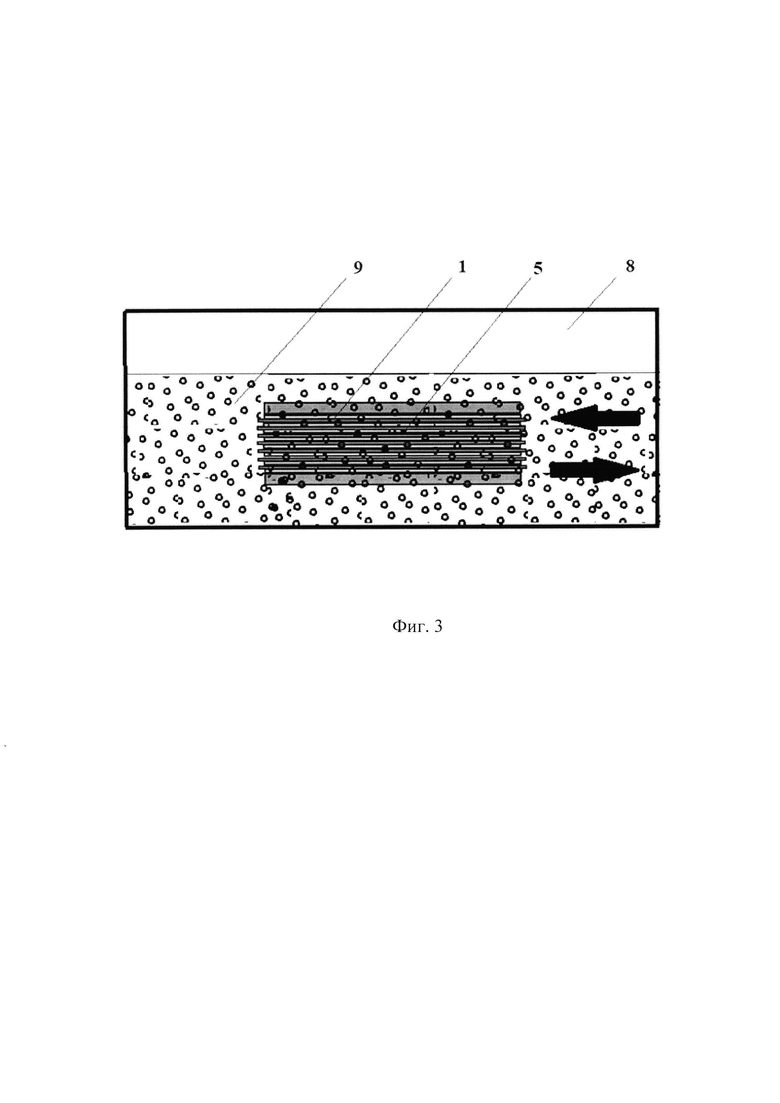
Сущность изобретения поясняется чертежами. На фиг. 1 показан пластинчатый торсион с обрабатываемыми кромками. На фиг. 2 представлены торсионы, собранные в пакет через прокладки. На фиг. 3. - показан процесс обработки кромок торсиона в гранулах-анионитах, пропитанных электролитом. Фигуры 1, 2 и 3 содержат: 1 - пластинчатый торсион; 2 - кромки пластинчатого торсиона; 3 - оголенный участок на торцевых частях торсиона; 4 - экран; 5 - пакет из торсионов; 6 - прокладки между торсионами; 7 - электроизоляционное покрытие на экране; 8 -рабочий контейнер; 9 - гранулы, выполненные из анионитов, пропитанных раствором электролита. (Черными стрелками показано возвратно-поступательное движение потока гранул относительно пакет из торсионов.
Заявляемый обработки кромок пластинчатого торсиона несущего винта вертолета, осуществляется следующим образом. Обрабатываемые торсионы 1 (фиг. 1) собирают в пакет 5 с совмещением их контуров (фиг. 2). Сборку торсионов в пакет 5 производят через плоские прокладки 6, повторяющие контур торсиона 1 с отступлением от кромок 2, оставляя оголенные участки 3 на торцевых частях торсиона 1, обеспечивающие свободный доступ к обработке кромок 2 торсионов 1, с наложением экранов 4, повторяющих конфигурацию и расположение прокладок 6 на внешние поверхности крайних торсионов 1 пакета 5. Величину отступления 3 (оголенную часть торсиона) от кромок 2 берут равной от 0,5 до 4 мм. В качестве прокладок 6 используют металлические пластины, осуществляющие электрический контакт между торсионами 2 в пакете 5 и обеспечивающие электропроводность всего пакета 5. В качестве экранов 4 используют металлические пластины покрытые, слоем диэлектрического материала со стороны контакта с торсионами 2. Металлические экраны 4 с электроизоляционным покрытием 7 берут для обеспечения жесткости при зажиме торсионов 1 в пакет 5. При обеспечении электрического контакта между торсионами 1 в пакете 5, можно использовать прокладки 6 из диэлектрического материала. В этом случае уменьшится площадь обработки пакета 5 и снизиться вероятность деформирования торсионов 1, при воздействии усилия прижатия через металлические прокладки 6.
Обработку кромок 2 в пакете 5 (фиг. 3) производят, погружая пакет 5 торсионов 1 в рабочий контейнер 8 в среду гранул 9, выполненных из анионитов, пропитанных раствором электролита, обеспечивающего электропроводность гранул 9 и ионный унос металла с удалением микровыступов с поверхности кромок 2 торсиона 1. При погружении пакета 5 осуществляют контакт обрабатываемых кромок 2 торсиона 1 с гранулами 9 приводят гранулы 9 в вибрационное движение, обеспечивающее равномерное омывание гранулами 9 кромок 2 торсиона 1, подают на торсион 1 и гранулы 9 электрический потенциал, обеспечивающего ионный унос металла с обрабатываемой поверхности кромок 2 их полирование и скругление кромок 2 в среде гранул 9 до получения заданной шероховатости поверхности и заданного радиуса скругления кромок торсионов 1. Электрополирование гранулами 9 можно проводить либо подавая на торсион 1 положительный, а на гранулы 9 отрицательный электрический потенциал от 25 до 35 В, либо в импульсном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, период импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс. При обработке кромок 2 гранулы 9 приводят в возвратно-поступательное движение относительно обрабатываемых кромок 2 торсиона 1 (фиг. 3).
При обработке кромок 2 торсиона 1, выполненного из легированной стали, в качестве электролитов для пропитки гранул 9 из анионитов используют один из следующих водных растворов: или NH4F, концентрацией от 6 до 24 г/л, или NaF, концентрацией от 4 до 18 г/л, или KF концентрацией от 35 до 55 г/л, или смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л и KF - от 30 до 50 г/л, или смеси NaF и KF при содержании NaF - от 3 до 14 г/л и KF - от 35 до 60 г/л, или смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л и KF - от 35 до 55 г/л, или смеси NH4F, NaF и KF при содержании NH4F - от 3 до 9 г/л и KF - от 20 до 30 г/л, и NaF - от 10 до 25 г/л, или смеси NH4F и HF при содержании NH4F - от 5 до 15 г/л и HF - от 3 до 5 г/л, или от 8 до 14% водном растворе NaNO3, или в электролитах составов, мас. %: (NH4)2SO4 - 5; Трилон Б - 0,8, или содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
Серная кислота - 10-30
Орто-фосфорная кислота - 40-80
Блок-сополимер окисей этилена и пропилена - 0,05-1,1
Натриевая соль сульфированного бутилолеата - 0,01-0,05
Вода - Остальное.
После скругления кромок 2 торсионов 1 пакет 5 разбирают и каждый из торсионов 1 полируют в среде гранул 9 до получения заданной шероховатости поверхности.
При обработке кромок 2 торсионов 1 в качестве держателя пакета 5 используется два плоских экрана 4 с зажимным устройством, обеспечивающим зажим через экраны 4 торсионов 1, собранных через прокладки 6 в пакет 5, причем экраны 4 и прокладки 6 повторяют контур торсиона 1 с отступлением от кромок на величину, обеспечивающую свободный доступ к обработке кромок 2 торсионов 1. В качестве средства для обработки кромок 2 торсионов 1 используется контейнер 8 с электропроводящими гранулами 9, обеспечивающий полное погружение пакета 5 торсионов 1 в среду гранул 9, причем контейнер 8, снабжен токоподводами к контейнеру 8 и к электроизолированным от контейнера электродам, вибратором, обеспечивающим вибрационное движение упомянутым гранулам частотой от 50…400 Гц, устройством, обеспечивающим возвратно-поступательное перемещение и поворот пакета торсионов 1.
Возвратно-поступательные движения гранул 9 и их вибрация позволяют обеспечить равномерную обработку кромок 2 торсиона 1 и всей поверхности торсиона 1 при последующей его полировки после удаления из пакета 5.
При осуществлении способа происходят следующие процессы. При возвратно-поступательном движении гранул происходят их столкновения с обрабатываемой поверхностью пакета торсионов или отдельно полируемого торсиона. При этом столкновения между гранулами происходят также и во всем объеме рабочего контейнера, создавая таким образом для всего объема гранул равномерные условия протекания электрических процессов. При этом электрические процессы, например, между деталью (анодом) и гранулами (катодом) происходят за счет контакта массы электропроводных гранул друг с другом и с находящимся под отрицательным потенциалом рабочего контейнера и/или введенных в массу гранул электродов (катодов), находящихся под отрицательным потенциалом. При столкновениях гранул с микровыступами на обрабатываемой поверхности детали происходит ионный унос массы с микровыступов, в результате чего происходит выравнивание поверхности, уменьшается ее шероховатость и происходит полирование поверхности и скругление кромок пластин.
Были проведены также следующие исследования по обработке кромок торсионов из легированных сталей. Неудовлетворительным результатом (Н.Р.) считался результат в котором отсутствовал эффект скругления кромок торсиона и полирования его поверхности. При получении эффекта скругления кромок и полирования результат признавался удовлетворительным (У.Р.)
Использовались следующие режимы обработки.
Гранулы, выполненные из анионитов и пропитанными раствором электролита размерами от 0,1 до 0,4 мм (0,05 мм (Н.Р.), 0,1 мм (У.Р.), 0,2 мм (У.Р.), 0,4 мм (У.Р.), 0,6 мм (У.Р.), 0,8 мм (У.Р.), 1,1 мм (Н.Р.)).
Применяемые аниониты - ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Марки использованных в предлагаемом изобретении анионитов на основе синтетических смол: Анионит 17-8ЧС, Анионит Purolite А520Е, Lewatit S 6328 А (на основе сополимера стирол-дивинилбензола), «Lewatit М500», «Lewatit MonoPlus МК 51», «Lewatit MonoPlus MP 68 », Purolite C150E, Purolite A-860 (макропористая сильноосновная анионообменная смола основанная на акрилатах), анионит сульфированный сополимер стирол-дивинилбензола. Перечисленные аниониты пропитанные вышеприведенными составами электролитов, показали положительный результат при полировании лопаток из легированных сталей.
При обработке использовались вибрационное движение гранул с частотой от 50... 400 Гц: 40 Гц (Н.Р.), 50 Гц (У.Р.), 100 Гц (У.Р.), 150 Гц (У.Р.), 250 Гц (У.Р.), 300 Гц (У.Р.), 350 Гц (У.Р.), 400 Гц (У.Р.), 450 Гц (Н.Р.) и амплитудой 1,0 до 6,0 мм (0,5 мм - Н.Р., 1,0 мм - У.Р., 2,0 мм - У.Р., 3,0 мм - У.Р., 4,0 мм - У.Р., 5,0 мм - У.Р., 6,0 мм - У.Р., 7,0 мм - Н.Р.).
При импульсном режиме со сменой полярности:
- диапазон частот импульсов от 20 до 100 Гц: 15 Гц (Н.Р.), 20 Гц (У.Р.), 40 Гц (У.Р.), 60 Гц (У.Р.), 80 Гц (У.Р.), 100 Гц (У.Р.), 120 Гц (Н.Р.)
- период импульсов от 50 мкс до 10 мкс,: 60 мкс (Н.Р.), 50 мкс (У.Р.), 40 мкс (У.Р.), 30 мкс (У.Р.), 20 мкс (У.Р.), 10 мкс (У.Р.), 5 мкс (Н.Р.);
- амплитуда тока положительной полярности во время импульса +50 А и их длительности 0,4 мкс до 0,8 мкс: 0,2 мкс (Н.Р.), 0,4 мкс (У.Р.), 0,6 мкс (У.Р.), 0,8 мкс (У.Р.), 10,0 мкс (Н.Р.);
- при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 мкс до 0,4 мкс, 0,1 мкс (Н.Р.), 0,2 мкс (У.Р.), 0,3 мкс (У.Р.), 0,4 мкс (У.Р.), 0,5 мкс (Н.Р.);
- при прямоугольной форме выходных импульсов тока(У.Р.),
- и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс - (У.Р.) выход за пределы диапазона - (Н.Р.).
Величина отступления от кромок бралась равной от 0,5 до 4 мм - (У.Р.). (при отступлении мене чем 0,5 мм - (Н.Р.), при превышении отступления от кромок более 4 мм - (Н.Р.))
Использование в качестве прокладок металлических пластин толщиной от 0,3 до 2 мм - (У.Р.).
Использование в качестве прокладок неметаллических пластин толщиной от 0,3 до 2 мм при обеспечении электрического контакта между торсионами в пакете - (У.Р.).
Использование в качестве экранов металлических пластин толщиной от 6 до 10 мм-(У.Р.).
Покрытие экранов, со стороны контакта с торсионами слоем диэлектрического материала толщиной от 1 до 4 мм - (У.Р.).
Применяемые электролиты для пропитки гранул, выполненных из анионитов:
1) NH4F, концентрацией от 6 до 24 г/л (выход за пределы концентраций NH4F от 6 до 24 г/л дает отрицательный результат);
2) NaF, концентрацией от 4 до 18 г/л, (выход за пределы концентраций от 4 до 18 г/л, дает отрицательный результат);
3) KF концентрацией от 35 до 55 г/л, (выход за пределы концентраций от 35 до 55 г/л, дает отрицательный результат);
4) смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л (выход за пределы концентраций NH4F - от 5 до 15 г/л, дает отрицательный результат) и KF - от 30 до 50 г/л (выход за пределы концентраций KF - от 30 до 50 г/л, дает отрицательный результат),
5) смеси NaF и KF при содержании NaF - от 3 до 14 г/л (выход за пределы концентраций NaF - от 3 до 14 г/л, дает отрицательный результат), и KF - от 35 до 60 г/л (выход за пределы концентраций KF - от 35 до 60 г/л, дает отрицательный результат),
6) смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л (выход за пределы концентраций NH4F - от 4 до 12 г/л, дает отрицательный результат) и KF - от 35 до 55 г/л (выход за пределы концентраций KF - от 35 до 55 г/л, дает отрицательный результат),
7) смеси NH4F, NaF и KF при содержании NH4F - от 3 до 9 г/л (выход за пределы концентраций NH4F - от 3 до 9 г/л, дает отрицательный результат), и KF - от 20 до 30 г/л, (выход за пределы концентраций KF -от 20 до 30 г/л, дает отрицательный результат), и NaF - от 10 до 25 г/л (выход за пределы концентраций NaF - от 10 до 25 г/л, дает отрицательный результат),
8) смеси NH4F и HF при содержании NH4F - от 5 до 15 г/л (выход за пределы концентраций NH4F - от 5 до 15 г/л, дает отрицательный результат), и HF - от 3 до 5 г/л (выход за пределы концентраций HF от 3 до 5 г/л, дает отрицательный результат),
9) от 8 до 14% водном растворе NaNO3 (выход за пределы концентраций NaNO3 от 8 до 14%, дает отрицательный результат).
По сравнению с используемым механическим способом обработки (патент РФ №2560814) при обработке по предлагаемому способу происходит скругление кромок торсиона, повышается производительность процесса обработки в среднем, в 2,5-3 раза, а средние значения шероховатости поверхности от Ra 0,65..0,45 мкм, для предлагаемого способа улучшается до Ra 0,03..0,02 мкм, ресурс возрастает от 1,3 до 1,6 раз.
Таким образом, использование приведенных в формуле предлагаемого изобретения существенных признаков обеспечивает достижение поставленного в изобретении технического результата - повышения качества полирования и закругления кромок пластинчатого торсиона, а также повышения эксплуатационных характеристик торсионов при снижении трудоемкости процесса их обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2020 |
|
RU2731705C1 |
| Способ электрополирования детали | 2020 |
|
RU2724734C1 |
| СПОСОБ ИОННОГО ПОЛИРОВАНИЯ ДЕТАЛИ | 2020 |
|
RU2734206C1 |
| Способ сухого электрополирования лопатки турбомашины | 2021 |
|
RU2769105C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МОНОКОЛЕСА С ЛОПАТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2719217C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2715395C1 |
| Способ электрополирования металлической детали и установка для его реализации | 2022 |
|
RU2786767C1 |
| Установка для электрополирования лопатки турбомашины | 2021 |
|
RU2755908C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТКИ ГТД ИЗ ЛЕГИРОВАННОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2715396C1 |
| Способ сухого электрополирования лопатки турбомашины | 2021 |
|
RU2752835C1 |
Изобретение относится к технологии электрополирования и электрообработки деталей из легированных сталей на основе ионного переноса и может быть использовано для скругления кромок пластинчатых деталей, например торсионов несущих винтов вертолетов. Способ включает сборку торсионов в пакет с совмещением их контуров и обработку кромок в пакете. При этом сборку торсионов в пакет производят через плоские прокладки, повторяющие контур торсиона с отступлением от кромок на величину, обеспечивающую свободный доступ к обработке кромок торсионов, с наложением экранов, повторяющих конфигурацию и расположение прокладок на внешние поверхности крайних торсионов пакета. Пакет торсионов погружают в среду гранул, выполненных из анионитов, пропитанных раствором электролита, обеспечивающего электропроводность гранул и ионный унос металла. Гранулы приводят в вибрационное движение, обеспечивающее равномерное омывание кромок торсиона. Подают на торсион и гранулы электрический потенциал, обеспечивающий скругление кромок и получение заданной шероховатости поверхности. Устройство состоит из держателя пакета и средства для обработки кромок торсионов в среде гранул. Технический результат: повышение качества полирования и закругления кромок пластинчатого торсиона, а также повышение эксплуатационных характеристик торсионов при снижении трудоемкости процесса обработки. 2 н. и 8 з.п. ф-лы, 3 ил.
1. Способ обработки кромок пластинчатого торсиона несущего винта вертолета, включающий сборку торсионов в пакет с совмещением их контуров и обработку кромок в пакете, отличающийся тем, что сборку торсионов в пакет производят через плоские прокладки, повторяющие контур торсиона с отступлением от кромок на величину, обеспечивающую свободный доступ к обработке кромок торсионов, с наложением экранов, повторяющих конфигурацию и расположение упомянутых прокладок на внешние поверхности крайних торсионов пакета, погружение пакета торсионов в среду гранул, выполненных из анионитов, пропитанных раствором электролита, обеспечивающего электропроводность упомянутых гранул и ионный унос металла с удалением микровыступов с его поверхности, осуществление контакта обрабатываемых кромок торсиона с упомянутыми гранулами, приведение упомянутых гранул в вибрационное движение, обеспечивающее равномерное омывание гранулами кромок торсиона, подачу на торсион и гранулы электрического потенциала, обеспечивающего ионный унос металла с обрабатываемой поверхности кромок, их полирование и скругление кромок в среде упомянутых гранул до получения заданной шероховатости поверхности и заданного радиуса скругления кромок торсионов, причем упомянутые гранулы приводят в возвратно-поступательное движение относительно обрабатываемых кромок торсиона.
2. Способ по п. 1, отличающийся тем, что в качестве прокладок используют металлические пластины, а в качестве экранов используют металлические пластины, покрытые со стороны контакта с торсионами слоем диэлектрического материала, причем величина упомянутого отступления от кромок берется равной от 0,5 до 4 мм.
3. Способ по п. 1, отличающийся тем, что в качестве прокладок и экранов используют пластины из диэлектрического материала, причем величина упомянутого отступления от кромок берется равной от 0,5 до 4 мм.
4. Способ по п. 1, отличающийся тем, что в качестве анионитов упомянутых гранул используют ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, причем размеры гранул выбирают из диапазона от 0,1 до 0,8 мм.
5. Способ по п. 1, отличающийся тем, что электрополирование гранулами проводят, подавая на торсион положительный, а на гранулы отрицательный электрический потенциал от 25 до 35 В.
6. Способ по п. 1, отличающийся тем, что электрополирование гранулами проводят в импульсном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, периоде импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс.
7. Способ по любому из пп. 1-6, отличающийся тем, что используют торсион, выполненный из легированной стали, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов, включающих: NH4F, концентрацией от 6 до 24 г/л, или NaF, концентрацией от 4 до 18 г/л, или KF, концентрацией от 35 до 55 г/л, или смеси NH4F и KF при содержании NH4F от 5 до 15 г/л и KF от 30 до 50 г/л, или смеси NaF и KF при содержании NaF от 3 до 14 г/л и KF от 35 до 60 г/л, или смеси NH4F и NaF при содержании NH4F от 4 до 12 г/л и KF от 35 до 55 г/л, или смеси NH4F, NaF и KF при содержании NH4F от 3 до 9 г/л, KF от 20 до 30 г/л и NaF от 10 до 25 г/л, или смеси NH4F и HF при содержании NH4F от 5 до 15 г/л и HF от 3 до 5 г/л, или NaNO3 концентрацией от 8 до 14%, или используют электролит состава, мас.%: (NH4)2SO4 - 5, Трилон Б - 0,8; или электролит, содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
8. Способ по любому из пп. 1-6, отличающийся тем, что после скругления кромок торсионов пакет разбирают и каждый из торсионов полируют в среде упомянутых гранул до получения заданной шероховатости поверхности.
9. Устройство для обработки кромок пластинчатого торсиона несущего винта вертолета, состоящее из держателя пакета пластинчатых деталей и средства для обработки их кромок, отличающееся тем, что держатель пакета выполнен в виде двух плоских экранов с зажимным устройством, обеспечивающим зажим через упомянутые экраны торсионов, собранных через прокладки в пакет, причем экраны и прокладки повторяют контур торсиона с отступлением от кромок на величину, обеспечивающую свободный доступ к обработке кромок торсионов, а средство для обработки кромок торсионов выполнено в виде контейнера с электропроводящими гранулами, обеспечивающего полное погружение пакета торсионов в среду гранул, причем контейнер снабжен токоподводами к контейнеру и к электроизолированным от контейнера электродам, вибратором, обеспечивающим вибрационное движение упомянутым гранулам частотой от 50-400 Гц, и устройством, обеспечивающим возвратно-поступательное перемещение и поворот пакета торсионов.
10. Устройство по п. 9, отличающееся тем, что в качестве прокладок используют металлические пластины толщиной от 0,3 до 2 мм, а в качестве экранов используют металлические пластины толщиной от 6 до 10 мм, покрытые со стороны контакта с торсионами слоем диэлектрического материала толщиной от 1 до 4 мм, снабженные ребрами жесткости и местами контакта для зажимного устройства, причем величина упомянутого отступления экранов и прокладок от кромок берется равной от 0,5 до 4 мм.
| СПОСОБ ПОДГОТОВКИ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК РЕЗАНИЕМ ДЛЯ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2013 |
|
RU2560814C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ПЛАСТИНЧАТОГО ТОРСИНА НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА | 2014 |
|
RU2556251C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ДЕТАЛИ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2566139C2 |
| US 20180200863 A, 19.07.2018. | |||

