Область техники, к которой относится изобретение
Изобретение относится к области впитывающих изделий, более предпочтительно к одноразовым изделиям личной гигиены, таким как подгузники, детские подгузники-трусики, белье при недержании у взрослых и подобное, и к впитывающим структурам для использования в таких впитывающих изделиях. Более конкретно настоящее изобретение относится к впитывающей структуре, содержащей впитывающий средний слой между верхним слоем и внешним слоем. Настоящее изобретение также относится к способу и устройству для изготовления такого впитывающего изделия.
Уровень техники
Впитывающие изделия, такие как памперсы, детские подгузники-трусики, белье при недержании у взрослых и подобное, обычно содержат впитывающий средний слой, расположенный между проницаемым для жидкости или водопроницаемым, гидрофильным или полугидрофильным верхним слоем, и непроницаемым для жидкости или водонепроницаемым внешним слоем. Впитывающий средний слой содержит впитывающий материал, которые способен впитывать текучие и жидкие выделения организма пользователя впитывающего изделия.
Впитывающим материалом впитывающего среднего слоя может быть впитывающий полимерный материал в виде твердых частиц, который диспергирован в матрице из волокон ацетат целлюлозы или целлюлозной ваты, чтобы предотвратить скопление материала в виде твердых частиц в одном месте, а также предотвратить закупоривание геля. Закупоривание геля может возникать, когда впитывающий полимерный материал в виде твердых частиц впитывает жидкость по мере того, как частицы разбухают и образуют структуру в виде геля. Эта структура в виде геля часто блокирует дальнейший перенос жидкости в остальную часть впитывающего среднего слоя. В результате чего жидкость не может достичь остального впитывающего полимерного материала в виде твердых частиц, и эффективность всего впитывающего изделия значительно снижается. Существующие материалы из целлюлозной ваты не справляются с быстрой повторной подачей текучей среды, поскольку они обладают ограниченной способностью ее распределения. Более того, существующие материалы из целлюлозной ваты обнаруживают ограниченную способность общего поглощения жидкости. Кроме того, существующий средний слой, содержащий целлюлозную вату, обладает ограниченной целостностью во влажном состоянии, что приводит к деформированной форме и плохому прилеганию впитывающего изделия, например, когда впитывающее изделие использует ребенок, который вертится.
В последние годы сохраняется высокий спрос на более гибкие, тонкие, легкие впитывающие изделия для решения различных проблем, связанных с изготовлением, маркетингом, дизайном, прилеганием, комфортом при использовании, распределением, утилизацией, потреблением материалов и энергии, затратами на транспортировку и хранение и подобным. Это привело к поиску и разработке и изготовлению впитывающих изделий, в которых впитывающий средний слой содержит мало или не содержит вообще волокон целлюлозы или целлюлозной ваты, поскольку последняя имеет тенденцию быть объемистой, что в основном придает впитывающему среднему слою большую толщину, снижая общий комфорт при использовании пользователем впитывающего изделия.
Поэтому в последние годы при попытке преодолеть указанные выше недостатки были разработаны различные впитывающие средние слои, содержащие мало или не содержащие волокон целлюлозы или целлюлозной ваты вообще, тем самым, в соответствии с некоторыми способами относительно высокие количества впитывающих полимерных материалов, необходимые для замены способности впитывания, распределения и удержания исключенного целлюлозного волокна и/или целлюлозной ваты, были загружены, распределены и зафиксированы внутри этих новых впитывающих средних слоев. Однако учитывая, что характеристики и свойства впитывающего среднего слоя по впитыванию, переносу и удержанию текучих сред и жидкостей сильно зависят от формы, положения и/или способа, по которому эти впитывающие полимерные материалы введены внутрь впитывающего среднего слоя, некоторые недостатки не были устранены. В основном по существу неравномерно распределенные впитывающие слои с имеющими разрывы отделениями и/или скоплениями впитывающего полимерного материала в основном, как оказалось, лучше при решении упомянутых выше проблем, тем не менее, они также оказались неудовлетворительными в большей части имеющихся впитывающих изделий. Однако особенно проблематичны по существу равномерно распределенные впитывающие структуры с непрерывными слоями впитывающего материала с частичками полимера, учитывая, что они обнаруживают область по существу равномерно разбухшего впитывающего полимерного материала для второй, третьей и последующих подач жидкости, причем сухой и/или увлажненный впитывающий слой полимерного материала фактически действует, как жидкостной барьер. Эти проблемы и сложности особенно превалируют в очень гибких, тонких, легких впитывающих структурах, в которых большие количества впитывающего полимерного материала распределены внутри впитывающего среднего слоя впитывающего изделия. Даже более того, более толстые и объемные лежащие сверху слои для сбора и распределения не позволяют решить все упомянутые выше проблемы впитывания, распределения и удержания и даже делают впитывающие изделия коммерчески нерентабельными, небезопасными для окружающей среды и более сложными при изготовлении, хранении и транспортировке.
Кроме того, существующая проблема, которая связана с такими впитывающими средними слоями, не содержащими или содержащими мало волокон целлюлозы или целлюлозной ваты, связана с миграцией, потерей или утечкой впитывающего полимерного материала в виде частиц из впитывающего изделия в сухом и/или влажном состоянии, что приводит к раздражению, проблемам с кожей и общему дискомфорту пользователя. Это также особенно справедливо для более равномерно распределенных впитывающих структур с учетом того, что их фиксация и свойства распределения жидкости остаются неудовлетворительными до последнего времени. Такое отсутствие эффективной и целесообразной фиксации и распределения жидкости приводит к нефункциональным впитывающим изделиям из-за сниженной поглощающей способности, закупоривания геля, повышенных значений повторного увлажнения, утечек и создания разрывов и/или отверстий в проницаемом для жидкости верхнем слое и/или непроницаемом для жидкости внешнем слое таких впитывающих изделий.
Впитывающий средний слой в основном обладает высокой впитывающей способностью, и впитывающий средний слой может увеличиваться в несколько раз по массе и объему. Это увеличение может привести к деформации впитывающего изделия и/или к провисанию в области промежности по мере того, как оно насыщается жидкостью. Это может вызывать утечки через продольный и/или поперечный край впитывающего изделия.
Осуществление изобретения
Целью вариантов осуществления настоящего изобретения является обеспечение впитывающего изделия установленного выше типа с улучшенными способностями распределения и впитывания жидкости.
В первом аспекте настоящего изобретения предлагается впитывающее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающий средний слой, содержащий впитывающий материал между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом. Впитывающий средний слой расположен между верхним слоем и внешним слоем, и впитывающий средний слой предусмотрен по меньшей мере с одной соединительной зоной между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом. Первое связующее вещество расположено в первой области между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом на некотором расстоянии от по меньшей мере одной соединительной зоны, на одном из верхнего обертывающего средний слой листа и нижнего обертывающего средний слой листа, и второе связующее вещество расположено во второй области между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом, на другом из верхнего обертывающего средний слой листа и нижнего обертывающего средний слой листа.
Варианты осуществления основаны помимо прочего на сущности изобретения, чтобы, за счет обеспечения по меньшей мере одной соединительной зоны во впитывающем среднем слое, соответствующая по меньшей мере одна зона распределения жидкости создавалась во впитывающем среднем слое при увлажнении, чтобы жидкость могла быть распределена и впитывалась улучшенным образом. Действительно, жидкость может протекать в несколько соединительных зон и может впитываться впитывающим средним слоем через боковые стенки нескольких соединительных зон, помимо жидкости, впитываемой через верхнюю поверхность впитывающего среднего слоя. Предпочтительно, как будет указано далее, по меньшей мере одна соединительная зона выполнена в виде нескольких каналов.
В предпочтительном варианте осуществления первая область является по существу комплементарной для второй области. Вторая область предпочтительно содержит по меньшей мере одну соединительную зону.
Первое связующее вещество может отличаться от второго связующего вещества или может быть тем же самым, что и второе связующее вещество, причем промежуточная зона может быть различима между первой областью и второй областью. Первое связующее вещество, в дополнительном или альтернативном варианте, может быть предусмотрено в виде слоя первой толщины, и второе связующее вещество затем может быть предусмотрено в виде слоя второй толщины, которая отличается от первой толщины, предпочтительно больше первой толщины.
Соединение между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом по меньшей мере в одной соединительной зоне может быть постоянным соединением; в этом случае впитывающий средний слой предусмотрен таким, чтобы во влажном состоянии впитывающего материала он продолжался поверх по меньшей мере одной соединительной зоны. В альтернативном варианте по меньшей мере в одной соединительной зоне верхний обертывающий средний слой лист может быть присоединен к нижнему обертывающему средний слой листу посредством полупостоянного соединения, предназначенного для разъединения после контакта с жидкостью.
Положение и/или форма одной или более соединительных зон из по меньшей мере одной соединительной зоны могут быть указаны различимым цветом и/или цветным узором. Различимый цвет и/или цветной узор могут быть предусмотрены по меньшей мере на одном из верхнего слоя, верхнего обертывающего средний слой листа, внешнего слоя и нижнего обертывающего средний слой листа. В альтернативном варианте или дополнительно положение и/или форма одной или более из нескольких соединительных зон могут быть указаны посредством слоя печатной краски.
Вне по меньшей мере одной соединительной зоны впитывающий средний слой может обладать максимальной толщиной, причем по меньшей мере одна соединительная зона продолжается через по меньшей мере 90% максимальной толщины впитывающего среднего слоя, более предпочтительно через 100% толщины впитывающего среднего слоя, чтобы по меньшей мере в одной соединительной зоне по существу не было впитывающего материала между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом.
Соединение между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом может представлять собой любое из следующего или их комбинацию: соединение прессованием, термосварка, ультразвуковая сварка, присоединение с образованием химической связи, адгезив.
Впитывающий материал может содержать целлюлозную вату или может быть по существу не распушенным. По меньшей мере в одной соединительной зоне предпочтительно по существу нет впитывающего материала.
Во втором аспекте настоящего изобретения предлагается способ изготовления впитывающего изделия, включающий: нанесение первого связующего вещества в первой области на первую сторону первого листового материала; нанесение второго связующего вещества во второй области на первую сторону второго листового материала; нанесение впитывающего материала на первую сторону первого листового материала; присоединение первого листового материала ко второму листовому материалу с обращенными друг к другу первыми сторонами, чтобы сформировать по меньшей мере одну соединительную зону. В этом способе один из первого листового материала и второго листового материала является верхним обертывающим средний слой листовым материалом, а другой является нижним обертывающим средний слой листовым материалом; и первая область предусмотрена на некотором расстоянии от предполагаемого положения по меньшей мере одной соединительной зоны.
Варианты осуществления основаны помимо прочего на сущности изобретения, что соединение между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом должно быть достаточно прочным, особенно в случаях, когда впитывается значительное количество жидкости. Поэтому может быть предпочтительно дополнительно использовать связующее вещество, такое как клей, чтобы упрочнить связь между верхним и нижним обертывающими средний слой листами.
Кроме того, на основании сущности изобретения нежелательно наносить это связующее вещество на всю площадь поверхности обертывающих листов, поскольку это может привести к загрязнению впитывающим материалом и/или связующим веществом по меньшей мере одной соединительной зоны, и, следовательно, препятствованию формирования по меньшей мере одной зоны распределения жидкости. Путем нанесения первого связующего вещества в областях обертывающего листа, по существу, где должен присутствовать впитывающий материал, и нанесения второго связующего вещества на другой обертывающий лист, по существу, где не должно быть впитывающего материала, позволяет предотвратить загрязнение.
Предпочтительно первая область и вторая область по существу комплементарны после этапа соединения обертывающих листов. Также предпочтительно по существу вся поверхность впитывающего изделия предусмотрена со связующим веществом на одном из первого листового материала или второго листового материала.
Способ может дополнительно включать направление первого и/или второго листового материала вдоль поворотного элемента во время нанесения первого и/или второго связующего вещества. Соединение может быть выполнено путем приложения давления и теплоты к верхнему обертывающему средний слой листовому материалу и/или нижнему обертывающему средний слой листовому материалу в области(ях), где по существу нет впитывающего материал. В дополнительном или альтернативном варианте соединение выполняется поворотным элементом.
Связующее вещество, нанесенное по меньшей мере на один участок первого листового материала, может отличаться, предпочтительно оно менее прочное, чем связующее вещество, нанесенное по меньшей мере на один участок второго листового материала. В дополнительном или альтернативном варианте связующее вещество может быть нанесено по меньшей мере на один участок первого листового материала в виде первого слоя первой толщины и по меньшей мере на один участок второго листового материала в виде второго слоя второй толщины, которая отличается, предпочтительно больше, чем первая толщина.
В третьем аспекте настоящего изобретения предлагается впитывающее изделие, изготовленное по указанному выше способу.
В четвертом аспекте настоящего изобретения предлагается устройство для изготовления впитывающего изделия, устройство содержит первый поворотный элемент для направления первого листового материала вдоль его поверхности, первое средство для нанесения первого связующего вещества по меньшей мере на один участок первого листового материала, второй поворотный элемент для направления второго листового материала вдоль его поверхности, второе средство для нанесения второго связующего вещества по меньшей мере на один участок второго листового материала, блок нанесения, предназначенный для нанесения впитывающего материала на первый листовой материал на поворотном элементе, чтобы по меньшей мере один участок, на который было нанесено связующее вещество, был покрыт впитывающим материалом, и по существу не было впитывающего материала на областях, на которые не было нанесено первое связующее вещество; блок подачи листов, предназначенный для наложения второго листового материала поверх впитывающего материала на первом листовом материале, причем один из первого и второго листового материала является верхним обертывающим средний слой листовым материалом, а второй является нижним обертывающим средний слой листовым материалом; и соединительный блок, предназначенный для присоединения первого листового материала ко второму листовому материалу по меньшей мере в областях, где по существу нет впитывающего материала, причем по меньшей мере один участок первого листового материала, на который нанесено первое связующее вещество, предусмотрен на некотором расстоянии от предполагаемого положения по меньшей мере одной соединительной зоны.
Участок первого листового материала, на который нанесено первое связующее вещество, и участок второго листового материала, на который нанесено второе связующее вещество, предпочтительно по существу комплементарны в полученном впитывающем изделии.
Блок присоединения может быть поворотным элементом, который предусмотрен по меньшей мере с первым уплотнительным элементом, размер которого подобран для приложения давления и тепла к верхнему обертывающему средний слой листовому материалу и/или нижнему обертывающему средний слой листовому материалу в области, где по существу нет впитывающего материала, чтобы создать по меньшей мере одну соединительную зону. Первое связующее вещество может отличаться от второго связующего вещества. В дополнительном или альтернативном варианте первое средство может быть предназначено для нанесения первого связующего вещества первой толщины, и второе средство предназначено для нанесения второго связующего вещества второй толщины, которая отличается от первой толщины, предпочтительно больше первой толщины.
В предпочтительных вариантах осуществления по меньшей мере одна соединительная зона предусмотрена в виде нескольких по существу продольных секций, чтобы увлажнение впитывающего материала приводило к созданию первого и второго канала у первой и второй соединительной зоны, соответственно. Эти варианты осуществления подробно описаны далее.
В первом предпочтительном варианте осуществления настоящего изобретения предлагается впитывающее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающий средний слой, содержащий впитывающий материал между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом, впитывающий средний слой расположен между верхним и внешним слоями. Впитывающий средний слой обладает первым и вторым продольным краем и первым и вторым поперечным краем. Впитывающий средний слой предусмотрен с несколькими соединительными зонами, включающими по меньшей мере первую и вторую соединительные зоны, первая и вторая соединительные зоны продолжаются друг около друга с областью промежности в направлении первого и/или второго поперечного края. В первой и второй соединительной зоне выполняется одно из следующих условий: верхний обертывающий средний слой лист присоединен к нижнему обертывающему средний слой листу вдоль соединения, которое продолжается, при просмотре в поперечном направлении впитывающего среднего слоя, на поперечное расстояние, которое составляет по меньшей мере 1 мм, предпочтительно по меньшей мере 2 мм, более предпочтительно по меньшей мере 3 мм и наиболее предпочтительно по меньшей мере 4 мм; верхний обертывающий средний слой лист присоединен к нижнему обертывающему средний слой листу вдоль прерывистого соединения в нескольких местах на некотором расстоянии друг от друга, при просмотре в поперечном направлении впитывающего среднего слоя, предпочтительно на поперечное расстояние, которое составляет по меньшей мере 1 мм, предпочтительно по меньшей мере 2 мм, более предпочтительно по меньшей мере 3 мм и наиболее предпочтительно по меньшей мере 4 мм. При увлажнении впитывающего материала впитывающего изделия, любое из описанных выше условий приводит к созданию первого и второго канала у первой и второй соединительной зоны, соответственно.
Поскольку первая и вторая соединительные зоны продолжаются в направлении первого и/или второго поперечного края, чтобы создавать первый и второй канал, жидкость может быть распределена надлежащим образом. И несколько соединительных зон, до разбухания впитывающего материала, и несколько созданных каналов, во время и после разбухания впитывающего материала, обеспечивают более быстрое распределение жидкости, особенно к поперечным краям впитывающего среднего слоя. Помимо быстрого и надлежащего распределения жидкости в продольном направлении, присутствие нескольких соединительных зон и/или создание соответствующих нескольких каналов приводит к более быстрому и эффективному распределению жидкости и в поперечном направлении впитывающего среднего слоя, и в направлении по глубине впитывающего среднего слоя. Кроме того, в результате общее поглощение жидкости будет более быстрым. При задании соединительных зон достаточно ширины, глубины и/или длины, некоторое количество жидкости может быть временно удержано, пока происходит впитывание. Поскольку жидкость распределяется быстро, этот эффект устанавливается не только во время первой подачи жидкости, но также во время возможной второй подачи жидкости, третьей и четвертой подачи жидкости. Кроме того, первая и вторая соединительные зоны обеспечивают разбухание впитывающего среднего слоя в форме лоханки, в то время как формируются первый и второй каналы. Действительно, участок впитывающего среднего слоя между первым продольным краем и первой соединительной зоной будет обеспечиваться поворот вовнутрь и вверх, и участок впитывающего среднего слоя между вторым продольным краем и второй соединительной зоной будет обеспечиваться поворот вовнутрь и вверх, что возможно благодаря достаточно широкой первой и второй соединительным зонам.
Предпочтительно первая соединительная зона и вторая соединительная зона по существу параллельны и продолжаются в продольном направлении впитывающего среднего слоя. В альтернативном варианте осуществления угол между первой соединительной зоной и продольным направлением впитывающего среднего слоя и угол между второй соединительной зоной и продольным направлением впитывающего среднего слоя меньше 5°. Таким образом, соответствующие первый и второй каналы и соответствующая форма лоханки впитывающего изделия могут быть получены при увлажнении впитывающего материала.
В одном примере варианта осуществления соединение между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом в первой и второй соединительной зоне является постоянным соединением, и впитывающий средний слой предусмотрен таким, чтобы в увлажненном состоянии впитывающего материала этот впитывающий материал продолжался поверх первой и второй соединительной зоны. Таким образом, впитывающий материал возвышается поверх первой и второй соединительной зоны, тем самым, вызывая натяжение впитывающего среднего слоя, которое вынуждает средний слой, который является по существу плоским в сухом состоянии, скручиваться для формирования впитывающего среднего слоя, содержащего первый и второй каналы, в форме лоханки и/или чаши.
Предпочтительно несколько соединительных зон покрывают совместно по меньшей мере 30%, предпочтительно по меньшей мере 40%, предпочтительно по меньшей мере 50%, более предпочтительно по меньшей мере 60%, более предпочтительно по меньшей мере 70%, более предпочтительно 80% и более предпочтительно по меньшей мере 90% общей длины впитывающего среднего слоя. Длина покрытия может быть осуществлена только с первой соединительной зоной и второй соединительной зоной или с комбинацией первой и второй соединительных зон и одной или более дополнительных соединительных зон. Например, первая и вторая соседние продольные соединительные зоны вместе с третьей и четвертой соседними продольными соединительными зонами могут продолжаться поверх по меньшей мере 30%, предпочтительно по меньшей мере 40%, предпочтительно по меньшей мере 50%, более предпочтительно по меньшей мере 60%, более предпочтительно по меньшей мере 70%, более предпочтительно 80% и более предпочтительно по меньшей мере 90% общей длины впитывающего среднего слоя. Это обеспечивает надежное распределение по всему впитывающему среднему слою, а также надежное формирование каналов и формы лоханки при разбухании впитывающего среднего слоя.
По второму предпочтительному варианту осуществления предлагается впитывающее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающий средний слой, содержащий впитывающий материал между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом, впитывающий средний слой расположен между верхним и внешним слоями. Впитывающий средний слой обладает первым и вторым продольным краем и первым и вторым поперечным краем. Впитывающий средний слой предусмотрен с несколькими соединительными зонами, включающими по меньшей мере первую и вторую соединительные зоны, каждая из первой и второй соединительной зоны продолжается от области промежности в направлении первого и/или второго поперечного края. Предпочтительно первый канал расположен около второго канала при просмотре в поперечном направлении впитывающего среднего слоя. В первой и второй соединительной зоне верхний обертывающий средний слой лист присоединен к нижнему обертывающему средний слой листу посредством полупостоянного соединения, предназначенного для разъединения после контакта с жидкостью.
Варианты осуществления основаны помимо прочего на сущности изобретения, что, за счет обеспечения нескольких соединительных зон во впитывающем среднем слое в комбинации с полупостоянными соединениями, впитывающий средний слой может разбухать улучшенным образом, что приводит к повышенному впитыванию жидкости. Действительно, когда жидкость протекает в соединительной зоны, соединения разъединяются, и впитывающий средний слой может ʺзаполнятьсяʺ или ʺнакладыватьсяʺ на соединительные зоны и/или каналы, причем участок впитывающего среднего слоя между первым продольным краем и первым каналом будет способен поворачиваться вовнутрь и вверх, и участок впитывающего среднего слоя между вторым продольным краем и вторым каналом будет способен поворачиваться вовнутрь и вверх, что возможно за счет первого и второго канала и разбухания под отсоединенным верхним обертывающим средний слой листом.
В одном примере второго предпочтительного варианта осуществления верхний обертывающий средний слой лист присоединен к нижнему обертывающему средний слой листу вдоль непрерывного или прерывистого соединения, которое продолжается, при просмотре в поперечном направлении впитывающего среднего слоя, на поперечное расстояние, которое составляет по меньшей мере 1 мм, предпочтительно по меньшей мере 2 мм, более предпочтительно по меньшей мере 3 мм и наиболее предпочтительно по меньшей мере 4 мм.
В одном примере второго предпочтительного варианта осуществления полупостоянное соединение предназначено для разъединения после контакта с мочой в течение некоторого периода времени, например, периода времени менее 30 с.
В третьем предпочтительном варианте осуществления предлагается впитывающее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающий средний слой, содержащий впитывающий материал между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом, впитывающий средний слой расположен между верхним и внешним слоями. Впитывающий средний слой обладает первым и вторым продольным краем и первым и вторым поперечным краем. Впитывающий средний слой предусмотрен с несколькими соединительными зонами, включающими по меньшей мере первую и вторую соединительные зоны, расположенные на некотором расстоянии друг от друга, каждая из первой и второй соединительной зоны продолжается от области промежности в направлении первого и/или второго поперечного края. Положение и/или форма одной или более соединительных зон из нескольких соединительных зон указаны посредством различимого цвета и/или цветного узора.
Такие варианты осуществления обладают тем преимуществом, что, с одной стороны, соединительные зоны обеспечивают улучшенное распределение жидкости и впитывания жидкости, и, с другой стороны, цвет и/или узор дают пользователю возможность различать передний и задний участок впитывающего изделия. Действительно, путем выделения, например, первой соединительной зоны цветом и/или узором, который отличается от цвета и/или узора второй соединительной зоны, пользователь может легко запомнить, например, какой цвет должен быть на левой или правой стороне. Для специалиста в этой области очевидно, что возможны различные варианты цвета и/или узора, которые дают пользователю возможность легко распознавать передний и задний участок. В дополнительном или альтернативном варианте, чтобы пользователю было легко распознать правильную ориентацию впитывающего изделия, цвет и/или узор, которые указывают положение и/или форму соединительных зон, могут быть использованы для обеспечения большей информации для пользователя о впитывающем изделии за счет связи конкретного цвета и/или узора визуальной индикации с некоторыми характеристиками впитывающего изделия, такими как размер, тип (например, подгузник или трусики) и т.д.
Предпочтительно положение одной или более из нескольких соединительных зон указано посредством слоя печатной краски.
В примерах вариантов осуществления различимый цвет и/или цветной узор предусмотрен по меньшей мере на одном из верхнего слоя, верхнего обертывающего средний слой листа, внешнего слоя и нижнего обёртывающего средний слой листа. Цвет и/или цветной узор могут быть предусмотрены на любой из сторон верхнего слоя, верхнего обертывающего средний слой листа, внешнего слоя и/или нижнего обертывающего средний слой листа. В дополнительном или альтернативном варианте цвет и/или цветной узор предусмотрены на собирающем и/или распределительном слое впитывающего изделия.
В четвертом предпочтительном варианте настоящего изобретения предлагается впитывающее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающий средний слой, содержащий впитывающий материал между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом, впитывающий средний слой расположен между верхним и внешним слоями. Впитывающий средний слой обладает первым и вторым продольным краем и первым и вторым поперечным краем. Впитывающий средний слой предусмотрен по меньшей мере с одной соединительной зоной. В первой соединительной зоне выполняется одно из следующих условий: верхний обертывающий средний слой лист присоединен к нижнему обертывающему средний слой листу вдоль соединения, которое продолжается, при просмотре в поперечном и/или продольном направлении впитывающего изделия, на поперечное и/или продольное расстояние, которое составляет по меньшей мере 1 мм, предпочтительно по меньшей мере 2 мм, более предпочтительно по меньшей мере 3 мм, наиболее предпочтительно по меньшей мере 4 мм; верхний обертывающий средний слой лист присоединен к нижнему обертывающему средний слой листу вдоль прерывистого соединения в нескольких местах на некотором расстоянии друг от друга, при просмотре в поперечном и/или продольном направлении впитывающего изделия. При увлажнении впитывающего материала первый канал создается у первой соединительной зоны.
В одном примере варианта осуществления первая соединительная зона продолжается от области промежности в направлении первого и/или второго поперечного края.
В альтернативном варианте осуществления первая соединительная зона продолжается в поперечном направлении впитывающего изделия между первым и вторым продольными краями.
Предпочтительно впитывающий средний слой предусмотрен по меньшей мере со второй соединительной зоной. По меньшей мере одна вторая соединительная зона продолжается в поперечном направлении впитывающего изделия между первым и вторым продольным краем.
Для специалиста очевидно, что следующие варианты осуществления могут соответствовать любому из описанных выше первого, второго, третьего и четвертого предпочтительных вариантов осуществления.
Предпочтительно вне нескольких соединительных зон впитывающий средний слой обладает максимальной толщиной; причем первая и вторая соединительные зоны продолжаются через по меньшей мере 90% максимальной толщины впитывающего среднего слоя, более предпочтительно через 100% толщины впитывающего среднего слоя, чтобы в первой и второй соединительной зоне по существу не было впитывающего материала между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом.
В одном примере варианта осуществления первая соединительная зона и вторая соединительная зона расположены симметрично относительно продольной центральной линии впитывающего среднего слоя между первым и вторым поперечным краем.
Предпочтительно соединение между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом представляет собой одно из следующего или их комбинацию: соединение прессованием, термосварка, ультразвуковая сварка, присоединение с образованием химической связи, адгезив.
Предпочтительно несколько соединительных зон дополнительно включают третью и четвертую соединительную зону, расположенные на некотором расстоянии друг от друга, каждая из третьей и четвертой соединительной зоны продолжается в направлении первого и/или второго поперечного края.
Предпочтительно расстояние между первой и второй соединительной зоной отличается от расстояния между третьей и четвертой соединительной зоной.
В одном примере варианта осуществления впитывающий средний слой имеет передний участок, продолжающийся на одной стороне поперечной линии промежности, и задний участок, продолжающийся на другой стороне поперечной линии промежности. Первая и вторая соединительная зона продолжаются по меньшей мере на переднем участке впитывающего среднего слоя; и третья и четвертая соединительная зона продолжаются по меньшей мере на заднем участке впитывающего среднего слоя.
Предпочтительно расстояние между первой и второй соединительной зоной меньше, чем расстояние между третьей и четвертой соединительной зоной.
Предпочтительно первая соединительная зона присоединена к третьей соединительной зоне посредством первой поперечной соединительной зоны, и вторая соединительная зона присоединена к четвертой соединительной зоне посредством второй поперечной соединительной зоны.
Предпочтительно первая и вторая соединительная зона продолжаются в продольном направлении впитывающего среднего слоя по длине, которая больше длины третьей и четвертой соединительных зон, и первая и вторая соединительная зона расположены между третьей и четвертой соединительными зонами
В одном примере варианта осуществления третья соединительная зона и четвертая соединительная зона расположены симметрично относительно продольной центральной линии впитывающего среднего слоя между первым и вторым поперечным краем.
Предпочтительно расстояние между первой и второй соединительной зоной составляет от 10 до 50 мм, предпочтительно от 15 до 30 мм.
В одном примере варианта осуществления длина первой и второй зоны больше 60 мм, предпочтительно больше 70 мм.
В одном варианте осуществления впитывающий материал содержит целлюлозную вату.
В альтернативном варианте осуществления впитывающий материал по существу не распушенный.
Предпочтительно в первой и второй соединительной зоне по существу нет впитывающего материала.
В одном примере варианта осуществления каждая из первой и второй соединительной зоны обладает нижней и верхней частью, причем верхний обертывающий средний слой лист присоединен к нижнему обертывающему средний слой листу в нижней части, верхней части или между нижней и верхней частью.
В одном примере варианта осуществления впитывающее изделие дополнительно содержит по меньшей мере одну поперечную соединительную зону, продолжающуюся от концевого участка первой соединительной зоны до соответствующего концевого участка второй соединительной зоны, причем при увлажнении впитывающего материала создается третий канал в поперечной соединительной зоне, соединяя, таким образом, первый и второй каналы.
В другом предпочтительном варианте осуществления настоящего изобретения предлагается впитывающее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающий средний слой, содержащий впитывающий материал между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом, впитывающий средний слой расположен между верхним и внешним слоями. Впитывающий средний слой обладает первым и вторым продольным краем и первым и вторым поперечным краем. Впитывающий средний слой предусмотрен с несколькими соединительными зонами, включающими по меньшей мере первую и вторую соединительные зоны, первая и вторая соединительные зоны продолжаются друг около друга с областью промежности в направлении первого и/или второго поперечного края. Первое связующее вещество расположено в первой области между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом на некотором расстоянии от первой и второй соединительной зоны, и второе связующее вещество расположено во второй области между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом. Предпочтительно первая область является по существу комплементарной для второй области. Предпочтительно вторая область включает первую и вторую соединительную зону.
В еще одном предпочтительном варианте осуществления настоящего изобретения предлагается впитывающее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающий средний слой, содержащий впитывающий материал между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом, впитывающий средний слой расположен между верхним и внешним слоями. Впитывающий средний слой обладает первым и вторым продольным краем и первым и вторым поперечным краем. Впитывающий средний слой предусмотрен по меньшей мере с одной соединительной зоной, продолжающейся от области промежности в направлении первого и/или второго поперечного края. Первое связующее вещество расположено в первой области между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом на некотором расстоянии от первой соединительной зоны, и второе связующее вещество расположено во второй области между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом. Предпочтительно первая область является по существу комплементарной для второй области. Предпочтительно вторая область включает первую и вторую соединительную зону.
В одном примере варианта осуществления первое связующее вещество отличается от второго связующего вещества.
В другом примере варианта осуществления первое связующее вещество аналогично второму связующему веществу; и переходная зона отличается от первой области и второй области.
В одном примере варианта осуществления первое связующее вещество предусмотрено в виде слоя первой толщины, и второе связующее вещество предусмотрено в виде слоя второй толщины, которая отличается от первой толщины, предпочтительно больше первой толщины.
В одном примере варианта осуществления первая область содержит несколько продольных полосок; и/или вторая область содержит несколько продольных полосок.
В одном варианте осуществления первое связующее вещество наносится по меньшей мере на один участок нижнего обертывающего средний слой листа на некотором расстоянии от предполагаемого положения первой и/или второй соединительной зоны до нанесения впитывающего материала, и второе связующее вещество наносится по меньшей мере на один участок верхнего обертывающего средний слой листа до его наложения поверх впитывающего материала на нижнем обертывающем средний слой листе.
В альтернативном варианте осуществления первое связующее вещество наносится по меньшей мере на один участок верхнего обертывающего средний слой листа на некотором расстоянии от предполагаемого положения первой и/или второй соединительной зоны до нанесения впитывающего материала, и второе связующее вещество наносится по меньшей мере на один участок нижнего обертывающего средний слой листа до его наложения поверх впитывающего материала на верхнем обертывающем средний слой листе. Предпочтительно по меньшей мере один участок верхнего обертывающего средний слоя листа и по меньшей мере один участок нижнего обертывающего средний слоя листа выбраны таким образом, чтобы при приложении и присоединении верхнего обертывающего средний слой листа к нижнему обертывающему средний слой листу несколько участков были комплементарны, причем предпочтительно по существу вся поверхность впитывающего изделия была предусмотрена со связующим веществом на одном из верхнего обертывающего средний слой листа или нижнего обертывающего средний слой листа. В одном варианте осуществления первое и второе связующее вещество являются одним и тем же связующим веществом. В альтернативных вариантах осуществления первое и второй связующие вещества являются взаимно различными связующими веществами, такими как различные клеи. Для специалиста в этой области очевидно, что первое и второе связующие вещества могут быть нанесены либо в виде слоев одинаковой толщины, либо в виде слоев разной толщины.
Для специалиста очевидно, что впитывающее изделие, описанное выше, более конкретно, с точки зрения нанесения связующего вещества, может отличаться от впитывающих изделий, которые изготовлены иным образом. Более конкретно, описанное выше применение связующего вещества, такого как клей, различается во впитывающих изделиях при изучении присутствующих связей внутри конкретного впитывающего изделия посредством одного из следующего: колориметрический анализ, УФ-анализ, химический анализ и подобное. Другими словами, путем исследования впитывающего изделия специалист может определить, какой тип связующего вещества был использован, где было нанесено конкретное связующее вещество, сколько слоев связующего вещества нанесено и т.д.
Специалисту будет понятно, что описанные выше технические соображения и преимущества вариантов осуществления впитывающего изделия также применимы к описанным далее вариантом осуществления способа, с соответствующими изменениями.
В пятом предпочтительном варианте осуществления предлагается способ изготовления впитывающего изделия, способ включает этапы:
- направление первого листового материала вдоль поворотного элемента, поверхность поворотного элемента предусмотрена с узором с зонами всасывания и зонами без всасывания; причем зоны без всасывания содержат по меньшей мере первую и вторую удлиненную зону, продолжающиеся в направлении по окружности поворотного элемента;
- наложение впитывающего материала на первый листовой материал на поворотном элементе, чтобы зоны всасывания были покрыты впитывающим материалом, и по существу не было впитывающего материала на зонах без всасывания;
- наложение второго листового материала поверх впитывающего материала на первом листовом материале; причем один из первого и второго листового материала является верхним обертывающим средний слой листовым материалом, а второй является нижним обертывающим средний слой листовым материалом;
- присоединение первого листового материала ко второму листовому материалу по меньшей мере в областях, где по существу нет впитывающего материала, и, таким образом, формируется по меньшей мере первая и вторая соединительная зона.
Предпочтительно присоединение выполняется приложением давления и тепла к верхнему обертывающему средний слой листовому материалу и/или нижнему обертывающему средний слой листовому материалу в областях, где по существу нет впитывающего материала.
Предпочтительно связующее вещество наносится по меньшей мере на один участок первого листового материала на некотором расстоянии от предполагаемого местоположения первой и второй соединительных зон, до нанесения впитывающего материала на первый листовой материал, и связующее вещество наносится по меньшей мере на один участок второго листового материала до того, как оно наносится поверх впитывающего материала на первом листовом материале. Предпочтительно по меньшей мере один участок первого листового материала и по меньшей мере один участок второго листового материала выбраны таким образом, чтобы при приложении и присоединении первого листового материала ко второму листовому материалу несколько участков были комплементарны, причем предпочтительно по существу вся поверхность впитывающего изделия была предусмотрена со связующим веществом либо на первом листовом материале, либо на втором листовом материале.
В другом варианте осуществления присоединение выполняется посредством поворотного элемента, который предусмотрен по меньшей мере с первым и вторым уплотнительными ребрами, размер которых предназначен для приложения давления и тепла к верхнему обертывающему средний слой листовому материалу и/или нижнему обертывающему средний слой листовому материалу в областях, где по существу нет впитывающего материала, для создания первой и второй соединительной зоны, соответственно.
Дополнительно предлагается способ изготовления впитывающего изделия, способ включает:
a. направление первого листового материала вдоль транспортировочного или поворотного элемента, поверхность транспортировочного элемента предусмотрена с шаблоном по меньшей мере с одной зоной всасывания и зоной без всасывания; причем по меньшей мере одна зона без всасывания содержит по меньшей мере первую зону, продолжающуюся в направлении транспортировки транспортировочного элемента;
b. наложение впитывающего материала на первый листовой материал на поворотном элементе, чтобы по меньшей мере одна зона всасывания была покрыта впитывающим материалом, и по существу не было впитывающего материала по меньшей мере в одной зоне без всасывания;
c. наложение второго листового материала поверх впитывающего материала на первом листовом материале; причем один из первого и второго листового материала является верхним обертывающим средний слой листовым материалом, а второй является нижним обертывающим средний слой листовым материалом;
d. присоединение первого листового материала ко второму листовому материалу по меньшей мере в областях, где по существу нет впитывающего материала, и чтобы была сформирована по меньшей мере первая соединительная зона.
Соединение может быть осуществлено приложением давления и тепла к верхнему обертывающему средний слой листовому материалу и/или нижнему обертывающему средний слой листовому материалу в областях, где по существу нет впитывающего материала.
Соединение может быть выполнено посредством поворотного элемента, который предусмотрен по меньшей мере с одним уплотнительным ребром, размер которого предусмотрен для приложения давления и тепла к верхнему обертывающему средний слой листовому материалу и/или нижнему обертывающему средний слой листовому материалу в областях, где по существу нет впитывающего материала для создания первой соединительной зоны.
Первое связующее вещество может быть нанесено по меньшей мере на один участок первого листового материала на некотором расстоянии от предполагаемого местоположения первой соединительной зоны перед этапом b, и второе связующее вещество может быть нанесено по меньшей мере на один участок второго листового материала перед этапом c. Предпочтительно по меньшей мере один участок первого листового материала и по меньшей мере один участок второго листового материала выбраны таким образом, чтобы при приложении и присоединении первого листового материала ко второму листовому материалу несколько участков были комплементарны, причем предпочтительно по существу вся поверхность впитывающего изделия была предусмотрена со связующим веществом либо на первом листовом материале, либо на втором листовом материале.
Первое связующее вещество, нанесенное по меньшей мере на один участок первого листового материала, может отличаться, предпочтительно оно менее прочное, от второго связующего вещества, нанесенного по меньшей мере на один участок второго листового материала.
Связующее вещество может быть нанесено по меньшей мере на один участок первого листового материала в виде первого слоя первой толщины и по меньшей мере на один участок второго листового материала в виде второго слоя второй толщины, которая отличается, предпочтительно больше, чем первая толщина.
Связующее вещество может быть нанесено на первый листовой материал в виде нескольких параллельных первых продольных полосок и на второй листовой материал в виде нескольких параллельных вторых продольных полосок, причем предпочтительно вторая продольная полоска расположена между двумя первыми продольными полосками из нескольких первых продольных полосок.
Для специалиста очевидно, что впитывающее изделие, которое изготовлено по любому из вариантов осуществления способа, описанных выше, может отличаться от впитывающих изделий, которые изготовлены по другому способу. Более конкретно, описанный выше способ нанесения слоев связующего вещества, такого как клей, различается в конечном продукте в виде впитывающего изделия при исследовании связей в конкретном впитывающем изделии посредством любого из следующего: колориметрический анализ, УФ-анализ, химический анализ и подобное. Другими словами, путем изучения конечного продукта в виде впитывающего изделия специалист может определить, какой тип связующего вещества был использован, где было нанесено конкретное связующее вещество, сколько слоев связующего вещества нанесено и т.д.
Краткое описание чертежей
Сопроводительные чертежи используются для иллюстрации примеров предпочтительных в настоящее время и не подразумевающих ограничения ими вариантов осуществления устройств по настоящему изобретению. Указанные выше и другие преимущества особенностей и предметов настоящего изобретения будут более очевидны, и настоящее изобретение будет более понятно по следующему подробному описанию, при его прочтении в сочетании с сопроводительными чертежами, на которых:
На фиг. 1A показан вид в перспективе примера варианта осуществления подгузника;
На фиг. 1B показан вид сверху в плане подгузника по фиг. 1A;
На фиг. 1C схематично показан вид в разрезе вдоль линии C-C по фиг. 1B;
На фиг. 1D схематично показан вид в разрезе вдоль линии D-D по фиг. 1B;
На фиг. 2A показан вид в перспективе примера варианта осуществления подгузника;
На фиг. 2B показан вид сверху в плане подгузника по фиг. 2A;
На фиг. 3-8 показаны виды в перспективе других примеров вариантов осуществления подгузника;
На фиг. 9A и 9B показаны виды в разрезе, иллюстрирующие эффект жидкости, поглощенной впитывающим средним слоем примера варианта осуществления впитывающего изделия; и
На фиг. 10 схематично показан пример варианта осуществления способа и устройства для изготовления впитывающего изделия;
На фиг. 10A-10D показан способ изготовления впитывающего изделия, причем на фиг. 10A показано нанесение клея на нижнюю обертку среднего слоя, на фиг. 10B показано нанесение клея на верхнюю обертку среднего слоя, на фиг. 10C показаны скомбинированные нижняя и верхняя обертки среднего слоя, и на фиг. 10D показано впитывающее изделие после этапов изготовления.
На фиг. 10E-10H показаны элементы, относящиеся к примеру способа, в котором используется всасывание.
На фиг. 10E показан вид в разрезе вкладыша, помещенного в зону без всасывания примера варианте осуществления по фиг. 10;
На фиг. 10F показан вид сверху, указывающий, как вкладыши могут быть позиционированы для создания зон без всасывания для примера варианта осуществления по фиг. 10;
На фиг. 10G показан вид в разрезе впитывающего среднего слоя, когда накладывается второй лист 120;
На фиг. 10H показан вид в разрезе впитывающего среднего слоя до присоединения первого листа 110 ко второму листу 120;
На фиг. 11A показан вид сверху примера варианта осуществления впитывающего среднего слоя с четырьмя соединительными зонами с использованием первого примера варианта осуществления шаблона для уплотнения;
На фиг. 11B показан вид сверху примера варианта осуществления впитывающего среднего слоя с четырьмя соединительными зонами с использованием второго примера варианта осуществления шаблона для уплотнения;
На фиг. 11C показан вид сверху примера варианта осуществления впитывающего среднего слоя с четырьмя соединительными зонами с использованием третьего примера варианта осуществления шаблона для уплотнения;
На фиг. 11D показан четвертый пример варианта осуществления возможного шаблона для уплотнения;
На фиг. 11E показан пятый пример варианта осуществления возможного шаблона для уплотнения;
На фиг. 12 показан вид в перспективе примера варианта осуществления подгузника во влажном состоянии;
На фиг. 13A и 13B показаны виды в разрезе, иллюстрирующие эффект впитывания жидкости обычным впитывающим средним слоем и впитывания жидкости впитывающим средним слоем в одном примере варианта осуществления настоящего изобретения, соответственно;
На фиг. 14 схематично показан вид в разрезе впитывающего среднего слоя, на котором для соединительных зон указаны три возможные местоположения;
На фиг. 15A-15X показаны примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению;
На фиг. 16A-16S показаны другие примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению;
На фиг. 17A-17V также показаны другие примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению;
На фиг. 18A-18G также показаны другие примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению;
На фиг. 19A-19D также показаны другие примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению;
На фиг. 20A-20Z также показаны другие примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению;
На фиг. 21A-21Z также показаны другие примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению;
На фиг. 22A-22Z также показаны другие примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению;
На фиг. 23A-23V также показаны другие примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению;
На фиг. 24A-24C представлены фотографии примера варианта осуществления подгузника в сухом и влажном состоянии;
На фиг. 25A-25Z также показаны другие примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению; и
На фиг. 26A-26T также показаны другие примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению.
Осуществление изобретения
Следующие термины, используемые в настоящем документе, имеют следующее значение:
Артикли ʺaʺ, ʺanʺ и ʺtheʺ, используемые в настоящем документе, относятся и к единственному, и к множественному числу, если в контексте явно не указано противоположного. В качестве примера, ʺкраевой барьерʺ относится к одному или более краевым барьерам.
Подразумевается, что термин ʺпримерноʺ, используемый в настоящем документе, относящийся к измеряемой величине, такой как параметр, количество, длительность по времени и подобное, охватывает изменения +/-20% или менее, предпочтительно +/-10% или менее, более предпочтительно +/-5% или менее, даже более предпочтительно +/-1%, или изменения, приемлемые для осуществления описанного изобретения. Однако следует понимать, что значение, к которому добавлено ʺпримерноʺ, относится к конкретной описанной величине.
Термины ʺпоглощающее влагу изделиеʺ, ʺвпитывающее бельеʺ, ʺвпитывающая продукцияʺ, ʺвпитывающий предметʺ, ʺпоглощающее влагу бельеʺ, ʺпоглощающая влагу продукцияʺ и подобное, используемые в настоящем документе, взаимозаменяемы и относятся к устройствам, которые поглощают и удерживают выделения организма, и, более конкретно, относятся к устройствам, которые размещены около или в непосредственной близости от тела пользователя для поглощения и удержания различных жидкостей, выделяемых организмом. Впитывающие изделия включают, но не ограничиваются этим, женское гигиеническое белье, детские подгузники и подгузники-трусики, белье при недержании у взрослых, различные средства удержания подгузников и подгузников-трусиков, прокладки, полотенца, впитывающие вкладыши и подобное.
Термин ʺвпитывающий средний слойʺ, используемый в настоящем документе, относится к объемной части впитывающей структуры, содержащей впитывающий жидкость материал, используемый для постоянного впитывания и/или удержания выделений организма.
Термин ʺвпитывающий компонентʺ, используемый в настоящем документе, относится к структурной составляющей впитывающего изделия, например, к части впитывающего среднего слоя, такой как одна из нескольких частей составного впитывающего среднего слоя.
Термин ʺвпитывающий элементʺ, используемый в настоящем документе, относится к части функциональной составляющей впитывающей структуры, например, собирающему слою, распределяющему слою, среднему слою или высвобождающей структуре, сформированными из материала или материалов, обладающих особыми характеристиками управления жидкостями, подходящими для конкретной функции.
Термин ʺвпитывающий волокнистый полимерный материалʺ, используемый в настоящем документе, относится к впитывающему полимерному материалу, который является волокнистым, таким как волокно, нити и подобное, чтобы он был менее текучим в сухом состоянии, чем твердые частицы.
Термин ʺвпитывающий вкладышʺ, используемый в настоящем документе, относится к устройству, предназначенному для вставки во ʺвпитывающий слойʺ, термин, используемый в настоящем документе, который относится к отдельному, напоминающему лист или полотно элементу впитывающего изделия, который может оставаться отсоединенным и относительно подвижным по отношению к другому такому элементу или может быть присоединен или соединен, чтобы он оставался постоянно связан с другим таким элементом. Каждый впитывающий слой сам может включать многослойный материал или комбинацию из нескольких слоев, листов и/или полотен аналогичного или разного состава.
Термины ʺвпитывающий полимерный материалʺ, ʺвпитывающий образующий гель материалʺ, ʺAGMʺ (впитывающий образующий гель материал), ʺсуперабсорбентʺ, ʺсупервпитывающий материалʺ, ʺсупервпитывающий полимерʺ, ʺSAPʺ (супервпитывающий полимер) и подобное, используемые в настоящем документе, используются взаимозаменяемо и относятся к любым подходящим полимерным материалам в виде частиц (например, хлопья, твердые частицы, гранулы или порошок) или волокнистым перекрестно-сшитым полимерным материалам, которые могут впитывать по меньшей мере в 5 раз и предпочтительно по меньшей мере примерно в 10 раз или более от их веса водного 0,9% соляного раствора, измеренного в соответствии с тестом способности удержания в центрифуге (EDANA 441.2-01).
Термин ʺобласть впитывающего полимерного материалаʺ, используемый в настоящем документе, относится к области впитывающей структуры, в которой соседние слои разделены за счет составного впитывающего полимерного материала. Области непредвиденного контакта между этими соседними слоями в пределах области впитывающего полимерного материала в виде частиц могут быть преднамеренными (например, области связи) или непреднамеренными (например, дефекты изготовления).
Термин ʺвпитывающий полимерный материал в виде частицʺ, используемый в настоящем документе, относится к впитывающему полимерному материалу, который имеет форму частиц, такую как порошки, гранулы, хлопья и подобное, чтобы он был текучим в сухом состоянии.
Термин ʺвпитываниеʺ, используемый в настоящем документе, относится к процессу, посредством которого жидкость поглощается материалом.
Термин ʺстепень впитыванияʺ, используемый в настоящем документе, относится к степени поглощения жидкости, т.е., к количеству жидкости, которое впитывается за единицу времени, обычно впитывающим компонентом, элементом и/или впитывающим слоем впитывающего изделия, структуры и/или среднего слоя.
Термин ʺсобирающий слойʺ, ʺсобирающая областьʺ, ʺсобирающая поверхностьʺ или ʺсобирающий материалʺ и подобное, используемые в настоящем документе, относятся к слою, лежащему поверх впитывающего среднего слоя, со свойством более быстрого поглощения и/или распределения жидкости.
Термин ʺвпитывающая способностьʺ – это способность материала поглощать текучие среда различными способами, включая капиллярность, осмос, растворение, химическое и/или другое действие.
Термин ʺбелье при недержании у взрослыхʺ, используемый в настоящем документе, относится к впитывающим изделиям, предназначенным для использования взрослыми при недержании, для впитывания и удержания выделений организма.
Термин ʺадгезияʺ, используемый в настоящем документе, относится к силе, которая удерживает различные материалы вместе на их границе раздела.
Термин ʺадгезивʺ, используемый в настоящем документе, относится к материалу, который необязательно может быть текучим в растворе или при нагревании, и используется для связывания материалов вместе.
Термин ʺабсорбцияʺ, используемый в настоящем документе, относится к процессу, посредством которого жидкость впитывается поверхностью материала.
Термин ʺформирование волокон аэродинамическим способомʺ, используемый в настоящем документе, относится к формированию полотна рассеянием волокон или частиц в потоке воздуха и их осаждения из потока воздуха на подвижную сетку посредством давления и/или вакуума; полотно из волокон, полученное аэродинамическим способом упоминается в настоящем документе, как ʺполученное аэродинамическим способомʺ; полученное аэродинамическим способом полотно, связанное посредством одного или более способов для обеспечения целостности ткани, упоминается в настоящем документе, как ʺнетканый материал аэродинамического способа изготовленияʺ.
Термины ʺобъемная плотностьʺ, ʺплотностьʺ, используемые в настоящем документе, относятся к основной массе образца, деленной на толщину с соответствующими преобразованиями используемых единиц измерения. Объемная плотность, используемая в настоящем документе, измеряется в единицах г/см3.
Термины ʺсоединитьʺ, ʺсоединенныйʺ и ʺсоединениеʺ, используемые в настоящем документе, являются синонимами с взаимозаменяемыми понятиями ʺзакрепитьʺ, ʺзафиксироватьʺ, ʺскрепитьʺ, ʺсвязатьʺ, ʺприсоединитьʺ и ʺсостыковатьʺ.
Термин ʺдетский подгузникʺ, используемый в настоящем документе, относится к впитывающим изделиям, предназначенным для использования детьми, чтобы впитывать и удерживать выделения организма, который пользователь закрепляет между ног и фиксирует вокруг талии ребенка.
Термин ʺдетские подгузники-трусикиʺ, используемый в настоящем документе, относится к впитывающим изделиям, представленным на рынке для использования при переводе детей с подгузников на нижнее белье, предназначенные для охвата нижней части тела ребенка, чтобы впитывать и удерживать выделения организма, изделие в основном предусмотрено в виде трусиков и изготавливается с полностью охватывающим талию участком, тем самым, пользователю не нужно закреплять изделие вокруг талии ребенка.
Термин ʺзадняя областьʺ, используемый в настоящем документе, относится к участку впитывающего изделия или его части, которая предназначена для позиционирования около ягодиц пользователя.
Термин ʺподкладкаʺ, используемый в настоящем документе, относится к полотну или другому материалу, который поддерживает и усиливает изнанку изделия.
Термин ʺосновной весʺ – это вес на единицу площади образца, представленный в граммах на квадратный метр, г/м2 или г/кв. м.
Термины ʺвыделения организмаʺ, ʺвыделения телаʺ, ʺтекучие выделения организмаʺ, ʺтекучее выделяемое организмаʺ, ʺтекучая среда(ы)ʺ, ʺжидкость(и)ʺ, ʺтекучая среда(ы) и жидкость(и)ʺ и подобное, используемые в настоящем документе, используются взаимозаменяемо и для упоминания, но, не подразумевая ограничения ими, мочи, крови, вагинальных выделений, грудного молока, пота и фекальных масс.
Термины ʺсвязующее веществоʺ, ʺадгезивʺ, ʺклейʺ, ʺсмолыʺ, ʺполимерыʺ и подобное, упоминаемые в настоящем документе, используются взаимозаменяемо и для упоминания веществ, в основном в твердой форме (например, порошок, пленка, волокно) или в виде пены, или в жидкой форме (например, эмульсия, суспензия, раствор), используемых, например, путем импрегнирования, распыления, печати, нанесения пены и подобное, используемых для присоединения или связывания функциональных и/или конструкционных компонентов, элементов и материалов, например, включая термо- и/или чувствительные к давлению адгезивы, расплавы, термо-активируемые адгезивы, термопластичные материалы, химически активируемые адгезивы/растворители, отверждаемые материалы и подобное.
Термин ʺпрочность сцепленияʺ, используемый в настоящем документе, относится к степени адгезии между связуемыми поверхностями. Этот термин является мерой нагрузки, требуемой для отделения слоя материала от основания, к которому он приклеен.
Термин ʺкапиллярное действиеʺ, ʺкапиллярностьʺ или ʺкапиллярное движениеʺ и подобное, упоминаемые в настоящем документе, используются для упоминания явления протекания жидкости через пористую среду.
Термин ʺосновная частьʺ, используемый в настоящем документе, относится к основной составляющей впитывающего изделия, на которой основана или на которую наложена остальная структура изделия, например, в подгузнике структурными элементами, которые придают подгузнику форму шортиков или трусиков, предназначенных для ношения, являются такие как внешний слой, верхний слой или комбинация верхнего слоя и внешнего слоя.
Термин ʺцеллюлозное волокноʺ, используемый в настоящем документе, относится к природным волокнам на основе целлюлозы, например, таким как хлопок, лен и т.д.; древесная целлюлоза, - это примеры целлюлозного волокна; изготовленных вручную волокон, полученных из целлюлозы, таких как регенерированная целлюлоза (вискоза), или частично или полностью ацетилированные производные целлюлозы (например, ацетат целлюлозы или триацетат) считаются целлюлозным волокном.
Термин ʺскоплениеʺ или подобное, используемый в настоящем документе, относится к агломерации частиц и/или волокон.
Термин ʺхимически упрочненное волокноʺ, ʺхимически модифицированное волокноʺ, ʺхимически перекрестно-сшитое волокноʺ, ʺскрученное волокноʺ и подобное, упоминаемые в настоящем документе, используются взаимозаменяемо и для упоминания любых волокон, которые упрочняются химическими средствами для повышения прочности волокна и в сухом, и во влажном состоянии, например, посредством добавления химических веществ, повышающих жесткость (например, посредством покрытия, импрегнирования и т.д.), изменения химической структуры самих волокон (например, посредством цепочек перекрестно-сшитых полимеров и т.д. и подобного.
Термин ʺпрочность сцепленияʺ, используемый в настоящем документе, относится к сопротивлению аналогичных материалов отделению друг от друга.
Термин ʺотделениеʺ, используемый в настоящем документе, относится к камерам, полостям, карманам и подобному.
Термины ʺсодержатьʺ, ʺсодержащийʺ и ʺсодержитʺ и ʺсостоящий изʺ, упоминаемые в настоящем документе, являются синонимами с терминами ʺвключатьʺ, ʺвключающийʺ, ʺвключаетʺ или ʺзаключатьʺ, ʺзаключающийʺ, ʺзаключает в себеʺ и являются всесторонними или неограничивающими терминами, которые указывают на присутствие того, что следует, например, компонента, и не исключают или не препятствуют присутствию дополнительных, неупомянутых компонентов, особенностей, элементов, частей, этапов, известных в этой области или описанных в настоящем документе.
Термин ʺнаружный материалʺ, используемый в настоящем документе, относится к легкому нетканому материалу, используемому, чтобы он содержал и скрывал под собой материал впитывающего среднего слоя; примеры наружного слоя или материалов, которые покрывают впитывающий средний слой женских гигиенических изделий, детских подгузников и подгузников-трусиков и белья при недержании у взрослых.
Термин ʺобласть промежностиʺ впитывающего изделия, используемый в настоящем документе, относится примерно к 50% всей длины впитывающих изделий (т.е., размера по оси y), в котором точка промежности расположена в продольном центре области промежности. То есть, область промежности определяется сначала расположением точки промежности впитывающего изделия, а затем отмерив вперед и отрезок длиной 25% от общей длины впитывающего изделия.
Термин ʺпоперечное направление (CD)ʺ, ʺбоковоеʺ или ʺпоперечноеʺ и подобное, упоминаемые в настоящем документе, используются взаимозаменяемо и для упоминания направления, которое перпендикулярно продольному направлению и включает направления в пределах ±45° от поперечного направления.
Термин ʺотверждениеʺ, используемый в настоящем документе, относится к способу, которым смолы, связующие вещества или полимеры отверждаются в или на ткани, обычно путем нагревания, чтобы они не растекались; отверждение может быть вызвано удалением растворителя или перекрестной-сшивкой, без которой они были бы растворимы.
Термины ʺподгузникʺ, ʺобычный подгузникʺ, ʺподобие подгузникаʺ, ʺподобное подгузнику бельеʺ и подобное, упоминаемые в настоящем документе, используются взаимозаменяемо и для упоминания одноразовых впитывающих изделий, которые обычно включают передний участок по талии и задний участок по талии, которые могут быть разъемно соединены вокруг бедер пользователя во время использования обычными застежками, таким как застежки на основе адгезивной ленты или застежки с крючками и петлями. При использовании изделие располагается между ног пользователя, и застежки соединяются разъемно для прикрепления заднего участка по талии к переднему участку по талии подгузника, тем самым, фиксируя подгузник вокруг талии пользователя. Передний участок по талии и задний участок по талии соединены относительно нерастяжимыми или растяжимыми элементами (термин ʺрастяжимыйʺ, используемый в настоящем документе, относится к материалам, которые растягиваются при приложении к материалу усилия и обеспечивают некоторое сопротивление растяжению). Следовательно, такие изделия в основном не предназначены для натягивания вверх или вниз поверх бедер пользователя, когда застежки соединены.
Термины ʺраспределительный слойʺ, ʺраспределительная областьʺ, ʺраспределительная поверхностьʺ или ʺраспределительный материалʺ и подобные, используемые в настоящем документе, относятся к слою поверх впитывающего среднего слоя со способностью более быстрого поглощения и распределения жидкости.
Термин ʺодноразовыйʺ используется в настоящем документе для описания изделий, которые в основном не предназначены для стирки или иного восстановления или повторного использования (т.е., они предназначены для утилизации после однократного использования и, предпочтительно для переработки, использования в компосте или иной утилизации экологически приемлемым способом).
Термин ʺукладка сухим способомʺ, используемый в настоящем документе, относится к способу изготовления нетканого полотна из сухого волокна; этот термин применим к формированию кардочесанного полотна, а также к аэродинамическому формированию произвольных волокон; полотно из волокна, полученного укладкой сухим способом, упоминается в настоящем документе, как ʺполученное укладкой сухим способомʺ; полотно, полученное укладкой сухим способом, связанное посредством одного или более способов для обеспечения целостности ткани, в настоящем документе упоминается, как ʺнетканое полотно сухого способа производстваʺ.
Термин ʺпрочность в сухом состоянииʺ, используемый в настоящем документе, относится к прочности соединения, определенной в сухом состоянии сразу же после сушки в определенных условиях или после периода выдержки в определенных условиях в стандартной лабораторной атмосфере.
Термины ʺпо существу не содержащий целлюлозыʺ или ʺпрактически не содержащий волокон целлюлозыʺ, используемые в настоящем документе, относятся к впитывающему изделию, структуре, компоненту среднего слоя и/или элементу, содержащему менее 20% волокон целлюлозы по весу, менее 10% волокон целлюлозы, менее 5% волокон целлюлозы, не содержащему волокон целлюлозы или не более незначительного количества волокон целлюлозы, которое фактически не влияет на его толщину, гибкость или впитывающую способность.
Термины ʺпо существу не содержит волокнаʺ или ʺпрактически не содержит целлюлозной ватыʺ, используемые в настоящем документе, относятся к впитывающему изделию, структуре, среднему слою, компоненту и/или элементу, содержащему менее 20% по весу целлюлозной ваты, менее 10% целлюлозной ваты, менее 5% целлюлозной ваты, не содержащему целлюлозной ваты или содержащем не более незначительного количества целлюлозной ваты, которое фактически не влияет на его толщину, гибкость или впитывающую способность.
Термин ʺтканьʺ, используемый в настоящем документе, относится к листовой структуре, изготовленной из волокон, нитей и/или пряжи.
Термин ʺженское гигиеническое бельеʺ, используемый в настоящем документе, относится к впитывающим гигиеническим изделиям, предназначенным для ношения женщинами, для впитывания и удержания выделений организма.
Термин ʺволокноʺ, используемый в настоящем документе, относится к основной нитевидной структуре, из которой изготовлены нетканые материалы, пряжа и ткани. Оно отличается от частиц длиной по меньшей мере в 4 раза больше ширины; Термин ʺнатуральное волокноʺ относится к материалу животного (шерсть, шелк), растительного (хлопок, лен, джут), либо минерального (асбест) происхождения, в то время как под термином ʺсинтетическое волокноʺ подразумевают либо полимеры, синтезированные из химических соединений (полиэфир, полипропилен, нейлон, акрил и т.д.), либо модифицированные натуральные полимеры (вискоза, ацетат) или минеральные (стекло). Термины ʺволокноʺ и ʺнитьʺ используются взаимозаменяемо.
Термин ʺраспушенная целлюлозаʺ или ʺцеллюлозная ватаʺ, используемый в настоящем документе, относится к древесной целлюлозе, специально подготовленной для укладки сухим способом производства. Волокно может быть либо натуральным, либо синтетическим или их комбинацией.
Термин ʺпередняя областьʺ, используемый в настоящем документе, относится к участку впитывающего изделия или его части, которая предназначена для позиционирования вблизи передней части тела пользователя.
Термин ʺслой, обращенный к одеждеʺ, используемый в настоящем документе, относится к элементам основной части, которые формируют наружную поверхность впитывающего изделия, такие как внешний слой, боковые панели, застежки по талии и подобное, когда такие элементы присутствуют.
Термин ʺтермоактивируемый адгезивʺ, используемый в настоящем документе, относится к сухому адгезиву, который становится липким или текучим при нагревании или приложении тепла и давления к сборке.
Термин ʺтермоуплотняющийся адгезивʺ, используемый в настоящем документе, относится к термопластичному адгезиву, который расплавляется между склеиваемыми поверхностями за счет приложения тепла к одной или обеим примыкающим склеиваемым поверхностям.
Термин ʺвысокая упругость пучка волоконʺ, используемый в настоящем документе, относится к общему термину низкой плотности, толстой или объемной ткани.
Термин ʺтермоплавкий адгезивʺ, используемый в настоящем документе, относится к твердому материалу, который быстро расплавляется при нагревании, затем отверждается для формирования связи при охлаждении; используется для почти мгновенного связывания.
Термин ʺгидрофильныйʺ, используемый в настоящем документе, относится к наличию сродства при увлажнении водой или для впитывания воды.
Термин ʺгидрофобныйʺ, используемый в настоящем документе, относится к отсутствию сродства при увлажнении водой или впитывании воды.
Термин ʺиммобилизирующий слойʺ, используемый в настоящем документе, относится к слою, предназначенному для наложения на область впитывающего полимерного материала или впитывающий полимерный материал с целью сбора, связывания и/или иммобилизации впитывающего материала и/или впитывающего слоя.
Термины ʺприсоединитьʺ, ʺсоединенныйʺ и ʺсоединениеʺ, используемые в настоящем документе, относятся к охвату компоновок, в которых элемент напрямую прикреплен к другому элементу путем фиксации этого элемента непосредственно на другом элементе, а также к компоновкам, в которых элемент опосредованно прикреплен к другому элементу путем фиксации этого элемента на промежуточном элементе или элементах, которые, в свою очередь, зафиксированы на другом элементе.
Термин ʺвязаниеʺ, используемый в настоящем документе, относится к способу связывания вместе петель волокон иглами или аналогичными устройствами.
Термин ʺслойʺ относится к идентифицируемым компонентам впитывающего изделия, и любая часть, упомянутая, как ʺслойʺ фактически может содержать многослойный материал или комбинацию нескольких листов или полотен требуемого типа материалов. Используемый в настоящем документе термин ʺслойʺ включает термины ʺслоиʺ и ʺслоистый.ʺ Термин ʺверхнийʺ относится к слою впитывающего изделия, который ближе всего к и/или обращен к обращенному к пользователю слою; и наоборот, термин ʺнижнийʺ относится к слою впитывающего изделия, который ближе всего к и/или обращен к обращенному к одежде слою. ʺСлойʺ представляет собой трехмерную структуру с размером x по ширине, размером y по длине и размером z по толщине при измерении толщиномером, размеры x-y по существу соответствуют плоскости изделия, однако следует отметить, что различные элементы, слои и структуры впитывающих изделий по настоящему изобретению необязательно могут быть в основном плоскими по своей природе и могут обладать формой или профилем в нужной компоновке.
Термины ʺнаправление обработки (MD)ʺ, ʺпродольныйʺ и подобное, упоминаемые в настоящем документе, используются взаимозаменяемо и для упоминания направления, проходящего параллельно максимальному линейному размеру структуры, и включает направления в пределах ±45° от продольного направления.
Термин ʺосновная поверхностьʺ, используемый в настоящем документе, относится к термину, используемому для описания поверхностей наибольшей протяженности в основном планарного или напоминающего лист конструкционного элемента и к различению этих поверхностей от меньших поверхностей концевых краев и боковых краев, т.е., в элементе с длиной, шириной и толщиной, толщина относится к наименьшему из трех размеров, основные поверхности определяются длиной и шириной и, таким образом, обладают наибольшей протяженностью.
Термин ʺмассовый потокʺ, используемый в настоящем документе, относится к потоку жидкости от одного впитывающего элемента к другому впитывающему элементу посредством действия канала потока.
Термин ʺмеханическое соединениеʺ, используемый в настоящем документе, относится к способу связывания волокон путем их перепутывания. Это может достигаться путем прокалывания иглой, сшивания волокон или путем использования струй воздуха или воды под высоким давлением и подобного.
Термин ʺнетканыйʺ, используемый в настоящем документе, относится к изготовленному листу, полотну или ватину из направленно или произвольно ориентированных волокон, связанных посредством трения и/или сцепления и/или адгезии, за исключением бумаги и изделий, которые являются ткаными, трикотажными, с прошивкой, стегаными, содержащими связующую пряжу или нити, или валяных посредством мокрого способа измельчения, необязательно с дополнительной прошивкой иглой. Волокна могут быть натуральные или искусственные и могут быть с длинноволокнистыми или непрерывными нитями или сформированы на месте. Имеющиеся в продаже волокна обладают диаметром в диапазоне от менее примерно 0,001 до более примерно 0,2 мм, и они принимают разную форму: короткие волокна (известные, как штапель или рубленое волокно), непрерывные одиночные волокна (нити или мононити), некрученые пряди непрерывных нитей (жгут) и крученые пряди непрерывных нитей (пряжа). Нетканые материалы могут быть сформированы посредством множества способов, таких как раздув расплава, спряденные из штапельного волокна, химическое прядение из раствора полимера, электропрядение и кардочесание. Основной вес нетканого материала обычно выражается в граммах на квадратный метр (г/кв. м).
Термины ʺтрусикиʺ, ʺтренировочные трусикиʺ, ʺзакрытые подгузникиʺ, ʺзаранее закрепленные подгузникиʺ, ʺнатягиваемые подгузникиʺ и ʺподгузники-трусикиʺ и подобное, упоминаемые в настоящем документе, используются взаимозаменяемо и для упоминания впитывающих изделий, которые обычно применяются пользователем сначала введением ног в соответствующие отверстия для ног, а затем натягиванием трусиков с ног до области талии поверх бедер и ягодиц пользователя, и которые могут быть подтянуты вверх или вниз поверх бедер пользователя. Обычно такие изделия включают передний участок по талии и задний участок по талии, которые могут быть соединены вокруг бедер пользователя целостными или разъемными элементами. Трусики могут быть изготовлены по любому подходящему способу, включая, но, не ограничиваясь этим, соединение вместе участков изделия с помощью повторно застегиваемых и/или не подлежащих повторному застегиванию соединений (например, шов, сварка, адгезив, соединение сцеплением, застежка и т.д.). Застежки могут быть изготовлены в любом месте вдоль периферии изделия (например, боковая застежка, застежка спереди по талии).
Термин ʺполимерʺ, используемый в настоящем документе, относится, но, не ограничивается этим, к гомополимерам, сополимерам, таким как, например, блок-, графт-, статические и чередующиеся сополимеры, терполимеры и т.д. и их смесям и модификациям. Если нет иного особого ограничения, термин ʺполимерʺ включает все возможные пространственные компоновки молекулы и включает, но, не ограничивается этим, изотактическую, синдиотактическую и произвольную симметрию.
Термин ʺзаднийʺ, используемый в настоящем документе, относится к участку впитывающего изделия или его части, которая предназначена для позиционирования около ягодиц пользователя.
Термин ʺвыпускная структураʺ, ʺвыпускная область, выпускная поверхностьʺ или ʺвыпускной материалʺ и подобное, упоминаемые в настоящем документе, используются взаимозаменяемо и для упоминания структуры, сообщающейся по потоку текучей среды с впитывающим средним слоем с большей относительной впитывающей способностью и/или объемом, позволяющим быстро поглотить, временно удержать и выпустить жидкости.
Термин ʺсмолаʺ, используемый в настоящем документе, относится к твердым или полутвердым полимерным материалам.
Термин ʺтермосвязываниеʺ, используемый в настоящем документе, относится к способу связывания волокон путем использования тепла и/или высокого давления.
Термин ʺтермопластичныйʺ, используемый в настоящем документе, относится к полимерным материалам, которые обладают некоторой температурой плавления и могут перетекать или быть сформованы разной формы при приложении тепла при или ниже температуры плавления.
Термин ʺультразвуковойʺ, используемый в настоящем документе, относится к использованию высокочастотного звука для генерирования локализованного тепла посредством вибрации, тем самым, вызывая связывание термопластичных волокон друг с другом.
Термины ʺвпитывающий водуʺ, ʺвпитывающий жидкостьʺ, ʺабсорбентʺ, ʺабсорбирующийʺ и подобное, упоминаемые в настоящем документе, используются взаимозаменяемо и для упоминания соединений, материалов, изделий, которые впитывают по меньшей мере воду, но обычно также другие водные текучие среды и обычно другие части выделений организма, такие как по меньшей мере моча или кровь.
Термин ʺобращенный к пользователю слойʺ, используемый в настоящем документе, относится к элементам основной части, которые образуют внутреннюю поверхность впитывающего изделия, такие как верхний слой, манжеты вокруг ног и боковые панели и т.д., когда такие элементы присутствуют.
Термин ʺткачествоʺ, используемый в настоящем документе, относится к способу переплетения двух или более наборов нитей под прямым углом для формирования ткани; полотно из волокон, полученное ткачеством, упоминается в настоящем документе, как ʺтканоеʺ.
Термин ʺполотно материалаʺ, используемый в настоящем документе, относится по существу к бесконечному материалу в одном направлении, т.е., продольном направлении или длине или направлении x в декартовых координатах относительно полотняного материала. В это понятие включена по существу неограниченная последовательность частей, отрезанных или иным образом отделенных от по существу бесконечного материала. Часто, хотя необязательно, полотно материала будет обладать размером по толщине (т.е., размером в направлении z), который значительно меньше, чем продольная протяженность (т.е., в направлении x). Обычно ширина полотен материала (в направлении y) будет значительно больше, чем толщина, но меньшей, чем длина. Часто, хотя необязательно, толщина и ширина таких материалов по существу постоянны вдоль длины полотна. Не подразумевая никакого ограничения, такое полотно материала может быть материалом из целлюлозного волокна, тканью, ткаными или неткаными материалами и подобным. Обычно, хотя необязательно, полотно материала поставляется в форме рулона или на бобинах или в сложенном состоянии в коробках. Отдельные поставки затем могут быть соединены концами для формирования по существу бесконечной структуры. Полотно материала может состоять из полотен нескольких материалов, таких как многослойный нетканый материал с покрытием, нетканые многослойные материалы/пленки. Полотна материала могут содержать другие материалы, такие как добавленный связующий материал, частицы, гидрофилизирующие средства и подобное.
Термин ʺпрочность на разрыв во влажном состоянииʺ является мерой способности слоя поглощать энергию, когда он влажный и подвергается деформации, нормальной по отношению к плоскости полотна.
Термин ʺпрочность во влажном состоянииʺ, используемый в настоящем документе, относится к прочности стыка, определяемой сразу же после удаления из жидкости, в которую был погружен материал при указанных условиях по времени, температуре и давлении. Этот термин обычно используется в данной области для обозначения прочности после погружения в воду.
Термин ʺспособ мокрой выкладкиʺ, используемый в настоящем документе, относится к формированию полотна из водной взвеси волокон путем применения модифицированных способов изготовления бумаги; полотно из волокон, полученное посредством мокрой выкладки, упоминается в настоящем документе, как ʺполученное по способу мокрой выкладкиʺ.
Термин ʺдревесное волокноʺ, используемый в настоящем документе, относится к целлюлозному волокну, используемому для изготовления вискозного волокна, бумаги и впитывающих средних слоев таких изделий, как женское гигиеническое белье, детские подгузники и трусики и белье при недержании у взрослых.
Термин ʺразмер в плоскости x-yʺ, используемый в настоящем документе, относится к плоскости, ортогональной толщине изделия, структуры или элемента. Размеры по x- и y- соответствуют в основном ширине и длине, соответственно, изделия, структуры или элемента.
Термин ʺразмер по zʺ, используемый в настоящем документе, относится к размеру, ортогональному длине и ширине изделия, структуры или элемента. Размер по z соответствует в основном толщине изделия, структуры или элемента.
Следует отметить, что хотя в примерах описанных вариантов осуществления по меньшей мере одна соединительная зона выполнена в виде нескольких каналов, не исключаются другие компоновки, и они охватываются областью применения для специалиста в этой области.
Если не определено иного, все термины, используемые в описании настоящего изобретения, включая технические и специальные термины, обладают значением, в широком смысле понятным обычному специалисту в области, к которой принадлежит настоящее изобретение. Посредством дополнительных указаний определения терминов включены для лучшей оценки принципов настоящего изобретения.
Одинаковые или аналогичные свойства и компоненты указаны одинаковыми номерами ссылочных позиций по всем чертежам.
На фиг. 1A, 1B, 1C и 1D показан пример варианта осуществления впитывающего изделия, здесь, подгузника. На фиг. 1B показано впитывающее изделие в плоском, несжатом состоянии с повернутой вверх стороной, обращенной к пользователю. Специалисту понятно, что впитывающим изделием также могут быть трусики или белье при недержании у взрослых или подобное. Впитывающее изделие 100 содержит проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающий средний слой 130, расположенный между верхним слоем и внешним слоем. Впитывающий слой 130 содержит впитывающий материал 105 между верхним обертывающим средний слой листом 110 и нижним обертывающим средний слой листом 120. Впитывающий средний слой 130 обладает первым и вторым продольным краем 131, 132 и первым и вторым поперечным краем 133, 134.
Впитывающий слой 130 предусмотрен с несколькими соединительными зонами 145, 155, 165, 175, включающими по меньшей мере первую соединительную зону 145 и вторую соединительную зону 155. Первая и вторая соединительные зоны продолжаются друг около друга от области промежности СК в направлении первого и/или второго поперечного края 133, 134. В первой и второй соединительной зоне 145, 155 верхний обертывающий средний слой лист 110 присоединен к нижнему обертывающему средний слой листу 120
- вдоль соединения, которое продолжается, при просмотре в поперечном направлении впитывающего среднего слоя, на поперечное расстояние, которое составляет по меньшей мере 1 мм, предпочтительно по меньшей мере 2 мм, более предпочтительно по меньшей мере 3 мм, наиболее предпочтительно по меньшей мере 4 мм; и/или
- вдоль прерывистого соединения в нескольких местах на некотором расстоянии друг от друга, при просмотре в поперечном направлении впитывающего среднего слоя. Таким образом, при увлажнении впитывающего материала создаются первый и второй каналы 140, 150 у первой и второй соединительной зоны 145, 155, соответственно.
Впитывающее изделие 100 предусмотрено у верхнего обертывающего средний слой листа по меньшей мере с первой и второй соединительной зоной 145, 155, расположенными на некотором расстоянии d12 друг от друга. Таким образом, каждый из первого и второго каналов 140, 150, сформированных при увлажнении, продолжаются от области CR промежности в направлении первого поперечного края 133. Предпочтительно расстояние d12 составляет от 10 до 50 мм, более предпочтительно от 15 до 30 мм. Предпочтительно длина первого и второго канала по существу одинакова, более предпочтительно длина 11 первого канала и длина 12 второго канала составляет от 60 до 140 мм, более предпочтительно от 75 до 125 мм. Предпочтительно расстояние между первой соединительной зоной 145 и первой продольной стороной 131 составляет от 20 до 30 мм, и расстояние между второй соединительной зоной 155 и второй продольной стороной 132 составляет от 20 до 30 мм. Предпочтительно расстояние между первой/второй соединительной зоной 145, 155 и поперечным краем 133 составляет от 50 до 125 мм, более предпочтительно от 75 до 115 мм.
Первый канал 140 и второй канал 150 по существу параллельны и проходят в продольном направлении впитывающего среднего слоя 130. Однако возможно, что первый и второй канал 140, 150 продолжаются под небольшим углом по отношению к продольному направлению впитывающего среднего слоя 130, например, углом от 5 до 10°. Например, первая и вторая соединительные зоны 145, 155 (и, следовательно, первый и второй канал 140, 150) могут несколько расходиться наружу в направлении первого поперечного края 133. Предпочтительно первый канал 140 и второй канал 150 расположены симметрично по отношению к продольной центральной линии CL впитывающего среднего слоя 130.
Впитывающее изделие 100 дополнительно предусмотрено с третьим и четвертым каналами 160, 170, расположенными на некотором расстоянии d34 друг от друга. Каждый из третьего и четвертого канала 160, 170 продолжается от области CR промежности в направлении второго поперечного края 134. Расстояние d12 между первым и вторым каналом 140, 150 отличается от расстояния d34 между третьим и четвертым каналом 160, 170. Предпочтительно расстояние d34 составляет от 25 до 80 мм, более предпочтительно от 35 до 55 мм. Предпочтительно длина третьего и четвертого канала 160, 170 по существу одинакова, более предпочтительно длина l3 третьего канала и длина l4 четвертого канала составляет от 30 до 130 мм, более предпочтительно от 30 до 70 мм. Предпочтительно расстояние между третьей соединительной зоной 165/третьим каналом 160 и первой продольной стороной 131 составляет от 20 до 30 мм, и расстояние между четвертой соединительной зоной 175 и второй продольной стороной 132 составляет от 20 до 30 мм. Предпочтительно расстояние между третьей/четвертой соединительной зоной 165, 175 и поперечным краем 134 составляет от 30 до 100 мм, более предпочтительно от 40 до 75 мм.
Третий канал 160 и четвертый канал 170 по существу параллельны и проходят в продольном направлении впитывающего среднего слоя 130. Однако также возможно, что третий канал и четвертый канал 160, 170 продолжаются под небольшим углом по отношению к продольному направлению впитывающего среднего слоя 130, например, углом от 5 до 10°. Например, третий и четвертый канал 160, 170 могут несколько расходиться наружу в направлении второго поперечного края 134. Предпочтительно третий канал 160 и четвертый канал 170 расположены симметрично по отношению к продольной центральной линии CL впитывающего среднего слоя 130.
Предпочтительно расстояние между концевой точкой 141 первого канала 140 и концевой точкой 161 третьего канала 160 меньше 25 мм, более предпочтительно меньше 20 мм. Аналогично, предпочтительно расстояние между концевой точкой 151 второго канала 150 и концевой точкой 171 четвертого канала 170 меньше 25 мм, более предпочтительно меньше 20 мм. Более предпочтительно концевые точки 141, 151, 161 и 171 расположены по существу на одной и той же поперечной линии L, функционирующей в качестве линии сгиба, вдоль которой подгузник можно сложить вдвое.
Каждый из первого, второго, третьего и четвертого канала 140, 150, 160, 170 обладает нижней частью, которая формирует соединительную зону 145, 155, 165, 175, см. фиг. 1C и 1D. В нижней части 145, 155, 165, 175 верхний обертывающий средний слой лист 110 присоединен к нижнему обертывающему средний слой листу 120. Ширина w нижней части, при просмотре в поперечном направлении впитывающего среднего слоя 130, предпочтительно больше 2 мм, более предпочтительно больше 3 мм и даже более предпочтительно больше 4 мм. Для этого соединение между верхним обертывающим средний слой листом 110 и нижним обертывающим средний слой листом 120 может быть соединением, продолжающимся по всему поперечному расстоянию, которое составляет по меньшей мере 2 мм, предпочтительно по меньшей мере 3 мм, более предпочтительно по меньшей мере 4 мм; и/или соединение может быть прерывистым соединением в нескольких местах на некотором расстоянии друг от друга, при просмотре в поперечном направлении впитывающего среднего слоя 130. Предпочтительно соединение в нижней части между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом осуществлено посредством одного из следующего или их комбинацией: соединение прессованием, термосварка, ультразвуковая сварка, химическое связывание, адгезив, механическое соединение.
Вне нескольких каналов 140, 150, 160, 170 впитывающий средний слой 130 обладает максимальной толщиной t. Предпочтительно каждый канал 140, 150, 160, 170 продолжается по меньшей мере на 90% максимальной толщины впитывающего среднего слоя 130, более предпочтительно на 100% толщины впитывающего среднего слоя 130, чтобы в канале 140, 150, 160, 170 по существу не было впитывающего материала между верхним обертывающим средний слой листом 110 и нижним обертывающим средний слой листом 120. Следует отметить, что канал 140, 150, 160, 170 может быть расположен под или над соединительными зонами 145, 155, 165, 175, как будет пояснено более подробно далее со ссылкой на фиг. 14.
В одном возможном варианте осуществления соединение 145, 155, 165, 175 между верхним обертывающим средний слой листом 110 и нижним обертывающим средний слой листом 120, здесь у нижней части каждого канала 140, 150, 160, 170, является полупостоянным соединением, предназначенным для высвобождения после контакта с мочой в течение заранее определенного периода времени, причем заранее определенный период времени предпочтительно меньшей 30 с.
В другом возможном варианте осуществления соединение 145, 155, 165, 175 между верхним обертывающим средний слой листом 110 и нижним обертывающим средний слой листом 120, здесь в нижней части каждого канала 140, 150, 160, 170, является постоянным соединением; и впитывающий средний слой 130 предусмотрен таким, чтобы во влажном состоянии впитывающего среднего слоя 130, впитывающий материал продолжался поверх нижней части 145, 155, 165, 175 канала 140, 150, 160, 170. Это показано на фиг. 9A и 9B для первого и второго каналов 140, 150. Каналы 140, 150, 160, 170 направляют мочу U или любую другую жидкость на основе воды через боковые стенки каналов 140, 150, 160, 170 во впитывающий средний слой 130. Эти боковые стенки создают дополнительный путь, вдоль которого жидкость может протекать во впитывающий средний слой 130 и усиливать диффузию жидкости во впитывающем среднем слое 130. Кроме того, из-за разбухания материала среднего слоя впитывающего среднего слоя 130, наружные полоски впитывающего среднего слоя 130 будут поворачиваться вокруг каналов 140, 150, 160, 170, как указано стрелками A на фиг. 9B. Таким образом, подгузник принимает форму лоханки или чаши, чтобы вся жидкость NL, которая еще не впиталась впитывающим материалом 105, удерживалась в этой форме лоханки. Это приводит к лучшей защите от протекания и лучшему прилеганию подгузника к телу. Следовательно, подгузник по фиг. 1A-1D будет обеспечивать больше свободы движения для пользователя влажного подгузника.
Для специалиста очевидно, что соединительные зоны могут быть обеспечены посредством непрерывных соединений в поперечном направлении впитывающего среднего слоя и/или непрерывных соединений в продольном направлении впитывающего среднего слоя и/или прерывистых соединений в поперечном направлении впитывающего среднего слоя и/или прерывистых соединений в продольном направлении впитывающего среднего слоя.
Впитывающий средний слой 130 обладает передним участком 130a, продолжающимся на одной стороне поперечной линии промежности, которая соответствует в этом варианте осуществления линии сгиба L, и задним участком 130b, продолжающимся на другой стороне поперечной линии промежности L. Первый и второй канал 140, 150 продолжаются по меньшей мере на переднем участке 130a впитывающего среднего слоя 130, и третий и четвертый канал 160, 170 продолжаются по меньшей мере на заднем участке 130b впитывающего среднего слоя 130. Предпочтительно расстояние d12 между первым и вторым каналом 140, 150 на переднем участке 130a меньше, чем расстояние d34 между третьим и четвертым каналом 160, 170 на заднем участке 130b.
Несколько каналов 140, 150, 160, 170 вместе покрывают по меньшей мере 60%, предпочтительно по меньшей мере 70% длины la впитывающего среднего слоя 130; действительно, в варианте осуществления по фиг. 1A-1D каналы покрывают длину, равную l1+l3, которая больше 60% длины la впитывающего среднего слоя 130.
Несколько каналов 140, 150, 160, 170 могут быть указаны цветом и/или узором, который отличается от цвета и/или узора верхнего слоя. Более конкретно, область каналов может содержать печать, позволяющую пользователю визуально различать каналы. Эта печать может быть расположена на верхнем слое, на верхнем обертывающем средний слой листе, на нижнем обертывающем средний слой листе, на внешнем слое или на любом листе между верхним слоем и внешним слоем, чтобы она была видна пользователю. Поскольку листы могут быть частично прозрачными, печать может быть расположена на листе между верхним слоем и внешним слоем, чтобы она была видна через верхний слой и/или внешний слой. Предпочтительно печать видна, если смотреть на верхний слой подгузника. Например, область внешнего слоя над первым и вторым каналами 140, 150 может иметь печать краской первого цвета, а область верхнего слоя над третьим и четвертым каналами 160, 170 может иметь печать того же самого или другого цвета. Таким образом, пользователь сможет легко распознать передний и задний участок подгузника и легче понять, как надевать подгузник.
Основная часть подгузника 100 на фиг. 1A-1D содержит проницаемый для жидкости верхний слой (не показан на фиг. 1C и 1D, но верхний слой - это слой поверх верхнего обертывающего средний слой листа 110) и непроницаемый для жидкости внешний слой (не показан на фиг. 1C и 1D, но внешний слой - это слой под нижним обертывающим средний слой листом 110). Верхний слой может быть присоединен к верхнему обертывающему средний слой листу 110, например, в соединительных зонах 140, 150, 160, 170. Также и внешний слой может быть присоединен к нижнему обертывающему средний слой листу 120, например, в соединительных зонах 140, 150, 160, 170. Предпочтительно основная часть дополнительно включает боковые панели или ушки 210, эластичные манжеты 230 вокруг ног и эластичные элементы по талии (не показаны). Передний концевой участок подгузника 100 предусмотрен в качестве передней области 100a по талии. Противоположный задний концевой участок предусмотрен в качестве задней области 100b по талии подгузника 100. Промежуточный участок подгузника 100 предусмотрен в качестве области промежности CR, которая продолжается продольно между первой и второй областями 100a и 100b по талии. Области 100a и 100b по талии могут включать эластичные элементы по талии, чтобы они собирались вокруг талии пользователя для обеспечения лучшего прилегания и удержания. Область CR промежности - это участок подгузника 100, который при использовании подгузника 100 в основном расположен между ног пользователя. Периферия подгузника 100 образована наружными краями подгузника 100, в которых продольные края 101, 102 проходят в основном параллельно продольной оси подгузника 100, а поперечные концевые края 103, 104 проходят между продольными краями 101, 102, в основном параллельно поперечной оси подгузника 100. Основная часть также содержит систему застежек, которая может включать по меньшей мере одну застежку или крепежный элемент 212 и по меньшей мере одну зону 220 с образованными петлями. Различные компоненты в подгузнике 100 могут быть связаны, соединены или скреплены по любому способу, известному в этой области, например, адгезивами в однородных непрерывных слоях, слоями по шаблону или посредством множества отдельных линий, спиралей или пятен. Верхний обертывающий средний слой лист, верхний слой, нижний обертывающий средний слой лист, внешний слой, впитывающий материал и другие компоненты могут быть собраны в различных компоновках и хорошо известны в этой области.
Внешний слой покрывает впитывающий средний слой 130 и предпочтительно продолжается за впитывающий слой 130 к продольным краям 101, 102 и концевым краям 103, 104 подгузника 100 и может быть соединен с верхним слоем. Внешний слой предотвращает загрязнение других внешних предметов, контактирующих с пользователем, таких как простыни и нижнее белье, выделениями организма, впитываемыми впитывающим слоем 130 и заключенными внутри подгузника 100. В предпочтительных вариантах осуществления внешний слой по существу непроницаем для выделений организма и содержит многослойный материал из нетканой и тонкой полимерной пленки, такой как термопластичная пленка. Внешний слой может содержать дышащий материал, который позволяет парам выходить из подгузника 100, при этом предотвращая выход через внешний слой выделений организма. Он может быть полужестким, неэластичным и может быть изготовлен полностью или частично эластичным и содержать подкладку.
Верхний слой, который расположен поверх верхнего обертывающего средний слой листа 110, предпочтительно мягкий, обнаруживает хорошее протекание и обладает сниженной тенденцией к повторному увлажнению от жидкости впитывающего материала. Верхний слой может быть полужестким и неэластичным или может быть полностью или частично эластичным. Верхний слой предназначен для размещения в непосредственной близости от кожи пользователя при использовании подгузника 100. Верхний слой позволяет выделением организма быстро проникать через него, чтобы они протекали быстрее к впитывающему среднему слою 130 через его верхнюю поверхность и через несколько каналов 140, 150, 160, 170, предпочтительно не позволяя таким выделениям организма протекать назад через верхний слой. Верхний слой может быть сконструирован из любого из широкого диапазона проницаемых для жидкости и паров предпочтительно гидрофильных материалов. Верхняя и нижняя поверхность верхнего слоя могут быть обработаны по-разному. Верхний слой может включать, например, поверхностно-активное вещество на верхней поверхности, чтобы облегчать перенос жидкости через нее, особенно в центральной зоне или области верхнего слоя, расположенного поверх впитывающего среднего слоя 130, и/или гидрофобное вещество на нижней поверхности для минимизации контакта жидкости, заключенной внутри впитывающего среднего слоя 130, приводящего к увлажнению верхнего слоя, тем самым, уменьшая величину повторного увлажнения. Верхний слой может быть покрыт веществом со свойствами предотвращения или снижения шуршания. Предпочтительно верхний слой покрывает по существу всю область подгузника 100, обращенную к пользователю, включая по существу всю переднюю область 100a по талии, заднюю область 100b по талии и область CR промежности. Необязательно боковые панели 210, 210’ и/или слои особенности по талии внутренней области могут быть сформированы из одного и того же единственного материала верхнего слоя. В альтернативном варианте верхний слой может быть сформирован из нескольких материалов, которые различны по верхнему слою. Такая конструкция из нескольких частей позволяет обеспечивать предпочтительные свойства и разные зоны верхнего слоя.
Впитывающий средний слой 130 может содержать любой впитывающий материал, который является в основном сжимаемым, податливым, не раздражающим кожу пользователя и способным впитывать и удерживать выделения организма. Впитывающий средний слой 130 может содержать широкий ряд впитывающих жидкость материалов, в основном используемых во впитывающих изделиях. Предпочтительно впитывающий средний слой 130 содержит волокнистый материал, обычно целлюлозную вату. Однако в других вариантах осуществления впитывающий средний слой 130 может быть не распушенным и содержать супервпитывающие полимеры. Кроме того, впитывающий средний слой 130 может содержать комбинацию целлюлозной ваты и супервпитывающих полимеров. Впитывающий средний слой 130 может быть предусмотрен продолжающимся по существу по всей длине и/или ширине подгузника 100. Однако, как в варианте осуществления по фиг. 1A-1D, предпочтительно впитывающая структура 130 не совпадает по длине со всем подгузником 100 и ограничена некоторыми участками подгузника 100, включая область CR промежности. В различных вариантах осуществления впитывающий слой 300 продолжается до краев подгузника 100, но впитывающий материал не сосредоточен в области CR промежности или другой целевой зоне подгузника 100. На фиг. 1A-1D, впитывающий средний слой 130 показан по существу с прямоугольной конфигурацией, однако впитывающий средний слой 130 может обладать другой формой, такой как эллиптическая, в виде узкого листка, T-образная или двухтавровая. Более конкретно, ширина переднего участка 130a может быть меньше ширины заднего участка 130b впитывающего среднего слоя.
Примерами обычно встречающихся впитывающих материалов, используемых для впитывающего среднего слоя 130, являются целлюлозная вата, слои ткани, сильно впитывающие полимеры (так называемые суперабсорбенты), впитывающие пеноматериалы, впитывающие нетканые материалы или подобное. Обычно комбинируют целлюлозную вату с супервпитывающими полимерами во впитывающем среднем слое. Супервпитывающие полимеры представляют собой разбухающие в воде, водорастворимые органические или неорганические материалы, способные впитывать по меньшей мере примерно в 20 раз больше собственного веса и в водном растворе содержащие 0,9% по весу хлорида натрия.
В подгузнике 100 также могут использоваться два ограждающих бортика или манжеты 230. Каждая манжета 230 представляет собой продолжающуюся продольно структуру, предпочтительно позиционированную на каждой стороне впитывающего среднего слоя 130 и расположенную с промежутком вбок от центральной линии CL. Предпочтительно манжеты 230 присоединены, например, адгезивом или ультразвуковой сваркой к нижележащей структуре. Предпочтительно манжеты 230 снабжены эластичными элементами. При освобождении или ином снятии растяжения эластичные элементы втягиваются вовнутрь. При использовании подгузника 100 эластичные элементы функционируют для сжатия манжет 230 вокруг ягодиц и бедер пользователя таким образом, чтобы сформировать уплотнение между подгузником 100, ягодицами и бедрами.
Каждая из областей 100a и 100b по талии содержит центральную область и две боковые панели или ушка 210, 210’, которые обычно содержат наружные боковые участки областей по талии. Эти боковые панели 210, 210’ могут составлять единое целое с основной частью или могут быть присоединены или пристыкованы к ней посредством любого способа, известного в этой области. Предпочтительно боковые панели 210, расположенные в задней области 100b по талии, являются гибкими, растяжимыми и/или эластичными по меньшей мере в боковом направлении. В другом варианте осуществления боковые панели 210 являются неэластичными, полужесткими, жесткими и/или тугими, предпочтительно по меньшей мере участок задней области 100b по талии присоединен застежкой или закрепляющим элементом 212 по меньшей мере к участку передней области 100a по талии. Застежки или закрепляющие элементы 212 могут представлять собой, например, адгезив, механические крепления, особенности с крючками и петлями, возможные полоски и/или их комбинацию. Застежки или закрепляющие элементы 212 также могут представлять собой соадгезив, чтобы они могли прилипнуть друг к друга, но не к другим материалам. Предпочтительно материалы, составляющие застежки или закрепляющие элементы 212 являются гибкими, растяжимыми и/или эластичными, что позволяет им лучше соответствовать форме и движениям тела и, таким образом, снизить вероятность того, что система застежек будет раздражать или травмировать кожу пользователя. В альтернативном варианте впитывающим изделием могут быть трусики и подобное. В этой конфигурации впитывающее изделие необязательно содержит застегивающие элементы.
В подгузнике 100 также могут использоваться дополнительные слои, такие как собирающий слой и/или распределяющий слой, расположенный между впитывающим средним слоем 130, и/или наружные слои, и/или другие слои, расположенные между впитывающим средним слоем 130 и внешним слоем. Собирающий слой и/или распределяющий слой служит для замедления потока, чтобы жидкость имела достаточно времени для поглощения впитывающим средним слоем 130. На фиг. 9A и 9B показан собирающий слой 190 поверх верхнего обертывающего средний слой листа 110.
Подгузник 100 также может содержать другие особенности, компоненты и элементы, известные в этой области, включая пояса, особенности отделки по талии, резинки и подобное для обеспечения лучшего прилегания. Эти особенности могут быть собраны в различные хорошо известные компоновки, общепринятые в этой области.
На фиг. 2A и 2B показан другой пример варианта осуществления подгузника 100. Подгузник 100 содержит проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающий средний слой 130, расположенный между верхним слоем и внешним слоем. Впитывающий средний слой 130 обладает первым и вторым продольным краем 131, 132 и первым и вторым поперечным краем 133, 134. Впитывающее изделие 100 предусмотрено у верхнего обертывающего средний слой листа 110 с первой и второй соединительной зоной 145, 155 для создания первого и второго канала 140, 150, расположенных на некотором расстоянии d2 друг от друга. Каждый из первого и второго канала 140, 150 продолжается от области CR промежности в направлении первого поперечного края 133 и второго поперечного края 134. В этом варианте осуществления предпочтительно первый и второй канал продолжаются поверх более 80% длины впитывающего среднего слоя 130. Предпочтительно расстояние d12 составляет от 10 до 50 мм, более предпочтительно от 15 до 30 мм. Предпочтительно длина первого и второго канала по существу одинакова, более предпочтительно длина l1 первого канала и длина l2 второго канала составляет от 100 до 300 мм, более предпочтительно от 100 до 250 мм. Предпочтительно расстояние между первой/второй соединительной зоной 145, 155 и поперечным краем 133 составляет от 50 до 125 мм, более предпочтительно от 75 до 115 мм, и расстояние между первой/второй соединительной зоной 145, 155 и поперечным краем 134 составляет от 50 до 125 мм, более предпочтительно от 75 до 115 мм.
Первый канал 140 и второй канал 150 по существу параллельны и проходят в продольном направлении впитывающего среднего слоя 130. Однако возможно, что первый и второй канал 140, 150 продолжаются под небольшим углом по отношению к продольному направлению впитывающего среднего слоя 130, например, углом от 5 до 10°. Например, первый и второй канал 140, 150 могут несколько расходиться наружу в направлении первого поперечного края 133 и могут несколько расходиться наружу в направлении второго поперечного края 134. Предпочтительно первый канал 140 и второй канал 150 расположены симметрично по отношению к продольной центральной линии CL впитывающего среднего слоя 130.
Впитывающее изделие 100 может быть дополнительно предусмотрено с третьим и четвертым каналами 160, 170, расположенными на некотором расстоянии d34 друг от друга. Каждый из третьего и четвертого канала 160, 170 продолжается от области CR промежности в направлении первого и второго поперечного края 134. Расстояние d12 между первым и вторым каналом 140, 150 отличается от расстояния d34 между третьим и четвертым каналом 160, 170. Предпочтительно расстояние d34 составляет от 25 до 85 мм, более предпочтительно от 35 до 55 мм. Предпочтительно длина третьего и четвертого канала 160, 170 по существу одинакова, более предпочтительно длина l3 третьего канала и длина l4 четвертого канала составляет от 50 до 150 мм, более предпочтительно от 60 до 140 мм. Предпочтительно расстояние между третьей соединительной зоной 165 и первой продольной стороной 131 составляет от 10 до 30 мм, и расстояние между второй соединительной зоной 175 и второй продольной стороной 132 составляет от 10 до 30 мм.
Третий канал 160 и четвертый канал 170 по существу параллельны и проходят в продольном направлении впитывающего среднего слоя 130. Однако также возможно, что третий канал и четвертый канал 160, 170 продолжаются под небольшим углом по отношению к продольному направлению впитывающего среднего слоя 130, например, углом от 5 до 10°. Например, третий и четвертый канал 160, 170 могут несколько расходиться наружу в направлении первого поперечного края 133 и второго поперечного края 134. Предпочтительно третий канал 160 и четвертый канал 170 расположены симметрично по отношению к продольной центральной линии CL впитывающего среднего слоя 130.
В этом варианте осуществления каждый из первого, второго, третьего и четвертого канала 140, 150, 160, 170 имеет нижнюю часть 145, 155, 165, 175, аналогично нижней части, показанной на фиг. 1C и 1D для первого варианта осуществления по фиг. 1A-1D. В нижней части 145, 155, 165, 175 верхний обертывающий средний слой лист 110 присоединен к нижнему обертывающему средний слой листу 120, как указано выше. Вне нескольких каналов 140, 150, 160, 170 впитывающий средний слой 130 обладает максимальной толщиной t. Предпочтительно каждый канал 140, 150, 160, 170 продолжается по меньшей мере на 90% максимальной толщины впитывающего среднего слоя 130, более предпочтительно на 100% толщины впитывающего среднего слоя 130, чтобы в канале 140, 150, 160, 170 по существу не было впитывающего материала между верхним обертывающим средний слой листом 110 и нижним обертывающим средний слой листом 120.
Впитывающий средний слой 130 обладает передним участком 130a, продолжающимся с одной стороны поперечной линии T промежности, и задним участком 130b, продолжающимся на другой стороне поперечной линии T промежности. Каждый из первого, второго, третьего и четвертого канала 140, 150, 160, 170 продолжается и на переднем участке 130a, и на заднем участке 130b впитывающего среднего слоя 130. Предпочтительно расстояние d12 между первым и вторым каналом 140, 150 меньше, чем расстояние d34 между третьим и четвертым каналом 160, 170, и длина l1 первого и второго канала 140, 150 больше, чем длина l3 третьего и четвертого канала 160, 170. Такой шаблон каналов обладает тем преимуществом, что жидкость может быть распределена по существу по всему впитывающему среднему слою 130, и что можно снизить любые риски утечек в разных положениях пользователя.
Несколько каналов 140, 150, 160, 170 вместе покрывают по меньшей мере 60%, предпочтительно по меньшей мере 70% длины la впитывающего среднего слоя 130; действительно, в варианте осуществления по фиг. 1A-1D каналы покрывают длину, равную l1, которая больше 70% длины la впитывающего среднего слоя 130.
Несколько каналов 140, 150, 160, 170 могут быть указаны цветом и/или узором, который отличается от цвета и/или узора верхнего слоя. Более конкретно, область каналов может содержать печать, позволяющую пользователю визуально различать каналы. Например, область верхнего слоя над передними участками каналов 140, 150, 160, 170 может иметь печать краской первого цвета, а область верхнего слоя над задними участками каналов 140, 150, 160, 170 может иметь печать другого цвета. Таким образом, пользователь сможет легко распознать передний и задний участок подгузника и легче понять, как надевать подгузник.
Верхний слой, внешний слой и впитывающий средний слой 130 могут обладать одними и теми же особенностями, что и описанные выше в связи с фиг. 1A-1D.
На фиг. 3 показан вариант подгузника 100 по фиг. 1A-1D. Особенности и характеристики аналогичны с той разницей, что пятый канал 180 предусмотрен в верхнем обертывающем средний слой листе 110, между третьим и четвертым каналом 160, 170, и продолжается вдоль продольной центральной линии подгузника 100. Кроме того, первый и второй каналы несколько длиннее и продолжаются поверх поперечной линии L сгиба в направлении второго поперечного края 134. Третий и четвертый канал несколько короче по сравнению с вариантом осуществления по фиг. 1A-1D. За счет дополнительного канала 180 распределение жидкости может быть дополнительно улучшено, особенно для более крупных впитывающих изделий.
На фиг. 4 показан другой вариант подгузника 100 по фиг. 1A-1D. Особенности и характеристики аналогичны, с тем отличием, что первый и второй каналы несколько длиннее и продолжаются поверх поперечной линии L сгиба в направлении второго поперечного края 134, между третьим и четвертым каналом 160, 170. В зависимости от формы и размера впитывающего изделия, распределение жидкости и создание формы чаши/лоханки может быть дополнительно улучшено за счет этой дополнительной длины.
На фиг. 5 показан вариант подгузника 100 по фиг. 4. Особенности и характеристики аналогичны, с тем отличием, что первый канал 140 соединяется с третьим каналом 160 посредством первого поперечного участка 147 канала, и что второй канал 150 соединяется с четвертым каналом 170 посредством второго поперечного участка 157 канала. Таким образом, любая жидкость может протекать из первого канала 140 в третий канал 160 и наоборот, и жидкость может протекать из второго канала 150 в четвертый канал 170 и наоборот, что приводит к даже лучшему распределению жидкости. Кроме того, участки 147, 157 каналов могут способствовать созданию формы лоханки при увлажнении впитывающего среднего слоя 130. Предпочтительно первый и второй канал 140, 150 продолжаются в продольном направлении впитывающего среднего слоя 130 на длину больше, чем длина третьего и четвертого канала 160, 170, причем третий и четвертый канал продолжаются между областью CR промежности и вторым поперечным краем 134, и первый и второй канал продолжаются между областью CR промежности и первым поперечным краем 133.
На фиг. 6 показан другой, более базовый вариант осуществления подгузника 100 по настоящему изобретению. Подгузник 100 содержит проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающий средний слой 130, расположенный между верхним слоем и внешним слоем. Впитывающий средний слой 130 обладает первым и вторым продольным краем 131, 132 и первым и вторым поперечным краем 133, 134. Впитывающее изделие 100 предусмотрено с первой и второй соединительной зоной для создания первого и второго канала 140, 150, расположенных на некотором расстоянии d12 друг от друга, при увлажнении подгузника 100. Каждый из первого и второго канала 140, 150 продолжается от области CR промежности в направлении первого поперечного края 133 и второго поперечного края 134. В этом варианте осуществления предпочтительно первый и второй канал продолжаются поверх более 80% длины впитывающего среднего слоя 130. Предпочтительно расстояние d12 составляет от 10 до 90 мм, более предпочтительно от 20 до 80 мм, даже более предпочтительно от 30 до 50 мм. Предпочтительно длина первого и второго канала по существу одинакова, более предпочтительно длина l1 первого канала и длина l2 второго канала составляет от 100 до 350 мм, более предпочтительно от 150 до 300 мм. Предпочтительно расстояние между первым каналом 140 и первой продольной стороной 131 составляет от 10 до 30 мм, и расстояние между вторым каналом 150 и второй продольной стороной 132 составляет от 10 до 30 мм. Предпочтительно расстояние между первым/вторым каналом 140, 150 и поперечными краями 133, 134 составляет от 20 до 100 мм, более предпочтительно от 30 до 75 мм.
Первый канал 140 и второй канал 150 по существу параллельны и проходят в продольном направлении впитывающего среднего слоя 130. Однако возможно, что первый и второй канал 140, 150 продолжаются под небольшим углом по отношению к продольному направлению впитывающего среднего слоя 130, например, под углом от 5 до 10°. Например, первый и второй канал 140, 150 могут несколько расходиться наружу в направлении первого поперечного края 133 и могут несколько расходиться наружу в направлении второго поперечного края 134. Предпочтительно первый канал 140 и второй канал 150 расположены симметрично по отношению к продольной центральной линии CL впитывающего среднего слоя 130.
Первый и второй канал 140, 150 могут иметь нижнюю часть 145, 155, аналогичную нижней части, показанной на фиг. 1C для первого варианта осуществления по фиг. 1A-1D. Однако следует отметить, что каналы 140, 150, 160, 170 могут быть расположены под или над соединительными зонами 145, 155, 165, 175, как будет пояснено более подробно далее со ссылкой на фиг. 14.
В соединительных зонах 145, 155, 165, 175 верхний обертывающий средний слой лист 110 присоединен к нижнему обертывающему средний слой листу 120, как указано выше. Вне нескольких каналов 140, 150, 160, 170 впитывающий средний слой 130 обладает максимальной толщиной t. Предпочтительно в увлажненном состоянии каждый канал 140, 150, 160, 170 продолжается по меньшей мере на 90% максимальной толщины впитывающего среднего слоя 130, более предпочтительно на 100% толщины впитывающего среднего слоя 130, чтобы в канале 140, 150, 160, 170 по существу не было впитывающего материала между верхним обертывающим средний слой листом 110 и нижним обертывающим средний слой листом 120.
Области каналов 140 и/или 150 и/или 160 и/или 170 могут быть указаны цветом и/или узором, который отличается от цвета и/или узора верхнего слоя. Более конкретно, область каналов может содержать печать, позволяющую пользователю визуально различать каналы. Эта печать может быть расположена на верхнем слое, на верхнем обертывающем средний слой листе, на нижнем обертывающем средний слой листе, на внешнем слое или на любом листе между верхним слоем и внешним слоем, чтобы она была видна пользователю. Предпочтительно печать видна, если смотреть на верхний слой подгузника.
Например, передний участок канала 140 и/или 150 и/или 160 и/или 170 может быть указан краской первого цвета, а задний участок каналов 140 и/или 150 и/или 160 и/или 170 может быть указан другим цветом. Таким образом, пользователь легко сможет распознать передний и задний участок подгузника. Действительно, пользователь будет знать, что первый цвет должен быть слева, а второй - справа. Следовательно, он сможет проще распознать, как надевать подгузник.
Верхний слой, внешний слой и впитывающий средний слой 130 могут обладать одними и теми же особенностями, что и описанные выше в связи с фиг. 1A-1D.
На фиг. 7 и 8 показаны варианты детских трусиков-подгузников вариантов осуществления детского подгузника по фиг. 1A и 2A. В вариантах осуществления по фиг. 7 и 8 боковые панели 210, 210’ больше по сравнению с вариантами осуществления по фиг. 1A и 2A. Для специалиста очевидно, что любой из вариантов осуществления, описанных в отношении детских подгузников, в равной степени применим к детским подгузникам-трусикам с соответствующими изменениями.
На фиг. 10 показан вариант осуществления способа изготовления впитывающего изделия по настоящему изобретению. В этом варианте осуществления соединительная зона принимает форму нескольких каналов. Этот способ включает первый этап направления первого листового материала 110 вдоль необязательного направляющего вальца 5 и дополнительно вдоль поворотного элемента 10. Связующее вещество может быть нанесено на первую область на первой стороне первого листового материала первым средством 51, предпочтительно до его поступления на поворотный элемент 10. На другом этапе впитывающий материал F наносится посредством разгрузочной воронки 40 на первый листовой материал 110 на поворотном элементе 10, чтобы зоны, на которые нанесено связующее вещество 13, 13’, были покрыты впитывающим материалом, и по существу не было впитывающего материала на областях, где не нанесено связующее вещество 11, 12; 11’, 12’. Отдельно от этого процесса второе связующее вещество наносится средством 52 на вторую область первой стороны второго листового материала, причем предпочтительно область, на которую наносится второе связующее вещество, выбрана таким образом, что она по существу комплементарна области, на которую нанесено первое связующее вещество после сборки первого и второго листовых материалов. На другом этапе второй листовой материал 120 наносится поверх впитывающего материала на первом листовом материале110, например, с помощью поворотного элемента 20.
Один из первого и второго листового материала является материалом верхнего обертывающего средний слой листа, а другой является материалом нижнего обертывающего средний слой листа. В показанном варианте осуществления предполагается, что первый листовой материал 110 является материалом верхнего обертывающего средний слой листа. На другом этапе первый листовой материал 110 присоединен ко второму листовому материалу 120 по меньшей мере в областях, где по существу нет впитывающего материала, и чтобы по меньшей мере первая и вторая зоны распределения жидкости, которые в этом примере принимают форму каналов 140, 150, были сформированы в верхнем обертывающем средний слой материале 110. Присоединение может быть осуществлено посредством приложения давления и тепла к верхнему обертывающему средний слой листовому материалу 110 и/или к нижнему обертывающему средний слой листовому материалу 120 в областях, где по существу нет впитывающего материала, например, посредством поворотного элемента 30 и/или вращающегося в противоположном направлении поворотного элемента 30’, который предусмотрен по меньшей мере с первым и вторым уплотнительными ребрами 31, 32, размер которых подобран для приложения давления и тепла к верхнему обертывающему средний слой листовому материалу 110 в областях, где по существу нет впитывающего материала, чтобы создать первый и второй канал 140, 150, соответственно.
Пример нанесения первого и второго связующих веществ и сборки среднего слоя показан на фиг. 10A-10D.
В частности, если взять в качестве примера возможный способ изготовления для варианта осуществления по фиг. 1A и 1B, в то время как первый листовой материал 110 направляется вдоль необязательного направляющего вальца и далее вдоль поворотного элемента, связующее вещество, такое как клей, может сначала быть нанесено на первый листовой материал, но только по существу параллельными полосками, которые не накладываются на места, предусмотренные для соединительных зон 140, 150, 160, 170. Следует отметить, что в этом варианте осуществления первый листовой материал формирует нижнюю обёртку среднего слоя, хотя в других вариантах осуществления он также может формировать верхнюю обертку среднего слоя. Для специалиста будут очевидны различные способы нанесения связующего вещества/клея, такие как распыление, контактное нанесение и т.д.
На фиг. 10A показан возможный шаблон для нанесения клея на первый листовой материал, который будет нижней оберткой среднего слоя. В частности, в этом примере имеются три полоски 111, 111’, 111’’, но также может быть выбрано другое число по существу параллельных полосок, либо непрерывных, либо чередующихся и/или прерывистых в продольном направлении, в зависимости от формы и местоположения соединительных зон 140, 150, 160, 170, которые предпочтительно покрывают значительный участок поверхности нижней обертки среднего слоя, при этом не накладываясь на местоположение, предназначенное для соединительных зон, и предпочтительно сохраняя при этом некоторое расстояние от предполагаемого местоположения соединительной зоны. Хотя на фиг. 10A показан шаблон для нанесения полосок, для специалиста очевидно, что шаблон для нанесения может быть адаптирован и настроен в зависимости от предполагаемой формы, компоновки и местоположения одной или более соединительных зон. Кроме того, для специалиста будет очевидно, как лучше адаптировать соединительные зоны для связующего вещества на первом и втором листовом материалах 110, 120 для других компоновок соединительных зон, таких как описанные в настоящей заявке. Предпочтительно нанесение клея на нижнюю обертку среднего слоя происходит, когда нижняя обертка среднего слоя перемещается к поворотному элементу, но до того, как на него добавляется впитывающий материал. Таким образом, листовой материал на поворотном элементе уже предусмотрен со связующим веществом и, следовательно, к нему может быть присоединён впитывающий материал посредством разгрузочной воронки.
Следует отметить, что штриховая линия, указывающая местоположение соединительных зон, представлена только для иллюстративных целей: она не соответствует чему-либо на первом листовом материале 110.
На фиг. 10B показано нанесение клея на второй листовой материал 120, который в этом случае станет верхней оберткой среднего слоя. В этом случае также нанесение связующего вещества предпочтительно происходит вдоль по существу параллельных полосок 121, 121’, которые предпочтительно комплементарны полоскам на первом листовом материале110. Предпочтительно нанесение клея на верхний обертывающий средний слой лист осуществляет на некотором расстоянии от разгрузочной воронки 40, чтобы минимизировать вероятность загрязнения, т.е., прилипания впитывающего материала к областям, которые станут соединительными зонами 140, 150, 160, 170. Например, связующее вещество может быть нанесено до или во время того, как листовой материал направляется вдоль дополнительного поворотного элемента 20. Следует отметить, что здесь штриховые линии просто указывают предполагаемое местоположение соединительных зон 140, 150, 160, 170; они не указывают какого-либо прерывания или изменения в нанесении связующего вещества. Как указано выше, для специалиста будут очевидны различные способы нанесения связующего вещества/клея, такие как распыление, контактное нанесение и т.д.
На фиг. 10C показан результат, после того, как второй листовой материал 120, которым в данном случае является верхний обертывающий средний слой лист, нанесен поверх впитывающего материала на первый листовой материал 110, например, с помощью поворотного элемента 20. Следует отметить, что шаблон будет указывать присутствие связующего вещества, а не присутствие впитывающего материала, поскольку впитывающий материал не будет присутствовать в областях, указанных штриховыми линиями. Эти области будут соединены вместе на четвертом этапе, как указано выше, чтобы каналы 140, 150, 160 и 170 были сформированы в нижних обертывающих средний слой листовых материалах 110 и/или 120, например, приложением давления и тепла к нижнему обертывающему средний слой листовому материалу 110 и/или к верхнему обертывающему средний слой листовому материалу 120 в областях, где по существу нет впитывающего материала, например, посредством поворотного элемента 30 и/или вращающегося в противоположном направлении поворотного элемента 30’, который предусмотрен по меньшей мере с первым и вторым уплотнительными ребрами 31, 32, размер которых подобран для приложения давления и тепла между обертывающими средний слой материалами 110 и 120 в областях, где по существу нет впитывающего материала, чтобы создать каналы 140, 150, 160 и 170.
Наконец, на фиг. 10D показано впитывающее изделие, полученное по описанному выше способу, в котором на дополнительном этапе осуществляется поперечное уплотнение в полосках 122, 122’ посредством химического, термического или физического связывания, например, посредством клея, тепла и/или давления, которое предотвращает раскрытие среднего слоя и спереди, и сзади. Следует отметить, что этот этап поперечного уплотнения также может быть осуществлен перед четвертым этапом.
Описанный выше способ позволяет получить впитывающее изделие с более высокой целостностью в сухом и особенно влажном состоянии, в котором не допускается нежелательная миграция впитывающего материала, при этом не допускается риск загрязнения в соединительных зонах 140, 150, 160 и 170, которое может помешать формированию каналов. Для специалиста будет очевидно, что этот способ не ограничивается данной конкретной компоновкой соединительных зон и будет понятно, как лучше адаптировать зоны нанесения связующего средства на первом и втором листовых материалах 110, 120 для других компоновок, таких как описанные в настоящей заявке. Более конкретно, для специалиста понятно, что этот способ также полезен для впитывающих средних слоев только с одной соединительной зоной или с более, чем двумя соединительными зонами.
Предпочтительно для нанесения впитывающего материала может быть применено всасывание. В частности, поверхность 15 поворотного элемента 10 может быть предусмотрена с шаблоном с зонами 13, 13’ всасывания и зонами 11, 12; 11’, 12’ без всасывания. Первый листовой материал 110 показан на фиг. 10 прозрачным, чтобы показать зоны всасывания и зоны без всасывания поворотного элемента 10. Зоны 13, 13’ всасывания могут быть предусмотрены с отверстиями, и зоны 11, 12; 11’, 12’ без всасывания сформированы из цельного материала. Например, зоны 11, 12; 11’, 12’ без всасывания могут быть предусмотрены со вставками, как показано на фиг. 10E. Как показано на фиг. 10E, вставки 11, 12; 11’, 12’, могут обладать сечением в виде трапеции. На фиг. 10F показан шаблон вставок для четырех зон 11a, 11b, 12a, 12b для впитывающего среднего слоя. Вставки могут быть зафиксированы, например, винтами на поворотном элементе 10. Во внутренней области поворотного элемента 10 приложен вакуум, см. ВАКУУМ 1 на фиг. 10. Зоны 11, 12; 11’, 12’ без всасывания содержат по меньшей мере первую удлиненную зону 11, 11’ и вторую удлиненную зону 12, 12’, продолжающиеся в направлении по окружности поворотного элемента 10. Это показано также на фиг. 10G, на котором поперечное сечение впитывающего слоя показано во время нанесения второго листового материала 120. На фиг. 10H показан вид в разрезе впитывающего среднего слоя дальше по ходу способа от поворотного элемента 10.
Использование всасывания, а также первого и второго связующих веществ в комбинации, обладает тем преимуществом, что обеспечивает и прочную связь между слоями, и требуемое распределение впитывающего материала.
На фиг. 11A показан пример варианта осуществления впитывающего среднего слоя 130 для четырех соединительных зон, создающих каналы 140, 150, 160, 170. В варианте осуществления по фиг. 11A соединительные зоны сформированы посредством приваривания верхнего обертывающего средний слой листа 110 к нижнему обертывающему средний слой листу 112. Это приваривание может быть осуществлено по заранее определенному шаблону для уплотнения. В варианте осуществления по фиг. 11A шаблон состоит из нескольких отдельных фигур 143, в данном случае, из нескольких квадратов. Предпочтительно отдельные фигуры 143 обладают размером менее 2 мм. Предпочтительно расстояние между примыкающими отдельными фигурами составляет от 0,5 до 3 мм.
На фиг. 11B показан другой пример варианта осуществления шаблона для уплотнения, который может быть использован в варианте осуществления настоящего изобретения. Здесь шаблон состоит из нескольких отдельных фигур в виде закругленных элементов 143. Закругленные элементы могут обладать размером в длину от 0,5 до 5 мм и размером по ширине от 0,5 до 5 мм. Предпочтительно отдельные фигуры равномерно распределены в соединительных зонах.
На фиг. 11C показан еще один вариант осуществления, в котором шаблон для уплотнения состоит из отдельных закругленных фигур. В этом варианте осуществления три столбца отдельных закругленных элементов 143 используются для каждой соединительной зоны 140, 150, 160, 170.
На фиг. 11D показан еще один пример варианта осуществления соединительной зоны для создания каналов 140, 150, 160, 170. В этом варианте осуществления соединительная зона формируется несколькими непрерывными линейными соединениями 140a, 140b, 140c. Число используемых линий может меняться, и может быть, например, две линии или более трех смежных линий. Предпочтительно расстояние w между первой линией 140a и последней линией 140c составляет по меньшей мере 1 мм, более предпочтительно по меньшей мере 2 мм, даже более предпочтительно больше 4 мм.
В примере варианта осуществления по фиг. 11E соединительные зоны, создающие каналы 140, 150, 160, 170, могут быть сформированы несколькими отдельными элементами 143, причем каждый отдельный элемент обладает шириной w, которая покрывает всю ширину w соединительной зоны.
На фиг. 13A показан пример варианта осуществления обычного впитывающего среднего слоя. Когда обычный впитывающий средний слой поглощает жидкость, средний слой становится громоздким, так что подгузник больше не может надежно прилегать к телу. Жидкость не распределяется равномерно, но остается в центре впитывающего среднего слоя. На фиг. 13B показан пример варианта осуществления впитывающего среднего слоя по настоящему изобретению. За счет соединительных зон и соответствующих каналов 140, 150, 160, 170, жидкость распределяется равномерно, что приводит к формированию трубок 301, 302, 303, которые обеспечивают форму лоханки для впитывающего слоя 130. Такая форма лоханки превосходно прилегает к телу. Кроме того, по сравнению с решениями предшествующего уровня техники, жидкость удерживается улучшенным образом при поглощении впитывающим слоем 130, и риск утечки снижается. Кроме того, за счет создания каналов 140, 150, 160, 170 жидкость впитывается быстрее. На фиг. 12 показан вид в перспективе подгузника в увлажненном состоянии. На фиг. 12 явно показано формирование трех трубок 301, 302, 303, придающих подгузнику форму лоханки, которая хорошо прилегает к телу.
На фиг. 14 показан впитывающий средний слой 130, содержащий впитывающий материал 105 между верхним обертывающим средний слой листом 110 и нижним обертывающим средний слой листом 120. Впитывающий средний слой обладает первым и вторым продольным краем 131, 132. Впитывающий средний слой 130 предусмотрен с несколькими соединительными зонами 145. На фиг. 14 показано, что соединительные зоны 145 могут быть позиционированы в разных местах. Как показано слева на фиг. 14, соединительная зона может быть позиционирована более или менее центрально, чтобы были сформированы участок 140a верхнего канала и участок 140b нижнего канала. В альтернативном варианте осуществления соединительная зона 145 может быть позиционирована внизу, чтобы создавать верхний канал 140, см. пример в середине по фиг. 14. В еще одном варианте осуществления соединительная зона 145 может быть расположена вверху, чтобы канал 140 был сформирован под верхним обертывающим средний слой листом 110. Специалисту понятно, что также возможны любые другие варианты, когда соединительные зоны обеспечивают формирование каналов при увлажнении впитывающего среднего слоя 130.
Хотя способ показан для двух каналов, для специалиста очевидно, что способ может быть адаптирован для формирования трех, четырех или более каналов, и в частности, для изготовления любого одного из впитывающих изделий, описанных в настоящей заявке.
На фиг. 15A-15X, 16A-16S, 17A-17V и 18A-F показаны несколько предпочтительных положений для соединительных зон во впитывающем среднем слое по настоящему изобретению.
В примере варианта осуществления по фиг. 15A несколько соединительных зон включают первую соединительную зону 140, вторую соединительную зону 150, третью соединительную зону 160 и четвертую соединительную зону 170, а также центральную соединительную зону 180. Первая и вторая соединительные зоны 140, 150 расходятся от центральной соединительной зоны 180 в области промежности в направлении заднего поперечного края впитывающего среднего слоя. Третья и четвертая соединительные зоны 160, 170 расходятся от центральной соединительной зоны 180 в области промежности в направлении переднего поперечного края впитывающего среднего слоя.
В примере варианта осуществления по фиг. 15B несколько соединительных зон включают первую соединительную зону 140, вторую соединительную зону 150, третью соединительную зону 160 и четвертую соединительную зону 170. Этот вариант осуществления аналогичен варианту осуществления по фиг. 2A-2B, с тем отличием, что наружные соединительные зоны 160, 170 длиннее, чем внутренние соединительные зоны 140, 150.
В примере варианта осуществления по фиг. 15C несколько соединительных зон включают первую соединительную зону 140, вторую соединительную зону 150, третью соединительную зону 160 и четвертую соединительную зону 170, а также центральную соединительную зону 180. Первая и третья соединительные зоны 140, 160 совмещены в продольном направлении. Кроме того, вторая и четвертая соединительные зоны 150, 170 совмещены и продолжаются по существу параллельно первой и третьей соединительным зонам 140, 160.
В примере варианта осуществления по фиг. 15D несколько соединительных зон включают первую соединительную зону 140 и вторую соединительную зону 150. Первая и вторая соединительные зоны 140 по существу параллельны в области промежности и расходятся в направлении переднего поперечного края впитывающего среднего слоя.
В примере варианта осуществления по фиг. 15E несколько соединительных зон включают первую соединительную зону 140 и вторую соединительную зону 150. Первая и вторая соединительные зоны 140 частично накладываются в области промежности и расходятся в направлении переднего поперечного края впитывающего среднего слоя.
В примере варианта осуществления по фиг. 15F несколько соединительных зон включают первую продольную соединительную зону 140 и вторую продольную соединительную зону 150, которые взаимно соединены посредством соединительного участка 1045 в передней части впитывающего среднего слоя. Таким образом, можно уменьшить или устранить какие-либо утечки в передней части.
В примере варианта осуществления по фиг. 15G несколько соединительных зон включают первую продольную соединительную зону 140, вторую продольную соединительную зону 150 и поперечную соединительную зону 1045 в передней части впитывающего среднего слоя. Поперечная соединительная зона 1045 по существу соединяет передний конец первой продольной соединительной зоны 140 и передний конец второй продольной соединительной зоны 150.
В примере варианта осуществления по фиг. 15H несколько соединительных зон включают первую продольную соединительную зону 140, вторую продольную соединительную зону 150, центральную продольную соединительную зону 180. Первая и вторая продольные соединительные зоны 140, 150 продолжаются друг около друга от области промежности до заднего поперечного края впитывающего среднего слоя. Центральная продольная соединительная зона 180 продолжается от области промежности в направлении переднего поперечного края впитывающего среднего слоя.
Пример варианта осуществления по фиг. 15I аналогичен варианту осуществления по фиг. 15H, с тем отличием, что центральная соединительная зона 180 продолжается также от области промежности в направлении заднего поперечного края, частично между первой и второй соединительными зонами 140, 150.
В примере варианта осуществления по фиг. 15J несколько соединительных зон включают первую продольную соединительную зону 140 и вторую продольную соединительную зону 150, которые взаимно соединены посредством соединительного участка 1045 в передней части впитывающего среднего слоя и соединительного участка 1045’ в задней части впитывающего среднего слоя. Таким образом, можно уменьшить или устранить какие-либо утечки в задней части.
В примере варианта осуществления по фиг. 15K несколько соединительных зон включают первую соединительную зону 140, вторую соединительную зону 150, третью соединительную зону 160 и четвертую соединительную зону 170, а также центральную соединительную зону 180. Первая и вторая соединительные зоны 140, 150 продолжаются с примыканием друг к другу от области промежности в направлении переднего поперечного края. Кроме того, третья и четвертая соединительные зоны 160, 170, а также центральная соединительная зона продолжаются с примыканием друг к другу от области промежности в направлении заднего поперечного края. Таким образом, можно дополнительно улучшить распределение жидкости в задней части впитывающего среднего слоя.
В примере варианта осуществления по фиг. 15L несколько соединительных зон включают первую продольную соединительную зону 140, вторую продольную соединительную зону 150 и центральную продольную соединительную зону 180. Первая и вторая продольные соединительные зоны 140, 150 продолжаются с примыканием друг к другу поверх по меньшей мере 60% длины впитывающего среднего слоя. Центральная продольная соединительная зона 180 продолжается между первой и второй соединительными зонами 140, 150 от области промежности в направлении заднего поперечного края впитывающего среднего слоя.
В примере варианта осуществления по фиг. 15M несколько соединительных зон включают первую продольную соединительную зону 140, вторую продольную соединительную зону 150, центральную заднюю продольную соединительную зону 180a и центральную переднюю продольную соединительную зону 180b. Первая и вторая продольные соединительные зоны 140, 150 продолжаются с примыканием друг к другу поверх по меньшей мере 60% длины впитывающего среднего слоя. Центральная задняя и передняя продольные соединительные зоны 180a, 180b продолжаются между первой и второй соединительными зонами 140, 150 в задней и передней части впитывающего среднего слоя, соответственно.
В примере варианта осуществления по фиг. 15N несколько соединительных зон включают первую соединительную зону 140, вторую соединительную зону 150 и центральную соединительную зону 180. Первая и вторая соединительные зоны 140 расходятся от области промежности в направлении переднего и заднего поперечного края впитывающего среднего слоя. Центральная соединительная зона предусмотрена между первой и второй соединительными зонами 140, 150, главным образом на переднем участке впитывающего среднего слоя.
В примере варианта осуществления по фиг. 15O несколько соединительных зон включают первую продольную соединительную зону 140, вторую продольную соединительную зону 150 и центральную продольную соединительную зону 180. Первая и вторая продольные соединительные зоны 140, 150 продолжаются с примыканием и параллельно друг другу в области промежности. Центральная продольная соединительная зона 180 продолжается между первой и второй соединительными зонами 140, 150 поверх по меньшей мере 60% длины впитывающего среднего слоя.
В примере варианта осуществления по фиг. 15P несколько соединительных зон включают первую соединительную зону 140 и вторую соединительную зону 150. Первая и вторая соединительные зоны 140, 150 продолжаются от области промежности в направлении переднего и заднего поперечного края впитывающего среднего слоя и изогнуты таким образом, что первая и вторая соединительные зоны 140, 150 пересекаются в первой точке пересечения в передней части впитывающего среднего слоя и во второй точке пересечения в задней части впитывающего среднего слоя.
В примере варианта осуществления по фиг. 15Q несколько соединительных зон включают первую продольную соединительную зону 140, вторую продольную соединительную зону 150, третью продольную соединительную зону 160 и четвертую продольную соединительную зону 170. Первая и вторая соединительные зоны 140, 150 продолжаются от области промежности в направлении заднего поперечного края и соединяются посредством соединительных участков 147, 157 с третьей и четвертой соединительными зонами 160, 170, продолжающимися от области промежности до переднего поперечного края, соответственно.
Пример варианта осуществления по фиг. 15R аналогичен варианту осуществления по фиг. 15G с тем отличием, что две параллельные поперечные соединительные зоны 1045a и 1045b предусмотрены в передней области впитывающего среднего слоя.
В примере варианта осуществления по фиг. 15S несколько соединительных зон включают первую соединительную зону 140, вторую соединительную зону 150, третью соединительную зону 160 и четвертую соединительную зону 170. Первая и вторая соединительные зоны 140, 150 расходятся от области промежности в направлении переднего и заднего поперечного края впитывающего среднего слоя. Третья и четвертая соединительные зоны 160, 170 расположены снаружи от первой и второй соединительных зон 140, 150 и короче, чем первая и вторая соединительные зоны 140, 150, а также расходятся от области промежности в направлении переднего и заднего поперечного края впитывающего среднего слоя. Таким образом, в увлажненном состоянии, создаются несколько трубок, причем трубки меньше в центре области промежности и постепенно расширяются в направлении переднего и заднего поперечного края впитывающего среднего слоя. Таким образом, форма лоханки, которая формируется в увлажненном состоянии, может быть дополнительно улучшена для надежного прилегания к телу.
В примере варианта осуществления по фиг. 15T несколько соединительных зон включают первую продольную соединительную зону 140 и вторую продольную соединительную зону 150, причем их передние концевые участки 140’, 150’ расходятся в направлении переднего поперечного края впитывающего среднего слоя.
В примере варианта осуществления по фиг. 15U несколько соединительных зон включают первую продольную соединительную зону 140, вторую продольную соединительную зону 150, третью продольную соединительную зону 160 и четвертую продольную соединительную зону 170 и центральную продольную соединительную зону 180. Первая и вторая соединительные зоны 140, 150, а также центральная соединительная зона 180 продолжаются с примыканием друг к другу от области промежности в направлении переднего поперечного края. Кроме того, третья и четвертая соединительные зоны 160, 170 продолжаются с примыканием друг к другу от области промежности в направлении заднего поперечного края. Таким образом, может быть дополнительно улучшено распределение жидкости в передней части впитывающего среднего слоя.
В примере варианта осуществления по фиг. 15V несколько соединительных зон включают первую продольную соединительную зону 140, вторую продольную соединительную зону 150 и центральную продольную соединительную зону 180. Первая и вторая соединительные зоны 140, 150 продолжаются с примыканием друг к другу от области промежности в направлении переднего поперечного края. Центральная соединительная зона 180 продолжается от области промежности в направлении заднего поперечного края.
Пример варианта осуществления по фиг. 15W аналогичен варианту осуществления по фиг. 15V с тем отличием, что центральная соединительная зона 180 продолжается частично между первой и второй соединительными зонами 140, 150.
Пример варианта осуществления по фиг. 15X аналогичен варианту осуществления по фиг. 15V с тем отличием, что центральная соединительная зона 180 продолжается на всю длину между первой и второй соединительными зонами 140, 150 в направлении переднего поперечного края.
В примере варианта осуществления по фиг. 16A несколько соединительных зон включают первую соединительную зону 140 и вторую соединительную зону 150. Первая и вторая соединительные зоны 140 по существу параллельны в задней части области промежности, в то время как поперечное расстояние между первой и второй соединительными зонами постепенно увеличивается в направлении переднего поперечного края впитывающего среднего слоя.
В примере варианта осуществления по фиг. 16B несколько соединительных зон включают первую соединительную зону 140 и вторую соединительную зону 150. Первая и вторая соединительные зоны 140 частично накладываются друг на друга в задней части области промежности, в то время как поперечное расстояние между первой и второй соединительными зонами постепенно увеличивается в направлении переднего поперечного края впитывающего среднего слоя.
В примере варианта осуществления по фиг. 16C и 16D несколько соединительных зон включают первую продольную соединительную зону 140, вторую продольную соединительную зону 150, третью продольную соединительную зону 160 и четвертую продольную соединительную зону 170. Первая и вторая соединительные зоны 140, 150 продолжаются от области промежности в направлении заднего поперечного края и соединяются посредством соединительных участков 147, 157 с третьей и четвертой соединительными зонами 160, 170, продолжающимися от области промежности до переднего поперечного края, соответственно. На фиг. 16C расстояние между первой и второй соединительными зонами меньше, чем расстояние между третьей и четвертой соединительными зонами, в то время как на фиг. 16D расстояние между первой и второй соединительными зонами больше, чем расстояние между третьей и четвертой соединительными зонами. Вариант осуществления по фиг. 16E аналогичен варианту осуществления по фиг. 16D с тем отличием, что третья и четвертая соединительные зоны накладываются друг на друга на переднем участке впитывающего среднего слоя.
Вариант осуществления по фиг. 16F аналогичен варианту осуществления по фиг. 15U с тем отличием, что третья и четвертая продольные соединительные зоны 160, 170 соединены у их заднего конца посредством поперечной соединительной зоны 1045.
Вариант осуществления по фиг. 16G аналогичен варианту осуществления по фиг. 15B с тем отличием, что третья и четвертая продольные соединительные зоны 160, 170 обладают концевыми участками, которые расходятся наружу в направлении переднего поперечного края и заднего поперечного края впитывающего среднего слоя.
Вариант осуществления по фиг. 16H аналогичен варианту осуществления по фиг. 15O с тем отличием, что первая и вторая соединительные зоны 140, 150 обладают концевыми участками, которые расходятся наружу в направлении переднего поперечного края и заднего поперечного края впитывающего среднего слоя.
Вариант осуществления по фиг. 16I аналогичен варианту осуществления по фиг. 15C с тем отличием, что первая, вторая, третья и четвертая соединительные зоны 140, 150, 160, 170 короче, так что в центральной части области промежности присутствует только центральная соединительная зона 180.
Вариант осуществления по фиг. 16J аналогичен варианту осуществления по фиг. 16I с тем отличием, что две центральные соединительные зоны 180 предусмотрены между первой и третьей соединительными зонами 140, 160 и второй и четвертой соединительными зонами 150, 170.
Варианты осуществления по фиг. 16K и 16L нескольких соединительных зон включают первую продольную соединительную зону 140, вторую продольную соединительную зону 150, третью продольную соединительную зону 160 и четвертую продольную соединительную зону 170. Первая и вторая соединительные зоны 140, 150 продолжаются от области промежности в направлении переднего поперечного края. Третья и четвертая соединительные зоны 160, 170 продолжаются от области промежности до заднего поперечного края. Расстояние между первой и второй соединительными зонами 140, 150 больше, чем расстояние между третьей и четвертой соединительными зонами 160, 170. На фиг. 16K третья и четвертая соединительные зоны 160, 170 продолжаются частично между первой и второй соединительными зонами 140, 150, в то время как на фиг. 16L, при просмотре в продольном направлении, третья и четвертая соединительные зоны 160, 170 расположены на некотором расстоянии от первой и второй соединительных зон 140, 150.
В вариантах осуществления по фиг. 16M, 16N и 16O несколько соединительных зон включают первую продольную соединительную зону 140, вторую продольную соединительную зону 150 и расходящиеся наружу соединительные зоны 160, 170 на переднем участке впитывающего среднего слоя. На фиг. 16M дополнительно центральная соединительная зона 180 предусмотрена между первой продольной соединительной зоной 140 и второй продольной соединительной зоной 150.
Фиг. 16P аналогичен варианту осуществления по фиг. 16H с тем отличием, что первая и вторая соединительные зоны предусмотрены больше в передней части впитывающего среднего слоя.
В варианте осуществления по фиг. 16Q несколько соединительных зон включают первую продольную соединительную зону 140 и вторую продольную соединительную зону 150, которые продолжаются поверх по меньшей мере 60% длины впитывающего среднего слоя. Каждая из первой продольной соединительной зоны 140 и второй продольной соединительной зоны 150 предусмотрены на переднем конце и заднем конце с направленным наружу поперечным участком. Таким образом, могут быть дополнительно снижены риски утечки у передней и задней частей впитывающего среднего слоя.
Фиг. 16R аналогичен варианту осуществления по фиг. 15B.
В варианте осуществления по фиг. 16S несколько соединительных зон содержат первую волнообразную соединительную зону 140 и вторую волнообразную соединительную зону 150, каждая из которых продолжается поверх по меньшей мере 60% длины впитывающего среднего слоя. Волны будут увеличивать длину каналов 140, 150, дополнительно улучшая распределение жидкости во впитывающем среднем слое.
На фиг. 17A-17V и 18A-18G также показаны другие примеры вариантов осуществления впитывающего среднего слоя по настоящему изобретению.
На фиг. 17A, 17B, 17H и 17K показано, что первая и вторая соединительные зоны 140, 150 могут содержать изогнутые участки. На фиг. 17C, 17D, 17E, 17F, 17G, 17J, 17L, 17M, 17N, 17O, 17P, 17Q, 17R, 17S, 17T, 17U, 17V показано, что возможны различные шаблоны с одной или более продольными секциями 140, 150, 160, 170, 180 и/или одной или более наклонными секциями 160, 170, 160a, 160b, 170a, 170b и/или одной или более поперечными секциями 1045, 1045a, 1045b, 1045c. На фиг. 17I показано, что также могут быть использованы поперечные секции 1045a, 1045b.
На фиг. 18A-18G показаны другие варианты осуществления. На фиг. 18A соединительные зоны с первой по четвертую аналогичны соединительным зонам с первой по четвертую по фиг. 16I, но вместо центральной прямолинейной соединительной зоны предусмотрена овальная соединительная зона 180 в области промежности между первой и второй соединительной зоной 140, 150 и третьей и четвертой соединительной зоной 160, 170. На фиг. 18B, 18C, 18D показано, что возможны различные шаблоны с одной или более продольными секциями и/или одной или более наклонными секциями и/или одной или более поперечными секциями, как указано выше. На фиг. 18E, 18F, 18G показано, что первая и вторая соединительные зоны 140, 150 могут содержать различные прямолинейные секции, которые ориентированы под некоторым углом по отношению к продольному направлению впитывающего среднего слоя.
На фиг. 19A-19D показаны другие варианты осуществления, в которых впитывающий средний слой предусмотрен по меньшей мере с одной соединительной зоной 140, причем в первой соединительной зоне 141 верхний обертывающий средний слой лист присоединен к нижнему обертывающему средний слой листу вдоль соединения, которое продолжается, при просмотре в поперечном и/или продольном направлении впитывающего изделия, на поперечное и/или продольное расстояние, которое составляет по меньшей мере 1 мм, предпочтительно по меньшей мере 2 мм, более предпочтительно по меньшей мере 3 мм, наиболее предпочтительно по меньшей мере 4 мм; и/или верхний обертывающий средний слой лист присоединен к нижнему обертывающему средний слой листу вдоль прерывистого соединения в нескольких местах на некотором расстоянии друг от друга, при просмотре в поперечном и/или продольном направлении впитывающего изделия; чтобы при увлажнении впитывающего материала первый канал создавался у первой соединительной зоны 140.
В варианте осуществления по фиг. 19A показана одиночная продольная соединительная зона 140 вместе с первой и второй поперечными соединительными зонами 1045a, 1045b, которые позиционированы на одном из концов продольной соединительной зоны 140. Первая и вторая поперечные соединительные зоны 1045a, 1045b показаны, как изогнутые зоны, но для специалиста очевидно, что первая и/или вторая поперечная соединительная зона также может быть предусмотрена в виде прямой зоны. В варианте осуществления по фиг. 19B показана одиночная продольная соединительная зона 140 вместе с первой и второй поперечными соединительными зонами 1045a, 1045b, которые позиционированы между соединительной зоной 140 и первым поперечным краем впитывающего среднего слоя. В дополнительном или альтернативном варианте по отношению к варианту осуществления по фиг. 19B, первая и вторая поперечные соединительные зоны 1045a, 1045b могут быть позиционированы между соединительной зоной 140 и вторым поперечным краем впитывающего среднего слоя. Другими словами, для специалиста очевидно, что может быть добавлена, например, третья и/или четвертая поперечная соединительная зона. В варианте осуществления по фиг. 19C показана одиночная продольная соединительная зона 140 вместе с первой и второй поперечными соединительными зонами 1045a, 1045b, которые расположены на одной из сторон продольной соединительной зоны 140. Хотя поперечные соединительные зоны 1045a, 1045b показаны соединенными с продольной соединительной зоной 140, для специалиста очевидно, что существуют варианты осуществления, в которых поперечные соединительные зоны 1045a, 1045b не соединены с продольной соединительной зоной 140. В варианте осуществления по фиг. 19D показана одиночная продольная соединительная зона 140. Показанная продольная соединительная зона 140 содержит изогнутые секции, однако в дополнительном или альтернативном варианте продольная соединительная зона 140 может содержать прямые секции. Для специалиста очевидно, что любой из описанных ранее вариантов осуществления, относящийся по меньшей мере к двум продольным соединительным зонам или любой их комбинации, может быть применен для вариантов осуществления, в которых впитывающий средний слой содержит одиночную соединительную зону.
Поскольку жидкость во многих случаях может быть распределена неравномерно или несимметрично, может быть предпочтительно включать по меньшей мере одну соединительную зону, через которую жидкость может проходить из первого и второго каналов 140, 150 и наоборот. Это будет обеспечивать надежное распределение по всему впитывающему среднему слою, а также улучшенное формирование каналов и формы лоханки при разбухании впитывающего среднего слоя.
В вариантах осуществления по фиг. 20A-20W, 20Z, 21G-21M, 21O-21T, 21V-21X, 21Z, 22D-22M, 22R-22Z, 23A-23L это достигается посредством поперечной соединительной зоны 1045, соединяющей передние концы продольных соединительных зон 140, 150. Как видно на чертежах, присутствие поперечной соединительной зоны 1045 не исключает элементов, упомянутых в связи с предшествующими чертежами, таких как присутствие центральной соединительной зоны 180 и/или изменения длины, положения и/или формы продольных соединительных зон 140, 150. На чертежах дополнительно показано, что присутствие такого поперечного соединения также не исключает присутствия третьей и четвертой продольных соединительных зон 160, 170 или поперечных соединительных зон 147, 157, которые соединяют продольные соединительные зоны 140, 150 с другими продольными соединительными зонами 160, 170. Кроме того, на чертежах показано, что поперечная соединительная зона 1045 необязательно прямая: она может быть скругленной, как, например, на фиг. 20A-20D, скругленной на краях, как, например, на фиг. 20E-20H или принимать другую форму.
В вариантах осуществления по фиг. 20X-20Y поперечная соединительная зона 1045’ соединяет задние концы продольных соединительных зон 140, 150. В вариантах осуществления по фиг. 21A-21F, 22O-22Q, 23M-23P имеются две поперечные соединительные зоны 1045 и 1045’, соединяющие, соответственно, передние и задние концы продольных соединительных зон 140, 150, 160, 170. В вариантах осуществления по фиг. 21N, 22N, 23U и 23V имеются две продольные соединительные зоны 140, 150, позиционированные около задней стороны впитывающего среднего слоя, которые соединены поперечной соединительной зоной 1045’ на их концах, а также две продольные соединительные зоны 160, 170, позиционированные около передней стороны впитывающего среднего слоя, которые соединены поперечной соединительной зоной 1045 у их задних концов.
Соединение между продольными каналами необязательно осуществлено посредством поперечного канала, но также может быть достигнуто изменением формы продольных каналов особым образом. Например, в варианте осуществления по фиг. 23R четыре продольные соединительные зоны 140, 150, 160, 170 вместе образуют форму ромба. Аналогичным образом, в варианте осуществления по фиг. 23T шесть продольных соединительных зон 140, 150, 160a, 170a, 160b, 170c соединены для формирования удлиненной шестигранной формы. Также возможны комбинации этих двух способов соединения каналов. В варианте осуществления по фиг. 23Q продольные соединительные зоны 140, 150 соединены у их концов поперечной соединительной зоной 1045 и сходятся для соединения у их задних концов. В варианте осуществления по фиг. 23S продольные соединительные зоны 140 и 150 соединены посредством поперечной соединительной зоны 1045, в то время как продольные соединительные зоны 160, 170, которые присоединены к зонам 140, 150, соответственно, сходятся у их задних концов. Для специалиста будут очевидны другие комбинации и изменения представленных вариантов осуществления.
Предпочтительный эффект достигается даже в случае, когда продольные соединительные зоны не соединены напрямую, а просто приближаются друг к другу в некоторых местах. Например, в вариантах осуществления по фиг. 20Z, 21J, 21T передние концы продольных соединительных зон 140, 150 соединены посредством поперечной соединительной зоны 1045, и задние концы продольных соединительных зон 160, 170 обладают такой формой, чтобы они приближались друг к другу. В других вариантах осуществления, например, по фиг. 21U, 21Y, 22A-22C, продольные соединительные зоны 140, 150, 160, 170 приближаются друг к другу либо на концах, либо вдоль их путей, и в зависимости от компоновки этого может быть достаточно, чтобы жидкость могла пройти из одного канала в другой.
На фиг. 25A-25Z и 26A-26T показаны варианты осуществления, в которых размеры продольных соединительных зон 140, 150, 160, 170, 180 в продольном направлении были уменьшены по сравнению с ранее показанными вариантами осуществления. Что касается показанных компоновок более коротких продольных соединительных зон 140, 150, 160, 170, центральных соединительных зон 180, 180a, 180b, 180c и поперечных соединительных зон 1045, 1045a, 1045b, 1045c, как показано на фиг. 25A-25Z и 26A-26T, для специалиста очевидно, что описанные выше технические соображения и преимущества в отношении более длинных продольных соединительных зон 140, 150, 160, 170, центральных соединительных зон 180, 180a, 180b, 180c и поперечных соединительных зон 1045, 1045a, 1045b, 1045c, как показано на предшествующих чертежах, применимы аналогичным образом, с учетом необходимых изменений.
В дополнение к виду в перспективе, показанному на фиг. 12, на фиг. 24A-C представлены фотографии впитывающего изделия, содержащего пример варианта осуществления впитывающего среднего слоя по настоящему изобретению. На фиг. 24A показано впитывающее изделие, когда впитывающий средний слой находится в сухом состоянии, в то время как на фиг. 24B и 24C показано впитывающее изделие, когда впитывающий средний слой находится во влажном состоянии. На фиг. 24A можно различить соединительные зоны 140, 150, 160 и 170, на которых по существу нет впитывающего материала. Однако на показанной фотографии 24A соединительные зоны 140, 150, 160 и 170 были несколько затемнены, чтобы лучше показать их положение, поскольку из-за ограничений качества фотографии 24A часть визуальной информации была потеряна. На фиг. 24B и 24C представлены фотографии впитывающего изделия во влажном состоянии, причем трубки 301, 302, 303 были сформированы, за счет чего соединительные зоны 140, 150, 160 и 170 лучше видны в виде каналов. За счет соединительных зон и соответствующих каналов 140, 150, 160 и 170 жидкость распределяется равномерно, что приводит к формированию трубок 301, 302, 303, которые обеспечивают форму лоханки для впитывающего среднего слоя 130. Такая форма лоханки превосходно прилегает к телу, и это можно видеть, по меньшей мере частично, на фиг. 24C, где впитывающее изделие не присоединено к нижней поверхности на углах впитывающего изделия, как в случае фиг. 24A и 24B. Кроме того, по сравнению с решениями предшествующего уровня техники, жидкость удерживается улучшенным образом при поглощении впитывающим средним слоем 130, и риск утечки снижается. Кроме того, за счет создания каналов 140, 150, 160, 170 жидкость впитывается быстрее.
В то время как принципы настоящего изобретения были изложены выше в связи с конкретными вариантами осуществления, следует понимать, что это описание приведено просто в качестве примера и не подразумевает ограничения защищаемого объёма, который определяется заявленной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАНАЛАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2710804C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАНАЛАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2790310C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАНАЛАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2770457C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАНАЛАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2807570C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАНАЛАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2769161C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАНАЛАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2769155C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАНАЛАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2764431C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАНАЛАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2764432C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАНАЛАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2802779C2 |
| Впитывающее изделие | 2019 |
|
RU2805155C2 |
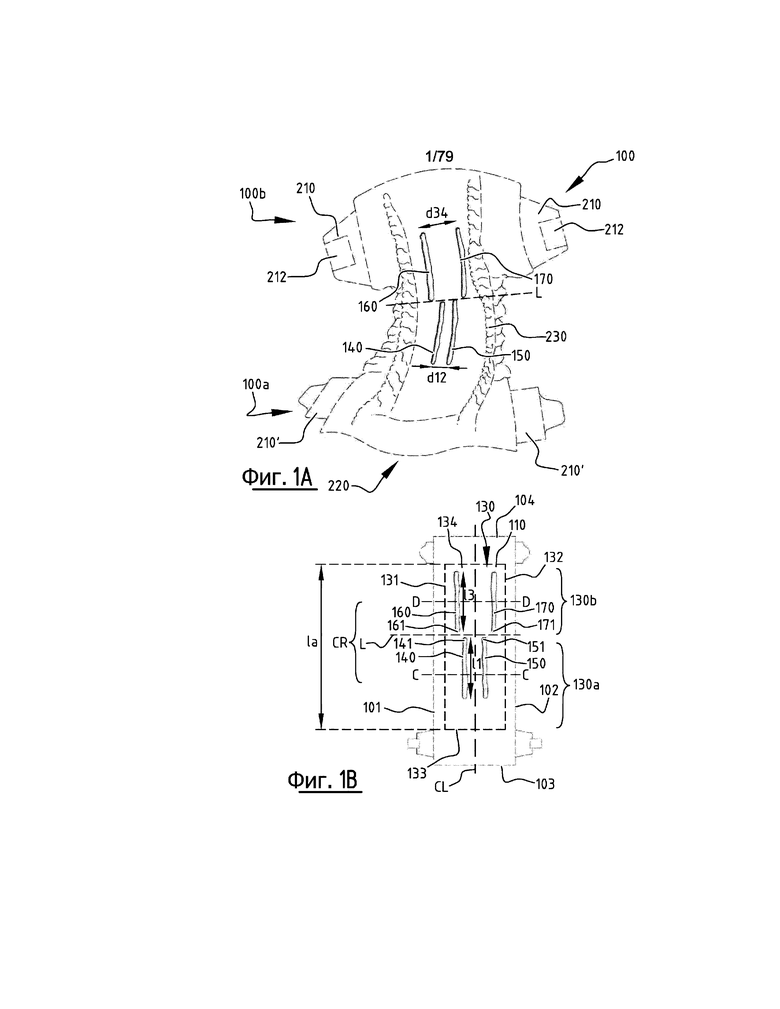
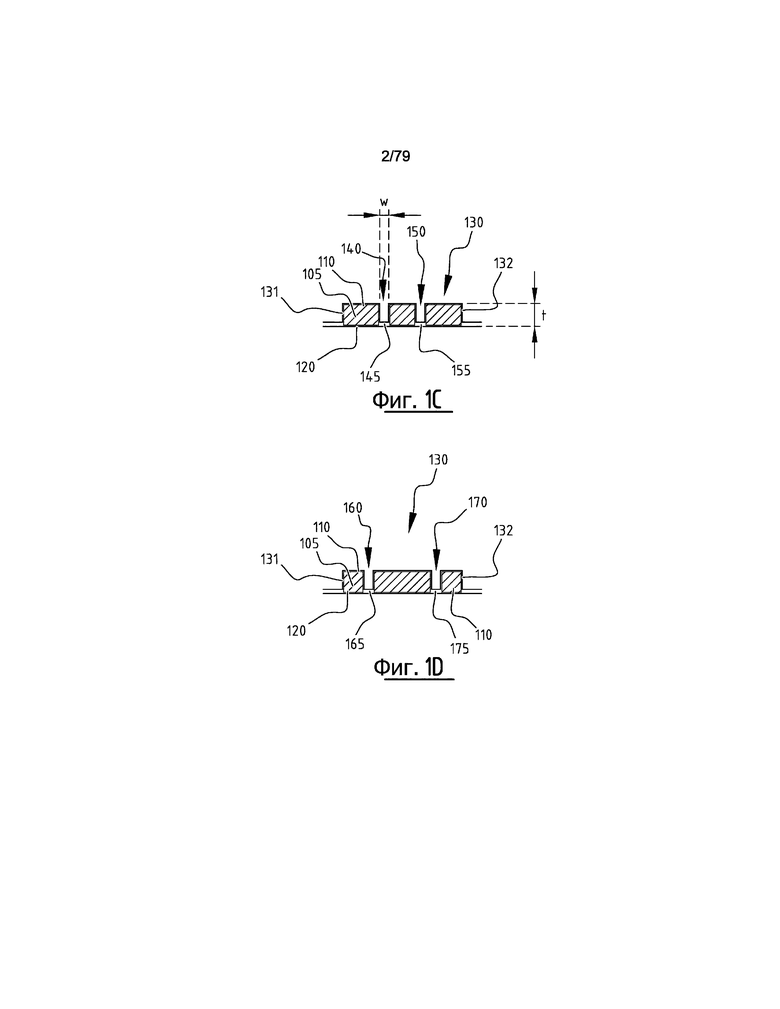
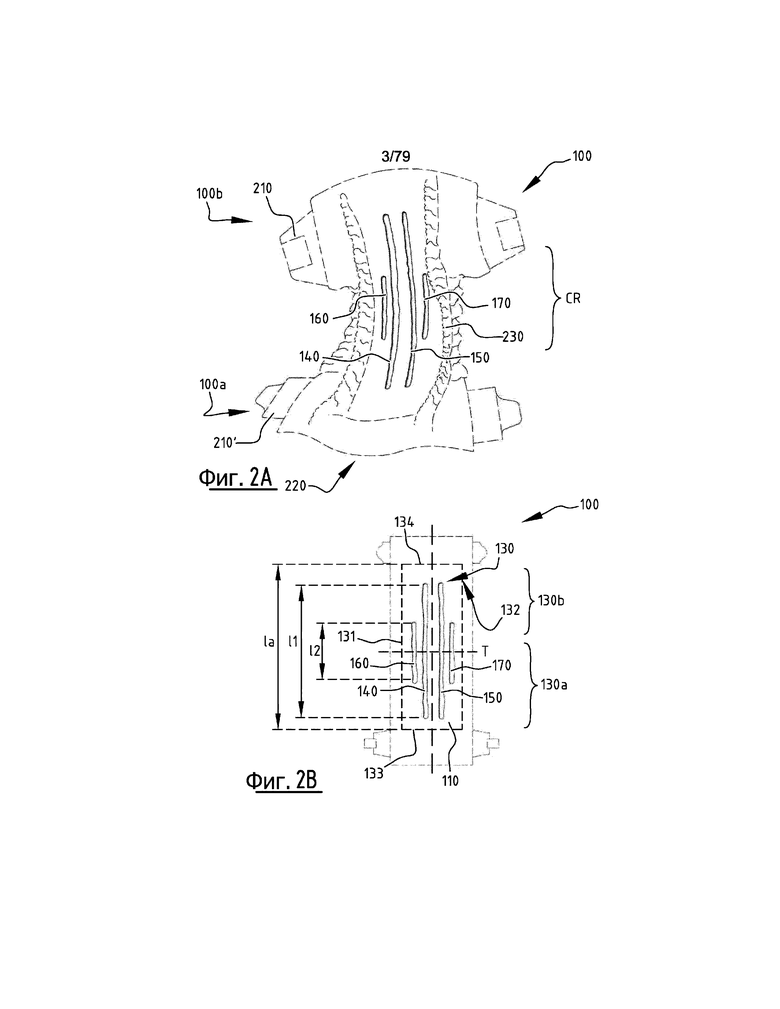
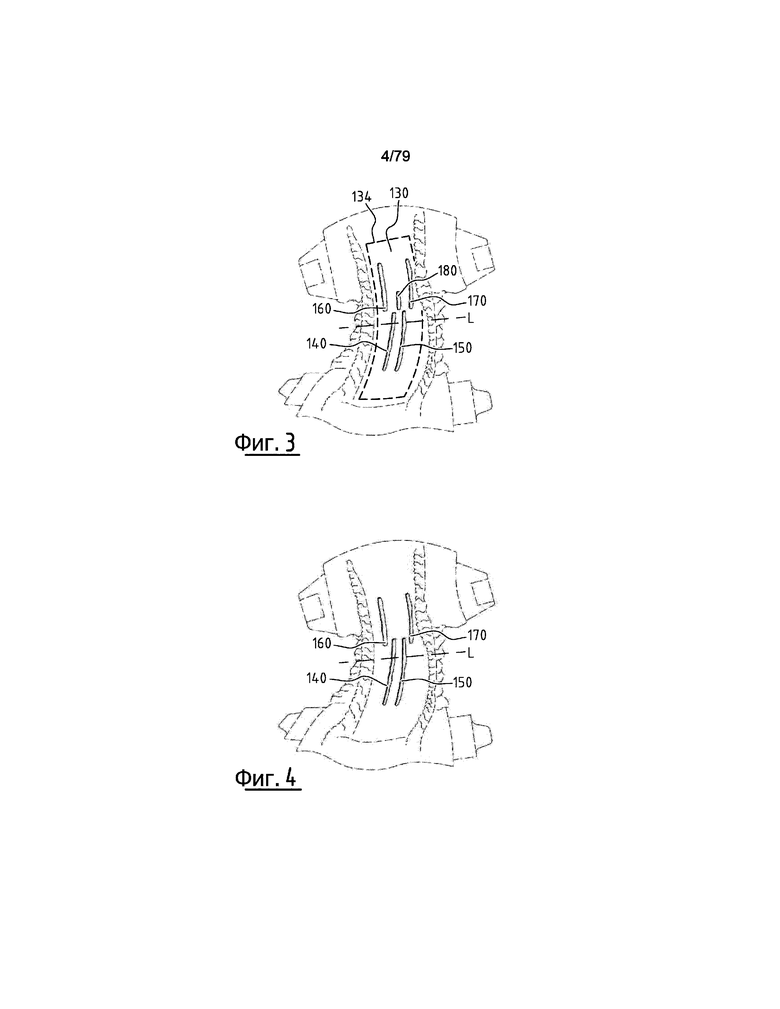
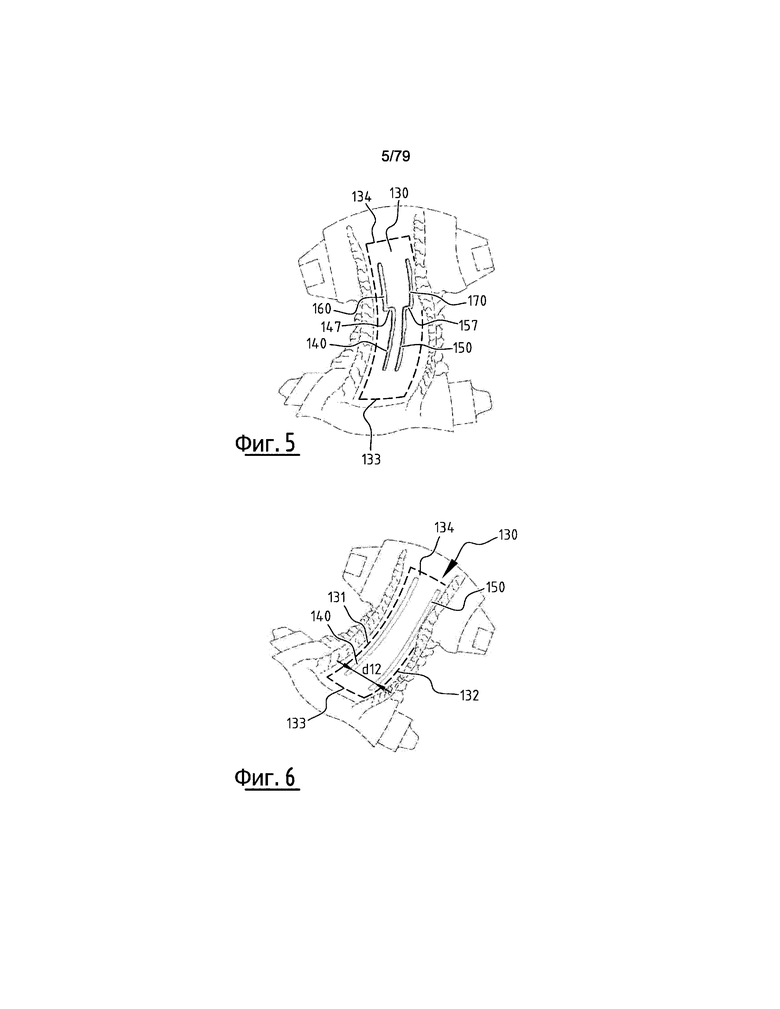
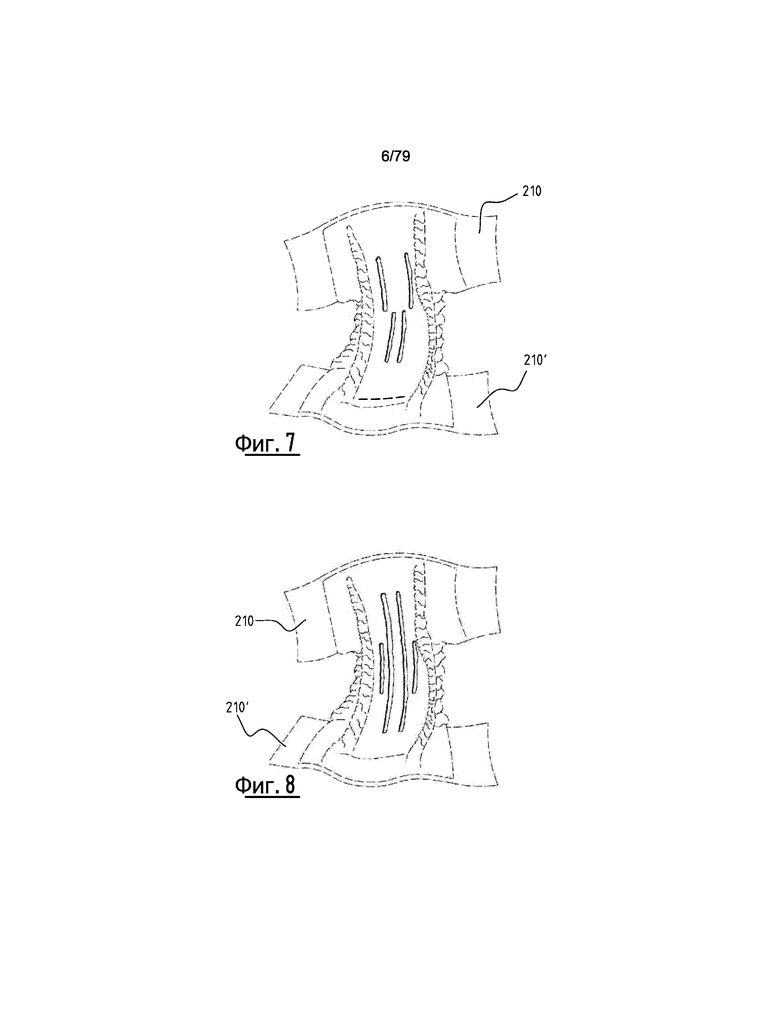
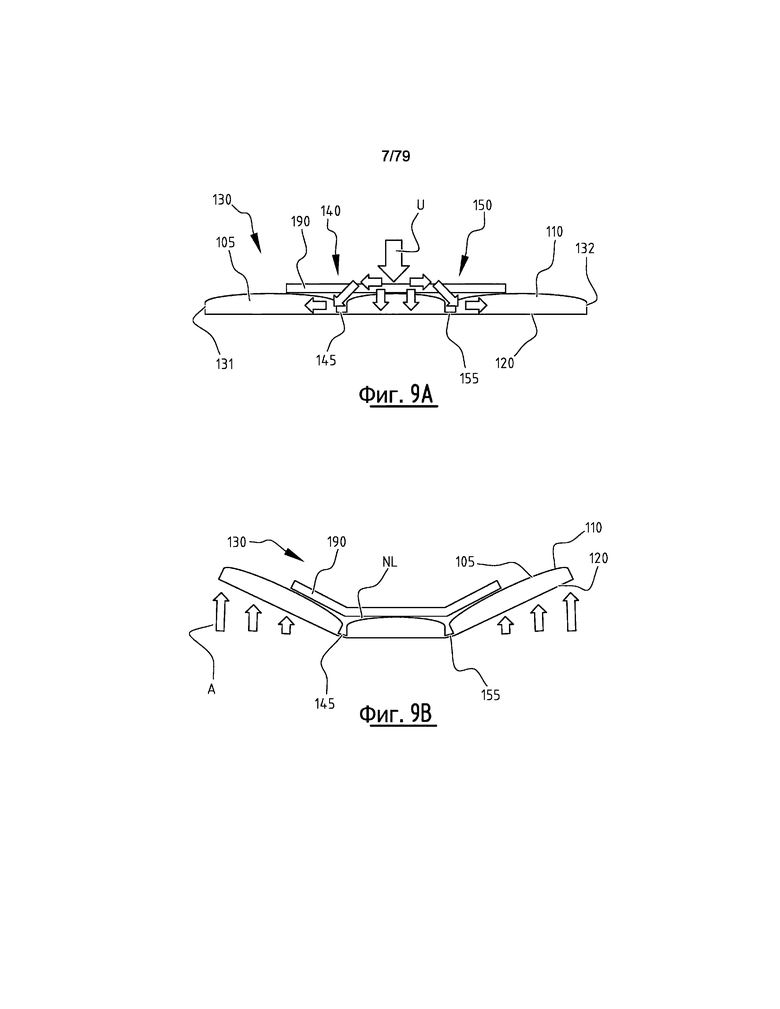
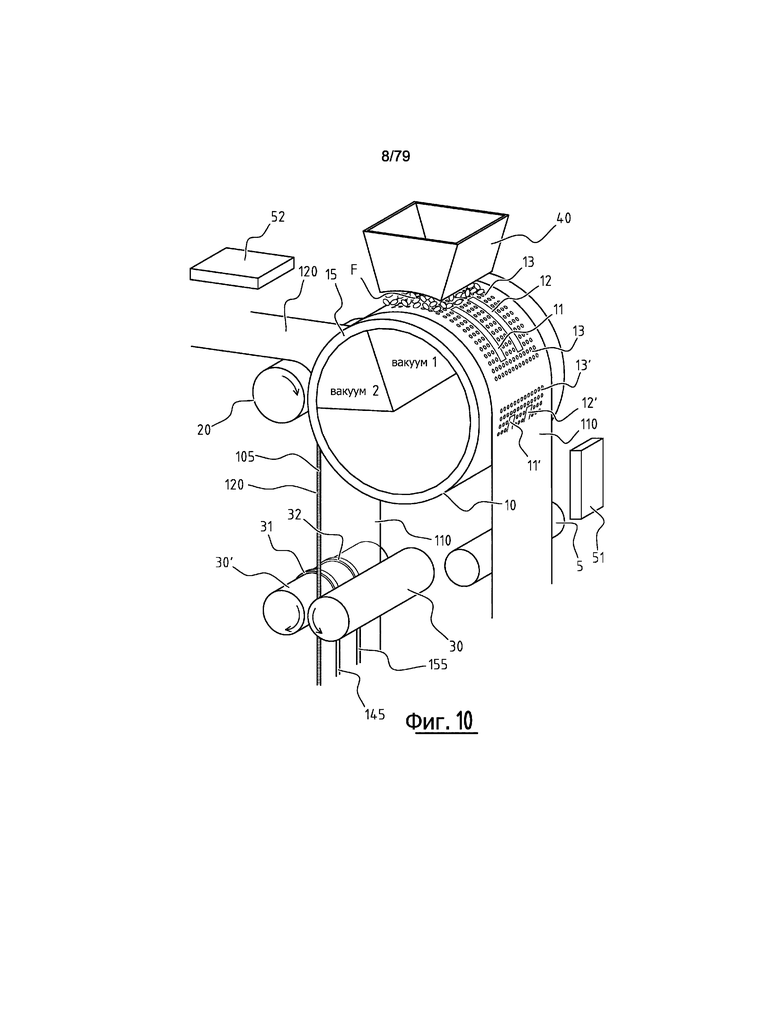
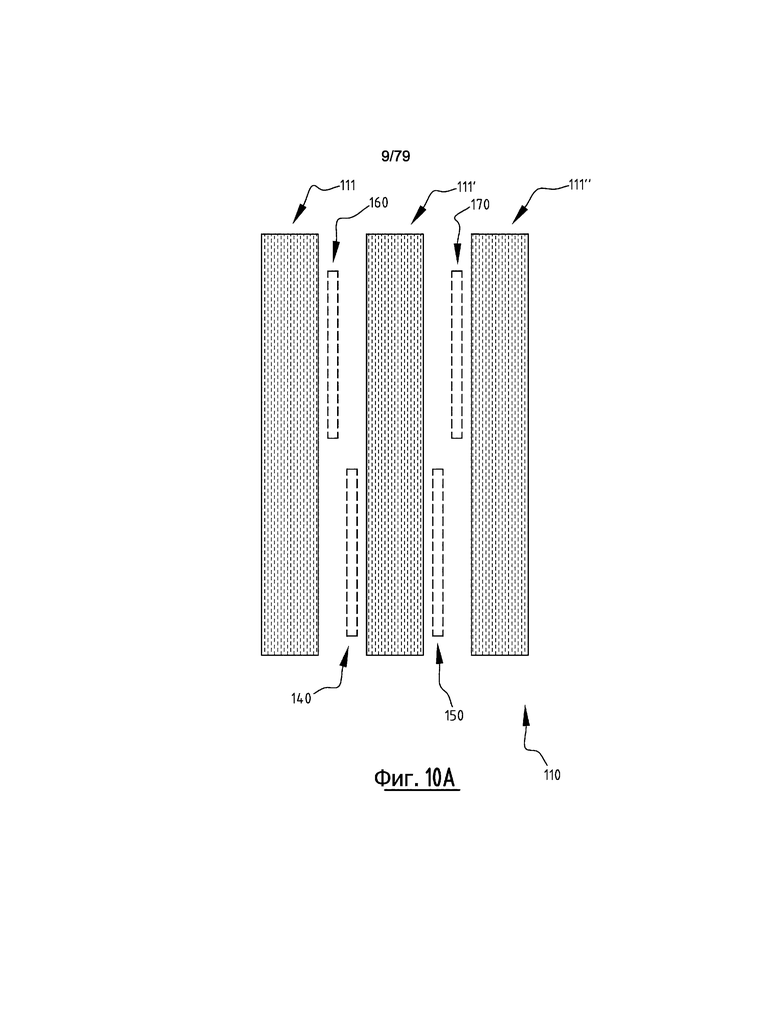
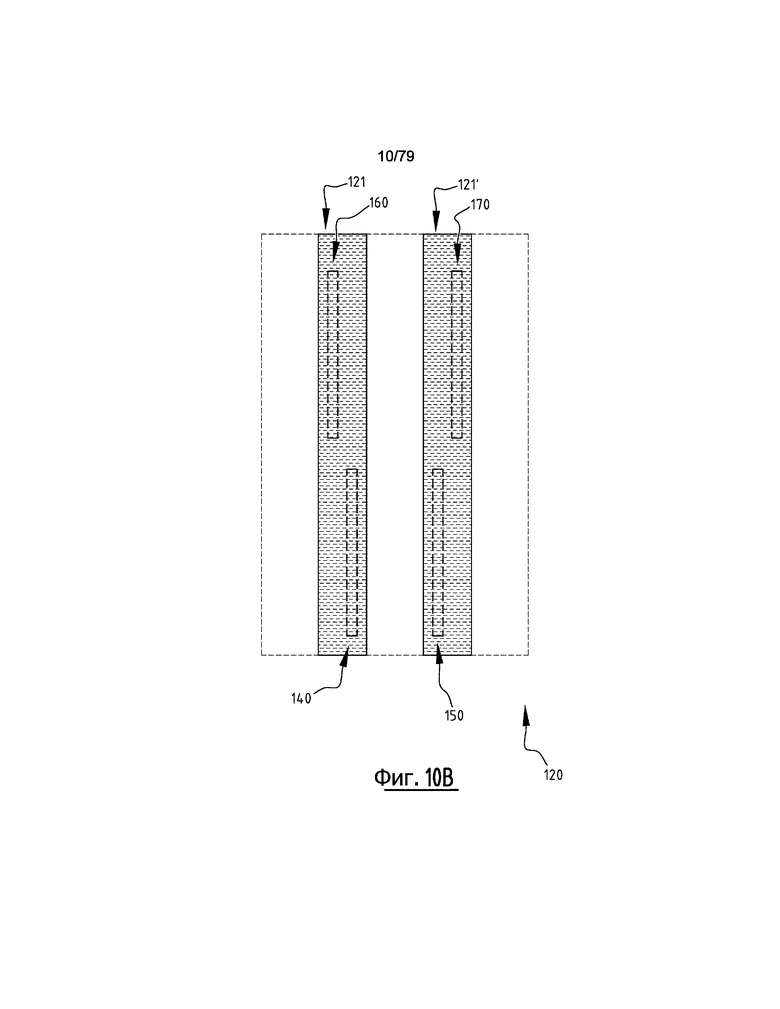
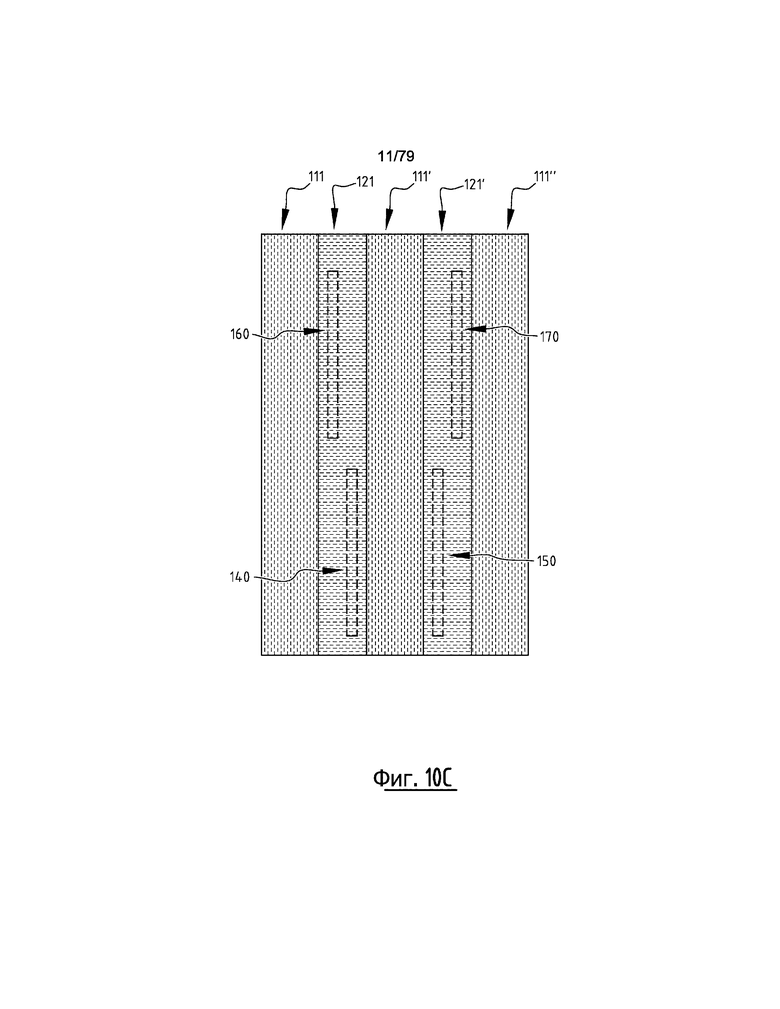
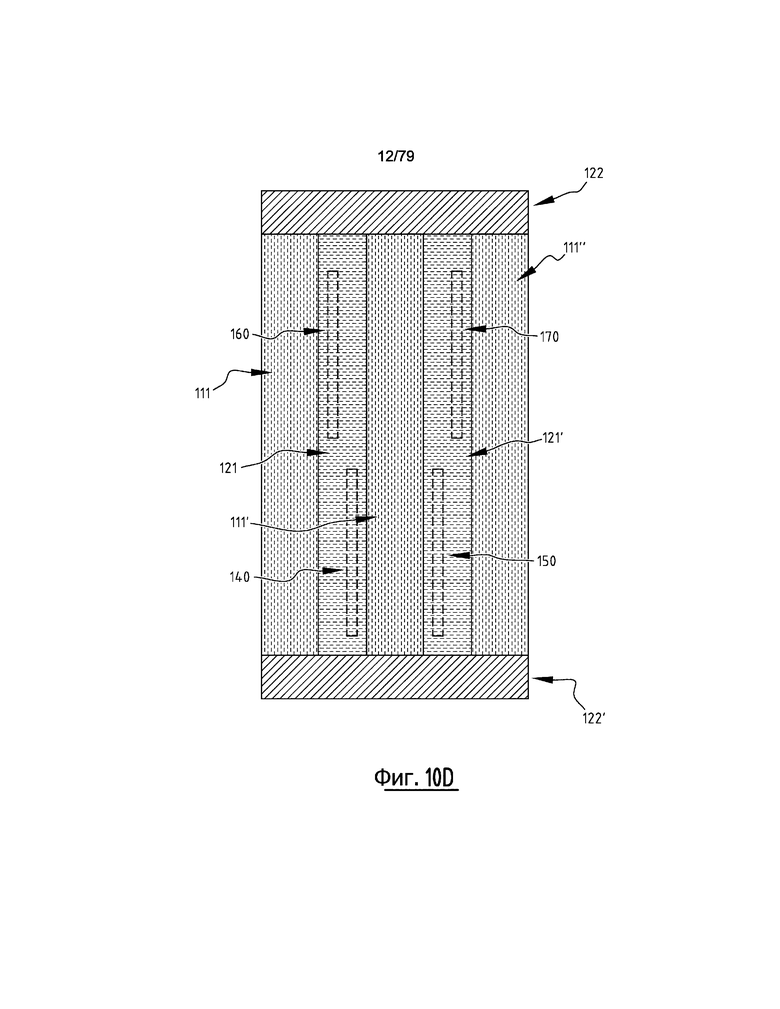
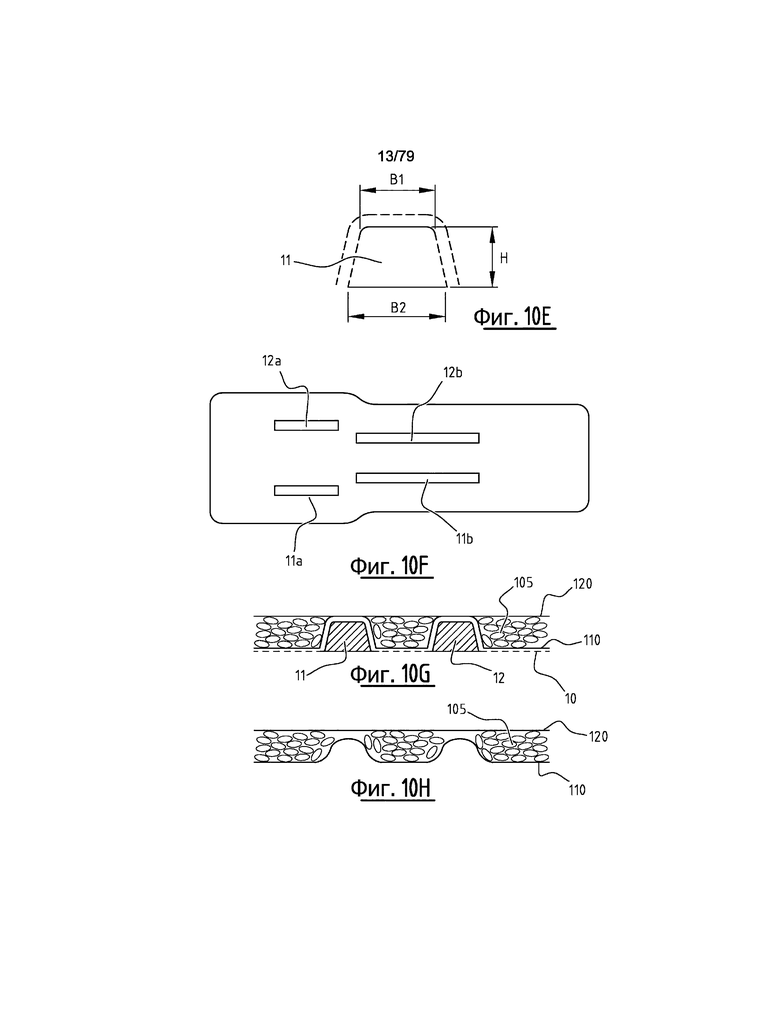
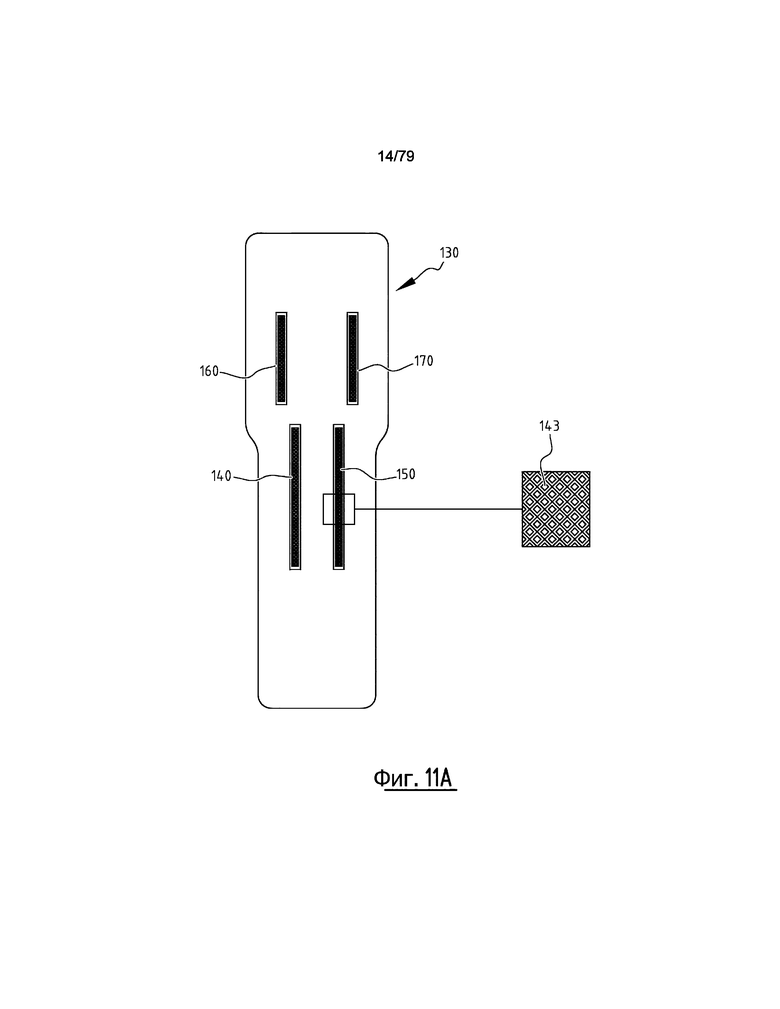
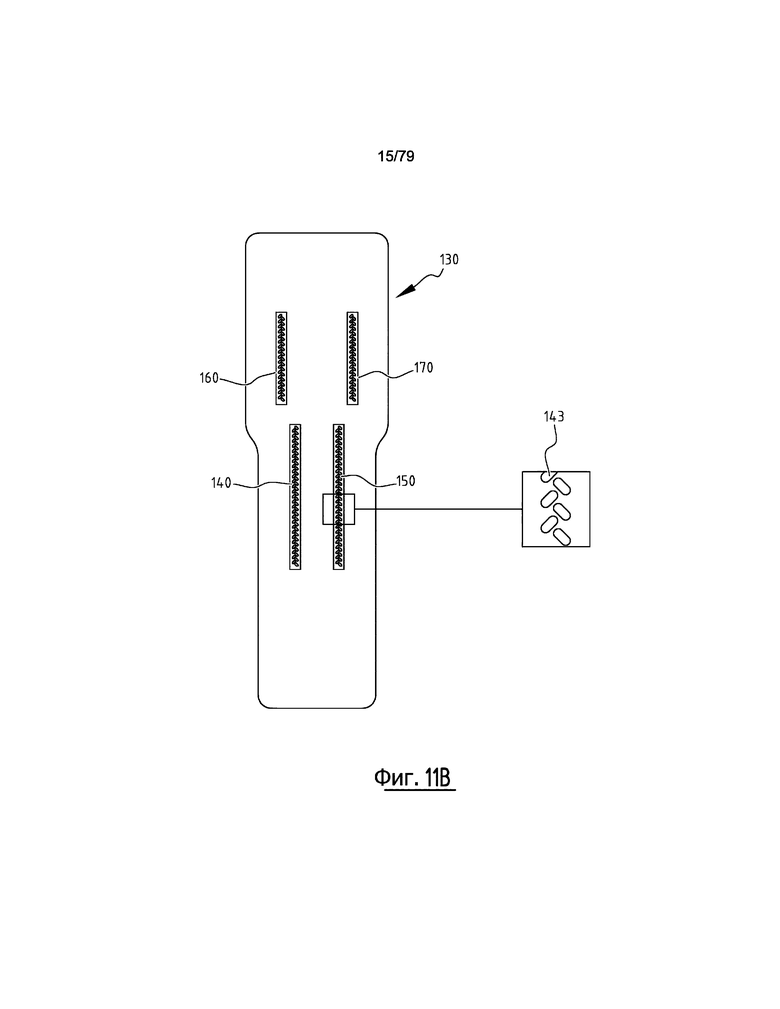
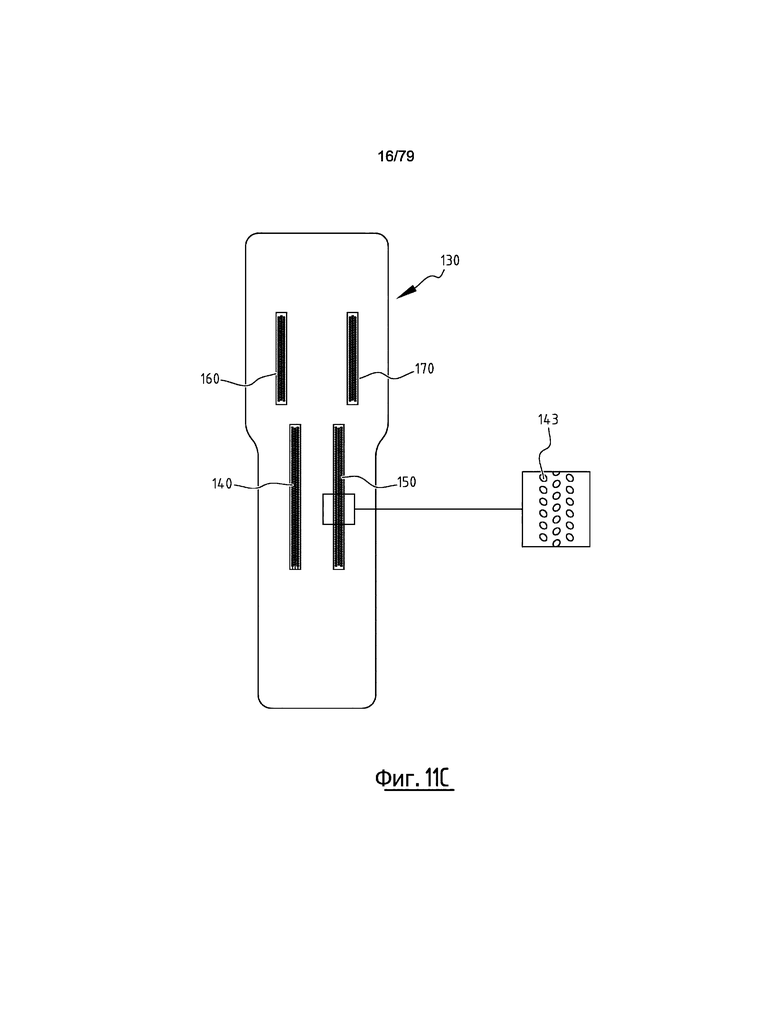
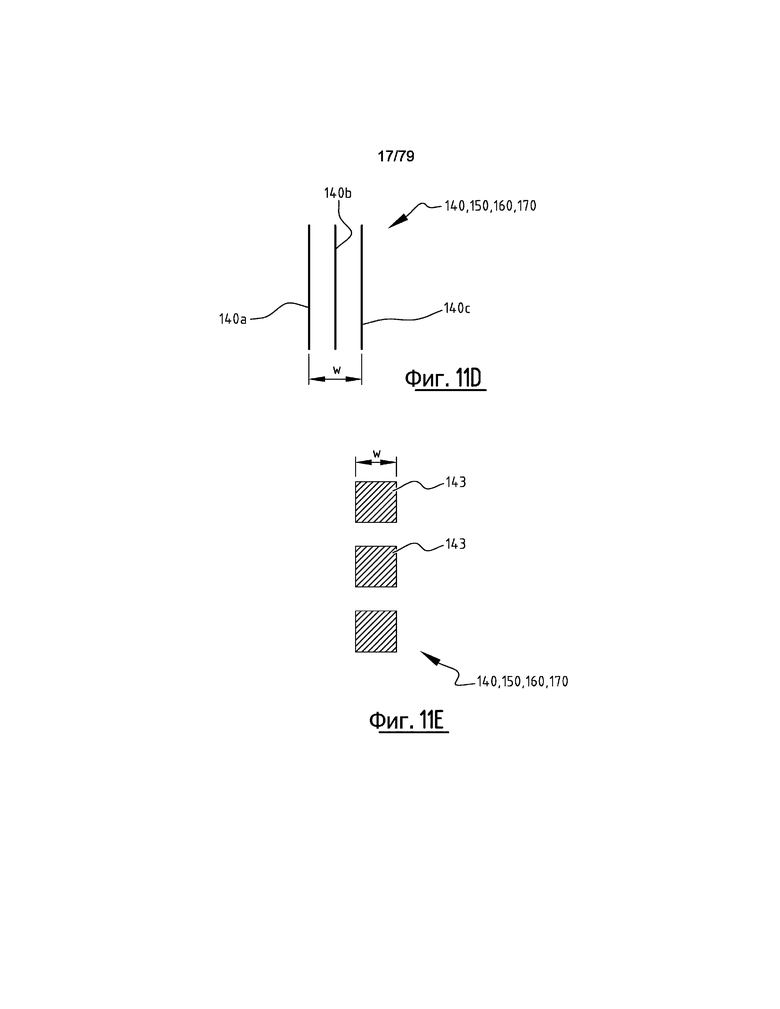
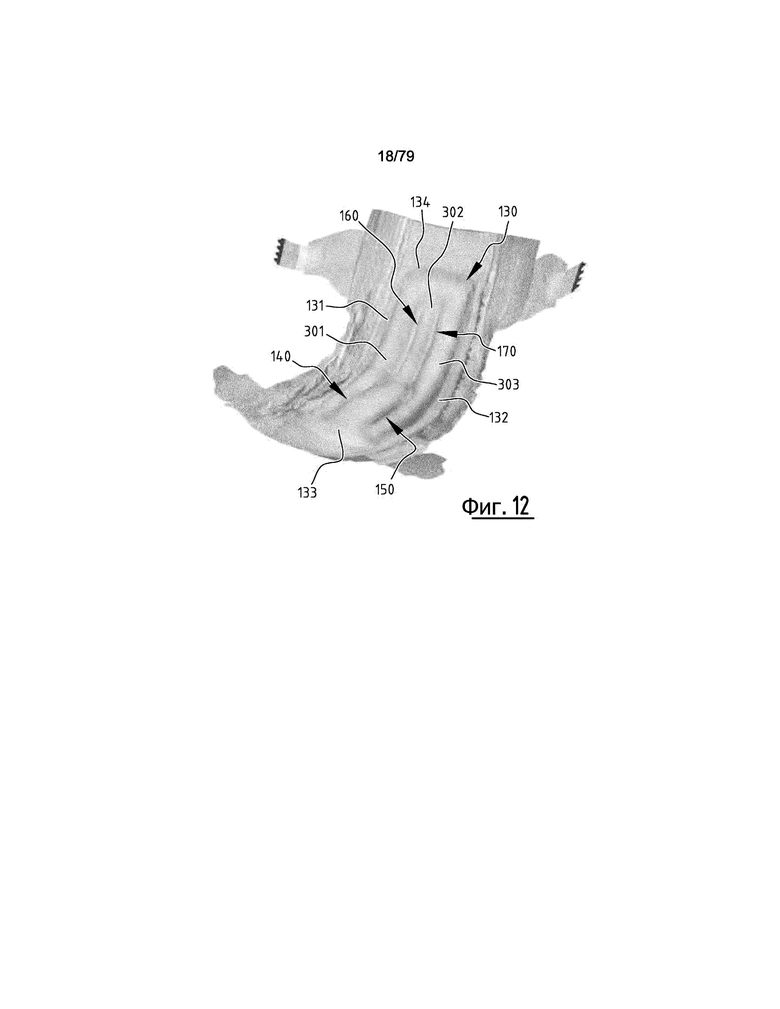
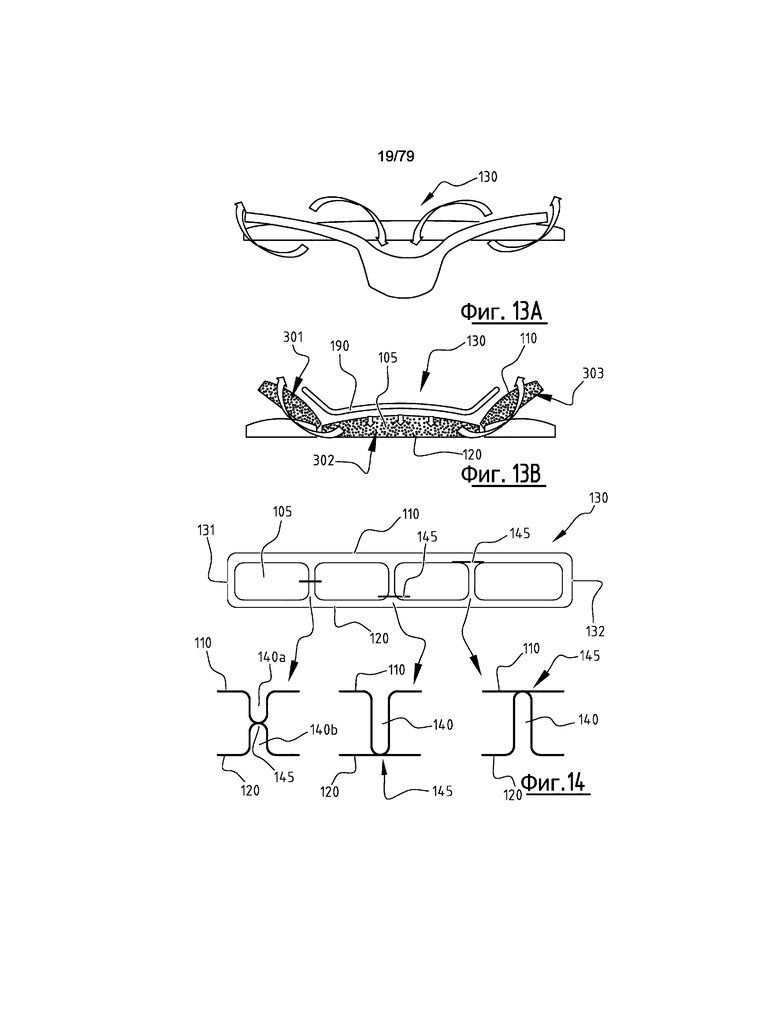
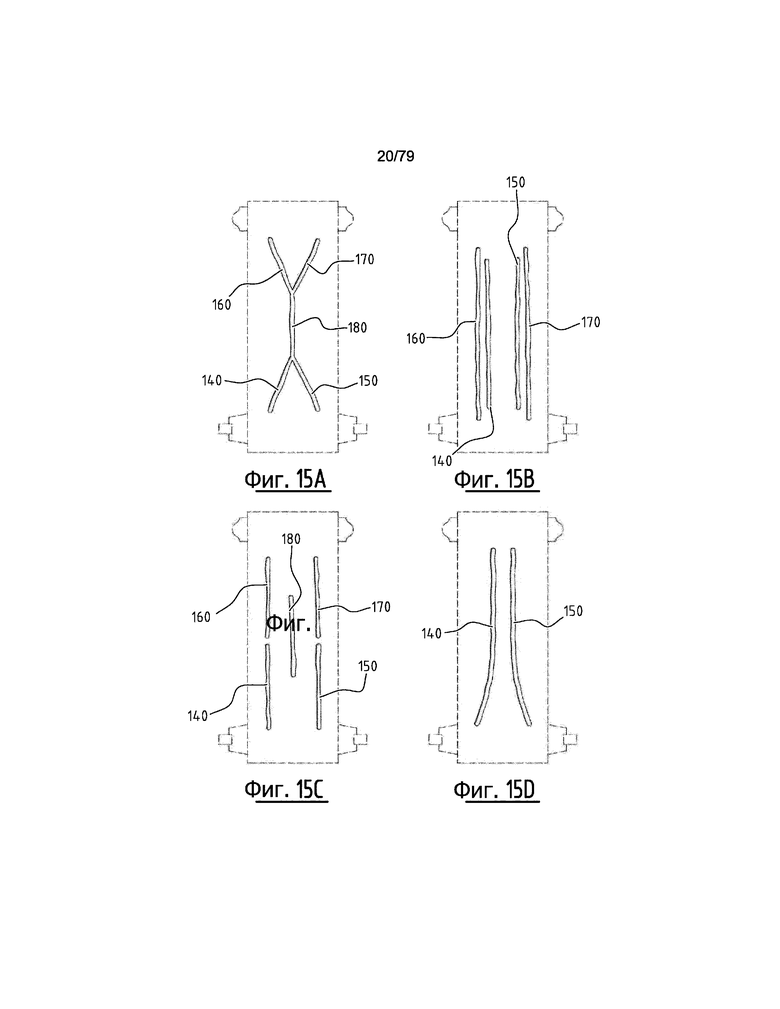
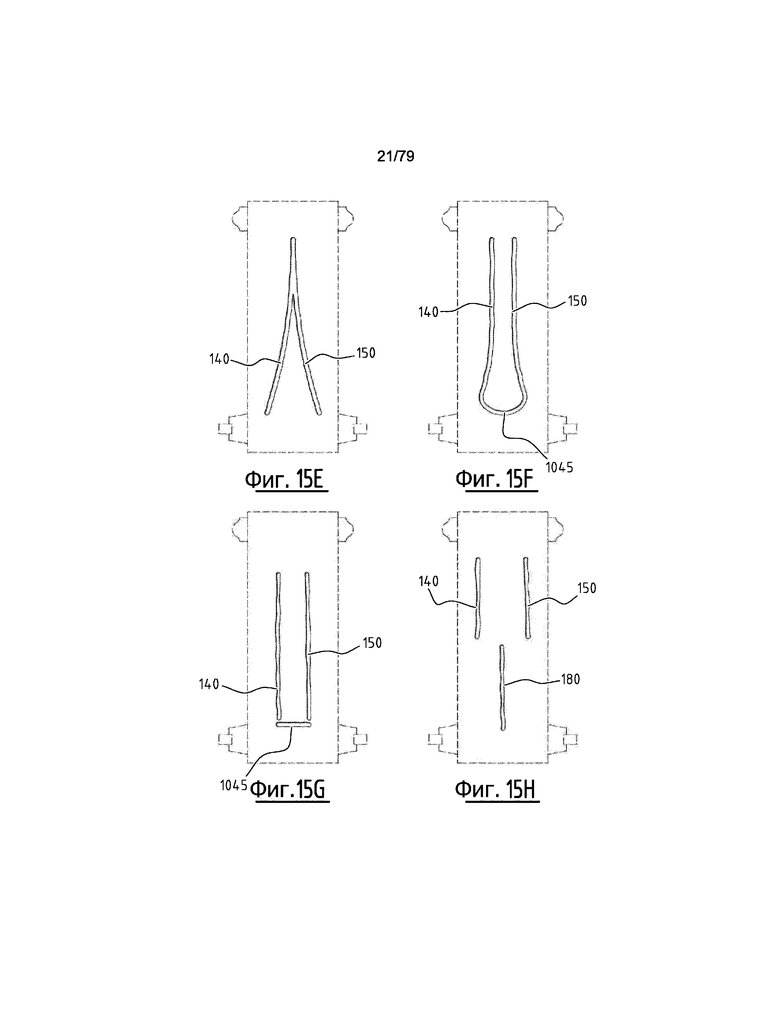
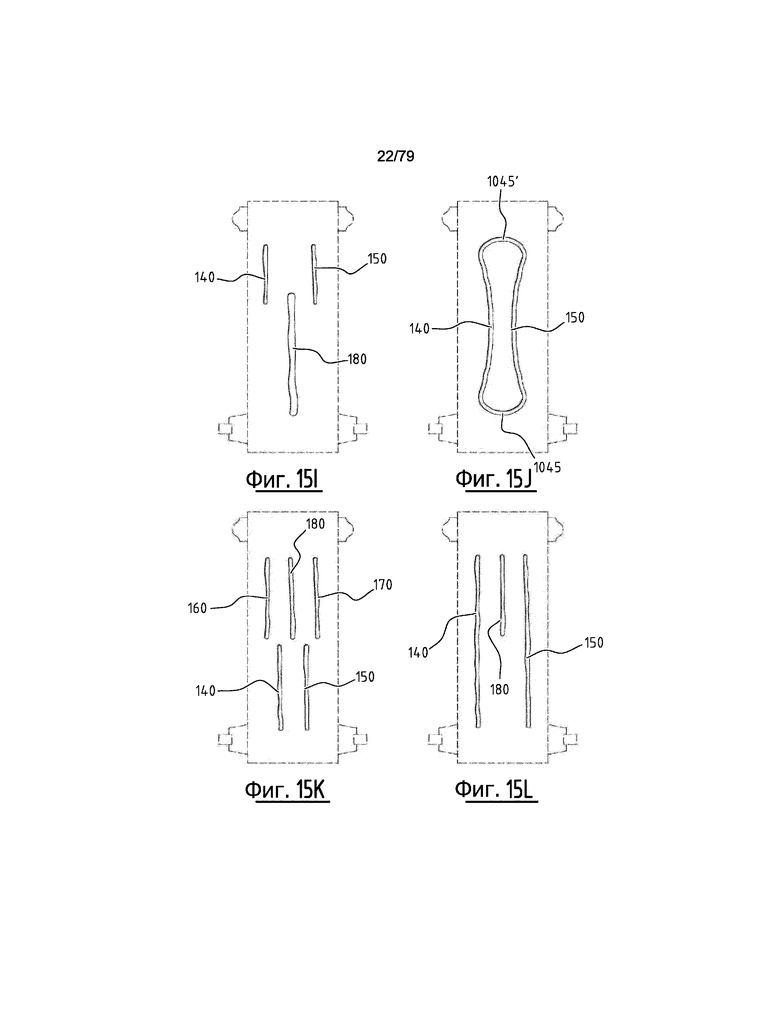
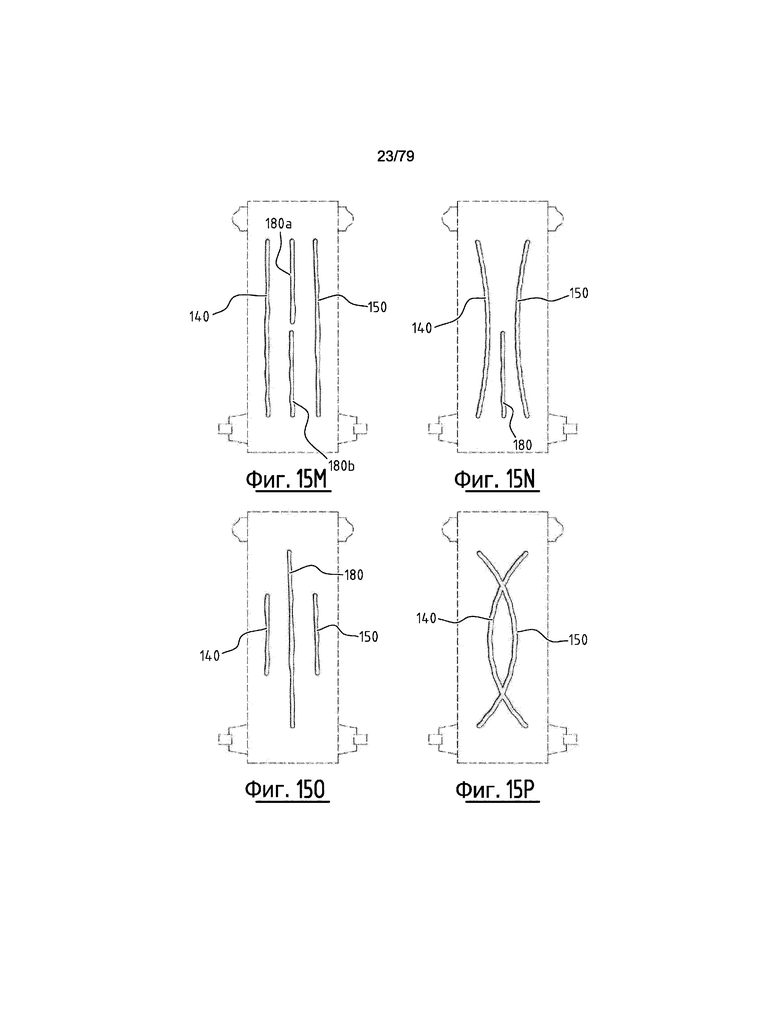
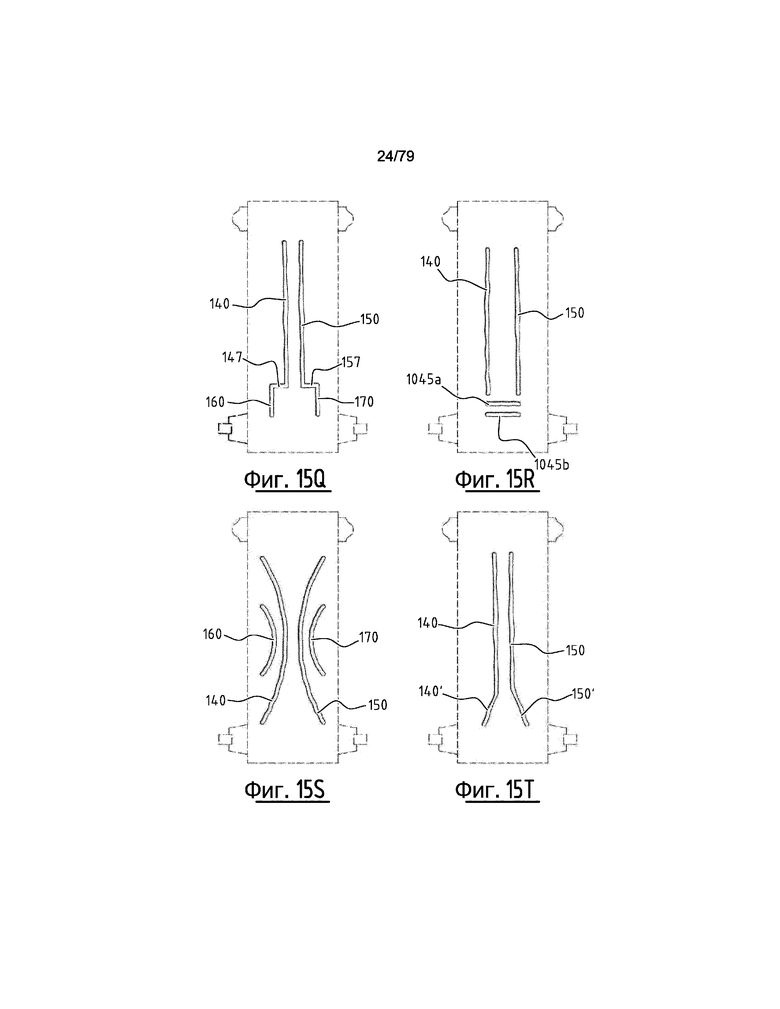

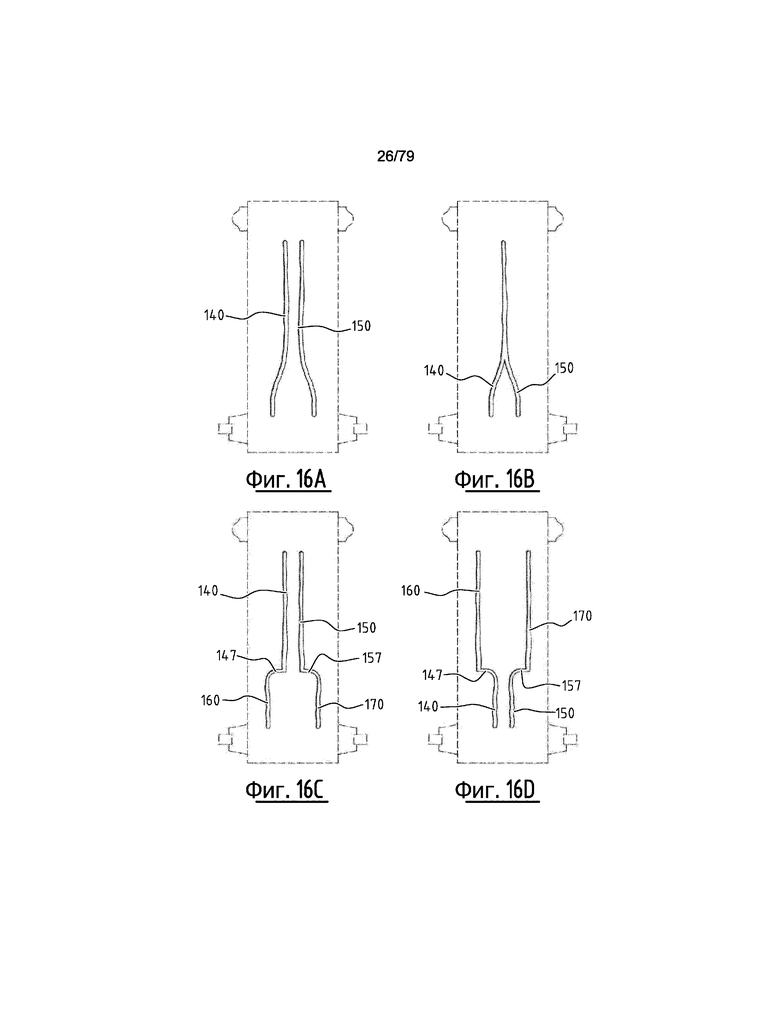
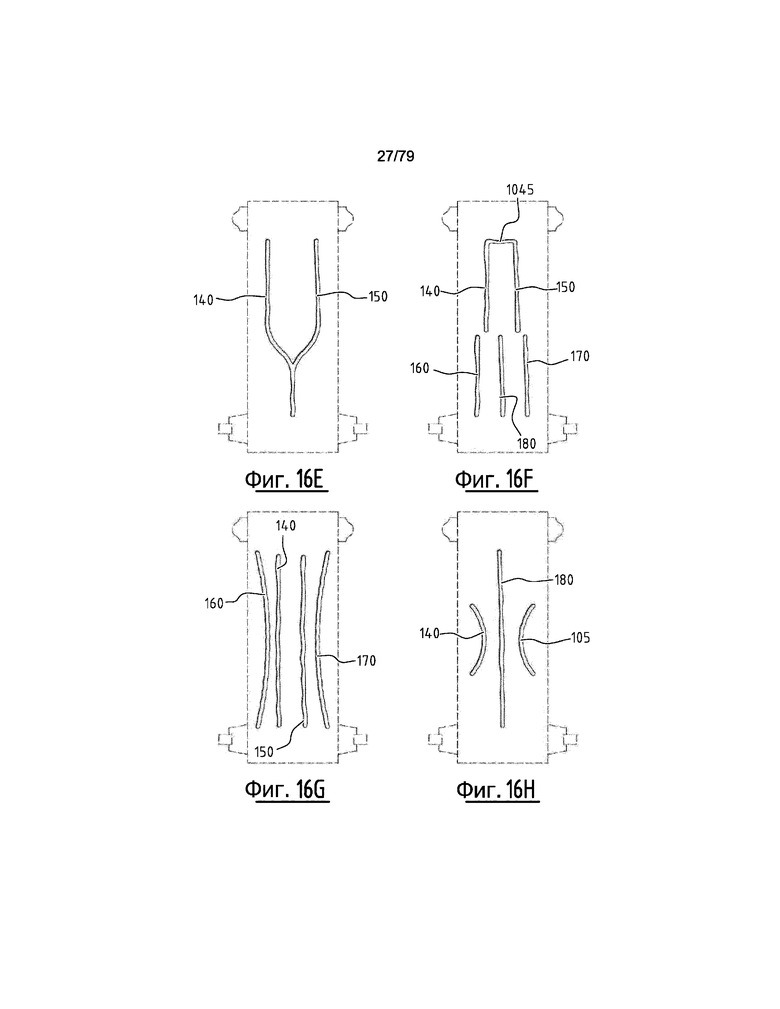
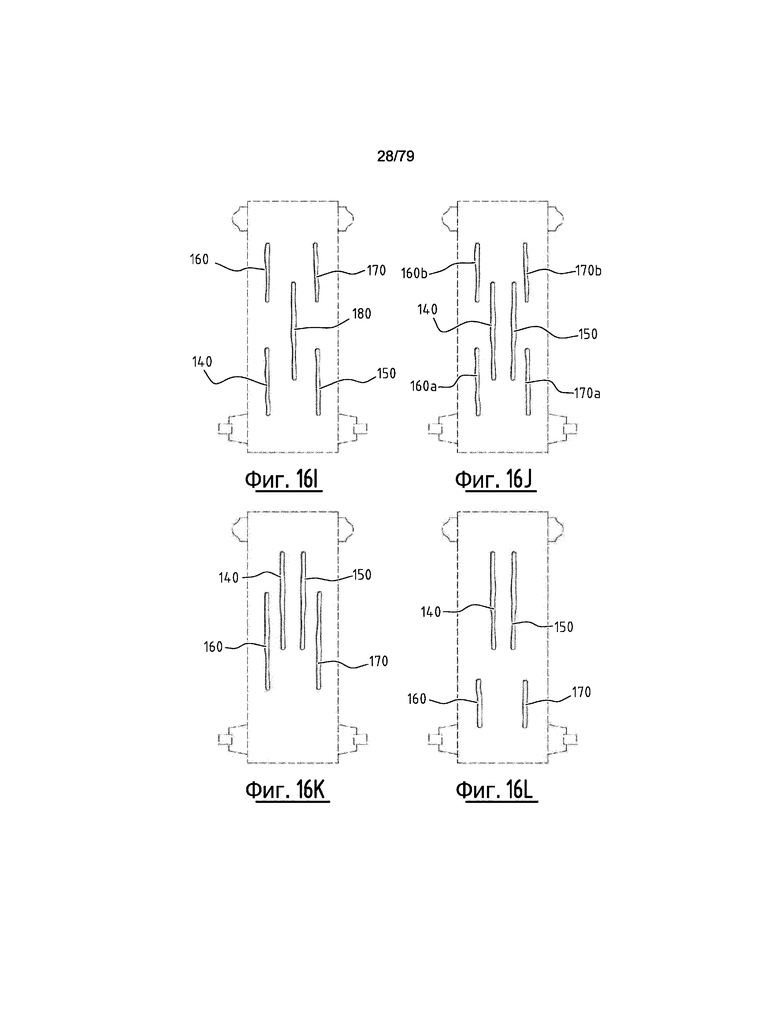
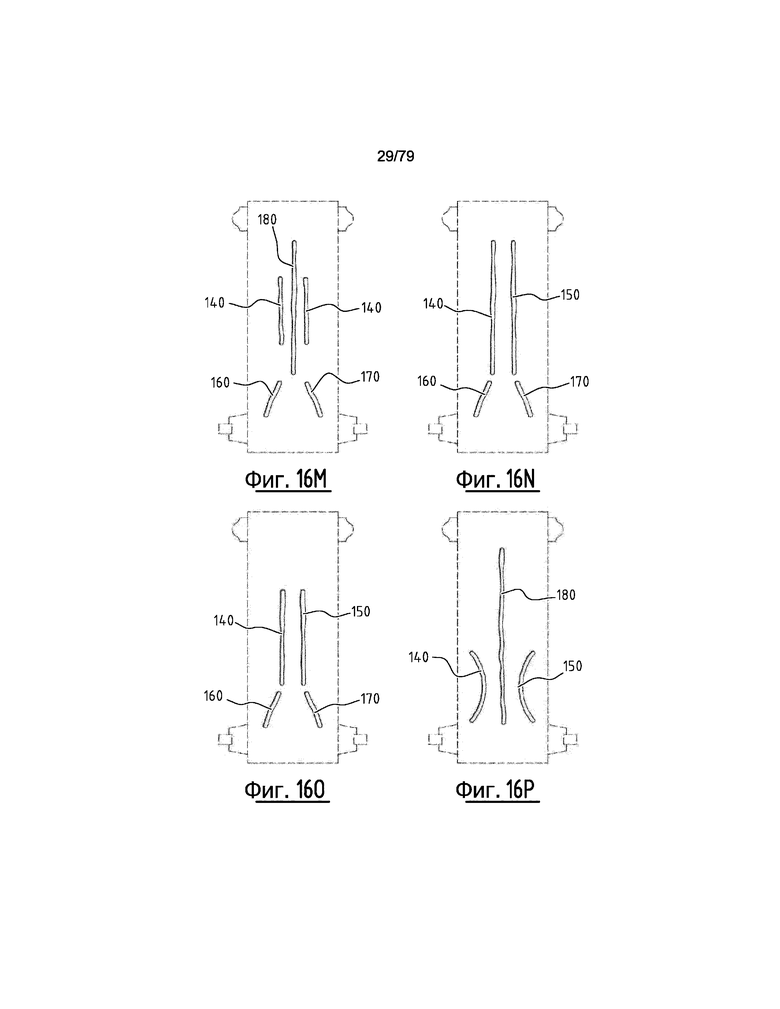
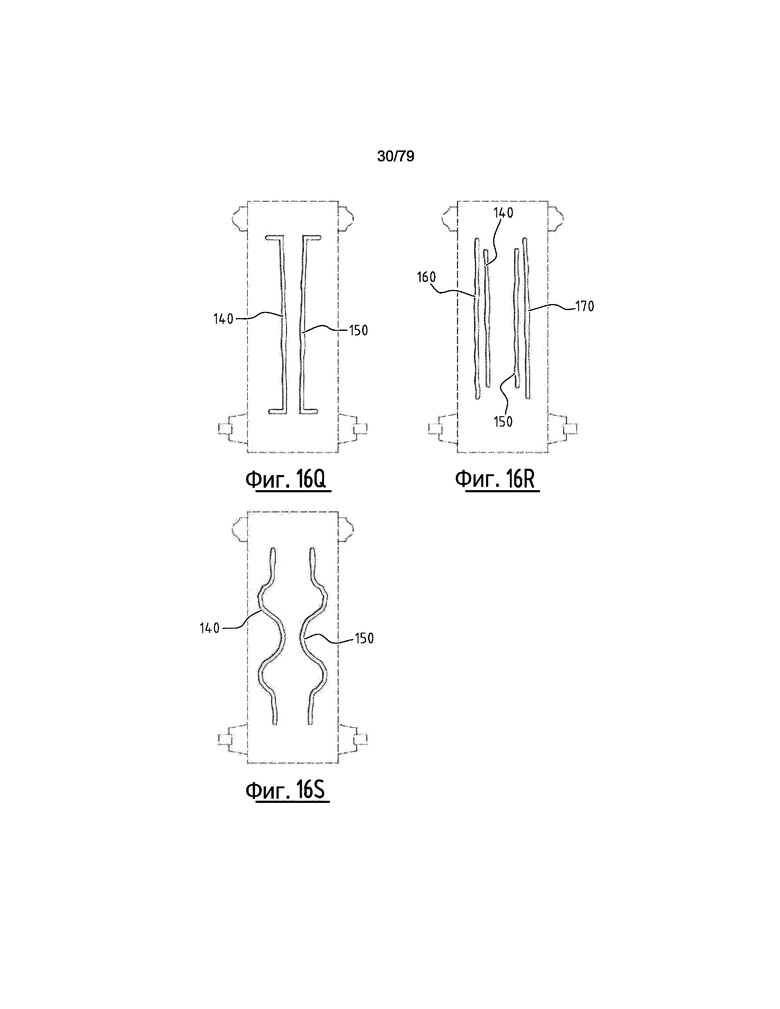
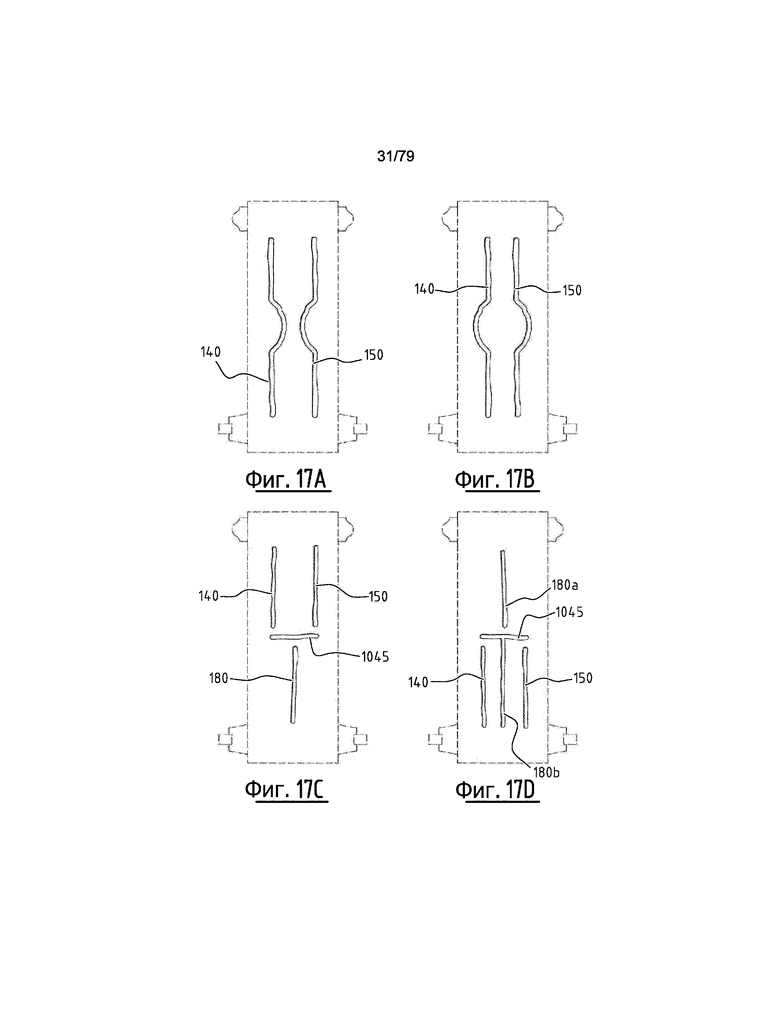
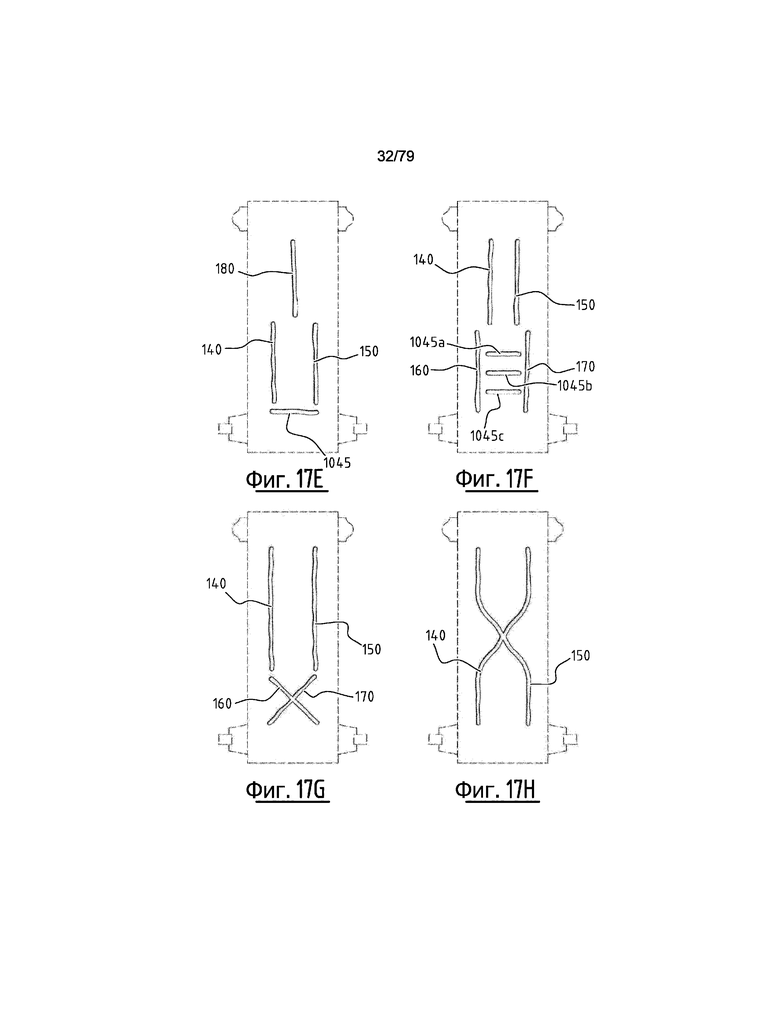
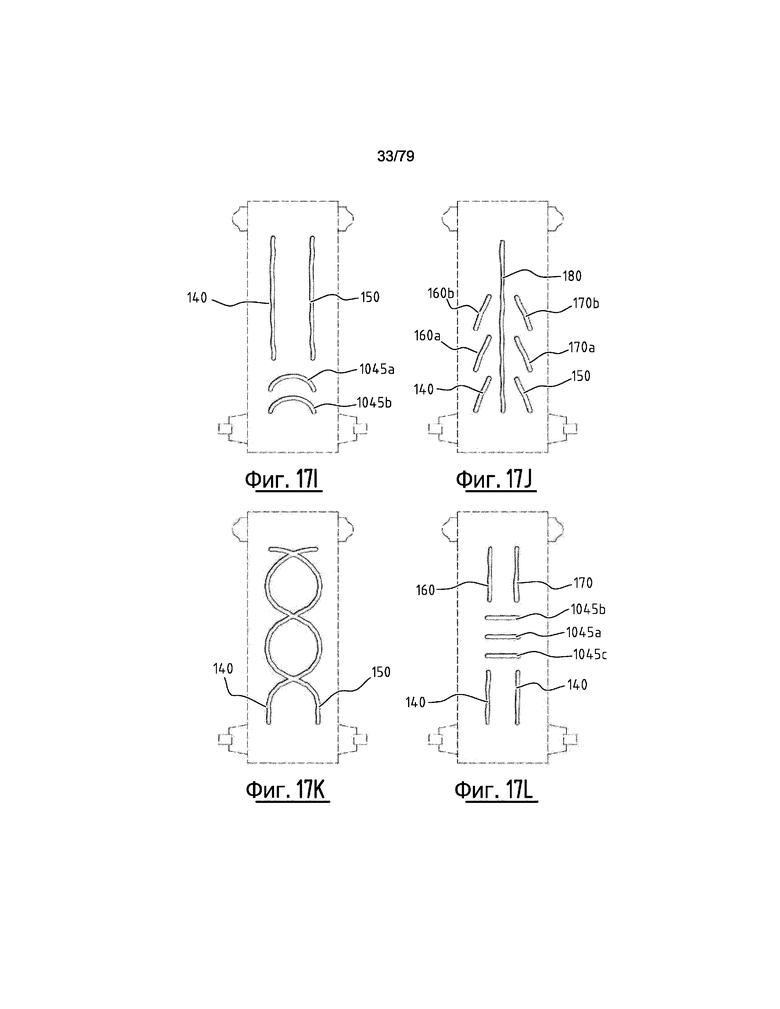
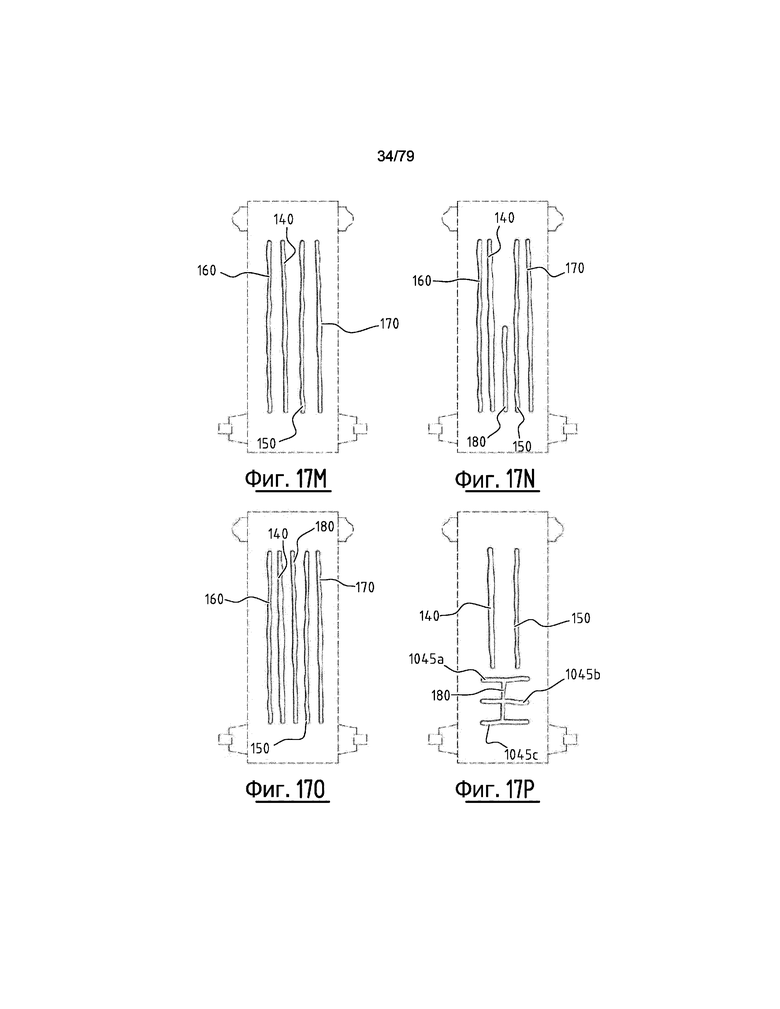
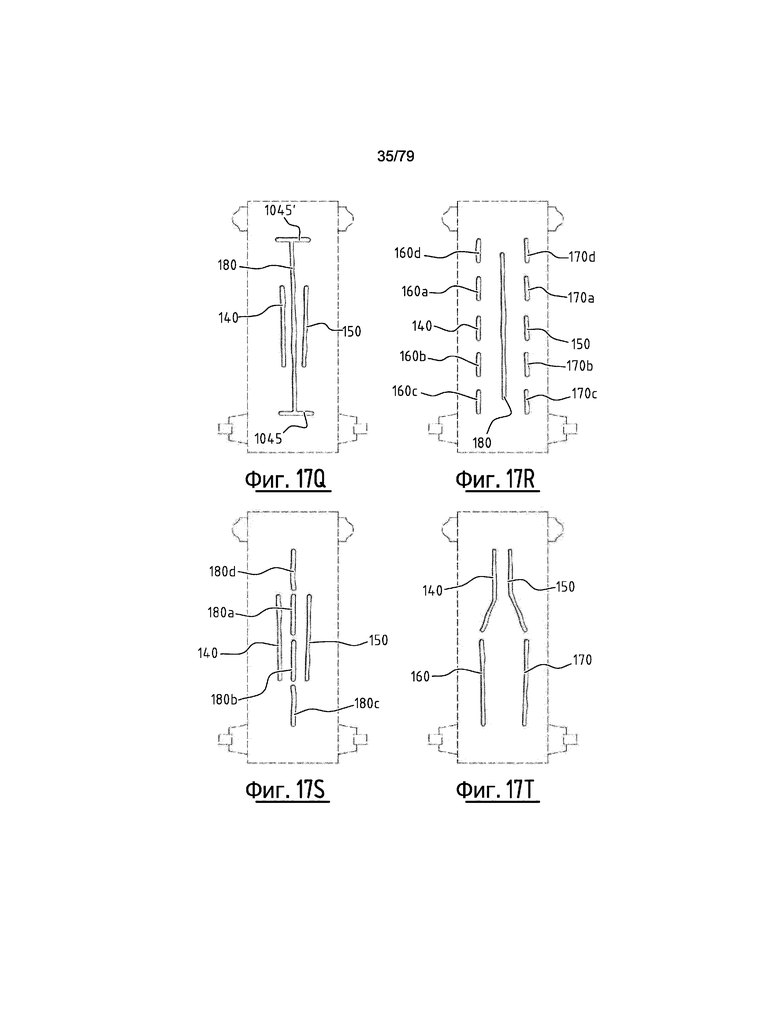
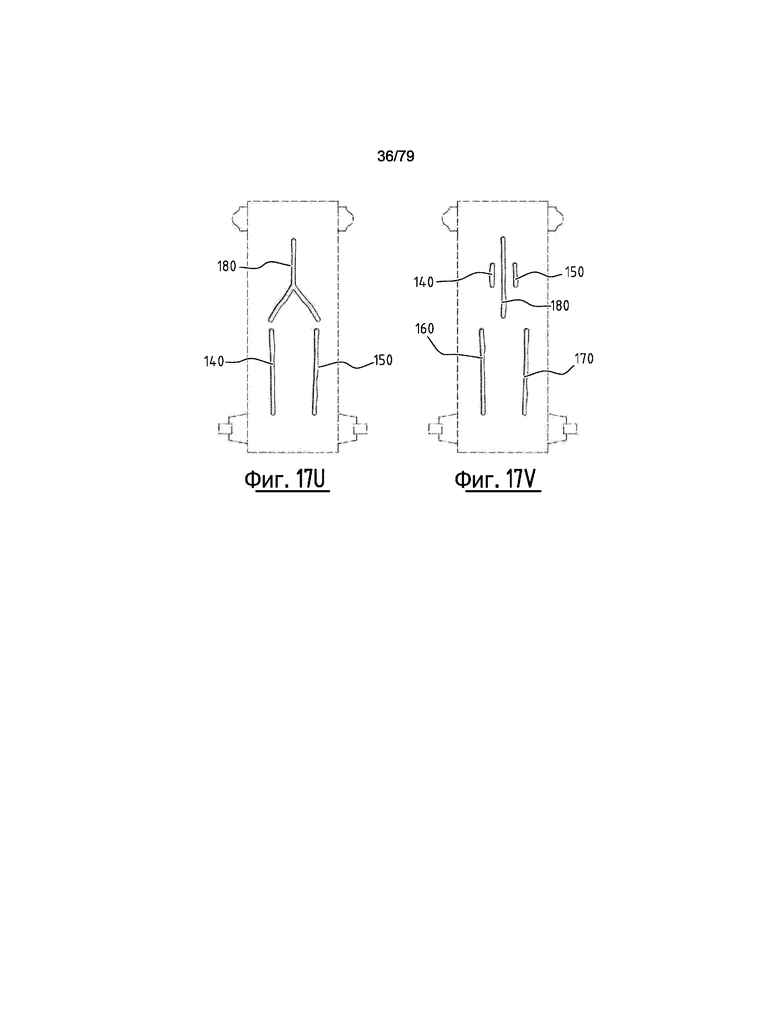
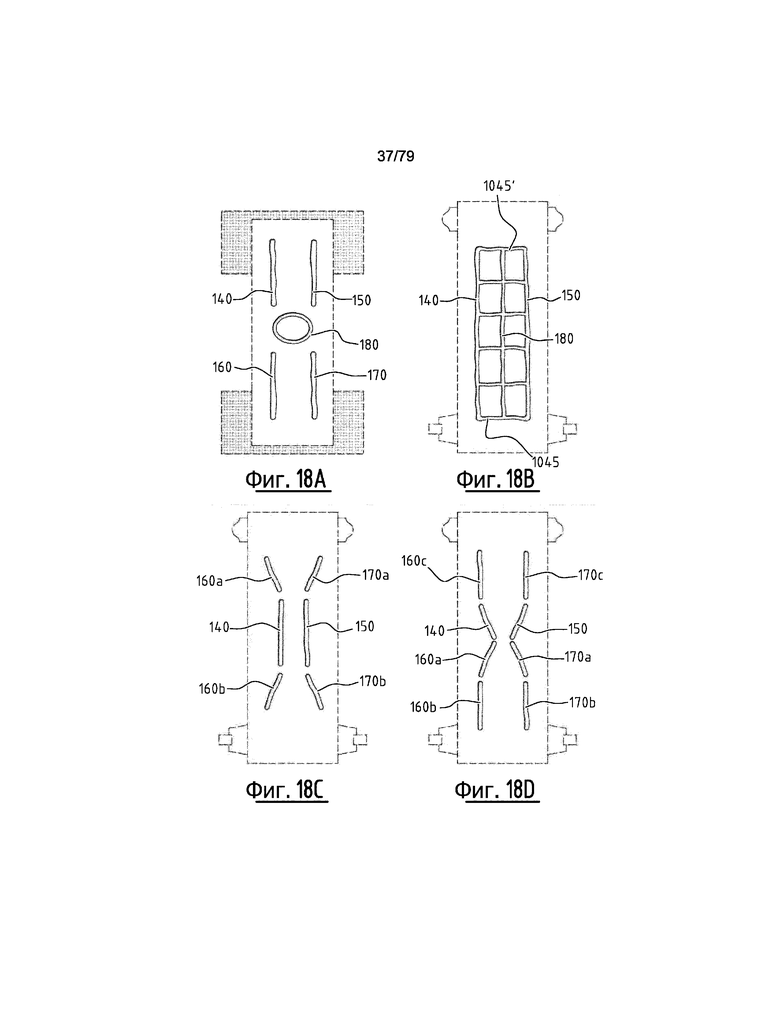
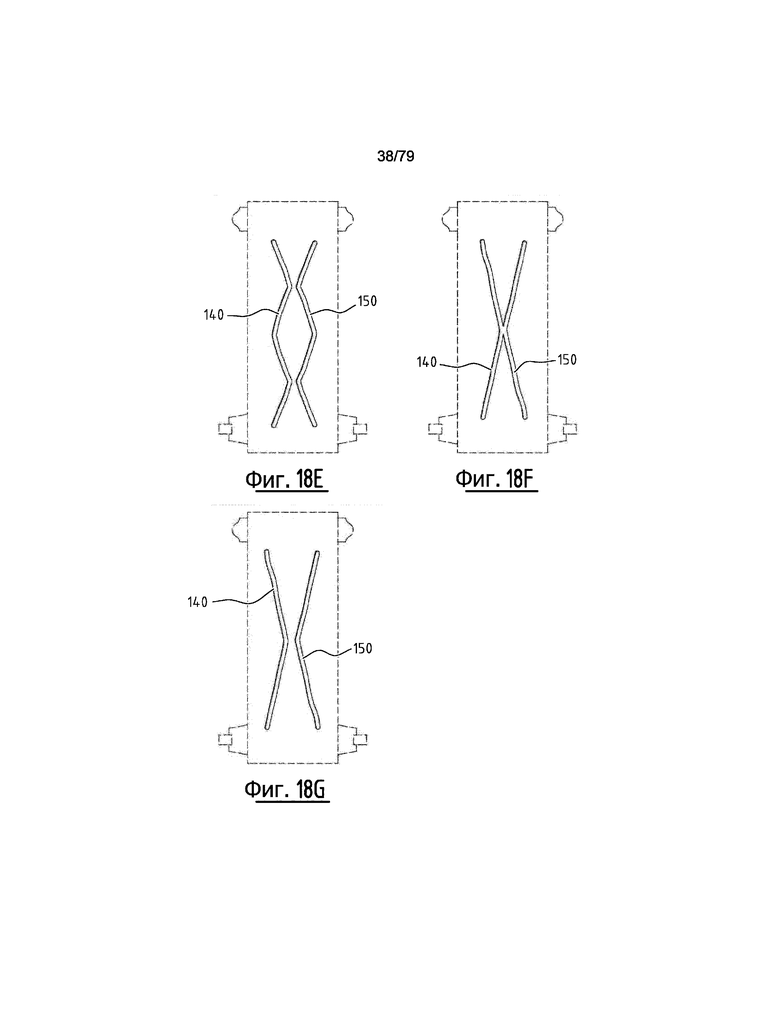
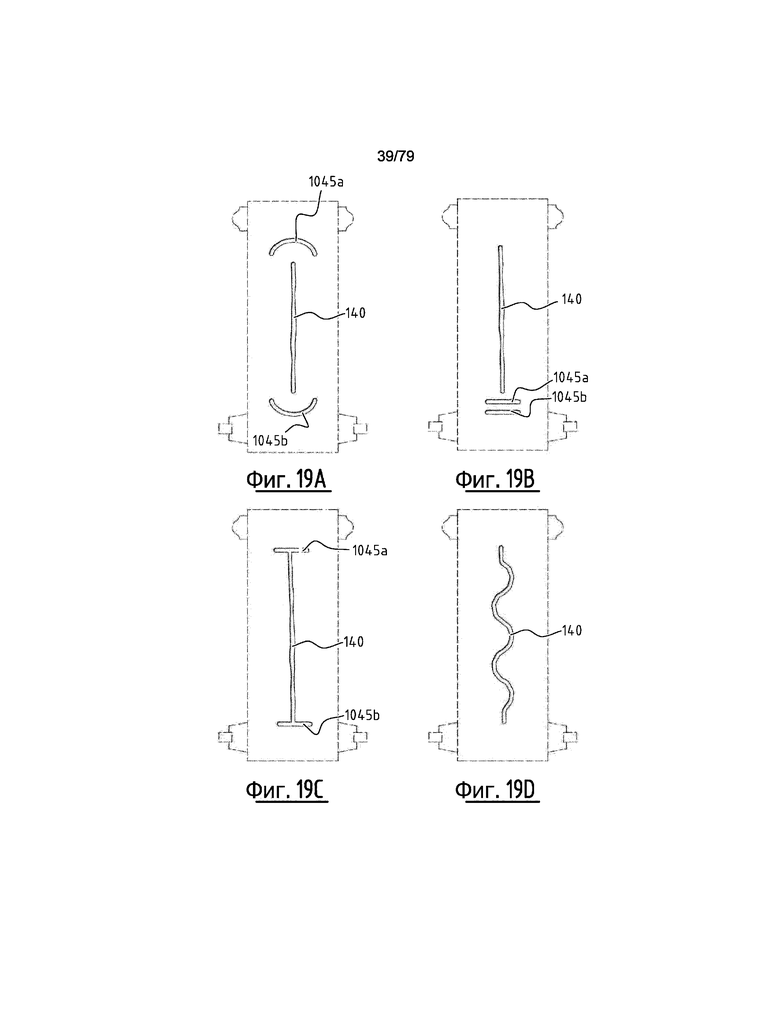
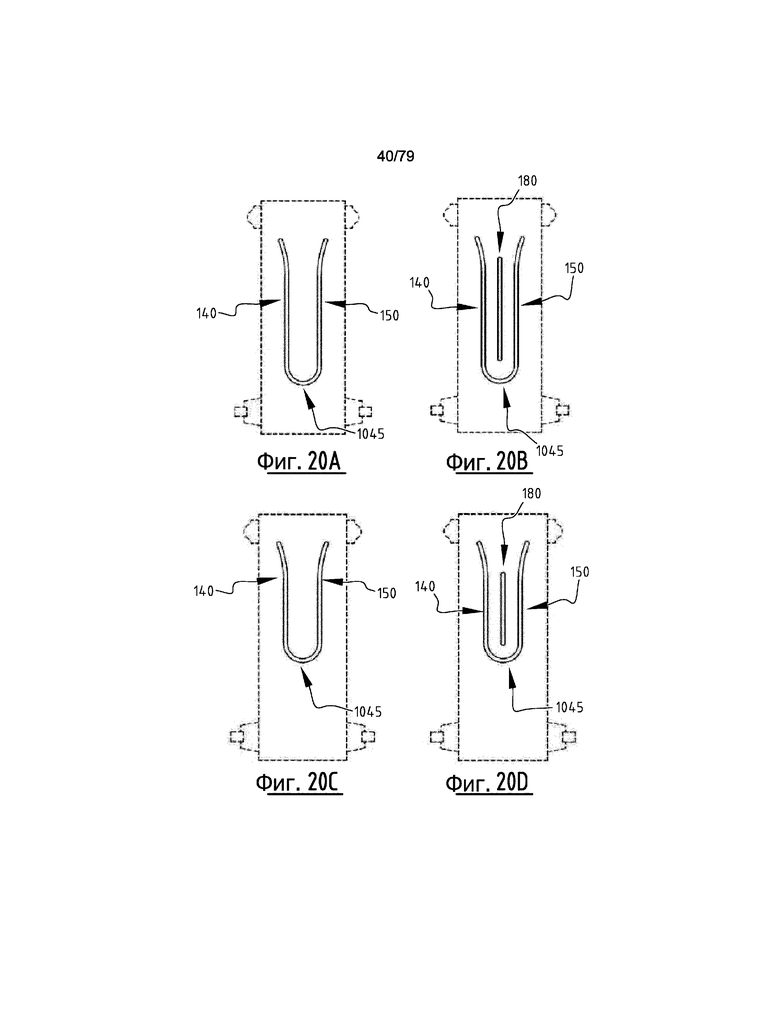
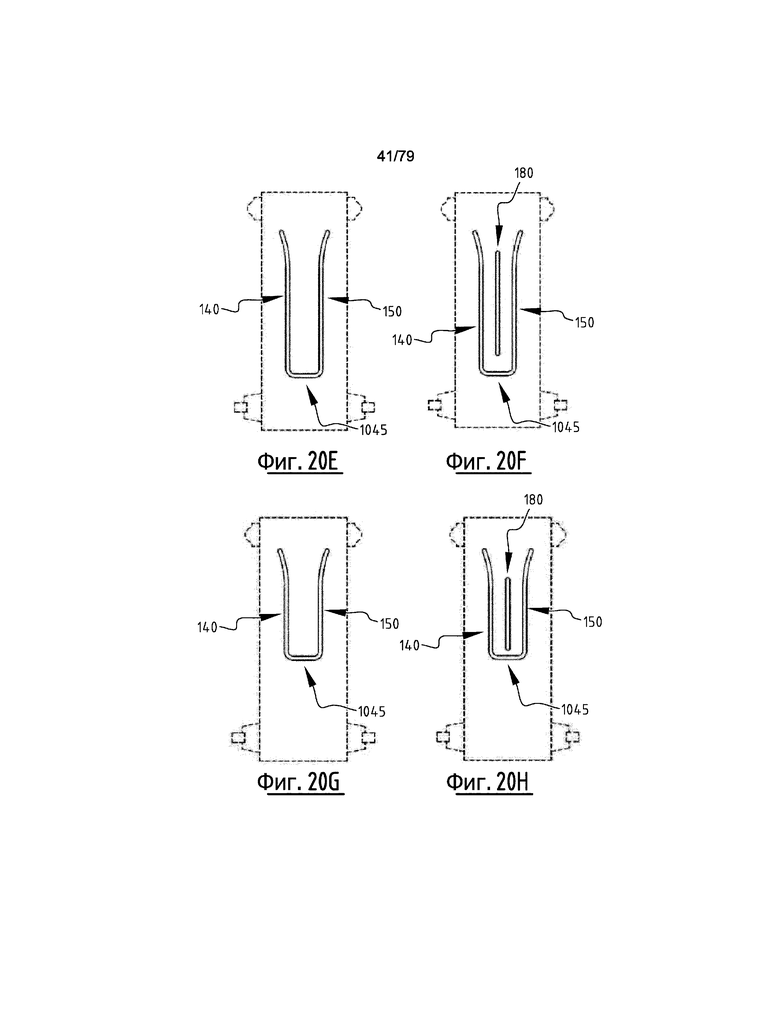
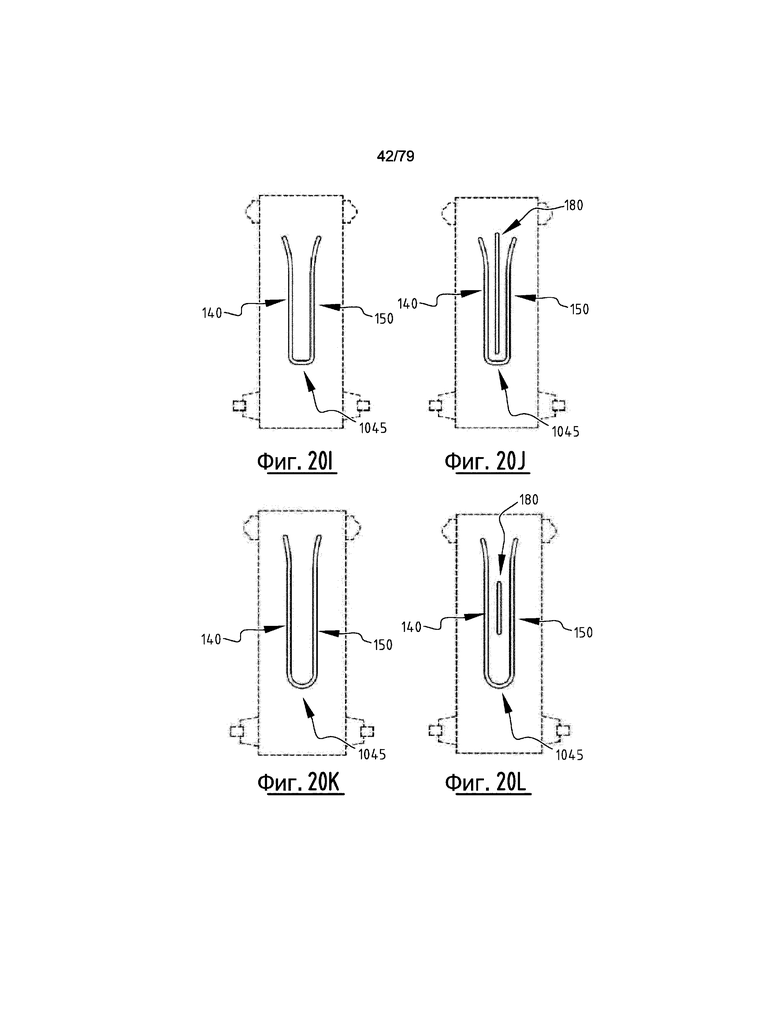
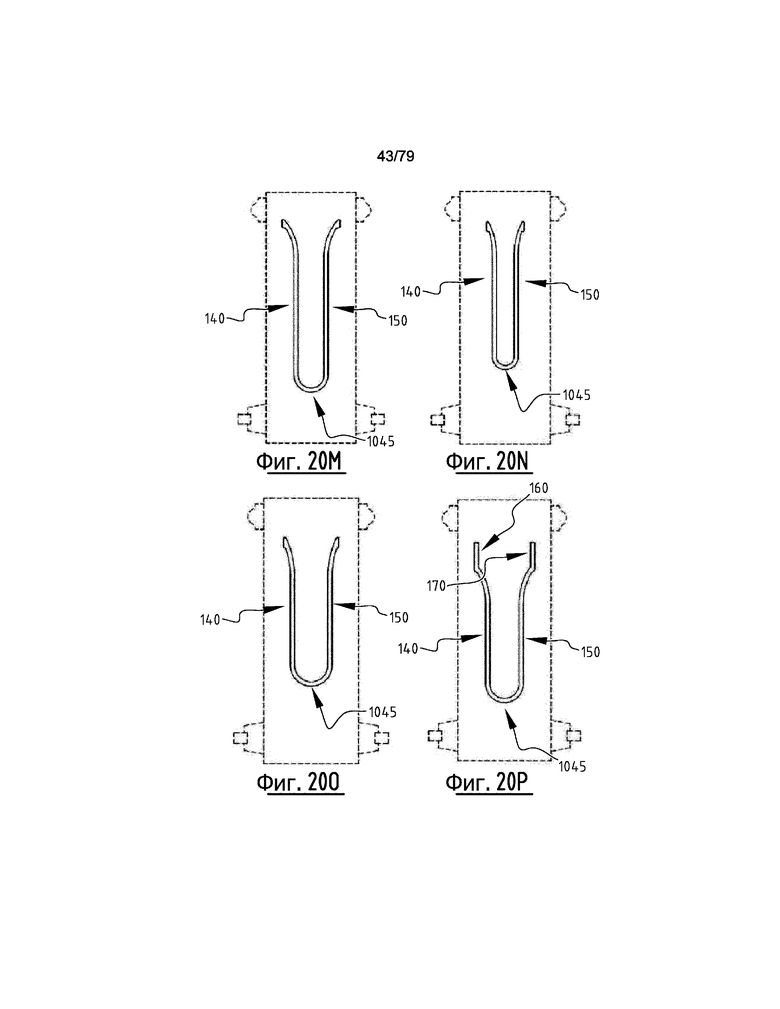
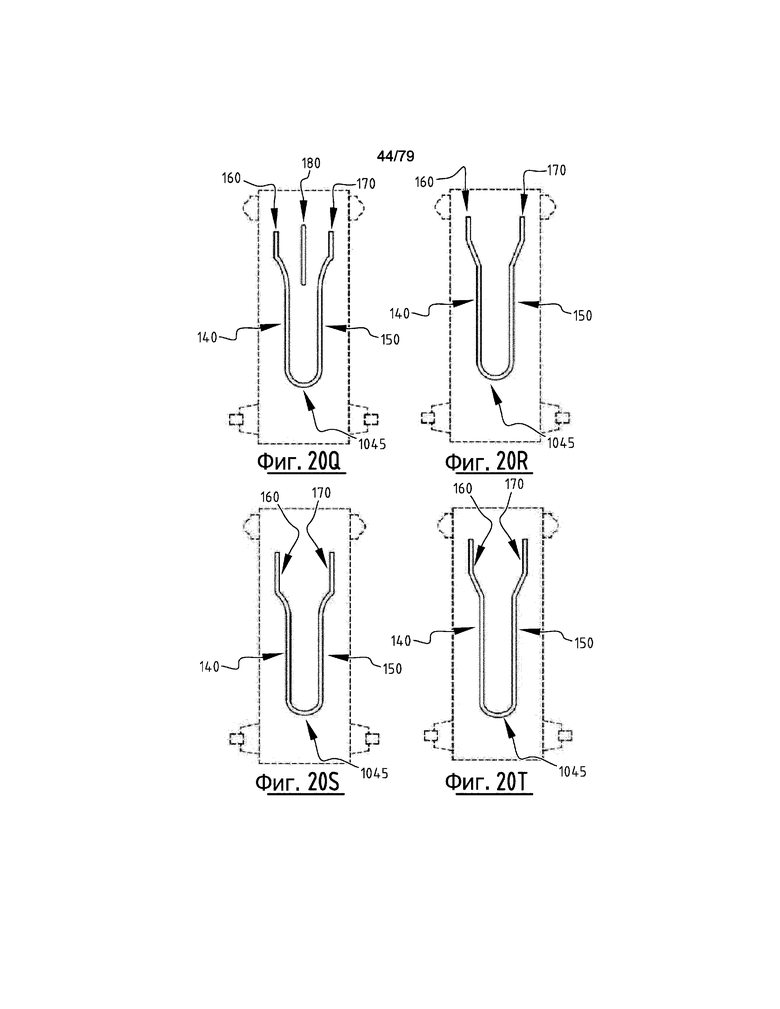
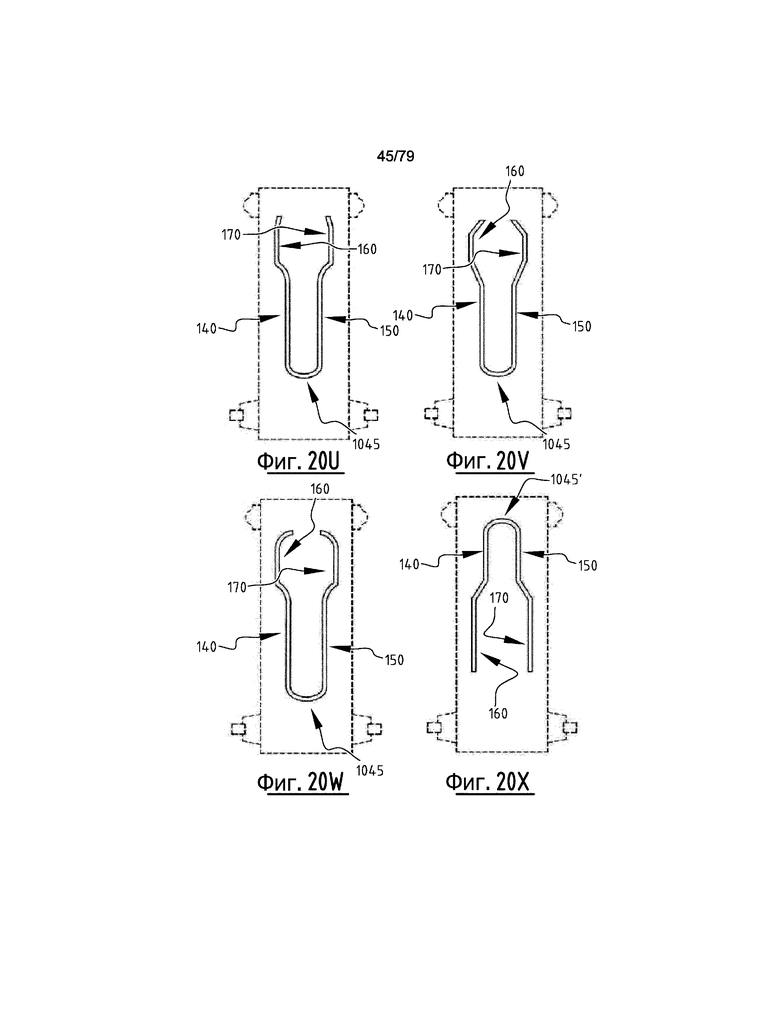
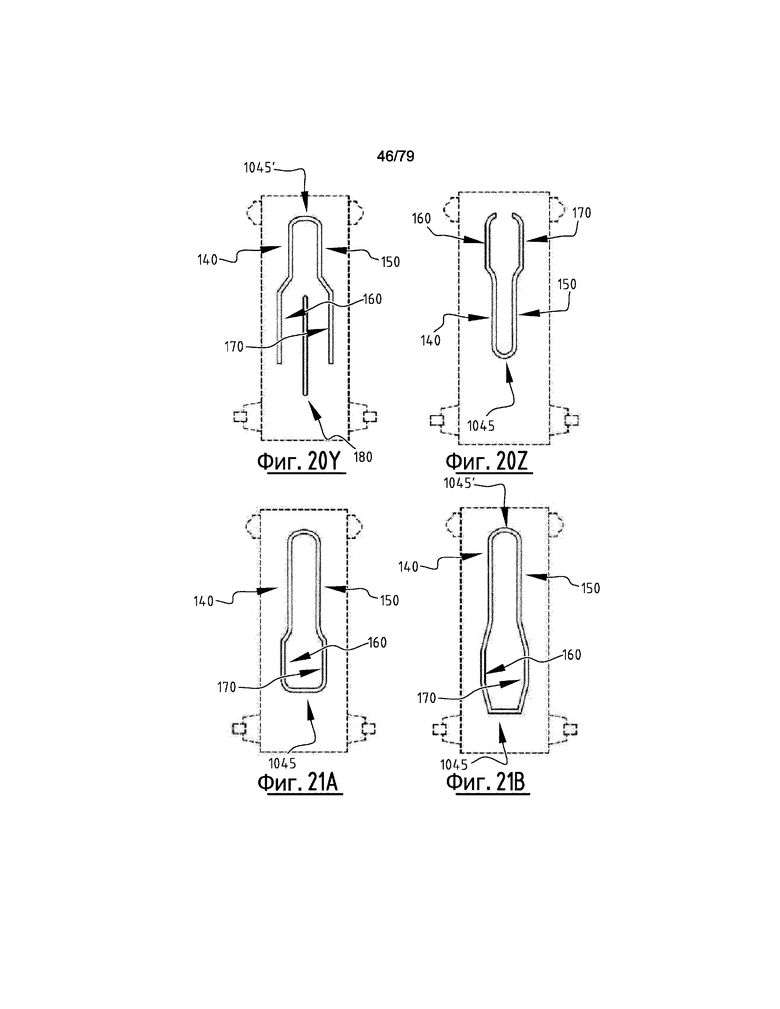
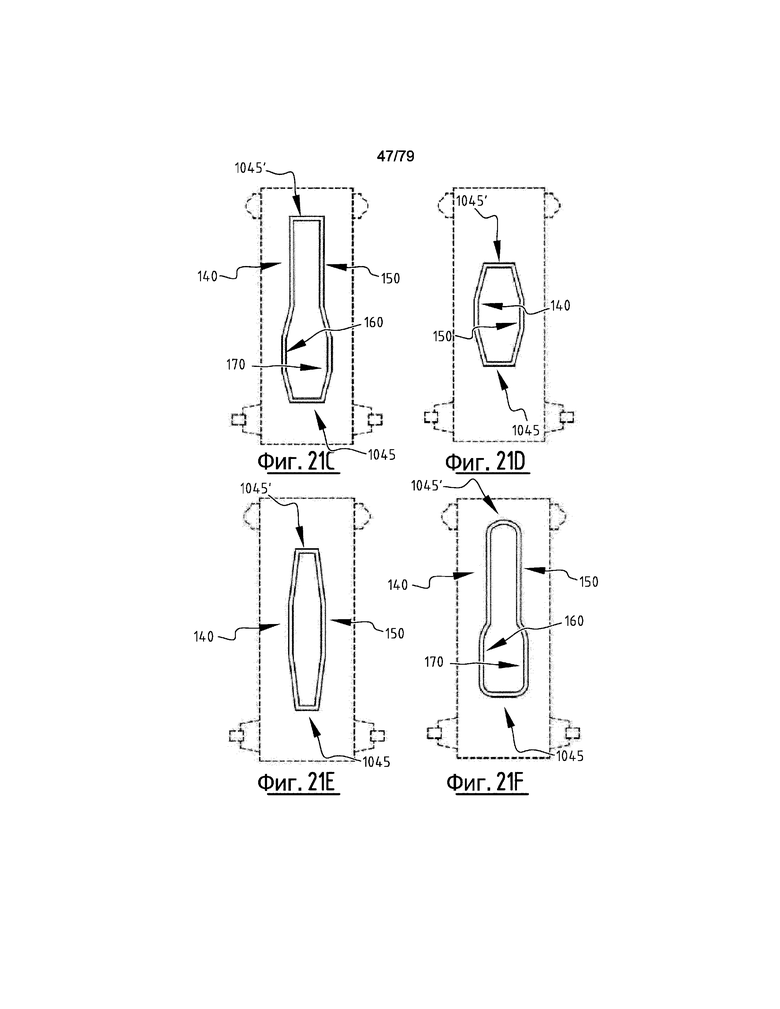
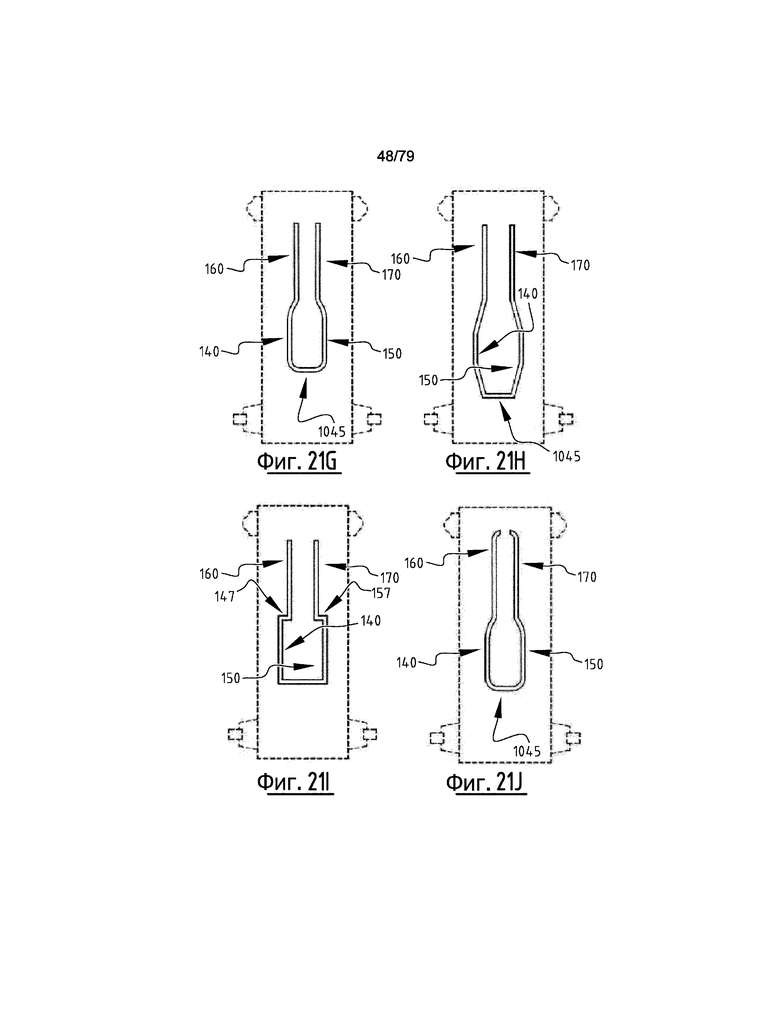
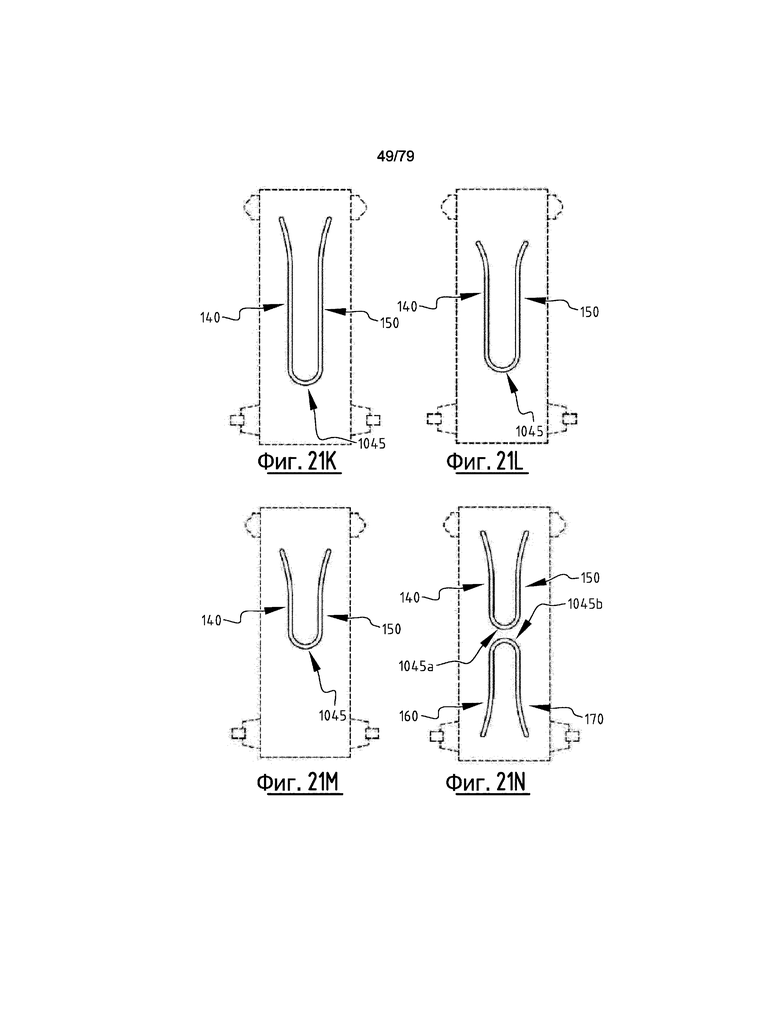
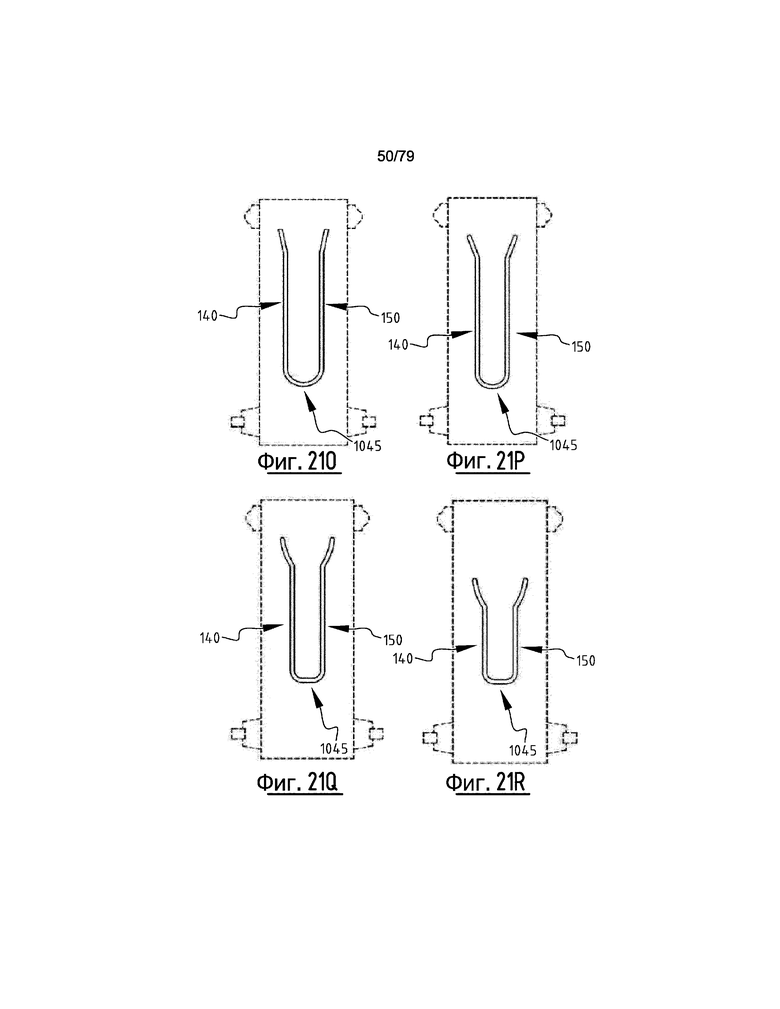
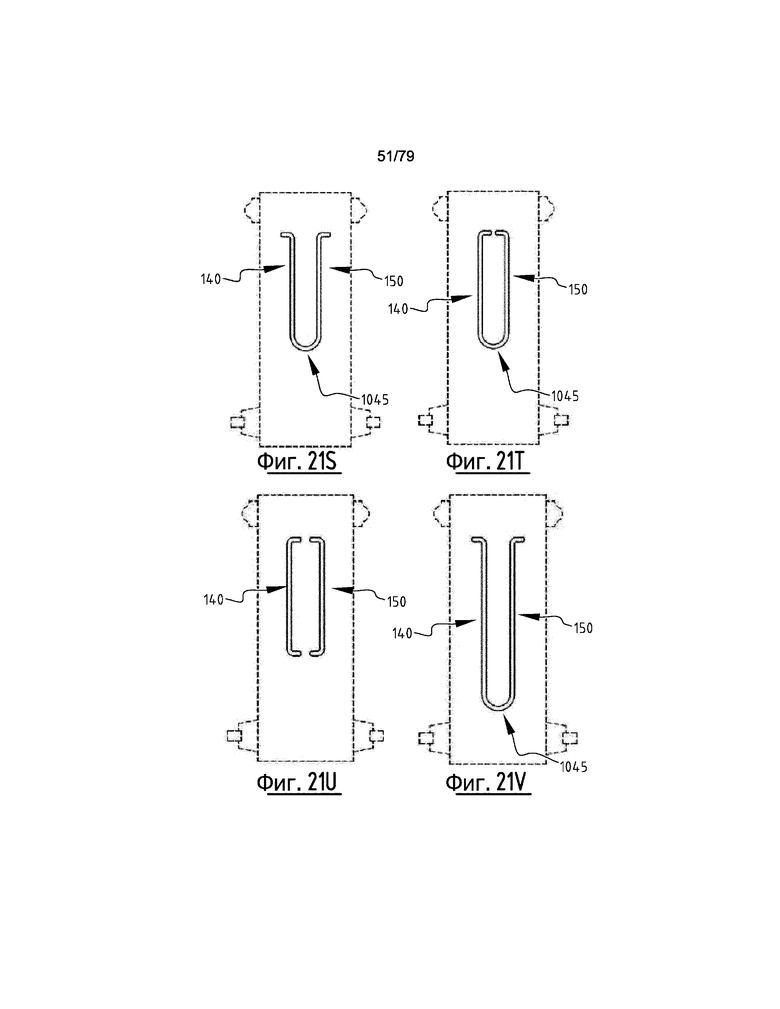
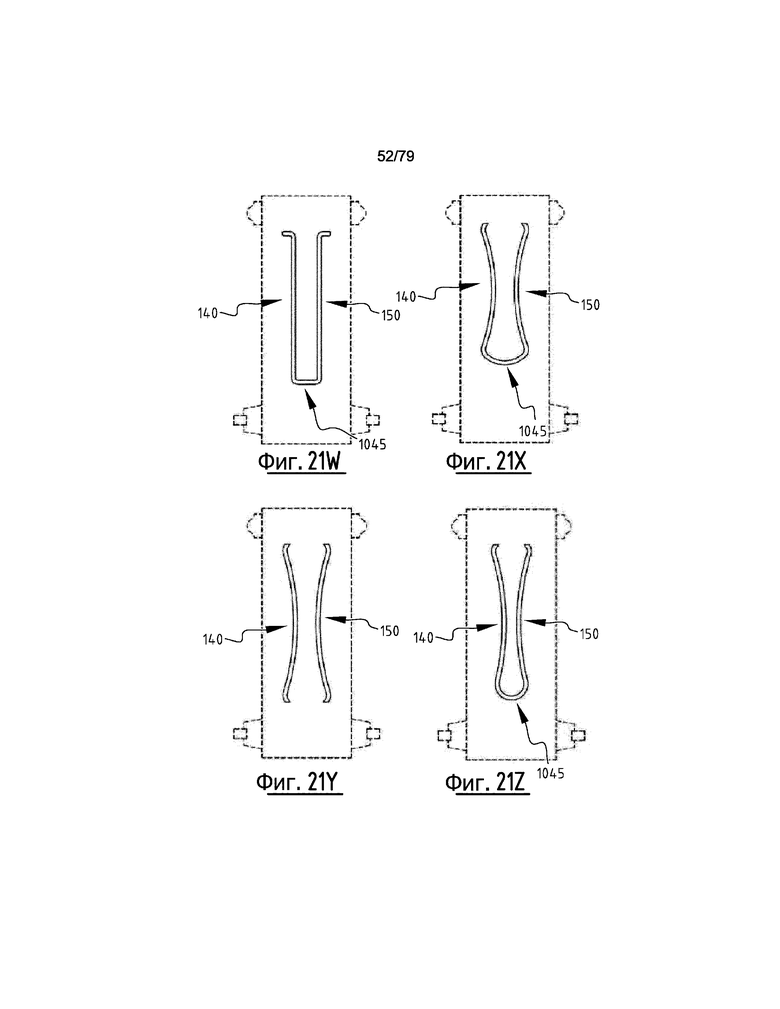
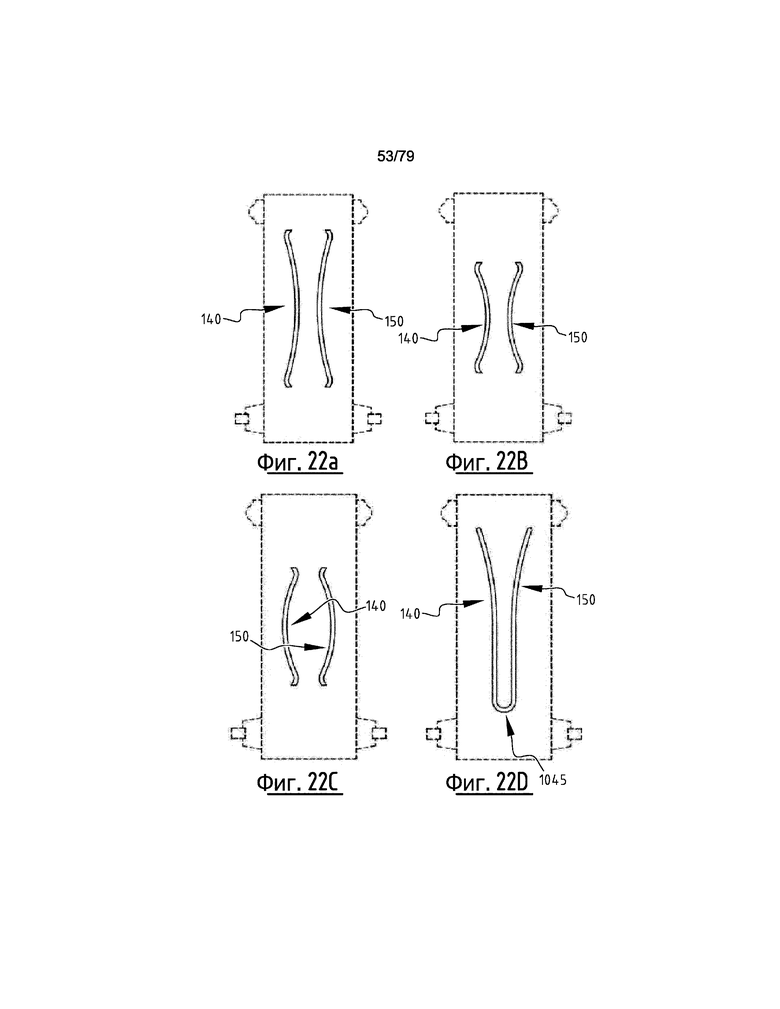
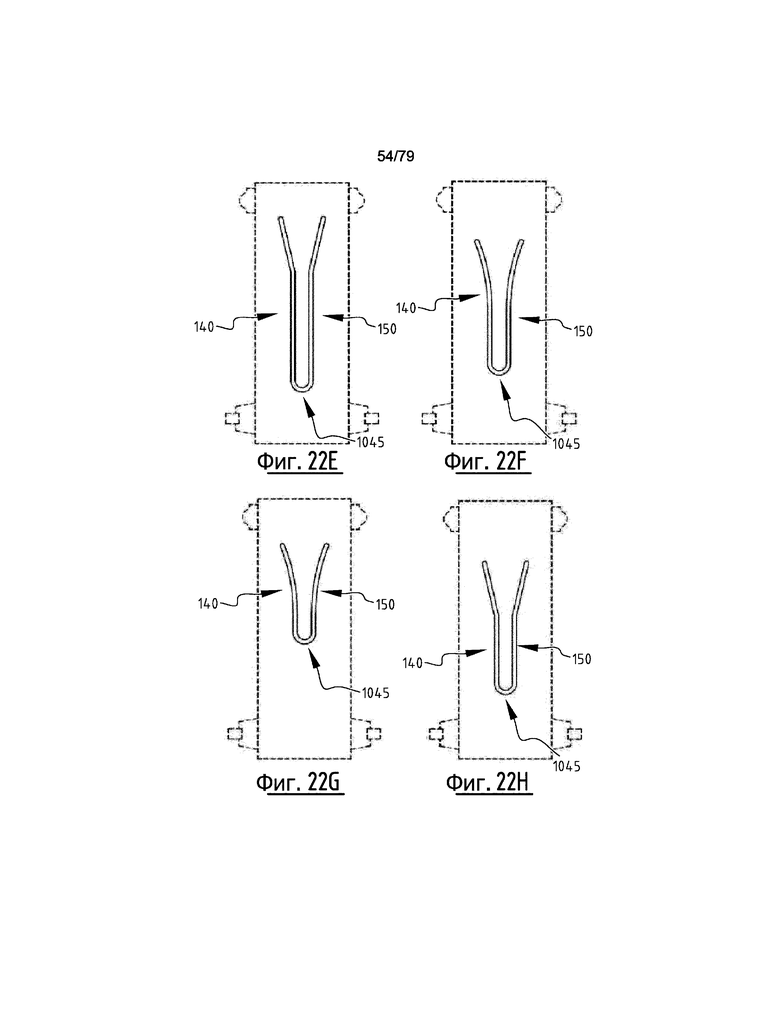
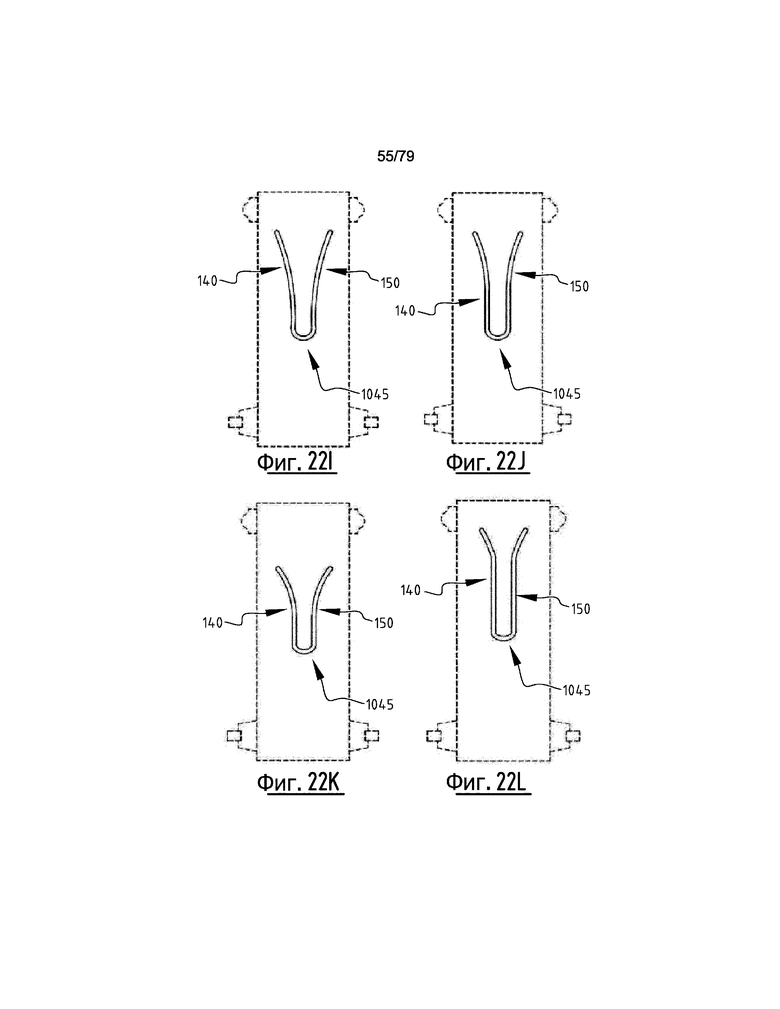
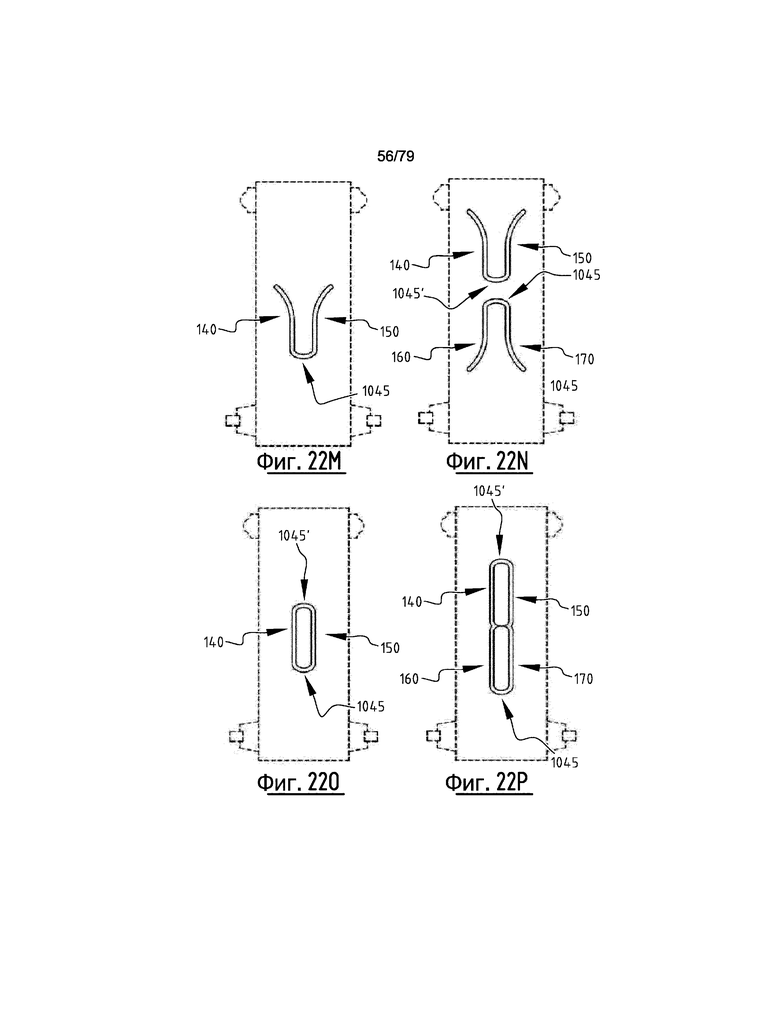
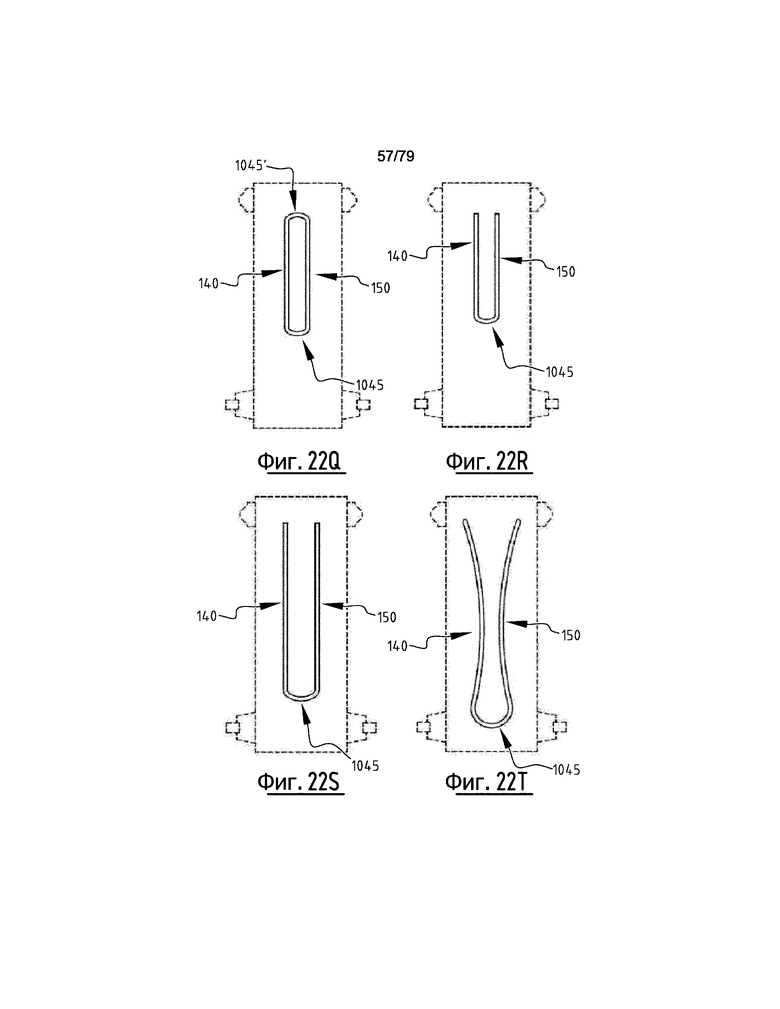
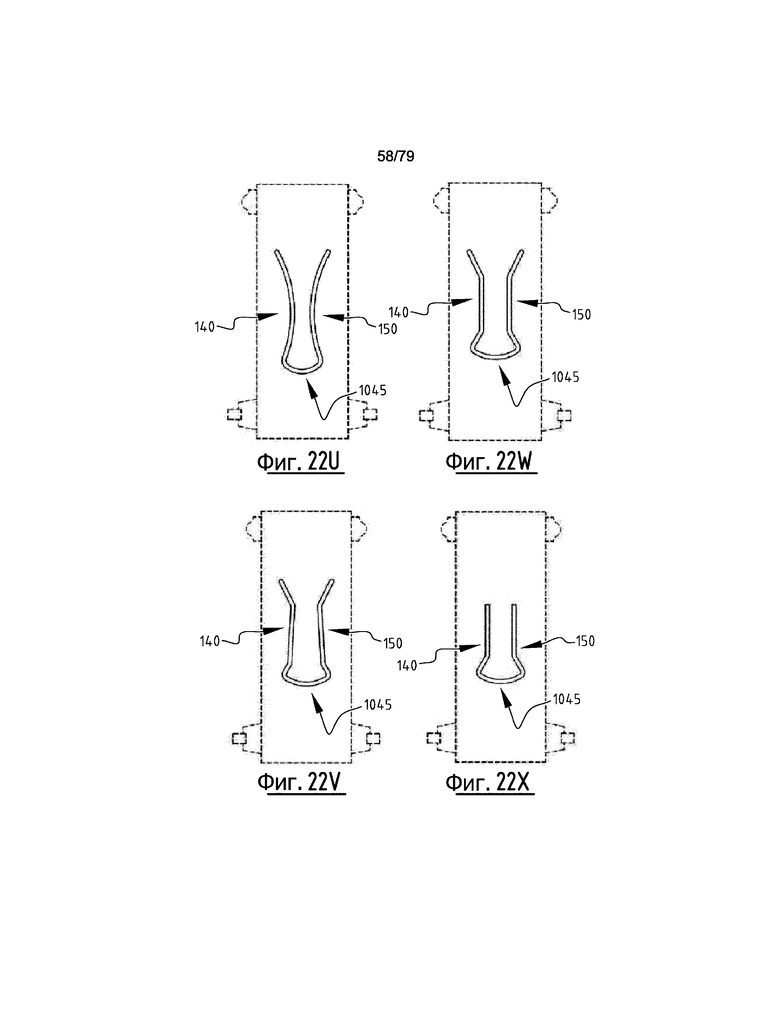
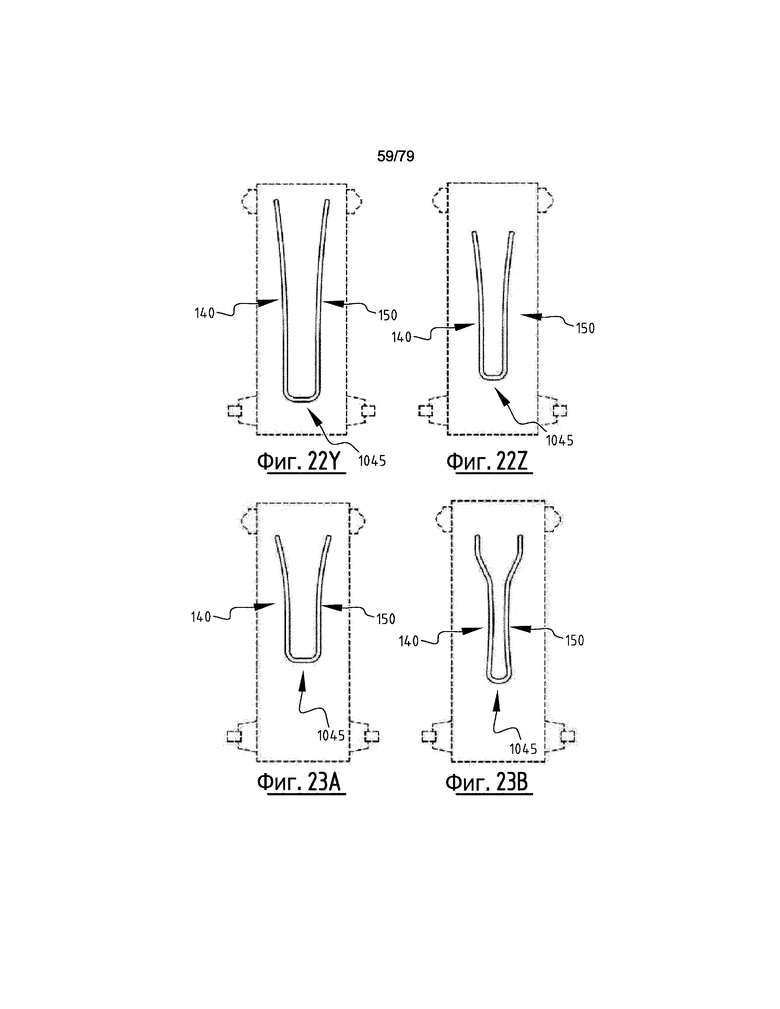
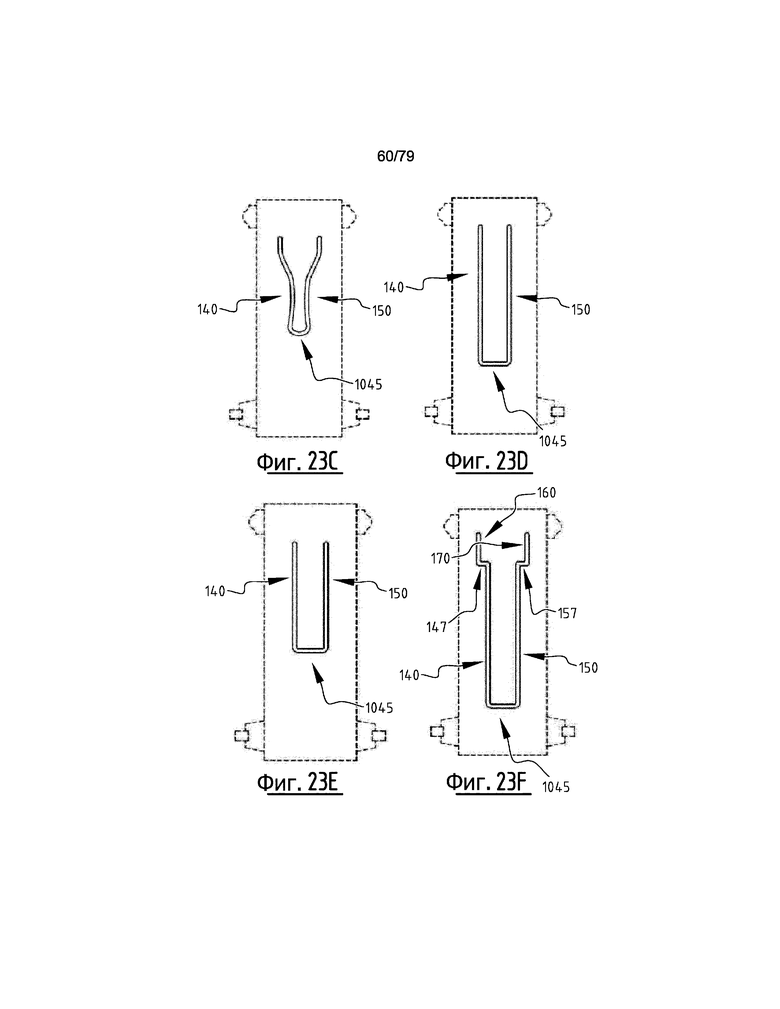
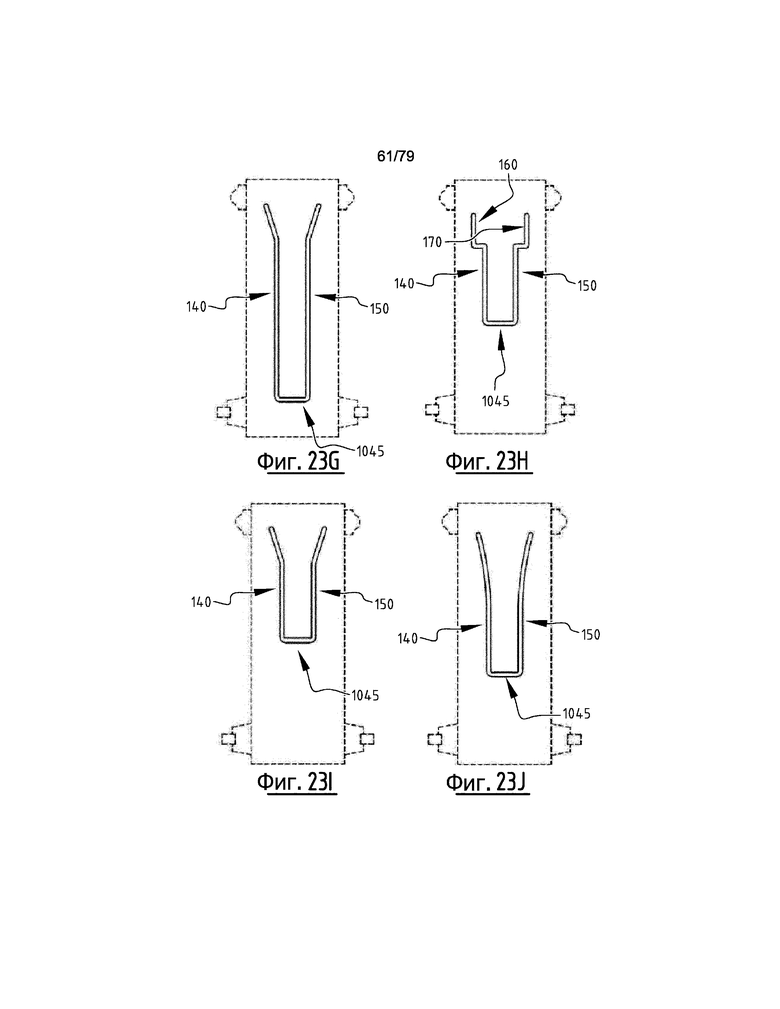
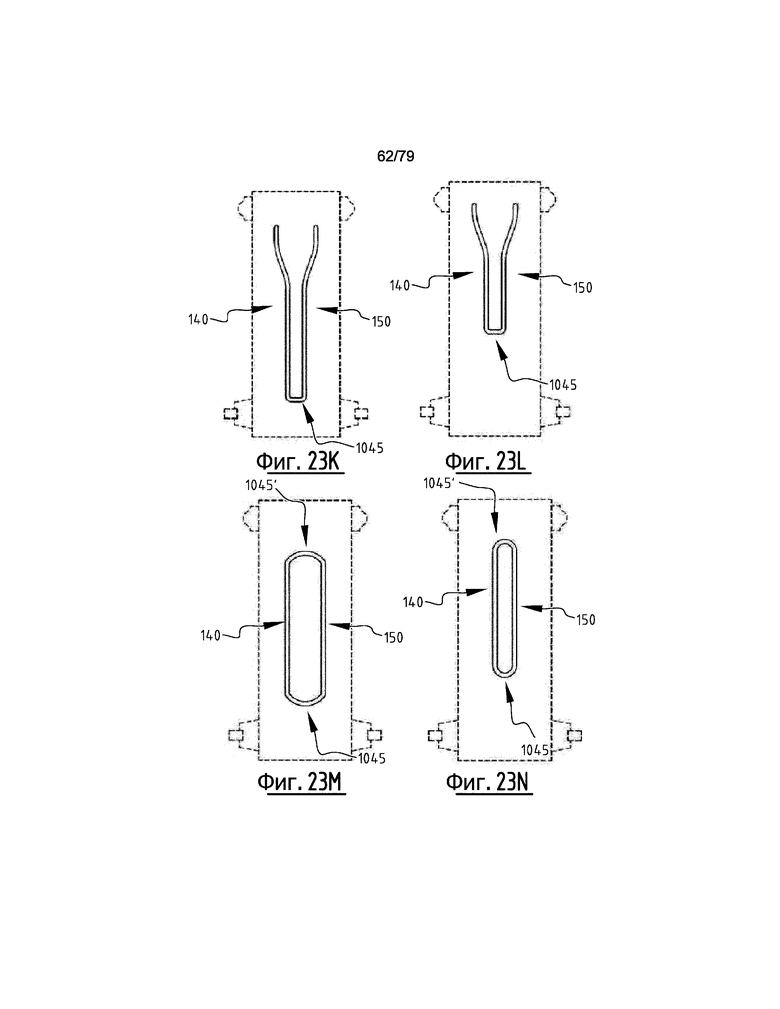
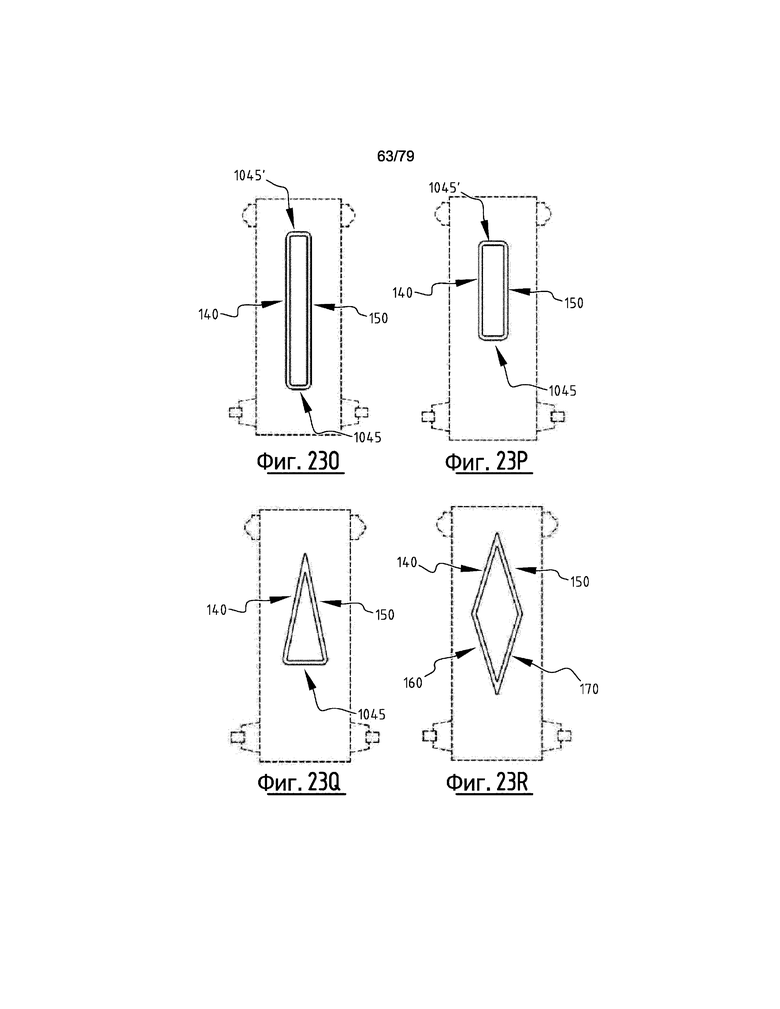
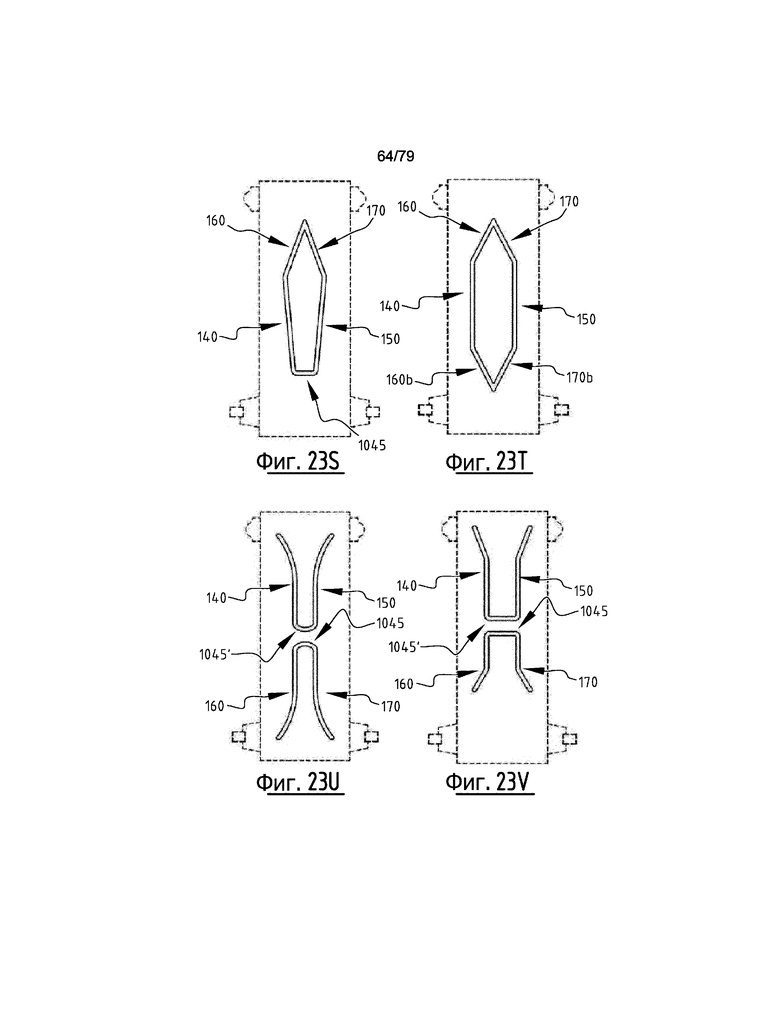
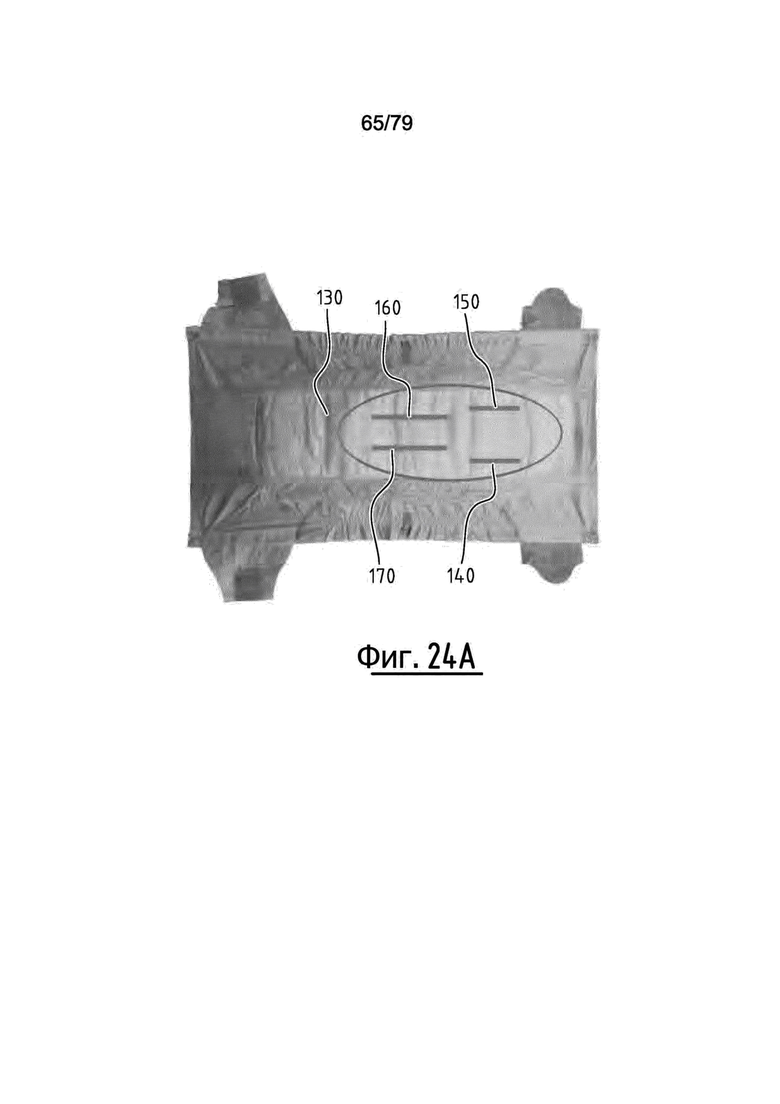
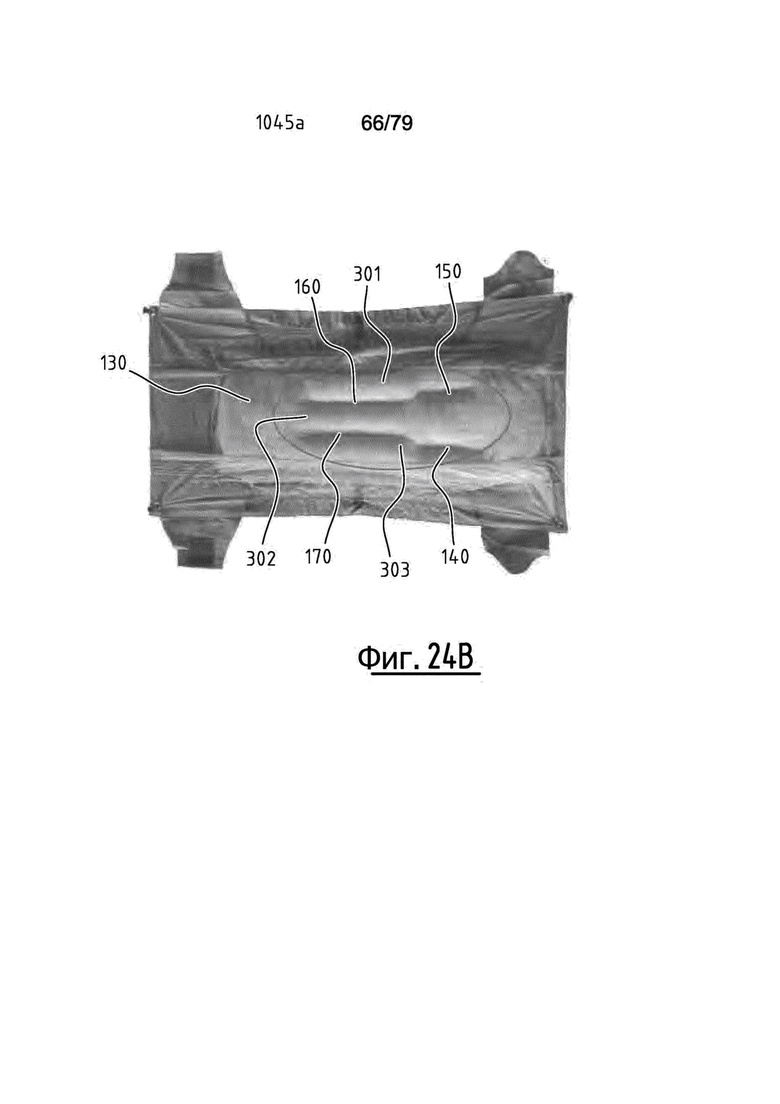
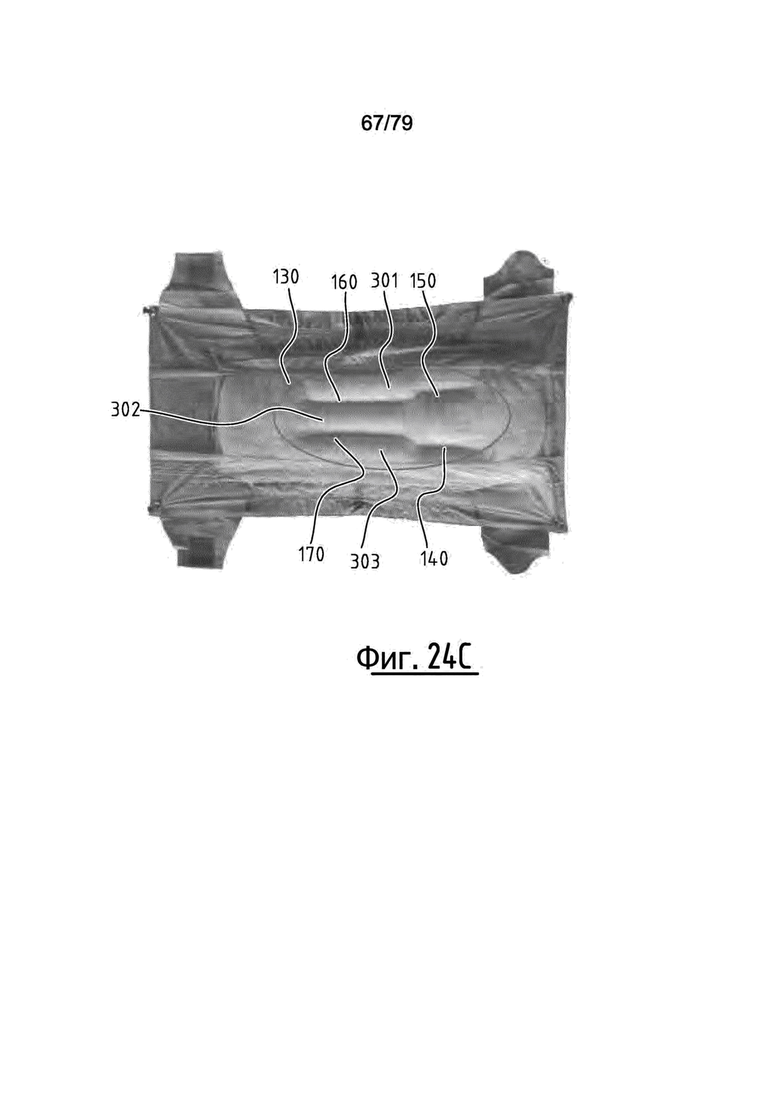
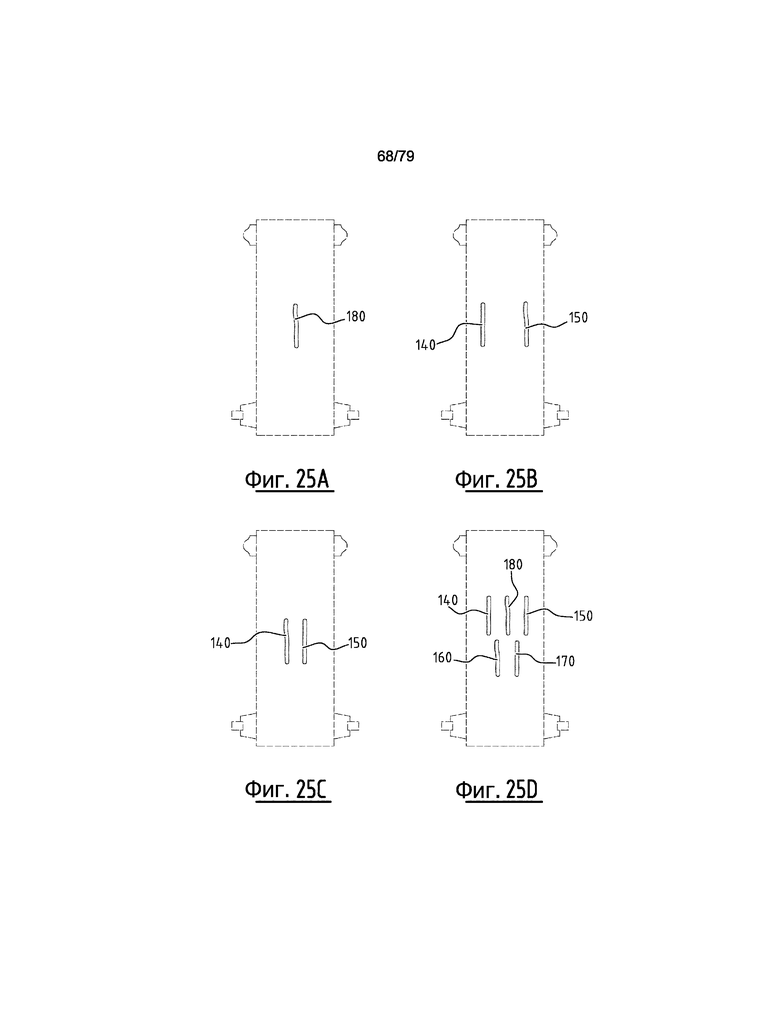
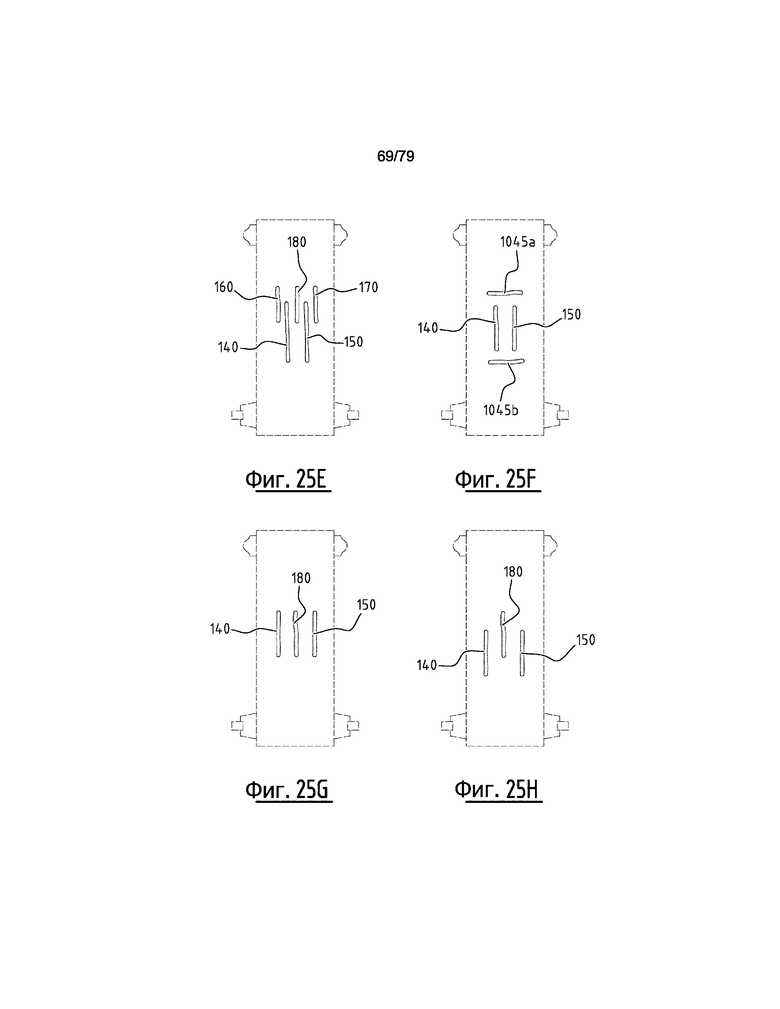
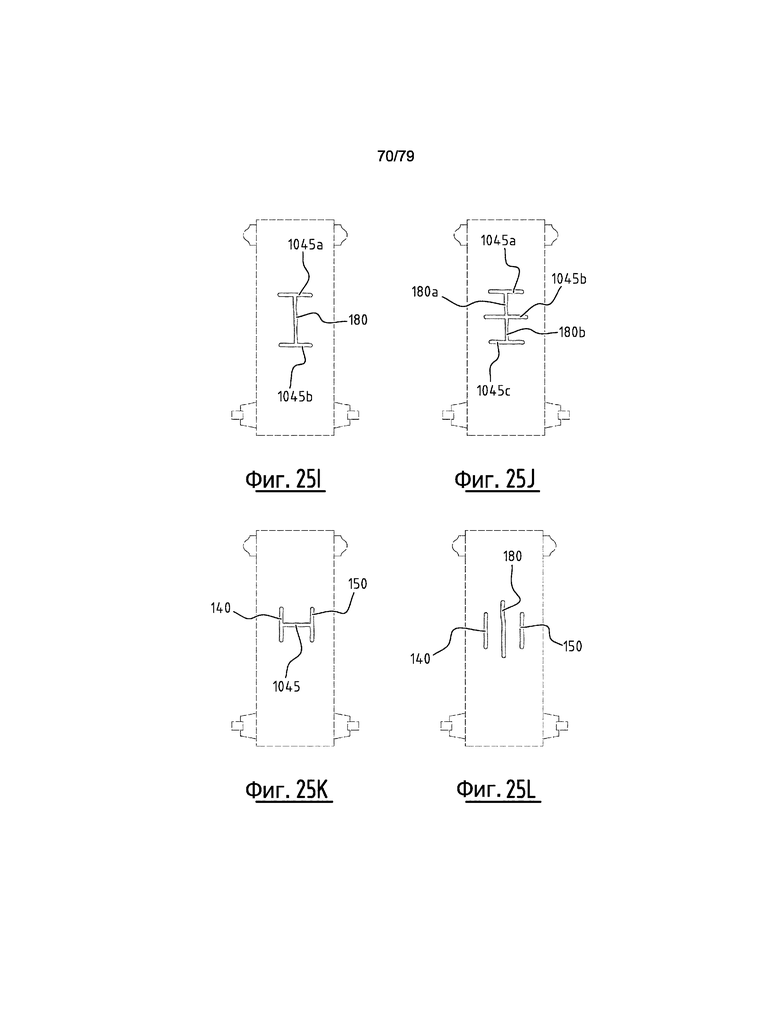
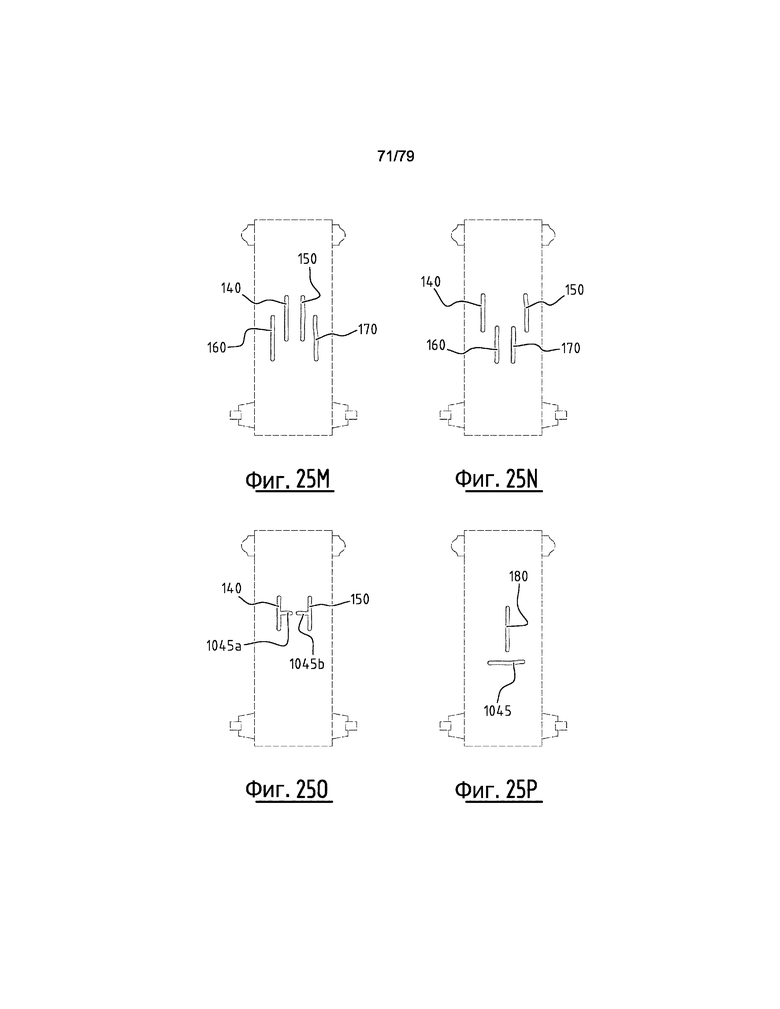
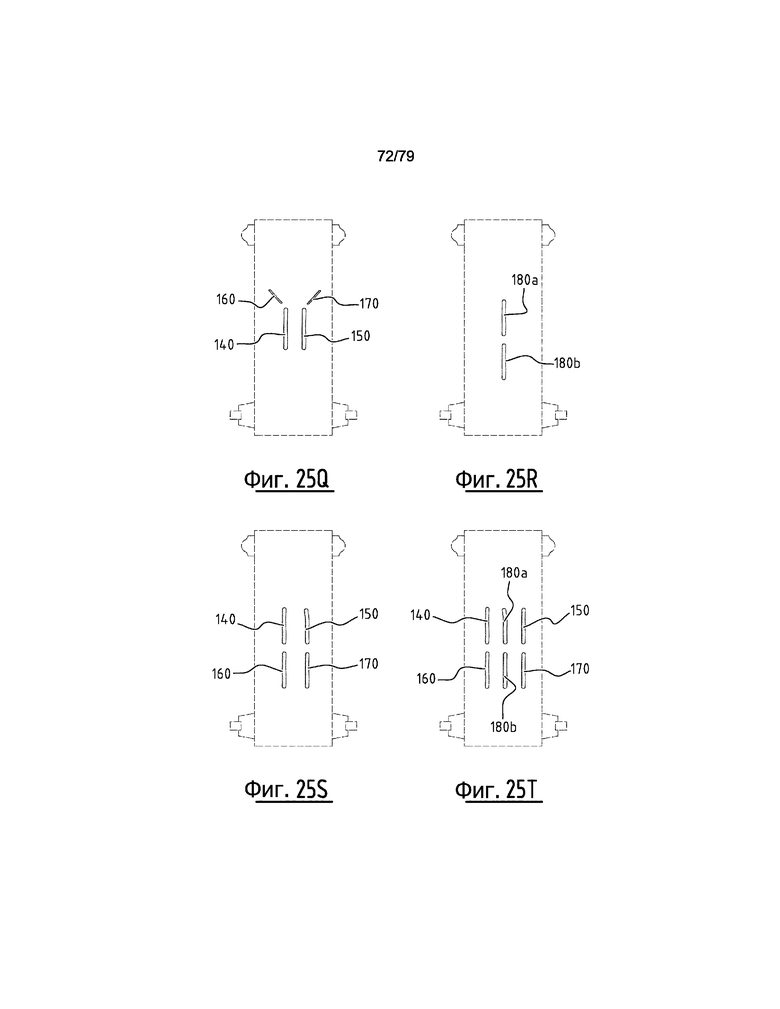
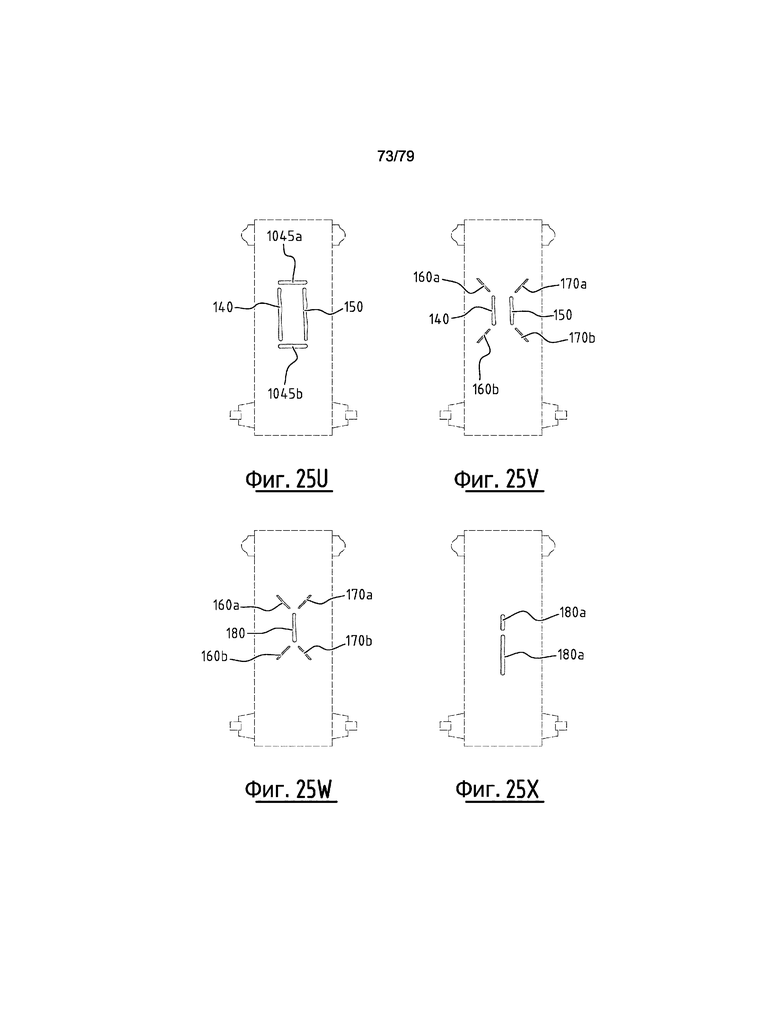
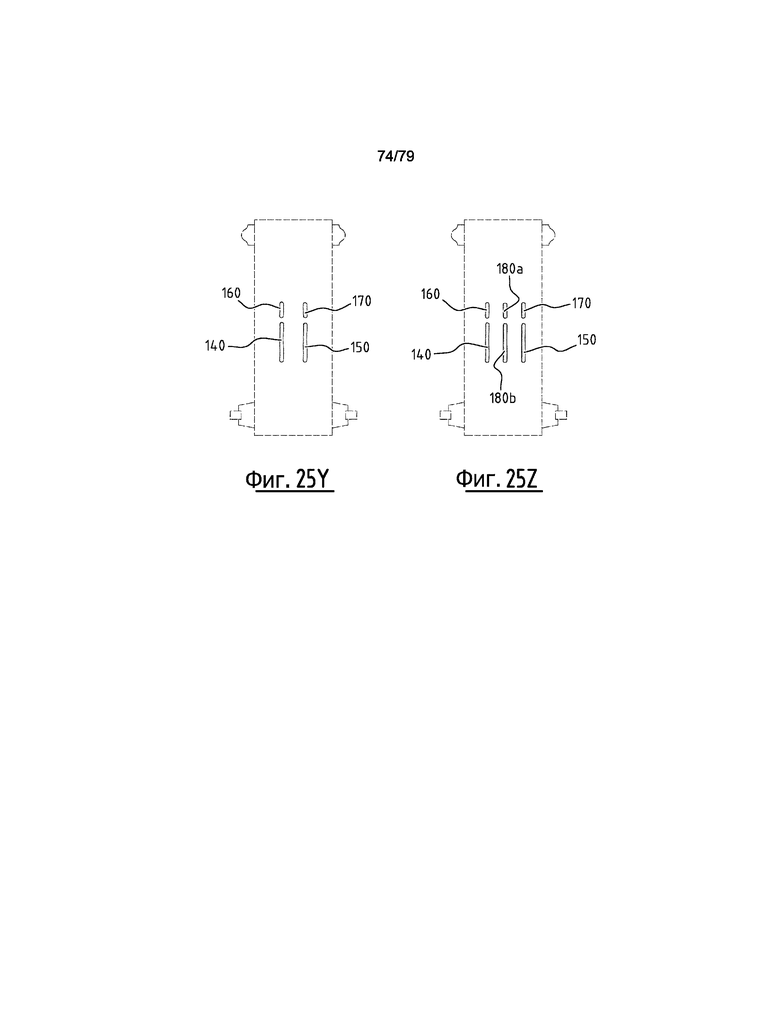
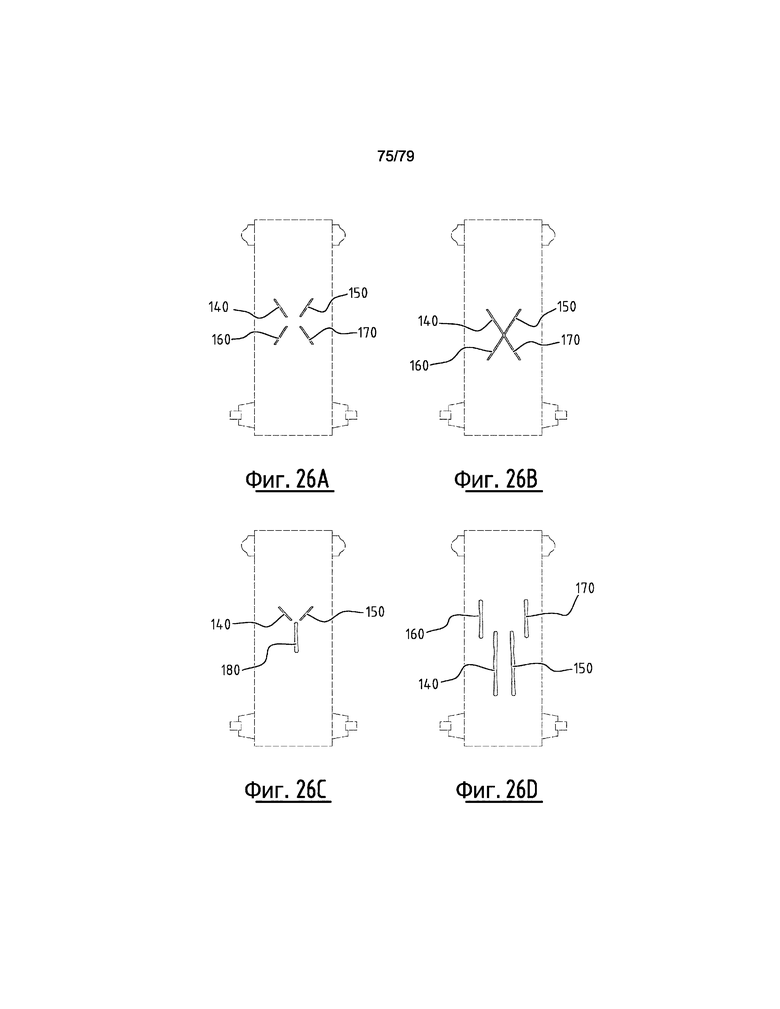
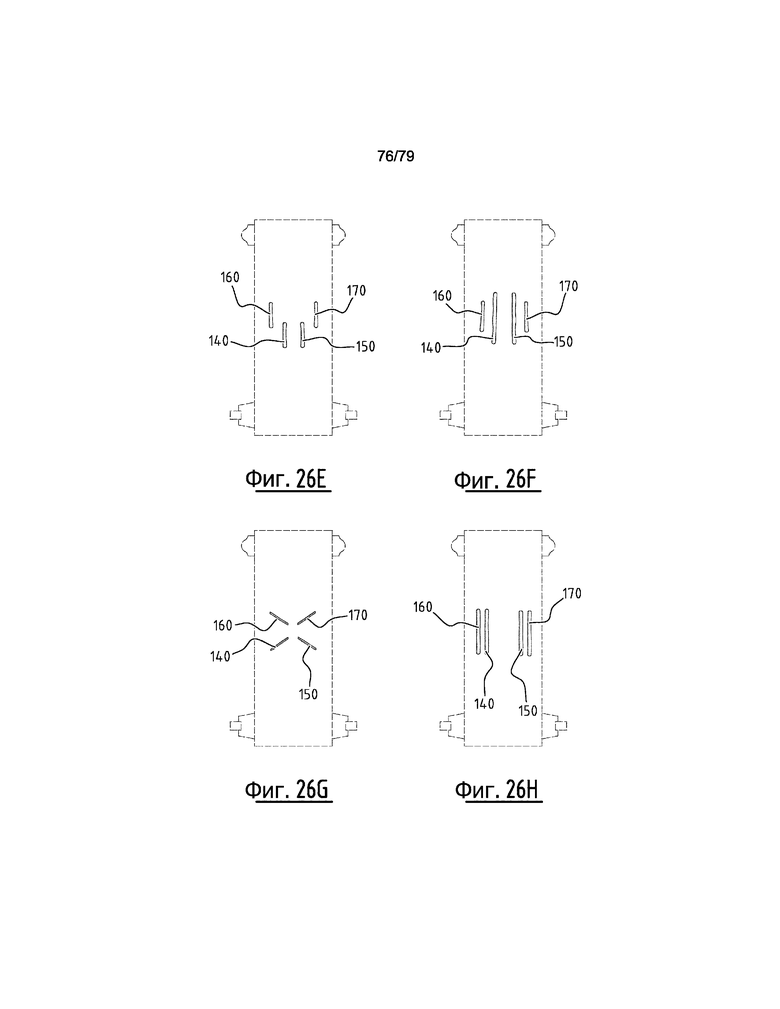
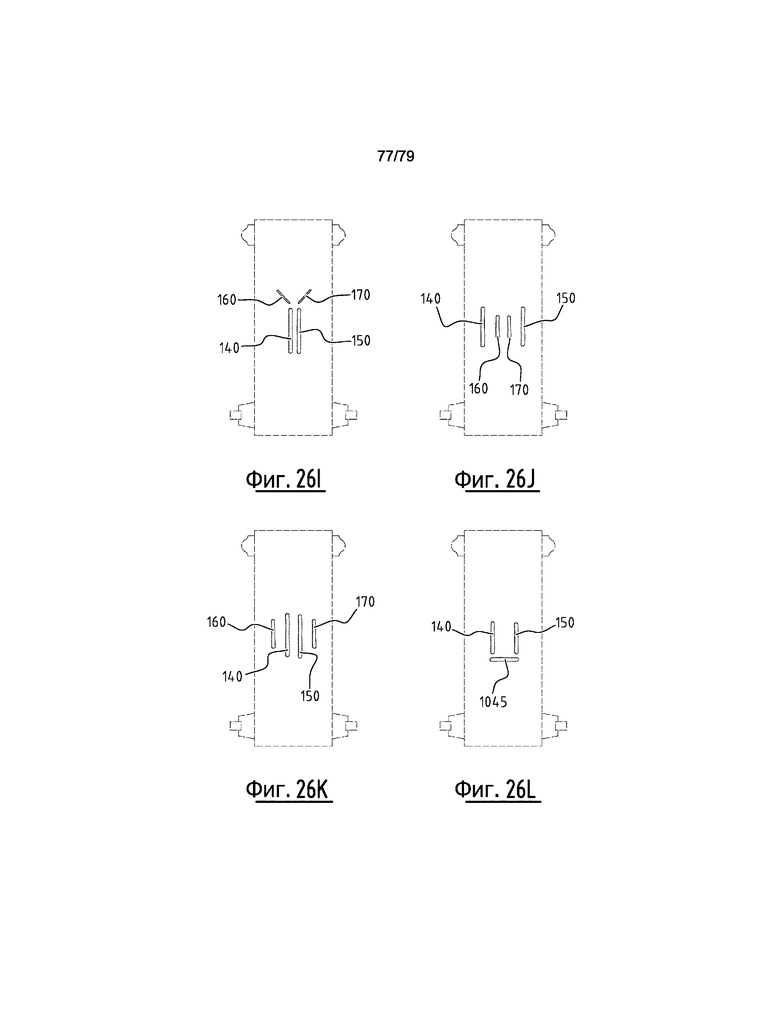
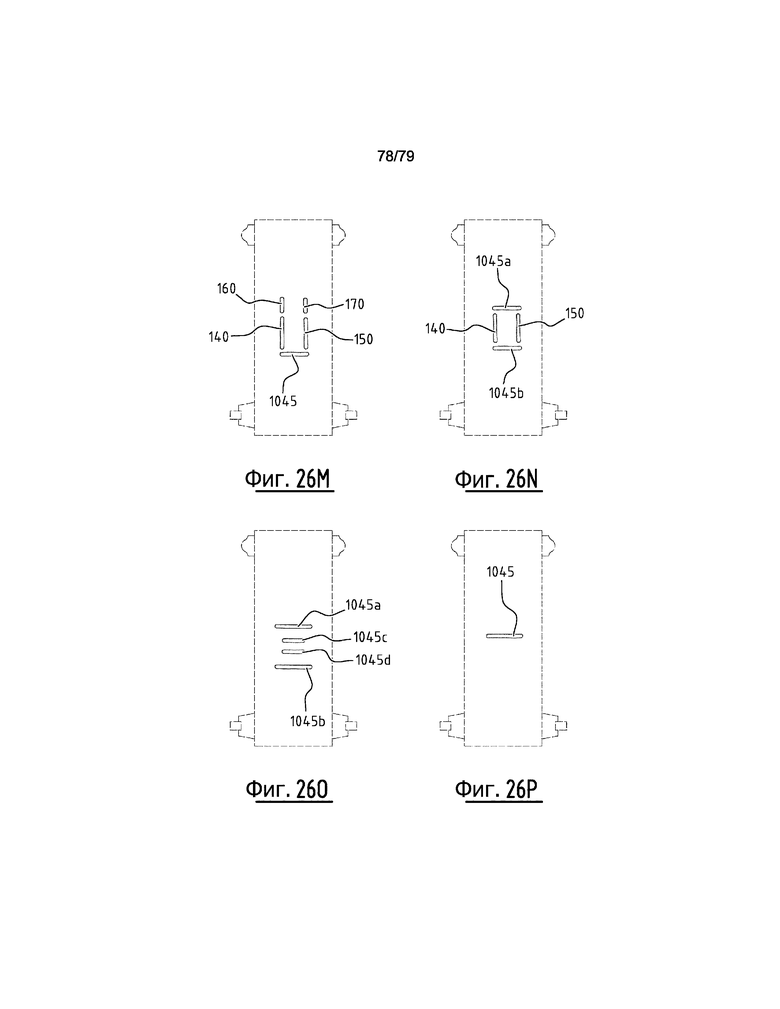
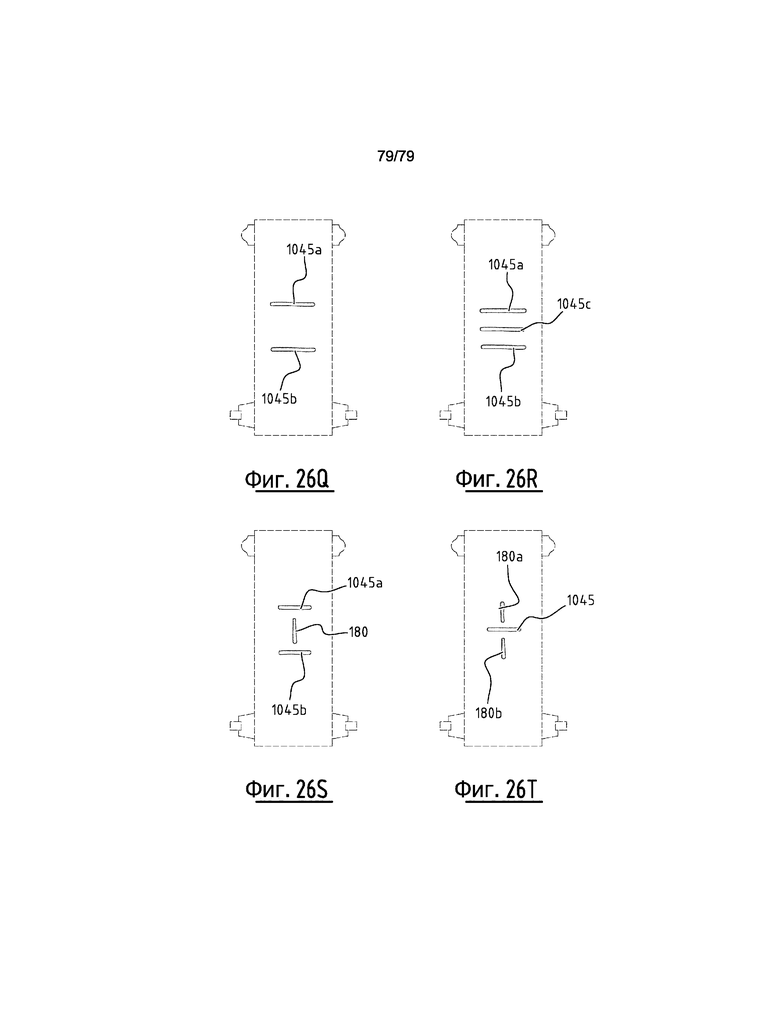
Предложено впитывающее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающий средний слой, содержащий впитывающий материал между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом. Впитывающий средний слой расположен между верхним и внешним слоями. Впитывающий средний слой предусмотрен по меньшей мере с одной соединительной зоной между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом. Первое связующее вещество расположено в первой области между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом на некотором расстоянии от по меньшей мере одной соединительной зоны, на одном из верхнего обертывающего средний слой листа и нижнего обертывающего средний слой листа. Второе связующее вещество расположено во второй области между верхним обертывающим средний слой листом и нижним обертывающим средний слой листом, на другом из верхнего обертывающего средний слой листа и нижнего обертывающего средний слой листа. 4 н. и 10 з.п. ф-лы , 26 ил.
1. Впитывающее изделие (100), содержащее:
проницаемый для жидкости верхний слой,
непроницаемый для жидкости внешний слой и
впитывающий средний слой (130), содержащий впитывающий материал между верхним обертывающим средний слой листом (110) и нижним обертывающим средний слой листом (120),
впитывающий средний слой расположен между верхним и внешним слоями,
причем впитывающий средний слой снабжен по меньшей мере одной соединительной зоной (140, 150) между верхним обертывающим средний слой листом (110) и нижним обертывающим средний слой листом (120),
первое связующее вещество расположено в первой области между верхним обертывающим средний слой листом (110) и нижним обертывающим средний слой листом (120) на расстоянии от по меньшей мере одной соединительной зоны (140, 150), на одном из верхнего обертывающего средний слой листа (110) и нижнего обертывающего средний слой листа (120); и второе связующее вещество расположено во второй области между верхним обертывающим средний слой листом (110) и нижним обертывающим средний слой листом (120), на другом из верхнего обертывающего средний слой листа (110) и нижнего обертывающего средний слой листа (120), при этом первая область является по существу комплементарной для второй области.
2. Изделие (100) по п. 1, в котором вторая область включает по меньшей мере одну соединительную зону.
3. Изделие (100) по п. 1 или 2, в котором первое связующее вещество отличается от второго связующего вещества, или в котором первое связующее вещество аналогично второму связующему веществу, и переходная зона является видимой между первой областью и второй областью, и/или в котором первое связующее вещество предусмотрено в виде слоя первой толщины, и второе связующее вещество предусмотрено в виде слоя второй толщины, которая отличается от первой толщины, предпочтительно больше первой толщины.
4. Изделие (100) по любому из предшествующих пунктов, в котором соединение между верхним обертывающим средний слой листом (110) и нижним обертывающим средний слой листом (120) по меньшей мере в одной соединительной зоне (140, 150) является постоянным соединением; и в котором впитывающий средний слой (130) выполнен так, что, во влажном состоянии впитывающего материала, впитывающий материал продолжается поверх по меньшей мере одной соединительной зоны (140, 150); или в котором в соединительной зоне(ах) (140, 150) верхний обёртывающий средний слой лист (110) присоединен к нижнему обертывающему средний слой листу (120) посредством полупостоянного соединения, предназначенного для разъединения после контакта с жидкостью.
5. Изделие (100) по любому из предшествующих пунктов, в котором положение и/или форма одной или более соединительных зон из по меньшей мере одной соединительной зоны (140, 150) указаны посредством различимого цвета и/или цветного узора, и в котором различимый цвет и/или цветной узор предусмотрен по меньшей мере на одном из верхнего слоя, верхнего обертывающего средний слой листа (110), внешнего слоя и нижнего обёртывающего средний слой листа (120), или в котором положение и/или форма одной или более из нескольких соединительных зон указаны посредством слоя печатной краски.
6. Изделие (100) по любому из предшествующих пунктов, в котором, вне по меньшей мере одной соединительной зоны (140, 150), впитывающий слой (130) обладает максимальной толщиной; причем по меньшей мере одна соединительная зона продолжается по меньшей мере на 90% максимальной толщины впитывающего среднего слоя (130), более предпочтительно через 100% толщины впитывающего среднего слоя (130), чтобы по меньшей мере в одной соединительной зоне по существу не было впитывающего материала между верхним обертывающим средний слой листом (110) и нижним обертывающим средний слой листом (120).
7. Изделие (100) по любому из предшествующих пунктов, в котором соединение между верхним обертывающим средний слой листом (110) и нижним обертывающим средний слой листом (120) образовано посредством одного из следующего или их комбинации: соединение прессованием, термосварка, ультразвуковая сварка, присоединение с образованием химической связи, соединение адгезивом.
8. Изделие (100) по любому из предшествующих пунктов, в котором впитывающий материал содержит целлюлозную вату, или в котором впитывающий материал по существу не распушенный, и/или в котором по существу нет впитывающего материала по меньшей мере в одной соединительной зоне (140, 150).
9. Способ изготовления впитывающего изделия (110), включающий в себя следующие этапы:
a) нанесение первого связующего вещества в первой области на первую сторону первого листового материала (110);
b) нанесение второго связующего вещества во второй области на первую сторону второго листового материала (120);
c) наложение впитывающего материала на первую сторону первого листового материала (110);
d) присоединение первого листового материала (110) ко второму листовому материалу (120) с обращенными друг к другу первыми сторонами, чтобы сформировать по меньшей мере одну соединительную зону;
причем
один из первого листового материала и второго листового материала является верхним обёртывающим средний слой листовым материалом, а другой является нижним обертывающим средний слой листовым материалом; и
первая область предусмотрена на расстоянии от предполагаемого положения по меньшей мере одной соединительной зоны, при этом первая область и вторая область по существу комплементарны после этапа соединения обертывающих листов друг с другом.
10. Способ по п. 9, в котором по существу вся поверхность впитывающего изделия предусмотрена со связующим веществом либо на первом листовом материале (110), либо на втором листовом материале (120), и/или который дополнительно включает направление первого и/или второго листового материала вдоль поворотного элемента в то время, пока наносится первое и/или второе связующее вещество, и/или в котором присоединение выполняют приложением давления и тепла к верхнему обертывающему средний слой листовому материалу и/или нижнему обертывающему средний слой листовому материалу в области(ях), где по существу нет впитывающего материала, и/или в котором присоединение выполняют посредством поворотного элемента, который предусмотрен по меньшей мере с первым уплотнительным элементом, размер которого подобран для приложения давления и тепла к верхнему обертывающему средний слой листовому материалу и/или нижнему обертывающему средний слой листовому материалу в области(ях), где по существу нет впитывающего материала, чтобы создать по меньшей мере одну соединительную зону.
11. Способ по любому из пп. 9, 10, в котором связующее вещество, нанесенное по меньшей мере на один участок первого листового материала (110), отличается от связующего вещества, нанесенного по меньшей мере на один участок второго листового материала (120), предпочтительно оно менее прочное; и/или в котором связующее вещество наносят по меньшей мере на один участок первого листового материала (110) в виде первого слоя первой толщины и по меньшей мере на один участок второго листового материала (120) в виде второго слоя второй толщины, которая отличается от первой толщины, предпочтительно является больше первой толщины.
12. Впитывающее изделие по любому из пп. 1-8, изготовленное способом по любому из пп. 9-11.
13. Устройство для изготовления впитывающего изделия, содержащее:
a) первый поворотный элемент для направления первого листового материала (110) вдоль его поверхности,
b) первое средство для нанесения первого связующего вещества по меньшей мере на один участок первого листового материала (110), расположенный на расстоянии от предполагаемого положения по меньшей мере одной соединительной зоны,
c) второй поворотный элемент для направления второго листового материала (120) вдоль его поверхности,
d) второе средство для нанесения второго связующего вещества по меньшей мере на один участок второго листового материала (120),
e) блок наложения, предназначенный для наложения впитывающего материала на первый листовой материал (110) на поворотном элементе, чтобы по меньшей мере один участок, на который было нанесено связующее вещество, был покрыт впитывающим материалом, и по существу не было впитывающего материала на областях, на которые не было нанесено первое связующее вещество;
f) блок подачи листов, предназначенный для наложения второго листового материала (120) поверх впитывающего материала на первом листовом материале (110); причем один из первого и второго листового материала является верхним обертывающим средний слой листовым материалом, а второй является нижним обертывающим средний слой листовым материалом;
g) соединительный блок, предназначенный для присоединения первого листового материала (110) ко второму листовому материалу (120) по меньшей мере в областях, где по существу нет впитывающего материала,
причем первое средство и второе средство выполнены с возможностью нанесения первого связующего вещества и второго связующего вещества, соответственно, таким образом, что участок первого листового материала (110), на который нанесено первое связующее вещество, и участок второго листового материала (120), на который нанесено второе связующее вещество, по существу комплементарны в полученном впитывающем изделии.
14. Устройство по предшествующему пункту, в котором соединительный блок представляет собой поворотный элемент, который предусмотрен по меньшей мере с первым уплотнительным элементом, размер которого подходит для приложения давления и тепла к верхнему обертывающему средний слой листовому материалу и/или нижнему обертывающему средний слой листовому материалу в области, где по существу нет впитывающего материала, чтобы создать по меньшей мере одну соединительную зону, и/или в котором первое связующее вещество отличается от второго связующего вещества, и/или в котором первое средство предназначено для нанесения первого связующего вещества с первой толщиной и второе средство предназначено для нанесения второго связующего вещества со второй толщиной, которая отличается от первой толщины, предпочтительно больше первой толщины.
| WO 2012170798 A1, 12.13.2012 | |||
| EP 2905000 A1, 12.08.2015 | |||
| US 72007246147 A1, 25.10.2007 | |||
| US 20100051166 A1, 04.03.2010 | |||
| Обработка электронных документов для распознавания инвойсов | 2014 |
|
RU2679209C2 |

