ОБЛАСТЬ ТЕХНИКИ
Варианты осуществления, описанные в настоящем документе, в целом относятся к вязаному полотну и, более конкретно, к вязаному полотну из металлического сплава для высокотемпературных областей применения, полученным из него компонентам и к способам их производства.
УРОВЕНЬ ТЕХНИКИ
Во многих областях применения с воздействием высоких температур, таких как конструкции летательного аппарата, часто между противолежащими поверхностями или частями применяют теплоизоляционные элементы. Как правило, теплоизоляционные элементы обеспечивают тепловой барьер, который выдерживает определенные условия, например, воздействие температур, превышающих 1000 градусов по Цельсию в течение времени, превышающего 15 минут. Данные противолежащие части подвергаются эксплуатационной вибрации под нагрузкой наряду с многократными открываниями и закрываниями во время работы и процедур обслуживания. В связи с этим, данные теплоизоляционные элементы подвергаются высокой степени износа и потенциальному повреждению.
Используемые технологии для производства теплоизоляционных элементов предполагают использование многослойных материалов включающих, например, упругую трубку из нержавеющей стали, множество слоев тканого керамического полотна и тканую внешнюю сетку из нержавеющей стали, соединенные вручную. Помимо технологических проблем изготовления, жесткость тканой внешней сетки из нержавеющей стали относительно мала, что может привести к образованию складок, деформации и в дальнейшем привести к снижению эксплуатационных качеств. Кроме того, зачастую требуется сплетение и сваривание тканой внешней сетки из нержавеющей стали для создания изогнутых или сложных форм. Данный процесс сплетения и сваривания занимает очень много времени и трудоемок. В дополнение, данные сварные швы создают очаги износа на самом уплотнении на соприкасающихся поверхностях. В вариантах применения, в которых соприкасающаяся поверхность выполнена из алюминия, тканая внешняя сетка из нержавеющей стали может быть причиной электрохимической коррозии.
Использование тканой внешней сетки из нержавеющей стали также ограничено рабочей температурой ниже 800 градусов по Фаренгейту (приблизительно 427 градусов по Цельсию). Если температура превышает 800 градусов по Фаренгейту, тканая внешняя сетка из нержавеющей стали становится хрупкой и начинает разрушаться, обнажая нижележащие слои тканого керамического полотна, подвергая их поверхность износу. Нарушение тканого керамического полотна подвергает нижележащую упругую трубку из нержавеющей стали воздействию высоких температур, вызывая пластическую деформацию, остаточную деформацию при сжатии и полный выход из строя как теплового барьера.
Вследствие этого, существует потребность в улучшенных теплоизоляционных элементах, способных выдерживать более высокие температуры, которые позволяют повысить рабочие температуры при минимизации остаточной деформации сжатия при тепловых нагрузках, а также в низкозатратных способах их производства.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Варианты реализации, описанные в настоящем документе, в целом относятся к вязаному полотну и, более конкретно, к вязаному полотну из металлического сплава для высокотемпературных областей применения, полученным из него компонентам (например, теплоизоляционным элементам) и к способам их производства. Согласно одному из вариантов реализации, предложено однослойное вязаное полотно из металлического сплава, полученное посредством вязаных петель проволоки из металлического сплава, причем однослойное вязаное полотно из металлического сплава может выдерживать температуры, больше или равные 1000 градусов по Фаренгейту (приблизительно 538 градусов по Цельсию).
В некоторых вариантах реализации предложен способ машинного вязания однослойного вязаного полотна из металлического сплава, полученного посредством связанных петель проволоки из металлического сплава. Способ включает подачу проволоки из металлического сплава через единичное устройство для подачи материала вязальной машины и вязание проволоки из металлического сплава с образованием однослойного вязаного полотна из металлического сплава, причем однослойное вязаное полотно из металлического сплава может выдерживать температуры, больше или равные 1000 градусов по Фаренгейту (приблизительно 538 градусов по Цельсию).
В некоторых вариантах реализации вязальная машина может быть плосковязальной машиной. В некоторых вариантах реализации вязальная машина может иметь иглы, расположенные друг от друга на расстоянии интервала между иглами по калибру, соответствующему от 7 до 18 игл на калибр (игл/дюйм). В некоторых вариантах реализации проволока из металлического сплава может быть в мягком состоянии во время осуществления вязания проволоки из металлического сплава. В некоторых вариантах реализации однослойное вязаное полотно из металлического сплава может быть термически обработано для закалки мягкой проволоки из металлического сплава. В некоторых вариантах реализации к поверхности однослойного вязаного полотна из металлического сплава может быть добавлен изоляционный материал. В некоторых вариантах реализации вязание может быть выполнено с использованием процесса плоского вязания или процесса трубчатого вязания. В некоторых вариантах реализации однослойное вязаное полотно из металлического сплава связано в виде трубчатой конструкции. В некоторых вариантах реализации вязание может быть выполнено с использованием процесса уточного вязания или процесса основовязания.
В некоторых вариантах реализации предложен теплоизоляционный элемент. Теплоизоляционный элемент содержит обертывающий элемент, выполненный из волоконного материала на основе керамики, и внешний обертывающий элемент, выполненный по меньшей мере из одного однослойного вязаного полотна из металлического сплава, полученного посредством вязаных петель из проволоки из металлического сплава, причем однослойное вязаное полотно из металлического сплава может выдерживать температуры, большие или равные 1000 градусов по Фаренгейту (приблизительно 538 градусов по Цельсию).
В некоторых вариантах реализации теплоизоляционный элемент также содержит сердечник, причем обертывающий элемент покрывает указанный сердечник. В некоторых вариантах реализации теплоизоляционный элемент также содержит сердечник, выполненный из упругого материала, имеющего свойства, аналогичные пружине, а изоляционный материал расположен внутри сердечника. В некоторых вариантах реализации сердечник выполнен из материала, выбранного из группы, состоящей из нержавеющей стали, керамического материала, никель-хромового жаропрочного сплава и их комбинаций.
В некоторых вариантах реализации волоконный материал на основе керамики состоит из композиции оксида алюминия, бора и кремния. В некоторых вариантах реализации волоконный материал на основе керамики является однослойным вязаным полотном на основе керамики, содержащим непрерывную керамическую прядь, непрерывную вспомогательную разгрузочную прядь. Непрерывная керамическая прядь направляет непрерывную вспомогательную разгрузочную прядь, и первую проволоку из металлического сплава. Непрерывная керамическая прядь, непрерывная вспомогательная разгрузочная прядь и первая проволока из металлического сплава связаны с получением однослойного вязаного полотна на основе керамики.
В некоторых вариантах реализации теплоизоляционный элемент также содержит изоляционный материал, расположенный внутри теплоизоляционного элемента. Изоляционный материал может быть сшит с однослойным вязаным полотном на основе керамики.
В некоторых вариантах реализации теплоизоляционный элемент выбран из двухкромочного уплотнительного элемента М-образной формы с камерой, уплотнительного элемента омегообразной формы с камерой, двухкамерного эллиптического уплотнительного элемента и уплотнительного элемента Р-образной формы с камерой.
В некоторых вариантах реализации теплоизоляционный элемент выполнен посредством формования двухкромочного уплотнительного элемента М-образной формы с камерой, уплотнительного элемента омегообразной формы с камерой, двухкамерного эллиптического уплотнительного элемента или уплотнительного элемента Р-образной формы с камерой из однослойного вязаного полотна на основе керамики.
В некоторых вариантах реализации однослойное вязаное полотно из металлического сплава выполнено с использованием процесса уточного вязания или процесса основовязания. В некоторых вариантах реализации однослойное вязаное полотно из металлического сплава содержит от 3 до 10 петельных столбиков на сантиметр и от 3 до 10 петельных рядов на сантиметр. В некоторых вариантах реализации однослойное вязаное полотно из металлического сплава выполнено с применением технологии плоского вязания.
В некоторых вариантах реализации проволока из металлического сплава выполнена из никель-хромового жаропрочного сплава. В некоторых вариантах реализации проволока из металлического сплава выполнена с возможностью закалки посредством термической обработки. В некоторых вариантах реализации проволока из металлического сплава имеет твердость до величины 47 по шкале С Роквелла. В некоторых вариантах реализации проволока из металлического сплава имеет диаметр приблизительно от 0,003 дюйма (0,0762 мм) до 0,007 дюйма (0,1778 мм).
В некоторых вариантах реализации однослойное вязаное полотно из металлического сплава выполнено в виде трубчатой конструкции с применением технологии трубчатого вязания. В некоторых вариантах реализации изоляционный материал вставлен в трубчатую конструкцию во время образования трубчатой конструкции.
В некоторых вариантах реализации однослойное вязаное полотно из металлического сплава также содержит изоляционный материал на одной поверхности полотна. В некоторых вариантах реализации вязание проволоки из металлического сплава выполняют в мягком состоянии. В некоторых вариантах реализации мягкую проволоку из металлического сплава термически закаливают после достижения конечной формы вязаного полотна.
Особенности, функции и преимущества, раскрытые в настоящем описании, могут быть достигнуты независимо в различных вариантах реализации или могут быть скомбинированы в других вариантах реализации, подробности которых будут понятны со ссылкой на приведенные ниже описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для детального понимания описанных выше особенностей настоящего изобретения, более подробное описание изобретения, кратко описанного выше, представлено посредством ссылки на варианты реализации, некоторые из которых показаны на приложенных чертежах. Следует отметить, однако, что на приложенных чертежах показаны только типичные варианты реализации данного изобретения и, как следствие, не должны рассматриваться в качестве ограничения его объема, так как настоящее раскрытие может допускать и другие в равной степени эффективные варианты реализации.
На ФИГ. 1 показан увеличенный частичный вид в перспективе многокомпонентной многопрядной нити, содержащей непрерывную керамическую прядь и непрерывную вспомогательную разгрузочную прядь до обработки в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 2 показан увеличенный частичный вид в перспективе многокомпонентной многопрядной нити, содержащей непрерывную керамическую прядь, обернутую вокруг непрерывной вспомогательной разгрузочной пряди в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 3 показан увеличенный частичный вид в перспективе многокомпонентной многопрядной нити, содержащей непрерывную керамическую прядь, непрерывную вспомогательную разгрузочную прядь и проволоку из металлического сплава до обработки в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 4 показан увеличенный частичный вид в перспективе многокомпонентной многопрядной нити, содержащей непрерывную керамическую прядь, обернутую вокруг непрерывной вспомогательной пряди, разгрузочной, и проволоку из металлического сплава в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 5 показан увеличенный вид в перспективе одного примера вязаного полотна, которое содержит многокомпонентную нить и интегрированную в полотно вставку, в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 6 показан увеличенный вид в перспективе другого примера вязаного полотна, которое содержит многокомпонентную нить и интегрированную в полотно вставку, в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 7 показан увеличенный вид в перспективе другого примера вязаного полотна, которое содержит многокомпонентную нить и множество интегрированных в полотно вставок, в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 8 показана блок-схема процесса получения теплоизоляционного элемента в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 9 показан схематический вид в разрезе приведенного в качестве примера теплоизоляционного элемента, содержащего вязаное полотно из металлического сплава в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 10А - 10В показаны схематические виды в разрезе других теплоизоляционных элементов, содержащих вязаное полотно из металлического сплава в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 11А - 11В показаны схематические виды в разрезе других теплоизоляционных элементов, содержащих вязаное полотно из металлического сплава в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 12 показан увеличенный вид в перспективе одного примера вязаного полотна из металлического сплава в соответствии с вариантами реализации, описанными в настоящем описании;
на ФИГ. 13 показана блок-схема процесса получения теплоизоляционного элемента в соответствии с вариантами реализации, описанными в настоящем описании; и
на ФИГ. 14 показан вид в перспективе приведенной в качестве примера вязальной машины, которая может использоваться в соответствии с вариантами реализации, описанными в настоящем описании.
Для облегчения понимания, одинаковые номерные обозначения, по возможности, были использованы для обозначения идентичных элементов, которые являются общими для фигур чертежей. Кроме того, элементы одного варианта реализации могут быть выгодным образом адаптированы для использования в других вариантах реализации, описанных в настоящем описании.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В приведенном ниже раскрытии описаны вязаные полотна и, более конкретно, вязаные полотна из металлического сплава для высокотемпературных областей применения, полученные из них компоненты (например, теплоизоляционные элементы) и способы их производства. Некоторые особенности изложены в приведенном ниже описании и на ФИГ. 1-14 для обеспечения полного понимания различных вариантов реализации изобретения. Другие особенности, описывающие хорошо известные конструкции и системы, зачастую связанные с типами и строениями вязаного полотна и образующие вязаные полотна, не изложены в приведенном ниже описании для того, чтобы излишне не усложнять описание различных вариантов реализации.
Множество особенностей, размеров, углов и других признаков, показанных на фигурах, приведены лишь в иллюстративных целях для конкретных вариантов реализации. Соответственно, другие варианты реализации могут иметь другие особенности, материалы, размеры, углы и признаки без выхода за рамки сущности или объема настоящего изобретения. В дополнение, другие варианты реализации изобретения могут быть осуществлены без некоторых особенностей, описанных ниже.
До вариантов реализации, описанных в настоящем описании, было невозможно изготавливать изделия, имеющие высокую прочность, сложные геометрические формы или компоненты с формой, близкой к заданной, посредством однослойного вязания материалов из металлического сплава в промышленных масштабах. Существующие ныне технологии изготовления высокотемпературных уплотнений предполагают использование многослойных решений, содержащих упругие трубки из нержавеющей стали, множество слоев тканой керамики и тканую внешнюю сетку из нержавеющей стали, которые должны быть интегрированы вручную. Помимо технологических проблем изготовления, жесткость тканой внешней сетки из нержавеющей стали относительно мала, что может привести к образованию складок, деформациям и в дальнейшем привести к снижению эксплуатационных качеств. Кроме того, для создания изогнутых или сложных форм требуется сплетение и сваривание тканой внешней сетки из нержавеющей стали. Данный процесс сваривания занимает чрезвычайно много времени и трудоемок. В дополнение, данные сварные швы создают очаги износа на самом уплотнении на соприкасающихся поверхностях. В случаях применения, в которых соприкасающаяся поверхность выполнена из алюминия, тканая внешняя сетка из нержавеющей стали может быть причиной электрохимической коррозии.
Область применения тканой внешней сетки из нержавеющей стали также ограничена рабочей температурой ниже 800 градусов по Фаренгейту (приблизительно 427 градусов по Цельсию). Если температура превышает 800 градусов по Фаренгейту, тканая внешняя сетка из нержавеющей стали станет хрупкой и начнет разрушаться, обнажая слои тканого керамического полотна, подвергая их поверхность износу. Нарушение тканого керамического полотна подвергает упругую трубку из нержавеющей стали воздействию высоких температур, вызывая пластическую деформацию, остаточную деформацию сжатия и полный выход из строя как теплового барьера.
Таким образом, большинство технологий изготовления, включающих тканую внешнюю сетку из нержавеющей стали, не решают фундаментальные проблемы изготовления надежных, эффективных и дешевых теплоизоляционных уплотнительных элементов с возможностью драпировки, которые обеспечивают более высокие рабочие температуры при минимизации остаточной деформации при тепловых нагрузках. Уникальная способность вязания высокотемпературных полотен из металлического сплава создает надежный износостойкий слой, выполненный с возможностью образования сложных по существу сетчатых заготовок в производственных масштабах с улучшенной прочностью, драпируемостью и остаточной деформацией сжатия при тепловых нагрузках. Вязанные полотна из металлического сплава могут быть сформированы в более сложные формы, чем доступные в настоящее время тканые сетчатые материалы, благодаря возможности локальных изменений геометрии лицевой петли (например, изменение формы петли). Вследствие этого, драпируемый вязаный упрочняющий слой из металлического сплава потенциально снижает необходимость проведения операций сплетения и сваривания, свойственные уровню техники, снижая трудозатраты. Вязаный упрочняющий слой из металлического сплава может быть либо связан той же формы, что и нижележащий вязаный слой, и выполнен одновременно в форме уплотнительного элемента, либо может быть связан в форме трубки так, чтобы полученный уплотнительный элемент мог быть размещен в трубчатой вязаной форме из металлического сплава.
Варианты реализации, описанные в настоящем описании, устраняют ограничения существующих ныне уплотнительных закрывающих элементов на основе сетки из нержавеющей стали посредством обеспечения закрывающих (защитных) элементов, которые выдерживают большие рабочие температуры, чем нержавеющая сталь, а также являются устойчивыми к износу и повреждению, могут представлять собой как отдельный уплотнительный слой, так и часть интегрированной уплотнительной конструкции, могут обеспечивать существенные изменения кривизны для достижения сложных форм без образования складок или коробления, и могут быть соединены в процессе вязания, сшиты или механически соединены без необходимости сваривания.
Вязаные полотна из металлического сплава, описанные в настоящем описании, могут быть связаны при помощи доступных на рынке вязальных машин. Из тонких проволок из металлического сплава, описанных в настоящем описании, в мягком состоянии могут быть связаны и образованы по существу сетчатые части, а затем они могут быть термически обработаны таким образом, что проволоки из металлического сплава полностью закаляются, что приводит к созданию надежного, способного выдерживать высокие температуры вязаного слоя из металлического сплава.
Большинство технологий вязания, известных из уровня техники, не предусматривают вязание из твердых металлических материалов, способных выдерживать высокие температуры, вследствие сложностей в изгибании данных материалов, а также износа данных материалов во время вязания машинными иглами, в особенности, в машинах высокого класса. В некоторых вариантах реализации, описанных в настоящем описании, мягкие материалы проволоки из металлического сплава, которые являются более мягкими, чем вязальные иглы, используют в процессе вязания, а затем закаляют до твердости (до 47 по шкале С Роквелла), необходимой для области применения. В некоторых вариантах реализации диаметр материала проволоки из металлического сплава выбран в соответствии с размером калибра игл в вязальной машине для обеспечения легкого изгибания для формирования петель и предотвращения поломки иглы (что помогает обеспечить надежное, высокоинтенсивное производство). В некоторых вариантах реализации проволока из металлического сплава имеет диаметр приблизительно от 0,003 дюйма (0,0762 мм) до 0,007 дюйма (0,1778 мм). В некоторых вариантах реализации диапазон площадей (т.е. отношение диаметра иглы к диаметру проволоки, которой вяжут) между иглой и проволокой из металлического сплава, которой вяжут, составляет от 40:1 до 5:1 для большинства вязальных машин, имеющих диапазон интервала между иглами от 7 до 18 игл на калибр (игл/дюйм) и представляющих интерес металлических сплавов для вязания.
Кроме того, существует давно испытываемая потребность в формованных наружных металлических закрывающих элементах, которые обладают прочностью и устойчивостью к истиранию, которая обеспечена формованными вязанными металлическими полотнами, описанными в настоящем описании. Известных из уровня техники решения предусматривают сваривание сетчатых материалов вместе, что представляет собой времязатратный процесс с вовлечением опытного работника.
В настоящем раскрытии описаны вязаные волокна из металлического сплава, которые могут быть изготовлены с применением доступных на рынке вязальных машин. Описанные в настоящем описании вязаные полотна из металлического сплава обеспечивают высокотемпературную стойкость (например, к температурам, равным или больше 1000 градусов по Фаренгейту (приблизительно 538 градусов по Цельсию)) изоляционных материалов по отношению к вязаным и тканым сеткам, известным из уровня техники. В некоторых вариантах реализации тонкая вязаная сетка из металлического сплава выполнена с использованием плосковязальной машины с диаметрами проволоки от 0,003 (0,0762 мм) до 0,007 дюйма (0,1778 мм), а затем закалена после того, как полотно связано и сформировано конечной желаемой формы. Термическая закалка повышает твердость или долговечность вязаного полотна из металлического сплава при повышенных температурах.
Вязаное полотно из металлического сплава может быть выполнено на плосковязальной машине как в плоском формате, так и в трубчатом формате, что обеспечивает множество достигаемых геометрических форм. Кроме того, изоляционные материалы затем могут быть нанесены на одну сторону полотна или на внутреннюю часть трубки. Вязаное полотно из металлического сплава может быть выполнено таким образом, что может включать в себя такие геометрические особенности, как отверстия, выступы или накладные язычки для прикрепления и окружения изоляции, обеспечивающего возможность придания формы металлическим полотнам без операций резки или шитья. В дополнение, вязаное полотно из металлического сплава может быть реализовано в виде конструкции, такой как Т-образная или Y-образная конфигурация, где одно полотно может быть разделено на два полотна. Также при помощи данного процесса могут быть выполнены различные поперечные сечения, такие как Р-образные, омегообразные, с двойной камерой или М-образные. Формирование вязаного слоя из металлического сплава потенциально снижает необходимость дополнительных этапов обработки, таких как сплетение и сваривание, которые обычно используют в материалах, известных из уровня техники. Отдельные места износа, созданные сплетением и свариванием, используемым для материалов, известных из уровня техники, могут приводить к выходу из строя упрочняющего слоя.
Варианты реализации, описанные в настоящем описании, потенциально полезны для широкого спектра изделий, включая множество промышленных изделий и аэрокосмических изделий (дозвуковых, сверхзвуковых и космических), и будут особенно полезны вследствие малого веса, дешевизны и обеспечения формованных компонентов, способных выдерживать более высокие температуры. Данные компоненты включают в себя, без ограничения, множество мягких изделий, например, таких как теплоустойчивые уплотнительные элементы, прокладки, расширительные соединения, покрытия, изоляция проводов, трубы/трубопроводы, трубные муфты, тепловые экраны, изоляция для реверсивных устройств тяги, опор двигателя и композитных кожухов вентиляторов. Данные компоненты также включают в себя, без ограничения, твердые изделия, такие как закрывающие (защитные) элементы для выхлопной системы и двигателя, вставки, щиты и плитки.
Вязаные полотна из металлического сплава, описанные в настоящем описании, могут быть связаны с получением компонентов, имеющих сложные геометрические формы, или компонентов с по существу сетчатой формой и полотен, содержащих разнесенные в пространстве области, как простых, так и сложных, непосредственно с машины посредством обычных технологий закрытия петель или других технологий вязания одежды. Приведенные в качестве примеров по существу сетчатые формы включают в себя простые компоненты в форме коробки, трубчатые формы с изменяемым диаметром сложной кривизны и геометрические трубчатые формы.
Термин "элементарная нить", используемый в настоящем описании, относится к волокну, которое является непрерывным или практически непрерывным по всей длине. Подразумевается, что термин "элементарная нить" включает в себя мононить и/или комплексную нить с приведением конкретной ссылки на тип нити при необходимости.
Термин "гибкий", используемый в настоящем описании, означает, как показано в качестве примера, обладание достаточной пластичностью для выдерживания изгибаний малого радиуса, или образование малых петель без растрескивания, но не обладание возможностью использования в петельных соединительных или вязальных машинах без существенных разрывов.
Термин "летучий при нагреве", используемый в настоящем описании, означает, что материал испаряется, горит или разлагается при нагревании.
Термин "направление вязания", используемый в настоящем описании, относится к вертикальному направлению при основовязании и к горизонтальному направлению при уточном вязании.
Термин "прядь", используемый в настоящем описании, означает множество выровненных, собранных в одно целое волокон или элементарных нитей.
Термин "нить", используемый в настоящем описании, относится к непрерывной пряди или множеству прядей, скрученных из группы натуральных или синтетических волокон, элементарных нитей или других материалов, которые могут быть скручены, не скручены или уложены вместе.
Термин "проволока", используемый в настоящем описании, относится к элементарной нити материала единого удлиненного непрерывного изделия, из которой изготавливают проволоку. Материал может представлять собой металл, металлические сплавы, композитные материалы или их комбинации.
Обращаясь более подробно к рисункам, на ФИГ. 1 показан увеличенный частичный вид в перспективе многокомпонентной многопрядной нити 100, содержащей непрерывную керамическую прядь 110 и непрерывную вспомогательную разгрузочную прядь 120 до обработки в соответствии с вариантами реализации, описанными в настоящем описании. Непрерывная вспомогательная разгрузочная прядь 120 обычно находится под растяжением в процессе вязания, снижая таким образом величину растяжения, которое испытывает непрерывная керамическая прядь в процессе вязания. Как показано на ФИГ. 1, многокомпонентная многопрядная нить 100 представляет собой двухкомпонентную многопрядную нить.
Непрерывная керамическая прядь 110 может представлять собой керамическую прядь, стойкую к высоким температурам. Непрерывная керамическая прядь 110 обычно обладает сопротивлением температурам, превышающим 500 градусов по Цельсию (например, превышающим 1200 градусов по Цельсию). Непрерывная керамическая прядь 110 обычно содержит неорганические волокна из комплексной нити. Непрерывная керамическая прядь 110 может содержать отдельные керамические элементарные нити, диаметр которых составляет приблизительно 15 микрометров или менее (например, 12 микрометров или менее; в диапазоне приблизительно от 1 микрона до 12 микрометров); и с нитью, имеющей значение денье в диапазоне приблизительно от 50 до 2400 (например, в диапазоне приблизительно от 200 до 1800; в диапазоне приблизительно от 400 до 1000). Непрерывная керамическая прядь 110 может быть достаточно хрупкой, но не ломаться при изгибе малого радиуса менее 0,07 дюйма (0,18 см). В некоторых вариантах реализации непрерывная прядь из углеродного волокна может использоваться вместо непрерывной керамической пряди 110.
Приведенные в качестве примеров неорганические волокна включают в себя неорганические волокна, такие как волокно из плавленого кварца (например, непрерывные волокна из плавленого кварца Astroquartz®) или нестекловидное волокно, такое как графитовое волокно, карбидокремниевое волокно (например, керамическое волокно Nicalon™ фирмы Nippon Carbon Co., Ltd. Японии) или волокна из керамических оксида(ов) металла (которые могут быть скомбинированы с оксидами неметаллов, например, SiO2), таких как волокна из оксида тория-кремния-металла (III), волокна из оксида циркония-кремния, волокна из оксида алюминия-хрома-металла (IV), волокна из оксида титана и волокна из оксида алюминия-бора-кремния (например, непрерывные волокна из оксида керамики 3М™ Nextel™ 312). Данные неорганические волокна могут быть использованы для высокотемпературных областей применения. В вариантах реализации, в которых непрерывная керамическая прядь 110 содержит нити из оксида алюминия-бора-кремния, оксид алюминия-бора-кремния может содержать отдельные керамические элементарные нити, диаметр которых составляет приблизительно 8 микрометров или менее, при том, что нить имеет значение денье в диапазоне приблизительно от 200 до 1200.
Непрерывная вспомогательная разгрузочная прядь 120 может представлять собой прядь из мононити и/или комплексной нити. Непрерывная вспомогательная разгрузочная прядь 120 может содержать органические (например, полимерные), неорганические материалы (например, металл или металлический сплав) или их комбинацию. В некоторых вариантах реализации непрерывная вспомогательная разгрузочная прядь 120 является гибкой. В некоторых вариантах реализации непрерывная вспомогательная разгрузочная прядь 120 имеет высокую прочность на растяжение и высокий модуль упругости. Варианты реализации, в которых непрерывная вспомогательная разгрузочная прядь 120 является мононитью, непрерывная вспомогательная разгрузочная прядь 120 может иметь диаметр приблизительно от 100 микрометров до 625 микрометров (например, приблизительно от 150 микрометров до 250 микрометров;" приблизительно от 175 микрометров до 225 микрометров). В вариантах реализации, в которых непрерывная вспомогательная разгрузочная прядь 120 является комплексной нитью, каждая отдельная элементарная нить комплексной нити может иметь диаметр приблизительно от 10 микрометров до 50 микрометров (например, приблизительно от 20 микрометров до 40 микрометров).
В зависимости от применения, непрерывная вспомогательная разгрузочная прядь 120 из мононити или из комплексной нити, может быть выполнена, например, но без ограничения, из сложного полиэфира, полиамида (например, Нейлон 6,6), поливинилацетата, поливинилового спирта, полипропилена, полиэтилена, акрилопласта, хлопка, вискозы и. огнезащитных версий всех перечисленных материалов, когда не требуется сопротивление экстремально высоким температурам. Если вместе с огнезащитными свойствами требуется сопротивление высоким температурам, тогда непрерывная вспомогательная разгрузочная прядь 120 может быть выполнена, например, но без ограничения, из материалов, содержащих мета-арамидные волокна (доступные на рынке под названиями, например, Nomex®, Conex®), пара-арамиды (доступные на рынке под названиями, например, Kevlar®, Twaron®), полиэфиримид (доступный на рынке под названием, например, Ultem®), полифениленсульфид, жидкокристаллические термореактивные смолы, политетрафторэтилен и простой полиэфирэфиркетон. При необходимости сопротивления еще более высоким температурам помимо огнезащитных свойств, непрерывная вспомогательная разгрузочная прядь 120 может содержать минеральные нити, например, такие как стекловолокно, базальт, кварц или керамика. Нити из ароматического полиамида и нити из полиэфира представляют собой приведенные в качестве иллюстрации нити, которые могут быть использованы в качестве непрерывной вспомогательной разгрузочной пряди 120.
В некоторых вариантах реализации непрерывная вспомогательная разгрузочная прядь 120 если она выполнена из органических волокон, может быть летучей при нагреве, т.е. органические волокна испаряются или выгорают, когда вязаное изделие подвергают воздействию высоких температур (например, 300 градусов по Цельсию, или более; 500 градусов по Цельсию, или более). В некоторых вариантах реализации непрерывная вспомогательная разгрузочная прядь 120, если она выполнена из органических волокон, может быть химически летучей, т.е. органические волокна растворяются или разлагаются, когда вязаное изделие подвергают воздействию химической обработки.
В некоторых вариантах реализации непрерывная вспомогательная разгрузочная прядь 120 является металлической или выполненной из металлического сплава. В некоторых вариантах реализации, для коррозиеустойчивых случаев применения, непрерывная вспомогательная разгрузочная прядь 120 может содержать непрерывные пряди из сплавов на основе никель-хрома, таких как сплавы, содержащие массовую долю хрома более 12% и массовую долю никеля более 40% (например, сплавы Inconel®, сплав Inconel® 718), сплавов на основе никель-хром-молибдена, таких как сплавы, содержащие массовую долю молибдена по меньшей мере 10% и массовую долю хрома более 20% (например, Хастеллой (Hastelloy)), алюминия, нержавеющей стали, такая как низкоуглеродистая нержавеющая сталь, например SS316L, которые имеют высокие антикоррозийные свойства. Могут быть использованы другие проводящие непрерывные пряди металлической проволоки, например, такие как медные, оловянные или из никелированной меди и из других металлических сплавов. Данные проводящие непрерывные пряди могут быть использованы в областях применения, связанных с проводимостью. В вариантах реализации, в которых непрерывная вспомогательная разгрузочная прядь 120 является комплексной нитью, каждая отдельная элементарная нить комплексной нити может иметь диаметр приблизительно от 50 микрометров до 300 микрометров (например, приблизительно от 100 микрометров до 200 микрометров).
Непрерывная вспомогательная разгрузочная прядь 120 и непрерывная керамическая прядь 110 могут быть протянуты в вязальную систему через единое устройство для подачи материала вместе или "наложены" в вязальной системе через два устройства для подачи материала для создания необходимого вязаного полотна с непрерывной вспомогательной разгрузочной прядью 120 по существу открытой на одной поверхности полотна, и непрерывной керамической прядью 110, по существу открытой на противоположной поверхности полотна.
На ФИГ. 2 показан увеличенный частичный вид в перспективе многокомпонентной многопрядной нити 200, содержащей непрерывную керамическую прядь 110, намотанную (обернутую) вокруг непрерывной вспомогательной разгрузочной пряди 120 в соответствии с вариантами реализации, описанными в настоящем описании. Непрерывная вспомогательная разгрузочная прядь 120 обычно находится под растяжением в процессе вязания, снижая таким образом величину растяжения, которое испытывает непрерывная керамическая прядь 110 в процессе вязания. Снижение растяжения обычно приводит к снижению разрывов непрерывной керамической пряди 110.
Непрерывная керамическая прядь 110 обычно обернута вокруг непрерывной вспомогательной разгрузочной пряди 120 до протягивания в вязальную систему. Непрерывная керамическая прядь 110, обернутая вокруг непрерывной вспомогательной разгрузочной пряди 120 может быть протянута в вязальную систему через единое устройство для подачи материала для создания необходимого вязаного полотна.
Процесс намотки может быть использован для наложения непрерывной керамической пряди 110 на непрерывную вспомогательную разгрузочную прядь 120. Может быть использовано любое устройство, обеспечивающее покрытие непрерывной вспомогательной разгрузочной пряди 120 посредством обертывания или оплетения непрерывной керамической пряди 110 вокруг непрерывной вспомогательной разгрузочной пряди 120, такое как оплеточная машина или намоточная/оберточная машина. Непрерывная керамическая прядь 110 может быть обернута вокруг непрерывной вспомогательной разгрузочной пряди 120 множеством различных способов, т.е. непрерывная керамическая прядь 110 может быть обернута вокруг непрерывной вспомогательной разгрузочной пряди 120 в обоих направлениях (двойная намотка), или она может быть обернута вокруг непрерывной вспомогательной разгрузочной пряди 120 только в одном направлении (одиночная намотка). В дополнение, количество оборотов на единицу длины может меняться. Например, в одном варианте реализации используют от 0,3 до 3 оборотов на дюйм (например, от 0,1 до 1 оборота на см).
На ФИГ. 3 показан увеличенный частичный вид в перспективе многокомпонентной многопрядной нити 300, содержащей непрерывную керамическую прядь 110, непрерывную вспомогательную разгрузочную прядь 120 и металлическую проволоку 310 до обработки в соответствии с вариантами реализации, описанными в настоящем описании. Как показано на ФИГ. 3, многокомпонентная многопрядная нить 300 представляет собой трехкомпонентную многопрядную нить. Металлическая проволока 310 обеспечивает дополнительную поддержку непрерывной керамической пряди 110 в процессе вязания. Непрерывная вспомогательная разгрузочная прядь 120 может представлять собой полимерную мононить, как описано в настоящем описании. Непрерывная вспомогательная разгрузочная прядь 120 и непрерывная керамическая прядь 110 могут быть как протянуты в вязальную систему через одно устройство для подачи материала, так и "наложены" вместе с металлической проволокой 310, которая протянута в систему через второе устройство для подачи материала, для создания требуемого вязаного полотна.
Аналогично описанным ранее материалам из металлического сплава непрерывной вспомогательной разгрузочной пряди 120 металлическая проволока 310 может содержать непрерывные пряди сплавов на основе никель-хрома (например, сплавы Inconel®, сплав Inconel® 718), сплавов на основе никель-хром-молибдена, алюминия, нержавеющей стали, такой как низкоуглеродистая нержавеющая сталь, например, SS316L, которые имеют высокие антикоррозийные свойства. Однако могут быть использованы другие проводящие непрерывные пряди металлической проволоки, например, такие как медные, оловянные или из никелированной меди и из других металлических сплавов.
В вариантах реализации, в которых непрерывная вспомогательная разгрузочная прядь 120 является летучей при нагреве (например, удаляется посредством процесса термической очистки), металлическую проволоку 310 обычно выбирают таким образом, что она сможет выдержать процесс термической очистки. В вариантах реализации, в которых металлическая проволока 310 является мононитью, металлическая проволока может иметь диаметр приблизительно от 100 микрометров до 625 микрометров (например, приблизительно от 150 микрометров до 250 микрометров). В вариантах реализации, в которых металлическая проволока 310 является комплексной нитью, каждая отдельная элементарная нить комплексной нити может иметь диаметр приблизительно от 10 микрометров до 50 микрометров. В некоторых вариантах реализации металлическая проволока 310 вплетена в вязаное полотно в мягком состоянии, а впоследствии ее термически закаляют после достижения необходимой формы конечного изделия.
На ФИГ. 4 показан увеличенный частичный вид в перспективе, другой многокомпонентной многопрядной нити 400, содержащей непрерывную керамическую прядь 110, намотанную вокруг непрерывной вспомогательной разгрузочной пряди 120 и металлическую проволоку 310 в соответствии с вариантами реализации, описанными в настоящем описании. Как показано на ФИГ. 4, многокомпонентная многопрядная нить 400 представляет собой трехкомпонентную многопрядную нить. Непрерывная вспомогательная разгрузочная прядь 120 представляет собой полимерную комплексную нить, как описано в настоящем описании. Непрерывную керамическую прядь 110, намотанную вокруг непрерывной вспомогательной разгрузочной пряди 120 протягивают в вязальную систему через одно устройство для подачи материала или их "накладывают" вместе с металлической проволокой 310, которая протянута в систему через второе устройство для подачи материала, для создания требуемого вязаного полотна.
На ФИГ. 5 показан увеличенный вид в перспективе одного примера многокомпонентной нити 510 в вязаном полотне 500, которой содержит проволочную вставку 520, интегрированную в вязаное полотно 500, в соответствии с вариантами реализации, описанными в настоящем описании. Проволочная вставка 520, показанная на ФИГ. 5, выровнена в направлении вязания вязаного полотна 500. Проволочная вставка 520 с некоторым шагом интегрирована в вязаное полотно 500 для обеспечения дополнительной жесткости и прочности вязаному полотну 500. В некоторых вариантах реализации проволочная вставка 520 вплетена в вязаное полотно 500. Вязаное полотно 500 представляет собой уточно-вязаную конструкцию с горизонтальным рядом петель, выполненных посредством вязания многокомпонентной нитью 510 в горизонтальном направлении (т.е. в направлении вязания). Проволочная вставка 520 представляет собой непрерывную вставку, содержащую прямые проволочные участки 530a-530h с чередующимися изогнутыми проволочными участками 540а-540g, соединяющими каждый прямой проволочный участок с соседним прямым проволочным участком (например, прямой проволочный участок 530а и прямой проволочный участок 530b соединены изогнутым проволочным участком 540а). Каждый прямой проволочный участок 530a-530h проволочной вставки 520 выровнен параллельно направлению вязания многокомпонентной нитью 510.
Проволочная вставка 520 может иметь переменное расстояние для учета областей, которым необходима большая или меньшая жесткость. Например, проволочная вставка 520 может иметь одинаковое или неодинаковое расстояние между соседними прямыми проволочными участками. В варианте реализации, показанном на ФИГ. 5, проволочная вставка 520 имеет одинаковое расстояние между соседними прямыми проволочными участками проволочной вставки 520. Одна или множество проволочных вставок могут быть использованы для создания необходимой архитектуры итогового компонента.
На ФИГ. 6 показан увеличенный вид в перспективе другого примера вязаного полотна 600, которое содержит многокомпонентную нить 510 и интегрированную в вязаное полотно 600 проволочную вставку 620. Вязаное полотно 600 представляет собой уточно-вязаную конструкцию с горизонтальным рядом петель, выполненных посредством вязания многокомпонентной нитью 510 в горизонтальном направлении (т.е. в направлении вязания). Вязаное полотно 600 является аналогичным вязаному полотну 500, показанному на ФИГ. 5, за исключением того, что проволочная вставка 620 содержит прямые проволочные участки 630a-630h, которые расположены под углом по отношению к направлению вязания вязаного полотна 600, прямые проволочные участки 640а-640l, выровненные в направлении вязания вязаного полотна 600, и изогнутые проволочные участки 650а-650с.
Проволочная вставка 620 представляет собой непрерывную вставку, содержащую прямые проволочные участки 640с и 640d, выровненные с направлением вязания, прямые проволочные участки 640f и 640g, выровненные с направлением вязания, и прямые участки 640i и 640j, выровненные с направлением вязания, а также чередующиеся изогнутые участки 650а, 650b и 650с, соединяющие каждый прямой проволочный участок с соседним прямым проволочным участком (т.е. прямое проволочный участок 640 с и прямой проволочный участок 640d соединены изогнутым проволочным участком 650а). Каждый прямой проволочный участок 640с, 640d, 640f, 640g, 640i и 640j проволочной вставки 620 выровнен параллельно направлению вязания многокомпонентной нитью 510.
Проволочная вставка 620 также содержит расположенный под углом прямой проволочный участок 630а, который соединяет выровненные прямые проволочные участки 640а и 640b, расположенный под углом прямой проволочный участок 630b, который соединяет выровненные прямые проволочные участки 640b и 640с, расположенный под углом прямой проволочный участок 630с, который соединяет выровненные прямые проволочные участки 640d и 640е, расположенный, под углом прямой проволочный участок 630d, который соединяет выровненные прямые проволочные участки 640е и 640f, расположенный под углом прямой проволочный участок 630е, который соединяет выровненные прямые проволочные участки 640g и 640h, расположенный под углом прямой проволочный участок 630f, который соединяет выровненные прямые проволочные участки 640k и 640l, расположенный под углом прямой проволочный участок 630g, который соединяет выровненные прямые проволочные участки 640j и 640k, и расположенный под углом прямой проволочный участок 630h, который соединяет выровненные прямые проволочные участки 640k и 640l.
Как описано в настоящем описании, проволочная вставка 620 может иметь переменное расстояние, одинаковое расстояние, или их сочетание для учета областей, которым необходима большая или меньшая жесткость. Как показано на ФИГ. 6, проволочная вставка 620 может иметь переменное расстояние для учета областей, которым необходима большая или меньшая жесткость. Например, расстояние между каждой парой параллельных выровненных прямых проволочных участков, например, 640с и 640d, 640b и 640е, 640а и 640f, увеличивается при перемещении каждой пары параллельных выровненных прямых проволочных участков от каждого изогнутого проволочного участка 650а-650с. Одна или множество проволочных вставок 620 могут быть использованы для создания необходимой архитектуры итогового изделия.
На ФИГ. 7 показан увеличенный вид в перспективе другого примера вязаного полотна 700, которое содержит многокомпонентную нить 510 и множество интегрированных в вязаное полотно 700 наложенных проволочных вставок 620, 720, в соответствии с вариантами реализации, описанными в настоящем описании. Вязаное полотно 700 представляет собой уточно-вязаную конструкцию с горизонтальным рядом петель, выполненных посредством вязания многокомпонентной нитью 510 в горизонтальном направлении (т.е. в направлении вязания). Вязаное полотно 700 является аналогичным вязаным полотнам 500 и 600, показанным на ФИГ. 5 и ФИГ. 6, за исключением того, что вязаное полотно 700 содержит наложенные проволочные вставки 720 и 620. Проволочные вставки 620 и 720 имеют участки, выровненные с направлением вязания вязаного полотна 700.
Проволочная вставка 720 представляет собой непрерывную вставку, содержащую прямые проволочные участки 722а-722с с чередующимися изогнутыми проволочными участками 724а-724с, соединяющими каждый прямой проволочный участок с соседним прямым проволочным участком (например, прямой проволочный участок 722а и прямой проволочный участок 722b соединены изогнутым проволочным участком 724а). Каждый прямой проволочный участок 722а-722с проволочной вставки 720 выровнен параллельно направлению вязания многокомпонентной нитью 510. Расстояние между соседними прямыми проволочными участками проволочной вставки 720 показано равномерным. Однако, в некоторых вариантах реализации, расстояние между соседними проволочными участками проволочной вставки 720 может быть переменным для учета областей, которым необходима большая или меньшая жесткость.
Проволочные вставки 520, 620 и 720 могут быть выполнены из любого указанного ранее металлического или керамического материала. Проволочные вставки 520, 620 и 720 обычно имеют больший диаметр (например, приблизительно от 300 микрометров до 3000 микрометров), который нельзя или затруднительно использовать при вязании вследствие диаметра проволочной вставки и размера вязальной машины. Однако, следует понимать, что диаметр материала, который нельзя использовать при вязании, зависит от размера вязальной машины и, в результате, различные вязальные машины могут использовать для вязания материалы различных диаметров. Проволочные вставки 520, 620 и 720 могут быть размещены в вязаных полотнах 500, 600, 700 посредством кладки проволочных вставок 520, 620 и 720 между соседними петлями для эффекта вплетения.
Многокомпонентная нить 510 может представлять собой любую из многокомпонентных нитей, показанных на ФИГ. 1-4. Хотя на ФИГ. 5-7 показана область гладковязаного полотна, следует отметить, что изображение области гладковязаного полотна приведено лишь в качестве примера, и что варианты реализации, описанные в настоящем описании, не ограничены гладковязаными полотнами. Любые подходящие лицевые петли и плотность петель могут быть использованы для выполнения вязаных полотен, описанных в настоящем описании. Например, могут быть использованы гладкие петли (джерси), интерлок, ластичные петли и их комбинации, или другие.
Хотя на ФИГ. 5-7 показана уточновязанная конструкция, следует понимать, что варианты реализации, описанные в настоящем описании, могут быть использованы с другими вязаными конструкциями, включая, например, основовязанные конструкции. Основовязанное полотно, в котором направление вязания проходит вертикально, проволочные вставки могут быть расположены по нормали к направлению вязания. Следует также понимать, что конструкции проволочной вставки, показанные на ФИГ. 5-7, приведены только в качестве примера, и другие конструкции проволочных вставок могут быть использованы в вариантах реализации, раскрытых в настоящем описании. Например, в некоторых вариантах реализации, в которых участки проволочной вставки расположены под углом относительно направления вязания, расположенные под углом проволочные участки вставки могут быть расположены под углом от 2 градусов до 60 градусов по отношению к направлению вязания (например, под углом от 5 градусов до 30 по отношению к направлению вязания; под углом от 9 градусов до 20 по отношению к направлению вязания).
На ФИГ. 8 показана блок-схема 800 процесса получения теплоизоляционного элемента в соответствии с вариантами реализации, описанными в настоящем описании. На этапе 810 образуют вязаное полотно. В некоторых вариантах реализации одновременно осуществляют вязание непрерывной керамической прядью и непрерывной вспомогательной разгрузочной прядью, для получения вязаного полотна. Непрерывная керамическая прядь и непрерывная вспомогательная разгрузочная прядь могут быть такими, как описаны выше. Указанными прядями могут одновременно осуществлять вязание на плосковязальной машине, на машине для трубчатого вязания или на любой другой подходящей вязальной машине. Непрерывная керамическая прядь и непрерывная вспомогательная разгрузочная прядь могут одновременно подаваться в вязальную машину через единое устройство для подачи материала для получения многокомпонентной нити. В вариантах реализации, в которых непрерывная керамическая прядь обернута вокруг непрерывной вспомогательной разгрузочной пряди (например, как показано на ФИГ. 2 и ФИГ. 4), непрерывная керамическая прядь может быть обернута вокруг непрерывной вспомогательной разгрузочной пряди до одновременной подачи непрерывной керамической пряди и непрерывной вспомогательной разгрузочной пряди в вязальную машину. Намоточная машина/обертывающая машина может быть использована для обертывания пряди из керамического волокна вокруг непрерывной вспомогательной разгрузочной пряди. Хотя вязание может быть выполнено вручную, коммерческое производство вязаных компонентов обычно выполняют посредством вязальных машин. Может быть использована любая подходящая вязальная машина. Вязальная машина может быть одной двухплоскостной вязальной машиной.
В некоторых вариантах реализации, в которых многокомпонентная многопрядная нить также содержит проволоку из металлического сплава, двухкомпонентная нить может быть подана через первое устройство для подачи материала, а проволока из металлического сплава может быть одновременно подана через второе устройство для подачи материала для получения вязаного полотна. Могут осуществлять одновременное вязание прядями для получения одного слоя. Могут осуществлять вязание проволокой из металлического сплава в мягком состоянии, а затем закалять посредством процесса термической закалки.
В некоторых вариантах реализации в вязаное полотно добавлена проволочная вставка. Проволочная вставка может быть выполнены из любого из указанных ранее металлических или керамических материалов. В вариантах реализации, которые содержат как проволоку из металлического сплава, так и совместно вязанную проволочную вставку, проволочная вставка имеет больший диаметр, чем проволока из металлического сплава. Проволочные вставки обычно имеют больший диаметр материала (например, приблизительно от 300 микрометров до 3000 микрометров; приблизительно от 400 микрометров до 700 микрометров), который нельзя использовать при вязании или затруднительно использовать при вязании вследствие диаметра проволочной вставки и размера вязальной машины. Однако, следует понимать, что диаметр материала, который нельзя использовать при вязании, зависит от размера вязальной машины и, в результате, различные вязальные машины могут использовать для вязания материалы различных диаметров. Проволочная вставка может быть размещена в вязаном полотне посредством укладки проволочной вставки между противоположными петлями для эффекта вплетения.
В некоторых вариантах реализации, в которых используют технологию трубчатого вязания, одна или более проволок из сплава могут быть пропущены через противоположные игольные ложа, что может обеспечить дополнительную жесткость и поддержку после того, как уплотнительный элемент расширен до необходимой формы и термически закален.
На этапе 820 придают вязаному полотну необходимую форму, соответствующую конечному компоненту. Необходимую форму обычно придают, пока проволока из металлического сплава и интегрированная в полотно вставка находятся в мягком, поддающемся формованию, состоянии. Вязаное полотно может быть уложено в преформу или размещено на оправке для придания необходимой формы, соответствующей конечному компоненту.
На этапе 830, при необходимости, изоляционный материал добавляют во внутреннюю часть полученного компонента. Может быть использован любой изоляционный материал, способный выдерживать необходимые температуры. Примеры изоляционного материала включают стекловолокно и керамику. В качестве альтернативы могут быть использованы другие находящиеся в широкой доступности высокотемпературные материалы, такие как диоксид циркония, диоксид алюминия, силикат алюминия, оксид алюминия и высокотемпературные стекловолокна. В некоторых вариантах реализации изоляционный материал сшит с вязаным полотном. Изоляционный материал может быть добавлен в любое время во время выполнения компонента. Например, изоляционный материал может быть добавлен до придания вязаному полотну формы компонента или после придания вязаному полотну формы конечного компонента. В некоторых вариантах реализации, в которых вязаное полотно получено с использованием процесса трубчатого вязания, изоляция может быть вставлена в трубку во время изготовления при помощи вязания.
В некоторых вариантах реализации вязаное полотно сшивают вместе для получения конечного компонента. Вязаное полотно обычно сшивают вместе для получения конечного компонента, пока проволока из металлического сплава и интегрированная в полотно вставка находятся в мягком, поддающемся формованию, состоянии. Однако в некоторых вариантах реализации вязаное полотно может быть сшито вместе после того как проволока из металлического сплава и проволочная вставка закалены.
На этапе 840 полученный компонент термически обрабатывают. В вариантах реализации, в которых в вязаном полотне не присутствует металлический сплав, волокно на основе керамики может быть термически очищено и термически обработано до установленных параметров изготовителя. Процесс термической обработки удаляет любой клей на волокне, а также удаляет вспомогательное волокно. В вариантах реализации, в которых присутствует металлический сплав, металл термически закаляют до стандартных параметров. Цикл термической закалки также предназначен для удаления клея на волокне на основе керамики, а также вспомогательных средств. В вариантах реализации, в которых вспомогательные средства представляют собой защитные разгрузочные средства, вязаное полотно подвергают процессу удаления вспомогательных средств. В зависимости от материала вспомогательных средств, процесс удаления вспомогательных средств может включать подвергание вязаного полотна воздействию растворителей, тепла и/или света. В некоторых вариантах реализации, в которых вспомогательные средства удаляют посредством воздействия тепла (такие, как летучие при нагреве), вязаное полотно могут нагревать до первой температуры для удаления вспомогательных разгрузочных средств. Следует понимать, что температуры, используемые для удаления вспомогательных средств, зависят от материала.
В некоторых вариантах реализации вязаное полотно подвергают воздействию упрочняющего процесса термической обработки. Вязаное полотно могут нагревать до второй температуры, большей, чем первая температура, для отжига керамической пряди. Отжиг керамической пряди может ослаблять остаточные напряжения керамической пряди, обеспечивая возможность приложения больших напряжений до разрыва керамических волокон. Подъем температуры выше первой температуры термической очистки может быть использован для упрочнения керамики и одновременного упрочнения металлической проволоки, при наличии. После подъема температуры выше первой температуры, температуру затем могут снижать и удерживать на различных значениях в течении периода времени в процессе отпуска со ступенчатым снижением. Следует понимать, что температуры, используемые для упрочняющего процесса термической обработки, зависят от материала.
В одном приведенном в качестве примера варианте реализации, в котором вспомогательные средства выполнены из Нейлона 6,6, керамическая прядь выполнена из Nextel™ 312 (некстель), а проволока из металлического сплава выполнена из Inconel® 718 (инконель), после вязания вязаное полотно подвергают воздействию процесса термической обработки для очистки/выжигания вспомогательных средств из Нейлона 6,6. После удаления вспомогательных средств из нейлона 6,6, выполняют упрочняющую термическую обработку, которую могут выдержать как Inconel® 718, так и Nextel™ 312. Например, при нагреве материала до 1000 градусов по Цельсию, вспомогательные средства из Нейлона 6,6 выгорают при первой температуре, меньшей, чем 1000 градусов по Цельсию. Температуру снижают с 1000 градусов по Цельсию приблизительно до 700-800 градусов по Цельсию, и выдерживают на этом значении в течение периода времени, и понижают до 600 градусов по Цельсию на период времени. Таким образом, данный процесс термической обработки одновременно отжигает керамику Nextel™ 312, в то время как происходит рост зерна и рекристаллизация Inconel® 718. Таким образом достигается одновременное упрочнение металлической проволоки и последующая термическая обработка керамики.
Вязаное полотно может быть пропитано выбранным затвердевающим пропитывающим материалом, который затем затвердевает. Вязаное полотно может быть уложено в преформу или размещено на оправке до пропитки выбранным затвердевающим пропитывающим материалом. Подходящий затвердевающий
пропитывающий материал включает любой затвердевающий пропитывающий материал, совместимый с вязаным полотном. Приведенные в качестве примера подходящие затвердевающие пропитывающие материалы включают органические или неорганические пластики и другие подходящие формуемые вещества, включая стекло, органические полимеры, натуральные и синтетические резины и смолы. Вязаное полотно может быть пропитано затвердевающим пропитывающим материалом с использованием любого подходящего процесса жидкой пропитки, известного в уровне техники. Пропитанное вязаное полотно затем может отверждаться с применением тепла и/или давления для отверждения вязаного полотна до конечного формованного изделия.
Один или более материалов наполнителя могут также быть включены в вязаное полотно в зависимости от требуемых свойств конечного вязаного изделия. Один или более материалов наполнителя могут быть устойчивыми к текучим средам. Один или более материалов наполнителя могут быть термоустойчивыми. Приведенный в качестве примера материал наполнителя включает обычные частицы наполнителя, такие как углеродная сажа, слюда, глины, такие как монтмориллонитовые глины, силикаты, стекловолокно, углеродное волокно и тому подобное, а также их комбинации.
В дополнение к непрерывной керамической пряди, вязаное полотно может также содержать второй волоконный компонент. Второй волоконный компонент может быть выбран из группы, состоящей из: керамики, стекла, минералов, отвержденных при нагревании полимеров, термопластичных полимеров, эластомеров, металлических сплавов и их комбинаций. Непрерывная керамическая прядь и второй волоконный компонент могут содержать одни и те же или разные лицевые петли. Непрерывная керамическая прядь и второй волоконный компонент могут быть одновременно связаны в один слой. Непрерывная керамическая прядь и второе волокно могут содержать одни и те же лицевые петли или разные лицевые петли. Непрерывная керамическая прядь и второе волокно могут быть связаны как интегрированные отдельные области конечного вязаного изделия. Вязание в качестве интегрированных отдельных областей может снизить необходимость в вырезании и сшивании для изменения характеристик указанной области. Вязаные интегрированные области могут иметь непрерывные волоконные поверхности взаимодействия, при этом вырезанные и сшитые поверхности взаимодействия не имеют непрерывных поверхностей взаимодействия, что затрудняет реализацию интеграции указанных ранее функциональных особенностей (например, электрической проводимости). Непрерывная керамическая прядь и второй волоконный компонент могут быть вставлены в основном и/или уточном направлениях.
Описанные в настоящем описании вязаные полотна могут быть связаны во множество слоев. Вязание описанных в настоящем описании вязаных полотен во множество слоев обеспечивает возможность выполнения комбинации, имеющей полотна с различными свойствами (например, конструктивными, термическими или электрическими), при этом сохраняя возможность периферического соединения или совпадения в слоях или между слоями всего полотна. Множество слоев может иметь прерывистый шов или вставочные соединительные средства между слоями. Данные прерывистый шов или вставочные соединительные средства между слоями могут обеспечить возможность выполнение функциональных свойств и/или соединительных средств на меньших масштабах по длине (например, менее 0,25 дюйма (0,635 см)). Например, с двумя внешними вязаными слоями с соединительным слоем между ними. Множество слоев может содержать полости или каналы. Полости или каналы могут содержать электрические провода, датчики или другой электрический функционал. Полости или каналы могут содержать один или более материалов наполнителя.
Один или более материалов наполнителя могут быть выбраны для улучшения требуемых свойств конечного вязаного изделия. Один или более материалов наполнителя могут быть устойчивы к текучим средам. Один или более материалов наполнителя могут быть термоустойчивыми. Приведенный в качестве примера материал наполнителя включает обычные частицы наполнителя, такие как углеродная сажа, слюда, глины, такие как монтмориллонитовые глины, силикаты, стекловолокно, углеродное волокно и тому подобное, а также их комбинации.
На ФИГ. 9 показан схематический вид в разрезе приведенного в качестве примера теплоизоляционного элемента 900, содержащего вязаное полотно из металлического сплава в соответствии с вариантами реализации, описанными в настоящем описании. Теплоизоляционный элемент 900 представляет собой уплотнительный элемент Р-типа с камерой, образованной от язычковой части 910, соединенной с камерной частью 920. Теплоизоляционный элемент 900 содержит промежуточный обертывающий элемент 906 и внешний устойчивый к истиранию обертывающий элемент 934. Внешний устойчивый к истиранию обертывающий элемент 934 защищает промежуточный обертывающий элемент 906.
Промежуточный обертывающий элемент 906 выполнен из одного или более слоев волоконного материала на основе керамики. В одном варианте реализации волоконный материал на основе керамики имеет композицию из оксида алюминия, бора и кремния. В одном варианте реализации волоконный материал на основе керамики является однослойным вязаным волокном на основе керамики, как описано выше со ссылкой на ФИГ. 1-8.
В некоторых вариантах реализации теплоизоляционный элемент также содержит сердцевинный элемент (сердечник) 922, выполненный из упругого материала, имеющего свойства, аналогичные пружине. Сердцевинный элемент 922 служит в качестве внутренней конструкционной гибкой опоры, предотвращающей схлопывание теплоизоляционного элемента 900 во время работы. В некоторых вариантах реализации сердцевинный элемент 922 образован посредством формирования валками. В некоторых вариантах реализации, в которых присутствует сердцевинный элемент 922, промежуточный обертывающий элемент 906 покрывает сердцевинный элемент 922.
Сердцевинный элемент 922 может быть выполнен из металла на основе жаропрочного сплава, включая жаропрочные сплавы на основе никеля, железа и кобальта. Приведенные в качестве примеров коммерчески доступные жаропрочные сплавы включают сплавы на основе Inconel®, сплав Inconel® 718 и сплав Haynes® 188. В некоторых вариантах реализации сердцевинный элемент 922 выполнен из материала, выбранного из группы, состоящей из нержавеющей стали, керамического материала, никель-хромового жаропрочного сплава и их комбинаций.
В некоторых вариантах реализации теплоизоляционный элемент также содержит изоляционный материал 924 (например, стекловолокно, керамику и т.д.). В некоторых вариантах реализации, при наличии, изоляционный материал 924 наполняет сердцевинный элемент 922. В некоторых вариантах реализации, в которых не присутствует сердцевинный элемент 922, изоляционный материал может наполнять промежуточный обертывающий элемент 906.
В некоторых вариантах реализации язычковая часть 910 и камерная часть 920 выполнены из вязаного полотна на основе керамики, описанного в настоящем описании. В некоторых вариантах реализации камерная часть 920 также наполнена изоляционным материалом 924 (например, стекловолокном, керамикой и т.д.). Конечно, следует отметить, что в некоторых вариантах реализации не только камерная часть 920, но также язычковая часть 910 является частично наполненной теплоизоляционным материалом. В некоторых вариантах реализации язычковая часть 910 пришита (в данном случае, посредством стежков 930) или другим образом присоединена к камерной части 920 для завершения податливого (обычно деформируемого вручную) уплотнительного элемента. В некоторых вариантах реализации один или более устойчивых к истиранию обертывающих элементов 934 могут быть добавлены к теплоизоляционному элементу 900 для множества различных целей, например, повышенной прочности, повышенной термостойкости или для того и другого.
Хотя приведенный в качестве примера уплотнительный элемент с камерой по п. 9 показан в определенных пропорциях, следует понимать, что также предполагаются множество модификаций. Например, со ссылкой на вид в разрезе уплотнительного элемента с камерой по ФИГ. 9, язычковая часть может проходить значительно дальше налево, так чтобы иметь ширину до двух раз больше, до пяти раз больше и даже до десяти раз больше (или даже больше), чем ширина камерной части. Аналогичным образом камерная часть может проходить значительно дальше направо, так чтобы иметь ширину до двух раз больше, до пяти раз больше и даже до десяти раз больше (или даже больше), чем ширина язычковой части. Более того, следует отметить, что в некоторых вариантах реализации камерная часть снабжена дополнительными (например, второй, третьей, четвертой и т.д.) язычковыми частями, причем дополнительные язычковые части могут проходить в одном и том же направлении или в противоположных направлениях. Аналогичным образом, при необходимости, одна или более камерных частей могут быть соединены с язычковой частью (язычковыми частями), в особенности, когда концевая поверхность является относительно большой. Вследствие этого следует понимать, что в некоторых вариантах реализации уплотнительный элемент с камерой содержит множество камерный частей, которые наиболее предпочтительно выполнены из одного листа (например, уплотнительный элемент с двумя камерами). В таких альтернативных конструкциях камерные части предпочтительно расположены последовательно, но также могут быть (в качестве альтернативы или дополнительно) расположены дуг над другом. Таким образом, также предполагаются уплотнительные элементы, в которых по меньшей мере одна из камер наполнена изоляционным материалом, отличным от материалов в остальных камерах (например, для выдерживания отличающихся тепловых воздействий).
На ФИГ. 10А-10В показаны схематические виды в разрезе других теплоизоляционных элементов 1000, содержащих вязаное полотно из металлического сплава в соответствии с вариантами реализации, описанными в настоящем описании. Теплоизоляционный элемент 1000 представляет собой уплотнительный элемент омегообразной формы с камерой, образованный из камерной части 1010 и разделенного основания 1020. Теплоизоляционный элемент 1000 содержит промежуточный обертывающий элемент 1006 и внешний устойчивый к истиранию обертывающий элемент 1034. Внешний устойчивый к истиранию обертывающий элемент 1034 защищает промежуточный обертывающий элемент 1006.
Промежуточный обертывающий элемент 1006 выполнен из одного или более слоев волоконного материала на основе керамики. В одном варианте реализации промежуточный обертывающий элемент 1006 имеет композицию из оксида алюминия, бора и кремния. В одном варианте реализации промежуточный обертывающий элемент 1006 является однослойным вязаным волокном на основе керамики, как описано выше со ссылкой на ФИГ. 1-8.
В некоторых вариантах реализации теплоизоляционный элемент 1000 также содержит сердцевинный элемент 1022, выполненный из упругого материала, имеющего свойства, аналогичные пружине. Сердцевинный элемент 1022 служит в качестве внутренней конструкционной гибкой опоры, предотвращающей схлопывание теплоизоляционного элемента 1000 во время работы. В некоторых вариантах реализации сердцевинный элемент 1022 получен посредством формования валками. В некоторых вариантах реализации, в которых присутствует сердцевинный элемент 1022, промежуточный обертывающий элемент 1006 покрывает сердцевинный элемент 1022.
Сердцевинный элемент 1022 может быть выполнен из металла на основе жаропрочного сплава, включая жаропрочные сплавы на основе никеля, железа и кобальта. Приведенные в качестве примеров коммерчески доступные жаропрочные сплавы включают сплавы на основе Inconel®, сплав Inconel® 718 и сплав Haynes® 188. В некоторых вариантах реализации сердцевинный элемент 1022 выполнен из материала, выбранного из группы, состоящей из нержавеющей стали, керамического материала, никель-хромового жаропрочного сплава и их комбинаций.
В некоторых вариантах реализации теплоизоляционный элемент 1000 также содержит изоляционный материал 1024 (например, стекловолокно, керамика и т.д.). В некоторых вариантах реализации, при наличии, изоляционный материал 1024 наполняет сердцевинный элемент 1022. В некоторых вариантах реализации, в которых не присутствует сердцевинный элемент 1022, изоляционный материал может наполнять промежуточный обертывающий элемент 1006.
В некоторых вариантах реализации камерная часть 1010 и разделенное основание 1020 выполнены из вязаного полотна на основе керамики, описанного в настоящем описании. Внешняя конфигурация разделенного основания 1020 определяет посадочное место, которое посажено и состыковано с каналом 1016 для обеспечения надежной механической посадки и опоры. Хотя такие каналы широко используются для установки уплотнений с камерами, данные каналы не требуются для уплотнительных конструкций в соответствии с вариантами реализации, раскрытыми в настоящем описании, так как может быть использован широкий диапазон других средств для установки или расположения уплотнительной конструкции. В некоторых вариантах реализации камерная часть 1010 также наполнена изоляционным материалом 1024 (например, стекловолокном, керамикой и т.д.). В некоторых вариантах реализации один или более устойчивых к истиранию обертывающих элементов 1034 могут быть добавлены к теплоизоляционному элементу 1000 для множества различных целей, например, повышенной прочности, повышенной термостойкости или для того и другого.
На ФИГ. 10В показан вид в разрезе теплоизоляционного элемента 1000, установленного между противолежащими поверхностями. На ФИГ. 10В теплоизоляционный элемент 1000 установлен между противопожарной перегородкой 1012, которую в данном примере можно принять передней частью корпуса летательного аппарата, и противолежащий элемент 1014, который в данном примере представляет собой часть гондолы двигателя, направленной к противопожарной перегородке 1012 и расположенной на расстоянии от нее. Противопожарная перегородка 1012 содержит углубленный канал 1016 для приема разделенного основания 1020 теплоизоляционного элемента 1000. Теплоизоляционный элемент 1000 посажен в углубленном канале 1016 и расположен относительно него и противолежащего элемента 1014.
На ФИГ. 11А-11В показаны схематические виды в разрезе других теплоизоляционных элементов 1100, содержащих вязаное полотно из металлического сплава в соответствии с вариантами реализации, описанными в настоящем описании. Теплоизоляционный элемент 1100 представляет собой уплотнительный элемент М-типа, или сердцеобразной формы, с камерой, образованный из камерной части 1110 и разделенного основания 1120. Камерная часть 1110 имеет вогнутую часть 1108 для стыковки с противолежащей выпуклой поверхностью. Теплоизоляционный элемент 1100 содержит промежуточный обертывающий элемент 1106 и внешний устойчивый к истиранию обертывающий элемент 1134. Внешний устойчивый к истиранию обертывающий элемент 1134 защищает промежуточный обертывающий элемент 1106.
Промежуточный обертывающий элемент 1106 выполнен из одного или более слоев волоконного материала на основе керамики. В одном варианте реализации промежуточный обертывающий элемент 1106 имеет композицию из оксида алюминия, бора и кремния. В одном варианте реализации промежуточный обертывающий элемент 1106 является однослойным вязаным волокном на основе керамики, как описано выше со ссылкой на ФИГ. 1-8.
В некоторых вариантах реализации теплоизоляционный элемент 1100 также содержит сердцевинный элемент 1122, выполненный из упругого материала, имеющего свойства, аналогичные пружине. Сердцевинный элемент 1122 служит в качестве внутренней конструкционной гибкой опоры, предотвращающей схлопывание теплоизоляционного элемента 1100 во время работы. В некоторых вариантах реализации сердцевинный элемент 1122 получен посредством формирования валками. В некоторых вариантах реализации, в которых присутствует сердцевинный элемент 1122, промежуточный обертывающий элемент 1106 покрывает сердцевинный элемент 1122.
Сердцевинный элемент 1122 может быть выполнен из металла на основе жаропрочного сплава, включая жаропрочные сплавы на основе никеля, железа и кобальта. Приведенные в качестве примеров коммерчески доступные жаропрочные сплавы включают сплавы на основе Inconel®, сплав Inconel® 718 и сплав Haynes® 188. В некоторых вариантах реализации сердцевинный элемент 1122 выполнен из материала, выбранного из группы, состоящей из нержавеющей стали, керамического материала, никель-хромового жаропрочного сплава и их комбинаций.
В некоторых вариантах реализации теплоизоляционный элемент 1100 также содержит изоляционный материал 1124 (например, стекловолокно, керамика и т.д.). В некоторых вариантах реализации, при наличии, изоляционный материал 1124 наполняет сердцевинный элемент 1122. В некоторых вариантах реализации, в которых не присутствует сердцевинный элемент 1122, изоляционный материал может наполнять промежуточный обертывающий элемент 1106.
В некоторых вариантах реализации камерная часть 1110 и разделенное основание 1120 выполнены из вязаного полотна на основе керамики, описанного в настоящем описании. Внешняя конфигурация разделенного основания 1120 определяет посадочное место, которое посажено и состыковано с углубленным каналом 1116 для обеспечения надежной механической посадки и опоры. Хотя такие каналы широко используются для установки уплотнений с камерами, данные каналы не требуются для уплотнительных конструкций в соответствии с вариантами реализации, раскрытыми в настоящем описании, так как может быть использован широкий диапазон других средств для установки или расположения уплотнительной конструкции. В некоторых вариантах реализации камерная часть 1110 также наполнена изоляционным материалом 1124 (например, стекловолокном, керамикой и т.д.). В некоторых вариантах реализации один или более дополнительных внешних устойчивых к истиранию обертывающих элементов 1134 могут быть добавлены к теплоизоляционному элементу 1100 для множества различных целей, например, повышенной прочности, повышенной термостойкости или для того и другого.
На ФИГ. 11В показан вид в разрезе теплоизоляционного элемента 1100, установленного между противолежащими поверхностями. На ФИГ. 11В теплоизоляционный элемент 1100 установлен между противопожарной перегородкой 1112, которую в данном примере можно принять передней частью корпуса летательного аппарата, и противолежащий элемент 1114, который в данном примере представляет собой часть гондолы двигателя, направленной к противопожарной перегородке 1112 и расположенной на расстоянии от нее. Противопожарная перегородка 1112 содержит углубленный канал 1116 для приема разделенного основания 1120 теплоизоляционного элемента 1100, а противолежащий элемент 1114 содержит выпуклую часть 1118, противолежащую и параллельную углубленному каналу 1116, для стыковки с вогнутой частью 1108 теплоизоляционного элемента 1100. Теплоизоляционный элемент 1100 посажен в углубленном канале 1116 и расположен относительно него и противолежащего элемента 1114.
Следует понимать, что описанные в настоящем описании варианты реализации не ограничены геометрическими параметрами уплотнительного элемента, показанными на ФИГ. 9-11. В дополнение к геометрическим параметрам уплотнительного элемента, показанным на ФИГ. 9-11, уплотнительные элементы могут быть криволинейными или прерывистыми, а также могут иметь другие геометрические особенности, такие как отверстия, дополнительные выступы или накладные язычки для прикрепления к другим конструкциям, для изоляционного окружения или для того и другого. Кроме того, в некоторых вариантах реализации данные слои, которые содержат теплоизоляционные элементы, могут быть получены посредством формования валками. Кроме того, один или более дополнительных внешних слоев могут быть добавлены к конструкциям теплоизоляционных элементов, описанных в настоящем описании, для множества различных целей, например, повышенной прочности, повышенной термостойкости или для того и другого.
На ФИГ. 12 показан увеличенный вид в перспективе одного примера вязаного полотна 1200 из металлического сплава в соответствии с вариантами реализации, описанными в настоящем описании. Вязаное полотно 1200 из металлического сплава может выдерживать температуры 800 градусов по Фаренгейту и более. Вязаное полотно 1200 из металлического сплава может выдерживать температуры 900 градусов по Фаренгейту и более. Вязаное полотно 1200 из металлического сплава может выдерживать температуры 1000 градусов по Фаренгейту и более (например, в диапазоне от 1000 градусов по Фаренгейту до 1300 градусов по Фаренгейту; в диапазоне от 1000 градусов по Фаренгейту до 1200 градусов по Фаренгейту; в диапазоне от 1200 градусов по Фаренгейту до 1300 градусов по Фаренгейту; в диапазоне от 1100 градусов по Фаренгейту до 1300 градусов по Фаренгейту). Вязаное полотно 1200 из металлического сплава может быть однослойным полотном. Вязаное полотно 1200 из металлического сплава содержит проволоки 1210a-1210d из металлического сплава (в совокупности 1210). Проволоки 1210 из металлического сплава образуют множество переплетенных вязаных петель. Множество переплетенных вязаных петель определяет множество горизонтальных петельных рядов и вертикальных петельных столбиков. Вязаное полотно 1200 из металлического сплава представляет собой уточно-вязаную конструкцию с горизонтальным рядом петель, выполненных посредством вязания проволоками 1210 из металлического сплава в горизонтальном направлении. Хотя вязаное полотно 1200 из металлического сплава показано как уточно-вязаное полотно, следует понимать, что проволоки 1210 из металлического сплава могут быть связаны как другие полотна, например, основовязанное полотно, в котором направление вязания является вертикальным. Вязаное полотно 1200 из металлического сплава может использовано в качестве одного или более устойчивых к истиранию обертывающих элементов 934, 1034 и 1134 теплоизоляционных элементов 900, 1000 и 1100.
Хотя на ФИГ. 12 показана область гладковязаного полотна, следует отметить, что изображение области гладковязаного полотна приведено лишь в качестве примера, и что варианты реализации, описанные в настоящем описании, не ограничены гладковязаными полотнами. Любые подходящие лицевые петли и плотность петель могут быть использованы для выполнения вязаных полотен из металлического сплава, описанных в настоящем описании. Например, может быть использована любая комбинация лицевых петель, например, гладкие петли (джерси), интерлок, ластичные петли и другие.
В одном варианте реализации вязаное полотно 1200 из металлического сплава содержит от 3 до 10 петельных столбиков на сантиметр и от 3 до 10 петельных рядов на сантиметр.
В некоторых вариантах реализации проволока 1210 из металлического сплава может содержать непрерывные пряди из сплавов на основе никель-хрома, таких как сплавы, содержащие массовую долю хрома более 12% и массовую долю никеля более 40% (например, сплавы Inconel® (инконель), сплав Inconel® 718), сплавов на основе никель-хром-молибдена, таких как сплавы, содержащие массовую долю молибдена по меньшей мере 10% и массовую долю хрома более 20% (например, сплав Hastelloy® (Хастеллой)), алюминия, нержавеющей стали, такая как низкоуглеродистая нержавеющая сталь, например SS316L, которые имеют высокие антикоррозийные свойства. В некоторых вариантах реализации проволока 1210 из металлического сплава выполнена из никель-хромового жаропрочного сплава. В некоторых вариантах реализации проволока 1210 из металлического сплава выполнена с возможностью термической закалки. В некоторых вариантах реализации проволока 1210 из металлического сплава выполнена из материала, имеющего твердость до 47 по шкале С Роквелла (например, от 42 до 47 Rc).
В некоторых вариантах реализации проволока 1210 из металлического сплава имеет диаметр приблизительно до 0,007 дюйма (приблизительно 0,1778 мм). В некоторых вариантах реализации проволока 1210 из металлического сплава имеет диаметр приблизительно от 0,003 дюйма (приблизительно 0,0762 мм) до 0,007 дюйма (приблизительно 0,1778 мм). Однако, следует понимать, что диаметр проволоки из металлического сплава, который можно использовать при вязании, зависит от размера вязальной машины и, в результате, различные вязальные машины могут использовать для вязания материалы различных диаметров.
На ФИГ. 13 показана блок-схема 1300 процесса получения компонента, содержащего вязаное полотно из металлического сплава в соответствии с вариантами реализации, описанными в настоящем описании. На этапе 1310 образуют вязаное полотно из металлического сплава. В некоторых вариантах реализации осуществляют вязание проволокой из металлического сплава для получения вязаного полотна из металлического сплава. Проволока из металлического сплава может быть такой, как описана в настоящем описании. Указанной проволокой из металлического сплава осуществлять вязание на плосковязальной машине, на машине для трубчатого вязания или на любой другой подходящей вязальной машине. Могут осуществлять вязание проволокой из металлического сплава в мягком состоянии, а затем закаливать посредством процесса термической закалки. Проволоку из металлического сплава могут подавать в вязальную машину через единое устройство для подачи материала для получения вязаного полотна из металлического сплава. Хотя вязание может быть выполнено вручную, коммерческое производство вязаных компонентов обычно выполняют посредством вязальных машин. Может быть использована любая подходящая вязальная машина. Вязальная машина может быть одной двухплоскостной вязальной машиной.
В некоторых вариантах реализации, в которых используют технологию трубчатого вязания, одна или более проволок из сплава могут быть пропущены через противоположные игольные ложа, что может обеспечить дополнительную жесткость и поддержку после того, как компонент расширен до необходимой формы и термически закален.
На этапе 1320 придают вязаному полотну из металлического сплава необходимую форму, соответствующую конечному компоненту. Необходимую форму обычно придают, пока проволока из металлического сплава находится в мягком, поддающемся формованию, состоянии. Вязаное полотно из металлического сплава может быть уложено в преформу или размещено на оправе для придания необходимой формы, соответствующей конечному компоненту.
На этапе 1330, при необходимости, изоляционный материал добавляют во внутреннюю часть полученного компонента. Может быть использован любой изоляционный материал, способный выдерживать необходимые температуры. Примеры изоляционного материала включают стекловолокно и керамику. В качестве альтернативы могут быть использованы другие находящиеся в широкой доступности высокотемпературные материалы, такие как диоксид циркония, диоксид алюминия, силикат алюминия, оксид алюминия и высокотемпературные стекловолокна. В некоторых вариантах реализации изоляционный материал сшит с вязаным полотном из металлического сплава. Изоляционный материал может быть добавлен в любое время во время выполнения компонента. Например, изоляционный материал может быть добавлен до придания вязаному полотну из металлического сплава формы компонента или после придания вязаному полотну из металлического сплава формы конечного компонента. В некоторых вариантах реализации, в которых вязаное полотно из металлического сплава получено с использованием процесса трубчатого вязания, изоляция может быть вставлена в трубку во время изготовления при помощи вязания.
В некоторых вариантах реализации вязаное полотно из металлического сплава сшивают вместе для получения конечного компонента. Вязаное полотно из металлического сплава обычно сшивают вместе для получения конечного компонента, пока проволока из металлического сплава находится в мягком, поддающемся формованию, состоянии. Однако, в некоторых вариантах реализации, вязаное полотно может быть сшито вместе после того как проволока из металлического сплава закалена.
На этапе 1340 полученный компонент термически обрабатывают для термической закалки проволоки из металлического сплава до стандартных параметров. В некоторых вариантах реализации вязаное полотно из металлического сплава подвергают воздействию упрочняющего процесса термической обработки. Следует понимать, что температуры, используемые для упрочняющего процесса термической обработки, зависят от материала.
Вязаное полотно из металлического сплава может быть пропитано выбранным затвердевающим пропитывающим материалом, который затем отверждают. Вязаное полотно из металлического сплава может быть уложено в преформу или размещено на оправке до пропитки выбранным затвердевающим пропитывающим материалом. Подходящие затвердевающие пропитывающие материалы включают любой затвердевающий пропитывающий материал, совместимый с вязаным полотном из металлического сплава. Приведенные в качестве примера подходящие затвердевающие пропитывающие материалы включают органические или неорганические пластики и другие подходящие формуемые вещества, включая стекло, органические полимеры, натуральные и синтетические резины и смолы. Вязаное полотно из металлического сплава может быть пропитано затвердевающим пропитывающим материалом с использованием любого подходящего процесса жидкой пропитки, известного в уровне техники. Пропитанное вязаное полотно из металлического сплава затем могут отверждать с применением тепла и/или давления для закалки вязаного полотна из металлического сплава до конечного формованного изделия.
Один или более материалов наполнителя могут также быть включены в вязаное полотно из металлического сплава в зависимости от требуемых свойств конечного вязаного изделия. Один или более материалов наполнителя могут быть устойчивы к текучим средам. Один или более материалов наполнителя могут быть термоустойчивыми. Приведенный в качестве примера материал наполнителя включает обычные частицы наполнителя, такие как углеродная сажа, слюда, глины, такие как монтмориллонитовые глины, силикаты, стекловолокно, углеродное волокно и тому подобное, а также их комбинации.
Описанные в настоящем описании вязаные полотна из металлического сплава могут быть связаны во множество слоев. Вязание описанных в настоящем описании вязаных полотен из металлического сплава во множество слоев обеспечивает возможность выполнения комбинации, имеющей полотна с различными свойствами (например, конструктивными, термическими или электрическими), при этом сохраняя возможность периферического соединения или совпадения в слоях или между слоями всего полотна. Множество слоев может иметь прерывистый шов или вставные соединительные средства между слоями. Данные прерывистый шов или вставочные соединительные средства между слоями могут обеспечить возможность обеспечения функциональных свойств и/или соединительных средств на меньших масштабах по длине (например, менее 0,25 дюйма (0,635 см)). Например, с двумя внешними вязаными слоями с соединительным слоем между ними. Множество слоев может содержать полости или каналы. Полости или каналы могут содержать электрические провода, датчики или другой электрический функционал. Полости или каналы могут содержать один или более материалов наполнителя.
Один или более материалов наполнителя могут быть выбраны для улучшения требуемых свойств конечного вязаного изделия. Один или более материалов наполнителя могут быть устойчивы к текучим средам. Один или более материалов наполнителя могут быть термоустойчивыми. Приведенный в качестве примера материал наполнителя включает обычные частицы наполнителя, такие как углеродная сажа, слюда, глины, такие как монтмориллонитовые глины, силикаты, стекловолокно, углеродное волокно и тому подобное, а также их комбинации.
Технологические и квалификационные испытания, выполненные над образцами уплотняющего элемента Р-типа с камерой, основанного на вариантах реализации, описанных в настоящем описании, показали улучшенные эксплуатационные характеристики по сравнению с известными данными, включая прочностные испытания и испытания на остаточную деформацию. Испытания проводились над (а) интегрированным уплотнительным элементом с керамическим волокном из Nextel™ 312 и сплавом Inconel® 718 с обертыванием вязаным слоем из металлического сплава (например, сплава Inconel® 718), полученным в соответствии с вариантами реализации, описанными в настоящем описании; (b) интегрированным уплотнительным элементом с керамическим волокном из Nextel™ 312 и сплавом Inconel® 718 без обертывания; и (с) многокомпонентными уплотнительными элементами с тепловым барьером, известными из уровня техники, имеющими внешний обертывающий элемент из сетки из нержавеющей стали. Все из испытываемых уплотнительных элементов Р-типа с камерой имели одинаковую плотность изоляции "Сафил" (Saffil).
Испытания на пластическую деформацию проводились при температуре 1000 градусов по Фаренгейту в течение 168 часов при сжатии на 30%. В данных высокотемпературных испытаниях на сжатие все образцы имели менее 12% остаточной деформации после испытания. При испытаниях на остаточную деформацию при тех же условиях, уплотнительный элемент (с) с тепловым барьером, известный из уровня техники, стал пластически сжат с остаточной деформацией приблизительно 11%, что потенциально может привести к образованию зазоров и критическому выходу из строя как теплового и огневого барьера в рабочих условиях. Интегрированный уплотнительный элемент (b) с керамическим волокном из Nextel™ 312 и сплавом Inconel® 718 без обертывания был пластически сжат с остаточной деформацией приблизительно 4,2%. Интегрированный уплотнительный элемент (а) с керамическим волокном из Nextel™ 312 и сплавом Inconel® 718 с обертыванием вязаным слоем из металлического сплава (например, сплава Inconel® 718), полученный в соответствии с вариантами реализации, описанными в настоящем описании, был пластически сжат с остаточной деформацией приблизительно 3,4%.
Профиль вибраций гондолы был приложен к образцам уплотнительных элементов с тепловым барьером, имеющим износоустойчивый обертывающий элемент в соответствии с вариантами реализации, описанными в настоящем описании. Профиль вибраций гондолы соответствует вибрациям при взлете и посадке, воздействию которых подвергается уплотнительный элемент с тепловым барьером в течение своего срока службы, который в целом эквивалентен тридцати годам вибраций при взлете и посадке. Все гибридные уплотнительные элементы с тепловым барьером выдержали 5 часов воздействия профиля вибраций гондолы при сжатии 30% и остались в контакте с пластинами износа из титана и нержавеющей стали. Такой же профиль, сжатие и воздействие поверхностями износа были приложены к уплотнительным элементам с тепловым барьером, известным из уровня техники, при этом поломки случались через 2,5-3 часа.
Следует отметить, что изделия, выполненные в соответствии с вариантами реализации, описанными в настоящем описании, подходят для использования во множестве областей применений, вне зависимости от необходимых размеров и длин. Например, описанные в настоящем описании варианты реализации могут быть использованы в автомобильной, морской, промышленной, воздухоплавательной или аэрокосмической областях, или в любых других областях, в которых вязаные изделия требуются для защиты расположенных рядом компонентов от воздействия термических условий.
На ФИГ. 14 показан вид в перспективе приведенной в качестве примера вязальной машины, которую можно использовать для вязания вязаного полотна из металлического сплава, в соответствии с вариантами реализации, описанными в настоящем описании. Хотя вязание может быть выполнено вручную, коммерческое производство вязаных компонентов обычно выполняют посредством вязальных машин. Вязальная машина может быть одной двухплоскостной вязальной машиной. Пример вязальной машины 1400, подходящей для изготовления любых вязаных компонентов, описанных в настоящем описании, показан на ФИГ. 14. Вязальная машина 1400, в качестве примера, имеет конфигурацию плосковязальной машины с V-образным ложем, но любые вязаные компоненты или аспекты вязаных компонентов, описанные в настоящем описании, могут быть изготовлены на вязальных машинах другого типа.
Вязальная машина 1400 содержит два игольных ложа 1401а, 1401b (в совокупности 1401), которые расположены под углом друг относительно друга, таким образом образуя V-образное ложе. Каждое из игольных лож 1401а, 1401b содержит множество отдельных иголок 1402а, 1402b (в совокупности 1402), которые лежат в общей плоскости. Иными словами, иглы 1402а образуют одно игольное ложе 1401а, лежащее в первой плоскости, а иглы 1402b образуют другое игольное ложе 1401b, лежащее во второй плоскости. Первая плоскость и вторая плоскость (т.е. два угольных ложа 1401) расположены под углом друг относительно друга и сходятся для образования места пересечения, которое проходит вдоль большей части длины вязальной машины 1400. Каждая из игл 1402 имеет первое положение, в котором она отведена, и второе положение, в котором она выдвинута. В первом положении иглы 1402 находятся на расстоянии от места пересечения, в котором сходятся первая плоскость и вторая плоскость. Во втором положении, однако, иглы 1402 проходят через место пересечения, в котором сходятся первая плоскость и вторая плоскость.
Пара направляющих 1403а, 1403b (в совокупности 1403) проходят над местом пересечения игольных лож 1401 и параллельно ему и обеспечивают места прикрепления для множества стандартных устройств 1404a-1404d для подачи (в совокупности 1404). Каждая направляющая 1403 имеет две стороны, на каждой из которых находится одно стандартное устройство 1404 для подачи. Таким образом, вязальная машина 1400 может содержать в общей сложности четыре устройства 1404a-1404d для подачи. Как показано, передняя направляющая 1403b содержит два стандартных устройства 1404с, 1404d для подачи на противоположных сторонах, а задняя направляющая 1403а содержит два стандартных устройства 1404а, 1404b для подачи на противоположных сторонах. Хотя показаны два рельса 1403а, 1403b, другие конфигурации вязальной машины 1400 могут содержать дополнительные рельсы 1403 для обеспечения мест прикрепления для большего количества устройств 1404 для подачи.
Вследствие работы каретки 1405, устройства 1404 для подачи перемещаются вдоль направляющих 1403 и игольных лож 1401, таким образом подавая проволоки из металлического сплава иглам 1402. На ФИГ. 14 проволоку 1406 из металлического сплава обеспечивают на устройство 1404d для подачи посредством катушки 1407 через различные направляющие 1408 для проволоки из металлического сплава, возвратной пружины 1409 для проволоки из металлического сплава и устройства 1410 для натяжения проволоки из металлического сплава перед входом в устройство 1404d для подачи для осуществления вязания. Проволока 1406 из металлического сплава может быть любой проволокой из сплава, описанной в настоящем описании.
Хотя все вышеизложенное относится к вариантам реализации настоящего изобретения, другие и дополнительные варианты реализации настоящего изобретения могут быть получены на их основе без выхода за рамки основного объема изобретения, при этом объем изобретения определен приведенной ниже формулой изобретения.
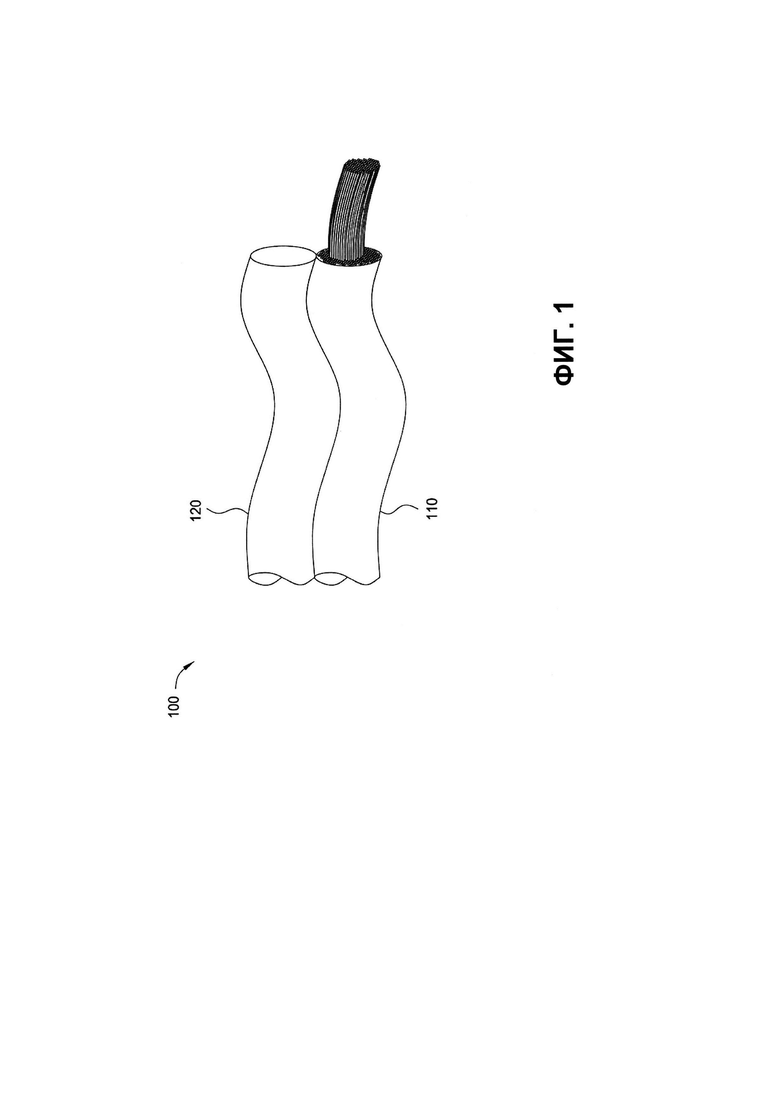
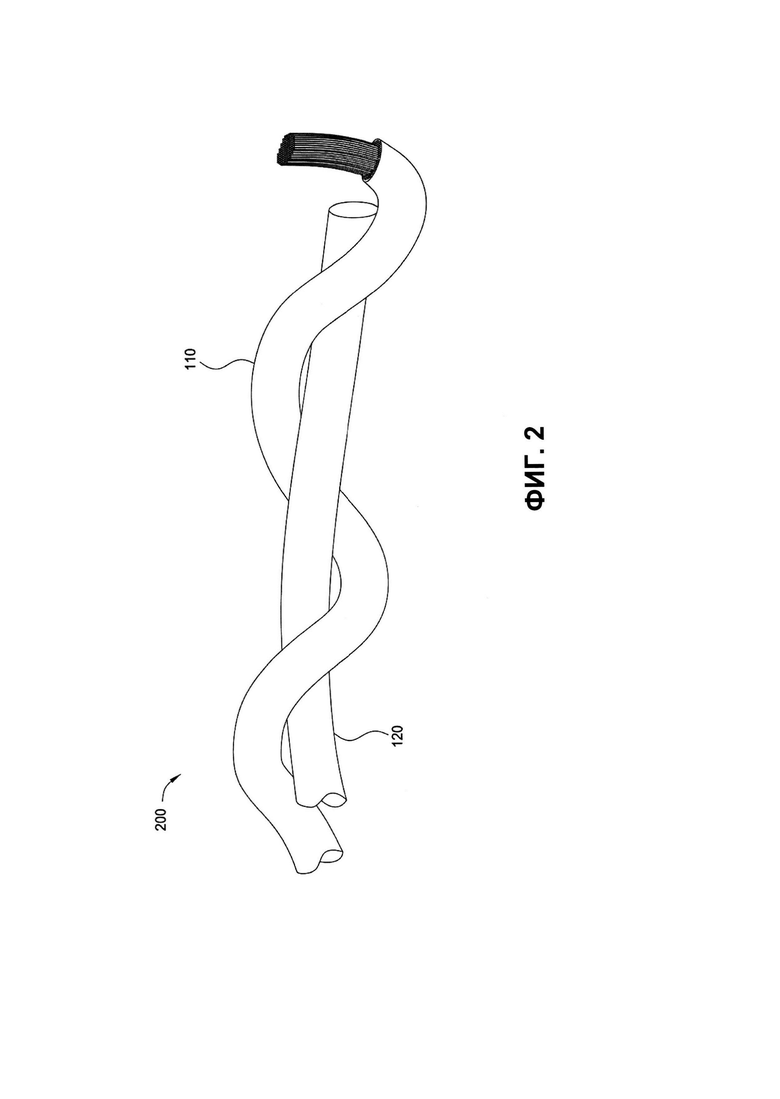

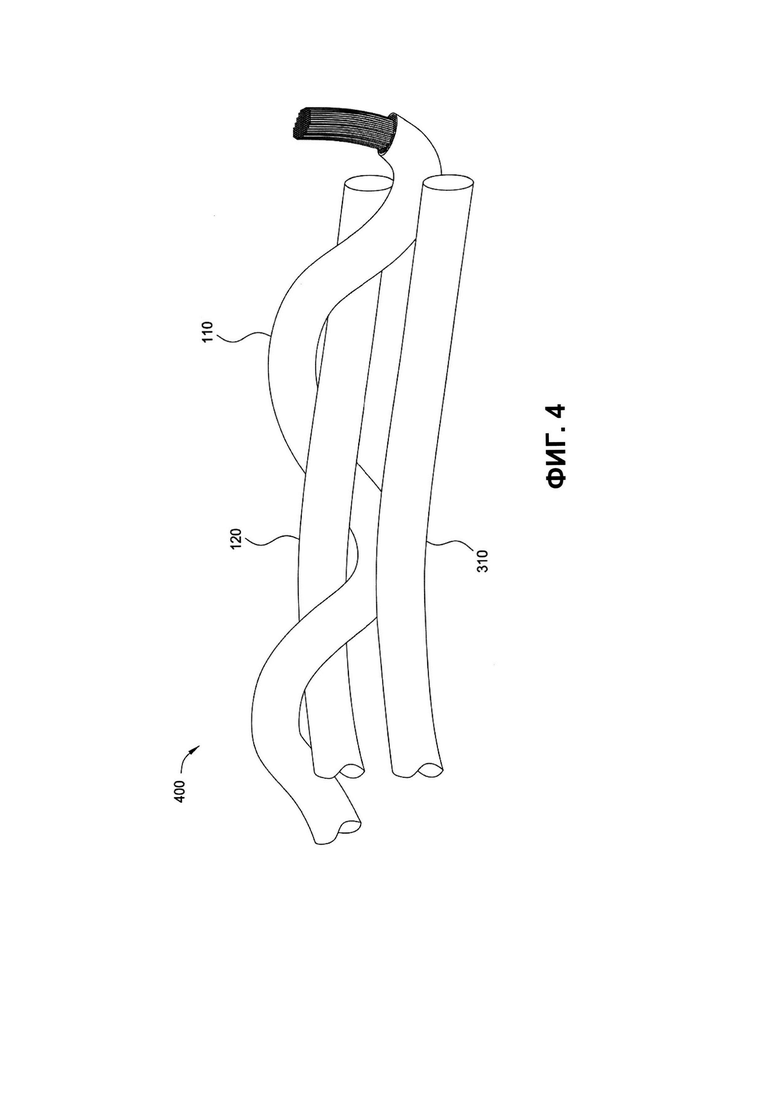
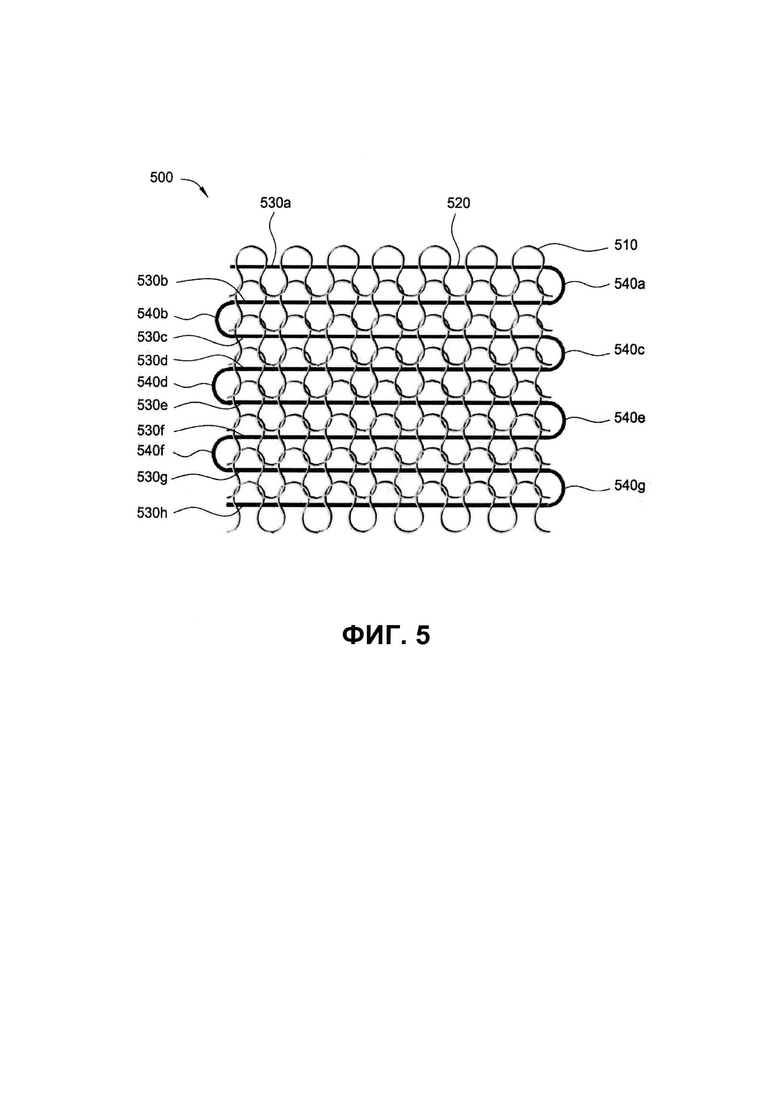
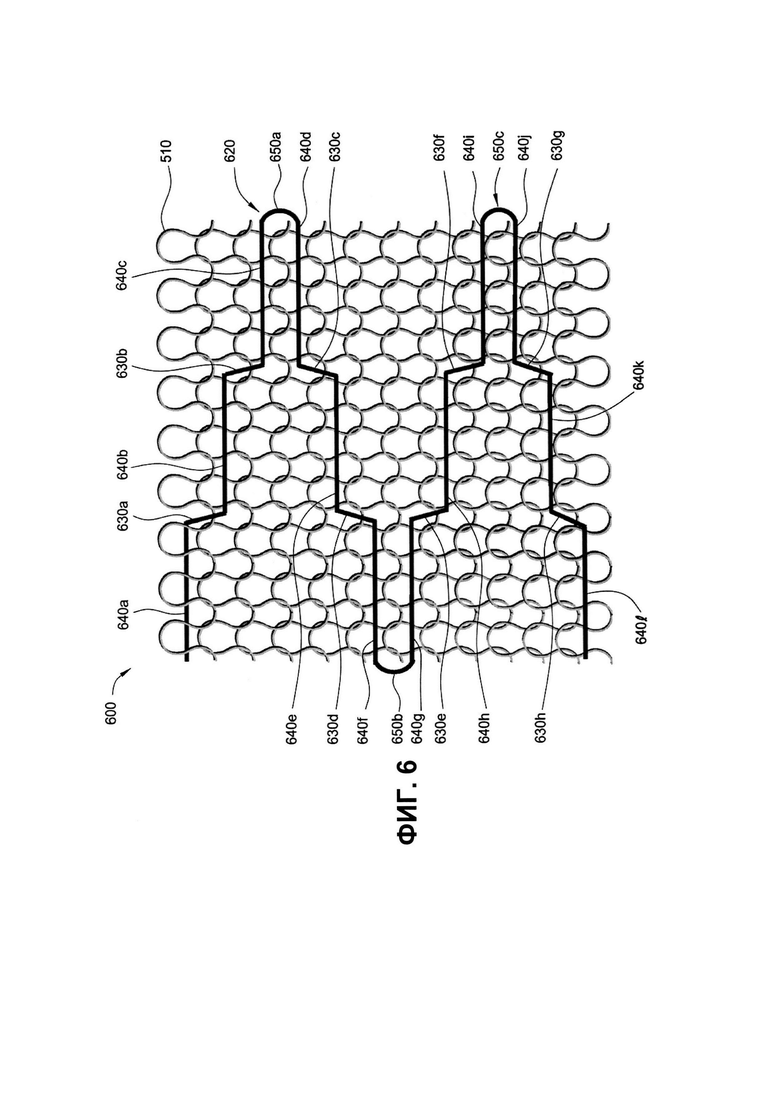
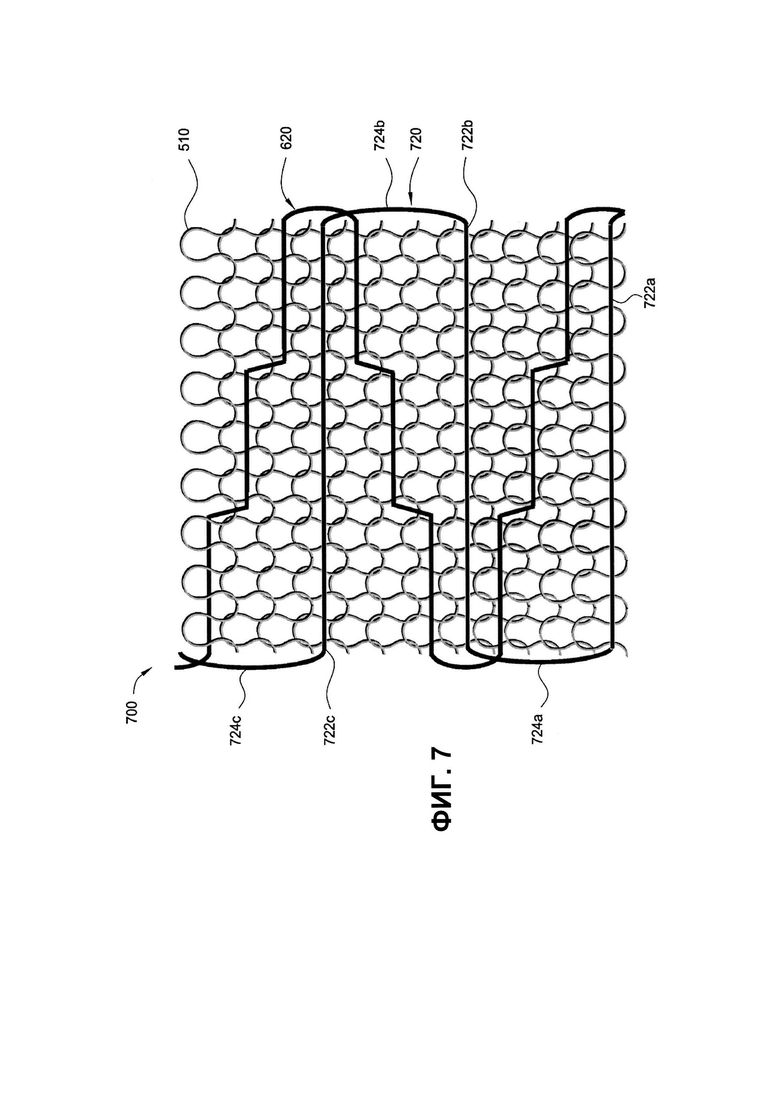
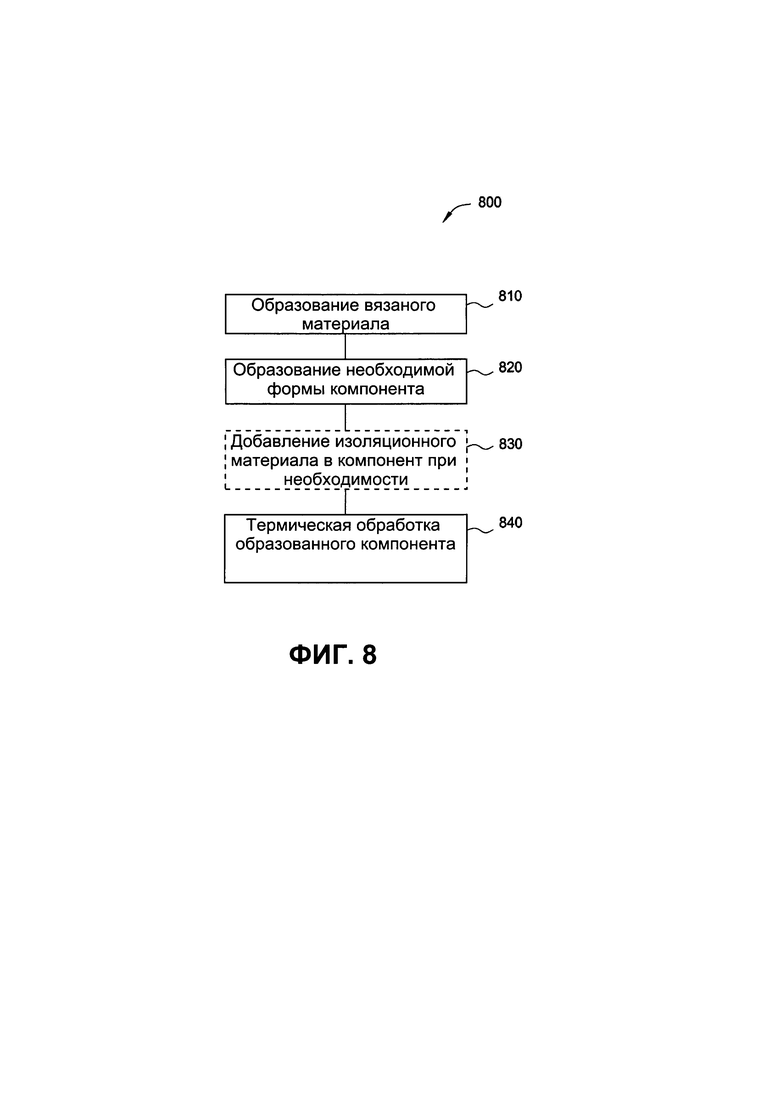

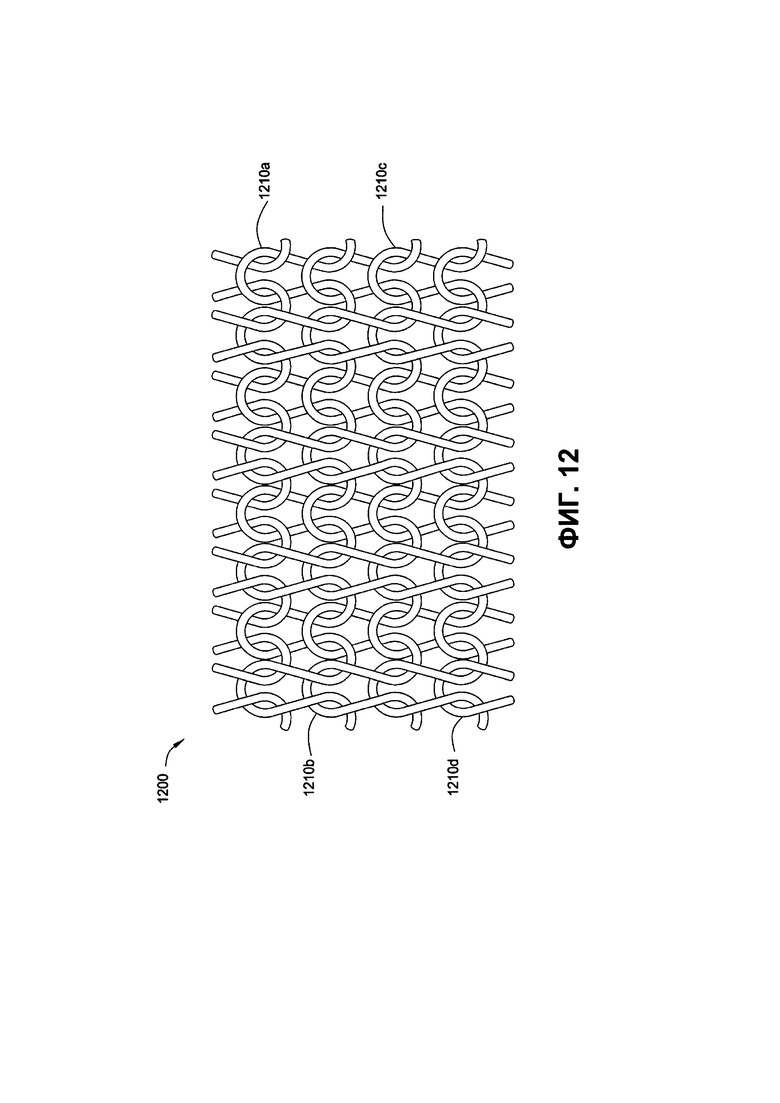
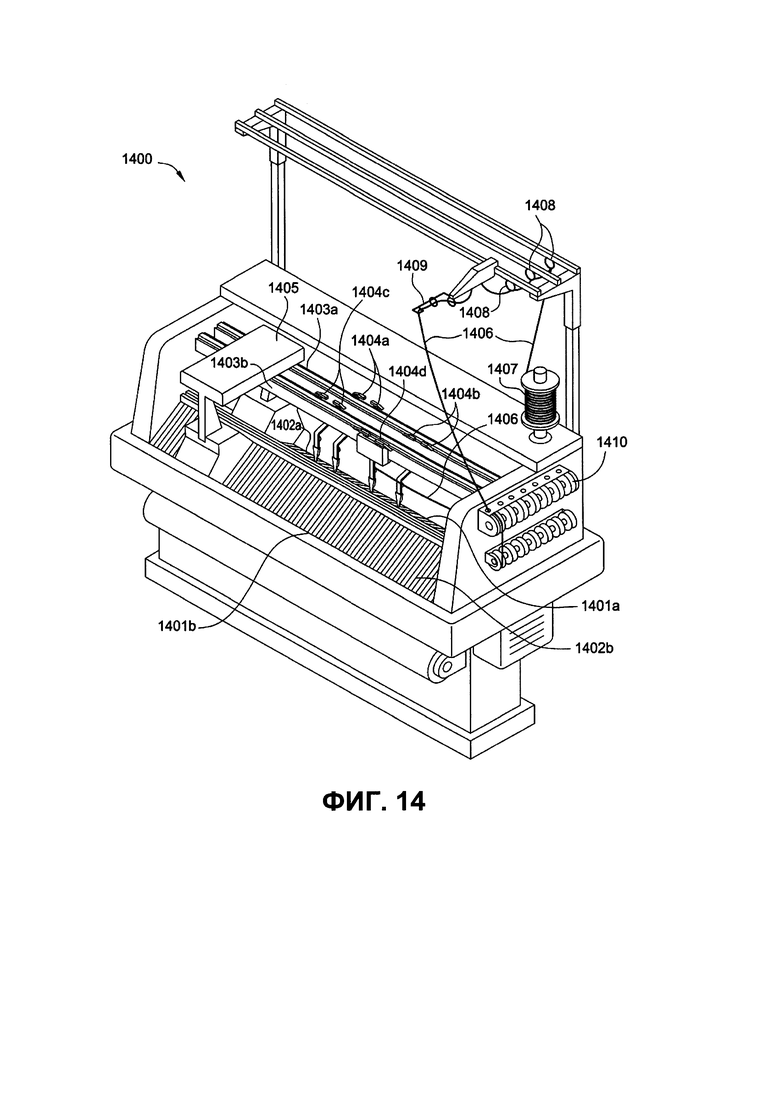
Группа изобретений относится к изготовлению теплоизоляционных элементов с использованием вязаных полотен из металлического сплава. Вязаные полотна из металлического сплава устраняют ограничения существующих уплотнительных закрывающих элементов из сварной сетки из нержавеющей стали посредством обеспечения закрывающих элементов, которые выдерживают большие рабочие температуры, чем нержавеющая сталь, а также являются устойчивыми к износу и повреждению. Могут представлять собой отдельный уплотнительный слой и часть интегрированной уплотнительной конструкции, обеспечивать существенные изменения кривизны для получения сложных форм без образования складок или коробления и могут быть соединены в процессе вязания, сшиты или механически соединены без необходимости сваривания. Для повышения термической защиты может быть интегрирована керамическая изоляция. Обеспечивается создание сетчатых преформ в промышленных масштабах. 2 н. и 18 з.п. ф-лы, 14 ил.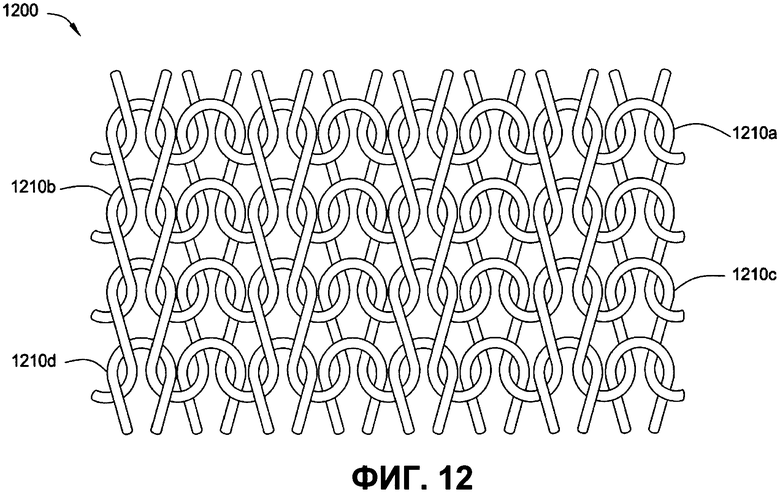
1. Теплоизоляционный элемент, содержащий:
промежуточный обёртывающий элемент, содержащий один или более слоёв волоконного материала на основе керамики,
и внешний, устойчивый к истиранию, обёртывающий элемент, содержащий один или более слоёв однослойного вязаного полотна из металлического сплава, образованного вязаными петлями первой проволоки из металлического сплава,
причем однослойное вязаное полотно из металлического сплава может выдерживать температуры, больше или равные 1000 градусов по Фаренгейту (538 градусов по Цельсию).
2. Теплоизоляционный элемент по п. 1, в котором первая проволока из металлического сплава выполнена из никель-хромового жаропрочного сплава.
3. Теплоизоляционный элемент по п. 1, в котором первая проволока из металлического сплава имеет диаметр от приблизительно 0,003 дюйма (0,0762 мм) до приблизительно 0,007 дюйма (0,1778 мм).
4. Теплоизоляционный элемент по п. 1, в котором однослойное вязаное полотно из металлического сплава содержит от 3 до 10 петельных столбиков на сантиметр и от 3 до 10 петельных рядов на сантиметр.
5. Теплоизоляционный элемент по п. 1, в котором однослойное вязаное полотно из металлического сплава выполнено с применением технологии плоского вязания.
6. Теплоизоляционный элемент по п. 1, в котором однослойное вязаное полотно из металлического сплава выполнено в виде трубчатой конструкции с применением технологии трубчатого вязания.
7. Теплоизоляционный элемент по п. 1, в котором выполнено вязание первой проволоки из металлического сплава в мягком состоянии.
8. Теплоизоляционный элемент по п. 7, в котором первая проволока из металлического сплава термически закалена после достижения конечной формы однослойного вязаного полотна из металлического сплава.
9. Теплоизоляционный элемент по п. 1, в котором волоконный материал на основе керамики представляет собой вязаное полотно на основе керамики, содержащее:
непрерывную керамическую прядь и
непрерывную вспомогательную разгрузочную прядь,
причём непрерывная керамическая прядь намотана вокруг непрерывной вспомогательной разгрузочной пряди.
10. Теплоизоляционный элемент по п. 9, в котором непрерывная вспомогательная разгрузочная прядь содержит вторую проволоку из металлического сплава, выполненную из материала, выбранного из следующего: сплав на основе никель-хрома, сплав на основе никель-хром-молибдена, алюминий и нержавеющая сталь.
11. Теплоизоляционный элемент по п. 10, в котором непрерывная керамическая прядь содержит одно или более неорганических волокон, выбранных из следующего: волокна из оксида тория-кремния-металла (III), волокна из циркония-кремния, волокна из алюминия-кремния, волокна из алюминия-хрома-металла и волокна из алюминия-бора-кремния.
12. Теплоизоляционный элемент по п. 1, также содержащий изоляционный материал, наполняющий промежуточный обёртывающий элемент.
13. Теплоизоляционный элемент по п. 1, также содержащий сердцевинный элемент, выполненный из упругого материала, имеющего свойства, аналогичные пружине.
14. Теплоизоляционный элемент по п. 1, который выбран из двухкромочного уплотнительного элемента М-образной формы с камерой, уплотнительного элемента омегообразной формы с камерой и уплотнительного элемента Р-образной формы с камерой.
15. Теплоизоляционный элемент, содержащий:
промежуточный обёртывающий элемент, содержащий один или более слоёв вязаного полотна на основе керамики, содержащего:
непрерывную керамическую прядь;
непрерывную вспомогательную разгрузочную прядь, причём непрерывная керамическая прядь намотана вокруг непрерывной вспомогательной разгрузочной пряди;
первую проволоку из металлического сплава, причём непрерывная керамическая прядь, непрерывная вспомогательная разгрузочная прядь и первая проволока из металлического сплава связаны с образованием вязаного полотна на основе керамики, и
внешний устойчивый к истиранию обёртывающий элемент, содержащий один или более слоёв однослойного вязаного полотна из металлического сплава, образованного вязаными петлями второй проволоки из металлического сплава, причем однослойное вязаное полотно из металлического сплава может выдерживать температуры, больше или равные 1000 градусов по Фаренгейту (538 градусов по Цельсию).
16. Теплоизоляционный элемент по п. 15, также содержащий изоляционный материал, наполняющий промежуточный обёртывающий элемент.
17. Теплоизоляционный элемент по п. 15, также содержащий сердцевинный элемент, выполненный из упругого материала, имеющего свойства, аналогичные пружине.
18. Теплоизоляционный элемент по п. 15, в котором вторая проволока из металлического сплава выполнена из никель-хромового жаропрочного сплава, который имеет диаметр от приблизительно 0,003 дюйма (0,0762 мм) до приблизительно 0,007 дюйма (0,1778 мм).
19. Теплоизоляционный элемент по п. 15, в котором непрерывная керамическая прядь содержит одно или более неорганических волокон, выбранных из следующего: волокна из оксида тория-кремния-металла (III), волокна из циркония-кремния, волокна из алюминия-кремния, волокна из алюминия-хрома-металла и волокна из алюминия-бора-кремния, а первая проволока из металлического сплава содержит материал из металлического сплава, выбранный из следующего: сплав на основе никель-хрома, сплав на основе никель-хром-молибдена, алюминий и нержавеющая сталь.
20. Теплоизоляционный элемент по п. 15, который выбран из двухкромочного уплотнительного элемента М-образной формы с камерой, уплотнительного элемента омегообразной формы с камерой и уплотнительного элемента Р-образной формы с камерой.
| WO 2007133372 A2, 22.11.2007 | |||
| Фотоэлектрический датчик | 1979 |
|
SU794367A1 |
| ЗАЩИТНАЯ ОДЕЖДА | 1996 |
|
RU2113811C1 |
| НИТЬ, ВКЛЮЧАЮЩАЯ ПО КРАЙНЕЙ МЕРЕ ОДИН НИТЕВИДНЫЙ ЭЛЕМЕНТ, СОЕДИНЕНИЕ НИТЕЙ, КАТАЛИЗАТОРЫ, УСТРОЙСТВО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ РЕКУПЕРАЦИИ ЧАСТИЦ ДРАГОЦЕННЫХ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ, УСТРОЙСТВО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ УЛАВЛИВАНИЯ ЧАСТИЦ ДРАГОЦЕННЫХ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ | 1993 |
|
RU2119819C1 |

