ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к способу изготовления впитывающего изделия, и, более конкретно, оно относится к способу изготовления впитывающего изделия, включающему этап формирования цветного рисунка посредством использования микрокапсул с красящим веществом и проявителя в материале-основе впитывающего изделия.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002]
Для улучшения визуального эффекта от соединенных рисунков для декорирования, а также для контроля процесса и качества на этапах изготовления впитывающих изделий, таких как подгузники, было предложено нанесение термохромных красителей или микрокапсул, чувствительных к давлению, и создания окрашивания в зонах соединения между элементами впитывающего изделия посредством тепла или давления, подводимых во время процесса соединения (патентный литературный источник 1: патентная публикация Японии № 4787991).
ПЕРЕЧЕНЬ ССЫЛОК
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0003]
[Патентный литературный источник 1] Патентная публикация Японии № 4787991
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0004]
В способе по патентному литературному источнику 1 соединяемая структура обладает способностью к окрашиванию, которая проявляется под действием тепла и/или давления, подводимых во время соединения, при этом соединение выполняют посредством тиснения, лазерной сварки, термоскрепления, адгезивного соединения или тому подобного. Однако в способе по патентному литературному источнику 1 окрашивающие компоненты, которые постепенно прилипали к рельефным валикам, переносятся на материал-основу во время непрерывной операции, что приводит к проблеме, поскольку возникают затруднения с обеспечением стабильного качества цветного рисунка. Кроме того, нанесение микрокапсулированного красящего вещества и проявителя происходит перед этапом соединения, и химические средства для красящего вещества и проявителя, как правило, используются в виде водных дисперсий. По соображениям, связанным с диспергируемостью и способностью к нанесению, предпочтительно, чтобы концентрация твердых частиц в водной дисперсии не была слишком высокой, но в способе по патентному литературному источнику 1 нанесение необходимого количества химических средств, используемых для окрашивания, на впитывающее тело или тому подобное и добавление большого количества воды к материалу-основе приводят к проблемам с изделием, таким как тенденция к формированию твердого впитывающего тела при приложении давления посредством рельефного валика, или проблемам, которые возникают во время непрерывного производства, таким как склонность материала-основы к прилипанию к рельефному валику и наматыванию вокруг него.
[0005]
Следовательно, задача настоящего изобретения состоит в разработке способа изготовления впитывающего изделия, при котором заданный цветной рисунок может быть сформирован на впитывающем изделии, и может обеспечиваться стабильное управление его качеством.
РЕШЕНИЕ ПРОБЛЕМЫ
[0006]
Для решения задачи, приведенной выше, в настоящем изобретении согласно аспекту 1 предложен
способ изготовления впитывающего изделия, имеющего материал-основу, при этом способ включает:
первый этап выполнения материала-основы, имеющего микрокапсулы, удерживающие красящее вещество;
второй этап разрушения микрокапсул с заданным рисунком в материале-основе для выделения красящего вещества в материал-основу с заданным рисунком, и
третий этап нанесения проявителя на материал-основу, в котором красящее вещество было выделено с заданным рисунком, так что красящее вещество и проявитель вступают в реакцию для осуществления окрашивания (для проявления цвета) на, по меньшей мере, части заданного рисунка.
[0007]
Поскольку согласно аспекту 1 первый и второй этапы, на которых микрокапсулы, удерживающие красящее вещество (также называемые ниже «микрокапсулами с красящим веществом»), в материале-основе разрушаются для выделения красящего вещества с заданным рисунком, и третий этап, на котором выделенное красящее вещество и проявитель вступают в реакцию для осуществления окрашивания (или проявления цвета), представляют собой разные этапы, на третьем этапе проявитель может быть нанесен только на часть рисунка с красящим веществом, которое было выделено на первом и втором этапах, вместо нанесения на всей его протяженности для осуществления окрашивания (или проявления цвета). Кроме того, если используемое красящее вещество представляет собой красящее вещество, которое является бесцветным перед реакцией с проявителем, то производственное оборудование и инструменты не будут подвергаться загрязнению красителем, и поэтому один и тот же валик для окрашивания может быть использован как для цветного тиснения, так и для бесцветного тиснения.
[0008]
Кроме того, поскольку согласно аспекту 1 только микрокапсулы с красящим веществом наносятся на первом этапе без нанесения проявителя, можно уменьшить количество воды в растворе для нанесения, используемом на первом этапе, по сравнению с решением по патентному литературному источнику 1, в котором микрокапсулы с красящим веществом и проявитель наносят одновременно на первом этапе. Несмотря на то, что количество воды может быть уменьшено при увеличении концентрации микрокапсул с красящим веществом или проявителя в растворе для нанесения, это не всегда является желательной ситуацией для нанесения, и также существует ограничение для данной стратегии. Когда материал-основа представляет собой впитывающее тело или тому подобное и материал-основа содержит большое количество воды, существует риск возникновения проблем во время процесса подвергания воздействию давления, вибраций или тепла посредством использования рельефного валика или аналогичного средства на втором этапе, при этом такие проблемы включают затвердевание материала-основы или наматывание вокруг рельефного валика, но согласно изобретению данный риск может быть уменьшен.
[0009]
Настоящее изобретение также включает следующие аспекты.
(Аспект 2)
Способ согласно аспекту 1, в котором на втором этапе микрокапсулы разрушают посредством подвергания воздействию, по меньшей мере, одного выбранного из давления, тепла и вибраций.
В соответствии с аспектом 2 средство разрушения микрокапсул с красящим веществом может быть выбрано из давления, тепла и вибраций, и поэтому в производственном процессе возможна бóльшая свобода выбора.
[0010]
(Аспект 3)
Способ согласно аспекту 1 или 2, в котором на втором этапе микрокапсулы разрушают с заданным рисунком посредством тиснения и на третьем этапе окрашивание осуществляют (цвет проявляют) на, по меньшей мере, части заданного рисунка.
[0011]
Поскольку в соответствии с аспектом 3 тиснение, как правило, выполняют для впитывающих изделий, и они включают в себя рисунки, которые определяют качество впитывающих изделий, в случае, если возможно проявление света в тисненом рисунке, контроль качества во время производственного процесса может выполняться стабильным образом при изготовлении, при этом также обеспечивается возможность легкого определения качества впитывающего изделия, в результате чего также усиливается ощущение высокого качества изделия.
[0012]
(Аспект 4)
Способ согласно любому из аспектов 1-3, в котором материал-основа содержит впитывающее тело.
[0013]
В соответствии с аспектом 4 окрашивание выполняют с заданным рисунком во впитывающем теле, которое представляет собой основной элемент впитывающего изделия, в результате чего обеспечивается возможность выполнения контроля качества стабильным образом во время процесса изготовления, при этом также обеспечивается возможность легкого определения качества впитывающего тела как основного элемента впитывающего изделия, в результате чего также усиливается ощущение высокого качества изделия.
[0014]
(Аспект 5)
Способ согласно аспекту 4, в котором впитывающее тело содержит впитывающую сердцевину между верхним оберточным листом и нижним оберточным листом, и на первом этапе микрокапсулы подают на верхний оберточный лист и/или нижний оберточный лист, при этом на третьем этапе окрашивание осуществляют на верхнем оберточном листе и/или нижнем оберточном листе.
[0015]
В соответствии с аспектом 5 цветной рисунок имеется на поверхности впитывающего тела, что делает его легко видимым, и, поскольку цветной рисунок имеется на впитывающем теле, улучшается ощущение во время использования впитывающего изделия и усиливается ощущение его высокого качества.
[0016]
(Аспект 6)
Способ согласно аспекту 5, в котором на первом этапе микрокапсулы подают на верхний оберточный лист, на втором этапе во впитывающем теле образуют канавки, получаемые сдавливанием и проходящие в направлении глубины от верхнего оберточного листа к впитывающей сердцевине и нижнему оберточному листу, и на третьем этапе окрашивание осуществляют в виде рисунка из канавок, образованных сдавливанием, в верхнем оберточном листе.
[0017]
В соответствии с аспектом 6 рисунок из канавок, образованных сдавливанием и проходящих в направлении глубины от верхнего оберточного листа к впитывающей сердцевине и нижнему оберточному листу впитывающего тела, состоит из мест с базовыми точками изгиба впитывающего тела, и поэтому рисунок из канавок, образованных сдавливанием, представляет собой цветной рисунок, и улучшается ощущение во время использования и усиливается ощущение высокого качества изделия.
[0018]
(Аспект 7)
Способ согласно любому из аспектов 4-6, в котором впитывающее изделие имеет многослойную структуру, дополнительно содержащую лист, расположенный со стороны, обращенной к коже, который расположен со стороны впитывающего тела, обращенной к коже, и/или лист, расположенный со стороны, не обращенной к коже, который расположен со стороны, не обращенной к коже, на первом этапе микрокапсулы подают на впитывающее тело, на лист, расположенный со стороны, обращенной к коже, и/или на лист, расположенный со стороны, не обращенной к коже, и на третьем этапе окрашивание осуществляют во впитывающем теле, листе, расположенном со стороны, обращенной к коже, и/или листе, расположенном со стороны, не обращенной к коже.
[0019]
В соответствии с аспектом 7 цветной рисунок имеется и, следовательно, является видимым на поверхности впитывающего тела или листа, расположенного со стороны, обращенной к коже, или листа, расположенного со стороны, не обращенной к коже, над или под ним, и поскольку цветной рисунок имеется на впитывающем теле или на листе, расположенном со стороны, обращенной к коже, или листе, расположенном со стороны, не обращенной к коже, над или под ним, улучшается ощущение во время использования и усиливается ощущение высокого качества впитывающего изделия.
[0020]
(Третий вариант осуществления)
Способ согласно любому из аспектов 1-7, в котором впитывающее изделие представляет собой одноразовый подгузник, и множество микроперфораций образованы на наружной части одноразового подгузника, размещаемой вокруг талии, при этом рисунок из микроперфораций окрашивают на третьем этапе.
[0021]
В соответствии с аспектом 8 рисунок из множества микроперфораций, выполненных на наружной части одноразового подгузника, размещаемой вокруг талии, является цветным, и, следовательно, при окрашивании, в частности, в синий цвет создается ощущение воздухопроницаемости, и улучшается ощущение во время использования и усиливается ощущение высокого качества изделия.
[0022]
(Аспект 9)
Способ согласно любому из аспектов 1-8, в котором поверхность материала-основы, имеющая микрокапсулы, представляет собой поверхность с той же стороны, что и сторона материала-основы, на которую наносят проявитель. Между тем, в соответствии с аспектами 5 и 6 микрокапсулы с красящим веществом наносят на обращенную к коже сторону верхнего оберточного листа и/или на не обращенную к коже сторону нижнего оберточного листа. Также в соответствии с аспектом 7 цветной рисунок может быть образован на верхнем оберточном листе и/или нижнем оберточном листе впитывающего тела, и микрокапсулы с красящим веществом могут быть нанесены на обращенную к коже сторону верхнего оберточного листа и/или на не обращенную к коже сторону нижнего оберточного листа.
[0023]
В соответствии с аспектом 9 микрокапсулы с красящим веществом и проявитель наносят на одну и ту же поверхность материала-основы, и поэтому можно облегчить изготовление при обеспечении также отличных характеристик окрашивания.
[0024]
(Аспект 10)
Способ согласно любому из аспектов 1-8, в котором поверхность материала-основы, имеющая микрокапсулы, представляет собой поверхность со стороны, противоположной по отношению к той стороне материала-основы, на которую наносят проявитель. Между тем, в соответствии с аспектами 5 и 6 микрокапсулы с красящим веществом наносят на не обращенную к коже сторону верхнего оберточного листа и/или обращенную к коже сторону нижнего оберточного листа. Также в соответствии с аспектом 7 цветной рисунок может быть образован на верхнем оберточном листе впитывающего тела, и микрокапсулы с красящим веществом могут быть нанесены на не обращенную к коже сторону верхнего оберточного листа и/или обращенную к коже сторону нижнего оберточного листа.
[0025]
В соответствии с аспектом 10 микрокапсулы с красящим веществом наносят на поверхность стороны, противоположной по отношению к той стороне материала-основы, на которую наносят проявитель, и, следовательно, при использовании, например, валика на этапе разрушения микрокапсул с красящим веществом уменьшается риск непреднамеренного разрушения микрокапсул с красящим веществом.
[0026]
(Аспект 11)
Способ согласно любому из аспектов 1-10, который дополнительно включает этап соединения посредством термоплавкого адгезива, на котором материал-основу присоединяют посредством термоплавкого адгезива к другому конструктивному элементу, и первый этап выполняют после этапа соединения посредством термоплавкого адгезива.
[0027]
В соответствии с аспектом 11 микрокапсулы наносят и подают на материал-основу после этапа соединения посредством термоплавкого адгезива, так что отсутствует риск разрушения микрокапсул с красящим веществом на этапе соединения посредством термоплавкого адгезива.
[0028]
(Аспект 12)
Способ согласно любому из аспектов 1-11, который дополнительно включает этап соединения посредством термоплавкого адгезива, на котором материал-основу присоединяют посредством термоплавкого адгезива к другому конструктивному элементу, при этом этап соединения посредством термоплавкого адгезива происходит после первого этапа, но без разрушения микрокапсул на этапе соединения посредством термоплавкого адгезива.
[0029]
В соответствии с аспектом 12 предложен способ, который обеспечивает возможность окрашивания с заданным рисунком, например, при тиснении, и при этом на него не влияет нагрев на этапе соединения посредством термоплавкого адгезива.
ПРЕДПОЧТИТЕЛЬНЫЕ ЭФФЕКТЫ ОТ ИЗОБРЕТЕНИЯ
[0030]
Согласно изобретению, предложен способ изготовления впитывающего изделия, в котором заданный цветной рисунок может быть образован во впитывающем изделии, и может обеспечиваться стабильное управление его качеством.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0031]
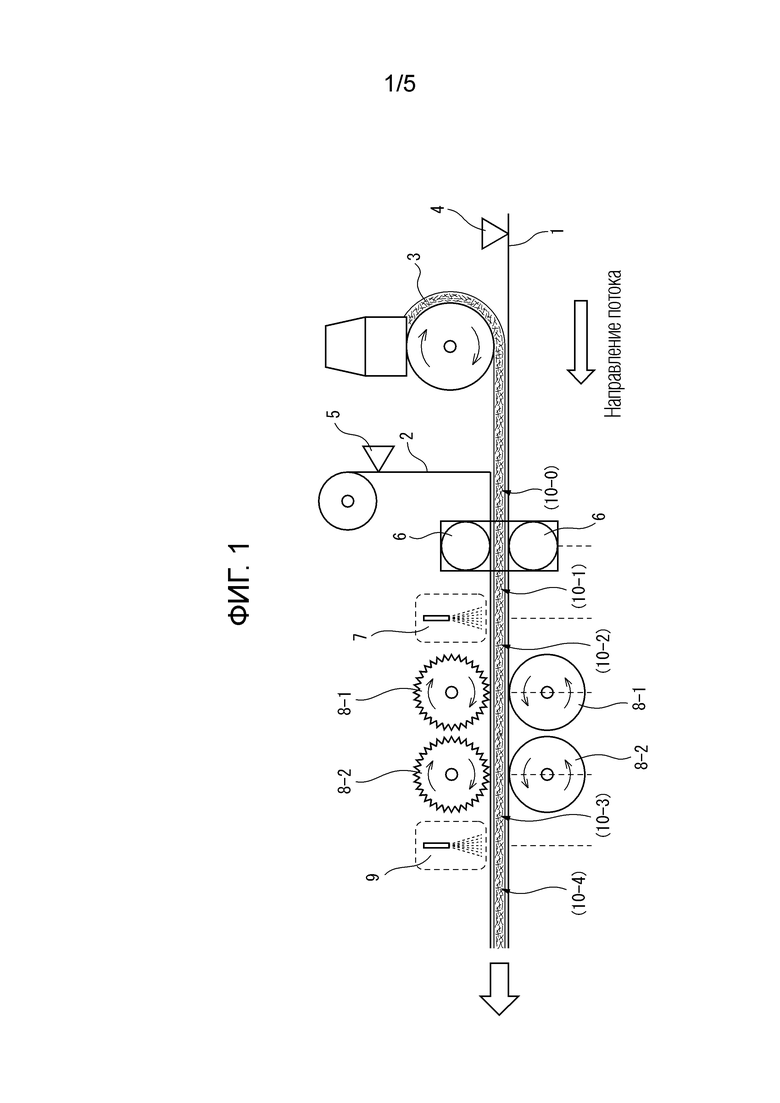
Фиг.1 представляет собой схематическое изображение, показывающее пример процесса изготовления впитывающего тела по изобретению.
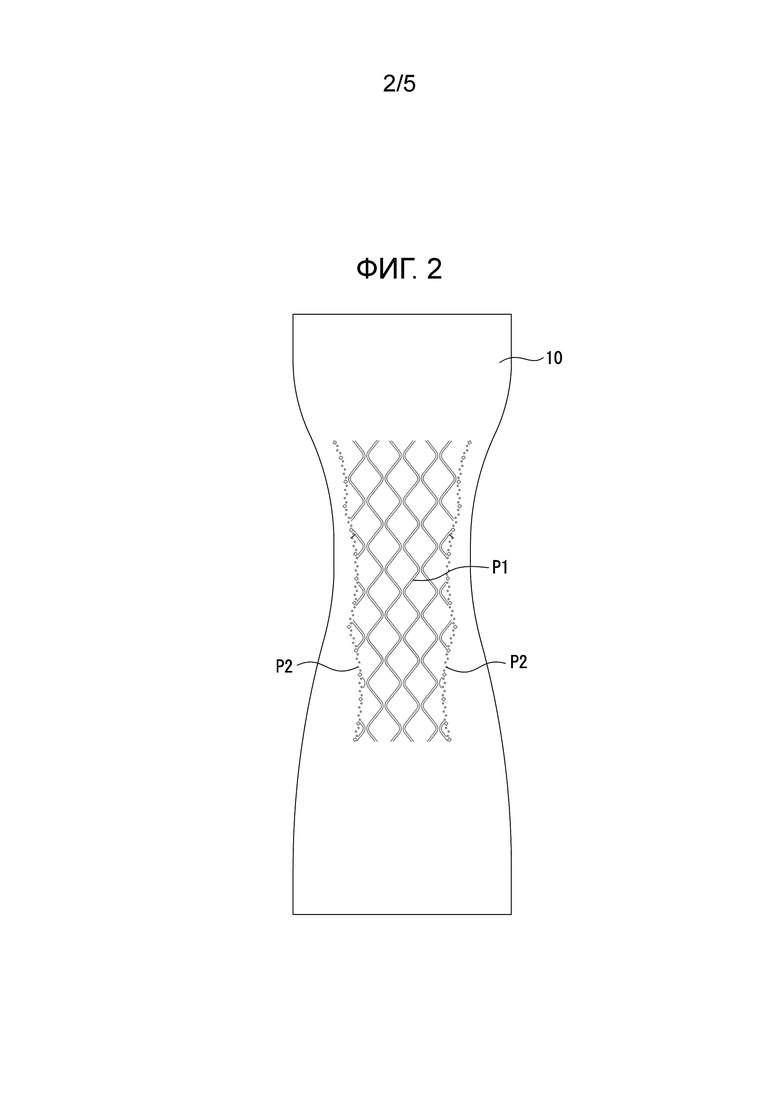
Фиг.2 представляет собой схематическое изображение, показывающее пример цветного рисунка во впитывающем теле, изготовленном посредством процесса изготовления по фиг.1.
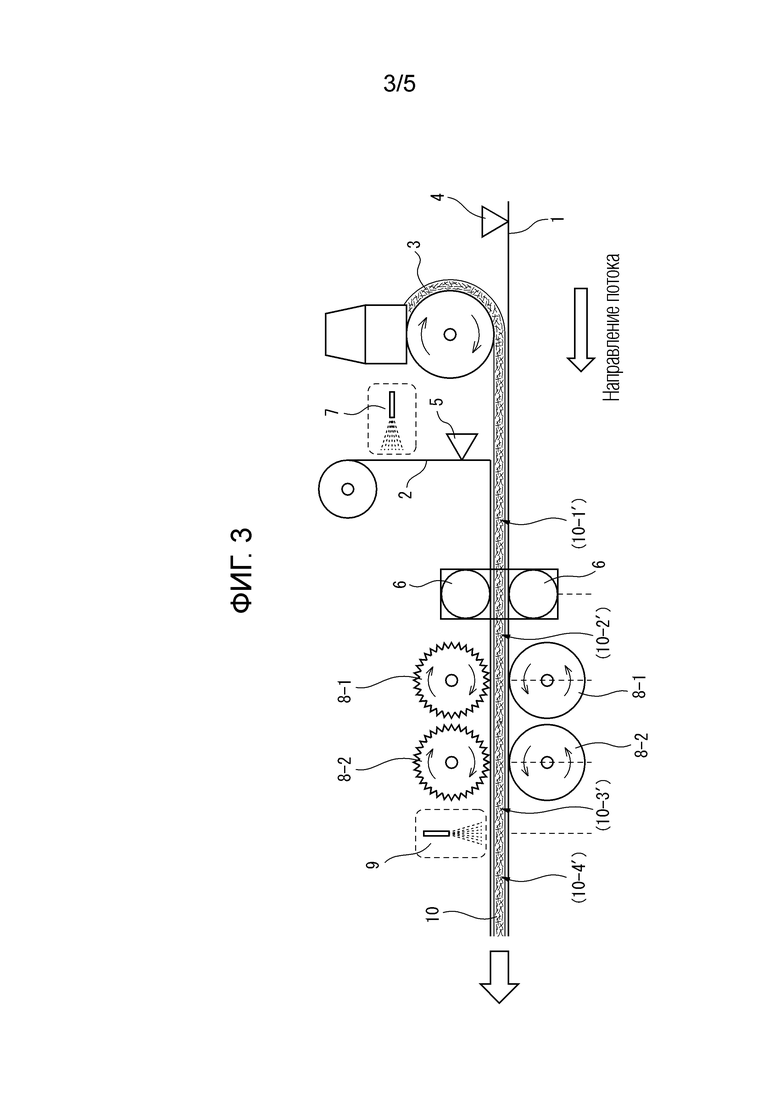
Фиг.3 представляет собой схематическое изображение, показывающее другой пример процесса изготовления впитывающего тела по изобретению.
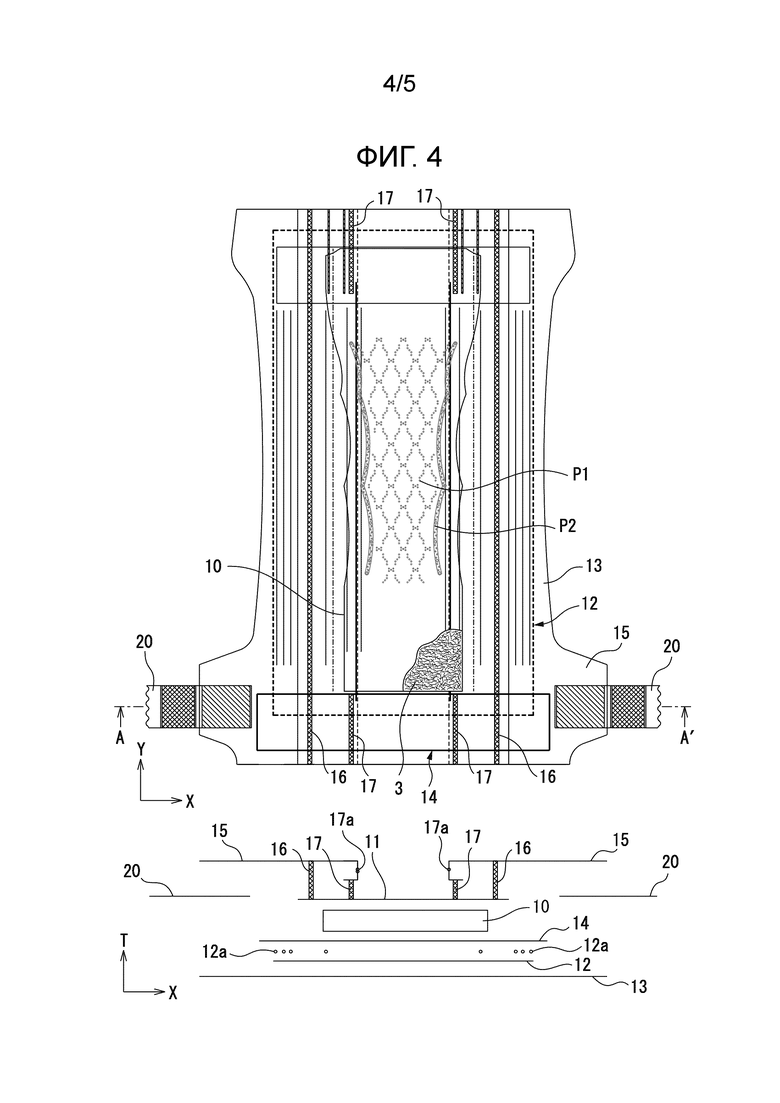
Фиг.4 представляет собой вид в плане в расправленном состоянии примера одноразового подгузника, скрепляемого лентами, и схематическое сечение, выполненное по линии А-А', показанной на виде в плане в расправленном состоянии.
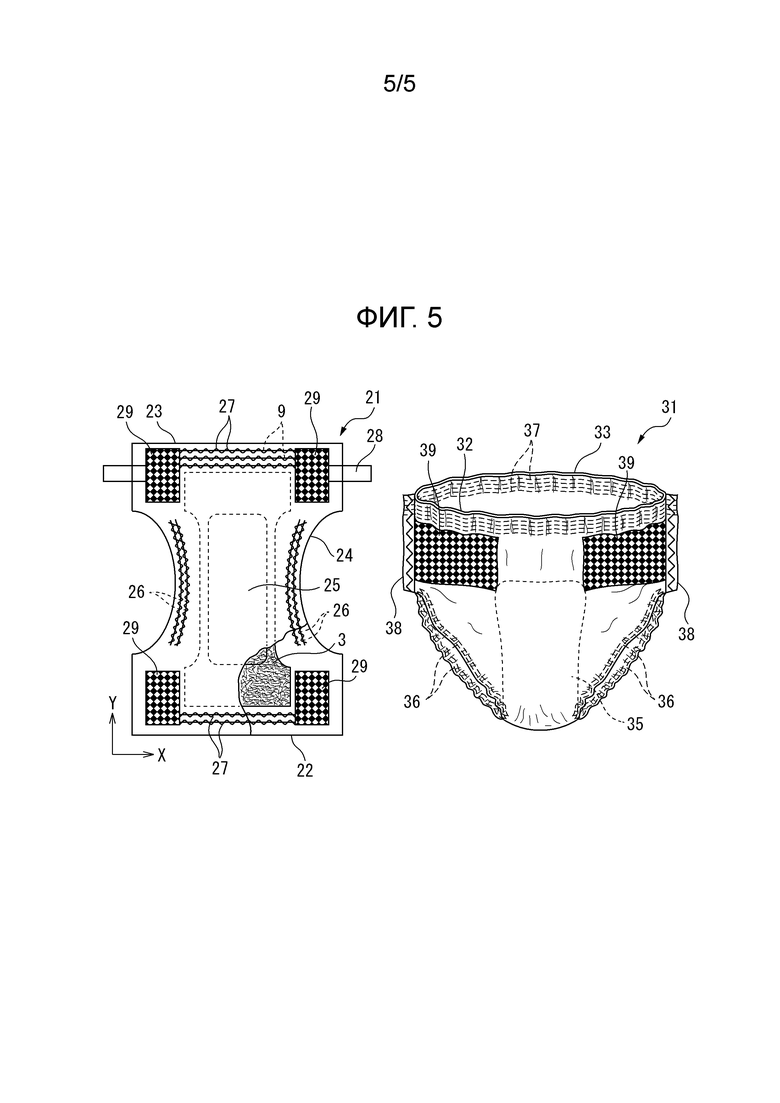
Фиг.5 представляет собой схематическое изображение, иллюстрирующее пример по изобретению, применяемый для аэрирующего отверстия наружной части, размещаемой вокруг талии.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0032]
Настоящее изобретение представляет собой способ изготовления впитывающего изделия, имеющего материал-основу, при этом способ включает первый этап выполнения материала-основы, имеющего микрокапсулы, удерживающие красящее вещество, второй этап разрушения микрокапсул с заданным рисунком в материале-основе для выделения красящего вещества в материал-основу с заданным рисунком и третий этап нанесения проявителя на материал-основу, в котором красящее вещество было выделено с заданным рисунком, так что красящее вещество и проявитель вступают в реакцию для осуществления окрашивания (или проявления цвета) на, по меньшей мере, части заданного рисунка.
[0033]
(Впитывающее изделие)
Настоящее изобретение относится к способу изготовления впитывающего изделия. «Впитывающее изделие» согласно изобретению, представляет собой изделие, такое как одноразовый подгузник типа трусов или скрепляемый лентами, гигиеническая прокладка, урологическая прокладка или тому подобное, которое размещают в контакте с кожей носителя и используют для впитывания и удерживания экссудатов организма, таких как моча, фекалии и менструальные выделения.
[0034]
Впитывающее изделие имеет впитывающее тело для впитывания. Впитывающее тело, как правило, содержит натуральные или синтетические впитывающие волокна, такие как целлюлозные или вискозные, или полимер со сверхвысокой впитывающей способностью в качестве впитывающей сердцевины, и оно также может содержать другие материалы, такие как разрыхленный жгут (длинные волокна). Впитывающая сердцевина может быть обернута оберткой для сердцевины, такой как тонкая бумага.
[0035]
Впитывающее тело впитывающего изделия, как правило, расположено между проницаемым для жидкостей листом (верхним листом), расположенным со стороны, обращенной к коже, и не проницаемым для жидкостей, наружным листом (задним листом).
[0036]
Впитывающее изделие, имеющее впитывающее тело, которое расположено между проницаемым для жидкостей листом, расположенным со стороны, обращенной к коже, и не проницаемым для жидкостей, наружным листом, имеет форму, пригодную для одноразового подгузника, гигиенической прокладки, урологической прокладки или тому подобного, а также имеет различные дополнительные элементы, которые все соединены с заданной конфигурацией и хорошо известны в деталях, и способ по изобретению применим для всех подобных впитывающих изделий.
[0037]
(Материал-основа)
Согласно изобретению, материал-основа впитывающего изделия может представлять собой любой материал, который может быть окрашен посредством красящего вещества и проявителя, и он содержит нетканые материалы, тканые материалы и трикотажные материалы из натуральных и синтетических волокон и вспененные листы, образованные из целлюлозы, хлопка, гидратцеллюлозы, вискозы, сложного полиэфира и тому подобного. Гидрофильные материалы предпочтительны по соображениям, связанным со способностью фиксации краски. Используемая полимерная пленка может представлять собой любую пленку, которая обладает способностью к фиксации красящих веществ, но многочисленные типы с низкой способностью к фиксации красящих веществ, как правило, непригодны. Данные материалы могут быть использованы сами по себе или в виде композиционных листов (ламинатов).
[0038]
Форма материала-основы предпочтительно представляет собой форму листа, такого как лист, расположенный со стороны, обращенной к коже, или лист, расположенный со стороны, не обращенной к коже, который может представлять собой тонкую бумагу, нетканый материал или тому подобный материал, предназначенный для использования в качестве обертки для сердцевины (и который также может быть многослойным). Он также может представлять собой впитывающее тело, имеющее впитывающую сердцевину, покрытую оберткой для сердцевины, такой как тонкая бумага или нетканый материал, или композиционный элемент, включающий в себя впитывающее тело и проницаемый для жидкостей лист, расположенный со стороны, обращенной к коже, и не проницаемый для жидкостей, наружный лист. Конструктивные элементы, образующие такие композиционные элементы, могут быть использованы сами по себе/по отдельности или в комбинациях.
[0039]
Типовые примеры материалов-основ для впитывающего изделия по изобретению включают впитывающее тело, которое описано ниже со ссылкой на приложенные чертежи, и в особенности его верхний оберточный лист, а также комплекты, содержащие комбинации впитывающего тела с листом, расположенным со стороны, обращенной к коже, и наружным листом или в полном объеме, или в виде их конструктивных элементов, или комбинации, включающие листы, расположенные со стороны, обращенной к коже, и наружные листы.
[0040]
(Микрокапсулы)
Согласно изобретению, используются микрокапсулы, удерживающие красящее вещество (микрокапсулы с красящим веществом).
[0041]
Для изобретения микрокапсулы с красящим веществом представляют собой микрокапсулы с размерами, составляющими приблизительно 1-200 мкм и, предпочтительно, приблизительно 3-20 мкм, содержащие жидкое или твердое вещество сердцевины (содержащее красящее вещество), покрытое веществом в виде пленки. Способ изготовления микрокапсул может представлять собой любой общеизвестный способ, такой как коацервация, полимеризация на границе фаз, или способ, реализуемый на месте, при этом способы не ограничены данными способами. Поскольку микрокапсулы, содержащие красящее вещество и проявитель, и способы их изготовления известны (например, нерассмотренная патентная публикация Японии № 2007-132756 и нерассмотренная патентная публикация Японии № 2010-173087), микрокапсулы, удерживающие красящее вещество, подлежащее использованию для изобретения, могут быть изготовлены при исключении проявителя при изготовлении таких микрокапсул.
[0042]
Примеры пленочных материалов для капсул включают общеизвестные вещества, такие как уретановые смолы, меламиновые смолы, полимочевину, желатин и желатиновую аравийскую камедь, при этом отсутствует особое ограничение данными материалами, несмотря на то, что, предпочтительно, используются уретановые смолы и меламиновые смолы.
[0043]
Микрокапсулы с красящим веществом, подлежащие использованию для изобретения, могут представлять собой микрокапсулы одного типа или двух или более типов.
[0044]
Концентрация красящего вещества в микрокапсулах по изобретению предпочтительно составляет приблизительно 1-30% масс. и более, предпочтительно, приблизительно 5-15% масс., при этом диапазон значений не ограничен данным диапазоном.
[0045]
Микрокапсулы с красящим веществом могут быть использованы в виде дисперсии в дисперсионной среде, такой как вода, при концентрации твердого вещества, составляющей приблизительно 1-60% масс., предпочтительно приблизительно 5-50% масс. и более, предпочтительно, приблизительно 10-30% масс., но данные значения не являются ограничивающими.
[0046]
При подвергании микрокапсул с красящим веществом по изобретению воздействию давления, тепла и вибраций (включая ультразвуковые волны) они разрушаются и выделяют красящее вещество. Этапы подвергания материалов-основ воздействию давления, тепла и вибраций (включая ультразвуковые волны) в способах изготовления впитывающих изделий известны. В частности, тиснение и ультразвуковую обработку выполняют для подвергания воздействию давления, вибраций и/или тепла, в то время как лазерную обработку и горячее тиснение выполняют для нагрева. Согласно изобретению, данные этапы могут представлять собой этапы для подвергания воздействию давления, тепла, вибраций и ультразвуковых волн, которые общеизвестны для способов изготовления впитывающих изделий, или для подвергания воздействию одного или более средств из давления, тепла, вибраций и ультразвуковых волн, которые не известны для способов изготовления впитывающих изделий, но выполняются, в частности, для формирования рисунков. Поскольку микрокапсулы, которые разрушаются под действием давления, вибраций или ультразвуковых волн, не требуют нагрева как существенного условия, они обеспечивают возможность окрашивания с рисунком, на который не влияет тепло на этапе соединения посредством термоплавкого адгезива в процессе изготовления впитывающего изделия, и поэтому они являются предпочтительным решением и при этом не ограничивают изобретение.
[0047]
Условия, при которых микрокапсулы с красящим веществом разрушаются, могут быть определены соответствующим образом в соответствии с типом материала-основы впитывающего изделия и рисунком, который должен быть образован. Например, когда микрокапсулы с красящим веществом разрушаются посредством тиснения впитывающего тела, вызывая окрашивание тисненого рисунка, они, предпочтительно, разрушаются при давлении, составляющем 2,5-300 МПа или 10-180 МПа и в особенности 50-150 МПа, которое используется при тиснении впитывающих тел, хотя оно не является ограничивающим.
[0048]
Если микрокапсулы с красящим веществом могут быть разрушены только под давлением при тиснении, то даже в том случае, если предусмотрен другой этап нагрева, например, такой как соединение посредством термоплавкого адгезива, этап нагрева не будет влиять на них, и цветной рисунок может быть сформирован только под действием давления и вибраций при тиснении. Для этого используются микрокапсулы с красящим веществом, которые не разрушаются при температуре нагрева при соединении посредством термоплавкого адгезива, но разрушаются при заданном давлении при тиснении. Пример температуры нагрева, используемой для соединения посредством термоплавкого адгезива, - это температура в интервале 50-130°С или в интервале 60-120°С и, в частности, в интервале 70-100°С (температура нагрева представляет собой температуру, когда термоплавкий адгезив доходит до материала-основы, а не температуру термоплавкого адгезива перед нанесением или внутри сопла). Пример давления, подлежащего использованию при соединении посредством термоплавкого адгезива, - это давление в диапазоне 0,01-50 МПа и, в частности, в диапазоне 0,1-10 МПа. Следовательно, достаточно выбрать микрокапсулы с красящим веществом, которые не разрушаются при температуре и давлении, фактически используемых при соединении посредством термоплавкого адгезива, но разрушаются под действием заданного давления и вибраций при тиснении.
[0049]
Несмотря на то, что одно преимущество изобретения состоит в том, что рисунок, образуемый на втором этапе, может быть свободен от влияния других этапов нагрева, это не исключает нагрева во время подвергания воздействию давления или вибраций на втором этапе. Также могут быть использованы ультразвуковые колебания, и необходимо только, чтобы режимы были достаточными для разрушения микрокапсул с красящим веществом.
[0050]
Как правило, нагретый валик будет использован для нагрева для разрушения микрокапсул с красящим веществом, и может быть использована температура, составляющая, например, 80-250°С или 120-150°С, при этом диапазон значений температуры не ограничен данным диапазоном. Например, лазер на диоксиде углерода может быть использован в качестве лазера для разрушения микрокапсул с красящим веществом, но это не является ограничением.
[0051]
Режим давления, нагрева и вибраций, посредством которых микрокапсулы с красящим веществом по изобретению могут быть разрушены, можно регулировать посредством корректировки материала и размеров микрокапсул или регулирования толщины оболочек, и способы их изготовления известны специалистам в данной области техники.
[0052]
Например, если температура расплавления или температура пластификации смолы, образующей капсулы в микрокапсулах с красящим веществом, задана более высокой, чем температура нагрева на остальных этапах нагрева, то микрокапсулы с красящим веществом не будут выделять красящее вещество при данной температуре нагрева, и поэтому красящее вещество может быть выделено под действием давления и вибраций при избегании воздействия на него остальных этапов нагрева.
[0053]
(Красящее вещество)
Согласно изобретению, красящее вещество представляет собой вещество (средство), которое вступает в реакцию с проявителем для проявления цвета. Оно может представлять собой простое соединение или смесь соединений. Красящее вещество, подлежащее удерживанию в микрокапсулах, может иметь один цвет или множество цветов.
[0054]
Согласно изобретению, красящее вещество предпочтительно является бесцветным до вступления в реакцию с проявителем. Если красящее вещество является бесцветным, производственная установка не будет подвергаться загрязнению с окрашиванием даже в случае прилипания красящего вещества к ней, и поэтому можно будет предотвратить загрязнение изделия, возникающее в результате загрязнения производственной установки красящим веществом.
[0055]
Красящее вещество, используемое для изобретения, может представлять собой, например, известное электронодонорное красящее вещество, широко применяемое в бумаге, чувствительной к давлению, и тому подобном, и примеры включают синие красящие вещества, такие как кристаллический фиолетовый лактон и 3,6-бис-дифениламинофторан, черные красящие вещества, такие как 2-анилин-3-метил-6-N-метил-пентиламинофторан и 2-анилин-3-хлор-6-диметилфторан, красные красящие вещества, такие как 2-хлор-3-метил-6-диэтиламинофторан и 1,2-бензо-6-диэтиламинофторан, и зеленые красящие вещества, такие как 2-дибензиламино-6-диэтиламинофторан и 2-октиламино-6-диэтиламинофторан, но не ограничены вышеуказанными.
[0056]
(Проявитель)
Согласно изобретению, проявитель представляет собой вещество (средство), которое может вступать в реакцию с красящим веществом (красящим веществом, выделенным из микрокапсул) для проявления цвета. Он может представлять собой простое соединение или смесь соединений. Согласно изобретению, красящее вещество предпочтительно является бесцветным, но в случае, когда красящее вещество уже имеет цвет, проявитель представляет собой вещество (средство), которое может обеспечить проявление цвета, отличного от данного цвета.
[0057]
В частности, проявитель по изобретению может представлять собой, например, известный электроноакцепторный проявитель, который широко применяется для бумаги, чувствительной к давлению, и тому подобного, и примеры включают соединения на основе фенольных смол, хлориды металлов на основе салициловой кислоты, оксиды металлов на основе смолы с салициловой кислотой и соединения на основе твердых кислот, но не ограничены вышеуказанными.
[0058]
Проявитель может быть использован в виде дисперсии в дисперсионной среде, такой как вода, при концентрации твердого вещества, составляющей приблизительно 1-60% масс., предпочтительно приблизительно 5-50% масс. и более предпочтительно приблизительно 10-30% масс., но это не является ограничением.
[0059]
(Первый этап: Нанесение микрокапсул на материал-основу)
Для изобретения первый этап обычно выполняют перед вторым этапом. Первый этап может быть выполнен вне линии вместо выполнения его в непрерывном процессе вместе со вторым этапом (на линии).
[0060]
Тем не менее, первый этап и второй этап также могут выполняться одновременно. Например, раствор для нанесения микрокапсул может быть нанесен на поверхность прижимного валика, такого как валик для тиснения, (или при необходимости только на поверхность прижимной части), и при переносе микрокапсул с поверхности прижимного валика на материал-основу неровности на прижимном валике могут быть одновременно использованы для избирательного сдавливания материала-основы и разрушения микрокапсул с заданным рисунком.
[0061]
Если второму этапу, на котором микрокапсулы в материале-основе разрушают с заданным рисунком, предшествует отдельный этап, на котором микрокапсулы потенциально могут разрушаться, такой как этап прессования или этап соединения, то существует риск разрушения микрокапсул в зонах, отличных от заданного рисунка, и поэтому такие этапы предпочтительно выполняют перед первым этапом. Например, если процесс имеет этап прессования, на котором присоединяют обертку для сердцевины (ламинат) впитывающего тела, то первый этап нанесения микрокапсул предпочтительно выполняют после этапа прессования, несмотря на то, что порядок выполнения этапов не ограничен данным порядком.
[0062]
Кроме того, вместо нанесения микрокапсул и проявителя на одну и ту же поверхность материала-основы предпочтительно, чтобы микрокапсулы находились с задней стороны поверхности материала-основы, на которую наносят проявитель, для обеспечения возможности повышения стойкости микрокапсул к истиранию. Поскольку при изготовлении впитывающего изделия имеются этапы, предусматривающие контакт с многочисленными компонентами производственного оборудования, материал-основа потенциально может обеспечивать прямой контакт между производственным оборудованием и микрокапсулами, но если микрокапсулы имеются с задней стороны материала-основы, то не будет возникать прямой контакт между производственным оборудованием и микрокапсулами, и риск непреднамеренного разрушения микрокапсул будет уменьшен.
[0063]
Тем не менее, вследствие этапов соединения множества конструктивных элементов при выполнении первого этапа после таких этапов соединения трудно (хотя возможность этого не исключена) наносить микрокапсулы между соединенными конструктивными элементами, и поэтому микрокапсулы и проявитель обычно наносят на одну и ту же поверхность соединенных конструктивных элементов (переднюю сторону). Например, когда микрокапсулы должны быть нанесены на обертку для сердцевины впитывающего тела, для выполнения первого этапа нанесения микрокапсул после этапа прессования для присоединения обертки для сердцевины микрокапсулы и проявитель предпочтительно наносят на одну и ту же поверхность обертки для сердцевины, поскольку обертка для сердцевины уже присоединена.
[0064]
Способ нанесения микрокапсул на материал-основу может представлять собой бесконтактный способ, такой как распыление или струйное нанесение, или контактный способ с использованием устройства для нанесения покрытия или тому подобного, и могут быть использованы любые обычные способы печати, при этом способы не ограничены особым образом данными способами. Предпочтительно использовать бесконтактный способ, при котором отсутствует возможность разрушения микрокапсул за счет контакта.
[0065]
Помимо нанесения микрокапсулы также могут быть включены в материал-основу заранее (особенно в поверхностный слой) во время процесса изготовления материала-основы.
[0066]
Зона, в которой микрокапсулы наносят или подают на материал-основу, может представлять собой всю поверхность материала-основы или только зону, которая включает в себя рисунок, в котором в конце концов должен проявляться цвет посредством проявителя, или она даже может быть такой же, как рисунок, который должен быть окрашен. В качестве альтернативы нанесению на всю поверхность материала-основы в случае, если заданный рисунок имеет малую ширину, нанесение может быть выполнено только на части ширины материала-основы или нанесение может быть прерывистым.
[0067]
Тип красящего вещества не ограничен одним цветом, но может иметь множество цветов. Один или более проявителей могут быть нанесены одновременно или по отдельности на многоцветное красящее вещество, при этом обеспечивается или одновременное, или последовательное проявление множества цветов.
[0068]
Когда множество типов микрокапсул с красящим веществом должны быть нанесены на материал-основу, множество типов микрокапсул с красящим веществом могут быть одновременно или последовательно нанесены на первом этапе перед выполнением второго этапа и третьего этапа, или после нанесения микрокапсул с красящим веществом определенного типа на материал-основу на первом этапе и выполнения второго этапа и третьего этапа первый этап может быть выполнен снова для нанесения микрокапсул с красящим веществом другого типа на материал-основу, и затем повторяют второй этап и третий этап. В случае использования такого способа нанесения множества типов микрокапсул с красящим веществом тогда, когда материал-основа представляет собой ламинат или композиционный элемент, микрокапсулы с красящим веществом одинакового или разных типов могут быть нанесены на другой конструктивный элемент, который является таким же, как ламинат или композиционный элемент, или отличается от них и их цветов при изготовлении.
[0069]
Когда микрокапсулы наносят на материал-основу, они могут быть нанесены или на две поверхности материала-основы (на сторону верхней поверхности, на которую наносят проявитель, или на сторону нижней поверхности, являющуюся противоположной стороной), но часто трудно выполнить нанесение на сторону, противоположную по отношению к передней стороне, на которую наносят проявитель, в зависимости от производственного процесса.
[0070]
Когда микрокапсулы должны быть нанесены на материал-основу, поверхностная плотность микрокапсул предпочтительно находится в диапазоне 0,1-15 г/м2 или даже 0,5-5 г/м2 (при этом ʺgsmʺ означает г/м2), хотя это не является ограничением. При значениях, которые меньше 0,1 г/м2, может оказаться невозможным обеспечение надлежащего окрашивания, даже если концентрация красящего вещества в микрокапсулах была увеличена в допустимых пределах. При значениях, которые больше 15 г/м2, избыточная вода будет нанесена на впитывающее тело, что потенциально может привести к повышенной твердости впитывающего тела и уменьшенной впитывающей способности.
[0071]
Поскольку согласно изобретению, только капсулы с красящим веществом наносят на первом этапе без нанесения проявителя, можно уменьшить количество воды в растворе для нанесения, используемом на первом этапе, по сравнению с решением по патентному литературному источнику 1, в котором микрокапсулы с красящим веществом и проявитель наносят одновременно на первом этапе. Несмотря на то, что количество воды может быть уменьшено при увеличении концентрации микрокапсул с красящим веществом или проявителя в растворе для нанесения, это не всегда является желательной ситуацией при нанесении, и также имеются ограничения для данной стратегии. Когда материал-основа представляет собой впитывающее тело или тому подобное и материал-основа содержит большое количество воды, существует риск возникновения проблем во время процесса подвергания воздействию давления, вибраций или тепла при использовании рельефного валика или тому подобного на втором этапе, при этом подобные проблемы включают затвердевание материала-основы или наматывание вокруг рельефного валика, но согласно изобретению данный риск может быть уменьшен. Когда материал-основа представляет собой впитывающую сердцевину, содержащую целлюлозу и полимер со сверхвысокой впитывающей способностью, можно избежать нанесения воды на материал-основу перед тиснением, или в случае нанесения воды ее предпочтительно наносят при содержании воды, не превышающем 5% масс. или находящемся в диапазоне 1,5-4,5% масс. от массы впитывающей сердцевины, хотя это не является ограничением.
[0072]
(Второй этап: Разрушение микрокапсул)
Согласно изобретению, второй этап разрушения микрокапсул выполняют перед третьим этапом нанесения проявителя. При раздельном выполнении второго этапа и третьего этапа рисунок нанесения красящего вещества и окрашиваемый рисунок можно регулировать по отдельности, и при использовании бесцветного красящего вещества можно предотвратить загрязнение производственной установки, используемой для разрушения микрокапсул, с ее окрашиванием.
[0073]
Способ разрушения микрокапсул, нанесенных или поданных на материал-основу, для выделения красящего вещества с заданным рисунком в материале-основе должен представлять собой только способ, который обеспечивает возможность разрушения микрокапсул с заданным рисунком, и, например, могут быть использованы давление, тепло, вибрации, ультразвуковые волны или тому подобное. Давление, вибрации и ультразвуковые волны представляют собой предпочтительные средства, но нагрев может также сочетаться с ними. Ультразвуковые волны могут также включать вибрации.
[0074]
Например, если в способе используются микрокапсулы, чувствительные к давлению, и обеспечивается применение давления и/или вибраций, которые, по меньшей мере, достаточны для разрушения микрокапсул, чувствительных к давлению, то в способе не используется способность к окрашиванию посредством нагрева, описанная в патентном литературном источнике 1, и поэтому он является предпочтительным, поскольку он обеспечивает возможность окрашивания только с определенным рисунком посредством тиснения.
[0075]
В частности, когда микрокапсулы разрушаются посредством тиснения (посредством давления или вибраций при тиснении), которое обычно используется для впитывающих изделий, рисунок может быть окрашен посредством тиснения, что является предпочтительным с точки зрения управления процессом, а также с точки зрения пригодности изделия для использования, например, в отношении ощущаемого качества и кажущихся эстетических свойств при восприятии их пользователем впитывающего изделия. В частности, канавки, образованные сдавливанием и проходящие в направлении глубины от верхнего оберточного листа к впитывающей сердцевине и нижнему оберточному листу в виде рисунка из двойных линий, проходящего в продольном направлении вдоль определяемых в направлении короткой стороны, обоих краев впитывающего тела (которое может включать в себя лист, расположенный со стороны, обращенной к коже, и размещенный поверх впитывающего тела, а также лист, расположенный со стороны, не обращенной к коже), служат в качестве исходных линий сгиба (направляющих линий) для впитывающего тела, и поэтому окрашивание и хорошая видимость рисунка из канавок, образованных сдавливанием («шарниров»), эффективны для создания у пользователя положительного ощущения высокого качества.
[0076]
Кроме того, тисненый рисунок в виде решетки или точек иногда образуют в центральной части впитывающего тела для изменения плотности впитывающей сердцевины, и окрашивание и хорошая видимость такого тисненого рисунка эффективны для создания у пользователя положительного ощущения высокого качества.
[0077]
Когда микроперфорации выполняют в наружной части одноразового подгузника, размещаемой вокруг талии, для обеспечения и создания воздухопроницаемости, окрашивание рисунка из микроперфораций, например, в синий цвет может вызвать ощущение воздухопроницаемости. Микрокапсулы могут быть разрушены на этапе образования микроперфораций, что позволяет окрасить рисунок из микроперфораций (окружающие их стенки).
[0078]
При изготовлении впитывающего изделия, которое содержит множество конструктивных элементов, обычно используют этап соединения посредством термоплавкого адгезива, на котором выполняют соединение множества конструктивных элементов посредством термоплавкого адгезива. Если в подобных случаях будет желательно разрушение микрокапсул и образование цветного рисунка посредством давления, вибраций и/или ультразвуковых волн (в особенности на этапе тиснения) с конфигурацией, отличной от этапа соединения посредством термоплавкого адгезива, то в случае выполнения этапа соединения посредством термоплавкого адгезива, помимо этапа подвергания воздействию давления, вибраций и/или ультразвуковых волн (в особенности на этапе тиснения) в качестве второго этапа после этапа подачи микрокапсул на материал-основу, используемые микрокапсулы с красящим веществом предпочтительно представляют собой микрокапсулы, которые разрушаются посредством давления, вибраций и ультразвуковых волн на втором этапе, но не разрушаются при температуре нагрева (и давлении) на этапе соединения посредством термоплавкого адгезива, поскольку на них не будет влиять нагрев на этапе соединения посредством термоплавкого адгезива, и проявление цвета в рисунке будет возможным только во время этапа подвергания воздействию давления, вибраций и/или ультразвуковых волн на втором этапе (особенно на этапе тиснения).
[0079]
На этапе сдавливания, таком как тиснение, иногда также используют вибрации помимо давления, создавая возможность разрушения микрокапсул за счет данной энергии колебаний.
[0080]
(Третий этап: Нанесение проявителя, проявление цвета)
Согласно изобретению, третий этап нанесения проявителя выполняют после второго этапа разрушения микрокапсул.
[0081]
Если проявитель наносят после разрушения микрокапсул для выделения красящего вещества в материал-основу с заданным рисунком, проявитель вступает в реакцию с красящим веществом для проявления цвета красящего вещества, выделенного с заданным рисунком.
[0082]
Способ нанесения проявителя не ограничен особым образом при условии, что он обеспечивает возможность нанесения, и он может представлять собой бесконтактный способ, такой как распыление или струйное нанесение, или контактный способ с использованием устройства для нанесения покрытия или тому подобного, при этом также могут быть использованы любые обычные способы печати, и способы не ограничены особым образом такими способами. Предпочтительно использовать бесконтактный способ, при котором отсутствует возможность разрушения микрокапсул за счет контакта.
[0083]
Проявитель наносят так, чтобы перекрыть, по меньшей мере, часть заданного рисунка и предпочтительно весь заданный рисунок, с которым красящее вещество было выделено, при этом цвет проявляется в заданном рисунке в перекрывающихся зонах. То есть, нанесение проявителя может происходить на всей поверхности материала-основы, но, если заданный рисунок имеет малую ширину, нанесение может происходить на части ширины материала-основы или быть прерывистым.
[0084]
Нанесение проявителя предпочтительно выполняют на той же поверхности, что и поверхность передней стороны материала-основы, на которой было нанесено красящее вещество, но вместо этого он может быть нанесен на поверхность стороны, противоположной по отношению к передней стороне, на которую было нанесено красящее вещество.
[0085]
Поскольку этап нанесения проявителя выполняется после второго этапа, на котором обеспечивают подвергание воздействию давления и ультразвуковых волн, содержание воды во время нанесения проявителя оказывает незначительное влияние, даже если материал-основа представляет собой впитывающее тело, в отличие от содержания воды на первом этапе.
[0086]
(Пример нанесения на впитывающее тело)
Согласно одному варианту осуществления изобретения способ формирования цветного рисунка во впитывающем теле посредством тиснения может включать соединение размещаемого со стороны, обращенной к коже, и оберточного листа (верхней тонкой бумаги), впитывающей сердцевины (измельченной целлюлозы и полимера со сверхвысокой впитывающей способностью) и размещаемого со стороны, не обращенной к коже, и оберточного листа (нижней тонкой бумаги) путем ламинирования, сдавливание полученного ламината для образования ламината приблизительно постоянной толщины, последующее нанесение микрокапсул с красящим веществом на обращенную к коже сторону оберточного листа, размещаемого со стороны, обращенной к коже, и последующее выполнение этапа сдавливания (тиснения) ламината для разрушения микрокапсул с красящим веществом с заданным рисунком и нанесения проявителя для проявления цвета посредством этого. Полученный ламинат вырезают с заданной формой для изготовления впитывающего тела.
[0087]
Фиг.1 показывает общий вид процесса изготовления впитывающего тела согласно примеру по изобретению, при этом направление потока материалов в процессе - это направление справа налево на фиг.1. На фиг.1 верхняя сторона на фигуре - это сторона, обращенная к коже.
[0088]
Термоплавкий адгезив (НМА) 4 наносят на обращенную к коже сторону нижней тонкой бумаги 1, и на следующем этапе впитывающую сердцевину 3, содержащую измельченную целлюлозу и полимер со сверхвысокой впитывающей способностью, накладывают в виде слоя по существу равномерно сверху на нижнюю тонкую бумагу 1. После нанесения термоплавкого адгезива 5 на не обращенную к коже сторону верхней тонкой бумаги 2 верхнюю тонкую бумагу 2 соединяют с впитывающей сердцевиной 3 для получения ламината 10-0.
[0089]
На последующем этапе два прижимных валика 6 с ровной поверхностью используют для сдавливания ламината 10-0 до приблизительно постоянной толщины и образования ламината 10-1.
[0090]
Дисперсию микрокапсул с красящим веществом наносят на обращенную к коже сторону (сторону, подвергаемую тиснению) ламината 10-1 в таком количестве, чтобы получить заданную поверхностную плотность, используя распылительное устройство 7, и образуют ламинат 10-2.
[0091]
Для этого примера поверхности, на которые наносят красящее вещество на первом этапе и проявитель на третьем этапе, являются одинаковыми (обращенная к коже сторона верхней тонкой бумаги 2), но в случае нанесения красящего вещества на первом этапе на ту сторону верхней тонкой бумаги 2, которая не обращена к коже и, следовательно, отличается от поверхности, на которую наносят проявитель на третьем этапе, (обращенной к коже стороны верхней тонкой бумаги 2), может быть получена структура с высокой стойкостью к истиранию (для избежания неожиданного окрашивания). Однако в этом случае необходимо скорректировать характеристики капсул или отрегулировать режимы работы прижимных валиков, чтобы капсулы не разрушались под действием прижимных валиков 6.
[0092]
Ламинат 10-2, который перемещен за распылительное устройство 7, затем пропускают через валики для тиснения (первый валик 8-1 для тиснения и второй валик 8-2 для тиснения) для формирования тиснений (углублений) в ламинате 10-2, и микрокапсулы разрушаются в тисненых частях для получения ламината 10-3.
[0093]
На обращенную к коже сторону (тисненую сторону) ламината 10-3, в котором микрокапсулы с красящим веществом были частично разрушены посредством первого валика 8-1 для тиснения и второго валика 8-2 для тиснения, дисперсию проявителя наносят в таком количестве, чтобы иметь заданную поверхностную плотность, используя распылительное устройство 9, и выполняется реакция с красящим веществом для получения ламината 10-4 с окрашенным тисненым рисунком (например, с тиснениями Р1, подобными решетке, и тиснениями Р2, служащими в качестве базовых точек изгиба, на фиг.2). Между тем, в ламинате 10-4 окраска не видна в зонах, в которых был нанесен термоплавкий адгезив, и зонах, которые были сдавлены посредством прижимных валиков. После этого ламинат 10-4 вырезают с заданной формой для получения впитывающего тела.
[0094]
Тиснение ламината не ограничено способом изготовления, описанным выше, и, например, впитывающее тело, полученное в качестве конечного изделия посредством процесса, который включает вышеупомянутые этапы, может иметь тиснения (углубления), подобные решетке, в центральной части впитывающего тела, образованные посредством первого валика для тиснения, и тиснения (углубления), образующие базовые точки изгиба, вдоль направления MD впитывающего тела, образованные посредством второго валика для тиснения. Для впитывающего тела 10, полученного в качестве конечного изделия из ламината, образованного при использовании комбинации из первого валика для тиснения и второго валика для тиснения подобным образом, фиг.2 показывает тиснения Р1, подобные решетке, в центральной части, которые образованы посредством первого валика для тиснения, и тиснения Р2, которые служат в качестве базовых точек изгиба и проходят вдоль направления MD впитывающего тела 10 и образованы посредством второго валика для тиснения. Тиснения Р2, которые служат в качестве базовых точек изгиба, состоят из канавок («шарниров»), полученных сдавливанием, которые должны служить в качестве базовых точек изгиба для сгибания впитывающего тела в направлении короткой стороны (направлении ширины), и они проходят от верхней тонкой бумаги 1 через впитывающую сердцевину 3 до нижней тонкой бумаги 2.
[0095]
(Пример другого варианта осуществления впитывающего тела)
Модифицированный пример варианта осуществления способа формирования цветного рисунка посредством тиснения в процессе изготовления впитывающего тела может включать нанесение микрокапсул с красящим веществом на не обращенную к коже сторону оберточного листа (верхней тонкой бумаги), размещаемого со стороны, обращенной к коже, с последующим соединением оберточного листа, размещаемого со стороны, обращенной к коже, с впитывающей сердцевиной и оберточным листом (нижней тонкой бумагой), размещаемым со стороны, не обращенной к коже, путем ламинирования, сдавливанием ламината для образования ламината приблизительно постоянной толщины, последующим сжатием (тиснением) ламината для разрушения микрокапсул с красящим веществом с заданным рисунком и нанесением проявителя для проявления цвета. После этого ламинат может быть вырезан с заданной формой для получения впитывающего тела.
[0096]
Пример другого варианта осуществления такого процесса изготовления впитывающего тела проиллюстрирован на фиг.3.
Процесс изготовления, показанный на фиг.3, аналогичен процессу изготовления впитывающего тела, описанному при использовании фиг.1, и поэтому разъяснение одинаковых этапов будет опущено и будут использованы те же ссылочные позиции.
[0097]
На фиг.3 процесс изготовления является таким же, как на фиг.1, за исключением того, что термоплавкий адгезив (НМА) 4 наносят на обращенную к коже сторону нижней тонкой бумаги 1, на последующем этапе впитывающую сердцевину 3 накладывают в виде слоя по существу равномерно сверху на нижнюю тонкую бумагу 1, термоплавкий адгезив 5 наносят на не обращенную к коже сторону верхней тонкой бумаги 2, после чего ее соединяют с впитывающей сердцевиной 3, и на следующем этапе используют два прижимных валика 6 с ровной поверхностью для сжатия ламината до приблизительно постоянной толщины.
[0098]
Однако на фиг.3 перед нанесением термоплавкого адгезива 5 на не обращенную к коже сторону верхней тонкой бумаги 2 дисперсию микрокапсул с красящим веществом наносят на ту же самую, не обращенную к коже сторону верхней тонкой бумаги 2 (заднюю/тыльную сторону по отношению к тисненой стороне) в таком количестве, чтобы иметь заданную поверхностную плотность, используя распылительное устройство 7. Верхнюю тонкую бумагу 2, на которую была нанесена дисперсия микрокапсул с красящим веществом и был дополнительно нанесен термоплавкий адгезив 5, соединяют с впитывающей сердцевиной 3 для получения ламината 10-1'. Ламинат 10-1' сдавливают, используя два прижимных валика 6 с ровной поверхностью, на последующем этапе для образования ламината 10-2'. Ламинат 10-2' на этой стадии является таким же, как ламинат 10-2, показанный на фиг.1, за исключением того, что дисперсия микрокапсул с красящим веществом нанесена на не обращенную к коже сторону верхней тонкой бумаги 2.
[0099]
Ламинат 10-2' затем сдавливают с заданным рисунком посредством первого валика 8-1 для тиснения и второго валика 8-2 для тиснения аналогично этапу, проиллюстрированному на фиг.1, для образования ламината 10-3' с тиснением (тиснениями Р1, подобными решетке, и тиснениями Р2, служащими в качестве базовых точек изгиба, на фиг.2), образованным на нем. После этого на ламинат 10-3' наносят проявитель, используя распылительное устройство 9, для получения ламината 10-4' с цветом, проявленным в тисненом рисунке (тиснениях Р1, подобных решетке, и тиснениях Р2, служащих в качестве базовых точек изгиба, на фиг.2). После этого ламинат 10-4' вырезают с заданной формой для образования впитывающего тела.
[0100]
В процессе изготовления, показанном на фиг.3, дисперсию микрокапсул с красящим веществом наносят на не обращенную к коже сторону верхней тонкой бумаги 2 или, другими словами, на заднюю сторону по отношению к поверхности на стороне, на которой выполняют тиснение и нанесение проявителя. Поскольку микрокапсулы с красящим веществом находятся на не обращенной к коже стороне материала-основы (в данном случае - верхней тонкой бумаги) и не открыты для прямого воздействия с наружной стороны, минимизируется неожиданное окрашивание, вызываемое нанесением проявителя, и, поскольку микрокапсулы с красящим веществом защищены материалом-основой на каждом из последующих рабочих этапов процесса изготовления изделия, обеспечивается эффект повышенной стойкости к истиранию.
[0101]
Кроме того, в данном варианте осуществления за нанесением микрокапсул с красящим веществом на верхнюю тонкую бумагу (материал-основу) следуют этапы нанесения термоплавкого адгезива и сжатия посредством прижимных валиков 6, но никакого окрашивания не происходит в зонах, на которые нанесен термоплавкий адгезив, или в зонах, сдавленных прижимными валиками 6, даже после нанесения проявителя. Можно обеспечить окрашивание только в тисненом рисунке, образованном посредством первого валика 8-1 для тиснения и второго валика 8-2 для тиснения. Это обусловлено тем, что микрокапсулы с красящим веществом не разрушаются при температуре нанесения термоплавкого адгезива или при давлении, действующем со стороны прижимных валиков 6, при этом микрокапсулы с красящим веществом разрушаются только под давлением, превышающим заданный уровень, посредством первого валика 8-1 для тиснения и второго валика 8-2 для тиснения.
[0102]
Для данного варианта осуществления окрашивание было осуществлено на верхней тонкой бумаге (материале-основе) впитывающего тела, но согласно изобретению окрашивание может быть осуществлено на нижней тонкой бумаге (материале-основе) впитывающего тела или на тех же этапах, что и в данном варианте осуществления, или посредством дополнительных этапов или перед этапом окрашивания, или после этапа окрашивания по данному варианту осуществления.
[0103]
(Пример одноразового подгузника)
Фиг.4 показывает (в верхней части) вид в плане в расправленном состоянии и (в нижней части) выполненное по линии А-А', схематическое сечение примера одноразового подгузника, скрепляемого лентами и изготовленного посредством дополнительных этапов сборки/комплектования при использовании впитывающего тела, изготовленного посредством процесса изготовления, описанного выше со ссылкой на фиг.1-3. Тем не менее, несмотря на то, что у впитывающего тела 10, показанного в примере одноразового подгузника на фиг.4, форма впитывающего тела 10 и тисненные рисунки Р1, Р2 не полностью соответствуют показанным на фиг.2, они являются по существу такими же.
[0104]
Одноразовый подгузник имеет продольное направление Y и направление Х короткой стороны, как показано на виде в плане в верхней части фиг.4, и направление Х короткой стороны и направление Т толщины, как показано в схематическом сечении в нижней части фиг.4.
[0105]
Впитывающее тело 10 расположено в части, центральной в продольном направлении Y и в направлении Х короткой стороны одноразового подгузника, и имеет проницаемый для жидкостей, верхний лист 11 с обращенной к коже стороны впитывающего тела 10 (передний концевой в направлении, перпендикулярном к плоскости вида в плане в верхней части фиг.4, и верхний в направлении в плоскости схематического сечения в нижней части фиг.4) и не проницаемый для жидкостей, задний лист 12 и задний нетканый материал 13 со стороны, противоположной по отношению к стороне, обращенной к коже (со стороны, не обращенной к коже). Оберточная пленка впитывающего тела 10 прикреплена, например, к заднему листу 12 и удерживается в подгузнике.
[0106]
На фиг.4 впитывающее тело 10 показано с частичным вырывом, при этом в части с вырывом видна впитывающая сердцевина 3.
[0107]
Верхний лист 11, задний лист 12 и задний нетканый материал 13 имеют больший размер, чем впитывающее тело 10, и определяют общую наружную форму подгузника, но у наружной периферии впитывающего тела 10 образован поясной клапан, размещаемый вокруг талии, и клапаны для ног, размещаемые вокруг ног.
[0108]
Кроме того, подгузник имеет поясную собранную в сборки пленку 14, проходящую в направлении обхвата вдоль обоих краев, определяемых в продольном направлении Y подгузника, при этом поясная собранная в сборки пленка 14 образована из эластичного материала и стягивается в направлении обхвата для формирования поясных сборок вместе с верхним листом 11 и задним листом 12.
[0109]
Эластичные цельные элементы 12а присоединены в тех частях верхнего листа 11, заднего листа 12 и заднего нетканого материала 13, которые должны окружать ноги, в результате чего формируются сборки для ног.
[0110]
На обращенной к коже стороне верхнего листа 11 предусмотрен нетканый материал 15, образующий стоячие сборки для ног, проходящие в продольном направлении и слегка смещенные к центру от обоих краев, определяемых в направлении Х короткой стороны. Нетканый материал 15, образующий стоячие сборки для ног, присоединен к верхнему листу 11 с помощью соединительных средств 16, проходящих в продольном направлении рядом с обоими краями, определяемыми в направлении короткой стороны, и загнут к центру в направлении Х короткой стороны, при этом эластичные элементы 17а присоединены на краях, расположенных со стороны центра, определяемого в направлении Х короткой стороны, и присоединены к верхнему листу 11 с помощью соединительных средств 17 на участках краев, расположенных со стороны центра, определяемого в направлении Х короткой стороны, и рядом с обоими краями верхнего листа 11, проходящими в продольном направлении Y. В результате при ношении подгузника нетканый материал 15, образующий стоячие сборки для ног, загибается по направлению к части, центральной в направлении Х короткой стороны, и поднимается от верхнего листа 11, образуя стоячие сборки для ног. Нетканый материал 15, образующий стоячие сборки для ног, проходит на почти всей длине подгузника, образуя выступающие части 15', предназначенные для прикрепления к ленте 20 для подгонки, на краях абдоминальной стороны, определяемых в продольном направлении Y, и проходит до обеих боковых частей заднего нетканого материала 13 в части, центральной в продольном направлении Y, образуя клапаны вокруг ног, при этом эластичные цельные элементы 12а присоединены для образования сборок вокруг ног.
[0111]
Лента 20 для подгонки также прикреплена в обеих частях, боковых в направлении Х короткой стороны, на краях с задней стороны в продольном направлении Y подгузника в качестве средства закрепления во время подгонки подгузника, скрепляемого лентами, по фигуре.
[0112]
При изготовлении такого одноразового подгузника после изготовления впитывающего тела, описанного со ссылкой на фиг.1-3, соединение посредством термоплавкого адгезива выполняют сравнительно часто в процессе сборки одноразового подгузника. Например, верхний лист 11 может быть присоединен посредством термоплавкого адгезива к впитывающему телу 10. В таких случаях в способе изготовления впитывающего тела, описанном со ссылкой на фиг.1-3, при формировании цветного рисунка при давлении, действующем со стороны валиков для тиснения, можно предотвратить образование нежелательного окрашенного/цветного рисунка на впитывающем теле, даже если за данным этапом следует этап соединения посредством термоплавкого адгезива. Однако следует отметить, что настоящее изобретение не ограничено данным типом варианта осуществления.
[0113]
Изобретение было описано выше на основе примера избирательного окрашивания тисненого рисунка (с определенной конфигурацией) во впитывающем теле подгузника, скрепляемого лентами, но изобретение не ограничено данным примером, и, само собой разумеется, оно также может применяться для других тисненых рисунков впитывающих тел, рисунков, отличных от тисненых, материалов-основ, отличных от подгузников, и впитывающих изделий, отличных от подгузников, таких как гигиенические прокладки и урологические прокладки. Например, впитывающее тело, описанное со ссылкой на фиг.1-4, также может применяться для впитывающего изделия, отличного от подгузника, такого как гигиеническая прокладка или урологическая прокладка.
[0114]
(Пример нанесения на наружную часть, размещаемую вокруг талии)
Фиг.5 показывает пример изобретения, применяемого для аэрирующих отверстий в наружной части, размещаемой вокруг талии.
Фиг.5 представляет собой пример подгузника, скрепляемого лентами, и подгузника типа трусов, в которых воздухопроницаемость повышается посредством выполнения микроперфораций в наружной части, размещаемой вокруг талии (на поверхности, видимой снаружи). Когда микроперфорации выполнены в наружной части, размещаемой вокруг талии, может быть применен способ окрашивания, в котором используются микрокапсулы с красящим веществом по изобретению для окрашивания в синий цвет рисунка из микроперфораций для обеспечения эффекта, который создает ощущение воздухопроницаемости.
[0115]
Подгузники по фиг.5 аналогичны традиционно известным подгузнику, скрепляемому лентами, и подгузнику типа трусов за исключением того, что они имеют микроперфорации, образованные в наружной части, размещаемой вокруг талии, и предусматривают применение настоящего изобретения для формирования синего цвета рисунка из микроперфораций.
[0116]
Следовательно, для фиг.5 будут только заданы ссылочные позиции и упомянуты названия, в то время как подробное описание конструкции и способа изготовления будет опущено. Подгузник 21, скрепляемый лентами, показан слева на фиг.5 и имеет продольное направление Y и направление Х короткой стороны. Ссылочная позиция 22 обозначает край (клапан) с абдоминальной стороны, определяемый в продольном направлении Y, 23 - край (клапан) со стороны спины, определяемый в продольном направлении Y, 24 - края (клапаны), проходящие вокруг ног, 25 - впитывающее тело, 26 - эластичные цельные элементы, проходящие вокруг ног, 27 - эластичные цельные элементы, проходящие вокруг талии, 28 - ленту для подгонки, и 29 - зоны, в которых микроперфорации образованы в наружной части, размещаемой вокруг талии. Слева на фиг.5 впитывающее тело 25 показано с частичным вырывом, при этом впитывающая сердцевина 3 вида внутри части с вырывом. Микроперфорации в наружной части, размещаемой вокруг талии, окрашены в синий цвет на рисунке в качестве структурного элемента, посредством которого создается ощущение воздухопроницаемости.
[0117]
Подгузник 31 типа трусов показан справа на фиг.5, при этом 32 - клапан, размещаемый вокруг талии с абдоминальной стороны, 33 - клапан, размещаемый вокруг талии со стороны спины, 34 - клапаны, размещаемые вокруг ног, 35 - впитывающее тело, 36 - эластичные цельные элементы, проходящие вокруг ног, 37 - эластичные цельные элементы, проходящие вокруг талии, 38 - соединенные части и 39 - зоны, в которых микроперфорации образованы в наружной части, размещаемой вокруг талии. Микроперфорации в наружной части, размещаемой вокруг талии, окрашены в синий цвет на рисунке в качестве структурного элемента, посредством которого создается ощущение воздухопроницаемости.
[0118]
Для подгузника, скрепляемого лентами, и подгузника типа трусов, показанных на фиг.5, способ окрашивания рисунка из микроперфораций может представлять собой способ, в котором этап нанесения микрокапсул с красящим веществом на верхний лист выполняют перед этапом образования микроперфораций, когда должен быть выполнен этап образования микроперфораций в подгузнике, и который включает этап образования микроперфораций, например, посредством тиснения для разрушения микрокапсул с красящим веществом и выделения красящего вещества в рисунке из микроперфораций и последующее нанесение проявителя и обеспечение окрашивания красящего вещества, выделенного в рисунке из микроперфораций. Когда микроперфорации образуют посредством тиснения, микрокапсулы с красящим веществом разрушаются в местах расположения микроперфораций, и красящее вещество выделяется на поверхностях стенок, образующих микроперфорации, для обеспечения возможности окрашивания в рисунке из микроперфораций.
ПРИМЕРЫ
[0119]
Пример процесса изготовления впитывающего тела, подлежащего использованию во впитывающем изделии, будет описан далее со ссылкой на приложенные чертежи.
При рассмотрении процесса, графическое изображение которого приведено на фиг.1, следует отметить, что на обращенную к коже сторону (верхнюю сторону на фиг.1) нижней тонкой бумаги 1 (поверхностная плотность: 16 г/м2) наносили термоплавкий адгезив (НМА) 4 (поверхностная плотность: 10 г/м2) (температура термоплавкого адгезива, когда он достигал материала-основы, составляла 80°С), и на последующем этапе впитывающую сердцевину 3, которая представляла собой смесь измельченной целлюлозы (поверхностная плотность: 270 г/м2) и полимера со сверхвысокой впитывающей способностью (поверхностная плотность: 215 г/м2), накладывали в виде слоя по существу равномерно на нижнюю тонкую бумагу 1. После нанесения термоплавкого адгезива 5 (поверхностная плотность: 10 г/м2) на не обращенную к коже сторону (нижнюю сторону на фиг.1) верхней тонкой бумаги 2 (поверхностная плотность: 16 г/м2) (температура термоплавкого адгезива, когда он достигал материала-основы, составляла 80°С) ее соединяли с впитывающей сердцевиной 3 для образования ламината 10-0 из нижней тонкой бумаги 1, впитывающей сердцевины 3 и верхней тонкой бумаги 2.
[0120]
На последующем этапе использовали два прижимных валика 6 с ровной поверхностью (80°С, 10 МПа) для сдавливания ламината 10-0 до толщины, составляющей приблизительно 2,5 мм, для образования ламината 10-1.
[0121]
Дисперсию микрокапсул с красящим веществом (содержание твердых частиц: 10% масс.) наносили на обращенную к коже сторону (подвергаемую тиснению сторону) ламината 10-1 в таком количестве, чтобы иметь поверхностную плотность, составляющую 15 г/м2, используя распылительное устройство 7, для образования ламината 10-2.
[0122]
Дисперсию микрокапсул с красящим веществом готовили в виде дисперсии микрокапсул с красящим веществом, содержащей микрокапсулы с красящим веществом, содержащие кристаллический фиолетовый лактон, покрытый пленкой из уретановой смолы, с содержанием твердого вещества, составляющим 10% масс.
[0123]
Ламинат 10-2, который был перемещен за распылительное устройство 7, затем подвергали тиснению посредством первого валика 8-1 для тиснения (85°С, 70 МПа) при одновременном разрушении микрокапсул в тисненых частях. Тисненый рисунок, который был образован, представлял собой тиснения Р1, подобные решетке, в центральной части окончательно изготовленного впитывающего тела, как показано на фиг.2.
[0124]
После этого ламинат 10-2 подвергали тиснению посредством второго валика 8-2 для тиснения (100°С, 100 МПа) при одновременном разрушении микрокапсул в тисненых частях для образования ламината 10-3. Тисненый рисунок, который был образован, представлял собой тиснения Р2, служащие в качестве базовых точек изгиба вдоль направления MD конечного изделия, представляющего собой впитывающее тело, как показано на фиг.2.
[0125]
На обращенную к коже сторону (подвергнутую тиснению сторону) ламината 10-3, на которой микрокапсулы с красящим веществом были разрушены с заданным рисунком посредством первого валика 8-1 для тиснения и второго валика 8-2 для тиснения, наносили дисперсию проявителя (содержание твердых веществ: 10% масс.) в таком количестве, чтобы получить поверхностную плотность, составляющую 15 г/м2, используя распылительное устройство 9, и была выполнена реакция с красящим веществом для получения ламината 10-4, в котором тисненые части (тиснения, образованные первым валиком 8-1 для тиснения и вторым валиком 8-2 для тиснения) были окрашены в небесно-голубой (светло-синий) цвет. Тем не менее, в зонах, в которых был нанесен термоплавкий адгезив, или в зонах, сдавленных прижимными валиками 6, отсутствовала окраска в ламинате 10-4.
[0126]
Дисперсию проявителя готовили, используя 3,5-ди(α-метил-бензил)салицилат цинка в качестве проявителя при содержании твердого вещества, составляющем 10% масс.
[0127]
Кристаллический фиолетовый лактон образует синий цвет при реакции с проявителем и подвергании нижеуказанной химической реакции.
[Химическая формула 1]
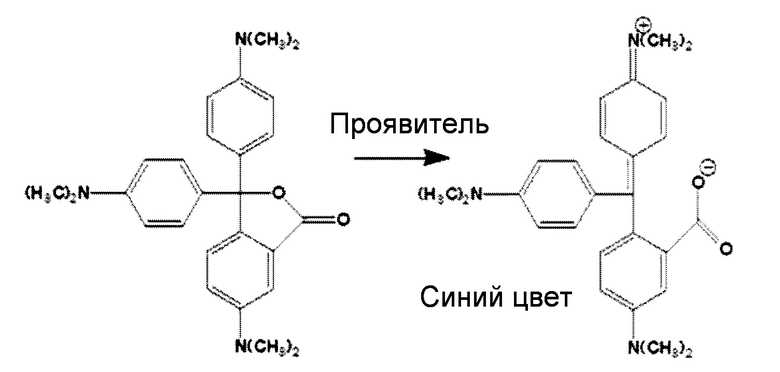
[0128]
Конечное впитывающее тело, полученное из ламината 10-4, изготовленного посредством этапов, описанных выше, было окрашено в небесно-голубой (светло-синий) цвет в резко выраженном тисненом рисунке как в тиснениях Р1, подобных решетке, в центральной части впитывающего тела, так и в тиснениях Р2, служащих в качестве базовых точек изгиба и проходящих вдоль направления MD впитывающего тела 10, и изделие имело отличную видимость заданного тисненого рисунка и при этом также создавало ощущение чистоты благодаря светло-голубой окраске и обеспечивало ощущение высокого качества по сравнению с эквивалентным обычным изделием без окрашивания.
[0129]
В качестве сравнительного примера пример, описанный выше, был модифицирован в следующих аспектах. В частности, как микрокапсулы с красящим веществом в качестве микрокапсул, чувствительных к давлению, так и проявитель использовали на первом этапе, цвет проявлялся в тисненом рисунке посредством валиков для тиснения на втором этапе, и третий этап был исключен. Концентрации твердого вещества для капсул с красящим веществом и для проявителя составляли обе 5% масс., и количества, наносимые на первом этапе, на котором наносили микрокапсулы с красящим веществом и проявитель, составляли 30 г/м2 (содержание воды: 27,0 г/м2). В результате содержание воды в ламинате во время тиснения для сравнительного примера в два раза превышало содержание воды, составляющее 13,5 г/м2, на первом этапе по примеру, и возникали проблемы, такие как затвердевание ламината, предназначенного для образования впитывающего тела, во время тиснения и наматывание ламината на валик для тиснения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0130]
Способ изготовления впитывающего изделия по изобретению пригоден для изготовления впитывающих изделий, таких как одноразовые подгузники, гигиенические прокладки и урологические прокладки.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0131]
1 Нижняя тонкая бумага
2 Верхняя тонкая бумага
3 Впитывающая сердцевина
4, 5 Термоплавкий адгезив
6 Прижимной валик
7 Распылительное устройство
8-1 Первый валик для тиснения
8-2 Второй валик для тиснения
9 Распылительное устройство
10 Впитывающее тело
Р1 Тиснения, подобные решетке
Р2 Тиснения для образования базовых точек изгиба
21 Подгузник, скрепляемый лентами
29 Зона микроперфораций
31 Подгузник типа трусов
39 Зона микроперфораций
Изобретение относится к способам изготовления впитывающих изделий и способам формирования цветного рисунка на впитывающем изделии, таком, например, как одноразовый подгузник. Предложен способ изготовления впитывающего изделия, в котором микрокапсулы, которые предусмотрены на основе и в которых заключены красящие вещества, разрушают с заданным рисунком, и красящие вещества выделяются на основу, и основу покрывают проявителем, вызывая проявление окрашивания в заданном рисунке посредством реакции между красящими веществами и проявителем. Технический результат – обеспечение возможности формирования заданного цветного рисунка на впитывающем изделии и обеспечение надежного управления качеством указанного цветного рисунка. 11 з.п. ф-лы, 5 ил. 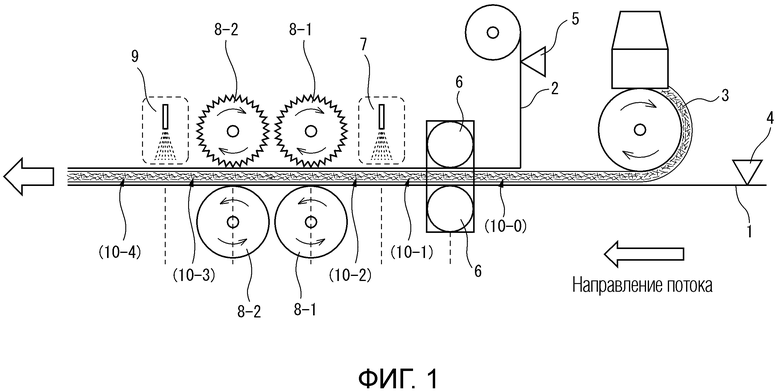
1. Способ изготовления впитывающего изделия, имеющего материал-основу, при этом способ включает:
первый этап обеспечения материала-основы, имеющего микрокапсулы, удерживающие красящее вещество,
второй этап разрушения микрокапсул с заданным рисунком в материале-основе для выделения красящего вещества в материал-основу с заданным рисунком и
третий этап нанесения проявителя на материал-основу, в котором красящее вещество было выделено с заданным рисунком для вступления красящего вещества и проявителя в реакцию для осуществления окрашивания на, по меньшей мере, части заданного рисунка.
2. Способ по п.1, в котором на втором этапе микрокапсулы разрушают посредством воздействия, по меньшей мере, одного из давления, тепла и вибраций.
3. Способ по любому из пп.1, 2, в котором на втором этапе микрокапсулы разрушают с заданным рисунком посредством тиснения, а на третьем этапе окрашивание осуществляют на, по меньшей мере, части заданного рисунка.
4. Способ по любому из пп.1-3, в котором материал-основа содержит впитывающее тело.
5. Способ по п.4, в котором впитывающее тело содержит впитывающую сердцевину между верхним оберточным листом и нижним оберточным листом, а на первом этапе микрокапсулы подают на верхний оберточный лист и/или нижний оберточный лист, при этом на третьем этапе окрашивание осуществляют на верхнем оберточном листе и/или нижнем оберточном листе.
6. Способ по п.5, в котором на первом этапе микрокапсулы подают на верхний оберточный лист, на втором этапе во впитывающем теле образуют канавки, получаемые сдавливанием и проходящие в направлении глубины от верхнего оберточного листа к впитывающей сердцевине и нижнему оберточному листу, и на третьем этапе окрашивание осуществляют в виде рисунка из канавок, образованных сдавливанием, в верхнем оберточном листе.
7. Способ по любому из пп.4-6, в котором впитывающее изделие имеет многослойную структуру, дополнительно содержащую лист, расположенный со стороны впитывающего тела, обращенной к коже, и/или лист, расположенный со стороны впитывающего тела, не обращенной к коже, на первом этапе микрокапсулы подают на впитывающее тело, на лист впитывающего тела, расположенный со стороны, обращенной к коже, и/или на лист впитывающего тела, расположенный со стороны, не обращенной к коже, и на третьем этапе окрашивание осуществляют во впитывающем теле, листе, расположенном со стороны, обращенной к коже, и/или листе, расположенном со стороны, не обращенной к коже.
8. Способ по любому из пп.1-7, в котором впитывающее изделие представляет собой одноразовый подгузник и множество микроперфораций образованы на наружной части одноразового подгузника, размещаемой вокруг талии, при этом рисунок из микроперфораций окрашивают на третьем этапе.
9. Способ по любому из пп.1-8, в котором поверхность материала-основы, имеющая микрокапсулы, представляет собой поверхность с той же стороны, что и сторона материала-основы, на которую наносят проявитель.
10. Способ по любому из пп.1-8, в котором поверхность материала-основы, имеющая микрокапсулы, представляет собой поверхность со стороны, противоположной по отношению к той стороне материала-основы, на которую наносят проявитель.
11. Способ по любому из пп.1-10, который дополнительно включает этап соединения посредством термоплавкого адгезива, на котором материал-основу присоединяют посредством термоплавкого адгезива к другому конструктивному элементу, а первый этап выполняют после этапа соединения посредством термоплавкого адгезива.
12. Способ по любому из пп.1-11, который дополнительно включает этап соединения посредством термоплавкого адгезива, на котором материал-основу присоединяют посредством термоплавкого адгезива к другому конструктивному элементу, при этом этап соединения посредством термоплавкого адгезива происходит после первого этапа, но без разрушения микрокапсул на этапе соединения посредством термоплавкого адгезива.
| WO 2007032710 A1, 22.03.2007 | |||
| WO 9610380 A2, 11.04.1996 | |||
| JP 2008212931 A, 18.09.2008 | |||
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СКРЕПЛЯЮЩЕЕ СРЕДСТВО ДЛЯ УДАЛЕНИЯ ПОГЛОЩАЮЩЕГО ИЗДЕЛИЯ | 2005 |
|
RU2362532C1 |

