Настоящее изобретение относится к интеграции элемента OLED или AMOLED или экрана в ламинированное остекление транспортного средства.
Экран OLED может быть интегрирован во все ламинированное остекление или его часть при условии, что этот экран OLED может быть виден пользователю. Экран OLED является гибким, относительно тонким и хрупким, как и его соединительные элементы.
Экран OLED не был бы в состоянии выдержать обычные условия сборки ламинированного остекления, которые объединяют стадию нагревания до температуры от 90°C до 140°C, стадию помещения внутренней части ламинированной структуры под давление ниже атмосферного (вакуум) для удаления воздуха, присутствующего между различными компонентами (грубая и нерегулярная поверхность промежуточного слоя ламинирования перед нагревом), и стадию приложения давления к этой ламинированной структуре для того, чтобы способствовать долговременному клеевому соединению и долговременной когезии получаемой сборки, и был бы как минимум поврежден, если не полностью разрушен.
Следовательно, задачей настоящего изобретения состояла в том, чтобы определить и осуществить условия ламинирования, позволяющие полностью и на длительный срок сохранить целостность и функциональность экрана OLED, интегрированного в ламинированное остекление транспортного средства.
Для решения задачи разработан способ производства ламинированного остекления транспортного средства, содержащий следующие стадии:
- последовательная укладка в стопку:
a) первого остекления, сделанного из минерального стекла, с первой главной поверхностью F1, которая является внешней стороной транспортного средства, и противоположной второй главной поверхностью F2, с толщиной E1 предпочтительно самое большее 2,5 мм (прежде всего, для автомобилей);
b) первого промежуточного слоя ламинирования, сделанного из полимерного материала, со стороны поверхности F2;
c) второго промежуточного слоя ламинирования, сделанного из полимерного материала, и, в вырезе, сделанном в нем, гибкого экрана дисплея из органических светодиодов, называемого элементом или экраном OLED, который проходит до одного края остекления соединительным элементом, который подсоединен к этому экрану и выходит из стопки слоев;
d) третьего промежуточного слоя ламинирования, сделанного из полимерного материала; и
e) второго остекления, сделанного из минерального стекла, с третьей главной поверхностью F3 со стороны промежуточного слоя и противоположной четвертой главной поверхностью F4, которая является внутренней стороной транспортного средства, с толщиной E'1 предпочтительно самое большее 2,2 мм (прежде всего, для автомобилей);
- вакуумирование полученной сборки при комнатной температуре для того, чтобы удалить из нее воздух;
- нагревание полученной сборки до температуры самое большее 85°C, предпочтительно самое большее 80°C, и особенно предпочтительно самое большее 75°C при поддержании вакуума.
Продолжительность последней стадии, содержащей нагревание, может составлять, например, приблизительно 18 час, чтобы получить очень прочное и долговременное клеевое соединение. Однако возможно остановить вакуумирование до истечения 18 час при 75°C, после истечения некоторого времени, определяемого индивидуально, затем удалить вакуумное кольцо и завершить процесс в простом сушильном шкафу без вакуумного кольца.
Целостность экрана OLED, а также его соединительного элемента, никогда не нарушается при условиях этого процесса. Вакуум получается с помощью любых откачивающих средств.
Экран OLED занимает часть площади ламинированного остекления; его размеры могут изменяться и не ограничиваются. Множество экранов OLED может быть размещено внутри ламинированного остекления в его различных местах, предпочтительно вблизи от его периферии, потому что соединительные элементы являются непрозрачными, и конечно желательно сохранить максимальную область зрения. Множество соединительных элементов может быть связано с одним и тем же элементом или экраном OLED.
Если толщина элемента или экрана OLED равна самое большее 0,15 мм, возможно в соответствии с настоящим изобретением не использовать второй промежуточный слой ламинирования, при условии, что геометрия элемента или экрана OLED и одного или более соединительных элементов позволяет это: элемент или экран OLED должен находиться не слишком близко к краю ламинированного остекления, а соединительные элементы должны быть тонкими и узкими. Толщина элемента или экрана OLED тогда незаметно адаптируется или компенсируется их текучестью.
Первое и второе остекления делаются из чистого или опционально слегка окрашенного стекла из кремнезема и натронной извести, и могут содержать функциональные слои, такие как отражающий солнечное излучение, слабоизлучающий, гидрофобный, самоочищающийся фотокаталитический, антиконденсационные/антитуманные слои и т.д.
Любой тип информации может быть отображен на экране OLED, например на ветровом стекле: внутренние и внешние атмосферные условия, вид сзади, вид слева/справа, информация, относящаяся к условиям вождения и дорожным знакам, техническая информация, относящаяся к транспортному средству.
В соответствии с другой предпочтительной особенностью процесса по настоящему изобретению:
- во время стадии, состоящей в нагревании полученной сборки в вакууме, дополнительное внешнее давление не прикладывается к ней одновременно, как например в автоклаве; такое решение стремится ограничить внешние механические силы, воздействию которых подвергаются экран OLED и соединительный элемент;
- стадии, в которых полученная сборка подвергается воздействию вакуума, выполняются с помощью заключения в герметичную оболочку всей периферии этой сборки, например посредством периферийной оболочки из эластомера, часто называемой «вакуумное кольцо», путем откачивания заключенного в него периферийного объема через отверстие в этой оболочке; этот вариант осуществления будет более подробно описан ниже;
- в соответствии с одной альтернативой стадии, в которых полученная сборка подвергается воздействию вакуума, выполняются посредством вакуумной камеры или вакуумного мешка, по меньшей мере некоторые из стенок которого являются жесткими, чтобы защитить соединительный элемент путем предотвращения воздействия на него слишком больших механических напряжений;
- первое остекление предварительно снабжается на периферийной полосе его поверхности F2 с эмалевым слоем; функцией этого слоя обычно является скрыть клеевой шов, связывающий остекление с кузовом, от внешнего взгляда; кроме того, в контексте настоящего изобретения эмаль может предпочтительно располагаться так, чтобы скрыть от внешнего взгляда (непрозрачные) соединительные элементы, а также опционально другие элементы, такие как описываемые ниже;
- в соответствии с первым вариантом узкий периферийный край экрана OLED (называемый техническим краем) и той зоны второго промежуточного слоя, которая окружает его и любой соединительный элемент, заранее снабжается маской на их поверхности, обращенной к поверхности F3, или эта маска осаждается перед размещением третьего промежуточного слоя, или даже эта маска, которая может быть сделана из непрозрачного полиэтилентерефталата (PET), приклеивается или образует часть блока, состоящего из экрана OLED и соединительного элемента из его предварительно собранного блока в целях его хранения, или образует часть пленки, которая заранее приклеивается к этому предварительно собранному блоку;
- в соответствии со вторым вариантом поверхность F4, обращенная к узкому периферийному краю экрана OLED и зоны второго промежуточного слоя, который окружает его, и обращенная ко всей площади соединительного элемента, снабжается маской; эти два варианта не обязательно являются взаимоисключающими, и возможно представить маскировку технического края экрана OLED в соответствии с первым вариантом и маскировку соединительного элемента в соответствии со вторым вариантом или наоборот, или двойную маскировку технического края экрана OLED или соединительного элемента двумя масками, каждая из которых соответствует одному из этих двух вариантов; функцией этой маски (масок) является скрыть несущественные и некрасивые части устройства для того, чтобы оставить видимым изнутри только его полезную часть; для этого может использоваться любой процесс, адаптированный к природе подложки в соответствии с первым или вторым вариантом: печать, такая как струйная или трафаретная печать, эмаль, такая как на поверхности F2, и т.д.; однако маска в соответствии со вторым вариантом должна быть более широкой, чем маска в соответствии с первым вариантом, чтобы обеспечить соответствующую маскировку, даже когда толщина второго остекления рассматривается под некоторым углом. Также необходимо учитывать погрешности в положениях различных компонентов;
- поверхность F3 оборудуется электропроводящим слоем и опционально электропитанием для подачи тока; этот слой может состоять из отражающей солнечное излучение совокупности слоев, основанной, среди прочего, на серебре, или из нагреваемой совокупности слоев/покрытия, снабжаемых с этой целью электропитанием; когда электропроводящий слой является совокупностью слоев, продаваемой Заявителем под зарегистрированной торговой маркой Kappa®, он может быть, например, напрямую покрыт маской, маскирующей вышеупомянутый технический край элемента или экрана OLED;
- толщина экрана OLED является по существу такой же, как и у второго промежуточного слоя; только очень малые и практически незначащие разности толщины могут быть компенсированы текучестью, в частности термопластичных промежуточных слоев ламинирования, сделанных из полимерного материала; в случае необходимости не исключается покрытие экрана OLED, сделанное из прозрачного полимерного материала, чтобы увеличить его толщину до значения толщины второго промежуточного слоя, или, в случае необходимости, чтобы герметично изолировать элемент или экран OLED от кислорода, воды и пластификаторов, которые могут его испортить;
- соединительный элемент является гибкой печатной схемой (FPC), частично покрытый, когда это целесообразно, любым материалом для того, чтобы увеличить его толщину до значения, по существу равного толщине второго промежуточного слоя, по меньшей мере вплоть до края ламинированного остекления, по той же самой причине, по которой увеличивается толщина экрана OLED;
- ширина соединительного элемента по существу равна ширине элемента или экрана OLED вплоть до края ламинированного остекления, чтобы облегчить его введение в промежуточный слой ламинирования;
- соединительный элемент искривляется (изгибается) и клейким образом связывается с поверхностью F4 посредством клейкого вещества, в частности клея, чувствительного к давлению;
- промежуточные слои ламинирования, сделанные из полимерного материала, выбираются из поливинилбутираля, этиленвинилацетата, полиуретана или иономерной смолы, по отдельности или в смесях множества разновидностей одного и/или более чем одного из них; термин «разновидности» здесь относится к вариациям в содержании пластификатора, линейности/количестве разветвлений, средней молекулярной массе и т.д.;
- по меньшей мере один из первого и третьего промежуточных слоев ламинирования, сделанных из полимерного материала, предпочтительно является высокотекучим, облегчая тем самым исчезновение во время ламинирования поверхностной структуры промежуточного слоя, или акустическим; акустический промежуточный слой ламинирования включает в себя более мягкий слой ядра, имеющий более высокое содержание пластификатора, который обеспечивает свойство звукоизоляции.
Другими предметами настоящего изобретения являются:
- ламинированное остекление транспортного средства, в частности произведенное с помощью описанного выше процесса, характеризующееся тем, что экран (3) OLED является непрозрачным или прозрачным и имеет толщину от 0,15 до 0,8 мм, предпочтительно самое большее 0,7 мм, и особенно предпочтительно самое большее 0,6 мм; прозрачный элемент или экран OLED предпочтительно определяется светопропусканием (TL) содержащей его зоны ламинированного остекления, составляющим по меньшей мере 70%, когда эта зона может находиться в уменьшенной зоне A или B ветрового стекла в соответствии с европейским стандартом UN-ECE R43, в частности стр. 138 и 139; в настоящем изобретении обозначение «непрозрачный или прозрачный» является более широким, и также содержит все промежуточные ситуации, в которых TL зоны ламинированного остекления, содержащей элемент или экран OLED, составляет менее 70%, в частности самое большее 10% (тонированное и т.д.), и даже 5%, а также тот случай, в котором элемент или экран OLED является непрозрачным (имеет нулевое TL, например за счет добавления слоя или краски, который является металлическим и т.д., сзади пластиковой подложки из PET, несущей на себе систему OLED), и в этих случаях, когда TL составляет менее 70%, эта зона ограничивается периферией (то есть за пределами уменьшенной зоны A и B ветрового стекла в соответствии с вышеупомянутым стандартом); и
- применение этого ламинированного остекления транспортного средства в качестве ветрового стекла или бокового окна, в частности воздушного, водного или наземного транспортного средства, такого как автомобиль, грузовик или поезд; причем это ламинированное остекление может быть искривленным или плоским.
В дальнейшем изобретение поясняется описанием вариантов его осуществления, приводимым со ссылками на сопровождающие чертежи, на которых:
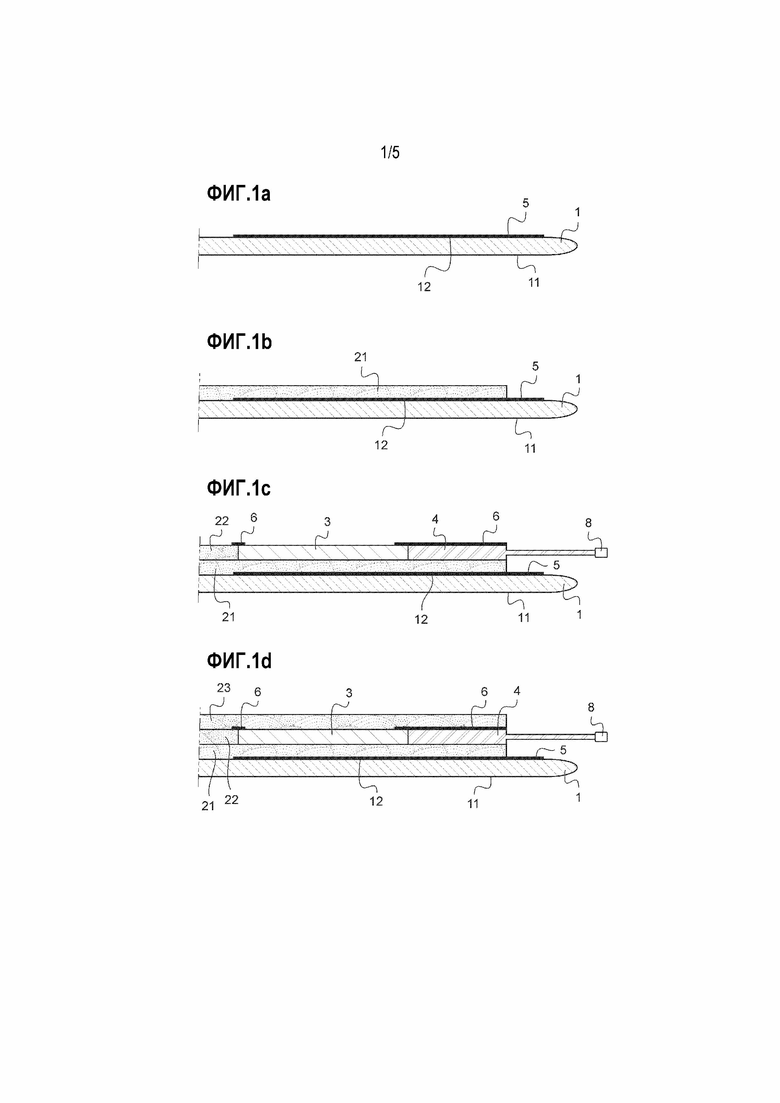
Фиг. 1a - 1f схематично показывают стадии первого варианта способа по настоящему изобретению;
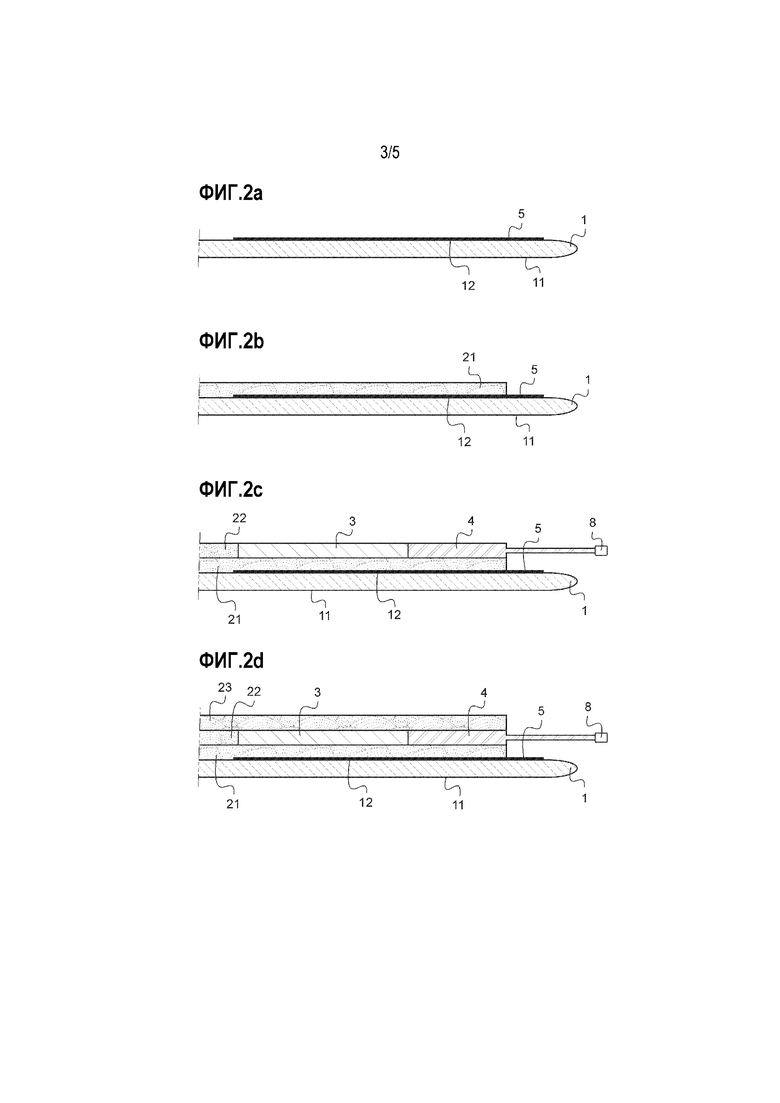
Фиг. 2a - 2f схематично показывают стадии второго варианта способа по настоящему изобретению;
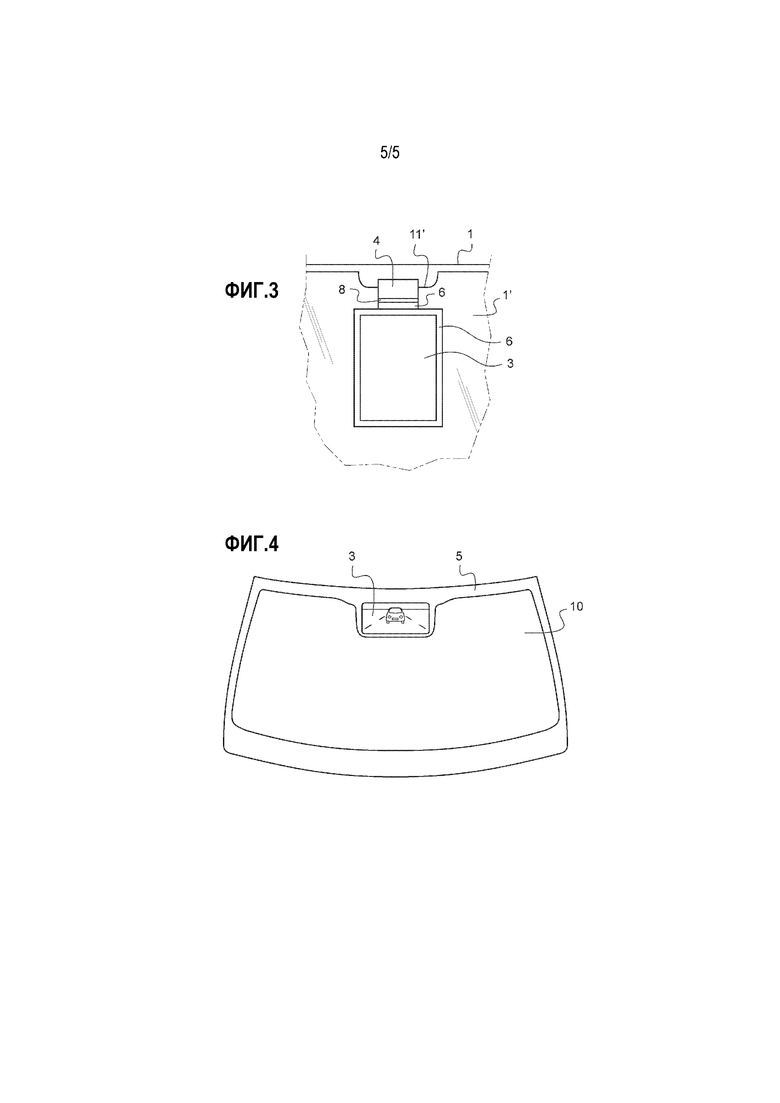
Фиг. 3 представляет собой частичный схематический вид остекления в соответствии с настоящим изобретением изнутри транспортного средства;
Фиг. 4 представляет собой схематический вид остекления в соответствии с настоящим изобретением изнутри транспортного средства.
Фиг. 1a показывает первый лист 1 с толщиной 2,1 мм флоат-стекла из кремнезема и натронной извести, имеющий периферийную полосу 5 из эмали на поверхности 12, называемой поверхностью F2, где другая поверхность 11 (F1) листа 1 контактирует с внешней атмосферой. Функцией эмали 5 является скрывать при взгляде на поверхность F1 клеевой шов, крепящий окончательное ламинированное остекление к кузову.
Лист 1 и конечно другие составные части ламинированного остекления могут быть искривленными, как в случае автомобильного ветрового стекла. Он может включать в себя тонкие функциональные слои на любой из его поверхностей F1 и F2 или на обеих: в этой связи можно упомянуть гидрофобный или самоочищающийся фотокаталитический слой на поверхности F1 и тонкий отражающий солнечное излучение слой или совокупность таких слоев на поверхности F2.
На Фиг. 1b первый лист 21 из поливинилбутираля (PVB) помещается на поверхности F2 стеклянного листа 1 с отступом от его краев. Используется относительно высокотекучая разновидность PVB или акустическая разновидность PVB, в частности PVB с толщиной 0,81 мм, продаваемый компанией Eastman под зарегистрированной торговой маркой Saflex®, или PVB с толщиной 0,51 мм, продаваемый компанией Sekisui под зарегистрированной торговой маркой S-LEC®.
На Фиг. 1c второй лист 22 из PVB помещается на первом листе 21 из PVB конформно к его поверхности 21, и гибкий экран дисплея из органических светодиодов, называемый экраном 3 OLED, который проходит напрямую к одному краю остекления своим соединительным элементом 4, который присоединен к нему и который выходит наружу из совокупности слоев, помещается в вырезе, сделанном в упомянутом листе 22.
PVB 22 может быть стандартным PVB с толщиной 0,38 мм или относительно высокотекучим PVB. Экран 3 OLED имеет толщину 0,4 мм. Часть соединительного элемента 4, включенная в стопку составных частей ламинированного остекления, опционально покрывается любым материалом для того, чтобы увеличить (в случае необходимости) ее толщину до значения 0,38-0,40 мм. Соединительный элемент 4 является гибкой печатной схемой (FPC), адаптированной к реализации 2560×1600 пикселов (экран OLED). Гибкая часть, завершающаяся разъемом 8, продолжает FPC 4 за пределами стопки ламинированных слоев.
Вся площадь FPC 4, включенной в эту стопку, и узкий периферийный край экрана 3 OLED и зоны второго промежуточного слоя 22, которая его окружает, покрываются на их поверхности, противоположной листу 21 из PVB, непрозрачной пленкой 6 из полиэтилентерефталата (PET), которая может клейким образом связываться с блоком, состоящим из экрана 3 OLED и FPC 4 из его предварительной сборки для хранения, или может являться частью пленки, которая клейким образом связывается с этим предварительно собранным блоком, и предварительно надрезанная нежелательная часть которой опционально может быть удалена перед сборкой ламинированного остекления. Непрозрачная пленка 6 образует непрозрачную маску, маскирующую FPC 4, соединение между PVB 22 и экраном 3 OLED, которое может содержать неравномерности и дефекты, а также технические края экрана 3 OLED от взгляда с внутренней стороны ламинированного остекления, то есть со стороны той поверхности ламинированного остекления, которая является противоположной поверхности F1. Пленка 6 также может быть расширением полимерного материала, покрывающего элемент или экран OLED, то есть может быть его составной частью.
На Фиг. 1d помещается третий лист (23) из PVB, который предпочтительно имеет ту же природу, что и первый лист (21) из PVB. По меньшей мере один из этих первого и третьего листов из PVB (21), (23), и предпочтительно оба должны быть высокотекучими, как было объяснено выше.
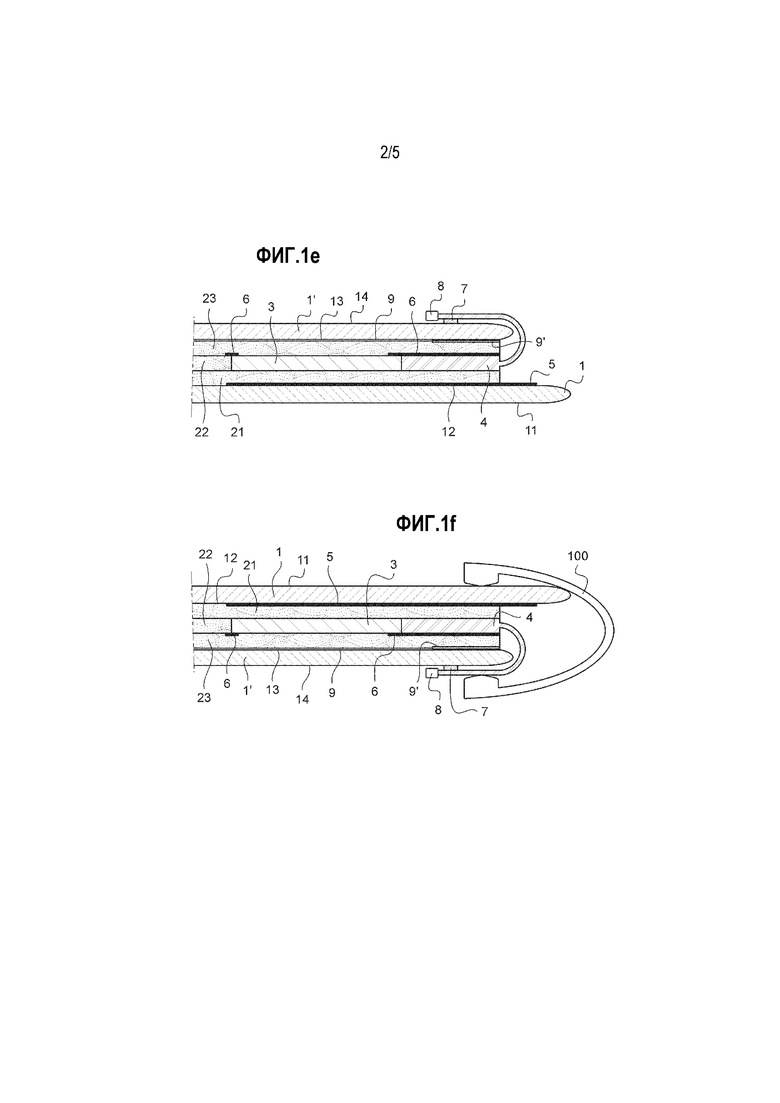
На Фиг. 1e второй лист 1' флоат-стекла с толщиной 1,6 мм из кремнезема и натронной извести помещается так, чтобы он был обращен одной своей поверхностью 13, называемой поверхностью F3, к другим компонентам ламинированного остекления, а другой поверхностью 14, называемой поверхностью F4, внутрь салона транспортного средства. Поверхность F3 снабжается электропроводящей совокупностью слоев 9, продаваемой Заявителем под зарегистрированной торговой маркой Climacoat®. Эта совокупность слоев 9 соединена с ее электропитанием 9', которое состоит из шины.
Перед сборкой ламинированного остекления выступающая часть FPC 4 складывается и окончательно приклеивается к поверхности F4 посредством чувствительного к давлению клея 7.
Фиг. 1f показывает способ для сборки ламинированного остекления, в котором герметичная оболочка 100, сделанная из эластомера и снабженная отверстием (не показано), через которое производится отсасывание для создания вакуума, надевается полностью вокруг периферийной части ламинированного остекления. Герметичная оболочка 100 часто называется «вакуумным кольцом». Для того, чтобы удалить воздух, присутствующий внутри ламинированного остекления, холодное отсасывание выполняется в течение по меньшей мере 30 мин, в данном случае 90 мин, а затем температура 75°C поддерживается в течение 18 час при продолжении отсасывания.
Следует отметить, что края вакуумного кольца 100 покрывают как часть поверхности FPC 4, так и часть поверхности F4 второго остекления 1', в котором FPC 4 отсутствует: FPC 4 является в достаточной степени тонким для того, чтобы вне зависимости от того, присутствует FPC 4 или отсутствует, вакуумное кольцо 100 могло обеспечить свою функцию герметичного уплотнения.
Альтернатива последней стадии отсасывания может состоять в помещении стопки слоев в вакуумную камеру или вакуумный мешок, по меньшей мере некоторые из стенок которых являются жесткими для того, чтобы предохранить FPC 4 путем предотвращения воздействия на него слишком больших механических напряжений. В этом случае выступающая часть FPC 4 может быть сложена и приклеена к поверхности F4 только после сборки с помощью средств, используемых для применения вакуума и тепла.
Толщины слоев из PVB являются неограничивающими: можно упомянуть второй промежуточный слой 22 с толщиной, по существу равной толщине элемента или экрана OLED 3, например от 0,15 до 0,76 мм, а также одинаковые значения толщины для первого и третьего промежуточных слоев 21 и 23. Мы более точно упомянем для толщин второго промежуточного слоя 22 PVB толщиной 0,19 или 0,38 мм, и для толщин первого и третьего промежуточных слоев PVB толщиной 0,19, 0,38 или 0,76 мм или относительно высокотекучий или акустический PVB с толщиной самое большее 0,90 мм.
Во всех приложенных чертежах, и в частности на Фиг. 1f, экран 3 OLED является непрозрачным. Эмаль 5 на поверхности F2 ламинированного остекления скрывает экран OLED от внешнего взгляда, то есть со стороны поверхности F1. Однако область охвата настоящего патента также распространяется и на прозрачный экран 3 OLED. В этом случае эмаль 5 на поверхности F2 должна отсутствовать напротив поверхности экрана 3 OLED, за исключением уровня с его узким периферийным краем, чтобы скрыть при взгляде снаружи (со стороны поверхности F1) зону соединения между PVB 22 и экраном 3 OLED, которая может включать в себя неравномерности и дефекты, а также технические края экрана 3 OLED, но оставляя видимой с обеих сторон ламинированного остекления центральную часть и почти всю площадь прозрачного экрана 3 OLED.
Эмаль 5 также располагается перед непрозрачным FPC 4, чтобы также скрыть его при взгляде снаружи (со стороны поверхности F1).
В отсутствие эмали 5 на этих поверхностях обеспечить эту функцию маскировки от внешнего взгляда (со стороны поверхности F1) можно за счет того факта, что узкий периферийный край экрана 3 OLED и та зона второго листа 22 из PVB, которая окружает его и любой соединительный элемент 4, заранее снабжаются на их поверхности, обращенной к поверхности F2, маской (не показана), точно такой же, как и маска 6 на их поверхности, обращенной к поверхности F3.
В случае прозрачного экрана 3 OLED с полезной областью, видимой с обеих сторон ламинированного остекления, первый лист 21 из PVB представляет собой хорошую защиту этой полезной области экрана 3 OLED от ультрафиолетового излучения. Также можно использовать первый лист 21 из PVB с более высоким содержанием блокаторов ультрафиолетового излучения.
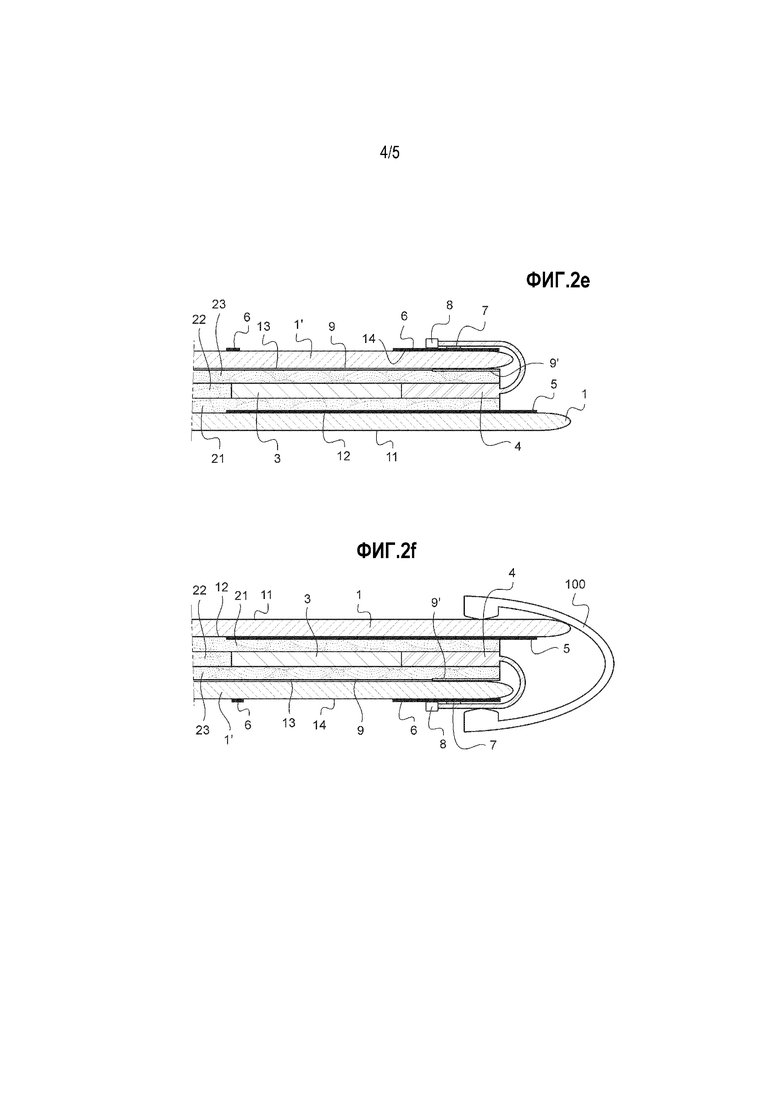
Фиг. 2a - 2f соответствуют Фиг. 1a - 1f, от которых они отличаются только перемещением маски 6 с идентичной функцией на поверхность F4 (Фиг. 2e, 2f). Эта маска может быть сделана из любого непрозрачного слоя, пленки полимерного материала, эмали, такой как эмаль 5 на поверхности F2, и т.д. Поверхность F4 тогда снабжается маской 6 перед узким периферийным краем экрана 3 OLED и той зоной второго листа 22 из PVB, которая окружает его, а также перед всей площадью соединительного элемента 4.
На Фиг. 3 часть ламинированного остекления в соответствии с настоящим изобретением, если смотреть изнутри транспортного средства, содержит внешний лист 1 из минерального стекла и внутренний лист 1' из минерального стекла, верхний край которого имеет вырез 11'.
Экран 3 OLED прослаивается между внешним стеклянным листом 1 и внутренним стеклянным листом 1'. Можно заметить следующее: маска 6 маскирует узкий периферийный край экрана 3 OLED и ту зону второго листа из PVB, которая окружает его, и часть маски 6 около экрана 3 OLED маскирует FPC 4, часть этой маски 6, находящаяся дальше от экрана 3 OLED, маскирует FPC 4, покрытый сложенной частью FPC 4, которая оканчивается разъемом 8. FPC 4 предпочтительно может иметь ту же самую ширину, что и элемент или экран OLED 3, чтобы облегчить вставку обоих элементов в слой из PVB.
размеры выреза 11' адаптируются к FPC 4:
- ширина выреза 11' больше или равна ширине FPC 4;
- глубина выреза 11' больше или равна толщине FPC 4, потому что необходимо сделать FPC 4 невидимым снаружи в случае видимого края. На практике глубина выреза 11' составляет 1,5-2 мм. Зона выреза 11' по существу лишена промежуточного слоя ламинирования.
Фиг. 4 показывает ламинированное ветровое стекло, если смотреть изнутри транспортного средства. Это ветровое стекло содержит центральную зону 10 зрительного восприятия и периферийную зону 5 из эмали, обрамляющую непрозрачный экран 3 OLED, который эмаль 5 скрывает от взгляда снаружи транспортного средства. Экран 3 OLED может быть виден с задней стороны транспортного средства.
Изобретение относится к интеграции элемента OLED или AMOLED или экрана в ламинированное остекление транспортного средства. Способ производства ламинированного остекления транспортного средства содержит следующие стадии: последовательную укладку в стопку: a) первого остекления, b) первого промежуточного слоя ламинирования, сделанного из полимерного материала, c) второго промежуточного слоя ламинирования, сделанного из полимерного материала, и, в вырезе, сделанном в нем, гибкого элемента или экрана OLED, который проходит до одного края остекления соединительным элементом, который подсоединен к этому экрану и выходит из стопки слоев, d) третьего промежуточного слоя ламинирования, сделанного из полимерного материала, и e) второго остекления; вакуумирование полученной сборки при комнатной температуре; нагревание полученной сборки до температуры самое большее 85°C при поддержании вакуума. Изобретение позволяет определить и осуществить условия ламинирования, позволяющие полностью и на длительный срок сохранить целостность и функциональность экрана OLED, интегрированного в ламинированное остекление транспортного средства. 3 н. и 13 з.п. ф-лы, 4 ил.
1. Способ производства ламинированного остекления транспортного средства, содержащий следующие стадии, на которых:
производят последовательную укладку в стопку:
a) первого остекления (1), сделанного из минерального стекла, с первой главной поверхностью (11), называемой F1, которая является внешней стороной транспортного средства, и противоположной второй главной поверхностью (12), называемой F2, с толщиной E1 предпочтительно самое большее 2,5 мм;
b) первого промежуточного слоя (21) ламинирования, сделанного из полимерного материала, со стороны поверхности F2;
c) второго промежуточного слоя (22) ламинирования, сделанного из полимерного материала, и, в вырезе, сделанном в нем, гибкого экрана дисплея из органических светодиодов, называемого элементом или экраном (3) OLED, который проходит до одного края остекления соединительным элементом (4), который подсоединен к этому экрану и выходит из стопки слоев;
d) третьего промежуточного слоя (23) ламинирования, сделанного из полимерного материала; и
e) второго остекления (1'), сделанного из минерального стекла, с третьей главной поверхностью (13), называемой F3, со стороны промежуточного слоя (23) и противоположной четвертой главной поверхностью (14), называемой F4, которая является внутренней стороной транспортного средства, с толщиной E'1 предпочтительно самое большее 2,2 мм;
производят вакуумирование полученной сборки при комнатной температуре для того, чтобы удалить из нее воздух;
нагревают полученную сборку до температуры самое большее 85°C, предпочтительно самое большее 80°C, и особенно предпочтительно самое большее 75°C при поддержании вакуума.
2. Способ по п. 1, отличающийся тем, что во время стадии, состоящей в нагревании полученной сборки в вакууме, дополнительное внешнее давление не прикладывают к ней одновременно, как например в автоклаве.
3. Способ по любому из пп. 1, 2, отличающийся тем, что стадии, на которых полученную сборку подвергают воздействию вакуума, выполняют с помощью заключения в герметичную оболочку всей периферии этой сборки путем откачивания заключенного в него периферийного объема.
4. Способ по любому из пп. 1 или 2, отличающийся тем, что стадии, на которых полученную сборку подвергают воздействию вакуума, выполняют посредством вакуумной камеры или вакуумного мешка, по меньшей мере некоторые из стенок которого являются жесткими, чтобы защитить соединительный элемент (4) путем предотвращения воздействия на него слишком больших механических напряжений.
5. Способ по любому из пп. 1-4, отличающийся тем, что первое остекление (1) предварительно снабжают на периферийной полосе его поверхности F2 эмалевым слоем (5).
6. Способ по любому из пп. 1-5, отличающийся тем, что узкий периферийный край экрана (3) OLED и той зоны второго промежуточного слоя (22), которая окружает его и любой соединительный элемент (4), предварительно снабжают маской (6) на их поверхности, обращенной к поверхности F3, или тем, что маска (6) осаждается перед размещением третьего промежуточного слоя (23), или даже тем, что эта маска (6) приклеивается, или образует часть блока, состоящего из экрана (3) OLED и соединительного элемента (4) из его предварительно собранного блока в целях его хранения, или образует часть пленки, которая заранее приклеивается к этому предварительно собранному блоку.
7. Способ по любому из пп. 1-5, отличающийся тем, что поверхность F4, обращенную к узкому периферийному краю экрана (3) OLED и зоны второго промежуточного слоя (22), который окружает его, и обращенную ко всей площади соединительного элемента (4), снабжают маской (6).
8. Способ по любому из пп. 1-7, отличающийся тем, что поверхность F3 снабжают электропроводящим слоем (9) и опционально питанием (9') для подачи тока к этому слою (9).
9. Способ по любому из пп. 1-8, отличающийся тем, что толщина экрана (3) OLED является по существу той же самой, что и толщина второго промежуточного слоя (22).
10. Способ по любому из пп. 1-9, отличающийся тем, что соединительный элемент (4) является гибкой печатной схемой, частично покрытой, если это целесообразно, любым материалом для увеличения ее толщины до значения, по существу равного толщине второго промежуточного слоя (22), по меньшей мере вплоть до края ламинированного остекления.
11. Способ по любому из пп. 1-10, отличающийся тем, что ширина соединительного элемента (4) по существу равна ширине элемента или экрана OLED (3) вплоть до края ламинированного остекления.
12. Способ по п. 10, отличающийся тем, что соединительный элемент (4) искривляют (является гибким) и склеивают с поверхностью F4 посредством клейкого вещества (7).
13. Способ по любому из пп. 1-12, отличающийся тем, что промежуточные слои ламинирования (21), (22) и (23), сделанные из полимерного материала, выбирают из поливинилбутираля, этиленвинилацетата, полиуретана или иономерной смолы.
14. Способ по любому из пп. 1-13, отличающийся тем, что по меньшей мере один из первого и третьего промежуточных слоев ламинирования (21), (23), выполненных из полимерного материала, является высокотекучим или акустическим.
15. Ламинированное остекление транспортного средства, произведенное с помощью способа по любому из пп. 1-14, отличающееся тем, что экран (3) OLED является непрозрачным или прозрачным и имеет толщину от 0,15 до 0,8 мм, предпочтительно самое большее 0,7 мм, и особенно предпочтительно самое большее 0,6 мм.
16. Применение ламинированного остекления транспортного средства по п. 15 в качестве ветрового стекла или бокового окна, в частности, воздушного, водного или наземного транспортного средства, такого как автомобиль, грузовик или поезд.
| WO 2014083110 A1, 05.06.2014 | |||
| WO 2007122426 A1, 01.11.2007 | |||
| DE 102013003686 A, 04.09.2014 | |||
| WO 2014122704 A1, 14.08.2014. |

