Область техники, к которой относится изобретение
Изобретение относится к технической области впитывающих изделий, более предпочтительно, одноразовых изделий для личной гигиены, таких как подгузники, детские трусики-подгузники, белье для взрослых, страдающих недержанием, и т.п., а также к впитывающим структурам для использования в таких впитывающих изделиях. В частности, настоящее изобретение относится к впитывающей структуре, содержащей впитывающую сердцевину между внутренним слоем («topsheet») и внешним слоем («backsheet»).
Уровень техники
Одноразовые впитывающие изделия имеют впитывающую структуру для поглощения продуктов выделения организма, мягкий проницаемый для жидкости внутренний слой, обращенный к телу пользователя, и непроницаемый для жидкости внешний слой, обращенный к одежде пользователя. Впитывающая структура, расположенная между ними, обычно изготовлена из смеси целлюлозных волокон или другого волокнистого вещества и впитывающего полимерного материала. Эти волокнистые вещества обычно делают эти впитывающие изделия довольно мягкими и объемными.
В последние годы растет спрос на гибкие, более тонкие и обладающие малой массой впитывающие структуры для решения различных проблем, связанных с изготовлением, продвижением на рынке, дизайном, прилегаемостью, удобством для ношения, распределением, утилизацией отходов, расходом материалов и энергии, затратами на транспортировку и хранение, и т.п.
Наиболее распространенный способ, используемый в настоящее время для удовлетворения этих требований в одноразовых впитывающих изделиях, заключается в уменьшении количества целлюлозных волокон или другого поддерживающего материала внутри и вокруг впитывающей структуры, и/или использовании более высоких количеств впитывающих полимерных материалов. Соответственно, такие впитывающие изделия имеют меньшую долю гидрофильных целлюлозных волокон и/или более высокую долю впитывающих полимерных материалов. Некоторые из этих впитывающих изделий могут лучше удерживать жидкость, однако они не обязательно хорошо поглощают и распределяют жидкость при фактическом использовании впитывающего изделия. Таким образом, из вышеизложенного будет очевидно, что абсолютные и относительные пропорции волокнистого материала и впитывающего полимерного материала тесно связаны в свете характеристик изделия.
Было обнаружено, что для получения хорошей впитывающей способности, распределения и удерживания в таких впитывающих структурах важно по меньшей мере частично иммобилизовать впитывающий материал. Неспособность обеспечить достаточную структурную целостность приводит к потере функциональных характеристик, таких как когерентность, абсорбция, распределение и/или удерживание, и приводит к неудачам, связанным, но без ограничения, например, с протеканиями, высокими значениями повторного увлажнения и т.д.
ЕР 2627294 относится к способу и устройству для формирования композиционной структуры, предпочтительно для применения во впитывающей структуре, используемой в индустрии изделий для личной гигиены, таких как, например, белье для женской гигиены, детские подгузники и детские трусики-подгузники, и белье для взрослых, страдающих недержанием. Изобретение предпочтительно обеспечивает способ и устройство для осаждения и помещения материалов в виде частиц в желаемом рисунке на движущийся несущий слой. Этот способ позволяет точно сформировать рисунок из кластеров материалов в виде твердых частиц при высокой скорости производства, с улучшенными свойствами прикрепления, с меньшим расходом сырья и относительно низкой стоимостью.
WO 2012/052173 относится к способу и устройству для формирования композиционной структуры, предпочтительно для применения во впитывающей структуре, используемой в индустрии предметов для личной гигиены, таких как, например, белье для женской гигиены, детские подгузники и детские трусики-подгузники и белье для взрослых, страдающих недержанием. Способ включает осаждение материала в виде частиц в желаемом рисунке на движущийся несущий слой и размещение его в виде углубленного рисунка. Этот способ позволяет точно сформировать заранее заданный рисунок из кластеров материала в виде твердых частиц при высокой скорости производства, с меньшим расходом сырья и относительно низкой стоимостью. Такой способ позволяет изготавливать впитывающие структуры, практически не содержащие целлюлозу и практически не содержащие клея, что считается технически, экономически и экологически безопасным.
В данной области существует потребность в улучшенной тонкой, гибкой, обладающей малой массой впитывающей структуре, которая является дискретной, устойчивой и/или относительно недорогой с точки зрения производства, маркетинга, дизайна, прилегаемости, удобства для ношения, распределения, упаковки, утилизации отходов, расхода материала и энергии, и транспортных расходов при сохранении требуемых свойств впитывания, распределения, транспортировки, когерентности и удерживания жидкости.
Раскрытие изобретения
Целью вариантов осуществления изобретения является обеспечение впитывающего изделия типа, указанного в преамбуле, с уменьшенными затратами на изготовление, обладающего легкой массой, тонкостью, а также хорошим распределением жидкости и поглощающей способностью.
В соответствии с одним аспектом изобретения обеспечено впитывающее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости внешний слой и впитывающую сердцевину, расположенную между проницаемым для жидкости верхним слоем и непроницаемым для жидкости внешним слоем. Впитывающая сердцевина имеет первый и второй продольный край, а также первый и второй поперечный край. Впитывающая сердцевина содержит нижний оберточный лист сердцевины, впитывающий материал и структуру управления жидкостью, при этом впитывающий материал расположен непосредственно между нижним оберточным листом сердцевины и структурой управления жидкостью. Структура управления жидкостью охватывает по меньшей мере часть поверхности впитывающего материала и содержит по меньшей мере одну соединительную часть, которая прикреплена к нижнему оберточному листу сердцевины, формируя по меньшей мере одну зону прикрепления.
В соответствии с еще одним аспектом изобретения обеспечено впитывающее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости наружный слой и впитывающую сердцевину, расположенную между проницаемым для жидкости верхним слоем и непроницаемым для жидкости наружным слоем. Впитывающая сердцевина имеет первый и второй продольный край, а также первый и второй поперечный край. Впитывающая сердцевина содержит нижний оберточный лист сердцевины, впитывающий материал и структуру управления жидкостью, при этом впитывающий материал расположен непосредственно между нижним оберточным листом сердцевины и структурой управления жидкостью. Структура управления жидкостью охватывает по меньшей мере часть поверхности впитывающего материала и содержит по меньшей мере одну канальную часть, в частности, соединительную часть, образующую по меньшей мере одну канальную зону во впитывающей сердцевине, в частности, зону прикрепления. По меньшей мере в одной канальной зоне выполняется любое из следующих условий или любая их комбинация: присутствует меньше впитывающего материала по сравнению с другими областями впитывающей сердцевины, по существу отсутствует впитывающий материал, структура управления жидкостью прикреплена к нижнему оберточному листу сердцевины.
Путем обеспечения впитывающей сердцевины, где впитывающий материал расположен непосредственно между нижним оберточным листом сердцевины и структурой управления жидкостью, впитывающий материал надлежащим образом заключен во впитывающую сердцевину без необходимости в верхнем оберточном листе сердцевины предшествующего уровня техники. Более того, путем обеспечения структуры управления жидкостью, которая охватывает по меньшей мере часть поверхности впитывающего материала и содержит по меньшей мере одну соединительную часть, прикрепленную к нижней обертке сердцевины, достигается хорошая иммобилизация впитывающего материала наряду с прочной структурной целостностью впитывающего изделия. По меньшей мере одна канальная часть, в частности, соединительная часть образует по меньшей мере одну канальную зону, в частности, зону прикрепления, способную создавать канал для распределения и поглощения жидкости при смачивании. Таким образом, по меньшей мере один канал может быть создан с меньшим количеством материала, используемого для изготовления впитывающей сердцевины, и в результате затраты на изготовление могут быть снижены, при этом может быть достигнуто хорошее распределение жидкости и поглощающая способность. Кроме того, может быть уменьшена толщина и масса впитывающего изделия.
В соответствии с одним вариантом осуществления структура управления жидкостью расположена непосредственно между впитывающим материалом и проницаемым для жидкости верхним слоем. Другими словами, между проницаемым для жидкости верхним слоем и впитывающим материалом присутствует только структура управления жидкостью. Это приводит к получению впитывающего изделия, обладающего способностью лучшего и более быстрого поглощения по сравнению со впитывающими изделиями предшествующего уровня техники, которые имеют препятствующую проникновению жидкости верхнюю обертку сердцевины, расположенную между впитывающим материалом и проницаемым для жидкости верхним слоем, или между впитывающим материалом и любым поглощающим жидкость и/или распределяющим жидкость слоем(слоями), который может присутствовать во впитывающем изделии. Кроме того, путем исключения верхнего оберточного листа сердцевины предшествующего уровня техники, впитывающее изделие может быть изготовлено с использованием меньшего количества сырья и тем самым затраты на изготовление могут быть уменьшены.
В соответствии с одним вариантом осуществления структура управления жидкостью по существу не содержит нетканого материала спанбонда.
В соответствии с одним вариантом осуществления структура управления жидкостью имеет массу по меньшей мере 15 г/м2, предпочтительно по меньшей мере 17 г/м2, более предпочтительно по меньшей мере 19 г/м2, наиболее предпочтительно по меньшей мере 20 г/м2.
В соответствии с одним вариантом осуществления структура управления жидкостью находится в контакте с частью верхней поверхности впитывающего материала. Поскольку структура управления жидкостью находится в контакте с впитывающим материалом, жидкость может успешно и эффективно поглощаться и распределяться впитывающей сердцевиной. По сравнению со впитывающими изделиями предшествующего уровня техники, которые содержат верхний оберточный лист сердцевины, который отделяет или закрывает впитывающий материал от верхнего слоя или от любого доступного поглощающего или распределяющего жидкость слоя, жидкость может поглощаться впитывающим материалом быстрее, поскольку структура управления жидкостью находится в прямом контакте с частью верхней поверхности впитывающего материала.
В соответствии с одним вариантом осуществления структура управления жидкостью проходит по существу по всей верхней поверхности впитывающего материала. За счет прохождения по существу по всей верхней поверхности впитывающего материала, структура управления жидкостью обеспечивает оптимальный переход между проницаемым для жидкости верхним слоем и впитывающим материалом впитывающей сердцевины. Кроме того, за счет прохождения по существу по всей верхней поверхности впитывающего материала структура управления жидкостью обеспечивает хорошую герметизацию впитывающего материала во впитывающей сердцевине и высокую структурную целостность.
В соответствии с одним вариантом осуществления, если смотреть сверху на впитывающую сердцевину, структура управления жидкостью имеет общую площадь поверхности S1, и впитывающая сердцевина имеет площадь поверхности S0, определяемую площадью, покрытой впитывающим материалом, и площадью по меньшей мере одной канальной зоны, где S1 меньше, чем 90% S0.
В соответствии с одним вариантом осуществления S1 меньше, чем 80% S0, предпочтительно S1 меньше, чем 70% S0, более предпочтительно S1 меньше, чем 60% S0, еще более предпочтительно S1 меньше, чем 50% S0, наиболее предпочтительно S1 меньше, чем 40% S0.
В соответствии с одним вариантом осуществления по меньшей мере одна канальная зона, в частности, по меньшей мере одна зона прикрепления сформирована путем термосклеивания по меньшей мере одного канального участка, в частности, по меньшей мере одного соединительного участка структуры управления жидкостью с нижним оберточным листом сердцевины.
В соответствии с одним вариантом осуществления структура управления жидкостью содержит принимающий жидкость слой.
В соответствии с одним вариантом осуществления структура управления жидкостью содержит распределяющий жидкость слой.
В соответствии с одним вариантом осуществления впитывающий материал по существу отсутствует по меньшей мере в одной канальной зоне между структурой управления жидкостью и нижним оберточным листом сердцевины.
В соответствии с одним вариантом осуществления по меньшей мере одна канальная зона проходит от области промежности в направлении первого и/или второго поперечного края впитывающей сердцевины. В качестве альтернативы или дополнительно, по меньшей мере одна канальная зона проходит в направлении от первого продольного края ко второму продольному краю впитывающей сердцевины.
В соответствии с одним вариантом осуществления впитывающая сердцевина снабжена по меньшей мере второй канальной зоной, при этом указанная вторая канальная зона проходит в поперечном направлении впитывающей сердцевины между первым и вторым продольным краем.
В соответствии с одним вариантом осуществления по меньшей мере одна канальная зона, сформированная структурой управления жидкостью и нижней оберткой сердцевины, содержит перманентный канал, который выполнен с возможностью оставаться неизменным, когда впитывающий материал набухает при смачивании. Канальная зона может оставаться неизменной по-разному. Например, когда канальная зона является зоной прикрепления и структура управления жидкостью прикреплена к нижнему оберточному листу сердцевины в канальной зоне в сухом состоянии, структура управления жидкостью может оставаться прикрепленной к нижнему оберточному листу сердцевины при смачивании. В качестве альтернативы или дополнительно, когда в канальной зоне по существу отсутствует или присутствует меньше впитывающего материала в сухом состоянии, такое распределение может оставаться по существу неизменным, таким образом, что впитывающий материал по существу отсутствует или присутствует меньше абсорбирующего материала в канальной зоне при смачивании.
В соответствии с одним вариантом осуществления по меньшей мере одна канальная зона, образованная структурой управления жидкостью и нижней оберткой сердцевины, содержит полуперманентный канал, который выполнен с возможностью исчезать или растворяться, когда впитывающий материал набухает при смачивании. Канальная зона может исчезать или растворяться по-разному. Например, когда канальная зона является зоной прикрепления и структура управления жидкостью прикреплена к нижнему оберточному листу сердцевины в канальной зоне в сухом состоянии, структура управления жидкостью может высвобождаться от нижнего оберточного листа сердцевины при смачивании. В качестве альтернативы или в дополнение, когда впитывающий материал по существу отсутствует или присутствует меньше впитывающего материала в канальной зоне в сухом состоянии, пустота, содержащаяся в таком распределении, может быть заполнена посредством набухания соседнего впитывающего материала при смачивании.
В соответствии с одним вариантом осуществления по меньшей мере одна канальная зона является непрерывной зоной.
В соответствии с одним вариантом осуществления впитывающий материал содержит целлюлозную вату и/или частицы суперабсорбента.
В соответствии с одним вариантом осуществления структура управления жидкостью имеет продольный размер, который составляет по меньшей мере 20% длины впитывающей сердцевины, предпочтительно по меньшей мере 30%, более предпочтительно по меньшей мере 50%.
В соответствии с одним вариантом осуществления структура управления жидкостью имеет поперечный размер, который составляет по меньшей мере 5% ширины впитывающей сердцевины, предпочтительно по меньшей мере 10%, более предпочтительно по меньшей мере 20%.
В соответствии с одним вариантом осуществления продольный размер структуры управления жидкостью и длина впитывающей сердцевины различаются в пределах ± 10% и предпочтительно являются по существу одинаковыми.
В соответствии с одним вариантом осуществления поперечный размер структуры управления жидкостью и ширина впитывающей сердцевины различаются в пределах ± 10% и предпочтительно являются по существу одинаковыми.
В соответствии с одним вариантом осуществления впитывающая сердцевина содержит вторую структуру управления жидкостью.
В соответствии с одним вариантом осуществления расстояние между первой и второй структурой управления жидкостью составляет по меньшей мере 5% ширины впитывающей сердцевины.
В соответствии с одним вариантом осуществления по меньшей мере одна канальная зона содержит первую канальную зону и вторую канальную зону.
В соответствии с одним вариантом осуществления первая и вторая канальные зоны проходят рядом друг с другом от области промежности в направлении первого и/или второго поперечного края.
В соответствии с одним вариантом осуществления первая и вторая канальные зоны соединены по меньшей мере через одну полуперманентную канальную зону, которая предпочтительно проходит по существу в поперечном направлении.
В соответствии с одним вариантом осуществления впитывающая сердцевина содержит мостиковую зону, позволяющую жидкости протекать между первым и вторым продольным краем за счет капиллярного действия через впитывающий материал и/или за счет массового потока, таким образом, что при смачивании впитывающего материала создаются передний и задний каналы; при этом мостиковая зона проходит между указанным передним и задним каналом; при этом минимальное расстояние между указанным передним и задним каналом предпочтительно составляет больше 3 мм, более предпочтительно больше 5 мм.
Краткое описание чертежей
Сопровождающие чертежи используются для иллюстрации предпочтительных в настоящее время неограничивающих иллюстративных вариантов осуществления устройств по настоящему изобретению. Вышеупомянутые и другие преимущества признаков и объектов изобретения станут более очевидными, и изобретение будет лучше понято из следующего подробного описания при ознакомлении вместе с сопровождающими чертежами, на которых:
фигура1А представляет собой схематическое изображение поперечного сечения иллюстративного варианта осуществления подгузника;
фигура 1B представляет собой вид сверху подгузника, показанного на фигуре 1A;
фигура 2 представляет собой схематическое изображение поперечного сечения иллюстративного варианта осуществления подгузника;
фигура 3A представляет собой схематическое поперечное сечение иллюстративного варианта осуществления подгузника;
фигура 3В представляет собой вид сверху подгузника, показанного на фигуре 3А;
фигура 4 представляет собой схематическое изображение поперечного сечения иллюстративного варианта осуществления подгузника;
фигура 5A представляет собой схематическое изображение поперечного сечения иллюстративного варианта осуществления подгузника;
фигура 5B представляет собой вид сверху подгузника, показанного на фигуре 5A;
фигуры 6A, 6B, 6C и 6D представляют собой виды сверху иллюстративных вариантов осуществления подгузника;
фигура 7 представляет собой вид сверху еще одного варианта осуществления подгузника;
фигура 8 представляет собой вид сверху еще одного варианта осуществления подгузника;
фигура 9 представляет собой вид сверху еще одного варианта осуществления подгузника;
фигура 10 представляет собой вид сверху еще одного варианта осуществления подгузника; и
фигуры 11A-11D схематически иллюстрируют различные варианты осуществления канальной зоны в абсорбирующей сердцевине.
Осуществление изобретения
Как используется в настоящем документе, следующие термины имеют следующие значения:
Используемые в настоящем документе артикли «а», «an» и «the» относятся как к единственным, так и к множественным объектам ссылки, если только контекст явным образом не указывает иного. Как, например, «ограничивающий барьер» относится к одному или нескольким ограничивающим барьерам.
Подразумевается, что используемый в настоящем документе термин «примерно», относящийся к измеряемой величине, такой как параметр, количество, продолжительность по времени и тому подобное, охватывает варианты +/-20% или меньше, предпочтительно +/-10% или меньше, более предпочтительно +/-5% или меньше, даже более предпочтительно +/-1%, или варианты подходят для осуществления в раскрытом изобретении. Однако следует понимать, что само значение, к которому относится управляющий параметр «примерно», также раскрыто конкретно.
Используемые в настоящем документе термины «впитывающее изделие», «впитывающее белье», «впитывающий продукт», «поглощающее изделие», «поглощающее белье», «поглощающий продукт» и тому подобные, используются в настоящем документе взаимозаменяемо и относятся к устройствам, которые поглощают и содержат продукты выделения организма и, более конкретно, относятся к устройствам, которые соприкасаются или находятся вблизи с телом пользователя для поглощения и содержания различных жидкостей, выделяемых организмом. Впитывающие изделия включают, но без ограничения, женское гигиеническое белье, детские подгузники и трусики, белье для взрослых, страдающих недержанием, различные держатели для подгузников и трусов, вкладыши, прокладки, поглощающие вставки и тому подобное.
«Впитывающая сердцевина» в контексте настоящего описания относится к трехмерной части впитывающей структуры, содержащей поглощающий жидкость материал, применимый для долговременного поглощения и/или удерживания продуктов выделения организма.
«Впитывающий компонент» в контексте настоящего описания относится к структурной составляющей впитывающего изделия, например, части впитывающей сердцевины, такой как одна из многочисленных частей в многокомпонентной впитывающей сердцевине.
«Впитывающий элемент» в контексте настоящего описания относится к части функциональной составляющей впитывающей структуры, например, принимающему слою, распределительному слою, слою сердцевины или отводящей структуре, сформированной из материала или материалов, имеющих конкретные характеристики управления жидкостью, подходящие для конкретной функции.
Термин «впитывающий волокнистый полимерный материал» в контексте настоящего описания относится к впитывающему полимерному материалу, который находится в нитевидной форме, такой как волокна, элементарные нити и т.п., с тем, чтобы в сухом состоянии быть менее текучим, чем твердые частицы.
«Впитывающая вставка» в контексте настоящего описания относится к устройству, адаптированному для вставки во «впитывающий слой», используемый в настоящем документе, который относится к термину, отсылающему к отдельному, легко различимому листовому или сетчатому элементу впитывающего изделия, который может оставаться обособленным и относительно подвижным по отношению к другому такому элементу, или может быть прикреплен или присоединен таким образом, чтобы оставаться постоянно связанным с другим таким элементом. Каждый впитывающий слой сам по себе может включать слоистый материал или комбинацию нескольких слоев, листов и/или полотен аналогичного или отличающегося состава.
«Впитывающий полимерный материал», «впитывающий гелеобразующий материал», «AGM», «сверхабсорбент», «сверхвпитывающий», «сверхвпитывающий материал», «сверхвпитывающий полимер», «SAP» и т.п. в контексте настоящего описания используются взаимозаменяемо и относятся к любым подходящим состоящим из частиц (например, хлопьевидным, в форме частиц, гранулированным или порошкообразным) или волокнистым сшитым полимерным материалам, которые могут абсорбировать по меньшей мере 5-кратные, а предпочтительно по меньшей мере примерно 10-кратные или более количества водного солевого раствора с концентрацией 0,9% по отношению к его массе, в соответствии с измерениями при использовании испытания Centrifuge Retention Capacity (EDANA 441.2-01).
«Область впитывающего полимерного материала» в контексте настоящего описания относится к области впитывающей структуры, в которой соседние слои отделены большим количеством впитывающего полимерного материала. Случайные контактные области между этими соседними слоями в пределах области впитывающего полимерного материала в виде частиц, могут быть запланированными (например, области соединения) или непроизвольными (например, свойства, привнесенные в ходе изготовления).
«Впитывающий полимерный материал в виде частиц» в контексте настоящего описания относится к впитывающему полимерному материалу, который находится в форме частиц, такой как порошки, гранулы, хлопья и т.п., с тем, чтобы быть текучими в сухом состоянии.
«Абсорбция» в контексте настоящего описания относится к процессу, в результате которого жидкость поглощается внутри материала.
«Скорость абсорбции» в контексте настоящего описания относится к скорости абсорбции жидкости, то есть количеству жидкости, которое поглощается за единицу времени, как правило, впитывающим компонентом, элементом и/или впитывающим слоем впитывающего изделия, структуры и/или сердцевины.
«Принимающий слой», «принимающая область», «принимающая поверхность» или «принимающий материал» и т.п. в контексте настоящего описания относятся к слою, расположенному над впитывающей сердцевиной и/или впитывающим материалом, характеризующемуся более высокой способностью поглощать и/или распределять жидкости.
Термин «впитывающая способность» представляет собой способность материала поглощать текучие среды различными способами, включая капиллярный, осмотический, растворяющий, химический и/или другой механизм действия.
«Белье для взрослых, страдающих недержанием» в контексте настоящего описания относится к впитывающим изделиям, предназначенным для ношения взрослыми, страдающими недержанием, с целью впитывания и содержания продуктов выделения организма.
«Адгезия» в контексте настоящего описания относится к силе, которая удерживает вместе различные материалы на их границе раздела.
«Адгезив» в контексте настоящего описания относится к материалу, который может являться или может не являться текучим в растворе или при нагревании, который используют для соединения материалов вместе.
«Адсорбция» в контексте настоящего описания относится к процессу, в результате которого жидкость поглощается поверхностью материала.
«Воздушное формование» в контексте настоящего описания относится к формированию полотна путем рассеивания волокон или частиц в воздушном потоке и конденсации их из воздушного потока на движущийся экран под воздействием давления и/или вакуума; полотно из волокон, полученное воздушным формованием, в настоящем документе относится к «полученному воздушным формованием»; полученное воздушным формованием полотно, скрепленное с использованием одного или нескольких методов для обеспечения целостности ткани, в настоящем документе относится к «нетканому полотну, полученному воздушным формованием».
«Кажущаяся плотность», «плотность» в контексте настоящего описания относятся к основному весу образца, деленному на толщину с использованием при этом соответствующих коэффициентов перевода единиц, включенных в данную величину. Используемая в настоящем документе кажущаяся плотность выражена в г/см3.
«Прикреплять», «прикрепленный» и «прикрепление» в контексте настоящего описания являются синонимами со своими аналогами терминов «застегивать», «фиксировать», «скреплять», «связывать», «присоединять» и «соединять».
«Детский подгузник» в контексте настоящего описания относится к впитывающим изделиям, предназначенным для ношения детьми, с целью впитывания и содержания продуктов выделения организма, изделиям, которые потребитель протягивает между ног и застегивает вокруг пояса пользователя.
«Детские трусики-подгузники» в контексте настоящего описания относятся к впитывающим изделиям, продаваемым для использования детьми, когда они осуществляют переход от ношения подгузников к нижнему белью, предназначенным для закрытия нижней половины туловища ребенка с целью впитывания и содержания продуктов выделения организма, при этом изделие, как правило, исполнено в конфигурации, подобной трусам, и изготовлено с деталью, полностью охватывающей таллию, что тем самым устраняет необходимость для потребителя застегивать изделие вокруг пояса пользователя.
«Область спинки» в контексте настоящего описания относится к участку впитывающего изделия или его части, которая предназначена для размещения в непосредственной близости от спины пользователя.
Используемый в настоящем документе термин «подкладка» относится к полотну или другому материалу, который поддерживает и укрепляет заднюю часть продукта.
«Основной вес» представляет собой массу на единицу площади образца, выраженную в граммах на квадратный метр, г/м2 (g/m2) или г/м2 (gsm).
«Выделяемые жидкости организма», «жидкости, выделяемые организмом», «выделяемые текучие среды организма», «текучие среды, выделяемые организмом», «выделяемые продукты организма», «продукты, выделяемые организмом», «текучая среда (среды)», «жидкость (жидкости)», «текучая среда (среды) и жидкость (жидкости)» и т.п. в контексте настоящего описания используются взаимозаменяемо и относятся к моче, крови, выделениям из влагалища, грудному молоку, поту и фекалиям, но не органичиваются ими.
«Связующее», «адгезив», «клей», «смолы», «пластики» и т.п. в контексте настоящего описания используются взаимозаменяемо и относятся к веществам, находящимся, как правило, в твердой форме (например, порошок, пленка, волокно) или в виде пены, или в жидкой форме (например, эмульсия, дисперсия, раствор), используемым, например, при пропитке, распылении, печатании, нанесении пены и т.п, для прикрепления или соединения функциональных и/или структурных компонентов, элементов и материалов, например, включая чувствительные к нагреву и/или давлению адгезивы, горячие расплавы, термоактивируемые адгезивы, термопластичные материалы, химически активируемые адгезивы/растворители, отверждаемые материалы и т.п.
«Прочность соединения» в контексте настоящего описания относится к величине адгезии между соединенными поверхностями. Она является показателем напряжения, требуемого для отделения слоя материала от основы, с которой он соединен.
Термины «капиллярное действие», «капиллярность» или «капиллярное движение» и т.п. в контексте настоящего описания используются для обозначения явления течения жидкости через пористую среду.
«Каркас» в контексте настоящего описания относится к основному элементу впитывающего изделия, на котором скомпонована или размещена остальная часть структуры изделия, например, в подгузнике структурные элементы, которые придают подгузнику форму шортов или трусов в случае конфигурации для ношения, такие как внешний слой, верхний слой или сочетание верхнего слоя и внешнего слоя.
«Целлюлозные волокна» в контексте настоящего описания относятся к волокнам природного происхождения на основе целлюлозы, таким как, например, хлопковые, льняные и т.д.; один из примеров целлюлозных волокон представляют собой волокна из древесной массы; искусственные волокна, полученные из целлюлозы, такие как регенерированная целлюлоза (искусственный шелк), либо частично или полностью ацетилированные производные целлюлозы (например, ацетат или триацетат целлюлозы) также считаются целлюлозными волокнами.
«Кластер» или подобный термин в контексте настоящего описания относится к агломерации частиц и/или волокон.
«Химически отвержденные волокна», «химически модифицированные волокна», «химически сшитые волокна», «извитые волокна» и т.п. в контексте настоящего описания используются взаимозаменяемо и относятся к любым волокнам, отвержденным химическими способами для повышения жесткости волокон как в сухих, так и в мокрых условиях, например, путем добавления химических агентов, повышающих жесткость (например, путем нанесения покрытия, пропитки и т.д.), изменения химической структуры самих волокон (например, путем сшивания полимерных цепей и т.д.) и т.п.
«Когезия» в контексте настоящего описания относится к сопротивлению аналогичных материалов при разделении друг от друга.
«Отделение» в контексте настоящего описания относится к камерам, полостям, карманам и т.п.
«Содержать», «содержащий» и «содержит», а также «содержащийся» в контексте настоящего описания являются синонимами с терминами «включать в себя», «включающий в себя», «включает в себя» или «имеет в своем составе», «имеющий в своем составе», «имеет в своем составе» и представляют собой включительные термины, которые указывают наличие того, что следует в перечислении, например, компонента и не устраняют или не исключают заранее наличие дополнительных, не упомянутых компонентов, функций, элементов, деталей, стадий, известных в данной области техники или раскрытых в ней.
«Внешний покровный материал» в контексте настоящего описания относится к обладающему малой массой нетканому материалу, используемому для заключения в него и укрывания нижележащего материала впитывающей сердцевины; примерами его являются лицевой слой или материалы, которые покрывают впитывающие сердцевины женского гигиенического белья, детских подгузников и трусиков, а также белья для взрослых, страдающих недержанием.
«Область промежности» во впитывающем изделии в контексте настоящего описания относится примерно к 50% общей длины впитывающего изделия (т.е. в направлении y), при этом точка промежности расположена в центре области промежности в продольном направлении. То есть область промежности определяется, прежде всего, расположением точки промежности во впитывающем изделии, а затем путем отмеривания вперед и назад расстояния, составляющего 25% от общей длины впитывающего изделия.
«Перекрестное направление (CD)», «боковое» или «поперечное» и т.п. в контексте настоящего описания используются взаимозаменяемо и относятся к направлению, которое является перпендикулярным к продольному направлению и включает направления в пределах ± 45° от поперечного направления.
«Отверждение» в контексте настоящего описания относится к процессу, при помощи которого смолы, связующие или пластики затвердевают в ткани или на ткани, обычно при нагревании, чтобы заставить их оставаться на месте; отверждение может происходить за счет удаления растворителя или сшивания с целью придания им нерастворимости.
«Подгузник», «традиционный подгузник», «аналогичный подгузнику», «аналогичное подгузнику белье» и т.п. в контексте настоящего описания используются взаимозаменяемо и относятся к одноразовым впитывающим изделиям, которые обычно включают переднюю поясную область и заднюю поясную область, которые при использовании можно соединять разъемным способом около бедер пользователя с помощью обычных застежек, таких как липучки или застежки типа крючок-петля. При использовании изделие располагают между ног пользователя, и застежки скрепляют разъемным способом для присоединения задней поясной области к передней поясной области подгузника, закрепляя таким образом подгузник на поясе пользователя. Передняя поясная область и задняя поясная область соединяются относительно нерастяжимыми или растягивающимися элементами (термин «растягивающийся», используемый в настоящем документе, относится к материалам, которые являются растяжимыми в случае приложения к материалу и оказывают определенное сопротивление удлинению). Следовательно, такие изделия, как правило, выполнены с невозможностью натягиваться вверх или спускаться вниз по бедрам пользователя при скрепленных застежках.
«Распределительный слой», «область распределения», «поверхность распределения» или «материал для распределения» и т.п. в контексте настоящего описания относятся к слою, расположенному над впитывающей сердцевиной, характеризующемуся более быстрым поглощением жидкости и способностью распределения.
«Одноразовые» в контексте настоящего описания используется для описания изделий, которые, как правило, не предназначены для стирки, восстановления иным образом или для повторного использования (т.е. подразумевается, что их выбрасывают после одного использования и, предпочтительно, подвергают вторичной переработке, компостируют или утилизируют иным экологически приемлемым способом).
«Сухое формование» в контексте настоящего описания относится к способу изготовления нетканого полотна из сухого волокна; указанные термины применяются к формированию кардочесаных полотен, а также к воздушному формованию полотен со случайным расположением волокон; полотно из волокон, полученное сухим формованием, в настоящем документе называется «полученное сухим формованием»; полученное сухим формованием полотно, сплетенное одним или несколькими способами для обеспечения целостности ткани, в настоящем документе относится к «полученному сухим формованием нетканому материалу».
«Прочность в сухом состоянии» в контексте настоящего описания относится к прочности соединения, определенной в условиях сухого состояния, непосредственно после сушки в определенных условиях или по истечении периода кондиционирования в стандартной лабораторной атмосфере.
Термин «по существу не содержащий целлюлозы» или «целлюлозные волокна практически отсутствуют» относится к впитывающему изделию, структуре, компоненту и/или элементу сердцевины, содержащему менее 20 масс.% целлюлозных волокон, менее 10% целлюлозных волокон, менее 5% целлюлозных волокон, нулевое количество целлюлозных волокон, или не более, чем незначительное количество целлюлозных волокон, которые не оказывают значительного влияния на их тонкость, гибкость или поглощающую способность.
«Практически нераспущенная целлюлоза» или «практически без распущенной целлюлозы» в контексте настоящего описания относится к впитывающему изделию, структуре, сердцевине, компоненту и/или элементу, содержащему менее 20% по массе распушенной массы, менее 10% распушенной массы, менее 5% распушенной массы, нулевое количество распущенной массы целлюлозы или не более, чем незначительное количество распущенной целлюлозы, которое не оказывает значительного влияния на их тонкость, гибкость или поглощающую способность.
«Ткань» в контексте настоящего описания относится к листовой структуре, изготовленной из волокон, элементарных нитей и/или пряжи.
«Женское гигиеническое белье» в контексте настоящего описания относится к впитывающим гигиеническим изделиям, предназначенным для ношения женщинами с целью поглощения и удержания продуктов выделения организма.
«Волокно» в контексте настоящего описания относится к нитевидной структуре основы, из которой изготавливают нетканые материалы, текстильные нити и текстиль. Оно отличается от частицы наличием длины, по меньшей мере, 4-кратной его ширине; «натуральные волокна» бывают либо животного (шерсть, шелк), растительного (хлопок, лен, джут), либо минерального (асбест) происхождения, тогда как «искусственные волокна» могут быть либо полимерами, синтезированными из химических соединений (сложным полиэстер, полипропилен, нейлон, акриловое волокно и т.д.), либо модифицированными природными полимерами (вискоза, ацетат), либо минеральными веществами (стекло). Термины «волокно» и «элементарная нить» используются взаимозаменяемо.
«Распушенная масса» или «распушенная целлюлоза» в контексте настоящего описания относятся к древесной массе, специально подготовленной для сухого формования. Волокна могут быть натуральными, синтетическими или их комбинацией.
«Передняя область» в контексте настоящего описания относится к участку впитывающего изделия или его части, которая предназначена для размещения вблизи переда пользователя.
«Соприкасающийся с телом слой белья» в контексте настоящего описания относится к элементам каркаса, которые образуют внешнюю поверхность впитывающего изделия, как например внешний слой, боковые панели, застежки на поясе и тому подобное, при наличии таких элементов.
«Термоактивируемый адгезив» в контексте настоящего описания относится к сухому адгезиву, который становится липким или текучим в результате приложения тепла или тепла и давления к сборной конфигурации.
«Термосвариваемый адгезив» в контексте настоящего описания относится к термопластичному адгезиву, которое плавится между прилегающими поверхностями в результате приложения тепла к одной или обеим соседним прилегающим поверхностям.
«Хайлофт» в контексте настоящего описания относится к общему термину для толстых или объемных полотен низкой плотности.
«Термоплавкий адгезив» в контексте настоящего описания относится к твердому материалу, который быстро плавится при нагревании, а затем затвердевает с образованием прочного соединения при охлаждении; используется для почти мгновенного схватывания.
«Гидрофильный» в контексте настоящего описания относится к наличию способности быть смоченным водой или быть впитывающим воду.
«Гидрофобный» в контексте настоящего описания относится к отсутствию способности быть смоченным водой или быть впитывающим воду.
«Иммобилизационный слой» в контексте настоящего описания относится к слою, способному быть нанесенным на впитывающий полимерный материал или область впитывающего полимерного материала с целью сбора, связывания и/или иммобилизации впитывающего материала и/или впитывающего слоя.
«Соединить», «соединенный» и «присоединение» в контексте настоящего описания относятся к охватывающим конфигурациям, в которых элемент прикреплен непосредственно к другому элементу посредством закрепления элемента непосредственно на другом элементе, а также конфигурациям, в которых элемент прикреплен непосредственно к другому элементу посредством закрепления элемента на промежуточной детали или деталях, которая или которые, в свою очередь, прикреплена или прикреплены к другому элементу.
«Вязание» в контексте настоящего описания относится к технологии взаимного сцепления петель волокон при помощм игл или аналогичных устройств.
«Слой» в контексте настоящего описания относится к легко различимым компонентам впитывающего изделия, и любая часть, называемая «слоем», в действительности может включать слоистый материал или комбинацию нескольких листов или полотен из требуемого типа материалов. Используемый в настоящем документе термин «слой» включает термины «слои» и «слоистый». Термин «верхний» относится к слою впитывающего изделия, который находится ближе всего к противолежащему слою пользователя и/или обращен к нему; и наоборот, термин «нижний» относится к слою впитывающего изделия, который находится ближе всего к противолежащему слою белья и/или обращен к нему. «Слой» представляет трехмерную структуру с размерностью ширины по оси х, размерностью длины по оси y и размерностью толщины по оси z или размерами, при этом упомянутые размерности x-y по существу находятся в плоскости изделия, однако следует отметить, что различные детали, слои и структуры впитывающих изделий согласно настоящему изобретению, как правило, могут быть плоскими или могут не быть таковыми, и их можно формовать или профилировать в любой желаемой конфигурации.
«Машинное направление (MD)», «продольный» и т.п., в контексте настоящего описания используются взаимозаменяемо и относятся к направлению, идущему параллельно максимальному линейному размеру структуры, и включают направления в пределах ± 45° от продольного направления.
«Основная поверхность» в контексте настоящего описания относится к термину, используемому для описания поверхностей наибольшей протяженности, как правило, плоского или листовидного структурного элемента и для различения указанных поверхностей от второстепенных поверхностей краев, концов и боковых кромок, т.е. элементе, имеющем длину, ширину и толщину, при этом толщина является наименьшей из трех размерностей, основные поверхности определяют собой поверхности, ограниченные длиной и шириной, и обладающие, таким образом, наибольшей протяженностью.
«Массовый расход» в контексте настоящего описания относится к потоку жидкости из одного впитывающего элемента или компонента в другой впитывающий элемент или компонент под действием потока в канале.
«Механическое связывание» в контексте настоящего описания относится к способу соединения волокон путем их сплетения. Это может быть достигнуто путем иглопробивания, сшивания волокнами или при использовании воздушных или водяных струй высокого давления и т.п.
«Нетканый материал» в контексте настоящего описания относится к изготовленному листу, полотну или холсту из направленно или случайно ориентированных волокон, соединенных за счет трения и/или когезии, и/или адгезии, за исключением бумаги и продуктов, которые являются ткаными, вязаными, ворсовыми, прошитыми нитями, включая связующие нити или элементарные нити, или уваленными при помощи мокрого размола, вне зависимости оттого, были ли они дополнительно обработаны иглой. Волокна могут быть природного или искусственного происхождения, могут представлять собой штапельные или непрерывные элементарные нити или могут формироваться in situ. Имеющиеся в продаже волокна имеют диаметр, находящийся в диапазоне от менее чем примерно 0,001 мм до более чем примерно 0,2 мм, и они поступают в нескольких различных формах: короткие волокна (известные как штапельные или рубленые), непрерывные одиночные волокна (элементарные нити или мононити), некрученые пучки непрерывных элементарных нитей (жгут) и крученые пучки непрерывных элементарных нитей (текстильная нить). Нетканые полотна могут быть сформированы многими способами, такими как распыление расплава, скрепление прядением, прядение из раствора, электропрядение и кардочесание. Масса основы нетканых полотен обычно выражается в граммах на квадратный метр (г/м2).
«Трусы», «трусики, приучающие к горшку», «закрытые подгузники», «предварительно застегиваемые подгузники», «натягиваемые подгузники» и «трусики-подгузники» и т.п. в контексте настоящего описания используются взаимозаменяемо и относятся к впитывающим изделиям, которые надевают на пользователя, как правило, сначала вставляя ноги в соответствующие отверстия для ног, а затем натягивая трусы от ног к поясной области через бедра и ягодицы пользователя, и которые можно натягивать вверх или вниз через бедра пользователя. Как правило, такие изделия могут включать в себя переднюю поясную область и заднюю поясную область, которые могут соединяться вокруг бедер пользователя при помощи неразъемных или разъемных элементов. Трусы могут быть предварительно сформированы с помощью любой подходящей технологии, включая, но без ограничения, соединение вместе участков изделия с использованием застегиваемых и/или незастегиваемых соединений (например, шва, спая, клея, сцепления, кнопки и т.д.). Трусы могут быть предварительно сформированы в любом месте по обхвату изделия (например, застегивая сбоку, впереди на поясе).
«Полимер» в контексте настоящего описания относится к гомополимерам, сополимерам, но без ограничения, таким как, например, блочные, привитые, статистические и чередующиеся сополимеры, терполимерам и т.д., а также их смесям и модификациям. Если не указано иное, термин «полимер» охватывает все возможные пространственные конфигурации молекулы и включает, но без ограничения, изотактическую, синдиотактическую и случайную симметрию.
«Задний» в контексте настоящего описания относится к участку впитывающего изделия или его части, которая предназначена для размещения вблизи спины пользователя.
«Отводящая структура», «область отвода», «отводящая поверхность» или «отводящий материал» и т.п. в контексте настоящего описания используются взаимозаменяемо и относятся к структуре, сообщающейся по текучей среде с впитывающей сердцевиной, характеризующейся более высокой относительной продуктивностью поглощения жидкости и/или скоростью, позволяющей ей быстро впитывать, временно удерживать и отводить жидкости.
«Смола» в контексте настоящего описания относится к твердому или полутвердому полимерному материалу.
«Термоскрепление» в контексте настоящего описания относится к способу соединения волокон за счет использования тепла и/или высокого давления.
«Термопластичный» в контексте настоящего описания относится к полимерным материалам, которые имеют температуру плавления и могут течь или формоваться в желаемые формы в результате применения тепла при температуре плавления или ниже.
«Ультразвуковой» в контексте настоящего описания относится к использованию высокочастотного звука для генерирования локализованного тепла при помощи вибрации, вызывая вследствие этого связывание термопластичных волокон друг с другом.
«Поглощение воды», «абсорбирование жидкости», «абсорбент», «впитывание» и т.п. в контексте настоящего описания используются взаимозаменяемо и относятся к соединениям, материалам, продуктам, которые впитывают по меньшей мере воду, но обычно также и другие водосодержащие текучие среды и обычно другие компоненты продуктов выделения организма, по меньшей мере таких, как моча или кровь.
«Обращенный к пользователю слой» в контексте настоящего описания относится к элементам каркаса, которые образуют внутреннюю поверхность впитывающего изделия, таким как верхний слой, манжеты и боковые панели и т.д., когда такие элементы присутствуют.
«Ткачество» в контексте настоящего описания относится к способу переплетения двух или более наборов текстильных нитей под прямым углом с формированием ткани; полотно из волокон, полученное путем ткачества, в настоящем документе называется «тканым материалом».
«Материал в виде полотна» в контексте настоящего описания относится по существу к материалу, бесконечно простирающемуся в одном направлении, то есть в продольном протяжении или в длину, либо в направлении по оси x в декартовой системе координат относительно материала в виде полотна. Данный термин представляет собой по существу неограниченную последовательность кусков, отрезанных или отделенных иным способом от практически бесконечного материала. Часто, хотя и необязательно, материалы в виде полотна имеют размер в толщину (то есть в направлении z), значительно меньший, чем размер в продольном протяжении (то есть в направлении x). Как правило, ширина материалов в виде полотна (направление y) значительно больше толщины, но меньше длины. Часто, хотя и необязательно, толщина и ширина таких материалов является практически постоянной по длине полотна. Без наложения какого-либо ограничения, такие материалы в виде полотна могут представлять собой материалы из целлюлозных волокон, ткани, тканые или нетканые материалы и т.п. Обычно, хотя и необязательно, материалы в виде полотна поставляют в форме рулонов, на бобинах или в коробках в сложенном состоянии. Затем отдельные поставки могут быть объединены вместе с образованием практически бесконечной структуры. Материал в виде полотна может состоять из нескольких материалов в виде полотна, таких как многослойные нетканые, покрытые тканями, нетканые/пленочные слоистые пластики. Материалы в виде полотна могут содержать другие материалы, такие как добавленный связующий материал, частицы, гидрофилизующие агенты и т.п.
«Прочность на разрыв в мокром состоянии» является мерой способности слоя поглощать энергию, находясь в мокром состоянии и подвергаясь деформации в направлении, перпендикулярном к плоскости полотна.
«Прочность в мокром состоянии» в контексте настоящего описания относится к прочности соединения, определяемой непосредственно после удаления из жидкости, в которую оно было погружено в конкретных условиях времени, температуры и давления. Указанный термин обычно используют в данной области для установления прочности после погружения в воду.
«Влажное формование» в контексте настоящего описания относится к формированию полотна из водной дисперсии волокон путем применения модифицированных технологий изготовления бумаги; полотно из волокон, произведенная методом влажного формования, в настоящем документе называется «полученным влажным формованием».
«Древесная масса» в контексте настоящего описания относится к целлюлозным волокнам, используемым для изготовления вискозного шелка, бумаги и впитывающих сердцевин таких продуктов, как женское гигиеническое белье, детские подгузники и трусики, а также белье для взрослых, страдающих недержанием.
«Размерность х-y» в контексте настоящего описания относится к плоскости, перпендикулярной к толщине изделия, структуры или элемента. Размерности x и y, как правило, соответствуют ширине и длине, соответственно, изделия, структуры или элемента.
«Размерность z» в контексте настоящего описания относится к размерности, перпендикулярной длине и ширине изделия, структуры или элемента. Размерность z соответствует, как правило, толщине изделия, структуры или элемента.
Если не указано иного, все термины, используемые при раскрытии изобретения, включая технические и научные термины, имеют значение в обычном понимании специалиста в области, к которой принадлежит это изобретение. При помощи дополнительных рекомендаций включены определения терминов для лучшего понимания идеи настоящего изобретения.
Одинаковые или подобные признаки и компоненты обозначены одинаковыми ссылочными позициями на всех фигурах.
На фигурах 1A и 1B показан иллюстративный вариант осуществления впитывающего изделия, в данном случае подгузника. На фигуре 1A показано поперечное сечение впитывающего изделия, а на фигуре 1B показано впитывающее изделие в его плоском, несжатом состоянии, со стороны пользователя, обращенной к наблюдателю. Квалифицированному специалисту будет понятно, что впитывающее изделие также может представлять собой трусики или белье для взрослых, страдающим недержанием, или т.п. Впитывающее изделие содержит проницаемый для жидкости внутренний слой 100, непроницаемый для жидкости внешний слой 200 и впитывающую сердцевину 300, расположенную между проницаемым для жидкости внутренним слоем 100 и непроницаемым для жидкости внешним слоем 200. В возможном варианте осуществления впитывающее изделие может дополнительно содержать адгезив между впитывающей сердцевиной 300 и проницаемым для жидкости внутренним слоем 100. Впитывающее изделие имеет первый и второй продольный край 103, 104, а также первый и второй поперечный край 101, 102. Впитывающая сердцевина 300 содержит нижний оберточный лист 320 сердцевины, впитывающий материал 330 и структуру 310 управления жидкостью. Впитывающий материал 330 расположен непосредственно между нижним оберточным листом 320 сердцевины и структурой 310 управления жидкостью. Верхний оберточный лист сердцевины предшествующего уровня техники отсутствует. В проиллюстрированном варианте осуществления структура 310 управления жидкостью имеет поверхность S1, которая покрывает всю верхнюю поверхность S0 впитывающего материала 330, которая может соответствовать верхней поверхности впитывающей сердцевины 300. Таким образом, структура управления жидкостью может выполнять задачу физического удерживания впитывающего материала 330 на месте, и эта задача во впитывающих изделиях предшествующего уровня техники выполняется с помощью специального верхнего оберточного листа сердцевины. В дополнение к этой функциональности, структура 310 управления жидкостью выполняет задачу приема и/или распределения жидкости, которая проходит через проницаемый для жидкости внутренний слой 100 к впитывающему материалу 330. Структура 310 управления жидкостью содержит по меньшей мере одну канальную часть, в частности, соединительную часть 311, которая прикреплена к нижнему оберточному листу 320 сердцевины, образуя по меньшей мере одну канальную зону, в частности, зону 313 прикрепления. Канальная зона 313 проходит от области промежности в направлении первого и второго поперечного края 101, 102. После смачивания впитывающего материала 330 в канальной зоне 313 создается канал. Таким образом, жидкость может эффективно распределяться по впитывающему материалу 330. Путем обеспечения структуры 310 управления жидкостью таким образом, что впитывающий материал 330 располагается непосредственно между нижним оберточным листом 320 сердцевины и структурой 310 управления жидкостью, может быть исключен специальный верхний оберточный лист сердцевины, как показано во впитывающих изделиях предшествующего уровня техники. Это позволяет уменьшить количество исходного материала для изготовления впитывающего изделия. В результате снижаются производственные затраты. В то же время, обеспечивая структуру 310 распределения жидкости с описанными выше функциональными возможностями, получают впитывающее изделие с хорошим распределением жидкости и поглощающей способностью.
Предпочтительно структура 310 управления жидкостью расположена непосредственно между впитывающим материалом 330 и проницаемым для жидкости внутренним слоем 100. В таком варианте осуществления только структура 310 управления жидкостью присутствует между внутренним слоем и впитывающим материалом. В альтернативных вариантах осуществления между впитывающим материалом 330 и проницаемым для жидкости внутренним слоем 100 может присутствовать адгезив, например, между внутренним слоем 100 и структурой 310 управления жидкостью.
Проиллюстрированная структура 310 управления жидкостью предпочтительно по существу не содержит нетканого материала спанбонда. Более предпочтительно, структура 310 управления жидкостью по существу не содержит нетканого материала спанбонда с плотностью или базовой массой меньше, чем 15 г/м2. Считается, что эти материалы обладают слабыми способностями принимать и/или распределять жидкость. В предпочтительных вариантах осуществления структура 310 управления жидкостью имеет плотность по меньшей мере 15 г/м2, предпочтительно по меньшей мере 17 г/м2, более предпочтительно по меньшей мере 19 г/м2, наиболее предпочтительно по меньшей мере 20 г/м2. Предпочтительными являются кардочесанные нетканые материалы с плотностью по меньшей мере 15 г/м2. В качестве альтернативы или в дополнение, структура 310 управления жидкостью может содержать нетканый материал, полученный аэродинамическим способом из расплава, и/или нетканый материал спанбонд с плотностью по меньшей мере 15 г/м2. Это может способствовать способностям впитывающего изделия принимать и/или распредеять жидкость. Кроме того, структура 310 управления жидкостью может быть изготовлена из одной подложки, материала или нетканого материала, или может содержать две или более подложек, материалов или нетканых материалов. Предпочтительно структура 310 управления жидкостью находится в контакте с частью поверхности впитывающего материала 330. Это улучшает переход и распределение жидкости между структурой 310 управления жидкостью и впитывающим материалом.
Структура 310 управления жидкостью может содержать принимающий слой. В дополнение или альтернативно, структура 310 управления жидкостью может содержать распределительный слой. Принимающий слой может содержать нетканый материал, представляющий собой кардочесанный нетканый материал или нетканый материал спанбонд с плотностью по меньшей мере 15 г/м2. Принимающий слой может содержать комбинацию синтетических и целлюлозных волокон, которые соединены вместе с образованием материала High Loft. Квалифицированному специалисту известны альтернативные принимающие слои.
Распределительный слой может содержать сшитые целлюлозные волокна, которые могут быть скручеными, завитыми и/или извитыми. Квалифицированному специалисту известны альтернативные распределительные слои. В иллюстративном варианте осуществления структура 310 управления жидкостями содержит текстильную структуру, в которую добавлены супервпитывающие частицы, предпочтительно гомогенным образом. Другими словами, структура управления жидкостью может содержать структуру High Loft, пропитанную супервпитывающими частицами. Структура 310 управления жидкостью может быть соединена со впитывающим материалом 330 посредством склеивания, ультразвукового соединения, термического соединения и т.п. В альтернативном варианте осуществления дополнительное соединение между структурой 310 управления жидкостью и впитывающим материалом 330 не выполняется.
На виде сверху впитывающей сердцевины 300, как показано на фигуре 1B, структура 310 управления жидкостью имеет общую площадь поверхности S1, а впитывающая сердцевина 300, содержащая впитывающий материал 330, имеет площадь поверхности S0, определяемую площадью, покрытой впитывающим материалом 330 и площадью зоны 313 прикрепления. В проиллюстрированном варианте осуществления S1 по существу равно S0, таким образом, что структура 310 управления жидкостью проходит по всей верхней поверхности впитывающей сердцевины 300. Однако в альтернативных вариантах осуществления S1 может быть меньше S0, как будет описано ниже в этом описании. Путем обеспечения структуры 310 управления жидкостью, имеющей общую площадь поверхности S1, которая меньше, чем S0, количество сырьевого материала, используемого для изготовления впитывающего изделия, может быть уменьшено еще больше. В альтернативных вариантах осуществления S1 может быть больше, чем S0.
Зона 313 прикрепления имеет центральную линию CL, которая является прямой линией. В других вариантах осуществления центральная линия CL может быть кривой, ломаной линией или любой другой формой. Центральная линия CL определяется как линия, которая находится на одинаковом расстоянии от противоположных краев зоны 313 прикрепления и которая предпочтительно проходит в направлении длины зоны 313 прикрепления. Зона 313 прикрепления проходит от области промежности в направлении первого и второго поперечного края 101, 102 впитывающего изделия, что обеспечивает лучшее распределение жидкости между областью промежности и передней/задней частью впитывающего изделия. В других вариантах осуществления по меньшей мере одна зона 313 прикрепления может проходить в направлении от первого продольного края 103 ко второму продольному краю 104 впитывающего изделия, тем самым обеспечивая лучшее распределение жидкости между левой и правой частями впитывающего изделия. В дополнительном варианте осуществления также возможно, чтобы по меньшей мере одна зона 313 прикрепления проходила под небольшим углом по отношению к продольному направлению впитывающей сердцевины 300, например, под уголом между 5 и 10°. Предпочтительно по меньшей мере одна зона 313 прикрепления расположена симметрично относительно продольной центральной линии впитывающей сердцевины 300. Контур зоны 313 прикрепления примыкает к впитывающему материалу, который может содержать распушенную целлюлозу и/или супервпитывающие частицы. Длина зоны 313 прикрепления больше, чем 10% длины впитывающей сердцевины 300, более предпочтительно больше, чем 30%, еще более предпочтительно больше, чем 50%, что обеспечивает лучшее распределение жидкости по большей площади впитывающей сердцевины. 300. Зона 313 прикрепления может являться зоной постоянного прикрепления, которая остается прикрепленной при смачивании, позволяя каналу распределять жидкость во время последовательных попаданий жидкости.
Структура 310 управления жидкостью может иметь по существу прямоугольную форму. В различных вариантах осуществления структура 310 управления жидкостью может иметь продольный размер, который находится в диапазоне от 50% до практически 100% длины впитывающей сердцевины 300, и поперечный размер, который находится в диапазоне от 50% до практически 100% ширины впитывающей сердцевина 300. В проиллюстрированном варианте осуществления на фигуре 1В продольный размер и поперечный размер структуры 310 управления жидкостью составляют по существу 100% длины и ширины впитывающей сердцевины 300, соответственно. Задний и/или передний край структуры 310 управления жидкостью может быть прикреплен к соответствующему заднему и переднему краю нижнего оберточного листа 320 сердцевины, соответственно, для обеспечения стабильной и интегрированной структуры впитывающей сердцевины 300, при этом использование материала уменьшается. В качестве альтернативы или в дополнение, левый боковой и/или правый боковой край структуры 310 управления жидкостью может быть прикреплен к соответствующему левому боковому и правому боковому краю нижнего оберточного листа 320 сердцевины, соответственно.
Предпочтительно прикрепление между структурой 310 управления жидкостью и нижним оберточным листом 320 сердцевины является постоянным прикреплением, и впитывающая сердцевина 300 выполнена таким образом, что в смоченном состоянии впитывающей сердцевины 300 впитывающий материал 330 может частично проходить над дном канала. В качестве альтернативы, прикрепление между структурой 310 управления жидкостью и нижним оберточным листом 320 сердцевины может являться полупостоянным прикреплением, выполненным с возможностью отведения после контакта с мочой в течение заданного периода времени, и заданный период времени предпочтительно составляет меньше 30 секунд.
Зона 313 прикрепления обеспечивается посредством непрерывных прикреплений в продольном направлении впитывающей сердцевины 300 на фигурах 1A и 1B. Однако для специалиста ясно, что в возможном варианте осуществления зона прикрепления может быть обеспечена посредством непрерывных прикреплений в поперечном направлении впитывающей сердцевины 300 и/или прерывистых прикреплений в поперечном направлении впитывающей сердцевины 300, и/или прерывистых прикреплений в продольном направлении впитывающей сердцевины 300. В одном варианте осуществления по меньшей мере одна зона 313 прикрепления сформирована путем термической сварки по меньшей мере одной части структуры 310 управления жидкостью к нижнему оберточному листу 320 сердцевины. В качестве альтернативы или в дополнение, по меньшей мере одна зона 313 прикрепления может быть сформирована посредством любого из следующих действий или их комбинации: соединение под давлением, термическое соединение, ультразвуковое соединение, химическое соединение, адгезивное средство, механическое соединение.
В дополнительном варианте осуществления канал, созданный зоной 313 прикрепления, может быть обозначен цветом и/или рисунком, который отличается от цвета и/или рисунка внутреннего слоя 100 и/или внешнего слоя 200. Более конкретно, область канала может содержать печатный рисунок, позволяющий пользователю визуально различать по меньшей мере один канал. Этот печатный рисунок может быть расположен на внутреннем слое 100, на структуре 310 управления жидкостью, на нижнем оберточном листе 320 сердцевины, на внешнем слое 200 или на любом слое между внутренним слоем 100 и внешним слоем 200, при условии, что он виден для пользователя. Поскольку слои могут быть частично прозрачными, печатный рисунок может быть расположен на слое между внутренним слоем 100 и внешним слоем 200, при условии, что он виден через внутренний слой 100 и/или внешний слой 200. Предпочтительно, чтобы печатный рисунок был виден при взгляде на внутренний слой 100 впитывающего изделия.
На фигуре 2 показано поперечное сечение впитывающего изделия согласно варианту осуществления, который аналогичен варианту осуществления, показанному на фигурах 1А и 1В. Однако, в то время как в варианте осуществления, показанном на фигурах 1A и 1B, соединительная часть 311 структуры 310 управления жидкостью прикреплена к нижнему оберточному листу 320 сердцевины в нижней части впитывающей сердцевины 300, в варианте осуществления, показанном на фигуре 2, соединительная часть 311 структуры 310 управления жидкостью прикреплена к нижнему оберточному листу 320 сердцевины в месте, которое находится посередине впитывающей сердцевины 300. Другими словами, зона 313 прикрепления на фигуре 1А расположена рядом с внешним слоем 200, в нижней части впитывающей сердцевины 300, тогда как зона 313 прикрепления на фигуре 2 расположена дальше от внешнего слоя 200, в середине толщины абсорбирующей сердцевины 300. Таким образом, между внешним слоем 200 и впитывающей сердцевиной 300 могут быть созданы воздушные каналы в месте расположения зоны 313 прикрепления. Специалисту ясно, что прикрепление части 311 структуры 310 управления жидкостью к нижнему оберточному листу 320 сердцевины может располагаться в любом месте по толщине впитывающей сердцевины 300. Предпочтительно, чтобы по меньшей мере в одной зоне 313 прикрепления по существу отсутствовал впитывающий материала 330 между структурой 310 распределения жидкости и нижним оберточным листом 320 сердцевины.
На фигурах 3A и 3B показан иллюстративный вариант осуществления впитывающего изделия, в данном случае подгузника. На фигуре 3A показано поперечное сечение впитывающего изделия, и на фигуре 3B впитывающее изделие показано в его плоском, несжатом состоянии со стороны пользователя, обращенной к наблюдателю. В то время как варианты осуществления впитывающих изделий согласно предыдущим фигурам содержат одну структуру 310 управления жидкостью с одной соединительной частью 311 и одной соответствующей зоной 313 прикрепления, вариант осуществления согласно фигурам 3A и 3B иллюстрирует одну структуру 310 управления жидкостью, содержащую две соединительные части 311a, 311b, которые прикреплены к нижнему оберточному листу 320 сердцевины с образованием двух соответствующих зон 313а, 313b прикрепления. В частности, на фигуре 3A показано впитывающее изделие, содержащее проницаемый для жидкости внутренний слой 100, непроницаемый для жидкости внешний слой 200 и впитывающую сердцевину 300, расположенную между проницаемым для жидкости внутренним слоем 100 и непроницаемым для жидкости внешним слоем 200. Как показано на фигуре 3B, впитывающее изделие имеет первый и второй продольный край 103, 104, а также первый и второй поперечный край 101, 102. Впитывающая сердцевина 300 содержит нижний оберточный лист 320 сердцевины, впитывающий материал 330 и структуру 310 управления жидкостью. Впитывающий материал 330 расположен непосредственно между нижним оберточным листом 320 сердцевины и структурой 310 управления жидкостью. Площадь поверхности S1 структуры 310 управления жидкостью покрывает по существу всю верхнюю область поверхности S0 впитывающего материала 330. Структура 310 управления жидкостью содержит две соединительные части 311a, 311b, которые прикреплены к нижнему оберточному листу 320 сердцевины, образуя две соответствующие зоны 313a, 313b прикрепления. В проиллюстрированном варианте осуществления две зоны 313a, 313b прикрепления проходят рядом друг с другом от области промежности в направлении первого и второго поперечного края 101, 102. Специалисту ясно, что может быть предусмотрено более двух зон прикрепления и что ориентация, форма и/или размеры одной, двух или более зон крепления могут изменяться. В дополнительном варианте осуществления первая и вторая зоны 313a, 313b прикрепления соединены через по меньшей мере одну дополнительную зону прикрепления (не показана), которая предпочтительно проходит по существу в поперечном направлении. Предпочтительно по меньшей мере одна дополнительная зона прикрепления (не показана) является полупостоянной зоной прикрепления.
На фигуре 4 показано поперечное сечение впитывающего изделия согласно варианту осуществления, который аналогичен варианту осуществления, показанному на фигурах 1A и 1B. В варианте осуществления, показанном на фигурах 1A и 1B, нижний оберточный лист 320 сердцевины является по существу плоским и покрывает нижнюю часть впитывающей сердцевины 300, тогда как структура 310 управления жидкостью покрывает верхнюю часть впитывающей сердцевины 300, а также ее боковые части, таким образом, что структура 310 управления жидкостью и нижний оберточный лист 320 сердцевины заключают впитывающую сердцевину 300. В варианте осуществления, показанном на фигуре 2, структура 310 управления жидкостью покрывает верхнюю часть впитывающей сердцевины 300, тогда как нижний оберточный лист 320 сердцевины покрывает нижнюю часть впитывающей сердцевины, а также ее боковые части, таким образом, что структура 310 управления жидкостью и нижний оберточный лист 320 сердцевины заключают впитывающую сердцевину 300. Кроме того, структура 310 управления жидкостью частично перекрывается с нижним оберточным листом 320 сердцевины на боковых краях верхней части впитывающей сердцевины 300.
На фигурах 5A и 5B показан иллюстративный вариант осуществления впитывающего изделия, в данном случае подгузника. На фигуре 5A показано поперечное сечение впитывающего изделия, и на фигуре 5B показано впитывающее изделие в его плоском, несжатом состоянии со стороны пользователя, обращенной к наблюдателю. Впитывающее изделие содержит проницаемый для жидкости внутренний слой 100, непроницаемый для жидкости внешний слой 200 и впитывающую сердцевину 300, расположенную между проницаемым для жидкости внутренним слоем 100 и непроницаемым для жидкости внешним слоем 200. Впитывающее изделие имеет первый и второй продольный край 103, 104, и первый и второй поперечный край 101, 102.
Впитывающая сердцевина 300 содержит структуру 310 управления жидкостью, нижний оберточный лист 320 сердцевины и впитывающий материал 330, расположенный частично между структурой 310 управления жидкостью и нижним оберточным листом 320 сердцевины. Структура 310 управления жидкостью содержит соединительную часть 311, которая прикреплена к нижнему оберточному листу 320 сердцевины, образуя зону 313 прикрепления. Структура 310 управления жидкостью дополнительно содержит краевые части 316, 317, покрывающие часть впитывающего материала 330. Каждая краевая часть 316, 317 имеет свободный край 316', 317', при этом свободные края 316', 317' не соединены с нижним оберточным листом 320 сердцевины. Первая краевая часть 316 и вторая краевая часть 317 расположены на противоположных сторонах участка прикрепления 311. Таким образом, первая краевая часть 316 и вторая краевая часть 317 обеспечивают стабильную структурную основу для формирования зоны 313 прикрепления и соответствующего канала. При смачивании впитывающей сердцевины впитывающий материал 330 набухает таким образом, что первая краевая часть 316 и вторая краевая часть 317 образуют перемычки, ограничивающие канал для направления жидкости. Часть впитывающего материала 330 не покрывается структурой 310 управления жидкостью. В возможном варианте осуществления структура 310 управления жидкостью может быть прикреплена к проницаемому для жидкости внутреннему слою 100, например, с помощью адгезивного средства. Зона 313 прикрепления проходит от области промежности CR в направлении первого и второго поперечных краев 101, 102. При смачивании впитывающего материала 330 в указанной зоне прикрепления 313 создается канал. Впитывающий материал 330 может набухать при смачивании, и краевые части 316, 317 могут препятствовать попаданию впитывающего материала 330 в зону 313 прикрепления и способствовать образованию перемычек, ограничивающих канал при смачивании. Этот вариант осуществления позволяет уменьшить количество сырья для изготовления структуры 310 управления жидкостью, и в результате затраты на производства могут быть уменьшены. Между тем, все еще может быть получено впитывающее изделие с хорошим распределением жидкости и поглощающей способностью.
На виде сверху впитывающей сердцевины 300 структура 310 управления жидкостью имеет общую площадь поверхности S1, и впитывающая сердцевина 300 имеет площадь поверхности S0, определяемую площадью, покрытой впитывающим материалом 330, и площадью по меньшей мере одной зоны 313 прикрепления. S1 меньше, чем 90% S0, предпочтительно S1 меньше, чем 80% S0, более предпочтительно S1 меньше, чем 70% S0, еще более предпочтительно S1 меньше, чем 60% S0, даже более предпочтительно S1 меньше, чем 50% S0, наиболее предпочтительно S1 меньше, чем 40% S0.
Зона 313 прикрепления имеет центральную линию CL, которая является прямой линией. В других вариантах осуществления центральная линия CL может быть кривой, ломаной линией или любой другой формой. Центральная линия представляет собой линию, которая находится на одинаковом расстоянии от противоположных краев зоны 313 прикрепления, и которая предпочтительно проходит в направлении длины зоны 313 прикрепления. Зона 313 прикрепления проходит от области промежности в направлении первого и второго поперечного края 101, 102 впитывающего изделия, что обеспечивает лучшее распределение жидкости между областью промежности и передней/задней частью впитывающего изделия. В других вариантах осуществления по меньшей мере одна зона 313 прикрепления может проходить в направлении от первого продольного края 103 ко второму продольному краю 104 впитывающего изделия, что обеспечивает лучшее распределение жидкости между левой и правой частями впитывающего изделия. Однако также возможно, чтобы по меньшей мере одна зона 313 прикрепления проходила под небольшим углом по отношению к продольному направлению впитывающей сердцевины 300, например, углом между 5 и 10°. Предпочтительно, по меньшей мере одна зона 313 прикрепления располагается симметрично относительно продольной центральной линии впитывающей сердцевины 300. Контур зоны 313 прикрепления примыкает к впитывающему материалу, который может содержать распущенную целлюлозу и/или супервпитывающие частицы. Длина зоны 313 прикрепления больше, чем 10% длины впитывающей сердцевины 300, более предпочтительно больше, чем 30%, еще более предпочтительно больше, чем 50%, что позволяет лучше распределять жидкость по большей площади впитывающей сердцевины 300. Зона 313 прикрепления может представлять собой зону постоянного прикрепления, которая остается прикрепленной при смачивании, позволяя каналу распределять жидкость во время последовательных попаданий жидкости.
Структура 310 управления жидкостью имеет по существу прямоугольную форму. Структура 310 управления жидкостью имеет продольный размер, который составляет по существу 100% длины впитывающей сердцевины 300, и поперечный размер, который составляет около 60% ширины впитывающей сердцевины 300. В этом варианте осуществления задний и передний край структуры 310 управления жидкостью может быть прикреплен к заднему и переднему краю нижнего оберточного листа 320 сердцевины, соответственно, чтобы обеспечить стабильную и интегрированную структуру впитывающей сердцевины 300, при этом использование материала может быть еще уменьшено. Для специалиста ясно, что отношение продольного размера структуры 310 управления жидкостью к длине впитывающей сердцевины 300 может изменяться. Кроме того, для специалиста ясно, что отношение поперечного размера структуры 310 управления жидкостью к ширине абсорбирующей сердцевины 300 может изменяться. В различных вариантах осуществления структура 310 управления жидкостью может иметь продольный размер, который находится в диапазоне от 50% до практически 100% длины впитывающей сердцевины 300, и/или поперечный размер, который находится в диапазоне от 50% до практически 100% ширины впитывающей сердцевины 300.
В других вариантах осуществления поперечный размер структуры 310 управления жидкостью и/или поперечный размер нижнего оберточного листа 320 сердцевины и ширина впитывающей сердцевины 300 могут отличаться в пределах ± 10%, предпочтительно являются практически одинаковыми, что обеспечивает возможность прикрепления между структурой 310 управления жидкостью и нижним оберточным листом 320 сердцевины с помощью продольных краев впитывающей сердцевины 300.
Предпочтительно по меньшей мере одно прикрепление между структурой 310 управления жидкостью и нижним оберточным листом 320 сердцевины может являться постоянным прикреплением, при этом впитывающая сердцевина 300 выполнена таким образом, что в смоченном состоянии впитывающей сердцевины 300 впитывающий материал 330 может частично расширяться над дном канала, образованного прикреплением. В качестве альтернативы, прикрепление между структурой 310 управления жидкостью и нижним оберточным листом 320 сердцевины может являться полупостоянным прикреплением, выполненным с возможностью отведения после контакта с мочой в течение заданного периода времени, и заданный период времени предпочтительно составляет менее 30 секунд.
Зона 313 прикрепления обеспечивается посредством непрерывных прикреплений в продольном направлении впитывающей сердцевины на фигуре 5A и 5B. Специалисту ясно, что в возможном варианте осуществления зона прикрепления или любая дополнительная зона прикрепления может быть обеспечена посредством непрерывных прикреплений в поперечном направлении впитывающей сердцевины и/или прерывистых прикреплений в поперечном направлении впитывающей сердцевины, и/или прерывистых прикреплений в продольном направлении впитывающей сердцевины.
Проиллюстрированная структура 310 управления жидкостью предпочтительно по существу не содержит нетканого материала спанбонда. Более предпочтительно структура 310 управления жидкостью по существу не содержит нетканого материала спанбонда с плотностью или базовой массой менее 15 г/м2. Считается, что эти материалы обладают слабыми способностями принимать и/или распределять жидкость по сравнению с неткаными материалами с более высокой плотностью. В предпочтительных вариантах осуществления структура 310 управления жидкостью имеет плотность по меньшей мере 15 г/м2, предпочтительно по меньшей мере 17 г/м2, более предпочтительно по меньшей мере 19 г/м2, наиболее предпочтительно по меньшей мере 20 г/м2. Предпочтительными являются кардочесанные нетканые материалы с плотностью по меньшей мере 15 г/м2. В качестве альтернативы или в дополнение, структура 310 управления жидкостью может содержать нетканый материал, полученный аэродинамическим способом из расплава, и/или нетканый материал спанбонд с плотностью по меньшей мере 15 г/м2. Это может способствовать способностям впитывающего изделия принимать и/или распредеять жидкость. Кроме того, структура 310 управления жидкостью может быть изготовлена из одной подложки, материала или нетканого материала, или может содержать две или более подложек, материалов или нетканых материалов. Предпочтительно структура 310 управления жидкостью находится в контакте с частью поверхности впитывающего материала 330. Это улучшает переход и распределение жидкости между структурой 310 управления жидкостью и впитывающим материалом.
Фигуры 6A, 6B, 6C и 6D представляют собой виды сверху иллюстративных вариантов осуществления впитывающего изделия, при этом на фигурах 6A и 6C показаны варианты осуществления, содержащие одну структуру 310 управления жидкостью, имеющую две зоны 313a, 313b прикрепления, и фигуры 6B и 6D иллюстрируют варианты осуществления, содержащие две структуры 310a, 310b управления жидкостью, при этом каждая структура 310a, 310b управления жидкостью имеет одну соответствующую зону 313a, 313b прикрепления.
Вариант осуществления, показанный на фигуре 6A, соответствует варианту осуществления, описанному ранее со ссылкой на фигуры 3A и 3B. На фигуре 6А показаны краевые части 316 и 317 структуры 310 управления жидкостью, у которых нет свободных краев. Поскольку структура 310 управления жидкостью имеет аналогичные размеры по сравнению с впитывающей сердцевиной 300, в частности, поскольку S1 по существу равно S0, структура 310 управления жидкостью может быть соединена с нижним оберточным листом 320 сердцевины на продольных краях краевых частей 316 и 317.
На фигуре 6C общая площадь поверхности S1 структуры 310 управления жидкостью меньше, чем площадь поверхности S0 впитывающей сердцевины 300. В частности, общая площадь поверхности S1 структуры 310 управления жидкостью меньше, чем 90% площади поверхности S0 впитывающей сердцевины 300. На фигуре 6С можно видеть, что краевые части 316 и 317 имеют свободные края 316' и 317', соответственно, в продольном направлении впитывающей сердцевины.
На фигуре 6B проиллюстрирован вариант осуществления, содержащий две структуры 310a, 310b управления жидкостью, при этом каждая структура 310a, 310b управления жидкостью имеет одну соответствующую зону 313a, 313b прикрепления и две краевые части 316a, 317a, 316b, 317b с соответствующими свободными краями 316a’, 317a’, 316b’, 317b’. На виде сверху впитывающей сердцевины 300 первая структура 310a управления жидкостью имеет общую площадь поверхности S1a, вторая структура 310b управления жидкостью имеет общую площадь поверхности S1b, и впитывающая сердцевина 300 имеет площадь поверхности S0, определяемую площадью, покрытой впитывающим материалом 330 и площадью зон 313а, 313b прикрепления. S1a и S1b могут быть схожими, предпочтительно практически одинаковыми, и S1a + S1b составляет меньше, чем 90% S0, предпочтительно 80% S0, более предпочтительно 70% S0 и наиболее предпочтительно 60% S0. Расстояние между первой структурой 310a управления жидкостью и второй структурой 310b управления жидкостью может составлять по меньшей мере 5% ширины впитывающей сердцевины 300.
На фигуре 6D показан вариант осуществления, содержащий две структуры 310a, 310b управления жидкостью, при этом каждая структура 310a, 310b управления жидкостью имеет одну соответствующую зону 313a, 313b прикрепления и две краевые части 316a, 317a, 316b, 317b, при этом краевые части 317a, 316b имеют соответствующие свободные края 317a’, 316b’, и краевые части 316a, 317b имеют соответствующие продольные края, которые могут быть соединены с нижним оберточным листом 320 сердцевины. На виде сверху впитывающей сердцевины 300 первая структура 310a управления жидкостью имеет общую площадь поверхности S1a, вторая структура 310b управления жидкостью имеет общую площадь поверхности S1b, и впитывающая сердцевина 300 имеет площадь поверхности S0, определяемую площадью, покрытой впитывающим материалом 330, и площадью зон 313а, 313b прикрепления. S1a и S1b могут быть схожими, предпочтительно практически одинаковыми, и S1a + S1b составляет менее, чем 90% S0, предпочтительно 80% S0, более предпочтительно 70% S0 и наиболее предпочтительно 60% S0. Расстояние между структурой 310a управления жидкостью и второй структурой 310b управления жидкостью может составлять по меньшей мере 5% ширины впитывающей сердцевины 300.
Для специалиста ясно, что соображения, сделанные выше относительно того, что поперечный размер структуры 310, 310a, 310b управления жидкостью меньше, чем ширина, или чем процент ширины, впитывающей сердцевины 300, можно альтернативно или дополнительно применять к продольному размеру структуры 310, 310a, 310b управления жидкостью, который меньше, чем длина, или чем процент длины впитывающей сердцевины 300, mutatis mutandis. Кроме того, для специалиста ясно, что в качестве альтернативы или в дополнение к тому, что несколько структур 310a, 310b управления жидкостью расположены рядом друг с другом с поперечным расстоянием между ними, несколько структур управления жидкостью могут быть расположены спереди или позади друг друга с продольным расстоянием между ними.
На фигуре 7 показано иллюстративное впитывающее изделие в его плоском, несжатом состоянии со стороной пользователя, обращенной к зрителю. Специалисту понятно, что впитывающее изделие также может представлять собой трусы, белье для взрослых, страдающих недержанием, или т.п. Впитывающее изделие содержит проницаемый для жидкости внутренний слой, непроницаемый для жидкости внешний слой и впитывающую сердцевину 300, расположенную между внутренним слоем и внешним слоем. Впитывающая сердцевина 300 содержит впитывающий материал 330 между структурой 310 управления жидкостью и нижним оберточным листом 320 сердцевины. Впитывающее изделие имеет первый и второй продольный край 103, 104, и первый и второй поперечный край 101, 102.
Впитывающая сердцевина 300 снабжена множеством зон 313a, 313b, 313c, 313d прикрепления, содержащая по меньшей мере первую зону 313a прикрепления и вторую зону 313b прикрепления. Первая и вторая зоны прикрепления проходят рядом друг с другом от области промежности CR в направлении первого и/или второго поперечного края 101, 102. В первой и второй зонах 313a, 313b прикрепления структура 310 управления жидкостью прикреплена к нижней обертке 320 сердцевины
- вдоль прикрепления, которое проходит, если смотреть в поперечном направлении впитывающей сердцевины, на поперечное расстояние, которое составляет по меньшей мере 1 мм, предпочтительно по меньшей мере 2 мм, более предпочтительно по меньшей мере 3 мм, наиболее предпочтительно по меньшей мере 4 мм; и/или
- вдоль прерывистого прикрепления во множестве мест на расстоянии друг от друга, если смотреть в поперечном направлении впитывающей сердцевины. Таким образом, при смачивании впитывающего материала в указанной первой и второй зоне 313a, 313b прикрепления создаются первый и второй каналы, соответственно.
Первая зона 313a прикрепления и вторая зона 313b прикрепления по существу параллельны и проходят в продольном направлении впитывающей сердцевины 300. Однако также возможно, что первая и вторая зоны 313a, 313b прикрепления проходят под небольшим углом относительно продольного направления впитывающей сердцевины 300, например, под углом между 5 и 10°. Например, первая и вторая зоны 313a, 313b прикрепления могут немного расходиться снаружи в направлении второго поперечного края 102. Предпочтительно первая зона 313a прикрепления и вторая зона 313b прикрепления расположены симметрично относительно продольной центральной линии CL впитывающей сердцевины 300.
Впитывающее изделие дополнительно снабжено третьей и четвертой зонами 313c, 313d прикрепления, расположенными на расстоянии друг от друга. Третья и четвертая зоны 313c, 313d прикрепления, каждая, проходят от области промежности в направлении первого поперечного края 101. Расстояние между первой и второй зонами 313a, 313b прикрепления может отличаться от расстояния между третьей и четвертой зонами 313c, 313d прикрепления.
Третья зона 313c прикрепления и четвертая зона 313d прикрепления по существу параллельны и проходят в продольном направлении впитывающей сердцевины 300. Однако также возможно, что третья и четвертая зоны 313c, 313d прикрепления проходят под небольшим углом относительно продольного направления впитывающей сердцевины 300, например, под углом между 5 и 10°. Например, третья и четвертая зоны 313c, 313d прикрепления могут немного расходиться снаружи в направлении первого поперечного края 101. Предпочтительно третья зона 313c прикрепления и четвертая зона 313d прикрепления расположены симметрично относительно продольной центральной линии CL впитывающей сердцевины 300.
В варианте осуществления, показанном на фигуре 7, предусмотрена только одна структура 310 управления жидкостью, которая содержит четыре зоны 313a, 313b, 313c, 313d прикрепления и не содержит свободных краев. Другими словами, если смотреть сверху на впитывающую сердцевину, структура управления жидкостью имеет общую площадь поверхности S1, которая по существу равна S0, которая представляет собой площадь поверхности впитывающей сердцевины, определяемой площадью, покрытой впитывающим материалом, и площадью четырех зон 313a, 313b, 313c, 313d крепления. Однако для специалиста ясно, что подобный рисунок зон 313a, 313b, 313c, 313d прикрепления может быть обеспечен 1, 2, 3 или 4 отдельными структурами управления жидкостью, при этом каждая структура управления жидкостью может не иметь, иметь 1, 2, 3 или 4 свободных края, при этом общая суммарная площадь поверхности S1 структуры (структур) управления жидкостью составляет меньше, чем 90% от S0 (см. фигуры 6A-6D).
В варианте осуществления, показанном на фигуре 8, впитывающая сердцевина 300 содержит структуру 310 управления жидкостью, нижний оберточный лист 320 сердцевины (не показан) и впитывающий материал 330, расположенный между структурой 310 управления жидкостью и нижним оберточным листом 320 сердцевины. Структура 310 управления жидкостью содержит первую соединительную часть, которая прикреплена к нижнему оберточному листу 320 сердцевины, образуя первую зону 313а прикрепления. Структура 310 управления жидкостью содержит вторую соединительную часть, которая прикреплена к нижнему оберточному листу 320 сердцевины, образуя вторую зону 313b прикрепления. Первая зона 313a прикрепления и вторая зона 313b прикрепления расходятся от области промежности в направлении переднего и заднего поперечных краев впитывающего изделия. Центральная линия первой зоны 313a прикрепления и второй зоны 313b прикрепления может иметь изогнутую форму. На виде сверху впитывающей сердцевины 300 структура 310 управления жидкостью имеет общую площадь поверхности S1, и впитывающая сердцевина имеет площадь поверхности S0. S1 и S0 практически одинаковы.
В варианте осуществления, показанном на фигуре 9, впитывающая сердцевина 300 содержит структуру 310 управления жидкостью, нижний оберточный лист 320 сердцевины (не показан) и впитывающий материал 330, расположенный между структурой 310 управления жидкостью и нижним оберточным листом 320 сердцевины. Структура 310 управления жидкостью содержит первую соединительную часть, которая прикреплена к нижнему оберточному листу 320 сердцевины, образуя первую зону 313а прикрепления. Структура 310 управления жидкостью содержит вторую соединительную часть, которая прикреплена к нижнему оберточному листу 320 сердцевины, образуя вторую зону 313b прикрепления. Первая зона 313a прикрепления и вторая зона 313b прикрепления вместе образуют по существу X-образную зону. Предпочтительно точка пересечения находится на продольной центральной линии впитывающей сердцевины 300, проходящей между поперечными краями. Предпочтительно точка пересечения находится в части промежности впитывающей сердцевины 300. Если смотреть сверху на впитывающую сердцевину 300, структура 310 управления жидкостью имеет общую площадь поверхности S1, и впитывающая сердцевина имеет площадь поверхности S0. S1 и S0 практически одинаковы.
В варианте осуществления, показанном на фигуре 10, впитывающая сердцевина 300 содержит структуру 310 управления жидкостью, нижний оберточный лист 320 сердцевины (не показан) и впитывающий материал 330, расположенный между структурой 310 управления жидкостью и нижним оберточным листом 320 сердцевины. Структура 310 управления жидкостью содержит первую соединительную часть, которая прикреплена к нижнему оберточному листу 320 сердцевины, образуя первую зону 313а прикрепления. Структура 310 управления жидкостью содержит вторую соединительную часть, которая прикреплена к нижнему оберточному листу 320 сердцевины, образуя вторую зону 313b прикрепления. Между первой зоной 313a прикрепления и второй зоной 313b прикрепления сформирована мостиковая зона 145, которая обеспечивает поток жидкости F между первым и вторым продольными краями впитывающей сердцевины 300 за счет капиллярного действия через впитывающий материал и/или за счет массового потока, так что при смачивании впитывающего материала создаются первый канал и второй канал друг перед другом, при этом мостиковая зона 145 проходит между первым и вторым каналом. Минимальное расстояние между указанным первым и вторым каналом составляет предпочтительно больше 3 мм и более предпочтительно больше 5 мм. Если смотреть сверху на впитывающую сердцевину 300, структура 310 управления жидкостью имеет общую площадь поверхности S1, и впитывающая сердцевина имеет площадь поверхности S0. S1 и S0 практически одинаковы.
В вариантах осуществления, показанных на фигурах 8, 9 и 10, предусмотрена только одна структура 310 управления жидкостью, которая содержит две зоны 313a, 313b прикрепления и не содержит свободных краев. Другими словами, если смотреть сверху на впитывающую сердцевину, структура управления жидкостью имеет общую площадь поверхности S1, которая по существу равна S0, которая представляет собой площадь поверхности впитывающей сердцевины, определяемой площадью, покрытой впитывающим материалом, и площадью двух зон 313a, 313b прикрепления. Однако для специалиста ясно, что подобная картина зон 313a, 313b прикрепления может быть обеспечена 1 или 2 отдельными структурами управления жидкостью, при этом каждая структура управления жидкостью может не иметь, иметь 1, 2, 3 или 4 свободных края, при этом общая объединенная площадь поверхности S1 структуры (структур) управления жидкостью составляет меньше 90% S0 (см. фигуры 6A-6D).
Фигуры 11A, 11B, 11C и 11D иллюстрируют различные варианты осуществления канальной зоны 140 во впитывающей сердцевине 130, где впитывающий материал 105 присутствует между структурой управления жидкостью 110 и нижним оберточным листом 120 сердцевины. На фигуре 11A показан вариант осуществления, в котором впитывающий материал 105 по существу отсутствует в канальной зоне 140 или рядом с ней, и при этом структура управления жидкостью 110 не прикреплена к нижнему оберточному листу 120 сердцевины в канальной зоне 140. На фигуре 11B показан вариант осуществления, в котором меньше впитывающего материала 105 присутствует в канальной зоне 140 или рядом с ней по сравнению с другими областями впитывающей сердцевины 130, и где структура управления жидкостью 110 не прикреплена к нижнему оберточному листу 120 сердцевины в канальной зоне 140. Для полноты картины следует отметить, что фигуры 11A и 11B являются лишь схематическими иллюстрациями и, хотя структура управления жидкостью 110 изображена в виде двух прямых линий в положении канальной зоны 140, специалисту в данной области очевидно, что структура управления жидкостью 110 может быть слегка изогнутой в сторону нижнего оберточного листа 120 сердцевины в месте канальной зоны 140, где присутствует меньше или практически отсутствует впитывающий материал. Фигура 11C иллюстрирует вариант осуществления, в котором по существу нет впитывающего материала 105 в канальной зоне 140 или рядом с ней, и где канальная зона 140 является зоной прикрепления 140, где структура управления жидкостью 110 прикреплена к нижнему оберточному листу 120 сердцевины в канальной зоне 140. Эта зона прикрепления может являться зоной постоянного или полупостоянного прикрепления. Фигура 11D иллюстрирует вариант осуществления, в котором меньше впитывающего материала 105 присутствует в канальной зоне 140 или около нее, и где канальная зона 140 является зоной прикрепления 140, где структура управления жидкостью 110 прикреплена к нижнему оберточному листу 120 сердцевины в канальной зоне 140. Эта зона прикрепления может являться зоной постоянного или полупостоянного прикрепления.
Большинство вариантов осуществления, проиллюстрированных на фигурах и описанных в описании, соответствуют вариантам осуществления, в которых одна или несколько канальных зон описаны как зоны прикрепления, при этом структура управления жидкостью прикреплена к нижнему оберточному листу сердцевины в месте расположения одной или несколько зон прикрепления. Однако для специалиста ясно, что в этих вариантах осуществления зоны прикрепления могут быть заменены любой из канальных зон, как показано на фигурах 11A-11D, не выходя за рамки объема изобретения.
Хотя принципы изобретения были изложены выше в связи с конкретными вариантами осуществления, следует понимать, что это описание сделано только в качестве примера, а не как ограничение объема защиты, которая определяется прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С УМЕНЬШЕННОЙ ВПИТЫВАЮЩЕЙ СЕРДЦЕВИНОЙ | 2019 |
|
RU2801731C2 |
| ВПИТЫВАЮЩАЯ СИСТЕМА, ВКЛЮЧАЮЩАЯ В СЕБЯ ОТВОДЯЩУЮ СТРУКТУРУ | 2017 |
|
RU2725670C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2738355C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2741541C1 |
| МНОГОСЛОЙНЫЕ ВПИТЫВАЮЩИЕ СЕРДЦЕВИНЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2759995C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2015 |
|
RU2692823C2 |
| САЛФЕТОЧНАЯ БУМАГА И СПОСОБ ПОЛУЧЕНИЯ САЛФЕТОЧНОЙ БУМАГИ | 2011 |
|
RU2568218C2 |
| ВПИТЫВАЮЩАЯ ПРОКЛАДКА С АСИММЕТРИЧНОЙ ВПИТЫВАЮЩЕЙ СПОСОБНОСТЬЮ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ВПИТЫВАЮЩУЮ ПРОКЛАДКУ | 2012 |
|
RU2564587C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2016 |
|
RU2716290C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ВПИТЫВАЮЩАЯ СЕРДЦЕВИНА И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОГО ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2015 |
|
RU2697108C1 |
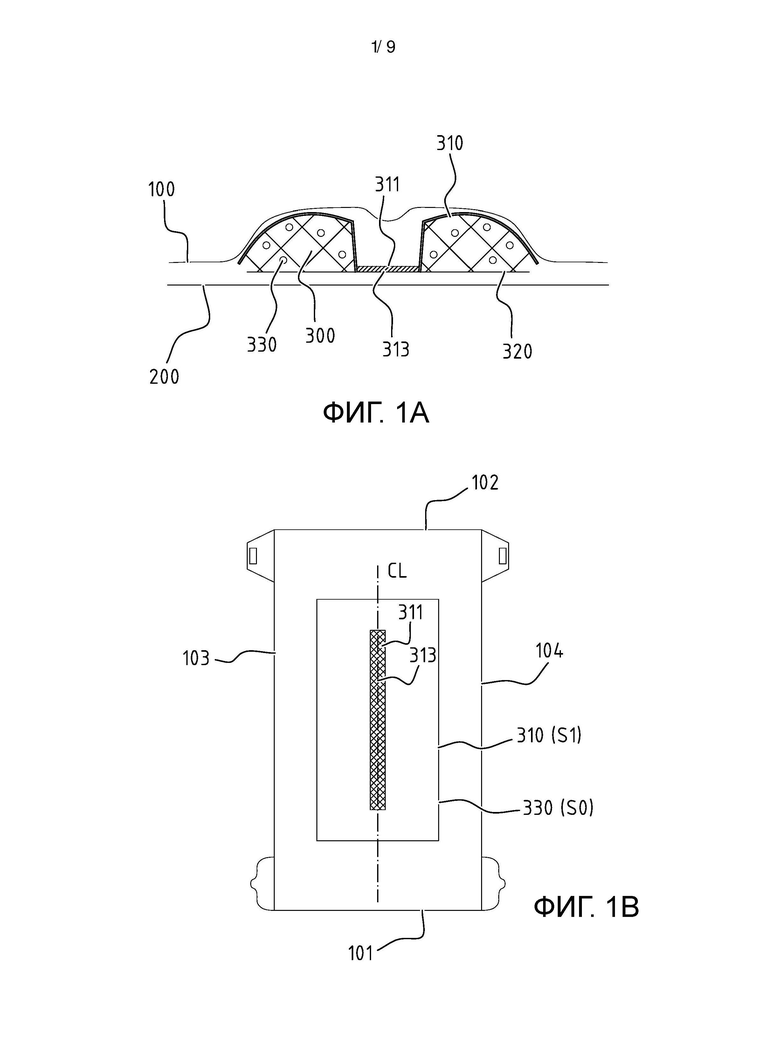
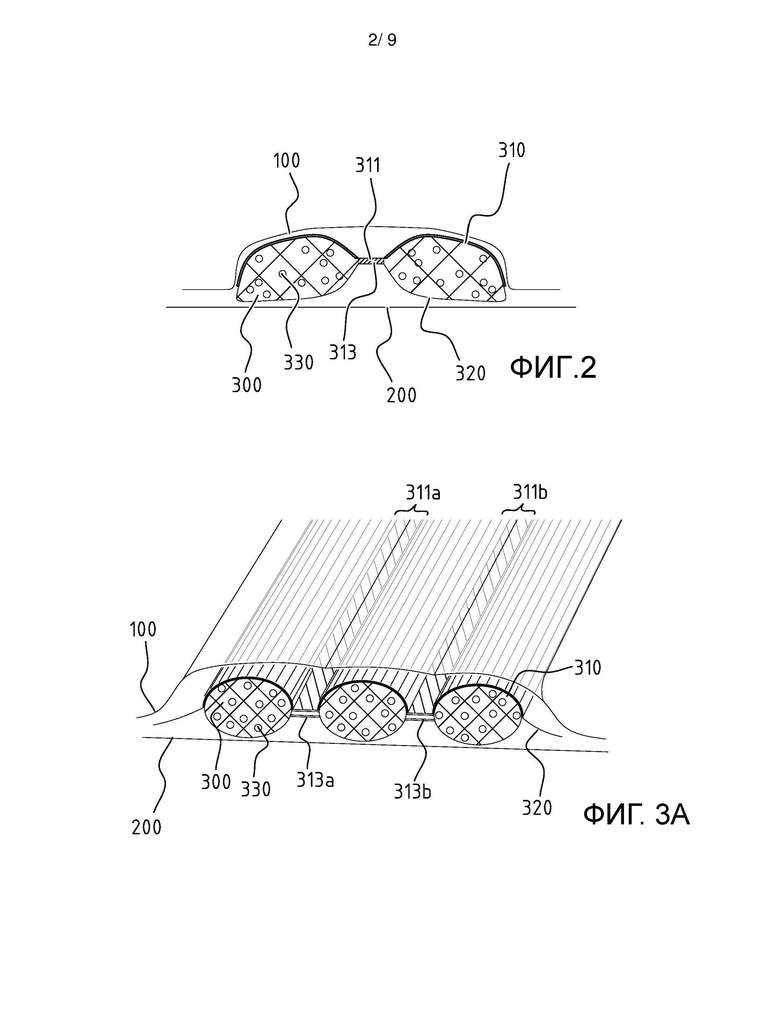
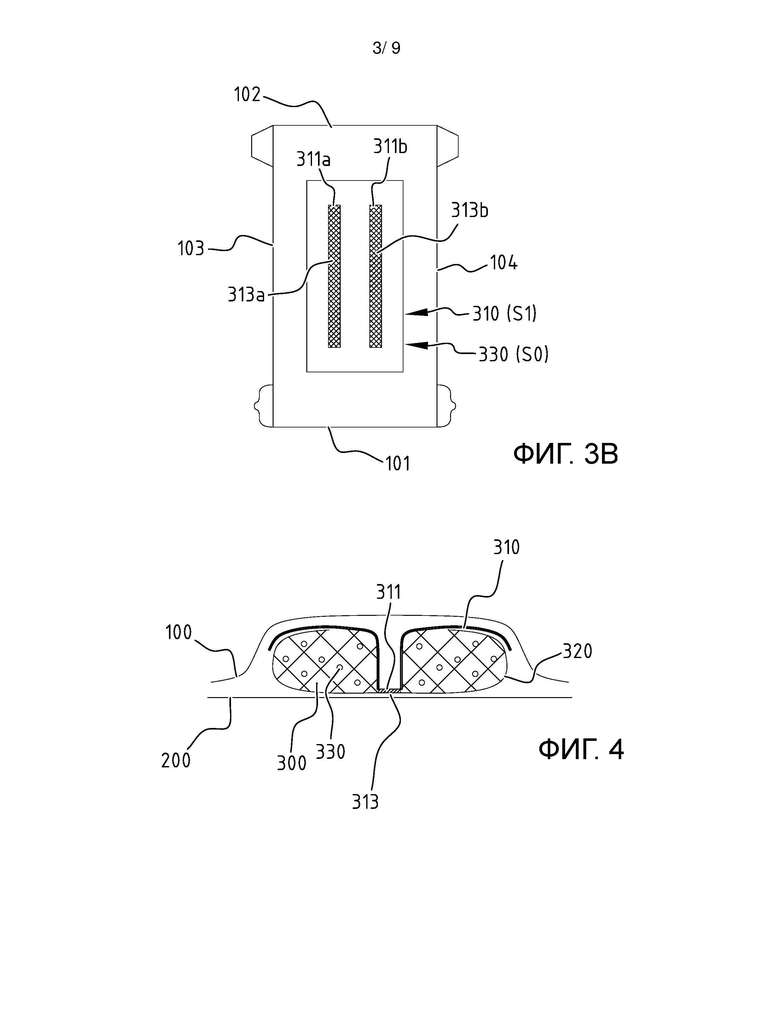
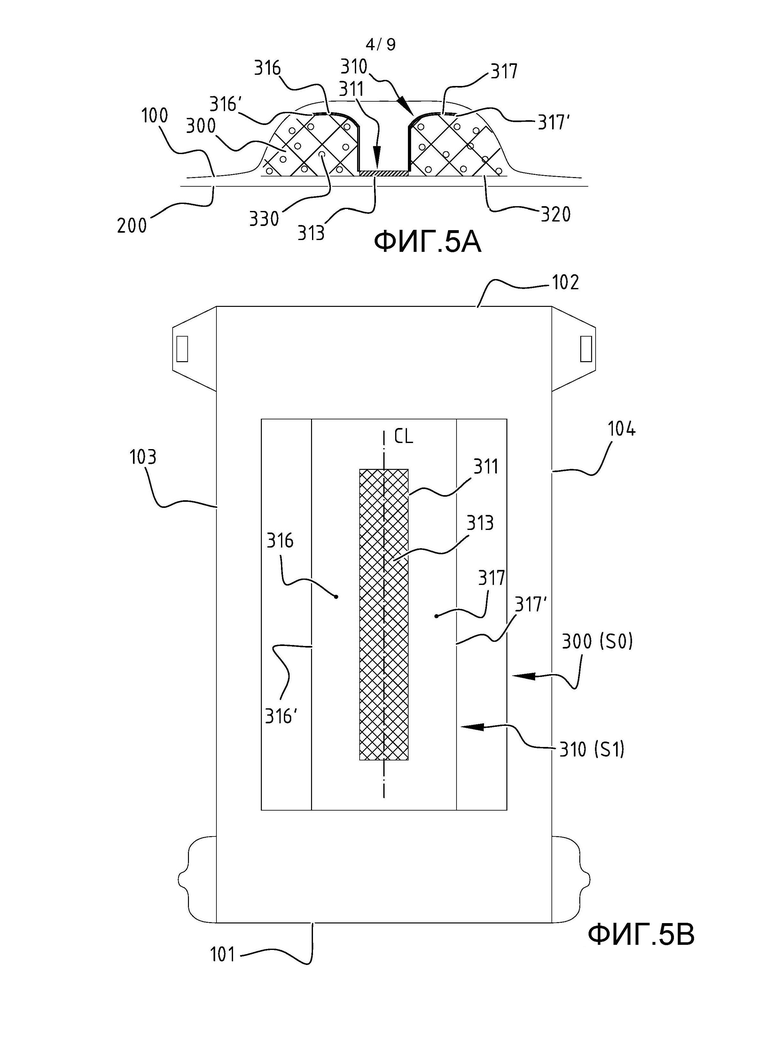
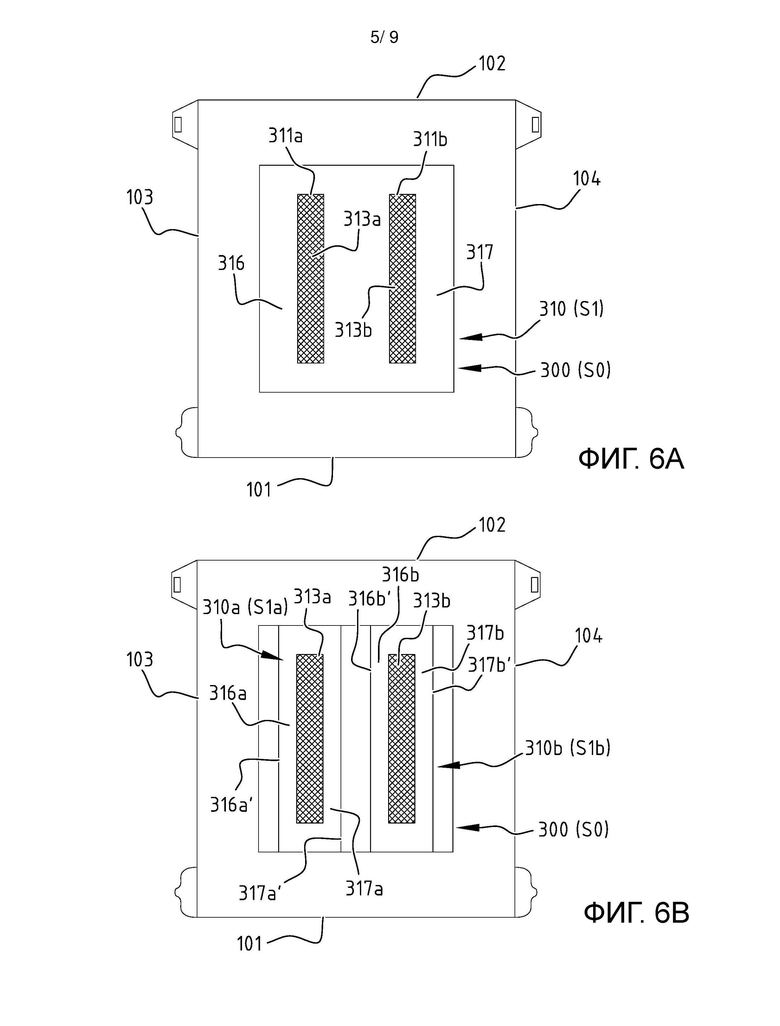
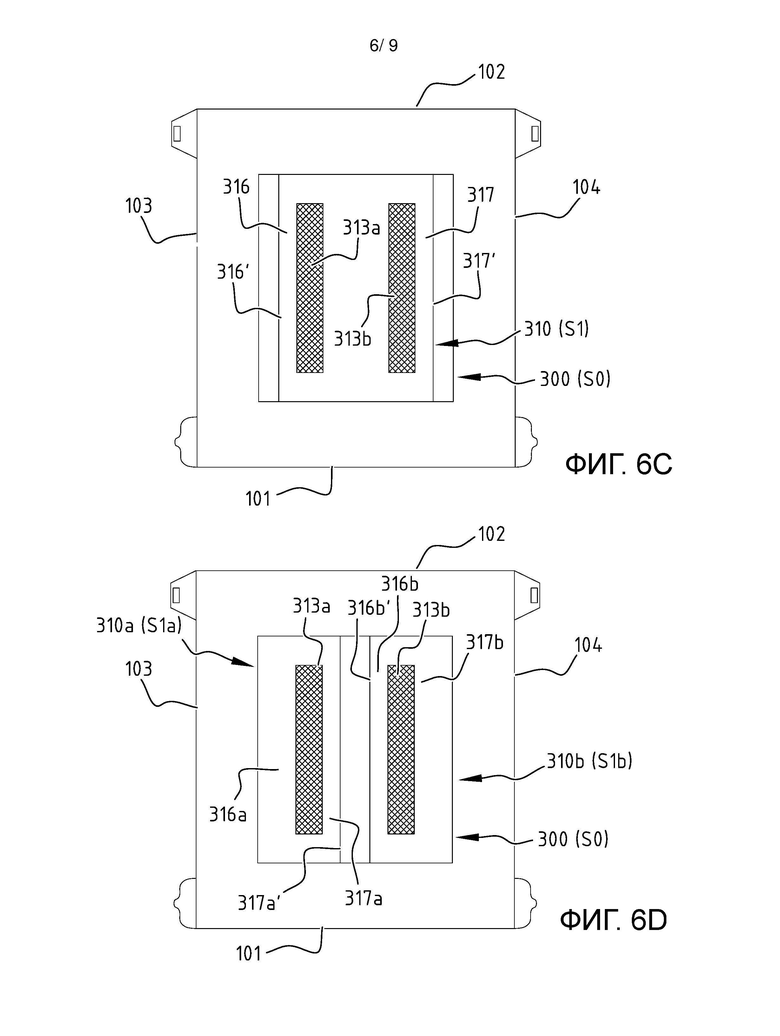

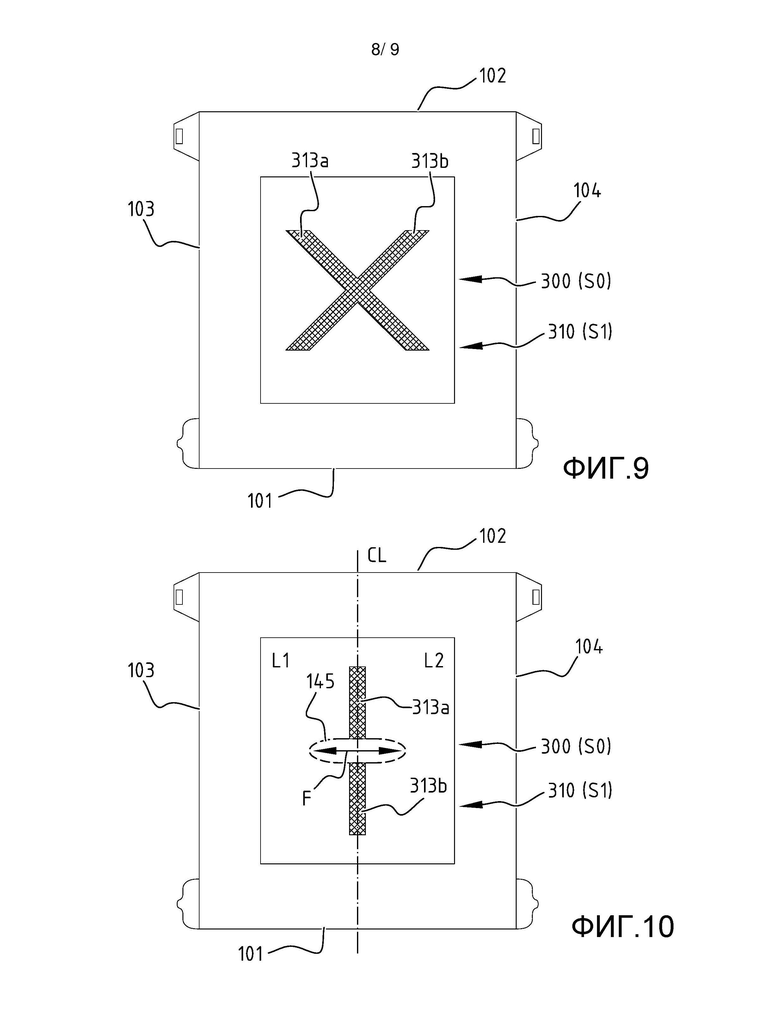
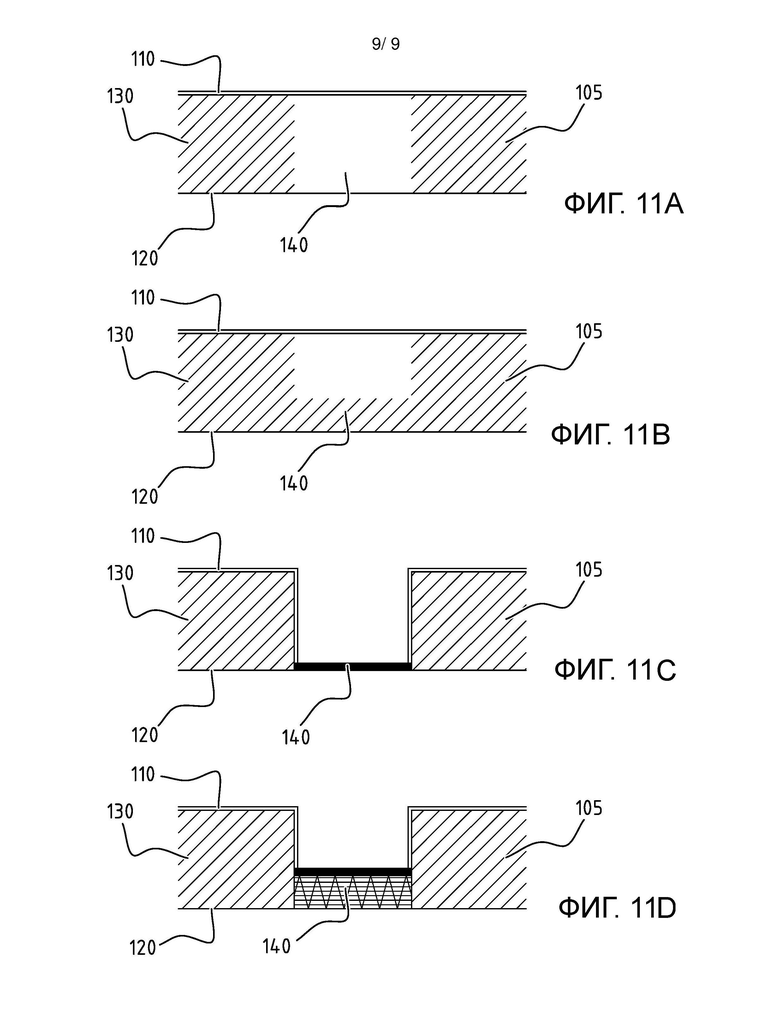
Предлагается впитывающее изделие, содержащее проницаемый для жидкости внутренний слой, непроницаемый для жидкости внешний слой и впитывающую сердцевину, расположенную между проницаемым для жидкости внутренним слоем и непроницаемым для жидкости внешним слоем; при этом указанное впитывающее изделие имеет первый и второй продольные края, а также первый и второй поперечные края; при этом впитывающая сердцевина содержит нижний оберточный лист сердцевины, впитывающий материал и структуру управления жидкостью, где впитывающий материал расположен непосредственно между нижним оберточным листом сердцевины и структурой управления жидкостью; и где структура управления жидкостью покрывает по меньшей мере часть поверхности впитывающего материала и содержит по меньшей мере одну канальную часть, образующую по меньшей мере одну канальную зону во впитывающей сердцевине. 19 з.п. ф-лы, 20 ил.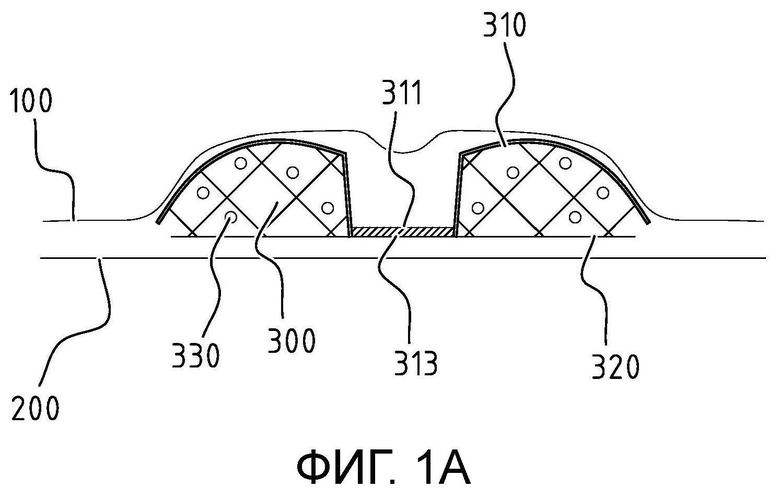
1. Впитывающее изделие, содержащее проницаемый для жидкости внутренний слой (100), непроницаемый для жидкости внешний слой (200) и впитывающую сердцевину (300), расположенную между проницаемым для жидкости внутренним слоем и непроницаемым для жидкости внешним слоем; указанное впитывающее изделие имеет первый и второй продольные края (103, 104) и первый и второй поперечные края (101, 102); при этом впитывающая сердцевина содержит нижний оберточный лист (320) сердцевины, впитывающий материал (330) и структуру (310) управления жидкостью, при этом структура (310) управления жидкостью покрывает по меньшей мере часть поверхности впитывающего материала и содержит по меньшей мере одну канальную часть (311), образующую по меньшей мере одну канальную зону (313) во впитывающей сердцевине, отличающееся тем, что впитывающий материал (330) расположен непосредственно между нижним оберточным листом (320) сердцевины и структурой (310) управления жидкостью.
2. Изделие по п. 1, в котором любое из следующих условий или любая их комбинация выполняется по меньшей мере в одной канальной зоне: присутствует меньше впитывающего материала по сравнению с другими участками впитывающей сердцевины, по существу впитывающий материал отсутствует, структура управления жидкостью прикреплена к нижнему оберточному листу сердцевины.
3. Изделие по п. 1 или 2, в котором по меньшей мере одна часть канала представляет собой соединительную часть, которая прикреплена к нижнему оберточному листу сердцевины, и в котором по меньшей мере одна канальная зона представляет собой зону прикрепления, где структура управления жидкостью прикреплена к нижнему оберточному листу сердцевины.
4. Изделие по любому из предшествующих пунктов, в котором структура (310) управления жидкостью расположена непосредственно между впитывающим материалом и проницаемым для жидкости внутренним слоем.
5. Изделие по любому из предшествующих пунктов, в котором структура (310) управления жидкостью не содержит нетканого материала спанбонда.
6. Изделие по любому из предшествующих пунктов, в котором структура управления жидкостью имеет плотность по меньшей мере 15 г/м2.
7. Изделие по п. 6, в котором структура управления жидкостью имеет плотность по меньшей мере 17 г/м2.
8. Изделие по п. 7, в котором структура управления жидкостью имеет плотность по меньшей мере 19 г/м2.
9. Изделие по п. 8, в котором структура управления жидкостью имеет плотность по меньшей мере 20 г/м2.
10. Изделие по любому из предшествующих пунктов, в котором структура управления жидкостью находится в контакте с частью верхней поверхности впитывающего материала (330).
11. Изделие по любому из предшествующих пунктов, в котором структура (310) управления жидкостью проходит по всей верхней поверхности впитывающего материала (330).
12. Изделие по любому из предшествующих пунктов, в котором, если смотреть сверху на впитывающую сердцевину, структура управления жидкостью имеет общую площадь поверхности S1, впитывающая сердцевина имеет площадь поверхности S0, определяемую площадью, покрытой впитывающим материалом, и площадью по меньшей мере одной канальной зоны, где S1 меньше чем 90% S0.
13. Изделие по п. 12, в котором S1 меньше чем 80% S0.
14. Изделие по любому из предшествующих пунктов, в котором по меньшей мере одна канальная зона, в частности по меньшей мере одна зона (313) прикрепления, образована посредством термической сварки по меньшей мере одной части структуры (310) управления жидкостью и нижнего оберточного листа сердцевины (320).
15. Изделие по любому из предшествующих пунктов, в котором структура управления жидкостью содержит принимающий жидкость слой; и/или распределяющий жидкость слой.
16. Изделие по любому из предшествующих пунктов, в котором по меньшей мере в одной канальной зоне (313) по существу отсутствует впитывающий материал между структурой управления жидкостью (310) и нижним оберточным листом сердцевины (320).
17. Изделие по любому из предшествующих пунктов, в котором по меньшей мере одна канальная зона (313) проходит от области промежности в направлении первого и/или второго поперечного края впитывающей сердцевины, и/или по меньшей мере одна канальная зона (313) проходит в направлении от первого продольного края ко второму продольному краю впитывающей сердцевины.
18. Изделие по любому из предшествующих пунктов, в котором впитывающая сердцевина снабжена по меньшей мере второй канальной зоной, при этом указанная вторая канальная зона проходит в поперечном направлении впитывающей сердцевины между первым и вторым продольными краями.
19. Изделие по любому из предшествующих пунктов, в котором по меньшей мере одна канальная зона, в частности по меньшей мере одна зона прикрепления, образованная структурой (310) управления жидкостью и нижним оберточным листом (320) сердцевины, содержит постоянное прикрепление, которое выполнено с возможностью оставаться прикрепленным, когда впитывающий материал набухает при смачивании; и/или в котором по меньшей мере одна канальная зона, в частности по меньшей мере одна зона прикрепления, образованная структурой (310) управления жидкостью и нижним оберточным листом (320) сердцевины, содержит полупостоянное прикрепление, которое выполнено с возможностью открепления, когда впитывающий материал набухает при смачивании.
20. Изделие по любому из предшествующих пунктов, в котором по меньшей мере одна канальная зона является непрерывной зоной; и/или в котором впитывающий материал содержит распущенную целлюлозу и/или супервпитывающие частицы; и/или в котором структура управления жидкостью имеет продольный размер, который составляет по меньшей мере 20% длины впитывающей сердцевины; и/или в которой структура управления жидкостью имеет поперечный размер, который составляет по меньшей мере 5% ширины впитывающей сердцевины; и/или в котором продольный размер структуры управления жидкостью и длина впитывающей сердцевины различаются в пределах ± 10%; и/или в котором поперечный размер структуры управления жидкостью и ширина впитывающей сердцевины различаются в пределах ± 10%; и/или в котором впитывающая сердцевина содержит вторую структуру управления жидкостью; и/или в котором по меньшей мере одна канальная зона содержит первую канальную зону и вторую канальную зону; при этом впитывающая сердцевина содержит мостиковую зону (145), позволяющую жидкости течь между первым и вторым продольными краями за счет капиллярного действия через впитывающий материал и/или за счет массового потока, так что при смачивании впитывающего материала создаются передний и задний каналы, при этом мостиковая зона проходит между указанными передним и задним каналами; при этом минимальное расстояние между указанными передним и задним каналами составляет больше чем 3 мм.
| US 2017079858 A1, 23.03.2017 | |||
| EP 3167858 A1, 17.05.2017 | |||
| СПОСОБ ПОЛУЧЕНИЯ АДАМАНТИЛАЛКИЛОВЫХ И АДАМАНТИЛОКСИАЛКИЛОВЫХ ЭФИРОВ ТОЗИЛОКСИМЕТИЛФОСФОНОВОЙ КИСЛОТЫ | 2009 |
|
RU2450012C2 |
| Абсорбирующие изделия, содержащие каналы | 2014 |
|
RU2649546C2 |
