ОБЛАСТЬ ТЕХНИКИ
[0001] Варианты реализации изобретения, описанные в настоящем документе, в целом относятся к вязаным тканям и, в частности, к вязаным тканям, имеющим керамические пряди, теплозащитные элементы, выполненные из них, и к способам их создания.
УРОВЕНЬ ТЕХНИКИ
[0002] Необходимость в тепловой защите, имеющей оптимальный вес и повышенную эффективность при продолжительном пребывании в очень неблагоприятных условиях, требует использования усовершенствованных материалов, имеющих улучшенные рабочие характеристики и предназначенных для работы в очень неблагоприятных условиях и содержащих керамические волокна. Керамические волокна обеспечивают производство тканей или текстильных полотен, которые имеют высокую прочность на растяжение, высокий модуль упругости и способность сохранять эти характеристики при повышенных температурах. Однако керамическим волокнам свойственна хрупкость, то есть они могут ломаться при сгибании под острым углом (например, происходящем при использовании игл швейных машин и/или вязании сложных геометрических форм). Когда используемая в швейных машинах прядь, выполненная из керамических волокон и скрученная обычным образом, подвергается воздействию нагрузки с малым радиусом, например в игле швейных машин или при формировании компонентов сложных геометрических форм, может произойти разрушение этой используемой в швейных машинах пряди, выполненной из керамических волокон и скрученной обычным образом. В связи с этим обстоятельством приходилось применять утомительные и трудоемкие технологии ручного шитья для изготовления изделий из тканей, выполненных на основе керамического волокна, или полотен, которые часто необходимо сшивать или связывать с другими компонентами для улучшения механических или термических свойств, необходимых для решения определенных практических задач.
[0003] Кроме того, эти известные трудоемкие методы обычно плохо приспосабливаются к формированию сложных геометрических форм, что приводит к образованию складок, деформациям и, соответственно, к снижению рабочих характеристик продуктов на основе таких волокон. Помимо сложностей при производстве продукты, полученные с использованием известных в настоящее время способов, обычно не могут пройти испытание на соответствие техническим условиям, им свойственна нестабильность рабочих характеристик при последовательном изготовлении одних и тех же элементов и они легко повреждаются во время эксплуатации, а также во время планового технического обслуживания, что, в свою очередь, приводит к повышенным затратам на ремонт и замену.
[0004] Вследствие этого существует потребность в усовершенствованных компонентах, имеющих малый вес, низкую стоимость, способность выдерживать высокие температуры и содержащих керамические волокна, а также в способах их изготовления.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0005] Варианты реализации изобретения, описанные в настоящем документе, в целом относятся к вязаным тканям и, в частности, к вязаным тканям, имеющим керамические пряди, теплозащитные элементы, выполненные из них, и к способам их изготовления. Согласно одному варианту реализации изобретения раскрыта многокомпонентная многопрядная нить. Многокомпонентная многопрядная нить содержит непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания. Непрерывная керамическая прядь обвивает непрерывную разгрузочную прядь для способствования процессу вязания для формирования многокомпонентной многопрядной нити. Непрерывная разгрузочная прядь для способствования процессу вязания может быть выполнена из полимерного материала. Непрерывная разгрузочная прядь для способствования процессу вязания может быть выполнена из металлического материала. Непрерывная керамическая прядь может быть выполнена из материала на основе множества элементарных нитей, а непрерывная разгрузочная прядь для способствования процессу вязания может быть выполнена из материала на основе элементарной мононити.
[0006] В некоторых вариантах реализации изобретения, многокомпонентная многопрядная нить может также содержать проволоку из металлического сплава, переплетенную одновременно с непрерывной керамической прядью и непрерывной разгрузочной прядью для способствования процессу вязания. Многокомпонентная многопрядная нить может также содержать дополнительный волокнистый компонент. Дополнительный волокнистый компонент может обеспечивать по меньшей мере одну из следующих функций: теплоизоляция, уменьшенный или увеличенный перенос тепла, электрическая проводимость, электрические сигналы, повышенная механическая прочность или механическая жесткость и повышенное сопротивление текучим средам. Дополнительный волокнистый компонент может быть выбран из группы, состоящей из следующего: керамика, стекло, минерал, термореактивные полимеры, термопластичные полимеры, эластомеры, металлические сплавы и их комбинации.
[0007] Еще в одном варианте реализации раскрыта вязаная ткань. Вязаная ткань содержит многокомпонентную многопрядную нить, содержащую непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания, причем непрерывная керамическая прядь обвивает непрерывную разгрузочную прядь для способствования процессу вязания с формированием многокомпонентной многопрядной нити. Непрерывная керамическая прядь и непрерывная разгрузочная прядь для способствования процессу вязания переплетены одновременно для формирования указанной вязаной ткани. Непрерывная разгрузочная прядь для способствования процессу вязания может быть выполнена из полимерного материала. Непрерывная разгрузочная прядь для способствования процессу вязания может быть выполнена из металлического материала. Разгрузочная прядь для способствования процессу вязания может быть удалена после вязания. Вязаная ткань может быть уложена в заготовку или помещена на оправку.
[0008] В некоторых вариантах реализации изобретения второе волокно может быть переплетено одновременно с многокомпонентной многопрядной нитью. Непрерывная разгрузочная прядь для способствования процессу вязания может быть выполнена из полимерного материала, а второе волокно может быть выполнено из металлического материала.
[0009] В некоторых вариантах реализации изобретения вязаная ткань может также содержать один или большее количество дополнительных волокнистых компонентов. Указанные один или большее количество дополнительных волокнистых компонентов выбирают из группы, состоящей из следующего: керамика, стекло, минерал, термореактивные полимеры, термопластичные полимеры, эластомеры, металлические сплавы и их комбинации.
[0010] В некоторых вариантах реализации изобретения вязаная ткань может также содержать один или большее количество наполнительных материалов. Указанные один или большее количество наполнительных материалов могут быть стойкими к воздействию текучих сред. Указанные один или большее количество наполнительных материалов могут быть теплостойкими. Непрерывная керамическая прядь и второе волокно могут содержать одинаковые или разные петли переплетения. Непрерывная керамическая прядь и второе волокно могут быть переплетены одновременно в один слой. Непрерывная керамическая прядь и второе волокно могут быть вязаными в виде участков. Непрерывная керамическая прядь и второй волокнистый компонент могут быть проложены внутри в направлениях основы и/или утка.
[0011] В некоторых вариантах реализации изобретения вязаная ткань может быть вязаной в виде множественных слоев. Множественные слои могут иметь нерегулярные стежки или обладать возможностью установления связи за счет вкладки между слоями. Множественные слои могут содержать карманы или каналы. Карманы или каналы могут содержать электрические провода, датчики или средства обеспечения работы электричества. Карманы или каналы могут содержать вставки из наполнительного материала. Множественные слои могут быть теплостойкими. Вставки из наполнительного материала могут быть теплостойкими.
[0012] Еще в одном варианте реализации раскрыт способ вязания керамики. Согласно способу одновременно подают непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания в вязальную машину через одно устройство для подачи материала, чтобы сформировать многокомпонентную многопрядную нить. Способ кроме того может содержать этапы, на которых обматывают непрерывную керамическую прядь вокруг непрерывной пряди для способствования процессу вязания передтем, как одновременно подать непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания в вязальную машину. Способ кроме того может содержать этапы, на которых одновременно подают указанную многокомпонентную многопрядную нить и проволоку из металлического сплава через второе устройство для подачи материала, чтобы сформировать вязаную ткань. Способ кроме того может содержать этапы, на которых нагревают вязаную ткань до первой температуры для удаления разгрузочного средства для способствования процессу вязания. Способ кроме того может содержать этапы, на которых нагревают вязаную ткань до второй температуры, превышающей первую температуру, для отжига керамической пряди. Способ кроме того может содержать этапы, на которых удаляют непрерывную разгрузочную прядь для способствования процессу вязания из вязаной ткани. средство для способствования процессу вязания может быть удалено посредством воздействия растворителя, тепла или света для удаления средства для способствования процессу вязания.
[0013] Признаки, функции и преимущества, которые были раскрыты выше, могут быть получены независимо в различных вариантах реализации изобретения или могут быть скомбинированы в других вариантах реализации изобретения, дальнейшие подробности которых могут быть очевидными при обращении к последующему описанию и чертежам.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0014] Для того полного понимания перечисленных выше особенностей настоящего изобретения, может быть дано более конкретное описание раскрытия, кратко суммированного выше, со ссылками на варианты реализации изобретения, некоторые из которых проиллюстрированы на сопровождающих чертежах. Следует отметить, однако, что приложенные фигуры чертежей иллюстрируют только типовые варианты реализации изобретения и поэтому не должны рассматриваться как ограничивающие его объем, поскольку в рамках настоящего документа могут существовать иные равно эффективные варианты реализации изобретения.
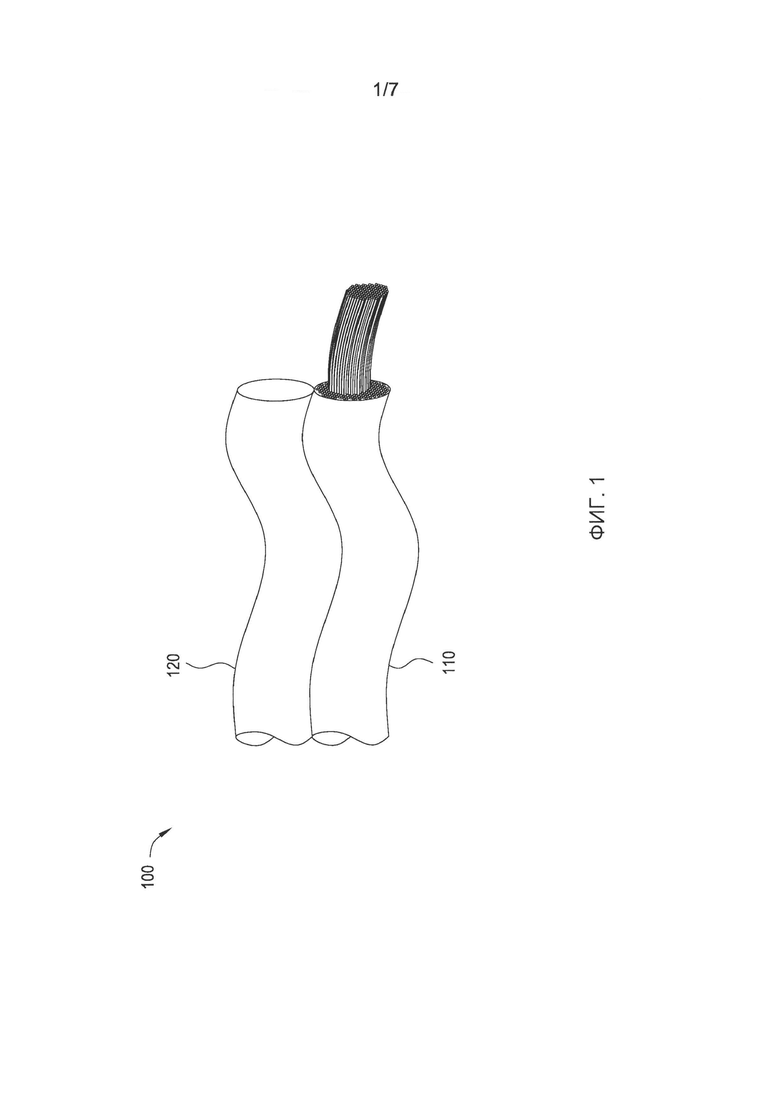
[0015] ФИГ. 1 представляет собой увеличенный частичный перспективный вид многокомпонентной многопрядной нити, содержащей непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания перед обработкой согласно вариантам реализации изобретения, описанным в настоящем документе;
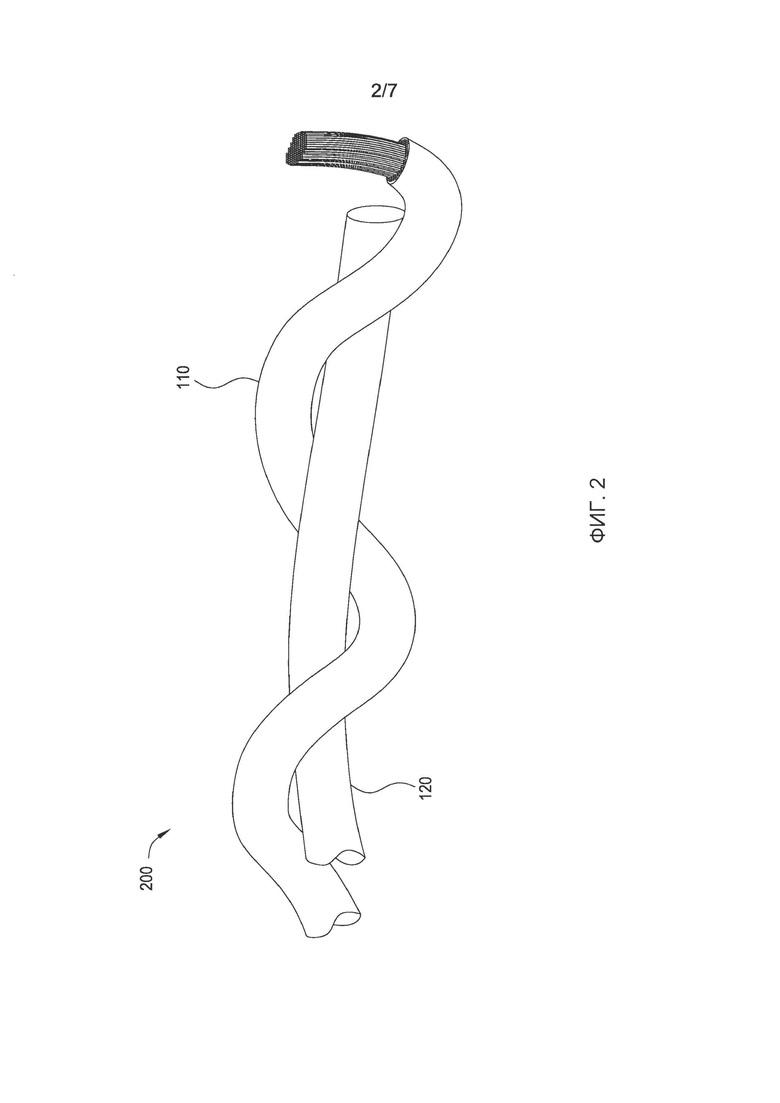
[0016] ФИГ. 2 представляет собой увеличенный частичный перспективный вид многокомпонентной многопрядной нити, содержащей непрерывную керамическую прядь, обмотанную вокруг непрерывной разгрузочной пряди для способствования процессу вязания, согласно вариантам реализации изобретения, описанным в настоящем документе;
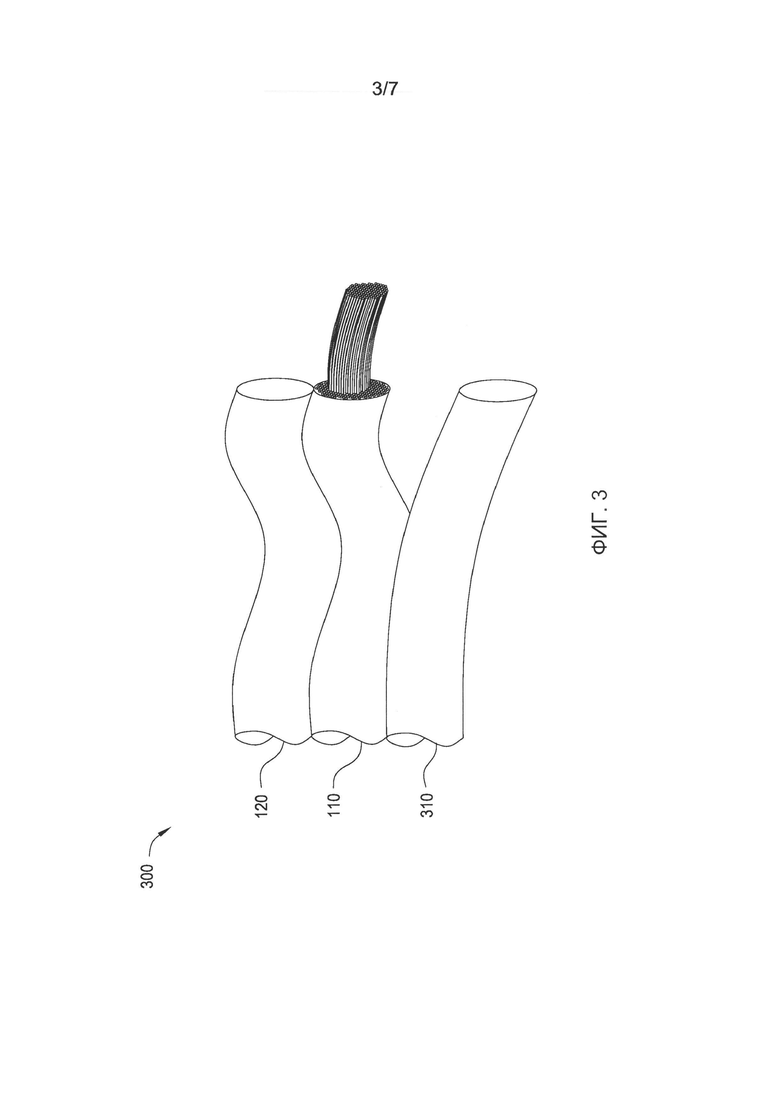
[0017] ФИГ. 3 представляет собой увеличенный частичный перспективный вид многокомпонентной многопрядной нити, содержащей непрерывную керамическую прядь, непрерывную разгрузочную прядь для способствования процессу вязания и проволоку из металлического сплава перед обработкой согласно вариантам реализации изобретения, описанным в настоящем документе;
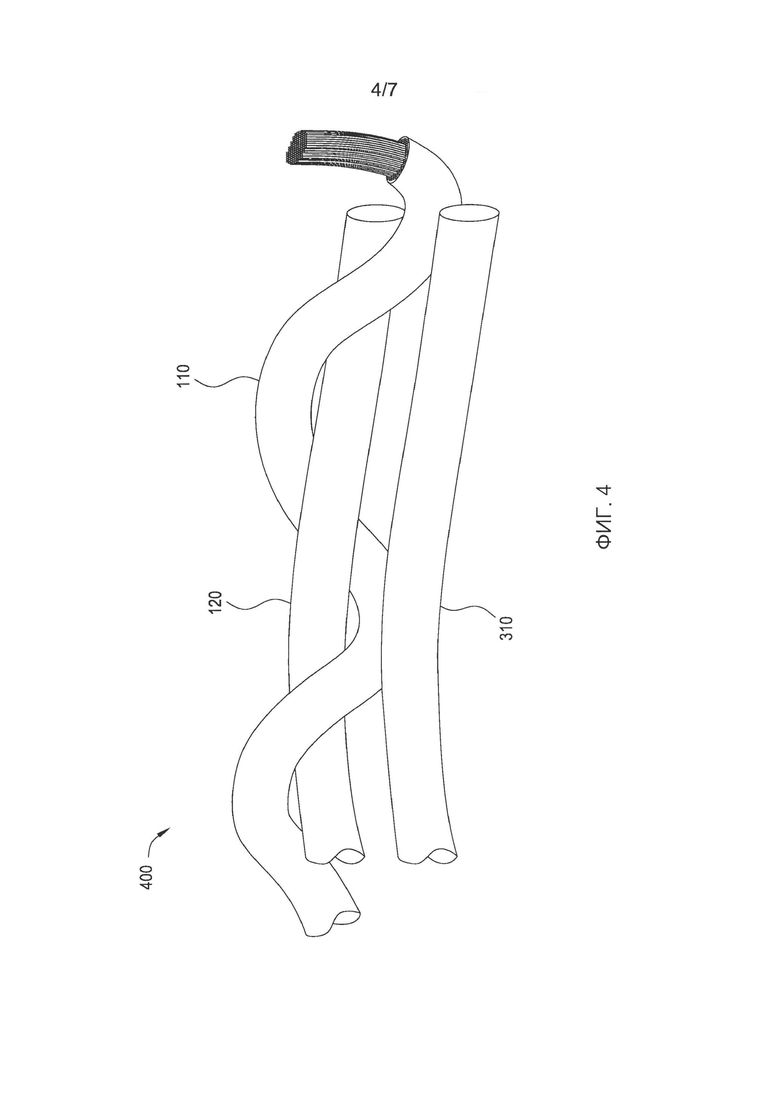
[0018] ФИГ. 4 представляет собой увеличенный частичный перспективный вид многокомпонентной многопрядной нити, содержащей непрерывную керамическую прядь, обмотанную вокруг непрерывной разгрузочной пряди для способствования процессу вязания и проволоку из металлического сплава согласно вариантам реализации изобретения, описанным в настоящем документе;
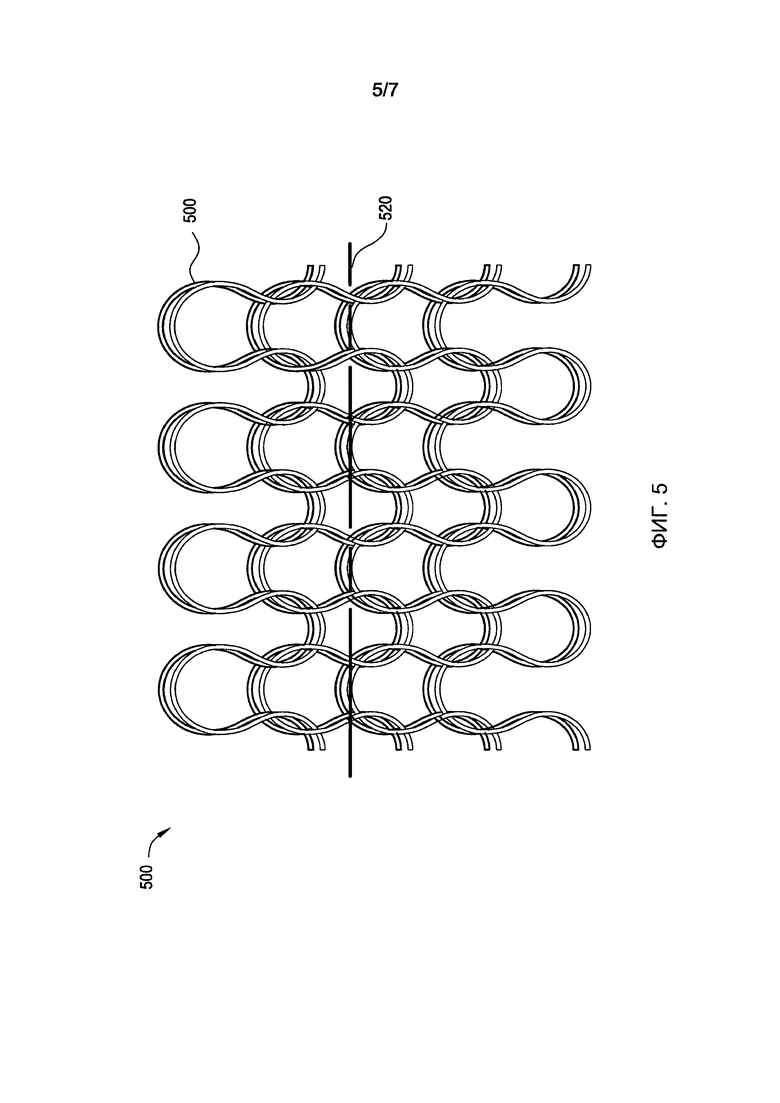
[0019] ФИГ. 5 представляет собой увеличенный перспективный вид одного примера вязаной ткани, которая содержит многокомпонентную нить и встроенный в ткань внутренний слой согласно вариантам реализации изобретения, описанным в настоящем документе;
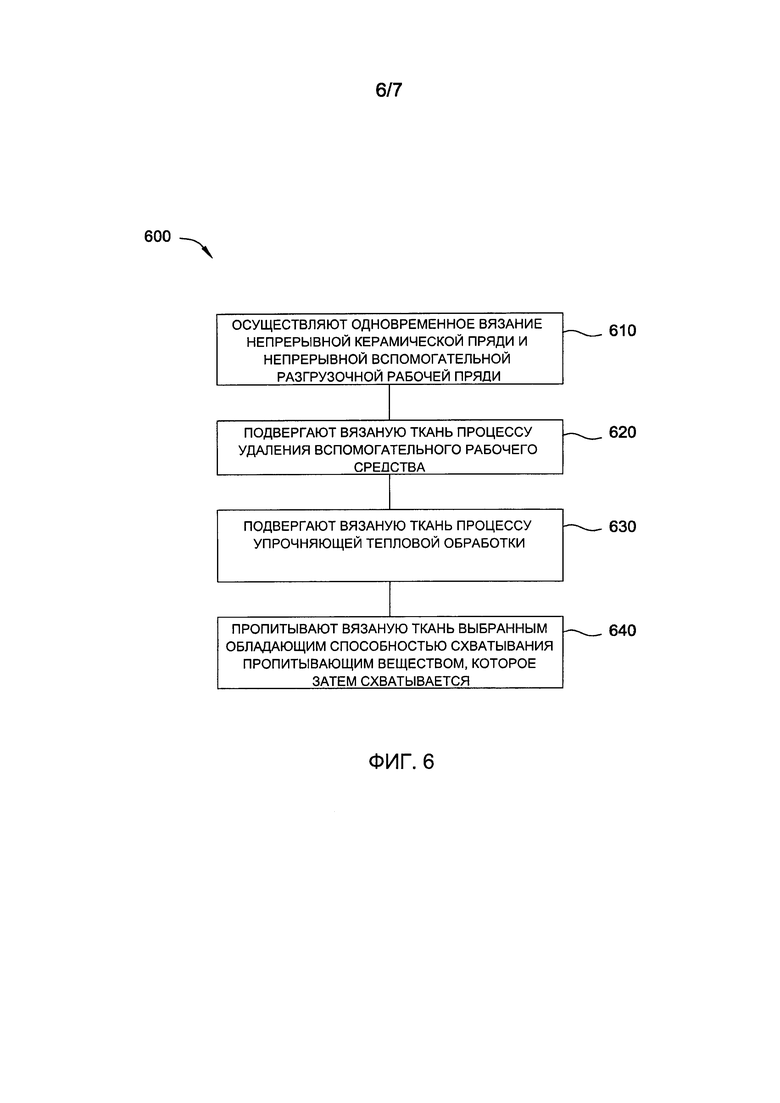
[0020] ФИГ. 6 представляет собой схему последовательности операций процесса формирования вязаного материала согласно вариантам реализации изобретения, описанным в настоящем документе; и
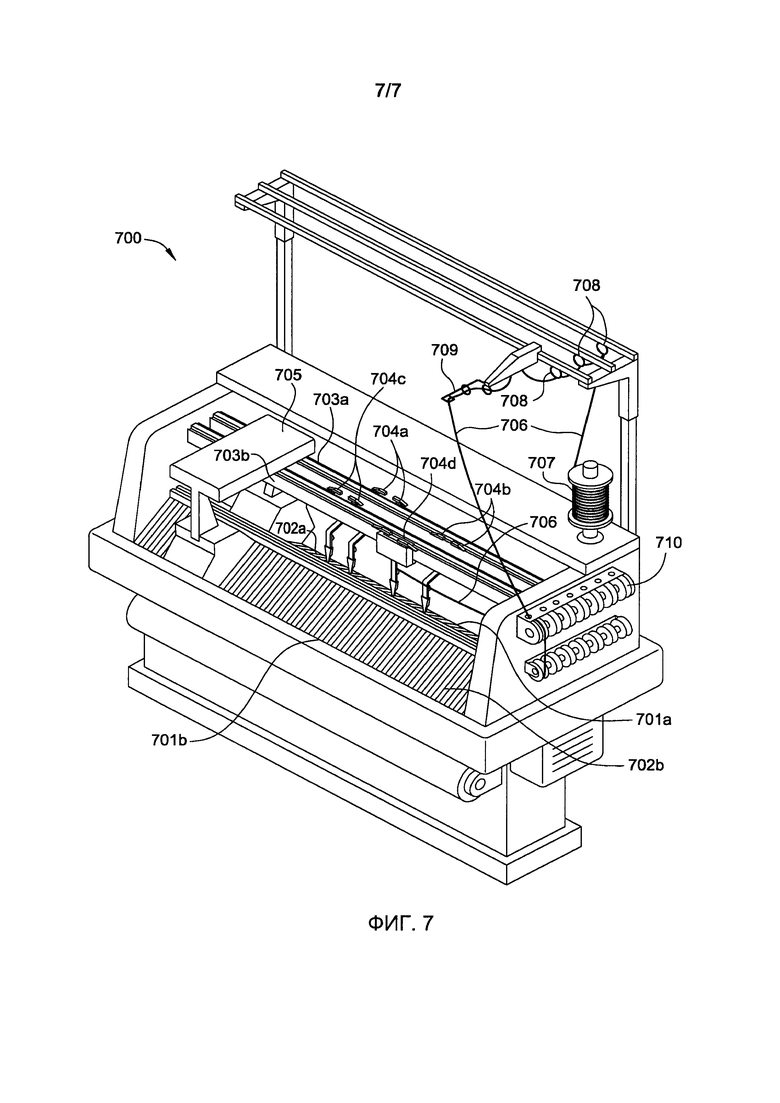
[0021] ФИГ. 7 представляет собой перспективный вид примера вязальной машины, которая может быть использована согласно вариантам реализации изобретения, описанным в настоящем документе.
[0022] В целях упрощения понимания для обозначения одинаковых элементов по возможности были использованы одинаковые ссылочные номера, общие для фигур чертежей. Дополнительно, элементы одного варианта реализации изобретения могут быть успешно приспособлены для использования в других вариантах реализации изобретения, описанных в настоящем документе.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0023] Следующий раздел описывает вязаные ткани и, в частности, вязаные ткани, имеющие керамические пряди, теплозащитные элементы, выполненные из них, а также способы их изготовления. Чтобы обеспечить полное понимание различных вариантов реализации изобретения, некоторые подробности изложены в нижеследующем описании и на ФИГ. 1-7. Другие подробности, описывающие известные конструкции и системы, часто связанные с вязаными тканями и формированием вязаных тканей, не представлены в настоящем документе, чтобы избежать ненужного усложнения описания различных вариантов реализации.
[0024] Многие детали, размеры, углы и иные характеристики, показанные на фигурах чертежей, представлены только для иллюстрации конкретных вариантов реализации изобретения. Соответственно, иные варианты реализации изобретения могут иметь иные детали, компоненты, размеры, углы и характеристики в пределах сущности или объема настоящего изобретения. Кроме того, последующие варианты реализации изобретения могут реализовываться на практике без некоторых деталей, описанных ниже.
[0025] До вариантов реализации, описанных в настоящем документе, было невозможным связать керамические волокна в ткань, продукты, имеющие сложные геометрические формы, или части, имеющие форму, близкую к сетчатой, так как в настоящее время используемые в промышленности нити ломаются во время процесса вязания вследствие радиуса кривизны, c которой проходит нить во время используемого в промышленности процесса вязания. Устранить хрупкость керамических волокон в известных в настоящее время способах вязания пытались посредством обматывания керамического волокна полимерным материалом, чтобы придать им дополнительную прочность; однако эти подвергнутые обматыванию керамические волокна все равно подвержены излому при воздействии на них нагрузок с малым радиусом, имеющих место в большинстве используемых в промышленности вязальных машинах. Таким образом, известными в настоящее время способами вязания нельзя решить основную проблему выдерживания нагрузок. Варианты реализации изобретения, описанные в настоящем документе, предотвращают ломкость керамических волокон во время вязания за счет обеспечения разгрузочного средства для способствования процессу вязания для керамического волокна, чтобы снять слишком большое напряжение с керамических волокон. Размещение средства для способствования процессу вязания обеспечивает перенос нагрузки во время процесса вязания и предпочтительно снятие натяжения с керамического волокна по мере того, как волокна проходят с кривизной малого радиуса, имеющей место в большинстве используемых в промышленности вязальных машинах. Включение разгрузочной рабочей пряди повышает устойчивость керамических волокон нагрузке с малым радиусом, часто встречающейся в используемых в промышленности вязальных машинах, что обеспечивает возможность формирования сложных заготовок, имеющих форму, близкую к сетчатой, и со скоростью промышленного производства.
[0026] Некоторые варианты реализации изобретения, описанные в настоящем документе, относятся к способам изготовления тепловой защиты с использованием множества материалов, которые могут быть одновременно переплетены применяемыми в промышленности вязальными машинами. Обеспечивается не имеющая аналогов возможность вязания керамических волокон, применяемых в условиях высоких температур, одновременно с разгрузочным средством для способствования процессу вязания, таким как неорганический или органический материал (например, металлический сплав или полимер), как проволокой малого диаметра (например, от примерно 50 микрометров до примерно 300 микрометров) в создаваемом переплетении, так и проволокой большого диаметра (например, от примерно 300 микрометров до примерно 1000 микрометров). Разгрузочное средство для способствования процессу вязания обеспечивает конструктивную поддержку и устранение натяжения керамического волокна, когда керамическое волокно подвергается воздействию нагрузок с кривизной малого радиуса, имеющих место в используемых в промышленности вязальных машинах. Таким образом, обеспечивается возможность создания заготовок, имеющих форму, близкую к сетчатой, содержащих керамические волокна, со скоростью промышленного производства. Кроме того, одновременно с этим также может быть выполнена за одно целое керамическая изоляция для обеспечения повышенной тепловой защиты.
[0027] Некоторые варианты реализации изобретения, описанные в настоящем документе, кроме того включают легкую, эффективную и малозатратную тепловую защиту, которая позволяет работать при высоких температурах. Известные технологии, одновременно используемые для заготовок на основе высокотемпературного волокна, включают в себя плетеные ткани, которые должны быть выполнены за одно целое вручную с другими компонентами для улучшения механических и термических характеристик, необходимых для решения конкретных практических задач. Эти технологии обычно плохо приспосабливаются к реализации сложных геометрических форм, что приводит к образованию складок, деформациям и, соответственно, к снижению рабочих характеристик в критических областях. Помимо сложностей при производстве известные в настоящее время технические решения обычно также не могут пройти испытание на соответствие техническим условиям, им свойственна нестабильность рабочих характеристик при последовательном изготовлении одних и тех же элементов, они легко повреждаются во время эксплуатации, а также во время планового технического обслуживания, что, в свою очередь, приводит к повышенным затратам на ремонт и замену. Тепловая защита, выполненная вязанием из множества материалов за одно целое, решает многие из указанных производственных проблем посредством создания заготовок, имеющих форму, близкую к сетчатой, с согласованными свойствами материалов.
[0028] В дополнение некоторые варианты реализации изобретения, описанные в настоящем документе, также включают в себя процесс изготовления тепловой защиты на основе вязания материалов с использованием применяемой в промышленности вязальной машины. В отличие от предыдущих работ некоторые варианты реализации изобретения, описанные в настоящем документе, включают в себя множество материалов, переплетенные одновременно в один слой. Материалы и характеристики вязания могут изменяться с целью создания детали, точно приспособленной для конкретного практического применения. Некоторые варианты реализации изобретения, описанные в настоящем документе, в целом отличаются от предыдущих технологий по меньшей мере одним из следующих преимуществ: обеспечение возможности работы двигателей при более высоких температурах; сокращение усилий и времени на сертификацию и уменьшение стоимости процесса производства и затрат на техническое обслуживание.
[0029] В некоторых вариантах реализации изобретения, описанных в настоящем документе, множество материалов (например, керамические волокна и проволоки на основе сплавов) переплетено одновременно в один вязаный слой. Одновременное вязание в один слой может экономить вес, затраты на изготовление и сборку для совмещения слоев. В некоторых вариантах реализации изобретения вязаное переплетение окружает проложенную внутри проволоку большого диаметра, которая служит для оказания сопротивления прикладываемой механической силе.
[0030] Варианты реализации изобретения, описанные в настоящем документе, могут найти применение для широкого спектра продуктов, в том числе многих промышленных продуктов и собственных продуктов для аэрокосмической промышленности (для дозвуковых скоростей, сверхзвуковых скоростей и использования в космосе), для которых использование легких, малозатратных и способных работать в условиях высоких температур фасонных компонентов окажется очень благотворным. Эти компоненты включают в себя без ограничения разнообразные мягкие изделия, такие как, например, термостойкие уплотнения, прокладки, компенсаторы теплового расширения, защитные покрытия, изоляция проводки, системы труб, рукава трубопроводов, противопожарные перегородки, изоляция для механизма реверса тяги, стойки двигателя и композитные кожухи вентилятора. Эти компоненты также включают в себя, но без ограничения, твердые изделия, такие как покрытия двигателей и систем выхлопа, экраны и плитки.
[0031] Материалы и способы изготовления тепловой защиты на основе вязания, описанные в настоящем документе, могут быть реализованы с использованием доступных на рынке вязальных машин. В некоторых вариантах реализации изобретения, в целях предотвращения ломкости керамического волокна в качестве средства для способствования процессу вязания для вязания может быть использована расходуемая элементарная нить, которая может быть удалена после вязания конкретного компонента. Дополнительно, в некоторых вариантах реализации изобретения компонент на основе металлического сплава может быть “с покрытием” из керамической нити с получением необходимой вязаной ткани.
[0032] Материалы, описанные в настоящем документе, также могут быть переплетены вязанием с получением сетчатых форм и тканей, содержащих пространственно различающиеся зоны, простые и сложные, непосредственно на машине посредством обычного спуска петли при вязании или иных способов вязания одежды. Примеры сетчатых форм содержат простые коробчатые компоненты, сложные трубчатые формы с переменным диаметром кривизны и геометрические трубчатые формы.
[0033] Термин “элементарная нить” (filament) при использовании в настоящем документе относится к волокну, проходящему в длину непрерывно или почти непрерывно. Термин “элементарная нить” включает в себя элементарные мононити и/или нить на основе множества элементарных нитей и при необходимости с конкретным указанием на тип элементарной нити.
[0034] Термин “гибкий” при использовании в настоящем документе означает имеющий достаточную гибкость, чтобы выдерживать изгибы малых радиусов или образование небольших петель без растрескивания, например, когда нет возможности использования в машинах для стежковой сварки или вязальных машинах без фактического разламывания.
[0035] Термин “нестойкий в отношении тепла” при использовании в настоящем документе означает "улетучивается", "сгорает" или разлагается при нагревании.
[0036] Термин “прядь” (strand) при использовании в настоящем документе означает множество выровненных, выполненных за одно целое волокон или элементарных нитей.
[0037] Термин “нить” (yarn) при использовании в настоящем документе относится к непрерывной пряди или множеству прядей, скрученных или полученных прядением из группы натуральных или синтетических волокон, элементарных нитей или иных материалов, которые могут быть скручены, раскручены или уложены вместе.
[0038] Со ссылкой на ФИГ. 1 представлен увеличенный частичный перспективный вид многокомпонентной многопрядной нити 100, включающей в себя непрерывную керамическую прядь 110 и непрерывную разгрузочную прядь 120 для способствования процессу вязания перед обработкой согласно вариантам реализации изобретения, описанным в настоящем документе. Непрерывная разгрузочная прядь 120 для способствования процессу вязания обычно испытывает натяжение во время процесса вязания с одновременным уменьшением величины натяжения, которое испытывает непрерывная керамическая прядь во время процесса вязания. Как показано на ФИГ. 1, многокомпонентная многопрядная нить 100 представляет собой двухкомпонентную многопрядную нить.
[0039] Непрерывная керамическая прядь 110 может представлять собой керамическую прядь, стойкую к воздействию высокой температуры. Непрерывная керамическая прядь 110 обычно проявляет стойкость к воздействию температур более чем 500 градусов Цельсия (например, более чем 1200 градусов Цельсия). Непрерывная керамическая прядь 110 обычно содержит неорганические волокна из множества элементарных нитей. Непрерывная керамическая прядь 110 может содержать отдельные керамические элементарные нити, диаметр которых составляет примерно 15 микрометров или менее (например, 12 микрометров или менее; в диапазоне от примерно 1 микрон до примерно 12 микрометров) и с нитью, имеющей вес в диапазоне примерно от 50 до 2400 денье (например, в диапазоне от примерно 200 до примерно 1800 денье; в диапазоне от примерно 400 до примерно 1000 денье). Непрерывная керамическая прядь 110 может быть достаточно хрупкой, но не ломаться при изгибе малых радиусов величиной менее чем 0,07 дюймов (1,78 мм). В некоторых вариантах реализации изобретения непрерывная углеволоконная прядь может использоваться вместо непрерывной керамической пряди 110.
[0040] Примеры неорганических волокон включают в себя неорганические волокна, такие как волокно из плавленого кварца (например, непрерывные волокна Astroquartz® из плавленого кварца) или нестекловидные волокна, такие как графитовое волокно, волокно на основе карбид кремния (например, керамическое волокно NICALON™, поставляемое японской компанией Nippon Carbon Co., Ltd.) или волокна на основе керамического металлооксида (керамических металлооксидов) (которые могут сочетаться с оксидами неметаллов, например, SiO2), такими как волокна на основе торий- диоксид кремния-оксид металла (III), волокна на основе цирконий-диоксид кремния, волокна на основе оксид алюминия-диоксид кремния, волокно на основе оксид алюминия- оксид хрома-оксид металла (IV), волокна на основе диоксида титана и волокна на основе оксид алюминия-оксид бора-диоксид кремния (например, непрерывные волокна 3M™ Nextel™ 312 на основе керамического оксида). Эти неорганические волокна могут быть использованы для применения при высоких температурах. В тех вариантах реализации изобретения, в которых непрерывная керамическая прядь 110 содержит нити на основе оксид алюминия-оксид бора-диоксид кремния, оксид алюминия-оксид бора-диоксид кремния может содержать отдельные керамические элементарные нити, диаметр которых составляет примерно 8 микрометров или менее, и с нитью, имеющей вес в диапазоне примерно от 200 до 1200 денье.
[0041] Непрерывная разгрузочная прядь 120 для способствования процессу вязания может представлять собой элементарную мононить или прядь на основе множества элементарных нитей. Непрерывная разгрузочная прядь 120 для способствования процессу вязания может содержать органические (например, полимерные), неорганические материалы (например, металл или металлический сплав) или их комбинации. В некоторых вариантах реализации изобретения, непрерывная разгрузочная прядь 120 для способствования процессу вязания является гибкой. В некоторых вариантах реализации изобретения, непрерывная разгрузочная прядь 120 для способствования процессу вязания имеет высокую прочность на растяжение и высокий модуль упругости. В тех вариантах реализации изобретения, в которых прядь 120 для способствования процессу вязания представляет собой элементарную мононить, прядь 120 для способствования процессу вязания может иметь диаметр от примерно 100 микрометров до примерно 625 микрометров (например, от примерно 150 микрометров до примерно 250 микрометров; от примерно 175 микрометров до примерно 225 микрометров). В тех вариантах реализации изобретения, в которых прядь 120 для способствования процессу вязания представляет собой нить на основе множества элементарных нитей, каждая отдельная элементарная нить указанной нити на основе множества элементарных нитей может иметь диаметр от примерно 10 микрометров до примерно 50 микрометров (например, от примерно 20 микрометров до примерно 40 микрометров).
[0042] В зависимости от применения, прядь 120 для способствования процессу вязания, являющаяся нитью на основе множества элементарных нитей или элементарной мононитью, может быть выполнена, например, и без ограничения из полиэстера, полиамида (например, найлон-6,6), поливинилацетата, поливинилового спирта, полипропилена, полиэтилена, акрила, хлопка, вискозы и огнезащитных (FR) вариантов всех вышеупомянутых материалов, когда не нужны очень высокие предельные температуры эксплуатации. Если необходимы очень высокие значения температуры наряду с огнезащищенностью, прядь 120 для способствования процессу вязания может быть выполнена, например, и без ограничения из материалов, включающих в себя мета- арамидные волокна (поставляемые, например, на рынок под названиями Nomex®, Conex®), параарамид (продается, например, под товарными знаками Kevlar®, Twaron®), полиэфиримид (PEI) (поставляются, например, под товарным знаком Ultem®), полифениленсульфид (PPS), жидкокристаллические термореактивные (LCT) смолы, политетрафторэтилен (PTFE) и полиэфирэфиркетон (PEEK). Если необходимы еще более высокие значения температуры наряду с огнезащищенностью, прядь 120 для способствования процессу вязания может включать в себя минеральные нити, такие как, например, стекловолокно, базальт, диоксид кремния и керамику. Примерами нити, которая может быть использована в качестве непрерывной разгрузочной пряди 120 для способствования процессу вязания, являются нити на основе ароматических полиамидов и полиэстровые нити.
[0043] В некоторых вариантах реализации изобретения прядь 120 для способствования процессу вязания, когда она выполнена из органических волокон, может быть нестойкой в отношении тепла, т.е. органические волокна улетучиваются или выгорают, когда на вязаное изделие воздействуют высокими температурами (например, 300 градусов Цельсия или выше; 500 градусов Цельсия или выше). В некоторых вариантах реализации изобретения прядь 120 для способствования процессу вязания, если она выполнена из органических волокон, может быть химически нестойкой, т.е. органические волокна растворяются или разлагаются, когда вязаное изделие подвергают химической обработке.
[0044] В некоторых вариантах реализации изобретения прядь 120 для способствования процессу вязания представляет собой металл или металлический сплав. В некоторых вариантах реализации изобретения для решения задач, требующих сопротивляемости коррозии, непрерывная разгрузочная прядь 120 для способствования процессу вязания может содержать непрерывные пряди сплавов на основе никель-хрома (например, сплав INCONEL® 718), алюминия, нержавеющей стали, такой как низкоуглеродистая нержавеющая сталь, например SS316L, которая обладает высокими антикоррозийными свойствами. Могут быть использованы другие проводящие непрерывные пряди металлической проволоки, выполненной, например, из меди, олова или никелированной меди, и других металлических сплавов. Эти проводящие непрерывные пряди могут быть использованы для решения задач, требующих проводимости. В тех вариантах реализации изобретения, в которых прядь 120 для способствования процессу вязания представляет собой нить на основе множества элементарных нитей, каждая отдельная элементарная нить указанной нити на основе множества элементарных нитей может иметь диаметр от примерно 50 микрометров до примерно 300 микрометров (например, от примерно 100 микрометров до примерно 200 микрометров).
[0045] Непрерывная разгрузочная прядь 120 для способствования процессу вязания и непрерывная керамическая прядь 110 могут обе вместе затягиваться внутрь вязальной системы через одно устройство для подачи материала или “с покрытием” в вязальную систему через два устройства для подачи материала, чтобы создать необходимую вязаную ткань с непрерывной разгрузочной прядью 120 для способствования процессу вязания, по существу открытой на одной поверхности ткани, и непрерывной керамической прядью 110, по существу открытой на противоположной поверхности ткани.
[0046] ФИГ. 2 представляет собой увеличенный частичный перспективный вид многокомпонентной многопрядной нити 200, включающей в себя непрерывную керамическую прядь 110, обвитую (обмотанную) вокруг непрерывной разгрузочной пряди 120 для способствования процессу вязания согласно вариантам реализации изобретения, описанным в настоящем документе. Непрерывная разгрузочная прядь 120 для способствования процессу вязания обычно испытывает натяжение во время процесса вязания с одновременным уменьшением величины натяжения, которое испытывает непрерывная керамическая прядь 110 во время процесса вязания. Это уменьшение натяжения обычно приводит к уменьшению ломкости непрерывной керамической пряди 110.
[0047] Непрерывную керамическую прядь 110 обычно обматывают вокруг непрерывной разгрузочной пряди 120 для способствования процессу вязания перед затягиванием внутрь вязальной системы. Непрерывная керамическая прядь 110, обмотанная вокруг непрерывной разгрузочной пряди 120 для способствования процессу вязания, может быть затянута внутрь вязальной системы через одно устройство для подачи материала, чтобы создать необходимую вязаную ткань.
[0048] Для нанесения непрерывной керамической пряди 110 на непрерывную разгрузочную прядь 120 для способствования процессу вязания может быть использован процесс обвивания. При этом может быть использовано любое устройство, такое как машина для оплетения или обвивающая/обматывающая машина, которое обеспечивает покрытие для непрерывной разгрузочной пряди 120 для способствования процессу вязания посредством обматывания или оплетения непрерывной керамической пряди 110 вокруг непрерывного разгрузочного средства 120 для способствования процессу вязания. Непрерывная керамическая прядь 110 может быть намотана на прядь 120 для способствования процессу вязания различными способами, т.е. непрерывная керамическая прядь 110 может быть обмотана вокруг пряди 120 для способствования процессу вязания в обоих направлениях (с двойным обвиванием), или она может быть обмотана вокруг пряди 120 для способствования процессу вязания только в одном направлении (с одним обвиванием). Количество витков на единицу длины так же может варьироваться. Например, в одном варианте реализации изобретения используют от 0,3 до 3 витков на дюйм (например, от 0,1 до 1 витка на сантиметр).
[0049] ФИГ. 3 представляет собой увеличенный частичный перспективный вид многокомпонентной многопрядной нити 300, включающей в себя непрерывную керамическую прядь 110, непрерывную разгрузочную прядь 120 для способствования процессу вязания и металлическую проволоку 310 перед обработкой согласно вариантам реализации изобретения, описанным в настоящем документе. Как показано на ФИГ. 3, многокомпонентная многопрядная нить 300 представляет собой трехкомпонентную многопрядную нить. Металлическая проволока 310 обеспечивает дополнительную поддержку непрерывной керамической пряди 110 во время процесса вязания. Прядь 120 для способствования процессу вязания может представлять собой полимерную элементарную мононить, как ранее было описано в настоящем документе. Прядь 120 для способствования процессу вязания и непрерывная керамическая прядь 110 могут обе затягиваться внутрь вязальной системы через одно устройство для подачи материала и вместе “получать покрытие” из металлической проволоки 310, которую затягивают внутрь системы через второе устройство для подачи материала, чтобы создать нужную вязаную ткань.
[0050] Аналогично описанному выше средству 120 для способствования процессу вязания на основе металлического сплава металлическая проволока 310 может содержать непрерывные пряди на основе сплавов никель-хрома (например, сплав INCONEL® 718), алюминия, нержавеющей стали, такой как низкоуглеродистая нержавеющая сталь, например SS316L, которая обладает высокими антикоррозийными свойствами, однако, могут быть использованы другие проводящие непрерывные пряди металлической проволоки, например на основе меди, олова или никелированной меди, и других металлических сплавов, например.
[0051] В тех вариантах реализации изобретения, в которых средство 120 для способствования процессу вязания является нестойким в отношении тепла (например, удаляется посредством процесса тепловой очистки), металлическую проволоку 310 обычно выбирают так, чтобы она выдерживала воздействие этой тепловой очистки. В тех вариантах реализации изобретения, в которых металлическая проволока 310 представляет собой элементарную мононить, прядь для способствования процессу вязания может иметь диаметр от примерно 100 микрометров до примерно 625 микрометров (например, от примерно 150 микрометров до примерно 250 микрометров). В тех вариантах реализации изобретения, в которых металлическая проволока 310 представляет собой нить на основе множества элементарных нитей, каждая из отдельных элементарных нитей указанной нити, выполненной на основе множества элементарных нитей, может иметь диаметр от примерно 10 микрометров до примерно 50 микрометров.
[0052] ФИГ. 4 представляет собой увеличенный частичный перспективный вид еще одной многокомпонентной многопрядной нити 400, включающей в себя непрерывную керамическую прядь 110, обвитую вокруг непрерывной разгрузочной пряди 120 для способствования процессу вязания, и металлическую проволоку 310 согласно вариантам реализации изобретения, описанным в настоящем документе. Как показано на ФИГ. 4, многокомпонентная многопрядная нить 400 представляет собой трехкомпонентную многопрядную нить. Прядь 120 для способствования процессу вязания представляет собой полимерную элементарную мононить, как ранее было описано в настоящем документе. Непрерывную керамическую прядь 110, обвитую вокруг пряди 120 для способствования процессу вязания, вместе с прядью 120 затягивают внутрь вязальной системы через одно устройство для подачи материала и вместе “получают покрытие” из металлической проволоки 310, которую затягивают внутрь системы через второе устройство для подачи материала, чтобы создать нужную вязаную ткань.
[0053] ФИГ. 5 представляет собой увеличенный перспективный вид одного примера многокомпонентной нити 510 в вязаной ткани 500, которая может включать в себя нити 520 основы или утка внутреннего слоя согласно вариантам реализации изобретения, описанным в настоящем документе. Вязаная ткань содержит периодически вплетенный внутренний слой 520, который придает вязаной ткани 500 дополнительную жесткость и прочность. Встроенный в ткань внутренний слой 520 может состоять из любого из вышеупомянутых металлов или керамических материалов. Встроенный в ткань внутренний слой 520 обычно содержит материал большого диаметра (например, от примерно 300 микрометров до примерно 3000 микрометров), который не может быть переплетен, либо сложен для переплетения вследствие диаметра встроенного в ткань внутреннего слоя и калибра вязальной машины. Однако следует отметить, что диаметр материала, который может быть переплетен, зависит от калибра вязальной машины, и поэтому различные вязальные машины могут вязать материалы различных диаметров. Встроенный в ткань внутренний слой 520 может быть размещен в вязаной ткани 500 посредством выкладывания встроенного в ткань внутреннего слоя 520 между противоположными петлями наподобие вплетения. Многокомпонентная нить 510 может быть любой из многокомпонентных нитей, изображенных на ФИГ. 1-4. Хотя на ФИГ. 5 показан участок вязаной ткани типа джерси, следует отметить, что изображение участка вязаной ткани типа джерси является только примером и что варианты реализации изобретения, описанные в настоящем документе, не ограничены вязаными тканями типа джерси. Для выполнения вязаных тканей, описанных в настоящем документе, может быть использована любая подходящая петля переплетения и плотность петель. Например, может быть использована любая комбинация петель переплетения, например петли, формирующие джерси, двойной ластик, ластичное переплетение, или иная.
[0054] В дополнение к непрерывной керамической пряди, вязаная ткань может также содержать второй волокнистый компонент. Второй волокнистый компонент может быть выбран из группы, состоящей из следующего: керамика, стекло, минерал, термореактивные полимеры, термопластичные полимеры, эластомеры, металлические сплавы и их комбинации. Непрерывная керамическая прядь и второй волокнистый компонент могут содержать одинаковые или различные петли переплетения. Непрерывная керамическая прядь и второй волокнистый компонент могут быть переплетены одновременно в один слой. Непрерывная керамическая прядь и второе волокно могут содержать одинаковые петли переплетения или различные петли переплетения. Непрерывная керамическая прядь и второе волокно могут представлять собой вязаное переплетение в виде выполненных за одно целое отдельных участков конечного вязаного продукта. Вязание в виде выполненных за одно целое отдельных участков может уменьшить необходимость разрезания или сшивания для изменения характеристик этого участка. Вязаные и выполненные за одно целое участки могут иметь непрерывные сопряжения волокон, тогда как разрезанные и сшитые сопряжения не должны иметь непрерывные сопряжения, что осложняет объединение предыдущих функциональных возможностей (например, электрическую проводимость). Непрерывная керамическая прядь и второй волокнистый компонент могут каждая/каждый быть проложены внутри в направлениях основы и/или утка.
[0055] Вязаные ткани, описанные в настоящем документе, могут быть переплетены в множество слоев. Вязание вязаных тканей, описанных в настоящем документе, в множество слоев обеспечивает возможность комбинирования с тканями, имеющими различные свойства (например, (структурные, термические или электрические) с поддержанием возможности установления связи по периферии или согласования внутри слоев/между слоями всей ткани. Множественные слои могут иметь нерегулярные стежки или обладать возможностью установления связи за счет вкладки между слоями. Эти нерегулярные стежки или возможность установления связи за счет вкладки между слоями может обеспечивать возможность получения точно заданных рабочих свойств/возможности установления связи по участкам меньшей длины (например, менее 0,25 дюймов (6,35 мм)). Например, посредством двух вязаных наружных слоев с соединяющим их слоем, расположенным между двумя наружными слоями. Множественные слои могут содержать карманы или каналы. Карманы или каналы могут содержать электрические провода, датчики или иные средства обеспечения работы электричества. Карманы или каналы могут содержать один или большее количество наполнительных материалов.
[0056] Указанные один или большее количество наполнительных материалов могут быть выбраны для улучшения необходимых свойств конечного вязаного продукта. Указанные один или большее количество наполнительных материалов могут быть стойкими к воздействию текучих сред. Указанные один или большее количество наполнительных материалов могут быть теплостойкими. Пример наполнительного материала включает в себя обычные наполнительные частицы, такие как сажа, слюда, глины, такие как например, монтмориллонитовые глины, силикаты, стекловолокно, углеродное волокно и т.п., и их комбинации.
[0057] На ФИГ. 6 показана схема 600 последовательности рабочих операций формирования вязаного продукта согласно вариантам реализации изобретения, описанным в настоящем документе. При выполнении блока 610 непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания подвергают одновременному вязанию для формирования вязаной ткани. Непрерывная керамическая прядь и непрерывная разгрузочная прядь для способствования процессу вязания могут быть такими же, как ранее было описано выше. Пряди могут быть переплетены одновременно на вязальной машине 700, показанной на ФИГ. 7, или любой другой подходящей вязальной машине. Непрерывная керамическая прядь и непрерывная разгрузочная прядь могут быть одновременно поданы в вязальную машину через одно устройство для подачи материала для формирования многокомпонентной нити. В тех вариантах реализации изобретения, в которых непрерывную керамическую прядь обматывают вокруг непрерывной разгрузочной пряди для способствования процессу вязания (например, как показано на ФИГ. 2 и ФИГ. 4), непрерывная керамическая прядь может быть обмотана вокруг непрерывной пряди для способствования процессу вязания перед тем, как одновременно подать непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания в вязальную машину. Для обматывания пряди на основе керамического волокна вокруг непрерывной разгрузочной пряди для способствования процессу вязания может быть использована обвивающая машина/обматывающая машина. Хотя вязание может быть выполнено вручную, промышленное изготовление вязаных компонентов в целом выполняют вязальными машинами. Может быть использована любая подходящая вязальная машина. Вязальная машина может представлять собой одну вязальную машину, имеющую сдвоенные горизонтальные рабочие поверхности.
[0058] В некоторых вариантах реализации изобретения, в которых многокомпонентная многопрядная нить кроме того может содержать проволоку из металлического сплава, двухкомпонентная нить может быть подана через первое устройство для подачи материала (например, 704A на ФИГ. 7), а проволока из металлического сплава может быть одновременно подана через второе устройство для подачи материала (например, 704B на ФИГ. 7) для формирования вязаной ткани. Пряди могут быть переплетены одновременно для формирования одного слоя.
[0059] При выполнении блока 620, в некоторых вариантах реализации изобретения, в которых средство для способствования процессу вязания представляет собой расходуемое средство для способствования процессу вязания, вязаная ткань подвергается процессу удаления средства для способствования процессу вязания. В зависимости от материала средства для способствования процессу вязания процесс удаления средства для способствования процессу вязания может включать в себя воздействие на вязаную ткань растворителями, теплом и/или светом. В некоторых вариантах реализации изобретения, в которых средство для способствования процессу вязания удаляют посредством воздействия тепла (например, нестойкое в отношении тепла), вязаная ткань может быть нагрета до первой температуры для удаления разгрузочного средства для способствования процессу вязания. Следует отметить, что температуры, используемые для процесса удаления средства для способствования процессу вязания, зависят от материала.
[0060] При необходимости, при выполнении блока 630, вязаную ткань подвергают процессу упрочняющей тепловой обработки. Вязаная ткань может быть нагрета до второй температуры, превышающей первую температуру, для отжига керамической пряди. Отжиг керамической пряди может приводить к ослаблению остаточных напряжений керамической пряди, что обеспечивает возможность выдерживания более высоких напряжений до повреждений керамических волокон. Увеличение температуры с превышением первой температуры тепловой очистки может быть использовано для упрочнения керамики и также одновременно упрочнения металлической проволоки при ее наличии. После увеличения температуры с превышением первой температуры температура затем может быть уменьшена и удерживаться при различных значениях температуры в течение определенного промежутка времени в пошаговом процессе отпуска. Следует отметить, что температуры, используемые для процесса упрочняющей тепловой обработки, зависят от материала.
[0061] В одном примерном варианте реализации, в котором средство для способствования процессу вязания выполнено на основе найлона-6,6, керамическая прядь выполнена на основе Nextel™ 312, а проволока выполнена на основе металлического сплава INCONEL® 718, после переплетения вязанием вязаную ткань подвергают процессу тепловой обработки для тепловой очистки/выжигания средства для способствования процессу вязания, выполненного на основе найлона-6,6. После удаления средства для способствования процессу вязания, выполненного на основе найлона-6,6 выполняют упрочняющую тепловую обработку, которую могут выдержать и INCONEL® 718, и Nextel™ 312. Например, в процессе нагревания материала до 1000 градусов Цельсия средство для способствования процессу вязания, выполненное на основе найлона-6,6 выжигается при первой температуре, меньше 1000 градусов Цельсия. Указанная температура понижается от 1000 градусов Цельсия до примерно 700 - 800 градусов Цельсия, причем указанная температура сохраняется в течение определенного промежутка времени, и ниже 600 градусов Цельсия в течение определенного промежутка времени. Таким образом, одновременно происходит отжиг керамики Nextel™ 312 с ростом зерна и перекристаллизацией проволоки, выполненной на основе INCONEL® 718. Таким образом, обеспечивается одновременное упрочнение металлической проволоки и последующая тепловая обработка керамики.
[0062] При выполнении блока 640 вязаная ткань может быть пропитана выбранным обладающим способностью схватывания пропитывающим веществом, которое затем схватывается. Вязаная ткань может быть уложена в заготовку или помещена на оправку перед пропитыванием выбранным обладающим способностью схватывания пропитывающим веществом. Подходящие обладающие способностью схватывания пропитывающие вещества содержат любое обладающее способностью схватывания пропитывающее вещество, которое совместимо с вязаной тканью. Примеры подходящих обладающих способностью схватывания пропитывающих веществ включают в себя органические или неорганические пластики и иные вещества, обладающие способностью схватывания и формования, включая стекло, органические полимеры, натуральные и синтетические каучуки и смолы. Вязаная ткань может быть полностью насыщена обладающим способностью схватывания пропитывающим веществом с использованием любого подходящего процесса жидкостного формования, известного в данной области техники. Полностью насыщенная вязаная ткань далее может быть отверждена при воздействии тепла и/или давления для придания твердости вязаной ткани с получением готового сформованного продукта.
[0063] Один или большее количество наполнительных материалов могут также быть включены в вязаную ткань в зависимости от необходимых свойств конечного вязаного продукта. Указанные один или большее количество наполнительных материалов могут быть стойкими к воздействию текучих сред. Указанные один или большее количество наполнительных материалов могут быть теплостойкими. Пример наполнительного материала включает в себя обычные наполнительные частицы, такие как сажа, слюда, глины, такие как, например, монтмориллонитовые глины, силикаты, стекловолокно, углеродное волокно и т.п. и их комбинации.
[0064] ФИГ. 7 представляет собой перспективный вид примера вязальной машины, которая может быть использована согласно вариантам реализации изобретения, описанным в настоящем документе. Хотя вязание может быть выполнено вручную, промышленное изготовление вязаных компонентов в целом выполняют вязальными машинами. Вязальная машина может представлять собой одну вязальную машину, имеющую сдвоенные горизонтальные рабочие поверхности. На ФИГ. 7 показан пример вязальной машины 700, которая подходит для производства любых вязаных компонентов, описанных в настоящем документе. В качестве примера вязальная машина 700 имеет конфигурацию плосковязальной машины с V-образной рабочей поверхностью, однако любые вязаные компоненты или аспекты вязаных компонентов, описанных в настоящем документе, могут быть произведены на вязальных машинах других типов.
[0065] Вязальная машина 700 включает в себя две игольницы 701a, 701b (обобщенно 701), которые размещены под углом друг относительно друга, с формированием таким образом V-образной рабочей поверхности. Каждая из игольниц 701a, 701b включает в себя множество отдельных игл 702a, 702b (обобщенно 702), которые лежат в общей плоскости. Таким образом, иглы 702a из одной игольницы 701a лежат в первой плоскости, а иглы 702b из другой игольницы 701b лежат во второй плоскости. Первая плоскость и вторая плоскость (т.е. указанные две игольницы 701) размещены под углом друг относительно друга и встречаются для формирования пересечения, которое проходит по большей части ширины вязальной машины 700. Каждые иглы 702 имеют первое положение, в котором они убраны и второе положение, в котором они выдвинуты. В первом положении иглы 702 размещены на расстоянии от пересечения, в котором встречаются первая плоскость и вторая плоскость. При этом во втором положении иглы 702 проходят через пересечение, в котором встречаются первая плоскость и вторая плоскость.
[0066] Выше и параллельно пересечению игольниц 701 проходит пара направляющих 703a, 703b (обобщенно 703), которые обеспечивают места прикрепления для множества стандартных подающих устройств 704a-d (обобщенно 704). Каждая направляющая 703 имеет две стороны, в каждой из которых размещено одно стандартное подающее устройство 704. По существу, вязальная машина 700 может включать в себя в целом четыре подающих устройства 704a-d. Как показано на чертежах, передняя направляющая 703b включает в себя два стандартных подающих устройства 704c, 704d на противоположных сторонах, и задняя направляющая 703a включает в себя два стандартных подающих устройства 704a, 704b на противоположных сторонах. Хотя здесь показаны две направляющие 703a, 703b, дополнительные конфигурации вязальной машины 700 могут содержать дополнительные направляющие 703 для обеспечения мест прикрепления для большего количества подающих устройств 704.
[0067] Вследствие работы каретки 705 подающие устройства 704 перемещаются вдоль направляющих 703 и игольниц 701, таким образом подавая нити иглам 702. На ФИГ. 7 нить 706 подают в подающее устройство 704d посредством катушки 707 с помощью различных направляющих 708 для нити, пружины 709 для возврата нити и устройства 710 для натяжения нити перед поступлением в подающее устройство 704d для переплетения вязанием. Нить 706 может быть любой из многокомпонентных многопрядных нитей, ранее описанных в настоящем документе. Хотя отдельные пряди или пряди из двухкомпонентных материалов могут быть смотаны в многокомпонентные нити 706 и уложены на катушках 707, отдельно уложенные нити (эти дополнительные катушки не показаны) могут быть скомбинированы в устройстве 710 натяжения нити, так что они обе вместе поступают в подающее устройство 704d.
[0068] Когда нить 706 содержит прядь, несущую нагрузку, и керамическую прядь, которая обвивает прядь, несущую нагрузку, как ранее было описано выше, несущая нагрузку прядь может нести большую долю нагрузки нити 706, чем керамическая прядь, когда нить 706 выходит из имеющего малый радиус изгиба подающего кончика стандартных подающих устройств 704. Таким образом, керамическая прядь не подвергается большой нагрузке или не натягивается с радиусом изгиба, когда она выходит из подающего кончика стандартных подающих устройств 704.
[0069] Технологические и квалификационные испытания, выполненные на примерах, основанных на примерах вариантов реализации изобретения, описанных в настоящем документе, показали улучшенные рабочие характеристики по сравнению с текущим уровнем техники, в том числе испытания на остаточную деформацию при сжатии, истирание и испытание пламенем/огнем, проведенные на образцах керамических волокон Nextel™ 312, выполненных за одно целое со сплавом INCONEL® 718, и образцах P-образных уплотнений. Существующие в настоящее время многослойные уплотнения, используемые в качестве теплового барьера, сравнивали с уплотнениями из выполненных за одно целое вязанием керамики (Nextel™ 312) и металлического сплава (сплавом INCONEL® 718), сформированными согласно вариантам реализации изобретения, описанным в настоящем документе. В выполненных за одно целое вязанием керамических уплотнениях использовались совместно переплетенные проволоки Nextel™ 312 и проволоки меньшего диаметра на основе сплава INCONEL® 718 вместе с вкладкой, изготовленной из проволоки большего диаметра на основе сплава INCONEL® 718.
[0070] Испытание на остаточную деформацию при сжатии было проведено при 800 градусах Фаренгейта (427°C) на протяжении 220 часов. После испытаний все образцы имели отклонение по высоте менее 1%. При одних и тех же условиях испытаний на остаточную деформацию при сжатии используемое в настоящее время барьерное уплотнение пластично сжалось, что привело к образованию промежутков и, в конечном счете, невозможности функционирования в качестве теплового и противопожарного барьера. Отсутствовали повреждения во время первоначального испытания на истирание с выполнением 5000 циклов при 30% сжатии. Обратная сторона уплотнения осталась неповрежденной при 200 градусах Фаренгейта (93°C), когда горелку 3000 градусов Фаренгейта (1649°C) поднесли спереди на расстояние один дюйм (2,54 см) от уплотнения и держали так в течение пяти минут. Отсутствовали повреждения при испытании огнем с пламенем 2000 градусов Фаренгейта (1093°C) в течение пятнадцати минут. Кроме того, во время испытания не наблюдалось проникновения пламени, а когда по истечении пятнадцати минут пламя было сбито, не произошло обгорания обратной стороны.
[0071] Кроме того настоящий документ содержит аспекты согласно следующим пунктам:
[0072] Многокомпонентная многопрядная нить, содержащая: непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания, причем непрерывная керамическая прядь обвивает непрерывную разгрузочную прядь для способствования процессу вязания с формированием многокомпонентной многопрядной нити.
[0073] Многокомпонентная многопрядная нить, в которой непрерывная разгрузочная прядь для способствования процессу вязания выполнена из полимерного материала.
[0074] Многокомпонентная многопрядная нить, в которой непрерывная разгрузочная прядь для способствования процессу вязания выполнена из металлического материала.
[0075] Многокомпонентная многопрядная нить, в которой непрерывная керамическая прядь выполнена из материала на основе множества элементарных нитей, а непрерывная разгрузочная прядь для способствования процессу вязания является материалом на основе элементарной мононити.
[0076] Многокомпонентная многопрядная нить кроме того содержащая: проволоку из металлического сплава, переплетенную одновременно с непрерывной керамической прядью и непрерывной разгрузочной прядью для способствования процессу вязания.
[0077] Многокомпонентная многопрядная нить кроме того содержащая дополнительный волокнистый компонент.
[0078] Многокомпонентная многопрядная нить, в которой дополнительный волокнистый компонент выбран из группы, состоящей из следующего: керамика, стекло, минерал, термореактивные полимеры, термопластичные полимеры, эластомеры, металлические сплавы и их комбинации.
[0079] Вязаная ткань, содержащая: непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания, причем непрерывная керамическая прядь и непрерывная разгрузочная прядь для способствования процессу вязания переплетены одновременно для формирования указанной вязаной ткани.
[0080] Вязаная ткань, в которой непрерывная разгрузочная прядь для способствования процессу вязания выполнена из полимерного материала.
[0081] Вязаная ткань, в которой непрерывная разгрузочная прядь для способствования процессу вязания выполнена из металлического материала.
[0082] Вязаная ткань, в которой непрерывная керамическая прядь обвивает непрерывную разгрузочную прядь для способствования процессу вязания для формирования многокомпонентной многопрядной нити.
[0083] Вязаная ткань, в которой второе волокно переплетено одновременно с многокомпонентной многопрядной нитью.
[0084] Вязаная ткань, в которой непрерывная разгрузочная прядь для способствования процессу вязания выполнена из полимерного материала, а второе волокно выполнено из металлического материала.
[0085] Вязаная ткань кроме того содержащая: один или большее количество дополнительных волокнистых компонентов.
[0086] Вязаная ткань, в которой указанные один или большее количество дополнительных волокнистых компонентов выбраны из группы, состоящей из следующего: керамика, стекло, минерал, термореактивные полимеры, термопластичные полимеры, эластомеры, металлические сплавы и их комбинации.
[0087] Способ вязания керамической ткани, согласно которому: одновременно подают непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания в вязальную машину через одно устройство для подачи материала, чтобы сформировать двухкомпонентную нить.
[0088] Кроме того согласно способу обматывают непрерывную керамическую прядь вокруг непрерывной пряди для способствования процессу вязания перед тем, как одновременно подать непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания в вязальную машину.
[0089] Кроме того согласно способу: одновременно подают указанную двухкомпонентную нить и проволоку из металлического сплава через второе устройство для подачи материала, чтобы сформировать вязаную ткань.
[0090] Кроме того согласно способу: нагревают вязаную ткань до первой температуры для удаления разгрузочного средства для способствования процессу вязания.
[0091] Кроме того согласно способу: нагревают вязаную ткань до второй температуры, превышающей первую температуру, для отжига керамической пряди.
[0092] Следует отметить, что продукты, выполненные с помощью вариантов реализации изобретения, описанных в настоящем документе, подходят для использования в различных применениях, независимо от необходимых размеров и длин. Например, варианты реализации изобретения, описанные в настоящем документе, могут быть использованы для применения в автомобильной, морской, авиационной или аэрокосмической промышленностях или для решения любых задач, при которых вязаные продукты необходимы для защиты расположенных рядом компонентов от воздействия летучих текучих сред и тепловых условий.
[0093] Хотя изложенное выше относится к вариантам реализации настоящего изобретения, могут быть разработаны другие варианты реализации данного изобретения без отступления от его основного объема, а объем изобретения определяется формулой изобретения, приведенной ниже.
Раскрыты вязаные ткани, имеющие керамические пряди, теплозащитные элементы, выполненные из них, и способы их создания. Также раскрыты способы изготовления тепловой защиты с использованием множества материалов, которые могут быть переплетены одновременно. Обеспечивается не имеющая аналогов возможность вязания керамических волокон, применяемых в условиях высоких температур, одновременно с разгрузочным средством для способствования процессу вязания, таким как неорганический или органический материал (например, металлический сплав или полимер), как проволоками малого диаметра в создаваемом переплетении, так и проволоками большого диаметра, что обеспечивает конструктивную поддержку и возможность создания заготовок, имеющих форму, близкую к сетчатой, со скоростью промышленного производства. Кроме того, одновременно с этим также может быть выполнена за одно целое керамическая изоляция для обеспечения повышенной тепловой защиты. 3 н. и 16 з.п. ф-лы, 7 ил.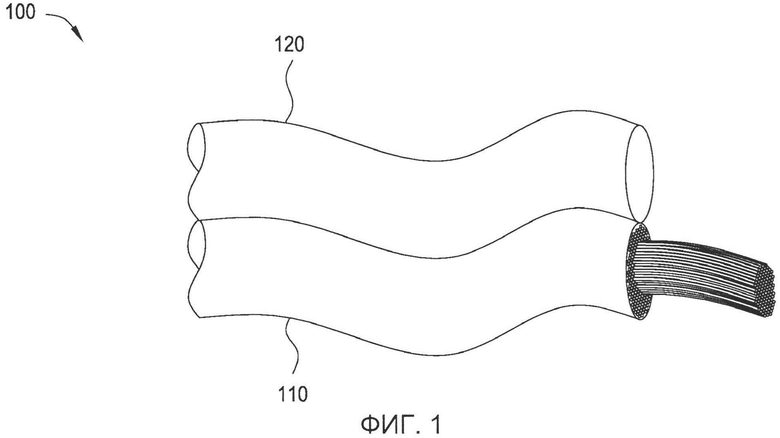
1. Многокомпонентная многопрядная нить, содержащая:
непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания, имеющую диаметр от 100 микрометров до 625 микрометров, причем непрерывная керамическая прядь обвивает непрерывную разгрузочную прядь для способствования процессу вязания с частотой от 0,1 до 1 витка на сантиметр с формированием многокомпонентной многопрядной нити.
2. Многокомпонентная многопрядная нить по п. 1, в которой непрерывная разгрузочная прядь для способствования процессу вязания выполнена из полимерного материала.
3. Многокомпонентная многопрядная нить по п. 1, в которой непрерывная разгрузочная прядь для способствования процессу вязания выполнена из металлического материала.
4. Многокомпонентная многопрядная нить по п. 1, в которой непрерывная керамическая прядь выполнена из материала на основе множества элементарных нитей, а непрерывная разгрузочная прядь для способствования процессу вязания выполнена из материала на основе элементарной мононити.
5. Многокомпонентная многопрядная нить по любому из предыдущих пунктов, кроме того, содержащая проволоку из металлического сплава, переплетенную одновременно с непрерывной керамической прядью и непрерывной разгрузочной прядью для способствования процессу вязания.
6. Многокомпонентная многопрядная нить по п. 1, кроме того, содержащая дополнительный волокнистый компонент.
7. Многокомпонентная многопрядная нить по п. 6, в которой дополнительный волокнистый компонент выбран из группы, состоящей из следующего: керамика, стекло, минерал, термореактивные полимеры, термопластичные полимеры, эластомеры, металлические сплавы и их комбинации.
8. Вязаная ткань, содержащая
многокомпонентную многопрядную нить, содержащую непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания, имеющую диаметр от 100 микрометров до 625 микрометров, причем непрерывная керамическая прядь обвивает непрерывную разгрузочную прядь для способствования процессу вязания с частотой от 0,1 до 1 витка на сантиметр с формированием многокомпонентной многопрядной нити; причем непрерывная керамическая прядь и непрерывная разгрузочная прядь для способствования процессу вязания переплетены одновременно для формирования указанной вязаной ткани.
9. Вязаная ткань по п. 8, в которой непрерывная разгрузочная прядь для способствования процессу вязания выполнена из полимерного материала.
10. Вязаная ткань по п. 8, в которой непрерывная разгрузочная прядь для способствования процессу вязания выполнена из металлического материала.
11. Вязаная ткань по п. 8, в которой второе волокно переплетено одновременно с многокомпонентной многопрядной нитью.
12. Вязаная ткань по п. 11, в которой непрерывная разгрузочная прядь для способствования процессу вязания выполнена из полимерного материала, а второе волокно выполнено из металлического материала.
13. Вязаная ткань по п. 8, кроме того, содержащая один или большее количество дополнительных волокнистых компонентов.
14. Вязаная ткань по п. 13, в которой указанные один или большее количество дополнительных волокнистых компонентов выбраны из группы, состоящей из следующего: керамика, стекло, минерал, термореактивные полимеры, термопластичные полимеры, эластомеры, металлические сплавы и их комбинации.
15. Способ вязания керамической ткани, согласно которому:
одновременно подают непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания в вязальную машину через одно устройство для подачи материала, чтобы сформировать многокомпонентную многопрядную нить, причем непрерывная керамическая прядь обвивает непрерывную разгрузочную прядь для способствования процессу вязания, и
нагревают вязаную ткань до первой температуры для удаления непрерывной разгрузочной пряди для способствования процессу вязания.
16. Способ по п. 15, согласно которому, кроме того, обматывают непрерывную керамическую прядь вокруг непрерывной рабочей пряди для способствования процессу вязания перед тем, как одновременно подать непрерывную керамическую прядь и непрерывную разгрузочную прядь для способствования процессу вязания в вязальную машину.
17. Способ по п. 15 или 16, согласно которому, кроме того, одновременно подают указанную многокомпонентную многопрядную нить и проволоку из металлического сплава через второе устройство для подачи материала, чтобы сформировать вязаную ткань.
18. Способ по п. 15, согласно которому, кроме того, нагревают вязаную ткань до второй температуры, превышающей первую температуру, для отжига керамической пряди.
| US 20040091705 A1, 13.05.2004 | |||
| DE 3622781 A, 28.01.1988 | |||
| US 4750324 A1, 14.06.1988 | |||
| US 4375779 A1, 08.03.1983 | |||
| Соединительная муфта для деревянных и т.п. стержней | 1928 |
|
SU14209A1 |
| Способ получения крученой швейной нити | 1986 |
|
SU1353850A1 |

