ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] В настоящей патентной заявке испрашивается приоритет по предварительным патентным заявкам США №62/184060, поданной 24 июня 2015 г. и №62/290361, поданной 2 февраля 2016 г., и патентным заявкам США №15/186176, поданной 17 июня 2016 г., №15/186212, поданной 17 июня 2016 г., №15/186232, поданной 17 июня 2016 г. и №15/186257, поданной 17 июня 2016 г., которые включены в данный документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] Затвердевший гипс (т.е. дигидрат сульфата кальция) является хорошо известным материалом, который используют во многих изделиях, включая плиты и другие изделия для строительства и реконструкции. Одним из видов таких плит (часто называемых гипсокартонными листами) является сердечник из затвердевшего гипса, зажатый между двумя покрывающими листами (например, оклеенная бумагой плита) и ее, как правило, применяют в гипсокартонных конструкциях внутренних стен и потолков зданий. Один или большее количество плотных слоев, часто называемых «накрывочными слоями», могут содержаться с обеих сторон сердечника, как правило, на границе раздела бумага-сердечник.
[0003] В процессе изготовления плиты штукатурный гипс (т.е. кальцинированный гипс в форме полугидрата сульфата кальция и/или ангидрита сульфата кальция), воду и, при необходимости, другие ингредиенты смешивают, как правило, в стержневом смесителе, как этот термин используют в данной области техники. Полученную суспензию выгружают из смесителя на движущийся конвейер, несущий покрывающий лист с одним из накрывочных слоев (если имеется), уже нанесенным (зачастую выше по потоку от смесителя). Суспензию распределяют по бумаге (с накрывочным слоем, необязательно, содержащимся на бумаге). Другой покрывающий лист, с накрывочным слоем или без него, наносят на суспензию, чтобы сформировать многослойную структуру желаемой толщины с использованием, например, формовочной пластины или тому подобного. Смесь заливают и дают ей возможность затвердеть с образованием затвердевшего (т.е. повторно гидратированного) гипса в результате взаимодействия кальцинированного гипса с водой для формирования матрицы кристаллического гидратированного гипса (т.е. дигидрата сульфата кальция). Именно желательная гидратация кальцинированного гипса обеспечивает образование переплетенной матрицы из затвердевших гипсовых кристаллов, таким образом, придавая прочность гипсовой структуре изделия. Для удаления оставшейся свободной (т.е. непрореагировавшей) воды и получения сухого изделия требуется нагревание (например, в печи для сушки).
[0004] Избыточная вода, которую удаляют, отражает неэффективность системы. Для удаления воды требуется потребление энергии и процесс изготовления замедляется, чтобы приспособить стадию сушки. Однако оказалось очень сложно уменьшить количество воды в системе без ущерба для других критических аспектов гипсовой плиты как коммерческого изделия, включая вес и прочность плиты.
[0005] Другая задача состоит в уменьшении веса гипсовой плиты с сохранением прочности. Одной из мер прочности плиты является «сопротивление протаскиванию гвоздя», иногда просто называемое «протаскиванием гвоздя». Для уменьшения веса плиты в суспензию может быть введен вспенивающий агент для формирования воздушных пустот в готовом изделии. Замена твердой массы воздухом в наружном покрытии гипсовой плиты уменьшает вес, но эта потеря твердой массы также может привести к снижению прочности. Компенсация потери прочности является существенным препятствием в попытках уменьшения веса в данной области техники.
[0006] Понятно, что это сопровождающее описание было создано авторами изобретения в помощь читателю и не должно рассматриваться как ссылка на предшествующий уровень техники или как указание на то, что любая из указанных задач сама по себе оценивалась в данной области техники. Хотя описанные принципы могут, в некоторых отношениях и вариантах осуществления изобретения, облегчать задачи, присущие другим системам, будет понятно, что объем защищенной инновации определяется прилагаемыми пунктами формулы изобретения, а не способностью заявленного изобретения решить любую конкретную задачу, отмеченную в данном документе.
КРАТКОЕ РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0007] В одном из аспектов в соответствии с настоящим раскрытием предложена композитная гипсовая плита. Композитная плита содержит сердечник плиты, содержащий затвердевший гипс, сформированный по меньшей мере из воды, штукатурного гипса и, необязательно, усиливающей добавки. Сердечник плиты имеет первую и вторую лицевые поверхности сердечника, обращенные в противоположные стороны, и концентрированный слой. Концентрированный слой расположен в соединении с первой лицевой поверхностью сердечника. Концентрированный слой образован из усиливающей добавки, воды и, например, минерального вяжущего вещества, например, из штукатурного гипса для формирования гидратированного минерального вяжущего вещества, например, затвердевшего гипса, в непрерывной кристаллической матрице. Усиливающая добавка предпочтительно является более концентрированной (в массовых процентах) в концентрированном слое, чем в сердечнике плиты. Любая применяемая в данном документе ссылка на «более концентрированную» усиливающую добавку (или варианты указанного термина) в суспензии для формирования концентрированного слоя, по сравнению с суспензией для формирования сердечника плиты, включает в себя ситуации, когда (а) концентрированный слой и сердечник плиты, оба сформированы из усиливающей добавки, и (b) концентрированный слой сформирован из усиливающей добавки, а сердечник плиты содержит ноль или не содержит усиливающую добавку.
[0008] В некоторых вариантах осуществления изобретения концентрированный слой имеет плотность по меньшей мере приблизительно в 1,1 раз выше, чем плотность сердечника плиты и имеет толщину от около 0,02 дюйма (около 0,05 см) до около 0,2 дюйма (около 0,5 см). Сердечник плиты предпочтительно имеет большую толщину, чем толщина концентрированного слоя. Усиливающая добавка содержит добавку, придающую прочность, описанную в данном документе, которая помогает получить желаемые прочностные характеристики, как описано в данном документе.
[0009] Плита, сформированная из суспензии концентрированного слоя, содержащей более высокую массовую долю усиливающей добавки, чем ее содержится в суспензии сердечника плиты, обеспечивает возможность одного или более из: эффективности и преимуществ способа. Например, общее применение усиливающей добавки в плите может быть снижено посредством концентрирования усиливающей добавки при формировании секции с меньшим весом меньшей толщины (т.е. концентрированного слоя) и посредством применения усиливающей добавки в меньшем количестве или ее отсутствие при формировании секции с большим весом большей толщины (т.е. сердечника плиты). Неожиданно и к удивлению было обнаружено, что концентрированный слой, сформированный с более высокой массовой долей усиливающей добавки, способен распределять желаемые результирующие свойства по всему сердечнику плиты, вследствие чего плита обладает прочностными характеристиками. В результате этого, сердечник плиты может быть изготовлен с меньшим общим количеством усиливающей добавки, а в некоторых вариантах осуществления изобретения он может быть более легким и менее плотным, чем обычные сердечники плиты. В свою очередь, общий вес плиты может быть уменьшен, поскольку уменьшена плотность секции с большим весом плиты (т.е. сердечника).
[0010] В случае некоторых усиливающих добавок, например, некоторых прежелатинизированных крахмалов, для них может потребоваться вода в суспензии, т.е. они увеличивают потребность в воде. Посредством уменьшения количества усиливающей добавки в суспензии для формирования сердечника плиты потребность в воде в суспензии для формирования сердечника может быть уменьшена в некоторых вариантах осуществления изобретения. Таким образом, например, общее использование воды при изготовлении плиты может быть уменьшено, что в дальнейшем может повысить эффективность, поскольку в системе используется меньшее количество воды, вследствие чего меньшее количество воды требуется удалить посредством прогревания в печи для сушки. В результате этого, скорость производственной линии может быть увеличена, а стоимость сушки может быть уменьшена.
[0011] Композитная гипсовая плита может быть в пределах диапазона желаемых плотностей. В некоторых вариантах осуществления изобретения плита может быть изготовлена сверхлегкой, например, с плотностью плиты около 33 фунтов/куб.фут (около 530 кг/м3) или менее. Следует понимать, что вес плиты является отображением плотности и толщины. Таким образом, плотность можно использовать как меру веса плиты, как будет понятно в данной области техники. Такая сверхлегкость может быть достигнута без ущерба для желаемых прочностных характеристик. Например, в некоторых вариантах осуществления изобретения композитная гипсовая плита может обладать сопротивлением к протаскиванию гвоздя, составляющим по меньшей мере около 65 фунт-силы (около 30 кгс) (например, по меньшей мере около 72 фунт-силы (около 33 кгс), по меньшей мере около 77 фунт-силы (около 35 кгс) и т.д.) согласно способу В стандарта ASTM С473-10.
[0012] В другом аспекте в соответствии с настоящим раскрытием предложен способ изготовления композитной гипсовой плиты. Способ включает стадию, в которой готовят суспензию концентрированного слоя, содержащую воду и усиливающую добавку. Суспензия концентрированного слоя также может содержать основное вещество для придания, например, первичному источнику, массы и плотности, например, минеральное вяжущее вещество, например, штукатурный гипс, который может гидратировать с образованием переплетенной матрицы из затвердевшего гипса. Суспензию концентрированного слоя накладывают в соединении с первым покрывающим листом для формирования концентрированного слоя, имеющего первую лицевую поверхность и вторую лицевую поверхность. Первая лицевая поверхность концентрированного слоя обращена к первому покрывающему листу. Способ также включает стадию, в которой смешивают по меньшей мере воду, штукатурный гипс и, необязательно, усиливающую добавку с образованием суспензии сердечника плиты. Суспензию сердечника плиты накладывают в соединении с концентрированным слоем для формирования сердечника плиты. Сердечник плиты имеет первую лицевую поверхность и вторую лицевую поверхность, при этом первая лицевая поверхность сердечника плиты обращена ко второй лицевой поверхности концентрированного слоя. Второй покрывающий лист накладывают в соединении со второй лицевой поверхностью сердечника плиты для формирования заготовки плиты. Заготовку плиты высушивают для формирования плиты. Если суспензия сердечника плиты содержит усиливающую добавку, то суспензия концентрированного слоя содержит более высокую массовую долю усиливающей суспензии, чем суспензия сердечника плиты. В некоторых вариантах осуществления изобретения концентрированный слой имеет толщину от около 0,02 дюйма (около 0,05 см) до около 0,2 дюйма (около 0,5 см). В сухом состоянии толщина сердечника плиты больше, чем толщина концентрированного слоя.
[0013] Еще в одном аспекте в соответствии с настоящим раскрытием предложен другой способ изготовления композитной гипсовой плиты. Способ включает стадию, в которой приготавливают суспензию концентрированного слоя, содержащую воду и усиливающую добавку. Суспензия концентрированного слоя также может содержать основное вещество для придания, например, первичному источнику, массы и плотности, например, минеральное вяжущее вещество, например, штукатурный гипс, который может гидратировать с образованием переплетенной матрицы из затвердевшего гипса. Суспензию концентрированного слоя накладывают в соединении с первым покрывающим листом для формирования концентрированного слоя, имеющего первую лицевую поверхность и вторую лицевую поверхность. Первая лицевая поверхность концентрированного слоя обращена к первому покрывающему листу. Способ также включает стадию, в которой смешивают по меньшей мере воду, штукатурный гипс и, необязательно, усиливающую добавку с образованием суспензии сердечника плиты. Суспензию сердечника плиты накладывают в соединении с концентрированным слоем для формирования сердечника плиты. Сердечник плиты имеет первую лицевую поверхность и вторую лицевую поверхность, при этом первая лицевая поверхность сердечника плиты обращена ко второй лицевой поверхности концентрированного слоя. Второй покрывающий лист накладывают в соединении со второй лицевой поверхностью сердечника плиты для формирования заготовки плиты. Заготовку плиты высушивают для формирования плиты. Если суспензия сердечника плиты содержит усиливающую добавку, то суспензия концентрированного слоя содержит более высокую массовую долю усиливающей суспензии, чем суспензия сердечника плиты. В сухом состоянии толщина сердечника плиты больше, чем толщина концентрированного слоя.
[0014] Способ в соответствии с настоящим раскрытием может быть применим для производства композитной плиты с любой подходящей плотностью. В некоторых вариантах осуществления изобретения плита может быть изготовлена сверхлегкой, например, с плотностью плиты около 33 фунтов/куб.фут (около 530 кг/м3) или менее. Такая сверхлегкость может быть достигнута без ущерба для желаемых прочностных характеристик. Например, в некоторых вариантах осуществления изобретения композитная гипсовая плита может обладать сопротивлением протаскиванию гвоздя по меньшей мере около 65 фунт-силы (около 30 кгс) (например, по меньшей мере около 72 фунт-силы (около 33 кгс), по меньшей мере около 77 фунт-силы (около 35 кгс) и т.д.) согласно способу В стандарта ASTM С473-10. Другие аспекты и варианты осуществления изобретения станут очевидными, исходя из полного описания, приведенного в данном документе.
КРАТКОЕ ОПИСАНИЕ НЕСКОЛЬКИХ ПРЕДСТАВЛЕНИЙ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0015] На Фиг. 1 проиллюстрирован схематический вид в разрезе композитной гипсовой плиты, изготовленной в соответствии с принципами настоящего раскрытия.
[0016] На Фиг. 2 проиллюстрированы схематические блок-схемы трех альтернативных технологических устройств (обозначены А, В и С), на которых изображены стадии приготовления суспензий для сердечника плиты и концентрированного слоя в соответствии с принципами настоящего раскрытия.
[0017] На Фиг. 3 проиллюстрировано изображение головной части суспензии выше по потоку от валика, применяемого для формирования концентрированного слоя на производственной линии для гипсокартонного листа сухой штукатурки при испытании, описанном в примере 3 данного документа, при этом в суспензии отсутствует стекловолокно.
[0018] На Фиг. 4 проиллюстрировано изображение головной части суспензии выше по потоку от валика, применяемого для формирования концентрированного слоя на производственной линии для гипсокартонного листа сухой штукатурки при испытании, описанном в примере 3 данного документа, при этом суспензия содержит стекловолокно.
[0019] На Фиг. 5 проиллюстрировано изображение суспензии, образующей край вокруг валика при испытании, проиллюстрированном на Фиг. 3, описанном в примере 3 данного документа, при этом в суспензии отсутствует стекловолокно.
[0020] На Фиг. 6 проиллюстрировано изображение суспензии, образующей край вокруг валика при испытании, проиллюстрированном на Фиг. 4, описанном в примере 3 данного документа, при этом суспензия содержит стекловолокно.
ПОДРОБНОЕ ОПИСАНИЕ
[0021] Согласно вариантам осуществления настоящего раскрытия изобретения, предложена новая конструкция для композитной плиты (например, гипсовой плиты, например, листовой сухой штукатурки) и способ изготовления такой плиты. Применяемый в данном документе термин «гипсовая плита сухой штукатурки» (часто называемая гипсокартоном), может охватывать такую плиту, применяемую не только для стен, но также для потолков и других мест, как это известно в данной области техники. В одном из аспектов композитная плита содержит множество слоев, которые содержат различные вяжущие композиции, например, в форме кристаллов затвердевшего гипса в непрерывной фазе матрицы в конечной продукции. Один слой формирует сердечник плиты, а другой слой формирует концентрированный слой фактической толщины (например, по меньшей мере около 0,02 дюйма или около 0,05 см). В предпочтительных вариантах осуществления изобретения сердечник плиты, как правило, толще, чем концентрированный слой, и составляет основную массу (например, более около 60%, например, более около 70%, более около 75% и т.д.) объема поверхности плиты. Как правило, плита также содержит верхний (лицевой) и нижний (обратный) покрывающие листы.
[0022] Сердечник плиты и концентрированный слой, оба сформированы из минерального вяжущего вещества и воды. В соответствии с предпочтительными вариантами осуществления изобретения, составленная смесь концентрированного слоя имеет более высокую плотность, чем плотность сердечника плиты (например, по меньшей мере приблизительно в 1,1 раза выше). Для составления смеси сердечника плиты с более низкой плотностью, в сердечнике плиты могут быть использованы известные в данной области техники вспенивающие агенты, хотя в составе суспензии для формирования сердечника плиты в качестве альтернативных или дополнительных ингредиентов могут содержаться другие вещества для уменьшения плотности, например, облегчающий наполнитель, содержащий, например, легкий заполнитель или перлит, в особенности, если могут быть приняты дополнительны расходы. С целью достижения желаемой более высокой плотности концентрированного слоя, этот слой может содержать меньшее количество вспенивающего агента или не содержать его и/или содержать меньшее количество облегчающего наполнителя или не содержать его.
[0023] Не привязываясь к какой-либо конкретной теории есть основания полагать, что композиции соответствующих слоев в композитной плите и взаимосвязи между ними придают удивительные и неожиданные свойства готовому изделию. В частности, есть основания полагать, что целевое применение усиливающей добавки в концентрированном слое по желанию может быть использовано для придания плите желаемых свойств и для повышения эффективности процесса. Кроме того, в некоторых вариантах осуществления изобретения аспекты, например, (а) толщина, плотность и/или прочность концентрированного слоя и/или (b) характеристики концентрированного слоя по отношению к бумаге и сердечнику плиты, соответственно, по желанию можно применять для оптимизации характеристик плиты. Основываясь по меньшей мере частично на этих аспектах есть основания полагать, что желаемые характеристики концентрированного слоя могут быть распределены и направлены по всей плите, что, таким образом, облегчает изготовление композитной плиты при сохранении физических свойств в сердечнике плиты по желанию.
[0024] В соответствии с некоторыми вариантами осуществления изобретения сухой концентрированный слой имеет значение жесткости, которое ближе к значению жесткости верхнего покрывающего листа, к которому он, как правило, прилегает. В некоторых вариантах осуществления изобретения концентрированный слой имеет более высокое значение жесткости, чем сердечник плиты. Таким образом, в некоторых вариантах осуществления изобретения концентрированный слой может быть расположен между материалом с относительно хорошими жесткостью и прочностью (т.е. верхним покрывающим листом) и материалом с меньшими жесткостью и прочностью (т.е. сердечником плиты). Следует понимать, что значение жесткости может быть измерено в соответствии с модулем Юнга, как известно в данной области техники.
[0025] Не привязываясь к какой-либо конкретной теории есть основания полагать, что содержание в концентрированном слое более высокой массовой доли усиливающей добавки, придающей желаемые прочностные характеристики, приводит к эффективным желаемым прочностным характеристикам. Концентрированный слой расположен между верхним покрывающим листом и предпочтительно более легким и менее прочным сердечником плиты. Неожиданно и к удивлению обнаружили, что концентрированный слой служит для поглощения энергии нагрузки и более равномерно распределяет нагрузку на сердечник плиты и по всей плите, вследствие чего нагрузка при желании будет быстрее ослабевать и рассеиваться. Таким образом, композитная гипсовая плита по изобретению будет демонстрировать хорошие прочностные характеристики и посредством заранее рассчитанной усиленной прочности в концентрированном слое имеется возможность производить плиты с более низким весом, где указанное свойство можно распределить в сердечнике плиты. Например, это преимущество может быть проиллюстрировано хорошими результатами в испытаниях на сопротивление протаскиванию гвоздя и в испытаниях на предел прочности при изгибе согласно способу В стандарта ASTM 473-10 в некоторых вариантах осуществления изобретения, как это известно в данной области техники.
Композиция сердечника плиты и концентрированного слоя
[0026] В соответствии с некоторыми вариантами осуществления изобретения композитная гипсовая плита приспособлена для содержания в ней усиливающей добавки в более высокой концентрации, чем количество содержащейся усиливающей добавки (при наличии) в сердечнике плиты. Полученная в результате плита может быть сформирована для получения композитной гипсовой плиты с желаемыми прочностными характеристиками.
[0027] В соответствии с некоторыми вариантами осуществления изобретения, неожиданно и к удивлению было обнаружено, что более высокая концентрация усиливающей добавки в концентрированном слое по сравнению с сердечником плиты приводит к эффективным эксплуатационным качествам плиты в отношении желаемых прочностных характеристик, например, к эффективному сопротивлению протаскиванию гвоздя, эффективной прочности при сжатии, эффективной прочности при изгибе и т.д. Таким образом, авторы настоящего изобретения обнаружили, что применение усиливающих добавок может быть оптимизировано в соответствии с предпочтительными вариантами осуществления изобретения посредством предварительного расчета состава композиций, соответственно, сердечника плиты и концентрированных слоев для включения усиливающих добавок, где их эффект может оказать большее влияние на достижение желаемых прочностных характеристик (т.е. при более высокой массовой доле в концентрированном слое, чем в сердечнике плиты) и на более низкую общую потребность в воде. Это открытие дает значительное преимущество, включая, но не ограничиваясь только этим, снижение общего использования усиливающей добавки и, следовательно, стоимости сырья, повышение эффективности производства и повышение прочности изделия, например, позволяет уменьшить вес готового изделия при его достаточных прочностных характеристиках.
[0028] В некоторых вариантах осуществления изобретения суспензия для формирования концентрированного слоя содержит по меньшей мере приблизительно в 1,2 раза большую концентрацию усиливающей добавки по сравнению с суспензией для формирования сердечника плиты, например, по меньшей мере приблизительно в 1,5 раза, по меньшей мере приблизительно в 1,7 раза, по меньшей мере приблизительно в 2 раза, по меньшей мере приблизительно в 2,5 раза, по меньшей мере приблизительно в 3 раза, по меньшей мере приблизительно в 3,5 раза, по меньшей мере приблизительно в 4 раза, по меньшей мере приблизительно в 4,5 раза, по меньшей мере приблизительно в 5 раз, по меньшей мере приблизительно в 6 раз и т.д., при этом каждый из этих диапазонов может иметь любой подходящий верхний предел при необходимости, например, около 60, около 50, около 40, около 30, около 20, около 10, около 9, около 8, около 7, около 6,5, около 6, около 5,5, около 5, около 4,5, около 4, около 3,5, около 3, около 2,5, около 2, около 1,5 и т.д. Следует понимать, что термин «более высокая концентрация», используемый в данном документе, относится к относительным количествам усиливающей добавки (по массе штукатурного гипса), в отличие от общего количества ингредиентов. Поскольку сердечник плиты обеспечивает основную часть вклада в объем и толщину плиты по сравнению с таким вкладом за счет концентрированного слоя, является возможным, чтобы любая конкретная добавка могла быть предложена в более высокой общей сумме брутто в суспензии сердечника плиты, например, в фунтах или в килограммах, однако они должны быть представлены в более низкой массовой концентрации по сравнению с суспензией для концентрированного слоя, т.е. в более низком относительном количестве, например, массовой доле (% мас.).
[0029] Неожиданно и к удивлению обнаружили, что некоторые варианты осуществления изобретения эффективны в уменьшении общего использования воды при изготовлении композитной гипсовой плиты. В связи с этим, посредством специальной разработки соответствующих композиций концентрированного слоя и сердечника плиты, общее количество воды, используемое для изготовления плиты, может быть уменьшено, так что использование воды оптимизируется, поскольку вода присутствует в более высокой концентрации там, где потребность в ней больше (например, в концентрированном слое) и в пониженном количестве там, где потребность в ней меньше (например, в сердечнике плиты).
[0030] Следует понимать, что поскольку затвердевший гипс образован из суспензии штукатурного гипса (иногда ее называют гипсовой суспензией), содержащей воду и штукатурный гипс, может быть получен коэффициент отношения воды к штукатурному гипсу (water-to-stucco ratio «WSR»). В некоторых вариантах осуществления изобретения сердечник плиты, который может составлять основную часть объема плиты, может быть сформирован при более низком WSR по сравнению с WSR, применяемым для формирования концентрированного слоя. Таким образом, в некоторых вариантах осуществления изобретения общее использование воды и WSR композитной гипсовой плиты в целом можно выгодно снизить, поскольку вклад в общий объем плиты за счет концентрированного слоя меньше, чем вклад в общий объем плиты за счет сердечника плиты.
[0031] Сердечник плиты и концентрированный слой могут быть сформированы при любом подходящем WSR. В некоторых вариантах осуществления изобретения концентрированный слой сформирован из суспензии, имеющей более высокий WSR, чем WSR суспензии, применяемой для формирования сердечника плиты. Например, в некоторых вариантах осуществления изобретения концентрированный слой сформирован из суспензии, имеющей WSR, который по меньшей мере приблизительно в 1,2 раза выше, чем WSR суспензии, применяемой для формирования сердечника плиты (например, по меньшей мере приблизительно в 1,5 раза выше, по меньшей мере приблизительно в 1,7 раза выше, по меньшей мере приблизительно в 2 раза выше, по меньшей мере приблизительно в 2,2 раза выше, по меньшей мере приблизительно в 2,5 раза выше, по меньшей мере приблизительно в 2,7 раза выше, по меньшей мере приблизительно в 3 раза выше, по меньшей мере приблизительно в 3,2 раза выше, по меньшей мере приблизительно в 3,5 раза выше, по меньшей мере приблизительно в 3,7 раза выше, по меньшей мере приблизительно в 4 раза выше и т.д., при этом каждый из этих диапазонов может иметь любой подходящий верхний предел при необходимости, например, около 7, около 6,5, около 6, около 5,5, около 5, около 4,5, около 4, около 3,5, около 3, около 2,5, около 2, около 1,5 и т.д.)
[0032] В некоторых вариантах осуществления изобретения сердечник плиты сформирован из суспензии штукатурного гипса, имеющей коэффициент соотношения вода - штукатурный гипс от около 0,3 до около 1,3, например, от около 0,3 до около 1,2, от около 0,3 до около 1,2, от около 0,3 до около 1,2, от около 0,3 до около 1,2, от около 0,3 до около 1,1, от около 0,3 до около 1, от около 0,3 до около 0,9, от около 0,4 до около 1,3, от около 0,4 до около 1,2, от около 0,4 до около 1,1, от около 0,4 до около 1, от около 0,4 до около 0,9, от около 0,5 до около 1,3, от около 0,5 до около 1,2, от около 0,5 до около 1,1, от около 0,5 до около 1, от около 0,5 до около 0,9, от около 0,6 до около 1,3, от около 0,6 до около 1,2, от около 0,6 до около 1,1, от около 0,6 до около 1, от около 0,6 до около 0,9, от около 0,6 до около 0,8 или от около 0,6 до около 0,7.
[0033] В некоторых вариантах осуществления изобретения более низкие коэффициенты отношения воды к штукатурному гипсу предпочтительно составляют, например, от около 0,3 до около 0,8, например, от около 0,3 до около 0,7, от около 0,3 до около 0,6, от около 0,3 до около 0,5, от около 0,3 до около 0,4, от около 0,4 до около 0,8, от около 0,4 до около 0,7, от около 0,4 до около 0,6, от около 0,4 до около 0,5, от около 0,5 до около 0,8, от около 0,5 до около 0,7, от около 0,5 до около 0,6, от около 0,6 до около 0,8, от около 0,6 до около 0,7 и т.д.
[0034] В некоторых вариантах осуществления изобретения концентрированный слой сформирован из суспензии, имеющей коэффициент отношения воды к штукатурному гипсу от около 0,7 до около 2, например, от около 0,7 до около 1,7, от около 0,7 до около 1,4, от около 0,7 до около 1,2, от около 0,7 до около 1, от около 0,8 до около 2, от около 0,8 до около 1,7, от около 0,8 до около 1,4, от около 0,8 до около 1,2, от около 0,8 до около 1, от около 1 до около 2, от около 1 до около 1,7, от около 1 до около 1,4, от около 1 до около 1,2, от около 1,2 до около 2, от около 1,2 до около 1,7, от около 1,2 до около 1,4, от около 1,4 до около 2, от около 1,4 до около 1,7 и т.д. Концентрированный слой может иметь более высокое содержание воды для удовлетворения потребности в воде усиливающих добавок. Поскольку в некоторых вариантах осуществления изобретения содержание усиливающей добавки является более концентрированным в концентрированном слое, более высокая потребность в воде может быть более изолирована от концентрированного слоя, что позволяет снизить WSR в сердечнике плиты и, предпочтительно, снизить потребление воды в целом, особенно с учетом большого вклада сердечника плиты в объемную массу композитной плиты.
Плотность композитной плиты
[0035] Композитная гипсовая плита согласно вариантам осуществления изобретения имеет практическую ценность при различных желаемых плотностях для гипсовой плиты, т.е. гипсокартона или листовой сухой штукатурки (которые могут заключать в себе такую плиту, применяемую не только для стен, но также для потолков и других мест, как это известно в данной области техники). Как было отмечено в данном документе, вес плиты является функцией толщины. Поскольку плиты, как правило, изготавливают с разной толщиной (например, 3/8 дюйма (0,9525 см), 1/2 дюйма (1,27 см), 3/4 дюйма (1,905 см), один дюйм (2,54 см) и т.д.), плотность плиты в данном документе используют в качестве меры веса плиты. Преимущества композитной гипсовой плиты в соответствии с вариантами осуществления изобретения могут быть заметны в диапазоне плотностей в сухом состоянии включительно до плотностей более тяжелых плит, например, около 43 фунтов/куб.фут (около 690 кг/м3) или менее, например, от около 18 фунтов/куб.фут (около 290 кг/м3) до около 43 фунтов/куб.фут (около 690 кг/м3), от около 20 фунтов/куб.фут (около 320 кг/м3) до около 43 фунтов/куб.фут (около 690 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от около 24 фунтов/куб.фут (около 380 кг/м3) до около 43 фунтов/куб.фут (около 690 кг/м3), от около 27 фунтов/куб.фут (около 430 кг/м3) до около 43 фунтов/куб.фут (около 690 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 38 фунтов/куб.фут (около 610 кг/м3), от около 24 фунтов/куб.фут (около 380 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от около 27 фунтов/куб.фут (около 430 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 37 фунтов/куб.фут (около 600 кг/м3), от около 24 фунтов/куб.фут (около 380 кг/м3) до около 37 фунтов/куб.фут (около 600 кг/м3), от около 27 фунтов/куб.фут (около 430 кг/м3) до около 37 фунтов/куб.фут (около 600 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 35 фунтов/куб.фут (около 560 кг/м3), от около 24 фунтов/куб.фут (около 380 кг/м3) до около 35 фунтов/куб.фут (около 560 кг/м3), от около 27 фунтов/куб.фут (около 430 кг/м3) до около 35 фунтов/куб.фут (около 560 кг/м3) и т.д.
[0036] Как было отмечено в данном документе, удаление твердой массы из гипсовой листовой сухой штукатурки может привести к значительным трудностям при компенсации сопутствующей потери прочности. Некоторые варианты осуществления настоящего раскрытия изобретения неожиданно и к удивлению дают возможность использования плиты с более низким весом с хорошей прочностью, с более низкой потребностью в воде и с эффективным применением усиливающей добавки. Например, в некоторых вариантах осуществления изобретения плотность сухой плиты может составлять от 16 фунтов/куб.фут (около 260 кг/м3) до около 33 фунтов/куб.фут (около 530 кг/м3), например, от 16 фунтов/куб.фут (около 260 кг/м3) до около 27 фунтов/куб.фут (около 430 кг/м3), от 16 фунтов/куб.фут (около 260 кг/м3) до около 24 фунтов/куб.фут (около 380 кг/м3), от около 18 фунтов/куб.фут (около 290 кг/м3) до около 33 фунтов/куб.фут (около 530 кг/м3), от 18 фунтов/куб.фут (около 290 кг/м3) до около 31 фунтов/куб.фут (около 500 кг/м3), от 18 фунтов/куб.фут (около 290 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от 18 фунтов/куб.фут (около 290 кг/м3) до около 27 фунтов/куб.фут (около 430 кг/м3), от 18 фунтов/куб.фут (около 290 кг/м3) до около 24 фунтов/куб.фут (около 380 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 33 фунтов/куб.фут (около 530 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 32 фунтов/куб.фут (около 510 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 31 фунтов/куб.фут (около 500 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 29 фунтов/куб.фут (около 460 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 28 фунтов/куб.фут (около 450 кг/м3), от около 21 фунтов/куб.фут (около 340 кг/м3) до около 33 фунтов/куб.фут (около 530 кг/м3), от около 21 фунтов/куб.фут (около 340 кг/м3) до около 32 фунтов/куб.фут (около 510 кг/м3), от около 21 фунтов/куб.фут (около 340 кг/м3) до около 33 фунтов/куб.фут (около 530 кг/м3), от около 21 фунтов/куб.фут (около 340 кг/м3) до около 32 фунтов/куб.фут (около 510 кг/м3), от около 21 фунтов/куб.фут (около 340 кг/м3) до около 31 фунтов/куб.фут (около 500 кг/м3), от около 21 фунтов/куб.фут (около 340 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от около 21 фунтов/куб.фут (около 340 кг/м3) до около 29 фунтов/куб.фут (около 460 кг/м3), от около 21 фунтов/куб.фут (около 340 кг/м3) до около 28 фунтов/куб.фут (около 450 кг/м3), от около 21 фунтов/куб.фут (около 340 кг/м3) до около 29 фунтов/куб.фут (около 460 кг/м3), от около 24 фунтов/куб.фут (около 380 кг/м3) до около 33 фунтов/куб.фут (около 530 кг/м3), от около 24 фунтов/куб.фут (около 380 кг/м3) до около 32 фунтов/куб.фут (около 510 кг/м3), от около 24 фунтов/куб.фут (около 380 кг/м3) до около 31 фунтов/куб.фут (около 500 кг/м3), от около 24 фунтов/куб.фут (около 380 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от около 24 фунтов/куб.фут (около 380 кг/м3) до около 29 фунтов/куб.фут (около 460 кг/м3), от около 24 фунтов/куб.фут (около 380 кг/м3) до около 28 фунтов/куб.фут (около 450 кг/м3), или от около 24 фунтов/куб.фут (около 380 кг/м3) до около 27 фунтов/куб.фут (около 430 кг/м3).
Структура и сборка композитной плиты
[0037] Для иллюстрации одного из вариантов осуществления изобретения сделана ссылка на фиг. 1, на которой показан схематический вид в разрезе композитной гипсовой плиты 10. Обклеечная бумага 12 служит в качестве верхнего покрывающего листа. Обклеечная бумага 12 имеет первую лицевую поверхность 14 и вторую лицевую поверхность 16. Концентрированный слой 18 находится в соединении с обклеечной бумагой 12. Концентрированный слой 18 имеет первую лицевую поверхность 20 и вторую лицевую поверхность 22. Сердечник плиты 24 имеет первую лицевую поверхность 26 и вторую лицевую поверхность 28. Изнаночная бумага 30 служит в качестве нижнего покрывающего листа. Изнаночная бумага 30 имеет первую лицевую поверхность 32 и вторую лицевую поверхность 34.
[0038] На Фиг. 1 видно, что композитная гипсовая плита 10 расположена таким образом, что лицевая поверхность 16 обклеечной бумаги 12 обращена к первой лицевой поверхности 20 концентрированного слоя 18, а вторая лицевая поверхность 22 концентрированного слоя 18 обращена к первой лицевой поверхности 26 сердечника 24. Вторая лицевая поверхность 28 сердечника 24 обращена к первой лицевой поверхности 32 изнаночной бумаги 30.
[0039] Следует понимать, что композитная гипсовая плита в соответствии с некоторыми вариантами осуществления изобретения может быть составлена и применяться в сборке, как это известно в данной области техники. В целом, как будет понятно, композитные плиты могут быть прикрепленными в любой подходящей компоновке гвоздями для крепления, образованными из любого подходящего материала, например, дерева, металла или т.п. Верхняя или лицевая поверхность покрывающего листа обращена наружу в процессе эксплуатации и, как правило, декорирована (например, краской, фактурой, обоями и т.д.), при этом нижний или изнаночный покрывающий лист обращен к гвоздям для крепления. Как правило, в процессе эксплуатации за гвоздем для крепления имеется полость, обращенная к изнаночной бумаге. По желанию, изоляционный материал, известный в данной области техники, необязательно, может быть помещен в полость. В одном из вариантов осуществления изобретения сборное изделие состоит из двух композитных плит, присоединенных посредством гвоздей для крепления к полости между ними, обращенной к нижним покрывающим листам соответствующих плит.
Сердечник плиты
[0040] Сердечник плиты составляет большую часть объема композитной гипсовой плиты. В некоторых вариантах осуществления изобретения сердечник плиты составляет по меньшей мере около 60% объема плиты, например, по меньшей мере около 70% объема плиты, по меньшей мере около 80% объема плиты, по меньшей мере около 90% объема плиты, по меньшей мере около 92%, по меньшей мере около 95%, по меньшей мере около 97% и т.д. Хотя концентрированный слой имеет фактическую толщину, сердечник плиты может быть значительно толще. Например, в некоторых вариантах осуществления изобретения сухой сердечник плиты может быть от приблизительно в 2,5 раза до приблизительно в 35 раз толще, чем сухой концентрированный слой, например, от приблизительно в 2,5 раза до приблизительно в 30 раз, от приблизительно в 2,5 раза до приблизительно в 25 раз, от приблизительно в 2,5 раза до приблизительно в 20 раз, от приблизительно в 2,5 раза до приблизительно в 15 раз, от приблизительно в 2,5 раз до приблизительно в 10 раз, от приблизительно в 2,5 раза до приблизительно в 5 раз, от приблизительно в 2,8 раза до приблизительно в 35 раз, от приблизительно в 2,8 раза до приблизительно в 30 раз, от приблизительно в 2,8 раза до приблизительно в 25 раз, от приблизительно в 2,8 раза до приблизительно в 20 раз, от приблизительно в 2,8 раза до приблизительно в 15 раз, от приблизительно в 2,8 раза до приблизительно в 10 раз, от приблизительно в 2,8 раза до приблизительно в 5 раз, от приблизительно в 5 раз до приблизительно в 35 раз, от приблизительно в 5 раз до приблизительно в 30 раз, от приблизительно в 5 раз до приблизительно в 25 раз, от приблизительно в 5 раз до приблизительно в 20 раз, от приблизительно в 5 раз до приблизительно в 15 раз или от приблизительно в 5 раз до приблизительно в 10 раз толще, чем концентрированный слой.
[0041] В некоторых вариантах осуществления изобретения сердечник плиты от приблизительно в 8 раз до приблизительно в 16 раз толще, чем концентрированный слой, например, от приблизительно в 8 раз до приблизительно в 12 раз, от приблизительно в 9 раз до приблизительно в 16 раз, от приблизительно в 9 раз до приблизительно в 14 раз, от приблизительно в 9 раз до приблизительно в 12 раз, от приблизительно в 10 раз до приблизительно в 16 раз, от приблизительно в 10 раз до приблизительно в 14 раз толще, чем концентрированный слой и т.д.
[0042] Сердечник плиты сформирован по меньшей мере из воды и штукатурного гипса. Как упоминается в настоящем документе, штукатурный гипс может быть в форме альфа-полугидрата сульфата кальция, бета-полугидрата сульфата кальция и/или ангидрита сульфата кальция. Штукатурный гипс может быть волокнистым или неволокнистым. В дополнение к штукатурному гипсу и воде, сердечник плиты сформирован из агента, который способствует его более низкой плотности, например, из наполнителя с низкой плотностью (например, перлита, заполнителя с низкой плотностью или т.п.) или из вспенивающих агентов. Различные типы вспенивающих агентов хорошо известны в данной области техники. Вспенивающий агент может быть включен для формирования распределения воздушных пустот в непрерывную фазу кристаллической матрицы из затвердевшего гипса. В некоторых вариантах осуществления изобретения вспенивающий агент содержит основную часть веса неустойчивого компонента и малую часть веса устойчивого компонента (например, где объединены неустойчивый компонент со смесью устойчивых/неустойчивых компонентов). Массовое соотношение неустойчивого компонента к устойчивому компоненту является эффективным для формирования распределения воздушных пустот в пределах сердечника из затвердевшего гипса. Ознакомьтесь, например, с патентами США 5643510; 6342284; и 6632550. В некоторых вариантах осуществления изобретения вспенивающий агент содержит поверхностно-активное вещество алкилсульфат.
[0043] Многие известные в промышленности вспенивающие агенты являются доступными и их можно применять в соответствии с вариантами осуществления настоящего раскрытия, например, линия HYONIC (например, 25AS) пенообразовательной продукции от GEO Specialty Chemicals, Ambler, PA. Другие доступные для промышленности пенообразователи содержат Polystep В25 от Stepan Company, Northfield, Illinois. Вспенивающие агенты, описанные в данном документе, можно применять отдельно или в комбинации с другими вспенивающими агентами. Пена может быть создана заранее, а затем добавлена к суспензии штукатурного гипса. Предварительное создание может происходить посредством введения воздуха в водный вспенивающий агент. Способы и устройства для создания пены хорошо известны. Ознакомьтесь, например, с патентами США 4518652; 2080009; и 2017022.
[0044] В некоторых вариантах осуществления изобретения вспенивающий агент содержит, состоит из или по существу состоит из по меньшей мере одного алкилсульфата, из по меньшей мере одного алкилэфирсульфата или из любой комбинации вышеуказанных, но по существу не содержит олефина (например, сульфат олефина) и/или алкина. По существу не содержит олефина или алкина означает, что вспенивающий агент содержит (i) 0% мас. исходя из веса штукатурного гипса либо не содержит олефина и/или алкина, либо (ii) малоэффективное, либо (iii) незначительное количество олефина и/или алкина. Примером малоэффективного количества является количество ниже порогового уровня для достижения намеченной цели применения олефинового и/или алкинового вспенивающего агента, как это будет очевидно для специалистов в данной области техники. Незначительное количество может составлять, например, ниже около 0,001% мас., например, ниже около 0,0005% мас., ниже около 0,001% мас., ниже около 0,00001% мас. и т.д., исходя из веса штукатурного гипса, как это будет очевидно для специалистов в данной области техники.
[0045] Некоторые типы неустойчивых пенообразователей, в соответствии с вариантами осуществления настоящего раскрытия, являются поверхностно-активными алкилсульфатами с различной длиной цепи и различными катионами. Цепями с подходящими длинами могут быть, например, С8-С12, например, C8-С10 или С10-С12. Подходящие катионы содержат, например, катионы натрия, аммония, магния или калия. Примеры неустойчивых пенообразователей включают, например, додецилсульфат натрия, додецилсульфат магния, децилсульфат натрия, додецилсульфат аммония, додецилсульфат калия, децилсульфат калия, октилсульфат натрия, децилсульфат магния, децилсульфат аммония, смеси вышеуказанных и любую комбинацию вышеуказанных.
[0046] Некоторые типы устойчивых пенообразователей, в соответствии с вариантами осуществления настоящего раскрытия, являются алкоксилированными (например, этоксилированными) поверхностно-активными алкилсульфатами с различной длиной цепи (как правило, более длинной) и с различными катионами. Цепями с подходящими длинами могут быть, например, С10-С14, например, С12-С14 или С10-С12. Подходящие катионы содержат, например, катионы натрия, аммония, магния или калия. Примеры устойчивых пенообразователей включают, например, этерифицированный лаурилсульфат натрия, этерифицированный лаурилсульфат калия, этерифицированный лаурилсульфат магния, этерифицированный лаурилсульфат аммония, смеси вышеуказанных и любую комбинацию вышеуказанных. В некоторых вариантах осуществления изобретения может быть использована любая комбинация устойчивых и неустойчивых пенообразователей из этих перечней.
[0047] Примеры комбинаций вспенивающих агентов и их добавления при приготовлении вспененных гипсовых изделий раскрыты в патенте США 5643510, включенном в данный документ посредством ссылки. Например, первый вспенивающий агент, который образует устойчивую пену, и второй вспенивающий агент, который образует неустойчивую пену, могут быть объединены. В некоторых вариантах осуществления изобретения первым вспенивающим агентом является пенообразователь, например, алкоксилированный алкилсульфатный пенообразователь с длиной алкильной цепи 8-12 атомов углерода и с длиной цепи алкокси (например, этокси) группы в 1-4 звена. Вторым вспенивающим агентом, необязательно, является неалкоксилированный (например, неэтоксилированный) алкилсульфатный пенообразователь с длиной алкильной цепи 6-20 атомов углерода, например, 6-18 или 6-16 атомов углерода. Регулирование соответствующих количеств этих двух пенообразователей в соответствии с некоторыми вариантами осуществления изобретения, как полагают, позволяет управлять структурой пены плиты до тех пор, пока не будет достигнуто около 100% устойчивого пенообразователя или около 100% неустойчивого пенообразователя.
[0048] В некоторых вариантах осуществления изобретения, например, на стадии предварительного смешивания для приготовления пены вместе со вспенивающим агентом, необязательно, может содержаться жирный спирт. Это может привести к улучшению устойчивости пены, что позволит лучше управлять размером пустот и распределением пены (воздуха). Жирный спирт может быть любым подходящим алифатическим жирным спиртом. Следует понимать, что как определено в настоящем описании, «алифатический» относится к алкилу, алкенилу или алкинилу и может быть замещенным или незамещенным, разветвленным или неразветвленным, насыщенным или ненасыщенным, и по отношению к некоторым вариантам изобретения, обозначается углеродными цепями, описанными в данном документе, например, Сх-Су, где хну являются целыми числами. Термин алифатический, таким образом, также относится к цепям с гетероатомным замещением, которое сохраняет гидрофобность группы. Жирный спирт может быть единственным соединением или может быть комбинацией двух или большего количества соединений.
[0049] В некоторых вариантах осуществления изобретения необязательным жирным спиртом является жирный спирт С6-С20 (например, С6-С18, С6-С116, С6-С14, С6-С12, С6-С10, С6-C8, C8-C16, C8-C14, C8-C12, C8-С10, C10-C16, C10-C14, С10-С12, C12-C16, C12-C14 или алифатический жирный спирт С14-С16 и т.д.). Примеры включают октанол, нонанол, деканол, ундеканол, додеканол или любую комбинацию вышеуказанных. Жирный спирт С10-С20 содержит линейную или разветвленную углеродную цепь С6-С20 и по меньшей мере одну гидроксильную группу. Гидроксильная группа может быть присоединена к углеродной цепи в любом подходящем положении, но, предпочтительно, находится у любого из концевых атомов углерода или вблизи него. В определенных вариантах осуществления изобретения гидроксильная группа может быть присоединена в α-, β- или γ-положении углеродной цепи, например, жирный спирт C6-C20 может содержать следующие структурные подзвенья: 
 или
или  Таким образом, в соответствии с некоторыми вариантами осуществления изобретения примерами желаемого необязательного жирного спирта являются 1-додеканол, 1-ундеканол, 1-деканол, 1-нонанол, 1-октанол или любая комбинация вышеуказанных.
Таким образом, в соответствии с некоторыми вариантами осуществления изобретения примерами желаемого необязательного жирного спирта являются 1-додеканол, 1-ундеканол, 1-деканол, 1-нонанол, 1-октанол или любая комбинация вышеуказанных.
[0050] В некоторых вариантах осуществления изобретения необязательный стабилизирующий пену агент содержит жирный спирт и по существу не содержит алкиламидов жирных кислот или тауридов карбоновой кислоты. В некоторых вариантах осуществления изобретения необязательный стабилизирующий пену агент по существу не содержит гликоль, хотя гликоли могут содержаться в некоторых вариантах осуществления изобретения, например, чтобы обеспечить более высокое содержание поверхностно-активного вещества. По существу не содержит любой из вышеупомянутых ингредиентов означает, что стабилизатор пены содержит (i) 0% мас. исходя из веса любого из этих ингредиентов, либо (ii) малоэффективное, либо (iii) незначительное количество любого из этих ингредиентов. Примером малоэффективного количества является количество ниже порогового уровня для достижения намеченной цели применения любого из этих ингредиентов, как это будет очевидно для специалистов в данной области техники. Незначительное количество может составлять, например, ниже около 0,0001% мас., например, ниже около 0,00005% мас., ниже около 0,00001% мас., ниже около 0,000001% мас. и т.д., исходя из веса штукатурного гипса, как это будет очевидно для специалистов в данной области техники.
[0051] Было обнаружено, что подходящее распределение пустот и толщина стенки (независимо) могут быть эффективными для повышения прочности, особенно в плитах с низкой плотностью (например, ниже около 35 фунтов/куб.фут (около 560 кг/м3)). Ознакомьтесь, например, с документами US 2007/0048490 и US 2008/0090068. Пустоты из-под выпаренной воды, как правило, имеющие около 5 мкм или менее в диаметре, также вносят свой вклад в общее распределение пустот наряду с вышеупомянутыми пустотами от воздуха (пены). В некоторых вариантах осуществления изобретения значение коэффициента отношения пустот с размером пор более чем около 5 микрон к пустотам с размером пор около 5 микрон или менее составляет от около 0,5:1 до около 9:1, например, от около 0,7:1 до около 9:1, от около 0,8:1 до около 9:1, от около 1,4:1 до около 9:1, от около 1,8:1 до около 9:1, от около 2,3:1 до около 9:1, от около 0,7:1 до около 6:1, от около 1,4:1 до около 6:1, от около 1,8:1 до около 6:1, от около 0,7:1 до около 4:1, от около 1,4:1 до около 4:1, от около 1,8:1 до около 4:1, от около 0,5:1 до около 2,3:1, от около 0,7:1 до около 2,3:1, от около 0,8:1 до около 2,3:1, от около 1,4:1 до около 2,3:1, от около 1,8:1 до около 2,3:1 и т.д.
[0052] Применяемый в данном документе размер пустот рассчитывают из наибольшего диаметра отдельной пустоты в сердечнике. Наибольший диаметр такой же, как диаметр Фере. Наибольший диаметр каждой определяемой пустоты может быть получен из изображения образца. Изображения могут быть получены с использованием подходящего метода, например, растровой электронной микроскопии (РЭМ), которой получают двухмерные изображения. Большое количество размеров пор пустот может быть измерено при РЭМ-визуализации, вследствие чего случайность поперечных сечений (пор) пустот может обеспечить средний диаметр. Измерения пустот, случайно расположенных по всему сердечнику образца, взятых в нескольких изображениях, могут улучшить этот расчет. Кроме того, создание трехмерной стереологической модели сердечника на основе нескольких двумерных РЭМ-визуализаций может также улучшить вычисление размера пустот. Другим методом является исследование рентгеновским КТ-сканированием (ХМТ), обеспечивающим трехмерное изображение. Другим методом является оптическая микроскопия, при которой контрастирование света можно применять для содействия в определении, например, глубины пустот. Пустоты могут быть измерены вручную либо с использованием программного обеспечения для анализа изображений, например, ImageJ, разработанного компанией NIH. Специалист в данной области техники поймет, что вручную размер и распределение пустот из изображений можно определить посредством визуального наблюдения размеров каждой пустоты. Образец может быть получен посредством секционирования гипсовой плиты.
[0053] Вспенивающий агент может содержаться в суспензии сердечника в любом подходящем количестве, например, в зависимости от желаемой плотности. В некоторых вариантах осуществления изобретения вспенивающий агент присутствует в суспензии для формирования сердечника плиты, например, в количестве менее чем около 0,5% по массе штукатурного гипса, например, от около 0,01% до около 0,5%, от около 0,01% до около 0,4%, от около 0,01% до около 0,3%, от около 0,01% до около 0,25%, от около 0,01% до около 0,2%, от около 0,01% до около 0,15%, от около 0,01% до около 0,1%, от около 0,02% до около 0,4%, от около 0,02% до около 0,3%, от около 0,02% до около 0,2% и т.д., все по массе штукатурного гипса. Поскольку концентрированный слой имеет более высокую плотность, суспензия для формирования концентрированного слоя может быть приготовлена с меньшим количеством пены (без пены), например, с количеством от около 0,0001% до около 0,05% по массе штукатурного гипса, например, от около 0,0001% до около 0,025% по массе штукатурного гипса, от около 0,0001% до около 0,02% по массе штукатурного гипса, или от около 0,001% до около 0,015% по массе штукатурного гипса.
[0054] Жирный спирт может присутствовать, если содержится, в суспензии сердечника в любом подходящем количестве. В некоторых вариантах осуществления изобретения жирный спирт присутствует в суспензии сердечника в количестве от около 0,0001% до около 0,03% по массе штукатурного гипса, например, от около 0,0001% до около 0,025% по массе штукатурного гипса, от около 0,0001% до около 0,02% по массе штукатурного гипса или от около 0,0001% до около 0,01% по массе штукатурного гипса. Поскольку суспензия концентрированного слоя может иметь меньшее количество или не иметь пены, жирный спирт не требуется в концентрированном слое, или же он может содержаться в меньшем количестве, например, от около 0,0001% до около 0,004% по массе штукатурного гипса, например, от около 0,00001% до около 0,003% по массе штукатурного гипса, от около 0,00001% до около 0,0015% по массе штукатурного гипса или от около 0,00001% до около 0,001% по массе штукатурного гипса.
[0055] Усиливающий агент для придания прочностных характеристик, описанных в данном документе, необязательно, также может содержаться в суспензии для формирования сердечника плиты. Другие ингредиенты, известные в данной области техники, также могут содержаться в суспензии сердечника плиты, включая, например, ускорители, замедлители схватывания и т.д. Ускоритель может быть в различных формах (например, ускоритель влажного гипса, термостойкий ускоритель и устойчивый к климатическим условиям ускоритель). Ознакомьтесь, например, с патентами США 3573947 и 6409825. В некоторых вариантах осуществления изобретения, где содержатся ускоритель и/или замедлитель схватывания, каждый из них: ускоритель и/или замедлитель схватывания может быть в суспензии штукатурного гипса для формирования сердечника плиты в количестве, исходя из твердых веществ, например, от около 0% до около 10% по массе штукатурного гипса (например, около 0,1% до около 10%), например, от около 0% до около 5% по массе штукатурного гипса (например, около 0,1% до около 5%).
[0056] Кроме того, в некоторых вариантах осуществления изобретения сердечник плиты и/или концентрированный слой может быть дополнительно сформирован из по меньшей мере одного диспергирующего агента для повышения текучести. Диспергирующие агенты могут содержаться в суспензии штукатурного гипса в сухом виде вместе с другими сухими ингредиентами и/или в жидком виде вместе с другими жидкими ингредиентами. Примеры диспергирующих агентов включают нафталинсульфонаты, например, полинафталинсульфоновую кислоту и ее соли (полинафталинсульфонаты) и производные, которые представляют собой продукты конденсации нафталинсульфоновых кислот и формальдегида; а также поликарбоксилатные диспергирующие агенты, например, поликарбоксиловые эфиры, например, диспергирующие агенты типа РСЕ211, РСЕ111, 1641, 1641F или РСЕ 2641, например, диспергирующие агенты (BASF) MELFLUX 2641F, MELFLUX 2651F, MELFLUX 1641F, MELFLUX 2500L и этакрил М СОАТЕХ, коммерчески доступные от Coatex, Inc.; и/или лигносульфонаты или сульфированный лигнин. Лигносульфонаты представляют собой водорастворимые анионные полиэлектролитные полимеры, побочные продукты производства древесной целлюлозы с использованием сульфитной целлюлозы. Одним из примеров лигнина, практически применимого по принципам вариантов осуществления настоящего раскрытия изобретения является Marasperse С-21, коммерчески доступный от Reed Lignin Inc.
[0057] Диспергирующие агенты с более низкой молекулярной массой, как правило, являются предпочтительными. Из нафталинсульфонатных диспергирующих агентов в некоторых вариантах осуществления изобретения выбраны те, которые имеют молекулярные массы от около 3000 до около 10000 (например, от около 8000 до около 10000). В некоторых вариантах осуществления изобретения могут применять нафталинсульфонаты с более высоким водопотреблением, например, имеющие молекулярную массу выше 10000. В качестве еще одной иллюстрации, в некоторых вариантах осуществления изобретения диспергирующие агенты типа РСЕ211, молекулярная масса которых может составлять от около 20000 до около 60000, обладают меньшим замедлением сроков схватывания, чем диспергирующие агенты, имеющие молекулярную массу выше 60000.
[0058] Одним из примеров нафталинсульфоната является DILOFLO, коммерчески доступный от GEO Specialty Chemicals. DILOFLO представляет собой 45% раствор нафталинсульфоната в воде, хотя другие водные растворы, например, с содержанием твердых веществ в диапазоне от около 35% до около 55% по массе, также являются легко доступными. Нафталинсульфонаты могут применять в сухом твердом виде или в виде порошка, например, LOMAR D, коммерчески доступного от GEO Specialty Chemicals. Другим примером нафталинсульфоната является DAXAD, коммерчески доступный от GEO Specialty Chemicals, Ambler, PA.
[0059] Если содержится, диспергирующий агент может быть предложен в любом подходящем количестве. В некоторых вариантах осуществления изобретения, например, диспергирующий агент может присутствовать в суспензии концентрированного слоя в количестве, например, от около 0,05% до около 0,5%, например, от около 0,1% до около 0,2% по массе штукатурного гипса, и может присутствовать в суспензии сердечника плиты в количестве, например, от около 0% до около 0,7%, например, от 0% до около 0,4% по массе штукатурного гипса.
[0060] В некоторых вариантах осуществления изобретения сердечник плиты и/или концентрированный слой может быть дополнительно сформирован из по меньшей мере одного фосфат-содержащего соединения, по желанию, для повышения прочности в сыром состоянии, формоустойчивости и/или устойчивости к провисанию. Например, фосфат-содержащие компоненты, применимые в некоторых вариантах осуществления изобретения, содержат водорастворимые компоненты и могут быть в форме ионов, солей или кислот, а именно: в форме конденсированных фосфорных кислот, каждая из которых содержит два или более звена фосфорной кислоты; в форме солей или ионов конденсированных фосфатов, каждый из которых содержит два или более фосфатных звена; и в виде одноосновных солей или одновалентных ионов ортофосфатов, а также в виде водорастворимой ациклической полифосфатной соли. Ознакомьтесь, например, с патентами США 6342284; 6632550; 6815049; и 6822033.
[0061] В некоторых вариантах осуществления изобретения фосфатные композиции, если добавлены, могут повысить прочность в сыром состоянии, устойчивость к постоянной деформации (например, к провисанию), формоустойчивость и т.д. Прочность в сыром состоянии относится к прочности плиты, остающейся влажной в процессе производства. Из-за жестких условий технологического процесса, без достаточной прочности в сыром состоянии заготовка плиты может повредиться на производственной линии.
[0062] Можно применять триметафосфатные соединения, содержащие, например, триметафосфат натрия, триметафосфат калия, триметафосфат лития и триметафосфат аммония. Предпочтительным является триметафосфат натрия (STMP), хотя подходящими могут быть и другие фосфаты, содержащие, например, тетраметафосфат натрия, гексаметафосфат натрия, имеющий от около 6 до около 27 повторяющихся фосфатных звеньев и имеющий молекулярную формулу Nan+2PnO3n+1, где n=6-27, пирофосфат тетракалия, имеющий молекулярную формулу K4P2O7, тринатрий дикалий триполифосфат, имеющий молекулярную формулу Na3K2P3O10, триполифосфат натрия, имеющий молекулярную формулу Na5P3O10, пирофосфат тетранатрия, имеющий молекулярную формулу Na4P2O7, триметафосфат алюмиия, имеющий молекулярную формулу Al(РО3)3, кислый пирофосфат натрия, имеющий молекулярную формулу Na2H2P2O7, полифосфат аммония, имеющий 1000-3000 повторяющихся фосфатных звеньев и имеющий молекулярную формулу (NH4)n+2PnO3n+1, где n=1000-3000, или полифосфорную кислоту, имеющую два или более повторяющихся звеньев фосфорной кислоты и имеющая молекулярную формулу Hn+2PnO3n+1, где n представляет собой два или более.
[0063] Если содержится, полифосфат может присутствовать в любом подходящем количестве. Для иллюстрации, в некоторых вариантах осуществления изобретения полифосфат может присутствовать в суспензии концентрированного слоя в количестве, например, от около 0,1% до около 1%, например, около 0,2% до около 0,4% по массе штукатурного гипса, и присутствует в суспензии сердечника плиты в количестве, например, от около 0% до около 0,5%, например, от около 0% до около 0,2% по массе штукатурного гипса. Таким образом, диспергирующий агент и полифосфат необязательно могут быть в любом подходящем количестве в суспензии сердечника и/или в суспензии концентрированного слоя, вследствие чего в некоторых вариантах осуществления изобретения суспензия сердечника содержит более высокую массовую долю диспергирующего агента и/или полифосфата, чем суспензия концентрированного слоя. В альтернативных вариантах осуществления изобретения диспергирующий агент и/или полифосфат содержатся в суспензии концентрированного слоя в более высокой массовой доле, чем в суспензии сердечника (включая суспензии сердечника с нулевым диспергирующим агентом и/или полифосфатом) (с или без усиливающей добавки, более концентрированной в концентрированном слое).
[0064] Сердечник плиты может иметь любую подходящую плотность, полезную для внесения вклада в желаемую общую плотность композитной плиты, например, плотность сердечника составляет от около 16 фунтов/куб.фут (около 260 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), например, от 18 фунтов/куб.фут (288 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от 18 фунтов/куб.фут (288 кг/м3) до около 38 фунтов/куб.фут (около 610 кг/м3), от 18 фунтов/куб.фут (288 кг/м3) до около 36 фунтов/куб.фут (около 580 кг/м3), от 18 фунтов/куб.фут (288 кг/м3) до около 32 фунтов/куб.фут (около 510 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 36 фунтов/куб.фут (около 580 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 32 фунтов/куб.фут (около 510 кг/м3), от 22 фунтов/куб.фут (352 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от 22 фунтов/куб.фут (352 кг/м3) до около 36 фунтов/куб.фут (около 580 кг/м3), от 22 фунтов/куб.фут (352 кг/м3) до около 32 фунтов/куб.фут (около 510 кг/м3), от 26 фунтов/куб.фут (417 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от 26 фунтов/куб.фут (417 кг/м3) до около 36 фунтов/куб.фут (около 580 кг/м3), или от 26 фунтов/куб.фут (417 кг/м3) до около 32 фунтов/куб.фут (около 510 кг/м3). В некоторых вариантах осуществления изобретения сердечник плиты имеет еще более низкую плотность, например, около 30 фунтов/куб.фут (около 480 кг/м3) или менее, около 29 фунтов/куб.фут (около 460 кг/м3) или менее, около 28 фунтов/куб.фут (около 450 кг/м3) или менее, около 27 фунтов/куб.фут (около 430 кг/м3) или менее, около 26 фунтов/куб.фут (около 420 кг/м3) или менее и т.д. Например, в некоторых вариантах осуществления изобретения плотность сердечника составляет от около 12 фунтов/куб.фут (около 190 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от около 14 фунтов/куб.фут (около 220 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от 16 фунтов/куб.фут (256 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от 16 фунтов/куб.фут (256 кг/м3) до около 28 фунтов/куб.фут (около 450 кг/м3), от 16 фунтов/куб.фут (256 кг/м3) до около 26 фунтов/куб.фут (около 420 кг/м3) от 16 фунтов/куб.фут (256 кг/м3) до около 22 фунтов/куб.фут (около 350 кг/м3), от 18 фунтов/куб.фут (288 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от 18 фунтов/куб.фут (288 кг/м3) до около 28 фунтов/куб.фут (около 450 кг/м3), от 18 фунтов/куб.фут (288 кг/м3) до около 26 фунтов/куб.фут, от 18 фунтов/куб.фут (288 кг/м3) до около 24 фунтов/куб.фут (около 380 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 28 фунтов/куб.фут (около 450 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 26 фунтов/куб.фут (около 420 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 24 фунтов/куб.фут (около 380 кг/м3), от 22 фунтов/куб.фут (352 кг/м3) до около 28 фунтов/куб.фут (около 450 кг/м3) и т.д.
Концентрированный слой
[0065] Концентрированный слой является «концентрированным» в некоторых вариантах осуществления изобретения из-за присутствия усиливающей добавки в суспензии концентрированного слоя в количестве, которое является более концентрированным, чем количество по массе, если таковое имеется, той же усиливающей добавки в суспензии сердечника плиты. В некоторых вариантах осуществления изобретения концентрированный слой имеет плотность, которая по меньшей мере приблизительно в 1,1 раза выше, чем плотность сердечника плиты и/или имеет фактическую толщину, например, по меньшей мере около 0,02 дюйма (около 0,05 см).
[0066] Концентрированный слой сформирован из суспензии, содержащей воду и минеральное вяжущее вещество, например, штукатурный гипс, который гидратирует с образованием композиции гидратированного вещества, например, непрерывной кристаллической матрицы из затвердевшего гипса в готовом изделии. В предпочтительных вариантах осуществления изобретения минеральное вяжущее вещество представляет собой штукатурный гипс, а суспензия для формирования концентрированного слоя представляет собой суспензию штукатурного гипса. Как было отмечено, суспензия для формирования концентрированного слоя дополнительно содержит усиливающую добавку в более высокой относительной массовой концентрации, чем концентрация усиливающей добавки в суспензии для формирования сердечника плиты. Суспензия для формирования концентрированного слоя, необязательно, может содержать вспенивающий агент или другой облегчающий агент, описанный в данном документе, для получения желаемой плотности концентрированного слоя. Если содержатся, в некоторых вариантах осуществления изобретения пенообразующий или другой облегчающий агент будут присутствовать в суспензии для формирования концентрированного слоя в более низком количестве или вспенивающий агент может быть «выбит» по меньшей мере, в некоторой степени, чтобы уменьшить заполненность пустот пеной, как известно в данной области техники, для того, чтобы достичь желаемой более высокой плотности, чем плотность сердечника плиты. Таким образом, нужная плотность может быть достигнута при формировании концентрированного слоя благодаря эффективному количеству вспенивающего агента (или без него) или благодаря другому облегчающему агенту, как описано в данном документе, и обычным специалистом в данной области техники. Другие ингредиенты, например, ускоритель и замедлитель схватывания, необязательно, могут содержаться в концентрированном слое по желанию, как описано в данном документе.
[0067] Волокна могут дополнительно содержаться в концентрированном слое в качестве необязательной добавки для усовершенствования способа изготовления гипсовой плиты. В связи с этим, как изложено в данном документе, суспензия концентрированного слоя может быть нанесена на бумагу, например, с высокой скоростью и с использованием валика или других распределительных средств, которые формируют головную часть суспензии, которая накапливается выше по потоку от валика перед ее равномерным нанесением на бумагу ниже по потоку от валика (и, таким образом, края плиты, как правило, сформированы вокруг концов валика из суспензии концентрированного слоя). Эксплуатационные условия, при которых наносят концентрированный слой, являются переходными с трехмерными колебаниями, что приводит к бугристости суспензии, в результате чего может возникнуть относительно большое вовлечение воздуха, что может стать причиной неровности поверхности и неравномерности суспензии, что может привести к дефектам в плите, если этого не устранить. Такие дефекты могут включать образование больших воздушных карманов, которые называются пустотами или пузырьками, а также расслоение бумаги, мягкие и/или твердые края и т.д.
[0068] Существует множество механических и других способов обработки, предназначенных для устранения бугристости в потоке, вызванной нестационарными эксплуатационными условиями процесса, включая применение механических частей для разбивания воздушных карманов, известных в данной области техники, например, вибраторов на линии, а также распределителей суспензии, различных режимов выгрузки из смесителя, а также корректирования состава, включая корректирование коэффициента соотношения вода/ штукатурный гипс, вязкости суспензии и т.д. Однако, авторы изобретения обнаружили еще один необязательный метод, как путь получения более гладкой суспензии, который заключается в добавлении волокна к суспензии концентрированного слоя, например, у головной части, где наносят концентрированный слой (например, в предпочтительном варианте осуществления изобретения, выше по потоку от валика), при этом уменьшается бугристость и уменьшаются воздушные карманы. Не привязываясь к какой-либо конкретной теории есть основания полагать, что волокна выгодно улучшают реологию суспензии для того, чтобы обеспечить более гладкий поток. Также есть основания полагать, что волокна улучшают гидродинамические свойства суспензии, вследствие чего улучшаются вязкость, реология и баланс сил между частицами суспензии, суспензия более равномерно распределяется по валику для нанесения, а нежелательный захваченный воздух легче высвобождается из суспензии.
[0069] Волокна могут быть в виде любых подходящих волокон. В некоторых вариантах осуществления изобретения волокна могут быть в виде одного или более из: стекловолокон, минеральных волокон, углеродных волокон, бумажных волокон и смесей таких волокон, а также других сравнимых волокон, обеспечивающих сопоставимые преимущества способу и/или готовому изделию. В некоторых вариантах осуществления изобретения стекловолокна содержатся в суспензии концентрированного слоя и в результирующей кристаллической структуре сердечника. Стекловолокна являются более предпочтительными, поскольку они не поглощают воду.
[0070] В случае некоторых волокон, например, стекловолокон, в некоторых вариантах осуществления изобретения может быть полезно, необязательно, дополнительно обработать волокна добавкой проклеивающего агента, чтобы улучшить их характеристики и технологические свойства. Например, проклеивающие агенты могут обеспечивать проклеивание отдельных волокон для того, чтобы, например, изменить покрытие поверхности и характеристики и, как правило, могут быть в виде одного или большего количества из: органофункциональных силанов, формирующих агентов, поверхностно-активных веществ, пеногасителей, смазывающих веществ и/или стабилизаторов. Как будет очевидно для специалистов в данной области техники, точный выбор каждого ингредиента может варьироваться в зависимости от характеристик волокна и желаемого применения. Например, силаны могут быть, например, на основе аминов, например, аминопропилтриэтоксисилан или аминоэтиламинопропилтриметоксисилан, на основе винилов, например, винилтриметоксисилан или винилтриацетоксисилан, на основе алкилов, метилтриметоксисилан или метилтриэтоксисилан или любой комбинацией вышеуказанных.
[0071] Формирующие агенты часто являются полимерами и могут быть гидрофобными, чтобы от волокна к волокну обеспечить желаемые характеристики смачивания и защиту от повреждения. Формирующие агенты могут быть в виде, например, полиуретанов, поливинилацетатов, сложных полиэфиров, полиалкенов и эпоксидов. Катионные смазки, необязательно, могут быть добавлены и могут быть в виде алифатических этаноламидов, например, стеаринового этаноламида или полиамидов полиэтиленимина, алкиламидоалкилсультаинов или полиэтиленоксида или любой комбинацией вышеуказанных. Поверхностно-активные вещества, необязательно, могут быть включены для эмульгирования формующего агента, например, когда формующий агент является гидрофобным. В некоторых вариантах осуществления изобретения поверхностно-активное вещество, если содержится, является неионным или слегка катионным и может быть в виде амида или в другом подходящем виде, например, алкиловых эфиров полиоксиэтиленгликоля, сополимеров полиэтиленгликоля и полипропиленгликоля, кокамида моноэтаноламина или любой комбинацией вышеуказанных. Пеногасители могут обеспечить преимущество, поскольку они контролируют образование пены в присутствии стекловолокна, причем могут применять любой подходящий пеногаситель. Например, подходящие пеногасители могут быть на основе силоксана, на основе масла или на основе полимера, например, но не ограничиваясь только ими: минеральное масло, воски, этилен-бисстеарамид, силиконовое масло, пеногасители на основе сополимеров полиэтиленгликоля и полипропиленгликоля или любая комбинация вышеуказанных. Стабилизаторы обеспечивают преимущество стабилизации проклеивающего состава и могут применять любой подходящий стабилизатор. В некоторых вариантах осуществления изобретения добавка, например, смазка обеспечивает положительный поверхностный заряд, который, как полагают, дополнительно улучшает протекание суспензии.
[0072] Если содержится, проклеивающий агент может быть предложен в любом подходящем количестве в суспензии для формирования концентрированного слоя. Например, проклеивающий агент может быть предложен в количестве от около 0,02% мас. до около 2% мас. волокон, например, от около 0,05% мас. до около 1% мас. или от около 0,1% мас. до около 1,5% мас. волокон. Для массовых долей ингредиентов, предложенных в настоящем документе, по отношению к суспензии сердечника плиты или к суспензии концентрированного слоя, в некоторых вариантах осуществления изобретения концентрированный слой и/или сердечник плиты в готовой плите может содержать указанный ингредиент в количестве в пределах указанного диапазона.
[0073] Волокна (например, стекловолокно) могут иметь любую подходящую длину. Например, в некоторых вариантах осуществления изобретения волокна могут иметь среднюю длину от около 0,125 дюйма (около 0,32 см) до около 1 дюйма (около 2,54 см), например, от около 0,125 дюйма (около 0,32 см) до около 0,75 дюйма (около 1,9 см), от около 0,125 (около 0,32 см) дюйма до около 0,5 дюйма (около 1,3 см), от около 0,125 дюйма (около 0,32 см) до около 0,375 дюйма (около 1 см), от около 0,125 дюйма (около 0,32 см) до около 0,25 дюйма (около 0,6 см), от около 0,25 дюйма (около 0,6 см) до около 1 дюйма (около 2,54 см), от около 0,25 дюйма (около 0,6 см) до около 0,75 дюйма (около 1,9 см), от около 0,25 дюйма (около 0,6 см) до около 0,5 дюйма (около 1,3 см), от около 0,25 дюйма (около 0,6 см) до около 0,375 дюйма (около 1 см), от около 0,375 дюйма (около 1 см) до около 1 дюйма (около 2,54 см), от около 0,375 дюйма (около 1 см) до около 0,75 дюйма (около 1,9 см), от около 0,375 дюйма (около 1 см) до около 0,5 дюйма (около 1,3 см), от около 0,5 дюйма (около 1,3 см) до около 1 дюйма (около 2,54 см), от около 0,5 дюйма (около 1,3 см) до около 0,75 дюйма (около 1,9 см), или от около 0,75 дюйма (около 1,9 см) до около 1 дюйма (около 2,54 см).
[0074] Волокна (например, стекловолокно) могут иметь любой подходящий средний диаметр. Например, в некоторых вариантах осуществления изобретения волокна могут иметь средний диаметр от около 5 микрон до около 20 микрон, от около 10 микрон до около 15 микрон, от около 10 микрон до около 20 микрон, от около 8 микрон до около 18 микрон, от около 5 микрон до около 25 микрон, от около 9 микрон до около 20 микрон, от около 10 микрон до около 18 микрон, от около 7 микрон до около 18 микрон, от около 10 микрон до около 25 микрон, диаметр около 11 до около 17 микрон или диаметр от около 15 микрон до около 17 микрон.
[0075] В некоторых вариантах осуществления изобретения такие стекловолокна могут иметь среднюю длину от около 0,5 (около 1,3 см) до около 0,675 дюйма (около 1,7 см) и диаметр от около 13 до около 16 микрон, среднюю длину от около 0,5 (около 1,3 см) до около 0,75 дюйма (около 1,9 см) и диаметр от около 11 до около 17 микрон или среднюю длину волокна 0,5 (около 1,3 см) дюйма и средний диаметр от около 15,24 микрон до около 16,51 микрон.
[0076] Соотношение сторон волокон относится к длине, деленной на диаметр, и на практике, как полагают, влияет на свойства потока суспензии. Для того, чтобы сделать единицы измерения совместимыми, длина в дюймах может быть преобразована в микроны, вследствие чего значения становятся безразмерными. В некоторых вариантах осуществления изобретения предпочтительное соотношение сторон составляет от около 200 до около 2000, например, от около 400 до около 1300, например, от около 800 до около 1500, от около 250 до около 1000, от около 500 до около 1500 или от около 700 до около 1600, от около 800 до около 1400.
[0077] Если содержатся, то волокна, например, стекловолокна, присутствуют в суспензии для формирования концентрированного слоя в любом подходящем количестве, например, от около 0,1% до около 3%, например, от около 0,13% до около 2,5% или от около 0,5% до около 1% по массе штукатурного гипса, и присутствуют в сердечнике плиты в любом подходящем количестве, например, от около 0% до около 1%, например, от 0% до около 0,5% по массе штукатурного гипса. По желанию, волокно (и вышеупомянутые связанные с ним добавки, например, проклеивающий агент и т.д) также может содержаться в сердечнике в любом подходящем количестве, например, в таком, как перечисленные массовые доли.
[0078] Концентрированный слой, желательно, имеет фактическую толщину. В некоторых вариантах осуществления изобретения сухой концентрированный слой имеет фактическую толщину по меньшей мере около 0,02 дюйма (около 0,05 см), например, от около 0,02 дюйма (около 0,05 см) до около 0,2 дюйма (около 0,50 см). Например, в различных вариантах осуществления изобретения концентрированный слой имеет фактическую толщину с минимальной толщиной по меньшей мере около 0,025 дюйма (около 0,06 см), по меньшей мере около 0,03 дюйма (около 0,08 см), по меньшей мере около 0,035 дюйма (около 0,09 см), по меньшей мере около 0,04 дюйма (около 0,10 см), по меньшей мере около 0,045 дюйма (около 0,11 см), по меньшей мере около 0,05 дюйма (около 0,13 см), по меньшей мере около 0,055 дюйма (около 0,14 см), по меньшей мере около 0,06 дюйма (около 0,15 см), по меньшей мере около 0,065 дюйма (около 0,17 см), по меньшей мере около 0,07 дюйма (около 0,18 см), по меньшей мере около 0,075 дюйма (около 0,19 см), по меньшей мере около 0,08 дюйма (около 0,20 см), по меньшей мере около 0,085 дюйма (около 0,22 см), по меньшей мере около 0,09 дюйма (около 0,23 см), по меньшей мере около 0,095 дюйма (около 0,24 см), по меньшей мере около 0,1 дюйма (около 0,25 см), по меньшей мере около 0,11 дюйма (около 0,28 см), по меньшей мере около 0,12 дюйма (около 0,30 см), по меньшей мере около 0,13 дюйма (около 0,33 см), по меньшей мере около 0,14 дюйма (около 0,36 см), по меньшей мере около 0,15 дюйма (около 0,38 см) или по меньшей мере около 0,16 дюйма (около 0,41 см); при этом каждый из этих диапазонов имеет подходящую верхнюю границу, как математически соответствующую, например, около 0,2 дюйма (около 0,51 см), около 0,185 дюйма (около 0,47 см), около 0,175 дюйма (около 0,45 см), около 0,16 дюйма (около 0,41 см), около 0,15 дюйма (около 0,38 см), около 0,145 дюйма (около 0,37 см), около 0,13 дюйма (около 0,33 см), около 0,12 дюйма (около 0,30 см), 0,1 дюйм (0,25 см), около 0,09 дюйма (0,23 см), около 0,08 дюйма (около 0,2 см), около 0,07 дюйма (около 0,18 см), около 0,06 дюйма (около 0,15 см), около 0,055 дюйма (около 0,14 см), около 0,05 дюйма (около 0,13 см), около 0,045 дюйма (около 0,11 см), около 0,04 дюйма (около 0,10 см), около 0,035 дюйма (около 0,09 см) и т.д.).
[0079] В качестве иллюстрации, но не в качестве каких-либо ограничений, сухой концентрированный слой может иметь толщину от 0,02 дюйма (около 0,05 см) до около 0,175 дюйма (около 0,45 см), например, от 0,02 дюйма (около 0,05 см) до около 0,15 дюйма (около 0,38 см), от 0,02 дюйма (около 0,05 см) до около 0,12 дюйма (около 0,30 см), от 0,02 дюйма (около 0,05 см) до около 0,1 дюйма (около 0,25 см), от 0,02 дюйма (около 0,05 см) до около 0,08 дюйма (около 0,20 см), от 0,02 дюйма (около 0,05 см) до около 0,055 дюйма (около 0,14 см), от 0,02 дюйма (около 0,05 см) до около 0,05 дюйма (около 0,13 см), от 0,02 дюйма (около 0,05 см) до около 0,04 дюйма (около 0,10 см), от 0,02 дюйма (около 0,05 см) до около 0,03 дюйма (около 0,08 см), от около 0,03 дюйма (около 0,08 см) до около 0,2 дюйма (около 0,50 см), от около 0,03 дюйма (около 0,08 см) до около 0,175 дюйма (около 0,45 см), от около 0,03 дюйма (около 0,08 см) до около 0,15 дюйма (около 0,38 см), от около 0,03 дюйма (около 0,08 см) до около 0,12 дюйма (около 0,30 см), от около 0,03 дюйма (около 0,08 см) до около 0,1 дюйма (около 0,25 см), от около 0,03 дюйма (около 0,08 см) до около 0,08 дюйма (около 0,20 см), от около 0,03 дюйма (около 0,08 см) до около 0,055 дюйма (около 0,14 см), от около 0,03 дюйма (около 0,08 см) до около 0,05 дюйма (около 0,13 см), от около 0,04 дюйма (около 0,10 см) до около 0,2 дюйма (около 0,50 см), от около 0,04 дюйма (около 0,10 см) до около 0,175 дюйма (около 0,45 см), от около 0,04 дюйма (около 0,10 см) до около 0,15 дюйма (около 0,38 см), от около 0,04 дюйма (около 0,10 см) до около 0,12 дюйма (около 0,30 см), от около 0,04 дюйма (около 0,10 см) до около 0,1 дюйма (около 0,25 см), от около 0,04 дюйма (около 0,10 см) до около 0,08 дюйма (около 0,20 см), от около 0,04 дюйма (около 0,10 см) до около 0,055 дюйма (около 0,14 см), от около 0,04 дюйма (около 0,10 см) до около 0,05 дюйма (около 0,13 см), от около 0,05 дюйма (около 0,13 см) до около 0,2 дюйма (около 0,50 см), от около 0,05 дюйма (около 0,13 см) до около 0,175 дюйма (около 0,45 см), от около 0,05 дюйма (около 0,13 см) до около 0,15 дюйма (около 0,38 см), от около 0,05 дюйма (около 0,13 см) до около 0,12 дюйма (около 0,30 см), от около 0,05 дюйма (около 0,13 см) до около 0,1 дюйма (около 0,25 см), от около 0,05 дюйма (около 0,13 см) до около 0,8 дюйма (около 2,03 см), от около 0,06 дюйма (около 0,15 см) до около 0,2 дюйма (около 0,50 см), от около 0,06 дюйма (около 0,15 см) до около 0,175 дюйма (около 0,45 см), от около 0,06 дюйма (около 0,15 см) до около 0,15 дюйма (около 0,38 см), от около 0,06 дюйма (около 0,15 см) до около 0,12 дюйма (около 0,30 см), от около 0,06 дюйма (около 0,15 см) до около 0,1 дюйма (около 0,25 см), от около 0,06 дюйма (около 0,15 см) до около 0,8 дюйма (около 2,03 см) и т.д.
[0080] Концентрированный слой предпочтительно имеет более высокую плотность в сухом состоянии и/или прочность в сухом состоянии, чем плотность сердечника плиты. Например, в некоторых вариантах осуществления изобретения концентрированный слой имеет плотность, которая по меньшей мере приблизительно в 1,1 раза больше, чем плотность сердечника плиты, например, по меньшей мере приблизительно в 1,2 раза больше, по меньшей мере приблизительно в 1,3 раза больше, по меньшей мере приблизительно в 1,4 раза больше, по меньшей мере приблизительно в 1,5 раза больше, по меньшей мере приблизительно в 1,6 раза больше, по меньшей мере приблизительно в 1,7 раза больше, по меньшей мере приблизительно в 1,8 раза больше, по меньшей мере приблизительно в 1,9 раза больше, по меньшей мере приблизительно в 2 раза больше и т.д., при этом каждый из этих диапазонов имеет подходящий верхний предел как математически соответствующий, например, приблизительно в 3 раза больше, приблизительно в 2,9 раза больше, приблизительно в 2,8 раза больше, приблизительно в 2,7 раза больше, приблизительно в 2,6 раза больше, приблизительно в 2,5 раза больше, приблизительно в 2,4 раза больше, приблизительно в 2,3 раза больше, приблизительно в 2,2 раза больше, приблизительно в 2,1 раза больше, приблизительно в 2 раза больше, приблизительно в 1,9 раза больше, приблизительно в 1,8 раза больше, приблизительно в 1,7 раза больше, приблизительно в 1,6 раза больше, приблизительно в 1,5 раза больше, приблизительно в 1,4 раза больше, приблизительно в 1,3 раза больше и приблизительно в 1,2 раза больше.
[0081] Таким образом, например, концентрированный слой может иметь плотность в сухом состоянии, которая от приблизительно в 1,1 до приблизительно в 3 раза больше плотности сердечника плиты, например, от приблизительно в 1,1 до приблизительно в 3 раза, от приблизительно в 1,1 до приблизительно в 2,7 раза, от приблизительно в 1,1 до приблизительно в 2,5 раза, от приблизительно в 1,1 до приблизительно в 2,2 раза, от приблизительно в 1,1 до приблизительно в 2 раза, от приблизительно в 1,1 до приблизительно в 1,7 раза, от приблизительно в 1,1 до приблизительно в 1,5 раза, от приблизительно в 1,1 до приблизительно в 1,4 раза, от приблизительно в 1,1 до приблизительно в 1,3 раза, от приблизительно в 1,2 до приблизительно в 3 раза, от приблизительно в 1,2 до приблизительно в 2,5 раза, от приблизительно в 1,2 до приблизительно в 2,2 раза, от приблизительно в 1,2 до приблизительно в 2 раза, от приблизительно в 1,2 до приблизительно в 1,7 раза, от приблизительно в 1,2 до приблизительно в 1,5 раза, от приблизительно в 1,2 до приблизительно в 1,4 раза, от приблизительно в 1,2 до приблизительно в 1,3 раза, от приблизительно в 1,3 до приблизительно в 3 раза, от приблизительно в 1,3 до приблизительно в 2,5 раза, от приблизительно в 1,3 до приблизительно в 2 раза, от приблизительно в 1,3 до приблизительно в 1,7 раза, от приблизительно в 1,3 до приблизительно в 1,5 раза, от приблизительно в 1,3 до приблизительно в 1,4 раза, от приблизительно в 1,4 до приблизительно в 3 раза, от приблизительно в 1,4 до приблизительно в 2,5 раза, от приблизительно в 1,4 до приблизительно в 2,5 раза, от приблизительно в 1,4 до приблизительно в 2 раза, от приблизительно в 1,4 до приблизительно в 1,7 раза, от приблизительно в 1,4 до приблизительно в 1,6 раза, от приблизительно в 1,4 до приблизительно в 1,5 раза, от приблизительно в 1,5 до приблизительно в 3 раза, от приблизительно в 1,5 до приблизительно в 2,5 раза, от приблизительно в 1,5 до приблизительно в 2 раза, от приблизительно в 1,5 до приблизительно в 1,8 раза, от приблизительно в 1,5 до приблизительно в 1,7 раза, от приблизительно в 1,5 до приблизительно в 1,6 раза, от приблизительно в 1,6 до приблизительно в 3 раза, от приблизительно в 1,6 до приблизительно в 2,5 раза, от приблизительно в 1,6 до приблизительно в 2 раза, от приблизительно в 1,1 до приблизительно в 1,8 раза, от приблизительно в 1,7 до приблизительно в 3 раза, от приблизительно в 1,7 до приблизительно в 2,5 раза, от приблизительно в 1,7 до приблизительно в 2,2 раза, от приблизительно в 1,7 до приблизительно в 2 раза, от приблизительно в 1,7 до приблизительно в 1,9 раза, от приблизительно в 1,8 до приблизительно в 3 раза, от приблизительно в 1,8 до приблизительно в 2,7 раза, от приблизительно в 1,8 до приблизительно в 2,5 раза, от приблизительно в 1,8 до приблизительно в 2,2 раза, от приблизительно в 1,8 до приблизительно в 2 раза, от приблизительно в 1,9 до приблизительно в 3 раза, от приблизительно в 1,9 до приблизительно в 2,7 раза, от приблизительно в 1,9 до приблизительно в 2,5 раза, от приблизительно в 1,9 до приблизительно в 2,2 раза, от приблизительно в 2 до около 3 раза и т.д.
[0082] Композитная гипсовая плита может быть предназначена для демонстрации любого подходящего дифференциала плотности в сухом состоянии между концентрированным слоем и сердечником плиты. В некоторых вариантах осуществления изобретения дифференциал плотности между концентрированным слоем и сердечником плиты может составлять по меньшей мере около 8 фунтов/куб.фут (около 130 кг/м3). Например, в некоторых вариантах осуществления изобретения дифференциал плотности в сухом состоянии между концентрированным слоем и связующим слоем может составлять по меньшей мере около 10 фунтов/куб.фут (около 160 кг/м3), по меньшей мере около 12 фунтов/куб.фут (около 190 кг/м3), по меньшей мере около 14 фунтов/куб.фут (около 220 кг/м3), по меньшей мере 16 фунтов/куб.фут (около 260 кг/м3), по меньшей мере 18 фунтов/куб.фут (около 290 кг/м3), по меньшей мере 20 фунтов/куб.фут (около 320 кг/м3) и т.д. В некоторых вариантах осуществления изобретения дифференциал плотности между концентрированным слоем и сердечником плиты составляет от около 8 фунтов/куб. фут (около 130 кг/м3) до около 50 фунтов/куб.фут (около 800 кг/м3), например, от около 8 фунтов/куб.фут (около 130 кг/м3) до около 45 фунтов/куб.фут (около 720 кг/м3), от около 8 фунтов/куб.фут (около 130 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от около 8 фунтов/куб.фут (около 130 кг/м3) до около 35 фунтов/куб.фут (около 560 кг/м3), от 8 фунтов/куб.фут (около 130 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от около 8 фунтов/куб.фут (около 130 кг/м3) до около 25 фунтов/куб.фут (около 400 кг/м3), от около 8 фунтов/куб.фут (около 130 кг/м3) до 20 фунтов/куб.фут (около 320 кг/м3), от около 8 фунтов/куб.фут (около 130 кг/м3) до около 15 фунтов/куб.фут (около 240 кг/м3), от около 8 фунтов/куб.фут (около 130 кг/м3) до около 12 фунтов/куб.фут (190 кг/м3), от около 10 фунтов/куб.фут (около 160 кг/м3) до около 50 фунтов/куб.фут (около 800 кг/м3), от около 10 фунтов/куб.фут (около 160 кг/м3) до около 45 фунтов/куб.фут (около 720 кг/м3), от около 10 фунтов/куб.фут (около 160 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от около 10 фунтов/куб.фут (около 160 кг/м3) до около 35 фунтов/куб.фут (около 560 кг/м3), от около 10 фунтов/куб.фут (около 160 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от около 10 фунтов/куб.фут (около 160 кг/м3) до около 25 фунтов/куб.фут (около 400 кг/м3), от около 10 фунтов/куб.фут (около 160 кг/м3) до 20 фунтов/куб.фут (около 320 кг/м3), от около 10 фунтов/куб.фут (около 160 кг/м3) до около 15 фунтов/куб.фут (около 240 кг/м3), от около 15 фунтов/куб.фут (около 240 кг/м3) до около 50 фунтов/куб.фут (около 800 кг/м3), от около 15 фунтов/куб.фут (около 240 кг/м3) до около 45 фунтов/куб.фут (около 720 кг/м3), от около 15 фунтов/куб.фут (около 240 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от около 15 фунтов/куб.фут (около 240 кг/м3) до около 35 фунтов/куб.фут (около 560 кг/м3), от около 15 фунтов/куб.фут (около 240 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от около 15 фунтов/куб.фут (около 240 кг/м3) до около 25 фунтов/куб.фут (около 400 кг/м3), от около 15 фунтов/куб.фут (около 240 кг/м3) до 20 фунтов/куб.фут (около 320 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 50 фунтов/куб.фут (около 800 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 45 фунтов/куб.фут (около 720 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 35 фунтов/куб.фут (около 560 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3), от 20 фунтов/куб.фут (320 кг/м3) до около 25 фунтов/куб.фут (около 400 кг/м3), от около 25 фунтов/куб.фут (около 400 кг/м3) до около 35 фунтов/куб.фут (около 560 кг/м3), от около 25 фунтов/куб.фут (около 400 кг/м3) до около 30 фунтов/куб.фут (около 480 кг/м3) и т.д.
[0083] Концентрированный слой может иметь любую подходящую плотность в сухом состоянии чтобы соответствовать желаемым параметрам вариантов осуществления изобретения, описанных в данном документе. В некоторых вариантах осуществления изобретения концентрированный слой имеет плотность в сухом состоянии от около 28 фунтов/куб.фут (около 450 кг/м3) до около 70 фунтов/куб.фут (около 1120 кг/м3), например, от около 28 фунтов/куб.фут (около 450 кг/м3) до около 65 фунтов/куб.фут (около 1040 кг/м3), от около 28 фунтов/куб.фут (около 450 кг/м3) до около 60 фунтов/куб.фут (около 960 кг/м3), от около 28 фунтов/куб.фут (около 450 кг/м3) до около 55 фунтов/куб.фут (около 880 кг/м3), от около 28 фунтов/куб.фут (около 450 кг/м3) до около 50 фунтов/куб.фут (около 800 кг/м3), от около 28 фунтов/куб.фут (около 450 кг/м3) до около 45 фунтов/куб.фут (около 720 кг/м3), от около 28 фунтов/куб.фут (около 450 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от около 28 фунтов/куб.фут (около 450 кг/м3) до около 35 фунтов/куб.фут (около 560 кг/м3), от около 34 фунтов/куб.фут (около 545 кг/м3) до около 70 фунтов/куб.фут (около 1120 кг/м3), от около 34 фунтов/куб.фут (около 545 кг/м3) до около 65 фунтов/куб.фут (около 1040 кг/м3), от около 34 фунтов/куб.фут (около 545 кг/м3) до около 60 фунтов/куб.фут (около 960 кг/м3), от около 34 фунтов/куб.фут (около 545 кг/м3) до около 55 фунтов/куб.фут (около 880 кг/м3), от около 34 фунтов/куб.фут (около 545 кг/м3) до около 50 фунтов/куб.фут (около 800 кг/м3), от около 34 фунтов/куб.фут (около 545 кг/м3) до около 45 фунтов/куб.фут (около 720 кг/м3), от около 34 фунтов/куб.фут (около 545 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от около 38 фунтов/куб.фут (около 610 кг/м3) до около 70 фунтов/куб.фут (около 1120 кг/м3), от около 38 фунтов/куб.фут (около 610 кг/м3) до около 65 фунтов/куб.фут (около 1040 кг/м3), от около 38 фунтов/куб.фут (около 610 кг/м3) до около 60 фунтов/куб.фут (около 960 кг/м3), от около 38 фунтов/куб.фут (около 610 кг/м3) до около 55 фунтов/куб.фут (около 880 кг/м3), от около 38 фунтов/куб.фут (около 610 кг/м3) до около 50 фунтов/куб.фут (около 800 кг/м3), от около 38 фунтов/куб.фут (около 610 кг/м3) до около 45 фунтов/куб.фут (около 720 кг/м3), от около 40 фунтов/куб.фут (около 640 кг/м3) до около 70 фунтов/куб.фут (около 1120 кг/м3), от около 40 фунтов/куб.фут (около 640 кг/м3) до около 65 фунтов/куб.фут (около 1040 кг/м3), от около 40 фунтов/куб.фут (около 640 кг/м3) до около 60 фунтов/куб.фут (около 960 кг/м3), от около 40 фунтов/куб.фут (около 640 кг/м3) до около 55 фунтов/куб.фут (около 880 кг/м3), от около 40 фунтов/куб.фут (около 640 кг/м3) до около 50 фунтов/куб.фут (около 800 кг/м3), от около 40 фунтов/куб.фут (около 640 кг/м3) до около 45 фунтов/куб.фут (около 720 кг/м3), от около 36 фунтов/куб.фут (около 580 кг/м3) до около 38 фунтов/куб.фут (около 610 кг/м3) и т.д.
[0084] Концентрированный слой, как правило, имеет значение жесткости в сухом состоянии которое больше, чем значение жесткости сердечника плиты в сухом состоянии. Как было отмечено, в настоящем документе модуль упругости Юнга может быть использован в качестве меры жесткости в сухом состоянии. В некоторых вариантах осуществления изобретения сухой концентрированный слой имеет модуль Юнга, который по меньшей мере приблизительно в 1,5 раза выше, чем модуль Юнга сердечника плиты, например, в 2 раза выше, чем модуль Юнга сердечника плиты, например, от приблизительно в 2 раза до приблизительно в 10 раз, от приблизительно в 2 раза до приблизительно в 8 раз, от приблизительно в 2 раза до приблизительно в 6 раз, от приблизительно в 2 раза до приблизительно в 4 раз, от приблизительно в 3 раза до приблизительно в 10 раз, от приблизительно в 3 раза до приблизительно в 8 раз, от приблизительно в 3 раза до приблизительно в 6 раз, от приблизительно в 3 раза до приблизительно в 5 раз, от приблизительно в 4 раза до приблизительно в 10 раз, от приблизительно в 4 раза до приблизительно в 8 раз, от приблизительно в 4 раза до приблизительно в 6 раз, от приблизительно в 5 раз до приблизительно в 10 раз, от приблизительно в 5 раз до приблизительно в 8 раз, от приблизительно в 6 раз до приблизительно в 10 раз, от приблизительно в 6 раз до приблизительно в 8 раз и т.д. В некоторых вариантах осуществления изобретения концентрированный слой имеет значение жесткости, которое ближе к значению жесткости верхнего и/или нижнего покрывающего листа, чем к жесткости сердечника плиты, если каждое значение жесткости измерено в соответствии с модулем Юнга. В некоторых вариантах осуществления изобретения концентрированный слой имеет значение жесткости в соответствии с модулем Юнга, которое составляет от около 0,1 до около 0,5 модуля Юнга для по меньшей мере одного из покрывающих листов.
Покрывающие листы
[0085] Покрывающие листы могут быть любой подходящей формы. Следует понимать, что по отношению к покрывающим листам термины «лицевой» и «верхний» листы используют взаимозаменяемо в данном документе, при этом термины «изнаночный» и «нижний» также используют взаимозаменяемо в данном документе. Например, покрывающие листы могут содержать целлюлозные волокна, стекловолокна, керамические волокна, минеральную вату или комбинацию вышеупомянутых материалов. Один или оба листа могут содержать отдельные листы или несколько листов. В предпочтительных вариантах осуществления изобретения покрывающие листы содержат целлюлозные волокна. Такой бумажный лист, как, например, бумага Manila или крафт-бумага, может служить в качестве изнаночного листа. Для покрывающих листов применяют бумагу Manila 7-слойную и News-Line 3-слойную или 7-слойную, коммерчески доступную от United States Gypsum Corporation, Chicago, IL.; Grey-Back 3-слойную и Manila Ivory 3-слойную, коммерчески доступную от International Paper, Newport, IN; и плотную бумагу Manila и бумагу (высокой прочности) МН Manila НТ, коммерчески доступную от United States Gypsum Corporation, Chicago, IL. Типовой бумагой для покрывающих листов является 5-слойная NewsLine. В некоторых вариантах осуществления изобретения изнаночный лист может определять, необязательно, перфорационные отверстия, например, штыревые отверстия. Такие перфорационные отверстия помогают при сушке в печи, обеспечивая выход для любого пара, образующегося во процессе нагрева.
[0086] Кроме того, бумага (например, целлюлозная) может содержать любое другое вещество или комбинацию веществ. Например, один или оба листа, в частности, лицевой (верхний) лист может содержать поливиниловый спирт, борную кислоту или полифосфат, как описано в данном документе (например, триметафосфат натрия) для повышения прочности бумаги. В некоторых вариантах осуществления изобретения бумага может контактировать с раствором одного или большего количества из: поливинилового спирта, борной кислоты и/или полифосфата таким образом, что бумага по меньшей мере частично смачивается. В некоторых вариантах осуществления изобретения бумага может быть по меньшей мере частично насыщенной. В некоторых вариантах осуществления изобретения поливиниловый спирт, борная кислота и/или полифосфат могут проникать в волокна бумаги. Раствор поливинилового спирта, борная кислота и/или полифосфат может быть в любом подходящем количестве и может быть применен любым подходящим способом, известным в данной области техники. Например, раствор может быть в виде от около 1% до около 5% твердых веществ по массе в воде каждого ингредиента, присутствующего из: поливинилового спирта, борной кислоты и/или полифосфата, который может быть добавлен в один раствор или, по желанию, в некоторое количество растворов.
[0087] В некоторых вариантах осуществления изобретения один или оба листа могут содержать стекловолокна, керамические волокна, минеральную вату или комбинацию вышеупомянутых материалов. Один или оба листа в соответствии с настоящим раскрытием могут быть в целом гидрофильными, это означает, что лист по меньшей мере частично способен адсорбировать молекулы воды на поверхости листа и/или абсорбировать молекулы воды в лист.
[0088] В других вариантах осуществления изобретения покрывающие листы могут «по существу не содержать» стекловолокон, керамических волокон, минеральной ваты или смеси вышеуказанных, это означает, что покрывающие листы содержат (i) 0% мас. исходя из веса листа либо не содержат стекловолокон, керамических волокон, минеральной ваты или смеси вышеуказанных, или содержат (ii) малоэффективное или (iii) незначительное количество стекловолокон, керамических волокон, минеральной ваты или смеси вышеуказанных. Примером малоэффективного количества является количество ниже порогового уровня для достижения намеченной цели применения стекловолокон, керамических волокон, минеральной ваты или смеси вышеуказанных, как это будет очевидно для специалистов в данной области техники. Незначительное количество может составлять, например, ниже около 5% мас., например, ниже около 2% мас., ниже около 1% мас., ниже около 0,5% мас., ниже около 0,2% мас., ниже около 0,1% мас. или ниже около 0,01% мас. исходя из веса штукатурного гипса, как это будет очевидно для специалистов в данной области техники. Однако, по желанию, в альтернативных вариантах осуществления изобретения такие ингредиенты могут содержаться в покрывающих листах.
[0089] В некоторых вариантах осуществления изобретения теплопроводность верхнего и/или нижнего листа составляет менее чем около 0,1 Вт/(м⋅К). Например, теплопроводность верхнего и/или нижнего листа составляет менее чем около 0,05 Вт/(м⋅К).
[0090] По желанию, в некоторых вариантах осуществления изобретения один или оба покрывающих листа могут, необязательно, содержать любое подходящие количество неорганического соединения или смеси неорганических соединений, которые в достаточной степени придают дополнительную огнестойкость, если преследуют цель получить такие характеристики. Примеры подходящих неорганических соединений включают тригидрат алюминия и гидроксид магния. Например, покрывающие листы могут содержать любое неорганическое соединение или смесь неорганических соединений с высоким содержанием кристаллизованной воды или любое соединение, которое выделяет воду при нагревании. В некоторых вариантах осуществления изобретения количество неорганического соединения или общая смесь неорганических соединений в листе находится в диапазоне от около 0,1% до около 30% по массе листа. Неорганическое соединение или неорганические соединения, применяемые в листе, могут быть любого подходящего размера частиц или подходящего распределения частиц по размерам.
[0091] Тригидрат алюминия (АТН), также известный как тригидрат оксида алюминия и гидратированный оксид алюминия, может повысить огнестойкость за счет содержания в нем кристаллизованной или сопряженной воды. В некоторых вариантах осуществления изобретения АТН может быть добавлен в количестве от около 5% до около 30% по общей массе листа. АТН, как правило, очень устойчив при комнатной температуре. При температурах выше около 180°С и 205°С АТН, как правило, подвергается эндотермическому разложению с высвобождением водяного пара. Теплота разложения для таких добавок АТН составляет более чем около 1000 Джоулей на грамм, а в одном из вариантов осуществления изобретения составляет около 1170 Джоулей на грамм. Не привязываясь к теории есть основания полагать, что добавка АТН разлагается, чтобы высвободить приблизительно 35% воды кристаллизации в виде водяного пара при нагревании выше 205°С согласно следующему уравнению: Al(ОН)3→Al2O3+3Н2О.
[0092] Покрывающий лист, содержащий неорганические частицы с высоким содержанием воды, например, АТН, может повысить огнестойкость композитной плиты. Неорганическое соединение или смесь соединений содержится в листе в некоторых вариантах осуществления изобретения. Покрывающий лист, например, бумага, содержащий АТН, может быть изготовлен посредством стадии, в которой сначала разбавляют целлюлозное волокно в воде при степени густоты около 1%, затем смешивают с частицами АТН с заданными коэффициентами соотношения. Смесь могут вылить в форму, нижняя часть которой может иметь проволочную сетку для слива воды. После дренажа волокно и частицы АТН удерживаются на сетке. Влажный лист может быть перенесен на промокательную бумагу и высушен при температуре около 200-360°F (93-182°С).
[0093] В некоторых вариантах осуществления изобретения, как описано для включения в состав покрывающего листа или в состав суспензии штукатурного гипса, например, частицы АТН менее чем около 20 мкм являются предпочтительными, но можно применять любой подходящий источник или марку АТН. Например, АТН может быть получен от частных поставщиков, например, Huber, под торговыми марками SB 432 (10 мкм) или Hydral® 710 (1 мкм).
[0094] В некоторых вариантах осуществления изобретения покрывающий лист может содержать гидроксид магния. В этих вариантах осуществления изобретения добавка гидроксид магния предпочтительно имеет теплоту разложения более чем около 1000 Джолулей на грамм, например, около 1350 Джолулей на грамм при от 180°С до 205°С или выше. В таких вариантах осуществления изобретения могут применять любой подходящий гидроксид магния, например, коммерчески доступный от частных поставщиков, включая Akrochem Corp. от Akron, Ohio.
[0095] В других вариантах осуществления изобретения покрывающие листы могут быть «по существу не содержащими» неорганических соединений, например, АТН, гидроксида магния или смеси вышеуказанных, это означает, что покрывающие листы содержат (i) 0% мас. исходя из веса листа либо не содержат таких неорганических соединений, например, АТН, гидроксида магния или смеси вышеуказанных, или содержат (ii) малоэффективное или (iii) незначительное количество неорганических соединений, например, АТН, гидроксида магния или смеси вышеуказанных. Примером малоэффективного количества является количество ниже порогового уровня для достижения намеченной цели применения неорганических соединений, например, АТН, гидроксида магния или смеси вышеуказанных, как это будет очевидно для специалистов в данной области техники. Незначительное количество может составлять, например, ниже около 5% мас., например, ниже около 2% мас., ниже около 1% мас., ниже около 0,5% мас., ниже около 0,1% мас., ниже около 0,05% мас., ниже около 0,01% мас. и т.д.
[0096] Покрывающие листы также могут иметь любую подходящую общую толщину. В некоторых вариантах осуществления изобретения по меньшей мере один из покрывающих листов имеет относительно высокую толщину, например, толщину по меньшей мере около 0,014 дюйма (около 0,036 см). В некоторых вариантах осуществления изобретения предпочтительно, чтобы толщина была даже большей, например, по меньшей мере около 0,015 дюйма (около 0,038 см), по меньшей мере около 0,016 дюйма (около 0,041 см), по меньшей мере около 0,017 дюйма (около 0,043 см), по меньшей мере около 0,018 дюйма (около 0,046 см), по меньшей мере около 0,019 дюйма (около 0,048 см), по меньшей мере около 0,020 дюйма (около 0,051 см), по меньшей мере около 0,021 дюйма (около 0,053 см), по меньшей мере около 0,022 дюйма (около 0,056 см) или по меньшей мере около 0,023 дюйма (около 0,058 см). Может быть принята любая подходящая верхняя граница этих диапазонов, например, верхний край диапазона составляет около 0,030 дюйма (около 0,076 см), около 0,027 дюйма (около 0,069 см), около 0,025 дюйма (около 0,064 см), около 0,024 дюйма (около 0,061 см), около 0,023 дюйма (около 0,058 см), около 0,022 дюйма (около 0,056 см), около 0,021 дюйма (около 0,053 см), около 0,020 дюйма (около 0,051 см), около 0,019 дюйма (около 0,048 см), около 0,018 дюйма (около 0,046 см) и т.д. Общая толщина листа относится к суммарной толщине каждого листа, прикрепленного к гипсовой плите.
[0097] Покрывающие листы могут иметь любую подходящую плотность. В некоторых вариантах осуществления изобретения по меньшей мере один из покрывающих листов, например, верхний (лицевой) покрывающий лист, имеет плотность, которая равна или больше, чем плотность концентрированного слоя. Например, в некоторых вариантах осуществления изобретения по меньшей мере один или оба из покрывающих листов имеют плотность по меньшей мере около 36 фунтов/куб.фут (около 580 кг/м3), например, от около 36 фунтов/куб.фут (около 580 кг/м3)до около 46 фунтов/куб.фут (около 740 кг/м3), например, от около 36 фунтов/куб.фут (около 580 кг/м3) до около 44 фунтов/куб.фут (около 705 кг/м3), от около 36 фунтов/куб.фут (около 580 кг/м3) до около 42 фунтов/куб.фут (около 670 кг/м3), от около 36 фунтов/куб.фут (около 580 кг/м3) до около 40 фунтов/куб.фут (около 640 кг/м3), от около 38 фунтов/куб.фут (около 610 кг/м3) до около 46 фунтов/куб.фут (около 740 кг/м3), от около 38 фунтов/куб.фут (около 610 кг/м3) до около 44 фунтов/куб.фут (около 705 кг/м3), от около 38 фунтов/куб.фут (около 610 кг/м3) до около 42 фунтов/куб.фут (около 670 кг/м3) т.д.
[0098] Покрывающий лист может иметь любой подходящий вес. Например, в некоторых вариантах осуществления изобретения могут быть применимы покрывающие листы с более низким весом основы (например, сформированные из бумаги), например, по меньшей мере около 33 фунтов/1000 кв.футов плиты (около 160 г/м2), например, от около 33 фунтов/1000 кв.футов плиты (около 160 г/м2) до около 65 фунтов/1000 кв.футов плиты (около 320 г/м2), от около 33 фунтов/1000 кв.футов плиты (около 160 г/м2) до около 60 фунтов/1000 кв.футов плиты (около 290 г/м2), 33 фунтов/1000 кв.футов плиты (около 160 г/м2) до около 58 фунтов/1000 кв.футов плиты (около 280 г/м2), от около 33 фунтов/1000 кв.футов плиты (около 160 г/м2) до около 55 фунтов/1000 кв.футов плиты (около 270 г/м2), от около 33 фунтов/1000 кв.футов плиты (около 160 г/м2) до около 50 фунтов/1000 кв.футов плиты (около 240 г/м2), от около 33 фунтов/1000 кв.футов плиты (около 160 г/м2) до около 45 фунтов/1000 кв.футов плиты (около 220 г/м2) и т.д или менее чем около 45 фунтов/1000 кв.футов плиты (около 220 г/м2). В других вариантах осуществления изобретения один или оба покрывающих листа имеют вес основы от около 38 фунтов/1000 кв.футов плиты (около 190 г/м2) до около 65 фунтов/1000 кв.футов плиты (около 320 г/м2), от около 38 фунтов/1000 кв.футов плиты (около 190 г/м2) до около 60 фунтов/1000 кв.футов плиты (около 290 г/м2), от около 38 фунтов/1000 кв.футов плиты (около 190 г/м2) до около 58 фунтов/1000 кв.футов плиты, от около 38 фунтов/1000 кв.футов плиты (около 190 г/м2) до около 55 фунтов/1000 кв.футов плиты (около 270 г/м2), от около 38 фунтов/1000 кв.футов плиты (около 190 г/м2) до около 50 фунтов/1000 кв.футов плиты (около 240 г/м2), или от около 38 фунтов/1000 кв.футов плиты (около 190 г/м2) до около 45 фунтов/1000 кв.футов плиты (около 220 г/м2).
[0099] Однако, по желанию, в некоторых вариантах осуществления изобретения можно применять основы с даже более тяжелым весом, например, для дополнительного улучшения сопротивления протаскиванию гвоздя или улучшения обработки, например, чтобы способствовать осуществлению желаемых характеристик «на ощупь» для конечного пользователя. Таким образом, один или оба из покрывающих листов может иметь вес основы, например, по меньшей мере около 45 фунтов/1000 кв.футов плиты (около 220 г/м2) (например, от около 45 фунтов/1000 кв.футов плиты (около 220 г/м2) до около 65 фунтов/1000 кв.футов плиты (около 320 г/м2), от около 45 фунтов/1000 кв.футов плиты (около 220 г/м2) до около 60 фунтов/1000 кв.футов плиты (около 290 г/м2), от около 45 фунтов/1000 кв.футов плиты (около 220 г/м2) до около 55 фунтов/1000 кв.футов плиты (около 270 г/м2), от около 50 фунтов/1000 кв.футов плиты (около 240 г/м2) до около 65 фунтов/1000 кв.футов плиты (около 320 г/м2), от около 50 фунтов/1000 кв.футов плиты (около 240 г/м2) до около 60 фунтов/1000 кв.футов плиты (около 290 г/м2), и т.д.). По желанию, в некоторых вариантах осуществления изобретения один покрывающий лист (например, «лицевая поверхность» бумаги при установке) может иметь вышеупомянутый более высокий вес основы, например, для улучшения сопротивлению протаскиванию гвоздя и обработки, при этом другой покрывающий лист (например, «изнаночный» лист при установке плиты) может иметь несколько более низкий вес основы по желанию (например, вес основы менее чем около 45 фунтов/1000 кв.футов плиты (около 220 г/м2), например, от около 33 фунтов/1000 кв.футов плиты (около 160 г/м2) до около 45 фунтов/1000 кв.футов плиты (около 220 г/м2) или от около 33 фунтов/1000 кв.футов плиты (около 160 г/м2) до около 40 фунтов/1000 кв.футов плиты (около 195 г/м2)).
Усиливающая добавка
[00100] Усиливающая добавка обеспечивает желаемые прочностные характеристики. В предпочтительных вариантах осуществления изобретения усиливающая добавка является более концентрированной в суспензии концентрированного слоя, чем в суспензии сердечника плиты (и/или в результирующих слоях изготовленной плиты), как описано в данном документе. Примеры подходящих усиливающих добавок, помогающих обеспечить прочность, включают, например, крахмал, поливиниловый спирт, борную кислоту, гипсовый цемент, наноцеллюлозу, микроцеллюлозу или любую комбинацию вышеуказанных. В данном документе термин «усиливающая добавка» используется в единственном числе для удобства, но его следует понимать, как охватывающий множественное число, т.е. более чем одна усиливающая добавка в комбинации, как без труда поймет специалист в данной области техники. Таким образом, усиливающая добавка может содержать один или более из указанных: крахмал, поливиниловый спирт, борную кислоту, гипсовый цемент, наноцеллюлозу и/или микроцеллюлозу.
[00101] В некоторых вариантах осуществления изобретения усиливающая добавка содержит ингредиент, например, крахмал, который является эффективным для повышения прочности в сухом состоянии композитной гипсовой плиты по сравнению с прочностью композитной плиты без указанного ингредиента, например, крахмала (например, через повышенную прочность при сжатии, сопротивление протаскиванию гвоздя, прочность при изгибе, твердость сердцевины или другой параметр прочности). Что касается крахмала, то можно применять любой подходящий усиливающий прочность крахмал, включая гидроксиалкилированные крахмаллы, например, гидроксиэтилированный или гидроксипропилированный крахмал или комбинацию вышеуказанных, сырые крахмалы или прежелатинизированные крахмалы, которые, как правило, предпочтительны по сравнению с кислотно-модифицированными мигрирующими крахмалами, которые, как правило, обеспечивают улучшение связи бумага-сердечник, но не повышают прочность сердечника. Однако в некоторых вариантах осуществления изобретения, по желанию, кислотно-модифицированный мигрирующий крахмал может быть включен вместе с усиливающей добавкой.
[0100] Крахмал может быть приготовленным или сырым. Сырые крахмалы характеризуются как нерастворимые в холодной воде и имеющие полукристаллическую структуру. Как правило, сырые крахмалы получают посредством мокрого измельчения и не модифицируют посредством нагревания влажного крахмала, как в случае приготовленных крахмалов. Приготовленные крахмалы характеризуются как растворимые в холодной воде и имеющие некристаллическую структуру. Приготовленные крахмалы приготавливают посредством нагревания влажного крахмала, также они могут быть приготовлены, например, методами экструзии. Ознакомьтесь, например, с совместно рассматриваемыми патентными заявками США 14/494547; 14/044582; и 13/835002, включенными посредством ссылки, в которых описаны методы экструзии.
[0101] Приготовленные крахмалы иногда называют прежелатинизированными крахмалами, потому что кристаллическая структура гранул крахмала расплавляется, что приводит к желатинизации крахмала, которая характеризуется исчезновением двойного лучепреломления под микроскопом с поляризованным светом. Предпочтительные крахмалы, приготовленные либо сырые, отличаются от кислотно-модифицированных мигрирующих крахмалов, которые не придают таких же прочностных характеристик и применяются в данной области техники для улучшения связи между бумагой и сердечником, поскольку они мигрируют к границе раздела бумага-сердечник из-за их меньших длин цепи. Кислотно-модифицированные мигрирующие крахмалы имеют минимальную молекулярную массу, как правило, ниже около 6000 Дальтон. В некоторых вариантах осуществления изобретения предпочтительные крахмалы в соответствии с вариантами осуществления настоящего раскрытия имеют более высокие молекулярные массы, например, по меньшей мере около 30000 Дальтон.
[0102] Например, в некоторых вариантах осуществления изобретения крахмал, добавляемый к суспензии концентрированного слоя, может иметь молекулярный вес от около 30000 Дальтон до около 150000000 Дальтон, например, от около 30000 Дальтон до около 150000000 Дальтон, от около 30000 Дальтон до около 100000000 Дальтон, от около 30000 Дальтон до около 50000000 Дальтон, от около 30000 Дальтон до около 10000000 Дальтон, от около 30000 Дальтон до около 5000000 Дальтон, от около 30000 Дальтон до около 1000000 Дальтон, от около 30000 Дальтон до около 500000 Дальтон, от около 30000 Дальтон до около 100000 Дальтон, от около 50000 Дальтон до около 150000000 Дальтон, от около 50000 Дальтон до около 100000000 Дальтон, от около 50000 Дальтон до около 50000000 Дальтон, от около 50000 Дальтон до около 10000000 Дальтон, от около 50000 Дальтон до около 5000000 Дальтон, от около 50000 Дальтон до около 1000000 Дальтон, от около 50000 Дальтон до около 500000 Дальтон, от около 50000 Дальтон до около 100000 Дальтон, от около 100000 Дальтон до около 150000000 Дальтон, от около 100000 Дальтон до около 100000000 Дальтон, от около 100000 Дальтон до около 50000000 Дальтон, от около 100000 Дальтон до около 10000000 Дальтон, от около 100000 Дальтон до около 5000000 Дальтон, от около 100000 Дальтон до около 1000000 Дальтон, от около 100000 Дальтон до около 500000 Дальтон, или от около 100000 Дальтон до около 100000 Дальтон и т.д.
[0103] Свойства сырых крахмалов включают в себя низкую вязкость в холодной воде (т.е. при температуре 77°F (25°С)), при этом свойства прежелатинизированных крахмалов включают в себя мгновенную высокую вязкость в холодной воде. Сырые крахмалы склонны иметь вязкость около 10 сантипуаз или менее в холодной воде (например, от около 1 сантипуаз до около 10 сантипуаз, например, от около 3 сантипуаз до около 7 сантипуаз), как измерено согласно модифицированному методу быстрого анализа вязкости. Метод быстрого анализа вязкости изложен в тексте документа Deffenbaugh, L.B. и Walker, С.Е., «Comparison of Starch Pasting Properties in the Brabender Viscoamylograph and the Rapid Visco-Analyzer», Cereal Chemistry, Том 66, №6, стр. 493-499 (1989) и модифицирован как определено в данном документе в отношении подготовки образцов и программы испытаний следующим образом. Крахмал (20 г, сухой) добавляют в воду (180 г) в блендере Waring (модель 31BL92) при перемешивании на низкой скорости в течение 15 секунд. Раствор крахмала (28 г) взвешивают в мерной чашке. Скорость лопастей быстрого анализатора вязкости устанавливают на 160 об/мин. Задают программу испытаний с начальной температурой 25°С в течение 10 мин. Нагревают до 93°С со скоростью нагревания 15°С/мин. Удерживают температуру при 93°С в течение 5 мин. Охлаждают до 50°С со скоростью охлаждения -15°С/мин; и удерживают при 50°С в течение 1 мин. Значение вязкости, измеренное через 30 секунд, используют в качестве вязкости крахмала.
[0104] Прежелатинизированные крахмалы имеют «мгновенную» высокую вязкость в холодной воде, потому что крахмал имеет тенденцию мгновенно растворяться в воде. Приготовленные или прежелатинизированные крахмалы склонны к вязкости в холодной воде по меньшей мере около 100 сантипуаз (например, от около 50 сантипуаз до около 1000 сантипуаз, например, от около 350 сантипуаз до около 1000 сантипуаз), как измерено согласно модифицированному методу быстрого анализа вязкости.
[0105] В некоторых вариантах осуществления изобретения выбраны сырые крахмалы, потому что они легко смешиваются с водой. Это связано с их низкой вязкостью в воде. Прежелатинизированные крахмалы иногда могут вызывать «рыбий глаз», который является состоянием, которое характеризуется одним или несколькими крупными комками, которые образуются в водном растворе в процессе смешивания. При этом не привязываясь к какой-либо конкретной теории полагают, что причиной крупных комков в процессе смешивания является быстрая абсорбция воды крахмалом с образованием вязкой пленки на поверхности комка, которая предотвращает проникновение воды в комок. Есть основания полагать, что с сырыми крахмалами можно избежать состояния «рыбьего глаза» из-за их нерастворимости в холодной воде, что приводит к отделению крахмальных гранул. Однако, следует понимать, что прежелатинизированные крахмалы можно применять в соответствии с вариантами осуществления настоящего раскрытия, поскольку они желательны для воздействия на функциональные группы, что позволяет образовывать водородные связи между крахмалом и кристаллами гипса.
[0106] Примеры подходящих сырых крахмалов включают, но не ограничиваются только ими, один или более из: натуральные зерновые крахмалы, натуральные корневые крахмалы, натуральные клубневые крахмалы и/или химически модифицированные крахмалы, с конкретными характерными примерами, включая, например, кукурузный крахмал (в нормальных условиях, восковой и/или высокоамилозный), пшеничный крахмал типа А, пшеничный крахмал типа В, гороховый крахмал, модифицированные кислотой крахмалы с молекулярной массой по меньшей мере около 30000 Дальтон, замещенные крахмалы с замещенными группами (например, ацетатной, фосфатной, гидроксиэтильной, гидроксипропильной) на гидроксильные группы крахмала или любая комбинация вышеуказанных. В некоторых вариантах осуществления изобретения сырой крахмал исключает гороховый крахмал.
[0107] Любой подходящий прежелатинизированный крахмал может содержаться в усиливающей добавке, как описано в документах US 2014/0113124 А1 и US 2015/0010767-А1, включающих способы их приготовления и желаемые диапазоны вязкости, описанные в данном документе. Если содержится, то прежелатинизированный крахмал может обладать любой подходящей вязкостью. В некоторых вариантах осуществления изобретения прежелатинизированный крахмал представляет собой крахмал средней вязкости, измеренной согласно способу VMA, известному в данной области техники и изложенному, например, в документе US 2014/0113124 А1, описание способа VMA которого включено в данный документ посредством ссылки.
[0108] Желательные прежелатинизированные крахмалы в соответствии с некоторыми вариантами осуществления изобретения могут иметь среднюю вязкость, например, измеренную в 15% мас.. растворе крахмала в воде, от около 20 сантипуаз до около 700 сантипуаз, например, от около от около 20 сантипуаз до около 600 сантипуаз, от около 20 сантипуаз до около 500 сантипуаз, от около 20 сантипуаз до около 400 сантипуаз, от около 20 сантипуаз до около 300 сантипуаз, от около 20 сантипуаз до около 200 сантипуаз, от около 20 сантипуаз до около 100 сантипуаз, от около 30 сантипуаз до около 700 сантипуаз, от около 30 сантипуаз до около 600 сантипуаз, от около 30 сантипуаз до около 500 сантипуаз, от около 30 сантипуаз до около 400 сантипуаз, от около 30 сантипуаз до около 300 сантипуаз, от около 30 сантипуаз до около 200 сантипуаз, от около 30 сантипуаз до около 100 сантипуаз, от около 50 сантипуаз до около 700 сантипуаз, от около 50 сантипуаз до около 600 сантипуаз, от около 50 сантипуаз до около 500 сантипуаз, от около 50 сантипуаз до около 400 сантипуаз, от около 50 сантипуаз до около 300 сантипуаз, от около 50 сантипуаз до около 200 сантипуаз, от около 50 сантипуаз до около 100 сантипуаз, от около 70 сантипуаз до около 700 сантипуаз, от около 70 сантипуаз до около 600 сантипуаз, от около 70 сантипуаз до около 500 сантипуаз, от около 70 сантипуаз до около 400 сантипуаз, от около 70 сантипуаз до около 300 сантипуаз, от около 70 сантипуаз до около 200 сантипуаз, от около 70 сантипуаз до около 100 сантипуаз, от около 100 сантипуаз до около 700 сантипуаз, от около 100 сантипуаз до около 600 сантипуаз, от около 100 сантипуаз до около 500 сантипуаз, от около 100 сантипуаз до около 400 сантипуаз, от около 100 сантипуаз до около 300 сантипуаз, от около 100 сантипуаз до около 200 сантипуаз и т.д.
[0109] В соответствии с некоторыми вариантами осуществления изобретения прежелатинизированный крахмал может быть приготовлен как экструдированный крахмал, например, когда крахмал приготавливают посредством прежелатинизации и кислотной модификации в одну стадию в экструдере, как описано в документе US 2015/0010767-А1, описание способа экструзии которого включено в данный документ посредством ссылки. Кратко, можно применять любой подходящий экструдер, например, одношнековый экструдер (например, Advantage 50, коммерчески доступный от компании American Extrusion International, которая находится в South Beloit, IL) или двухшнековый экструдер (например, Wenger ТХ52 коммерчески доступный от компании Wenger, которая находится в Sabetha, KS). В целом, в некоторых вариантах осуществления изобретения смешивают и подают в экструдер: (а) прекурсор прежелатинизированного крахмала, т.е. непрежелатинизированный крахмал, (b) кислоту в виде слабой кислоты, которая по существу устраняет хелатирование ионов кальция, и/или сильную кислоту в небольшом количестве, и (с) воду. В некоторых вариантах осуществления изобретения в экструдер могут добавлять дополнительную воду. В некоторых вариантах осуществления изобретения, например, подходящей слабой кислотой для применения при приготовлении влажного крахмала является сульфат алюминия (квасцы), поскольку он по существу устраняет хелатирование ионов кальция.
[0110] Например, в некоторых вариантах осуществления изобретения слабая кислота содержится в количестве от около 0,5% мас. до около 5% мас., исходя из веса крахмала. Количество сильной кислоты относительно небольшое, например, около 0,05% мас. или менее по массе крахмала, например, от около 0,0001% мас. до около 0,05% мас. Количества сильной кислоты, применяемые в соответствии с некоторыми вариантами осуществления изобретения, значительно меньше, чем те, которые содержались в обычных системах, в которых использовалось, например, по меньшей мере около 2 г серной кислоты для 35 г крахмала. В некоторых вариантах осуществления изобретения сильная кислота в небольших количествах, как описано выше, можно применять в комбинации со слабой кислотой, которая не хелатирует ионы кальция, например, квасцами, как описано в данном документе.
[0111] При этом в экструдере, комбинацией нагревательных элементов и механических сдвиговых деформаций, расплавляют и предварительно же латинизируют крахмал, а слабая кислота частично гидролизует крахмал до желаемой молекулярной массы, выявляемой посредством вязкости, что желательно, как описано в данном документе. Например, влажный крахмал может быть предварительно желатинизирован и модифицирован кислотой в экструдере, имеющем матрицу, при температуре от около 150°С (около 300°F) до около 210°С (около 410°F). Давление внутри экструдера определяется исходным материалом для экструзии, влажностью, температурой матрицы и скоростью вращения шнека, что будет признано специалистами в данной области техники. Например, давление в экструдере может составлять по меньшей мере около 2000 фунтов/кв.дюйм (около 13800 кПа), например, от около 2000 фунтов/кв.дюйм до около 5000 фунтов/кв.дюйм (34500 кПа). Условия в экструдере, из-за механической энергии, также приводят к разрушению молекул крахмала, причем к такому же эффекту частично приводит модификация кислотой. Есть основания полагать, что поскольку условия в экструдере (например, высокая температура реакции и высокое давление) в соответствии с некоторыми вариантами осуществления изобретения облегчают эту химическую реакцию, можно использовать слабую кислоту и/или низкие количества сильной кислоты.
[0112] Растворимость в холодной воде относится к прежелатинизированному крахмалу, имеющему растворимость любого количества в воде при комнатной температуре (около 25°С). В некоторых вариантах осуществления изобретения прежелатинизированный крахмал является частично гидролизованным и может иметь желаемую растворимость в холодной воде от около 70% до около 100%, от около 75% до около 100%, от около 80% до около 100%, от около 85% до около 100%, от около 90% до около 100%, от около 95% до около 100%, от около 70% до около 99% и т.д., от около 75% до около 99%, от около 80% до около 99%, от около 85% до около 99%, от около 90% до около 99%, от около 95% до около 99%. В некоторых вариантах осуществления изобретения прежелатинизированный крахмал имеет вязкость в холодной воде (10% твердых веществ, 25°С) от около 10 BU до около 120 BU, измеренную согласно методу Брабендера, в котором вязкость измеряют с использованием вискозиметра C.W. Brabender, например, Viscograph-E, который использует реактивный крутящий момент для динамического измерения. Например, вязкость в холодной воде может составлять, например, от около 20 BU до около 110 BU, от около 30 BU до около 100 BU, от около 40 BU до около 90 BU, от около 50 BU до около 80 BU или от около 60 BU до около 70 BU. Следует отметить, что, как определено в данном документе, единицы Брабендера измеряют с использованием чашечки для образцов размером 16 жидких унций (около 500 куб.см), с 700 cmg картриджем при 75 об/мин. Специалист в данной области техники также легко поймет, что единицы Брабендера могут быть преобразованы в другие единицы измерения вязкости, например, сантипуазы (например, сПз=BU X 2,1, когда измерительным картриджем является 700 cmg картридж) или единицы Кребса.
[0113] В некоторых вариантах осуществления изобретения крахмал имеет вязкость в холодной воде 10% суспензии крахмала в воде, измеренную при 25°С, от около 60 сПз до около 160 сПз, как измерено с использованием вискозиметра Брукфилда с шпинделем №2 и при скорости вращения 30 об/мин. Например, вязкость в холодной воде 10% суспензии крахмала в воде, измеренная при 25°С, может составлять от около 60 сПз до около 150 сПз, от около 60 сПз до около 120 сПз, от около 60 сПз до около 100 сПз, от около 70 сПз до около 150 сПз, от около 70 сПз до около 120 сПз, от около 70 сПз до около 100 сПз, от около 80 сПз до около 150 сПз от около 80 сПз до около 120 сПз, от около 80 сПз до около 100 сПз, от около 90 сПз до около 150 сПз, от около 90 сПз до около 120 сПз, от около 100 сПз до около 150 сПз или от около 100 сПз до около 120 сПз.
[0114] Если содержится, то крахмал любого типа, описанного в данном документе, может присутствовать в качестве усиливающей добавки в любом подходящем количестве. В некоторых вариантах осуществления изобретения крахмал присутствует в концентрированном слое в количестве от около 5% до около 40% по массе штукатурного гипса, например, от около 5% до около 35% по массе штукатурного гипса, от около 5% до около 30% по массе штукатурного гипса, от около 5% до около 25%, от около 5% до около 20%, от около 5% до около 15%, от около 5% до около 10%, от около 10% до около 30%, от около 10% до около 25%, от около 10% до около 20%, от около 10% до около 15% и т.д. Крахмал может присутствовать в сердечнике плиты в количестве от около 0% до около 4% по массе штукатурного гипса, например, от около 0,1% до около 4% по массе штукатурного гипса, от около 0,1% до около 3% по массе штукатурного гипса, от около 0,1% до около 2% по массе штукатурного гипса, от около 0,1% до около 1% по массе штукатурного гипса, от около 1% до около 4% по массе штукатурного гипса, от около 1% до около 3% по массе штукатурного гипса, от около 1% до около 2% по массе штукатурного гипса и т.д.
[0115] В некоторых вариантах осуществления изобретения, с крахмалом или без него, усиливающая добавка может содержать поливиниловый спирт и/или борную кислоту для повышения прочности. В некоторых вариантах осуществления изобретения присутствуют все: поливиниловый спирт, борная кислота и крахмал. При этом, не привязываясь к теории, полагают, что борная кислота действует как сшиватель для поливинилового спирта и крахмала для дальнейшего улучшения крахмала. В некоторых вариантах осуществления изобретения концентрация поливинилового спирта и/или борной кислоты в концентрированном слое, как полагают, положительно влияет на прочность обклеечной бумаги; это может быть усугублено пропиткой обклеечной бумаги поливиниловым спиртом и/или борной кислотой, как описано в данном документе.
[0116] Если поливиниловый спирт и борная кислота содержатся, то они могут присутствовать в любых подходящих количествах. Например, в некоторых вариантах осуществления изобретения поливиниловый спирт может присутствовать в концентрированном слое в количестве от около 1% до около 5% по массе штукатурного гипса. Кроме того, поливиниловый спирт может присутствовать в сердечнике плиты в количестве от около 0% до около 1% по массе штукатурного гипса. Борная кислота может присутствовать в концентрированном слое в количестве от около 0,1% до около 1% по массе штукатурного гипса и может присутствовать в сердечнике плиты в количестве от около 0% до около 0,1% по массе штукатурного гипса.
[0117] В некоторых вариантах осуществления изобретения усиливающая добавка, необязательно, содержит наноцеллюлозу, микроцеллюлозу или любую комбинацию вышеуказанных в целях повышения прочности, например, сопротивления протаскиванию гвоздя или другого параметра прочности. Если наноцеллюлоза, микроцеллюлоза или их комбинация содержатся, то они могут присутствовать в любом подходящем количестве, например, в суспензии концентрированного слоя в количестве, например, от около 0,01% до около 2%, например, от около 0,05% до около 1% по массе штукатурного гипса и в суспензии сердечника плиты в количестве, например, от около 0% до около 0,5%, например, от 0% до около 0,01% по массе штукатурного гипса.
[0118] В некоторых вариантах осуществления изобретения усиливающая добавка может содержать гипсовый цемент в целях повышения прочности, например, сопротивления протаскиванию гвоздя или другого параметра прочности. Гипсовый цемент является необязательным и может присутствовать в любом подходящем количестве. Например, в некоторых вариантах осуществления изобретения он может содержаться в концентрированном слое в количестве от около 5% до около 30% по массе штукатурного гипса и может присутствовать в сердечнике плиты в количестве от около 0% до около 10% по массе штукатурного гипса.
Прочность плиты
[0119] В некоторых вариантах осуществления изобретения композитная плита, изготовленная в соответствии с раскрытием, соответствует протоколам испытаний согласно стандарту ASTM Standard С473-10. Например, в некоторых вариантах осуществления изобретения если плита отлита толщиной 1/2 дюйма (1,27 см), то сопротивление протаскиванию гвоздя сухой плиты составляет по меньшей мере около 65 фунт-силы (фунтов силы) (около 30 кгс), как определено согласно стандарту ASTM С473-10 (способ В), например, по меньшей мере около 68 фунт-силы (около 31 кгс), по меньшей мере около 70 фунт-силы (около 32 кгс), по меньшей мере около 72 фунт-силы (около 33 кгс), по меньшей мере около 74 фунт-силы (около 33,5 кгс), по меньшей мере около 75 фунт-силы (около 34 кгс), по меньшей мере около 76 фунт-силы (около 34,5 кгс), по меньшей мере около 77 фунт-силы (около 35 кгс) и т.д. В различных вариантах осуществления изобретения сопротивление протаскиванию гвоздя может составлять от около 65 фунт-силы (около 30 кгс) до около 100 фунт-силы (около 45 кгс), от около 65 фунт-силы (около 30 кгс) до около 95 фунт-силы (около 43 кгс), от около 65 фунт-силы (около 30 кгс) до около 90 фунт-силы (около 41 кгс), от около 65 фунт-силы (около 30 кгс) до около 85 фунт-силы (около 39 кгс), от около 65 фунт-силы (около 30 кгс) до около 80 фунт-силы (около 36 кгс), от около 65 фунт-силы (около 30 кгс) до около 75 фунт-силы (около 34 кгс), от около 68 фунт-силы (около 31 кгс) до около 100 фунт-силы (около 45 кгс), от около 68 фунт-силы (около 31 кгс) до около 95 фунт-силы (около 43 кгс), от около 68 фунт-силы (около 31 кгс) до около 90 фунт-силы (около 41 кгс), от около 68 фунт-силы (около 31 кгс) до около 85 фунт-силы (около 39 кгс), от около 68 фунт-силы (около 31 кгс) до около 80 фунт-силы (около 36 кгс), от около 70 фунт-силы (около 32 кгс) до около 100 фунт-силы (около 45 кгс), от около 70 фунт-силы (около 32 кгс) до около 95 фунт-силы (около 43 кгс), от около 70 фунт-силы (около 32 кгс) до около 90 фунт-силы (около 41 кгс), от около 70 фунт-силы (около 32 кгс) до около 85 фунт-силы (около 39 кгс), от около 70 фунт-силы (около 32 кгс) до около 80 фунт-силы (около 36 кгс), от около 72 фунт-силы (около 33 кгс) до около 100 фунт-силы (около 45 кгс), от около 72 фунт-силы (около 33 кгс) до около 95 фунт-силы (около 43 кгс), от около 72 фунт-силы (около 33 кгс) до около 90 фунт-силы (около 41 кгс), от около 72 фунт-силы (около 33 кгс) до около 85 фунт-силы (около 39 кгс), от около 72 фунт-силы (около 33 кгс) до около 80 фунт-силы (около 36 кгс), от около 72 фунт-силы (около 33 кгс) до около 77 фунт-силы (около 35 кгс), от около 72 фунт-силы (около 33 кгс) до около 75 фунт-силы (около 34 кгс), от около 75 фунт-силы (около 34 кгс) до около 100 фунт-силы (около 45 кгс), от около 75 фунт-силы (около 34 кгс) до около 95 фунт-силы (около 43 кгс), от около 75 фунт-силы (около 34 кгс) до около 90 фунт-силы (около 41 кгс), от около 75 фунт-силы (около 34 кгс) до около 85 фунт-силы (около 39 кгс), от около 75 фунт-силы (около 34 кгс) до около 80 фунт-силы (около 36 кгс), от около 75 фунт-силы (около 34 кгс) до около 77 фунт-силы (около 35 кгс), от около 77 фунт-силы (около 35 кгс) до около 100 фунт-силы (около 45 кгс), от около 77 фунт-силы (около 35 кгс) до около 95 фунт-силы (около 43 кгс), от около 77 фунт-силы (около 35 кгс) до около 90 фунт-силы (около 41 кгс), от около 77 фунт-силы (около 35 кгс) до около 85 фунт-силы (около 39 кгс) или от около 77 фунт-силы (около 35 кгс) до около 80 фунт-силы (около 36 кгс).
[0120] В некоторых вариантах осуществления изобретения плита может иметь среднюю твердость сердцевины по меньшей мере около 11 фунт-силы (около 5 кгс), например, по меньшей мере около 12 фунт-силы (около 5,4 кгс), по меньшей мере около 13 фунт-силы (около 6 кгс), по меньшей мере около 14 фунт-силы (около 6,4 кгс), по меньшей мере около 15 фунт-силы (около 6,8 кгс), по меньшей мере около 16 фунт-силы (около 7,3 кгс), по меньшей мере около 17 фунт-силы (около 7,7 кгс), по меньшей мере около 18 фунт-силы (около 8,2 кгс), по меньшей мере около 19 фунт-силы (около 8,6 кгс), по меньшей мере около 20 фунт-силы (около 9,1 кгс), по меньшей мере около 21 фунт-силы (около 9,5 кгс) или по меньшей мере около 22 фунт-силы (около 10 кгс), как определено согласно способу В стандарта ASTM С473-10. В некоторых вариантах осуществления изобретения плита может иметь твердость сердцевины от около 11 фунт-силы (около 5 кгс) до около 25 фунт-силы (около 11,3 кгс), например, от около 11 фунт-силы (около 5 кгс) до около 22 фунт-силы (около 10 кгс), от около 11 фунт-силы (около 5 кгс) до около 21 фунт-силы (около 9,5 кгс), от около 11 фунт-силы (около 5 кгс) до около 20 фунт-силы (около 9,1 кгс), от около 11 фунт-силы (около 5 кгс) до около 19 фунт-силы (около 8,6 кгс), от около 11 фунт-силы (около 5 кгс) до около 18 фунт-силы (около 8,2 кгс), от около 11 фунт-силы (около 5 кгс) до около 17 фунт-силы (около 7,7 кгс), от около 11 фунт-силы (около 5 кгс) до около 16 фунт-силы (около 7,3 кгс), от около 11 фунт-силы (около 5 кгс) до около 15 фунт-силы (около 6,8 кгс), от около 11 фунт-силы (около 5 кгс) до около 14 фунт-силы (около 6,4 кгс), от около 11 фунт-силы (около 5 кгс) до около 13 фунт-силы (около 6 кгс), от около 11 фунт-силы (около 5 кгс) до около 12 фунт-силы (около 5,4 кгс), от около 12 фунт-силы (около 5,4 кгс) до около 25 фунт-силы (около 11,3 кгс), от около 12 фунт-силы (около 5,4 кгс) до около 22 фунт-силы (около 10 кгс), от около 12 фунт-силы (около 5,4 кгс) до около 21 фунт-силы (около 9,5 кгс), от около 12 фунт-силы (около 5,4 кгс) до около 20 фунт-силы (около 9,1 кгс), от около 12 фунт-силы (около 5,4 кгс) до около 19 фунт-силы (около 8,6 кгс), от около 12 фунт-силы (около 5,4 кгс) до около 18 фунт-силы (около 8,2 кгс), от около 12 фунт-силы (около 5,4 кгс) до около 17 фунт-силы (около 7,7 кгс), от около 12 фунт-силы (около 5,4 кгс) до около 16 фунт-силы (около 7,3 кгс), от около 12 фунт-силы (около 5,4 кгс) до около 15 фунт-силы (около 6,8 кгс), от около 12 фунт-силы (около 5,4 кгс) до около 14 фунт-силы (около 6,4 кгс), от около 12 фунт-силы (около 5,4 кгс) до около 13 фунт-силы (около 6 кгс), от около 13 фунт-силы (около 6 кгс) до около 25 фунт-силы (около 11,3 кгс), от около 13 фунт-силы (около 6 кгс) до около 22 фунт-силы (около 10 кгс), от около 13 фунт-силы (около 6 кгс) до около 21 фунт-силы (около 9,5 кгс), от около 13 фунт-силы (около 6 кгс) до около 20 фунт-силы (около 9,1 кгс), от около 13 фунт-силы (около 6 кгс) до около 19 фунт-силы (около 8,6 кгс), от около 13 фунт-силы (около 6 кгс) до около 18 фунт-силы (около 8,2 кгс), от около 13 фунт-силы (около 6 кгс) до около 17 фунт-силы (около 7,7 кгс), от около 13 фунт-силы (около 6 кгс) до около 16 фунт-силы (около 7,3 кгс), от около 13 фунт-силы (около 6 кгс) до около 15 фунт-силы (около 6,8 кгс), от около 13 фунт-силы (около 6 кгс) до около 14 фунт-силы (около 6,4 кгс), от около 14 фунт-силы (около 6,4 кгс) до около 25 фунт-силы (около 11,3 кгс), от около 14 фунт-силы (около 6,4 кгс) до около 22 фунт-силы (около 10 кгс), от около 14 фунт-силы (около 6,4 кгс) до около 21 фунт-силы (около 9,5 кгс), от около 14 фунт-силы (около 6,4 кгс) до около 20 фунт-силы (около 9,1 кгс), от около 14 фунт-силы (около 6,4 кгс) до около 19 фунт-силы (около 8,6 кгс), от около 14 фунт-силы (около 6,4 кгс) до около 18 фунт-силы (около 8,2 кгс), от около 14 фунт-силы (около 6,4 кгс) до около 17 фунт-силы (около 7,7 кгс), от около 14 фунт-силы (около 6,4 кгс) до около 16 фунт-силы (около 7,3 кгс), от около 14 фунт-силы (около 6,4 кгс) до около 15 фунт-силы (около 6,8 кгс), от около 15 фунт-силы (около 6,8 кгс) до около 25 фунт-силы (около 11,3 кгс), от около 15 фунт-силы (около 6,8 кгс) до около 22 фунт-силы (около 10 кгс), от около 15 фунт-силы (около 6,8 кгс) до около 21 фунт-силы (около 9,5 кгс), от около 15 фунт-силы (около 6,8 кгс) до около 20 фунт-силы (около 9,1 кгс), от около 15 фунт-силы (около 6,8 кгс) до около 19 фунт-силы (около 8,6 кгс), от около 15 фунт-силы (около 6,8 кгс) до около 18 фунт-силы (около 8,2 кгс), от около 15 фунт-силы (около 6,8 кгс) до около 17 фунт-силы (около 7,7 кгс), от около 15 фунт-силы (около 6,8 кгс) до около 16 фунт-силы (около 7,3 кгс), от около 16 фунт-силы (около 7,3 кгс) до около 25 фунт-силы (около 11,3 кгс), от около 16 фунт-силы (около 7,3 кгс) до около 22 фунт-силы (около 10 кгс), от около 16 фунт-силы (около 7,3 кгс) до около 21 фунт-силы (около 9,5 кгс), от около 16 фунт-силы (около 7,3 кгс) до около 20 фунт-силы (около 9,1 кгс), от около 16 фунт-силы (около 7,3 кгс) до около 19 фунт-силы (около 8,6 кгс), от около 16 фунт-силы (около 7,3 кгс) до около 18 фунт-силы (около 8,2 кгс), от около 16 фунт-силы (около 7,3 кгс) до около 17 фунт-силы (около 7,7 кгс), от около 17 фунт-силы (около 7,7 кгс) до около 25 фунт-силы (около 11,3 кгс), от около 17 фунт-силы (около 7,7 кгс) до около 22 фунт-силы (около 10 кгс), от около 17 фунт-силы (около 7,7 кгс) до около 21 фунт-силы (около 9,5 кгс), от около 17 фунт-силы (около 7,7 кгс) до около 20 фунт-силы (около 9,1 кгс), от около 17 фунт-силы (около 7,7 кгс) до около 19 фунт-силы (около 8,6 кгс), от около 17 фунт-силы (около 7,7 кгс) до около 18 фунт-силы (около 8,2 кгс), от около 18 фунт-силы (около 8,2 кгс) до около 25 фунт-силы (около 11,3 кгс), от около 18 фунт-силы (около 8,2 кгс) до около 22 фунт-силы (около 10 кгс), от около 18 фунт-силы (около 8,2 кгс) до около 21 фунт-силы (около 9,5 кгс), от около 18 фунт-силы (около 8,2 кгс) до около 20 фунт-силы (около 9,1 кгс), от около 18 фунт-силы (около 8,2 кгс) до около 19 фунт-силы (около 8,6 кгс), от около 19 фунт-силы (около 8,6 кгс) до около 25 фунт-силы (около 11,3 кгс), от около 19 фунт-силы (около 8,6 кгс) до около 22 фунт-силы (около 10 кгс), от около 19 фунт-силы (около 8,6 кгс) до около 21 фунт-силы (около 9,5 кгс), от около 19 фунт-силы (около 8,6 кгс) до около 20 фунт-силы (около 9,1 кгс), от около 21 фунт-силы (около 9,5 кгс) до около 25 фунт-силы (около 11,3 кгс), от около 21 фунт-силы (около 9,5 кгс) до около 22 фунт-силы (около 10 кгс) или от около 22 фунт-силы (около 10 кгс) до около 25 фунт-силы (около 11,3 кгс).
[0121] В некоторых вариантах осуществления изобретения концентрированный слой имеет среднюю твердость сердцевины в сухом состоянии, которая по меньшей мере приблизительно в 1,5 раза больше, чем средняя твердость сердцевины сердечника плиты в сухом состоянии, при этом средняя твердость сердцевины, измеренная согласно стандарту ASTM С-473-10, например, по меньшей мере приблизительно в 2 раза больше, в 2,5 раза больше, в 3 раза больше, в 3,5 раза больше, в 4 раза больше, в 4,5 раза больше и т.д., при этом каждый из этих диапазонов может иметь любой математически соответствующий верхний предел, например, 8, 7, 6, 5, 4, 3 или 2.
[0122] В отношении прочности при изгибе, в некоторых вариантах осуществления изобретения, если плита отлита толщиной 1/2 дюйма (1,27 см), то сухая плита имеет прочность при изгибе по меньшей мере около 36 фунт-силы (около 16 кгс) в продольном направлении (отлива бумаги) (например, по меньшей мере около 38 фунт-силы (около 17 кгс), по меньшей мере около 40 фунт-силы (около 18 кгс) и т.д.) и/или по меньшей мере около 107 фунт-силы (около 49 кгс) (около 49 кгс) (например, по меньшей мере около 110 фунт-силы (около 50 кгс), по меньшей мере около 112 фунт-силы (около 51 кгс) и т.д.) в поперечном направлении (отлива бумаги), как определено согласно стандарту ASTM С473-10. В различных вариантах осуществления изобретения плита может иметь прочность при изгибе в продольном направлении (отлива бумаги) от около 36 фунт-силы (около 16 кгс) до около 60 фунт-силы (около 27 кгс), например, от около 36 фунт-силы (около 16 кгс) до около 55 фунт-силы (около 25 кгс), от около 36 фунт-силы (около 16 кгс) до около 50 фунт-силы (около 23 кгс), от около 36 фунт-силы (около 16 кгс) до около 45 фунт-силы (около 20 кгс), от около 36 фунт-силы (около 16 кгс) до около 40 фунт-силы (около 18 кгс), от около 36 фунт-силы (около 16 кгс) до около 38 фунт-силы (около 17 кгс), от около 38 фунт-силы (около 17 кгс) до около 60 фунт-силы (около 27 кгс), от около 38 фунт-силы (около 17 кгс) до около 55 фунт-силы (около 25 кгс), от около 38 фунт-силы (около 17 кгс) до около 50 фунт-силы (около 23 кгс), от около 38 фунт-силы (около 17 кгс) до около 45 фунт-силы (около 20 кгс), от около 38 фунт-силы (около 17 кгс) до около 40 фунт-силы (около 20 кгс), от около 40 фунт-силы (около 20 кгс) до около 60 фунт-силы, от около 40 фунт-силы (около 20 кгс) до около 55 фунт-силы (около 25 кгс), от около 40 фунт-силы (около 20 кгс) до около 50 фунт-силы (около 23 кгс), или от около 40 фунт-силы (около 20 кгс) до около 45 фунт-силы (около 20 кгс). В различных вариантах осуществления изобретения плита может иметь прочность при изгибе в поперечном направлении (отлива бумаги) от около 107 фунт-силы (около 49 кгс) до около 130 фунт-силы (около 59 кгс), например, от около 107 фунт-силы (около 49 кгс) до около 125 фунт-силы (около 57 кгс), от около 107 фунт-силы (около 49 кгс) до около 120 фунт-силы (около 54 кгс), от около 107 фунт-силы (около 49 кгс) до около 115 фунт-силы (около 52 кгс), от около 107 фунт-силы (около 49 кгс) до около 112 фунт-силы (около 51 кгс), от около 107 фунт-силы (около 49 кгс) до около 110 фунт-силы (около 50 кгс), от около 110 фунт-силы (около 50 кгс) до около 130 фунт-силы (около 59 кгс), от около ПО фунт-силы (около 50 кгс) до около 125 фунт-силы, от около ПО фунт-силы (около 50 кгс) до около 120 фунт-силы (около 54 кгс), от около 110 фунт-силы (около 50 кгс) до около 115 фунт-силы (около 52 кгс), от около 110 фунт-силы (около 50 кгс) до около 112 фунт-силы (около 51 кгс), от около 112 фунт-силы (около 51 кгс) до около 130 фунт-силы (около 59 кгс), от около 112 фунт-силы (около 51 кгс) до около 125 фунт-силы (около 57 кгс), от около 112 фунт-силы (около 51 кгс) до около 120 фунт-силы (около 54 кгс), или от около 112 фунт-силы (около 51 кгс) до около 115 фунт-силы (около 52 кгс).
[0123] Предпочтительно, в различных вариантах осуществления изобретения при различных плотностях плит, описанных в данном документе, сухая гипсовая плита может иметь прочность при сжатии по меньшей мере около 170 фунт/кв.дюйм (около 1,2 кПа), например, от около 170 фунт/кв.дюйм до около 1,000 фунт/кв.дюйм (около 6,9 кПа), от около 170 фунт/кв.дюйм до около 900 фунт/кв.дюйм (около 6,2 кПа), от около 170 фунт/кв.дюйм до около 800 фунт/кв.дюйм (около 5,5 кПа), от около 170 фунт/кв.дюйм до около 700 фунт/кв.дюйм (около 4,8 кПа), от около 170 фунт/кв.дюйм до около 600 фунт/кв.дюйм (около 4,1 кПа), от около 170 фунт/кв.дюйм до около 500 фунт/кв.дюйм (около 3,5 кПа), от около 170 фунт/кв.дюйм до около 450 фунт/кв.дюйм (около 3,1 кПа), от около 170 фунт/кв.дюйм до около 400 фунт/кв.дюйм (около 2,8 кПа), от около 170 фунт/кв.дюйм до около 350 фунт/кв.дюйм (около 2,4 кПа), от около 170 фунт/кв.дюйм до около 300 фунт/кв.дюйм (около 2,1 кПа), или от около 170 фунт/кв.дюйм до около 250 фунт/кв.дюйм (около 1,7 кПа). В некоторых вариантах осуществления изобретения плита имеет прочность при сжатии по меньшей мере около 450 фунт/кв.дюйм (около 3,1 кПа), по меньшей мере около 500 фунт/кв.дюйм (около 3,5 кПа), по меньшей мере около 550 фунт/кв.дюйм (около 3,8 кПа), по меньшей мере около 600 фунт/кв.дюйм (около 4,1 кПа), по меньшей мере около 650 фунт/кв.дюйм (около 4,5 кПа), по меньшей мере около 700 фунт/кв.дюйм (около 4,8 кПа), по меньшей мере около 750 фунт/кв.дюйм (около 5,2 кПа), по меньшей мере около 800 фунт/кв.дюйм (около 5,5 кПа), по меньшей мере около 850 фунт/кв.дюйм (около 5,9 кПа), по меньшей мере около 900 фунт/кв.дюйм (около 6,2 кПа), по меньшей мере около 950 фунт/кв.дюйм (около 6,6 кПа), или по меньшей мере около 1,000 фунт/кв.дюйм (около 6,9 кПа). Кроме того, в некоторых вариантах осуществления изобретения прочность при сжатии может быть на границе любых двух из вышеперечисленных точек. Например, прочность при сжатии может быть между около 450 фунт/кв.дюйм и около 1,000 фунт/кв.дюйм (например, между около 500 фунт/кв.дюйм и около 900 фунт/кв.дюйм, между около 600 фунт/кв.дюйм и около 800 фунт/кв.дюйм и т.д.). Прочность при сжатии могут измерять с использованием системы испытаний материалов, коммерчески доступной как машинная модель ATS 1610 от Applied Test Systems в Butler, РА. Нагрузку прикладывают непрерывно и без удара со скоростью 1 дюйм/мин.
[0124] Благодаря, по меньшей мере частично, концентрированному слою и его преимуществам, неожиданно и к удивлению обнаружили, что эти технические требования (например, сопротивление протаскиванию гвоздя, прочность при изгибе и твердость сердцевины) могут быть выполнены даже в отношении плиты со сверхлегкой плотностью (например, около 33 фунтов/куб.фут (около 530 кг/м3) или менее, например, около 32 фунтов/куб.фут (513 кг/м3) или менее, 31 фунт/куб.фут (497 кг/м3) или менее, 30 фунтов/куб.фут (481 кг/м3) или менее, 29 фунтов/куб.фут (465 кг/м3) или менее, 28 фунтов/куб.фут (449 кг/м3) или менее, 27 фунтов/куб.фут (433 кг/м3) или менее, 26 фунтов/куб.фут (417 кг/м3) или менее и т.д.), как описано в данном документе. Кроме того, эти технические требования неожиданно могут быть выполнены в некоторых вариантах осуществления изобретения при использовании меньшего общего количества усиливающей добавки и с более легким, менее прочным и/или более мягким сердечником и/или с меньшим общим количеством использованной воды, вследствие чего варианты осуществления настоящего раскрытия изобретения обеспечивают производственную эффективность.
Способ изготовления композитной гипсовой плиты
[0125] Композитная гипсовая плита в соответствии с вариантами осуществления настоящего раскрытия изобретения может быть изготовлена на типовых линиях производства гипсокартона. Например, технологии изготовления плиты описаны, например, в патенте США 7364676 и в публикации патентной заявки США 2010/0247937. Кратко, указанный способ, как правило, включает выгрузку покрывающего листа на движущийся конвейер. Поскольку гипсовая плита, как правило, сформирована «лицевой поверхностью вниз», этот покрывающий лист является «лицевым» покрывающим листом в таких вариантах осуществления изобретения.
[0126] В соответствии с аспектами настоящего раскрытия, получили две отдельные суспензии. Одна суспензия является суспензией штукатурного гипса, применяемой для формирования сердечника плиты, а другую суспензию применяют для формирования концентрированного слоя. Концентрированный слой может быть сформирован из любого подходящего вещества, содержащего минеральное вяжущее вещество, например, штукатурный гипс, который гидратирует до затвердевшего вещества, например, затвердевшего гипса. Таким образом, в различных вариантах осуществления изобретения могут быть приготовлены суспензии, содержащие желаемое минеральное вяжущее вещество. Как описано в данном документе, в некоторых вариантах осуществления изобретения сердечник плиты и концентрированный слой, оба сформированы из суспензий штукатурного гипса, при этом суспензия штукатурного гипса для формирования сердечника плиты может иметь более низкий WSR, чем WSR суспензии штукатурного гипса, применяемой для изготовления концентрированного слоя, в некоторых вариантах осуществления изобретения.
[0127] Как было отмечено в данном документе, вспенивающий агент (или другое облегчающее вещество), как правило, более преобладает в суспензии сердечника плиты, чтобы обеспечить его более низкую плотность, хотя немного пены или облегчающего вещества может содержаться в суспензии концентрированного слоя, пока не будут достигнуты параметры плотности. В некоторых вариантах осуществления изобретения концентрация усиливающего агента может быть более высокой в концентрированном слое и некоторые из усиливающих агентов могут даже не присутствовать в суспензии сердечника плиты в соответствии с некоторыми вариантами осуществления изобретения. Соответственно, линии подачи к соответствующим смесителям могут быть соответствующим образом отрегулированы обычным специалистом, что вполне соответствует его уровню.
[0128] Две суспензии могут быть образованы любым подходящим способом. Например, можно применять два отдельных смесителя, где перемешивают сырье с образованием соответствующих суспензий. Смесители могут быть последовательно соединенными или не соединенными. В альтернативном варианте, один смеситель могут применять для создания обоих потоков суспензии. На фиг. 2 проиллюстрированы три альтернативные схематические блок-схемы, показывающие примеры того, как могут быть образованы суспензии в соответствии с настоящим раскрытием. Как видно на изображении А фиг. 2, можно применять единственный смеситель, при этом на изображениях В и С, две суспензии образованы в отдельных смесителях, например, типа «стержневых смесителей» или «безстержневых смесителей», по желанию. Как видно на блок-схемах В и С, по желанию для эффективности, смеситель, применяемый для концентрированного слоя, может иметь меньший предел объема смешения в некоторых вариантах осуществления изобретения, поскольку количество суспензии, необходимой для применения в концентрированном слое, меньшее, чем количество суспензии, которую применяют для формирования сердечника плиты. «Основной» смеситель (т.е. для формирования суспензии сердечника плиты) содержит основной корпус и разгрузочный трубопровод (например, конструкция затвор-емкость-загрузка, известная в данной области техники, или модифицированная конструкция выхода (MOD), как описано в патентах США 6494609 и 6874930). Как видно из всех трех изображений А-С, вспенивающий агент может быть добавлен в разгрузочный трубопровод смесителя (например, в затвор, как описано, например, в патентах США 5683635 и 6494609).
[0129] Схема А иллюстрирует вариант осуществления изобретения, где стадии реализовывают с использованием одного смесителя, т.е. основного смесителя 100. Штукатурный гипс 102 и воду 104 вводят в основной смеситель 100, при этом пену 106 вводят ниже по потоку в разгрузочный трубопровод 108, который может содержать модифицированную конструкцию выхода или емкость, что означает, что пену не вводят в корпус основного смесителя 100. Часть суспензии 110, по существу не образующую пены, отводят из выходного отверстия смесителя 100, например, как правило, в сторону, противоположную разгрузочному трубопроводу 108 с образованием суспензии концентрированного слоя 112. Основной смеситель 100 действует как насос, чтобы отводить невспененную суспензию 110 из меньшего разгрузочного отверстия для суспензии концентрированного слоя, которая протекает через линию суспензии под давлением. Добавки, в частности, усиливающую добавку во влажном виде 114 вводят в линию суспензии под давлением через отверстия для ввода. Авторы изобретения обнаружили, что желательно, чтобы линия была достаточно длинной, что может быть определено специалистами в пределах среднего уровня компетентности, чтобы обеспечить равномерное перемешивание суспензии, содержащей усиливающую добавку. Нет необходимости в отдельном введении штукатурного гипса или воды. Как видно из схемы А, краевые потоки суспензии 116 и 118 также могут быть отведены из основного смесителя 100 без пены, так что они имеют желаемую твердость для их использования на краях, как известно в данной области техники.
[0130] На схеме В можно увидеть, что два смесителя 200 и 202 соединены последовательно. Штукатурный гипс 204 и воду 206 добавляют в основной смеситель 200. Пену 208 добавляют ниже по потоку от корпуса основного смесителя 200 в разгрузочный трубопровод 210 (который может содержать модифицированную конструкцию выхода или емкость). Таким образом, не образующая пены суспензия 212 может выходить из смесителя 200 через выходное отверстие и входить в меньший вторичный смеситель 202 для концентрированного слоя, где сухая и влажная добавки 214 (например, через отдельные линии), включая усиливающую добавку, могут быть отдельно добавлены для обеспечения эффекта концентрирования по желанию. Краевые потоки суспензии 214 и 216 также показаны как выходящие из отверстия отдельно от основного выпуска 210, чтобы минимизировать пену и обеспечить желаемую твердость.
[0131] На схеме С можно увидеть, что имеется два смесителя 300 и 302, но суспензии приготавливают отдельно, причем каждый смеситель имеет свои собственные впускные отверстия для штукатурного гипса и воды по желанию. В частности, штукатурный гипс 304 и воду 306 добавляют в основной смеситель 300. Пену 308 добавляют ниже по потоку от корпуса основного смесителя 300 в разгрузочный трубопровод 310 (который может содержать емкость или модифицированную конструкцию выхода, как описано в патентах США 6494609 и 6874930). Краевые потоки суспензии 312 и 314 могут выходить из отверстия отдельно от основного выпуска 310, чтобы минимизировать в ней пену и обеспечить желаемую твердость. Во вторичном смесителе 302 для образования суспензии концентрированного слоя 316 штукатурный гипс и вода 318, 320 могут быть добавлены и смешаны. Сухая и влажная добавки (например, через отдельные линии), включая усиливающую добавку, как описано в данном документе, могут быть введены в смеситель 302 концентрированного слоя. Таким образом, суспензию концентрированного слоя 316 приготавливают отдельно от суспензии сердечника, образованной в основном смесителе 300.
[0132] В некоторых вариантах осуществления изобретения краевые суспензии могут быть извлечены из смесителя концентрированного слоя, а не из основного смесителя, по желанию. Края могут быть более плотными, чем сердечник плиты в некоторых вариантах осуществления изобретения и, например, могут иметь такую же плотность, как концентрированный слой. Например, поскольку концентрированный слой является осевшим, часть суспензии концентрированного слоя может обтекать концы валика с формированием краев готового изделия, как видно на фиг. 5 и 6 по отношению к одному концу. Длина валика может быть выполнена с возможностью (например, будучи короче, чем ширина бумаги) формирования краев таким образом.
[0133] В некоторых вариантах осуществления изобретения следует понимать, что разгрузочный трубопровод может содержать распределитель суспензии с единственным загрузочным отверстием либо с некоторым количеством загрузочных отверстий, например, описанными в публикации патентной заявки США 2012/0168527 А1 (заявка №13/341016) и в публикации патентной заявки США 2012/0170403 А1 (заявка №13/341209). В тех вариантах осуществления изобретения, где применяют распределитель суспензии с некоторым количеством загрузочных отверстий, разгрузочный трубопровод может содержать подходящий разделитель потока, например, описанный в публикации патентной заявки США 2012/0170403 А1.
[0134] Плиту формируют в многослойную структуру, как правило, одновременно и непрерывно, как будет понятно в данной области техники. Лицевой покрывающий лист перемещается в виде сплошной ленты на конвейере. После выгрузки из смесителя суспензию концентрированного слоя наносят на перемещающийся лицевой покрывающий лист. Также, твердые края, известные в данной области техники, могут быть сформированы для удобства, например, из того же потока суспензии, который формирует концентрированный слой, по желанию.
[0135] Суспензию сердечника плиты затем наносят поверх перемещающейся обклеечной бумаги, несущей суспензию концентрированного слоя, и покрывают вторым покрывающим листом (как правило, «изнаночным» покрывающим листом) с образованием влажного сборного изделия в виде многослойной структуры, которая является заготовкой плиты для готового изделия. Изнаночный (нижний) покрывающий лист может, необязательно, нести накрывочный слой, который может быть сформирован из той же гипсовой суспензии, как для концентрированного слоя, или отличной от нее. Покрывающие листы могут быть сформированы из бумаги, волокнистого материала или другого типа материала (например, из фольги, пластика, стекло матер нала, нетканого материала, например, из смеси целлюлозного и неорганического наполнителя и т.д.). В некоторых вариантах осуществления изобретения концентрированный слой наносят на обе основные поверхности плиты, т.е. в соединении с обоими листами: верхним и нижним.
[0136] Влажное сборное изделие, полученное таким образом, передают на секцию формирования, где изделие обрабатывают точно по размеру до желаемой толщины (например, посредством формующей пластины), и на одну или более ножевых секций, где его обрезают до желаемой длины. Влажному сборному изделию дают возможность затвердеть для образования переплетенной кристаллической матрицы из затвердевшего гипса, а избыток воды удаляют с использованием процесса сушки (например, посредством перемещения сборного изделия через печь для сушки). Неожиданно и к удивлению было обнаружено, что плита, изготовленная в соответствии с настоящим раскрытием, требует значительно меньше времени в процессе сушки из-за низкой потребности в воде характерной конструкции и композиции плиты. Это выгодно, поскольку это снижает затраты на электроэнергию.
[0137] Также, как правило, при изготовлении гипсовой плиты применяют вибрацию для устранения больших пустот или воздушных карманов из осажденной суспензии. Каждая из указанных выше стадий, а также способы и оборудование для выполнения таких стадий, известны в данной области техники.
[0138] Следующий(е) пример(ы) дополнительно иллюстрирует(ют) настоящее изобретение, но, конечно, его (их) не следует истолковывать, как любым образом ограничивающий(е) объем изобретения.
ПРИМЕР 1
[0139] Этот пример демонстрирует прочностные характеристики разных типов образцов плит согласно принципам настоящего раскрытия.
[0140] В частности, были испытаны три разные плиты. Плита 1 была сравнительной плитой, в которой отсутствует концентрированный слой. Плиты 2 и 3 были композитными гипсовыми плитами, причем каждая содержала концентрированный слой и сердечник плиты согласно принципам настоящего раскрытия. Каждая плита была изготовлена с толщиной около половины дюйма с композитной плотностью, не включающей лицевую и изнаночную бумагу, около 26 фунтов/куб.фут (около 417 кг/м3).
[0141] Каждая плита была изготовлена как лабораторный образец 6 дюймов на 6 дюймов (15,24 см на 15,24 см), следуя общей схеме, показанной на фиг. 1. Каждая плита содержала обклеечную бумагу, имеющую вес основы 48 фунтов/1000 кв.футов плиты и изнаночную бумагу, имеющую вес основы 42 фунта/1000 кв.футов плиты (1000 кв.футов плиты=1000 фут2). Соответствующие толщина и плотность для концентрированного слоя (если присутствует) и сердечника плиты для каждой плиты представлены в таблицах 1А и 1В.
[0142] Усиливающей добавкой был прежелатинизированный кукурузный крахмал, имеющий вязкость 773 сантипуаз, определенную согласно способу VMA. Из таблиц 1А и 1В можно увидеть, что в плитах 2 и 3 усиливающая добавка была более концентрированной в концентрированном слое, чем в сердечнике плиты.
[0143] Сопротивление протаскиванию гвоздя испытали согласно способу В стандарта ASTM 473-10. Значения протаскивания гвоздя представлены в таблице 1С.
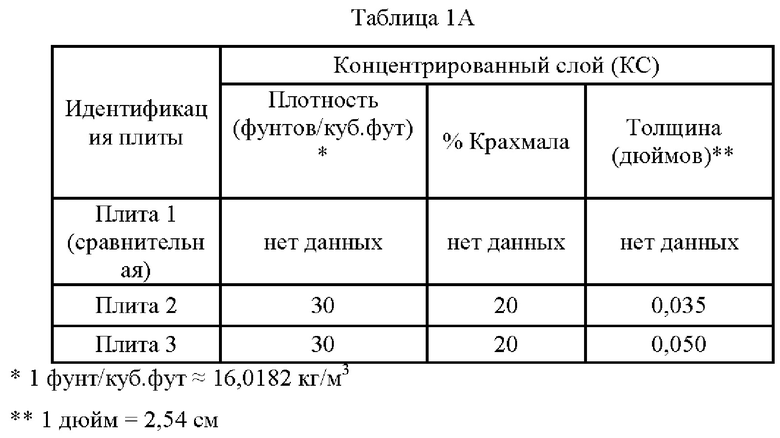
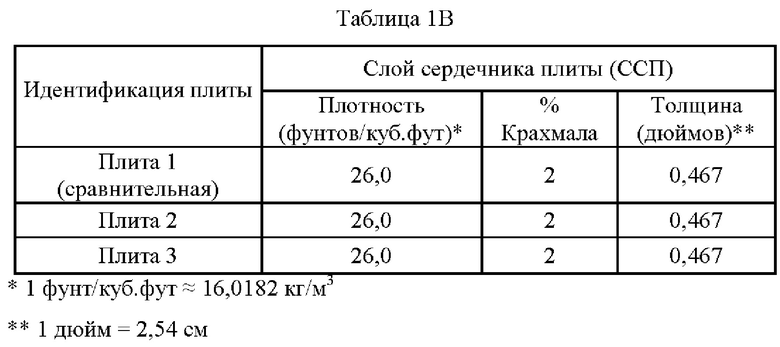
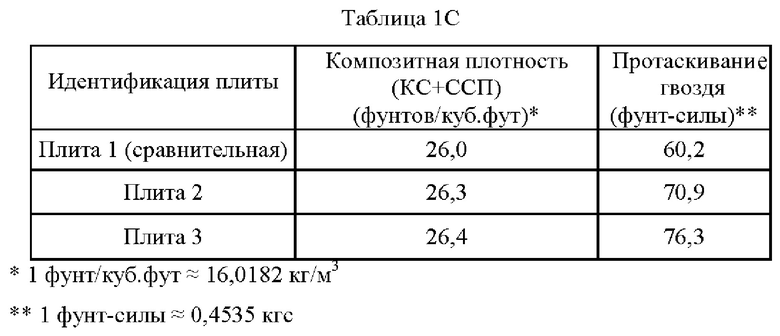
[0144] Как можно увидеть из таблицы 1С, сравнительный образец (плита 1) имел низкое значение сопротивления протаскиванию гвоздя, при этом обе композитные плиты 2 и 3 обладали повышенным сопротивлением протаскиванию гвоздя. Таким образом, этот пример иллюстрирует, что улучшенная композитная разработка в соответствии с настоящим раскрытием улучшает сопротивление протаскиванию гвоздя посредством объединения концентрированного слоя с обклеечной бумагой. Этот концентрированный слой способствует желательному сопротивлению протаскиванию гвоздя при фактической толщине согласно принципам настоящего раскрытия.
ПРИМЕР 2
[0145] Этот пример демонстрирует влияние различных крахмалов на прочность гипсовых пластинок, представляющих собой концентрированный слой. Каждая композиция содержала ингредиенты, указанные в таблице 2, хотя тип крахмала изменялся, как показано в таблице 3. В частности, композиция 2А была сравнительной композицией, поскольку она не содержала крахмала. Композиция 2В содержала приготовленный крахмал в форме прежелатинизированного крахмала, имеющего вязкость 80 сПз, измеренную согласно способу VMA, как изложено в US 2014/0113124 А1. Композиции 2С-2O содержат один из различных сырых крахмалов, как показано в таблице 3.
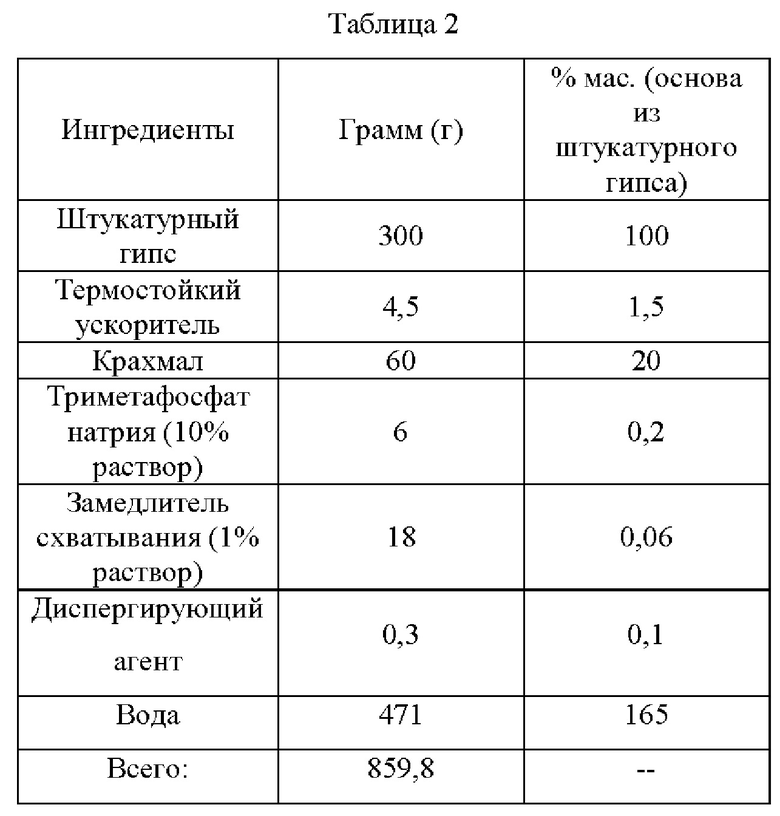
[0146] Пластинки были изготовлены из отдельных суспензионных композиций 2А-2O. Общий вес сравнительной композиции 2А составлял 799,8 г, так как крахмал отсутствовал. Каждая композиция была приготовлена из сухой и влажной смесей, которые объединили. Каждую влажную смесь приготовили посредством взвешивания воды, диспергирующего агента, 1% раствора замедлителя схватывания, диспергирующего агента и 10% раствора триметафосфат натрия в чаше для смешивания блендера Waring (модель СВ15), коммерчески доступного от Conair Corp. (East Windsor, New Jersey). 10% Раствор триметафосфата натрия приготовили посредством растворения 10 частей (весовых) триметафосфата натрия в 90 частях (весовых) воды, при этом 1% раствор замедлителя схватывания состоял из водного раствора пентанатриевой соли диэтилентриаминпентауксусной кислоты (Versenex™ 80, коммерчески доступной от DOW Chemical Company, Midland, MI) и был приготовлен посредством смешивания 1 части (весовой) Versenex™ 80 с 99 частями (весовыми) воды. Остальные ингредиенты, в частности, штукатурный гипс, термостойкий ускоритель и крахмал (если присутствуют) взвесили и приготовили сухую смесь. Термостойкий ускоритель состоял из измельченного гипса и декстрозы. Сухую смесь пересыпали в блендер с влажными ингредиентами, пропитывали в течение 5 секунд, а затем перемешивали при высокой скорости в течение 15 секунд.
[0147] Пену добавили в целях уменьшения плотности пластинки (и, следовательно, веса). Для приготовления пены сделали 0,5% раствор пенообразователя Hyonic™ PFM-33 (коммерчески доступного от GEO Specialty Chemicals, Ambler, PA), а затем смешали с воздухом с использованием генератора пены для получения воздушной пены. Воздушную пену добавили в суспензию с использованием генератора пены. Генератор пены работал со скоростью, достаточной для получения конечной высушенной пластинки с плотностью 38 фунтов/куб.фут (608,7 кг/м3).
[0148] После добавления пены суспензию сразу же вылили в пресс-форму кольцевого типа (с внутренним диаметром 4 дюйма (10,16 см) и толщиной 0,5 дюйма (1,27 см)), подходящую для формирования образца пластинки. На поверхность пресс-форм предварительно распылили смазку типа WD40™, коммерчески доступную от WD-40 Company, San Diego, СА. Суспензию вылили до точки чуть выше верхней части кольца пресс-форм. Избыток суспензии соскоблили сразу после затвердевания гипса. После того, как пластинки отвердели в пресс-форме, пластинки удалили из пресс-формы и нагревали при 300°F (149°С) в течение 60 мин, затем высушивали при 110°F (43°С) в течение около 48 часов, пока не достигли постоянного веса. После удаления из печи, пластинки оставили охлаждаться при комнатной температуре в течение одного часа. Конечные пластинки имели размеры 4 дюйма (10,16 см) в диаметре и 0,5 дюйма (1,27 см) толщины.
[0149] Прочность испытали посредством измерения прочности при сжатии и сопротивления протаскиванию гвоздя. Сопротивление протаскиванию гвоздя испытали согласно способу В стандарта ASTM 473-10. Прочность при сжатии измерили с использованием системы для испытания материалов, коммерчески доступной как SATEC™ Е/М Systems от MTS Systems Corp. (Eden Prairie, MN). Нагрузку прикладывали непрерывно и без удара со скоростью 0,04 дюйма/мин (0,1016 см/мин) (с постоянной скоростью в интервале между от 15 до 40 фунтов/кв.дюйм/с). Результаты представлены в таблице 3.
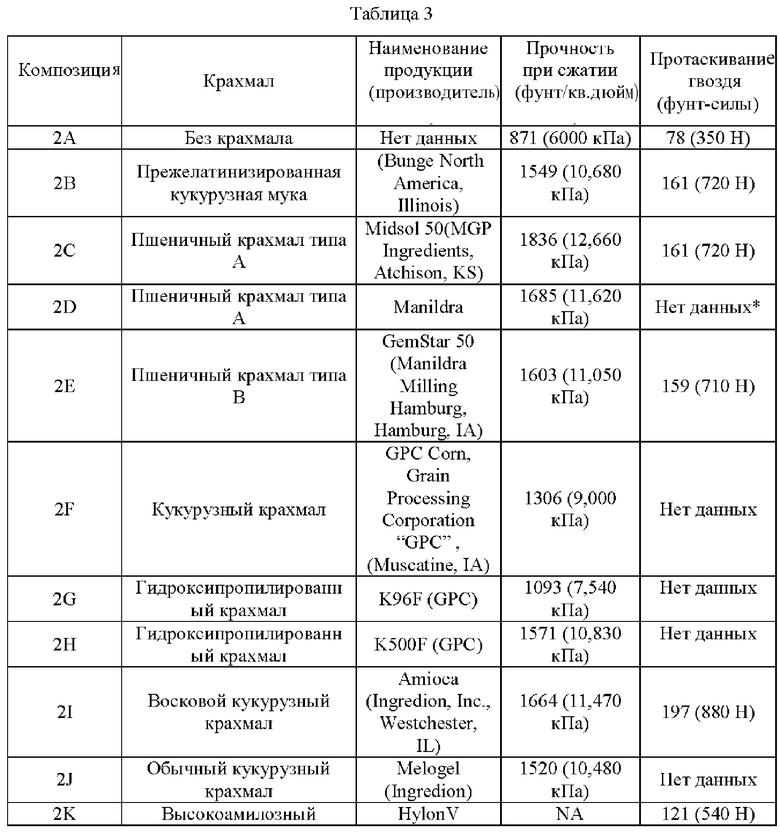
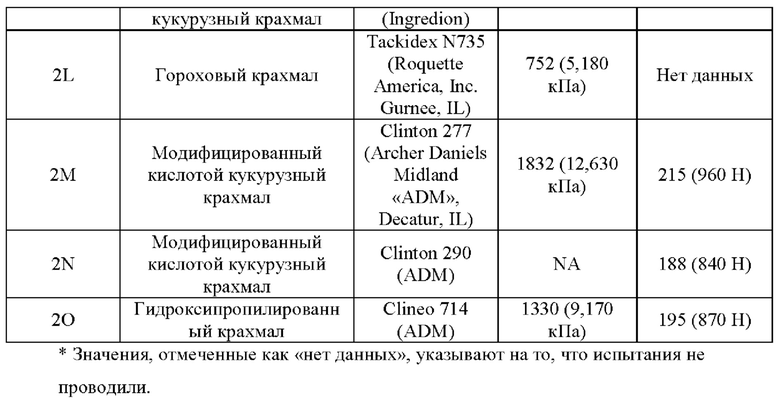
[0150] В вариантах осуществления изобретения, где крахмалы применяют в концентрированном слое, этот пример иллюстрирует, что как приготовленные, так и сырые крахмалы имеют преимущество в качестве усиливающей добавки для улучшения прочности, как показано улучшением эффективности по прочности. Как видно из таблицы 3, сырые и приготовленные крахмалы показали значительное улучшение прочности по сравнению со сравнительной композицией без крахмала, причем многие из значений были более чем на около 50% выше, чем контролируемая прочность без крахмала, более чем на около 75% выше, чем контролируемая прочность без крахмала или более чем на около 100% больше, чем контролируемая прочность без крахмала.
[0151] Повышение прочности, наблюдаемое в пластинках, показанное как приготовленными, так и сырыми крахмалами, в соответствии с различными вариантами осуществления настоящего изобретения, указывает на полезность этих крахмалов в концентрированном слое гипсокартона в соответствии с некоторыми вариантами осуществления изобретения, поскольку желаемые крахмалы обеспечивают дополнительную связь между кристаллами гипса для улучшения прочности. Крахмалы оказались эффективными для повышения прочности, тем самым указывая на отсутствие миграции, в отличие от мигрирующего крахмала, модифицированного кислотой. Таким образом, пример показывает, что крахмалы могут быть эффективными в концентрированном слое.
ПРИМЕР 3
[0152] Этот пример демонстрирует необязательное применение волокон в концентрированном слое. В частности, были приготовлены суспензии двух типов. Каждую суспензию затем использовали для формирования концентрированного слоя в отдельных готовых плитах, изготовленных и испытанных в мокрой части производственной линии. Суспензия одного типа (композиция 3А) не содержала какого-либо волокна, при этом суспензия другого типа (композиция 3В) содержала стекловолокно, имеющее длину волокон 0,5 дюйма (25400 мкм) и диаметр 15,24-16,51 мкм, таким образом, имея соотношение сторон от около 1540 до около 1670 (длина, деленная на диаметр). Стекловолокно было в форме предварительно нарезанных нитей DuraCore™ SF+ 1/2М300, коммерчески доступных от Johns Manville Inc., (Denver, CO).
[0153] Общий характерный диапазон состава концентрированного слоя представлен в таблице 4 только для иллюстративных целей, где колонки с нижним и верхним диапазонами предложены для указания примера желаемых диапазонов ингредиентов (включая значения в колонках) в соответствии с вариантом осуществления изобретения. Другие характерные составы и варианты осуществления изобретения будет легко установить из полного описания, приведенного в данном документе, включая диапазоны для предусмотренных ингредиентов. Подвергаемые испытанию составы представлены в таблицах 5А и 5В. Помимо отличий, касающихся стекловолокна, обе композиции были одинаковыми, что видно из таблиц 5А и 5В.
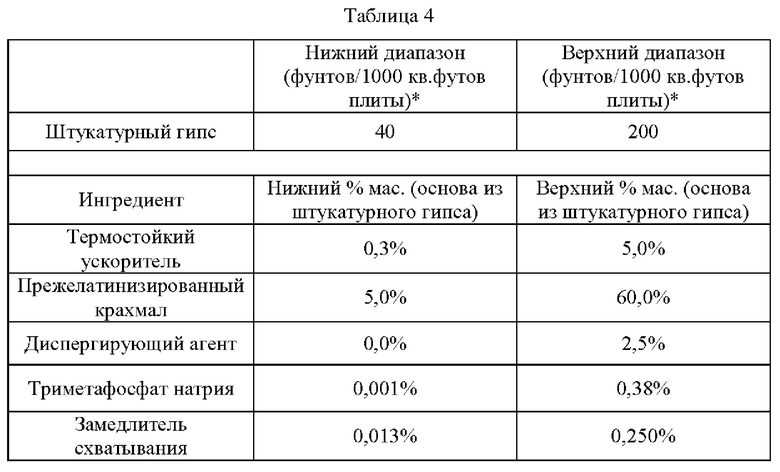
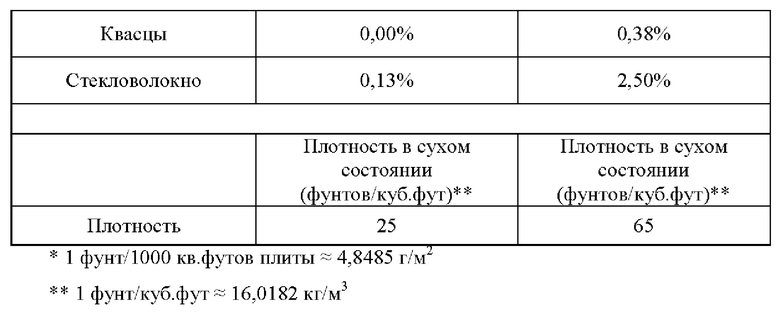
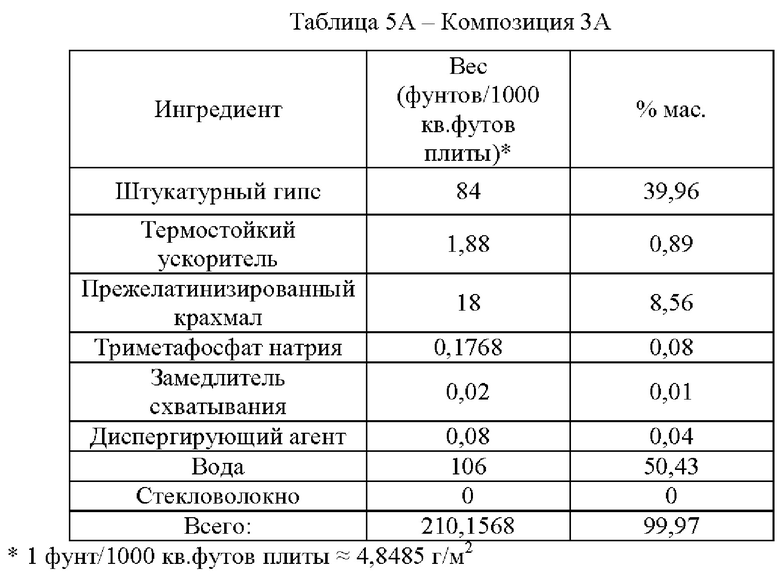
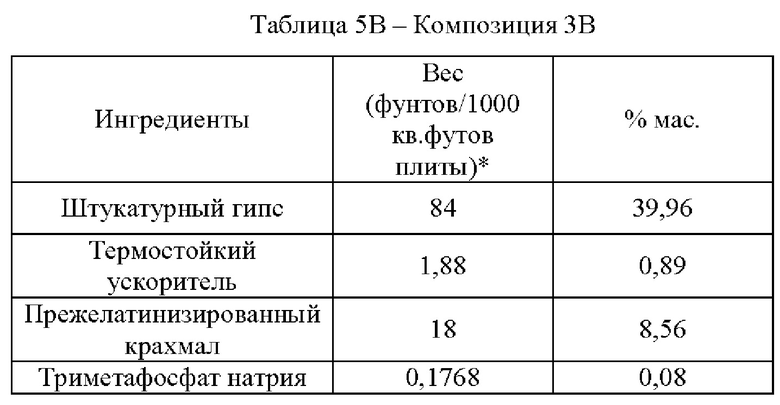
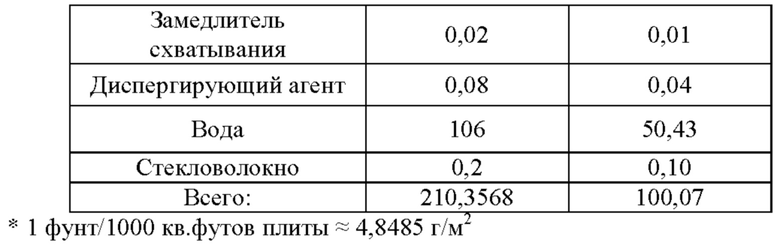
[0154] Термостойкий ускоритель состоял из измельченного гипса и декстрозы. Каждую суспензионную композицию приготовили из сухих и влажных ингредиентов, которые объединили во вторичном смесителе, предназначенном для концентрированного слоя, отдельно от основного смесителя для изготовления сердечника. Триметафосфат натрия, замедлитель схватывания и диспергирующий агент были добавлены в жидкой форме. Замедлитель схватывания был в форме пентанатриевой соли диэтилентриаминпентауксусной кислоты (Versenex™ 80, коммерчески доступной от DOW Chemical Company, Midland, MI). Диспергирующий агент был в форме соли полинафталинсульфоната кальция (DURASAR™ коммерчески доступной от Ruetgers Polymers, Candiac, Canada). Квасцы, необязательно, могут быть включены в состав для изменения скорости гидратации гипса, по желанию.
[0155] Пена входила в состав концентрированного слоя, и плотность концентрированного слоя, полученного из двух суспензий, составила 36 фунтов/куб.фут (576,7 кг/м3), на основе сухих составляющих. Для приготовления пены получили раствор смеси вспенивающих агентов STEOL™ CS230 и Polystep 25 (коммерчески доступных от Stepan Co., Northfield, IL), а затем смешали с воздухом с использованием генератора пены для получения воздушной пены. Воздушную пену добавили к суспензии во вторичном смесителе. Количество добавленной пены составляло 1% по весу вспенивающего агента. Вспенивающий агент (1% раствор) приготовили посредством растворения 1 части (весовой) вспенивающего агента в 100 частях (весовых) воды.
[0156] Для того чтобы изготовить пробную плиту на производственной линии, непрерывный рулон бумаги выпустили на конвейер, как общеизвестно в данной области техники. Суспензию концентрированного слоя выгрузили из вторичного смесителя и нанесли на бумагу в процессе ее перемещения на конвейере с высокой скоростью (свыше 600 футов/мин) (3,05 м/с). Валик для нанесения расположили поперек бумаги и применяли для распределения концентрированной суспензии по бумаге. Валик, как правило, вращается в направлении, противоположном направлению перемещения бумаги. Длина валика была немного меньше ширины бумаги, так что суспензия имела возможность перемещения вокруг концов валика по краям бумаги, чтобы в конечном итоге образовались края готовой плиты. Валик обычно работает со вторым валиком под бумагой с достаточным зазором между валиками, что позволяет бумаге с определенной толщиной перемещаться между ними.
[0157] Поскольку валик препятствует продвижению суспензии вперед, головная чать суспензии образуется позади и только выше по течению от валика, контролируемая, главным образом, тангенциальной скоростью вращающегося валика. Головная часть представляет собой суммарное количество суспензии, которое помогает замедлять поступающий материал, обеспечивая распространение, что позволяет достаточному количеству суспензии формировать концентрированный слой и края. Суспензию удаляют из головной части и переносят посредством валика на нижнюю по потоку сторону валика и повторно осаждают на бумагу и распределяют, чтобы уложить таким образом, чтобы это стало концентрированным слоем плиты. Необязательно, могут применять лазер для управления головной частью с целью регулирования объема суспензии посредством варьирования количества используемого пенообразователя или воздуха для пены, который затем изменяет плотность суспензии, содержащейся в головной части, как известно в данной области техники. Ниже по потоку осаждают суспензию сердечника из основного смесителя поверх концентрированного слоя и процесс изготовления плиты завершают с применением изученных технических способов.
[0158] На фиг. 3-6 проиллюстрированы изображения головной части суспензии (фиг. 3-4) и образования края вокруг валика (фиг. 5-6) из производственных испытаний с применением суспензий без стекловолокна (композиция 3А; фиг. 3 и 5), и с необязательным стекловолокном (композиция 3В; фиг. 4 и 6). Тот же пробный прогон с применением композиции 3А провели, чтобы проиллюстрировать условия, показанные на фиг. 3 и 5, при этом провели тот же пробный прогон с применением композиции 3В, чтобы проиллюстрировать условия, показанные на фиг. 4 и 6.
[0159] Как можно увидеть на фиг. 3-4, суспензию концентрированного слоя нанесли посредством валика 400 или 500 на бумажный покрывающий лист 402 или 502. Суспензию без стекловолокна, проиллюстрированную на фиг. 3, осадили на бумагу 402 выше по течению от валика 400 и осажденная суспензия перемещалась к валику 400 по линии суспензии 404, которая была нестабильной и неровной. Суспензия без стекловолокна привела к более бугристой головной части 406 суспензии с гидродинамической неустойчивостью 408, в результате чего увлекся нежелательный воздух. С другой стороны, суспензию со стекловолокном, проиллюстрированную на фиг. 4, осадили на бумагу 502 выше по потоку от валика 500 и осажденная суспензия перемещалась в линии суспензии 504, которая была стабильной и спокойной. Суспензия со стекловолокном привела к меньшей бугристости и к более ровной, гладкой головной части 506 с более стабильной суспензией 508 в результате изменения реологических свойств. Головная часть 406, содержащая бугристость, имеет тенденцию создавать динамику неустойчивости потока в разных длинах и временных масштабах и, таким образом, может приводить к дефектам, таким как пустоты, пузырьки или расслаивание бумаги, когда изделие высушивают в печи.
[0160] Фиг. 5 соответствует испытанию, проиллюстрированному на фиг. 3, а фиг. 6 соответствует испытанию, проиллюстрированному на фиг. 4. В частности, на фиг. 5-6 проиллюстрирован край 410 или 510 валика 400 или 500. Краевая суспензия 412 или 512 формируется вокруг края 410 или 510 валика 400 или 500 для формирования, в конечном итоге, края готовой плиты. Суспензия без стекловолокна стала причиной более вариативного края, в котором могут возникнуть пустоты, пузыри, отслоение бумаги, мягкие и/или твердые края и в целом нарушение образования края и технологического процесса, как видно на фиг. 5. Как видно на фиг. 5, имеется нежелательное разбрызгивание 414 краевой суспензии поверх края бумаги 402. Из-за изменения потока может происходить образование волны 416, когда суспензия частично поднимается на валик 400, вследствие чего, если волна 416 достигает края, то это вызывает нежелательное разбрызгивание. Как видно на фиг. 6, край суспензии 512 является более контролируемым и не разбрызгивается поверх бумаги 502. Суспензия со стекловолокном имела меньшее изменение кромки, что приводило к лучшему управлению, уменьшая возможность возникновения таких дефектов, как пустоты, пузырьки, расслаивание бумаги, мягкие и/или жесткие края и другие нарушения процесса изготовления, как видно на фиг. 6.
[0161] Понятно, что волокно, например, стекловолокно, не требуется в концентрированном слое. Дефекты, включая пузырьки, пустоты, расслаивание, плохие края и т.д. можно контролировать другими средствами, в том числе различными механическими или другими средствами, хорошо известными в данной области техники. Например, под конвейером можно применять механические вибраторы для удаления больших воздушных карманов из суспензии. Кроме того, будут приняты во внимание другие механические или другие корректировки процесса, в том числе применение распределителей суспензии, распространителей суспензии, средства управления головной частью и корректировки выгрузки смесителя, скорость линии и вязкость состава и т.д. Эти примеры механических и других методов могут использоваться отдельно или в сочетании со стеклом для обеспечения приемлемых результатов.
ПРИМЕРЫ 4-10
[0162] В следующих примерах 4-10, суспензионные композиции приготовили следующим образом. Каждую суспензионную композицию приготовили из сухих и влажных ингредиентов, которые объединили в смесителе (т.е. основной смеситель для суспензий сердечника, а вторичный смеситель предназначен для суспензий концентрированного слоя). Воду, триметафосфат натрия, замедлитель схватывания, диспергирующий агент и квасцы были добавлены в жидком виде. Замедлитель схватывания был в виде пентанатриевой соли диэтилентриаминпентауксусной кислоты (Versenex™ 80, коммерчески доступной от DOW Chemical Company, Midland, MI). Диспергирующий агент был в виде соли полинафталинсульфоната кальция (DURASAR™ коммерчески доступной от Ruetgers Polymers, Candiac, Canada). Штукатурный гипс, термостойкий ускоритель, стекловолокно и декстроза были добавлены в твердом виде. Квасцы были включены, необязательно, для изменения скорости гидратации гипса, при желании. Термостойкий ускоритель состоял из измельченного гипса и декстрозы В некоторых случаях добавляли дополнительную декстрозу, чтобы улучшить склеивание с покрывающим листом изнаночной (газетной) бумаги.
[0163] Пена содержалась в суспензии сердечника и в суспензии концентрированного слоя. Для приготовления пены получили раствор смеси вспенивающих агентов STEOL™ CS230 и Polystep 25 (коммерчески доступных от Stepan Co., Northfield, IL), а затем смешали с воздухом с использованием генератора пены для получения воздушной пены. Плотность воздушной пены составляла приблизительно 4,5 фунтов на кубический фут (72,08 кг/м3). Воздушную пену добавили к суспензии сердечника в разгрузочном трубопроводе основного смесителя и добавили к концентрированной суспензии во вторичном смесителе. Массовая доля конкретного ингредиента основывается на его собственном весе по сравнению с общей композицией ингредиентов влажной суспензии (при этом, за исключением бумаги), например, за счет эффективных пределов показаний от оборудования, например, насосов и расходомеров, как будет понятно специалистам в данной области техники.
ПРИМЕР 4
[0164] Этот пример демонстрирует преимущество содержания концентрированного слоя в гипсовой плите. Пример показывает, что концентрированный слой улучшает характеристики протаскивания гвоздя. Были изготовлены две плиты, плита 4А и плита 4В. Плита 4А не содержала концентрированный слой, а плита 4В содержала. Суспензионные композиции для изготовления плит 4А и 4В представлены в таблицах 6 и 7, соответственно.
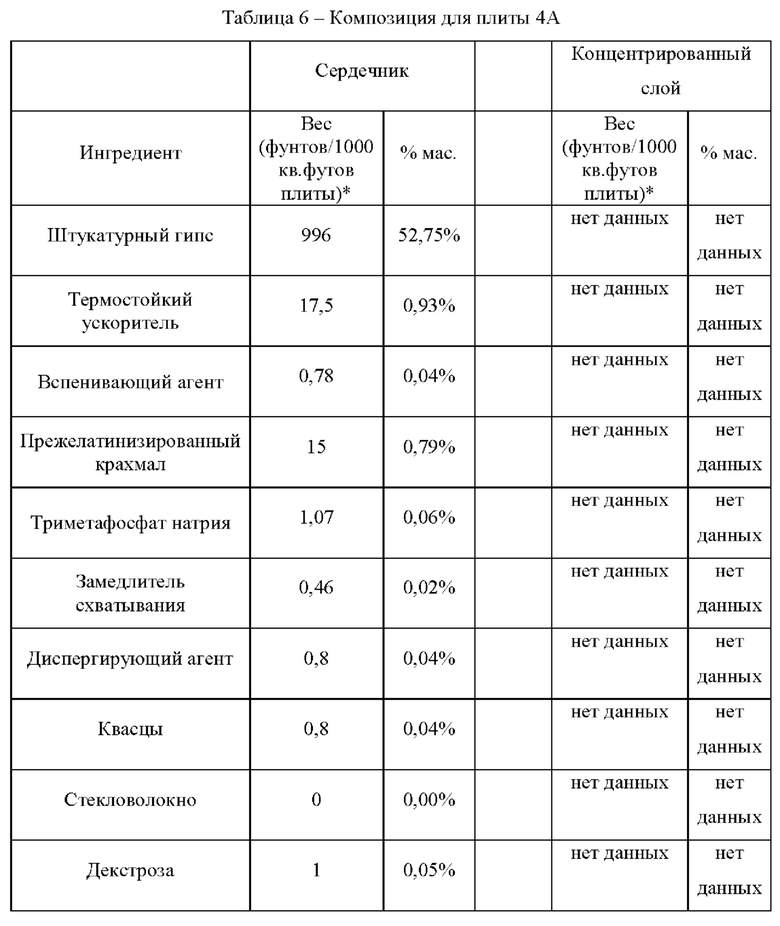
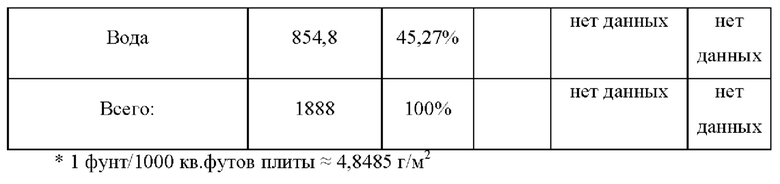
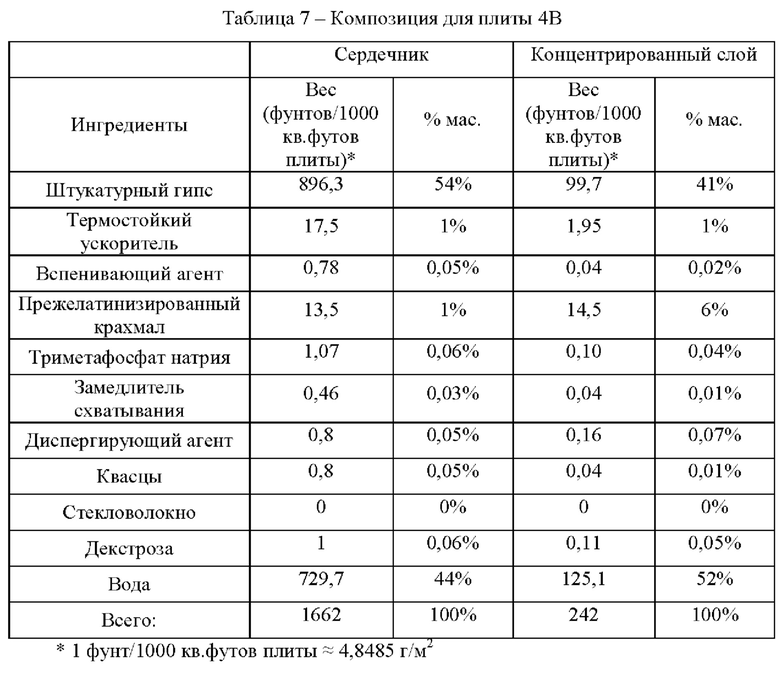
[0165] Плиты 4А и 4В каждая были изготовлены на высокоскоростной (свыше 600 футов/мин) линии (производственной установке) изготовления плит с использованием основного стержневого смесителя для объединения влажных и сухих ингредиентов в непрерывном процессе с образованием сплошной ленты заготовки плиты с суспензией сердечника, осажденной между двумя листами бумаги, как описано в примере 3. Концентрированный слой использовали при изготовлении плиты 4В с помощью вторичного смесителя для изготовления плиты, чтобы смешать влажные и сухие ингредиенты. Эту суспензию концентрированного слоя нанесли с использованием валика для нанесения на обклеечную бумагу с осажденной на ней суспензией сердечника из разгрузочного трубопровода основного смесителя. Заготовки обработали и высушили в печи, чтобы сформировать готовые плиты 4А и 4В. Характеристики и размеры плит представлены в таблице 8.
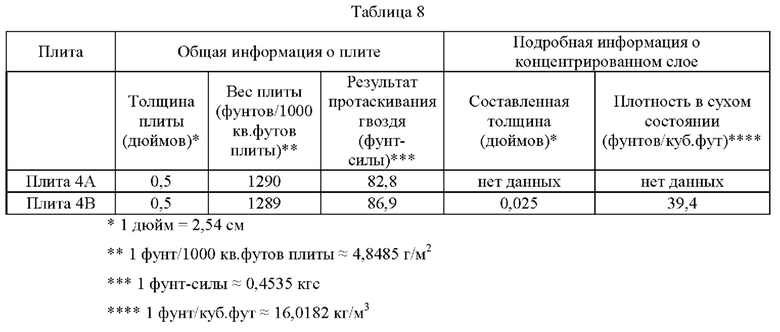
[0166] Этот пример показывает преимущество концентрированного слоя в улучшении прочности готовой плиты. Как видно из таблицы 8, плита 4В, которая содержит концентрированный слой, в результате имеет увеличенное значение протаскивания гвоздя (сопротивления). Следует понимать, что термин «протаскивание гвоздя» в данном документе относится к сопротивлению протаскиванию гвоздя, измеряемому согласно способу В стандарта ASTM 473-10, если не указано иное. Такое улучшение протаскивания гвоздя выгодно в обеспечении прочности и повышения производительности в области техники плит. Предпочтительно, увеличение протаскивания гвоздя с помощью концентрированного слоя можно применять для уменьшения веса плиты и стоимости изготовления стеновых плит как готовых изделий.
ПРИМЕР 5
[0167] Этот пример демонстрирует преимущество применения концентрированного слоя в гипсовой плите. В частности, предназначенные для этой цели ингредиенты в суспензии для формирования концентрированного слоя могут быть выгодными. Скорость, при которой концентрированный слой отверждается, может быть необязательно отмодулирована для осуществления вымывания концентрированного слоя, поскольку основная суспензия (сердечника) встречается с суспензией концентрированного слоя в процессе изготовления плиты. Вымывание относится к удалению концентрированного слоя, которое может иметь место, если суспензия сердечника распределяется поверх концентрированного слоя в ходе непрерывного технологического процесса. Вымывание может привести к нежелательной неравномерности продукта и к уменьшению протаскивания гвоздя. Были изготовлены две плиты, плиты 5А и 5В. Композиции для изготовления плит 5А и 5В представлены в таблицах 9 и 10, соответственно.
[0168] Скорость отверждения штукатурной суспензии (иногда называемой гипсовой суспензией) в этом примере была модифицирована с использованием квасцов и замедлителя схватывания. Количество квасцов было пониженным в плите 5В для уменьшения скорости отверждения, при этом в плиту 5В был добавлен замедлитель схватывания также для уменьшения скорости отверждения.
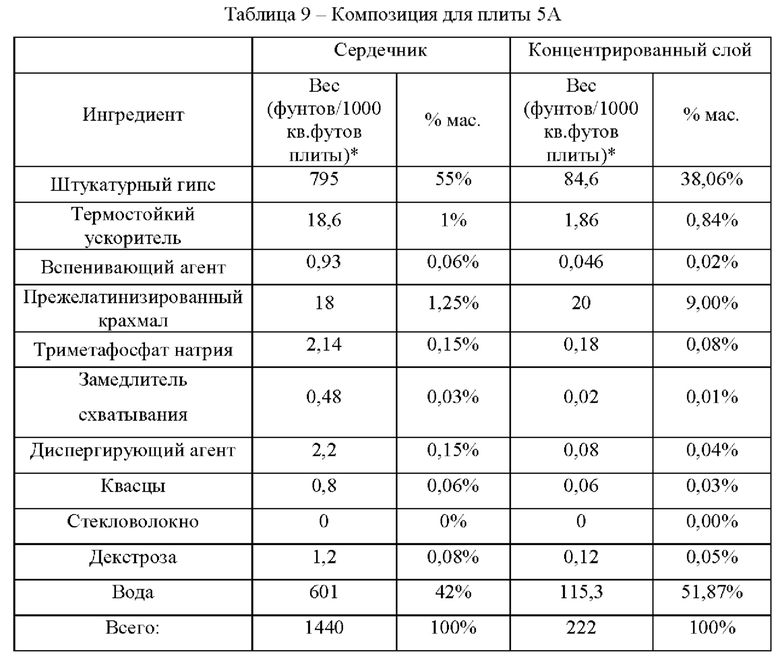

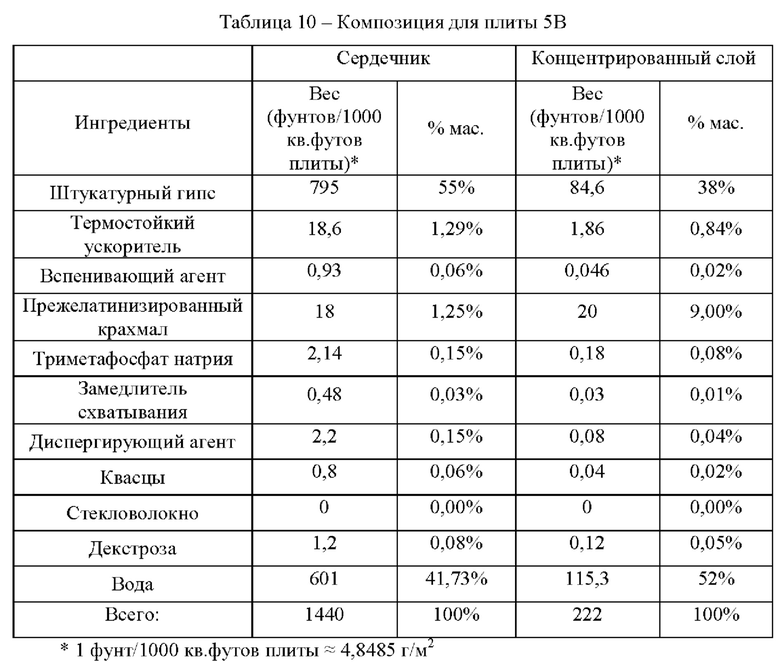
[0169] Плиты 5А и смешанная 5В каждая были изготовлены на высокоскоростной производственной установке с использованием основного стержневого смесителя для объединения влажных и сухих ингредиентов в непрерывном процессе, как описано в примере 3, для формирования сплошной ленты заготовки плиты с суспензией сердечника, осажденной между двумя листами бумаги. Концентрированный слой использовали для изготовления плит 5А и 5В с помощью вторичного смесителя влажных и сухих ингредиентов. Эту суспензию концентрированного слоя нанесли с использованием валика для нанесения на обклеечную бумагу с осажденной на ней суспензией сердечника из разгрузочного трубопровода основного смесителя. Заготовки обработали и высушили в печи, чтобы сформировать готовые плиты 5А и 5В. Характеристики и размеры плит представлены в таблице 11.
[0170] Вымывание измерили с использованием профилометра плотности, в котором используется метод применения рентгеновских лучей (т.е. профилометра плотности QDP-01Х, коммерчески доступного от Quintek Measurement Systems, Inc., Knoxville, TN) для определения градиента плотности через образец. Были приготовлены однодюймовые образцы, взятые из плит 5А и 5В и разрезанные в поперечном направлении плиты, чтобы можно было собрать профиль плотности и представить полную ширину и толщину каждой плиты.
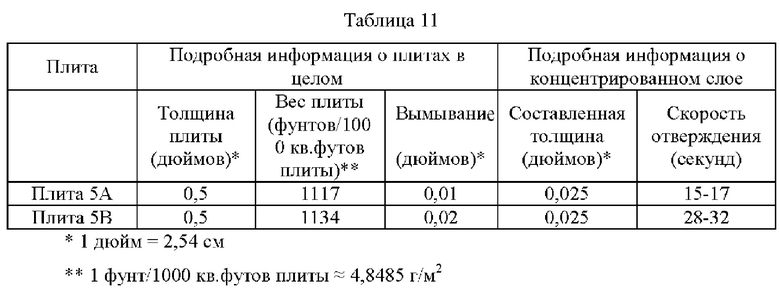
[0171] Этот пример показывает преимущество применения концентрированного слоя, бывшего эффективным в обеих плитах 5А и 5В. Плита 5А была более предпочтительной, потому что обладала меньшим вымыванием. В результате уменьшения скорости отверждения плита стала более предпочтительной. Как видно из таблицы 11, плита 5А продемонстрировала повышенную способность противостоять вымыванию из основной суспензии от контактирования концентрированного слоя в процессе изготовления по сравнению с плитой 5В. В связи с этим плита 5А отличается от плиты 5В тем, что плиту 5А изготовили с использованием меньшего количества замедлителя схватывания и большего количества квасцов, в результате чего вымывание меньше, при этом плиту 5В изготовили с использованием большего количества замедлителя схватывания, но включили меньшее количество квасцов. Результаты, представленные в таблице 11, указывают на 50% уменьшение вымывания для плиты 5А по сравнению с плитой 5В, хотя обе плиты были применимыми изделиями.
ПРИМЕР 6
[0172] Этот пример демонстрирует преимущество содержания концентрированного слоя в гипсовой плите. В частности, суспензионная композиция для формирования концентрированного слоя может быть специально разработана для содержания в ней усиливающих добавок. Как показано в этом примере, концентрацию крахмала могут применять для уменьшения вымывания концентрированного слоя, поскольку основная суспензия (сердечника) встречается с суспензией концентрированного слоя в процессе изготовления плиты. Были изготовлены две плиты, плиты 6А и 6В. Суспензионные композиции для изготовления плит 6А и 6В представлены в таблицах 12 и 13, соответственно.
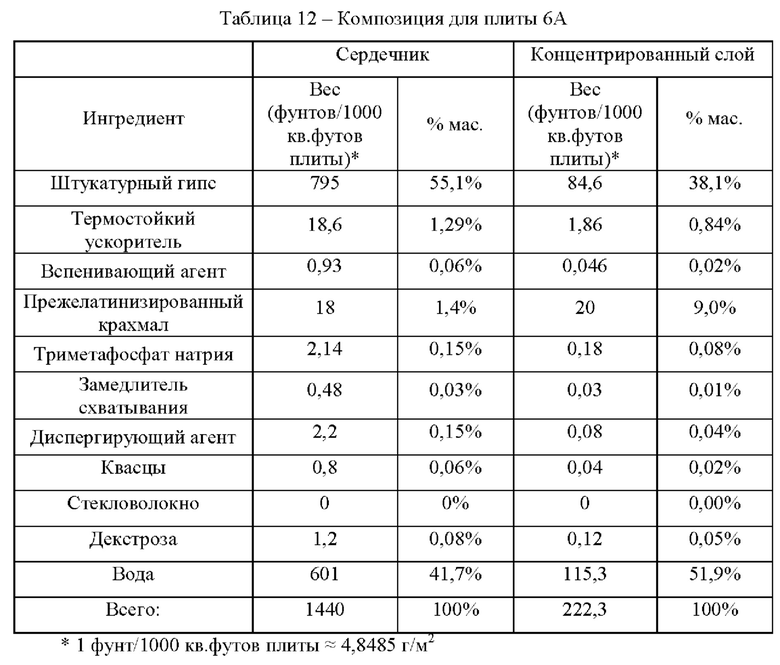
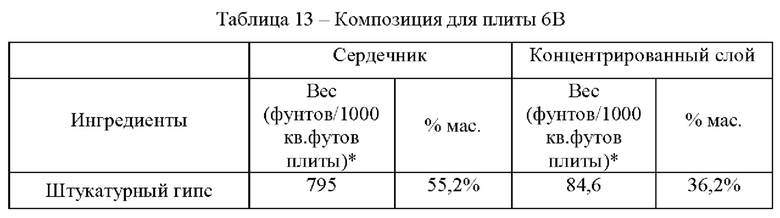
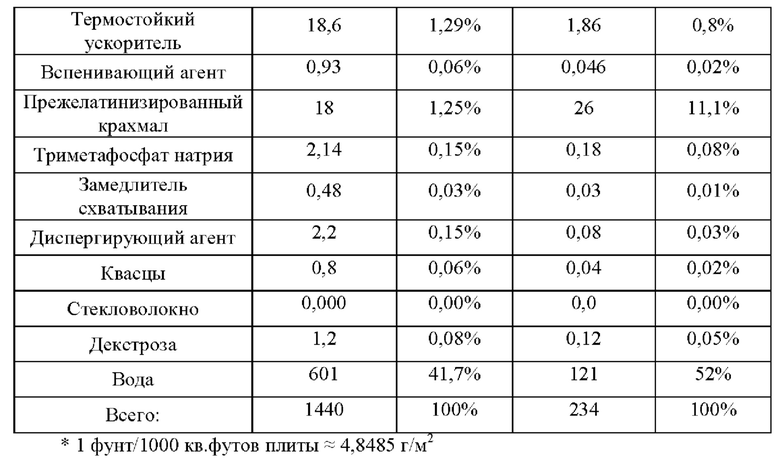
[0173] Плиты 6А и 6В каждая были изготовлены на высокоскоростной производственной установке с использованием основного стержневого смесителя для объединения влажных и сухих ингредиентов в непрерывном процессе, как описано в примере 3, чтобы сформировать непрерывную ленту заготовки плиты с суспензией сердечника, осажденной между двумя листами бумаги. Концентрированный слой использовали для изготовления плит 6А и 6В при помощи вторичного смесителя для смешивания влажных и сухих ингредиентов при изготовлении плиты. Эту суспензию концентрированного слоя нанесли с использованием валика для нанесения на обклеечную бумагу с осажденной на ней суспензией сердечника из разгрузочного трубопровода основного смесителя. Заготовки обработали и высушили в печи, чтобы сформировать готовые плиты 6А и 6В. Характеристики и размеры плит представлены в таблице 14. Вымывание измерили, как описано в примере 5.
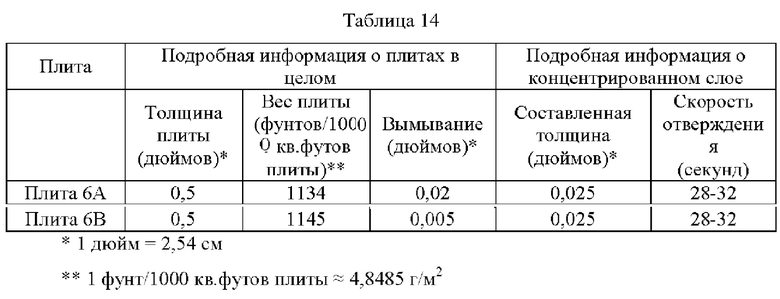
[0174] Этот пример иллюстрирует преимущество наличия концентрированного слоя. В частности, можно увидеть, что наличие более высокой концентрации прежелатинизированного крахмала в суспензии концентрированного слоя по сравнению с суспензией сердечника, было выгодным. Как видно из таблицы 14, плита 6А продемонстрировала большее вымывание по сравнению с плитой 6В. В связи с этим, плита 6А отличается от плиты 6В тем, что плиту 6А изготовили с использованием меньшего количества прежелатинизированного крахмала, в результате чего вымывание больше, при этом плита 6В содержит больше прежелатинизированного крахмала в суспензии. Результаты, представленные в таблице 14, указывают на то, что вымывание было уменьшено на 75% в плите 6В по сравнению с плитой 6А. Применение большего количества усиливающей добавки, например, прежелатинизированного крахмала, в концентрированном слое может быть менее дорогостоящим и более эффективным, поскольку добавка в более высокой концентрации расположена там, где видна наибольшая польза, т.е. в концентрированном слое.
ПРИМЕР 7
[0175] Этот пример демонстрирует преимущество содержания концентрированного слоя в гипсовой плите. В частности, показано, что плотность концентрированного слоя можно применять для улучшения протаскивание гвоздя. Плотность модифицировали посредством изменения количества пены, содержащейся в концентрированном слое. Были изготовлены две плиты, плиты 7А и 7В. Суспензионные композиции для изготовления плит 7А и 7В представлены в таблицах 15 и 16, соответственно.
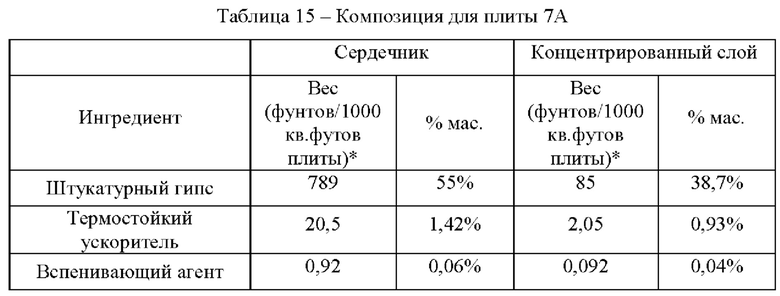
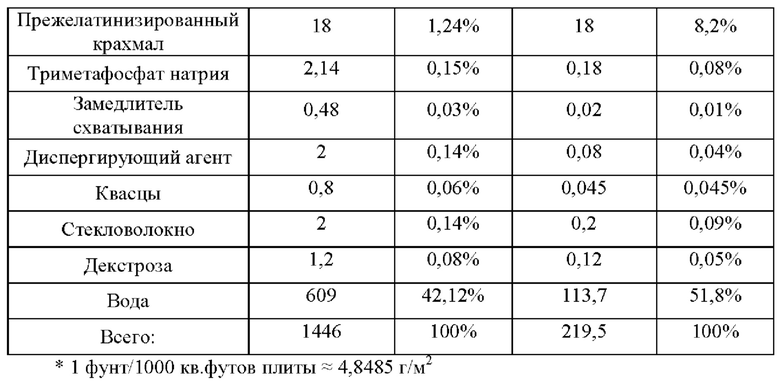
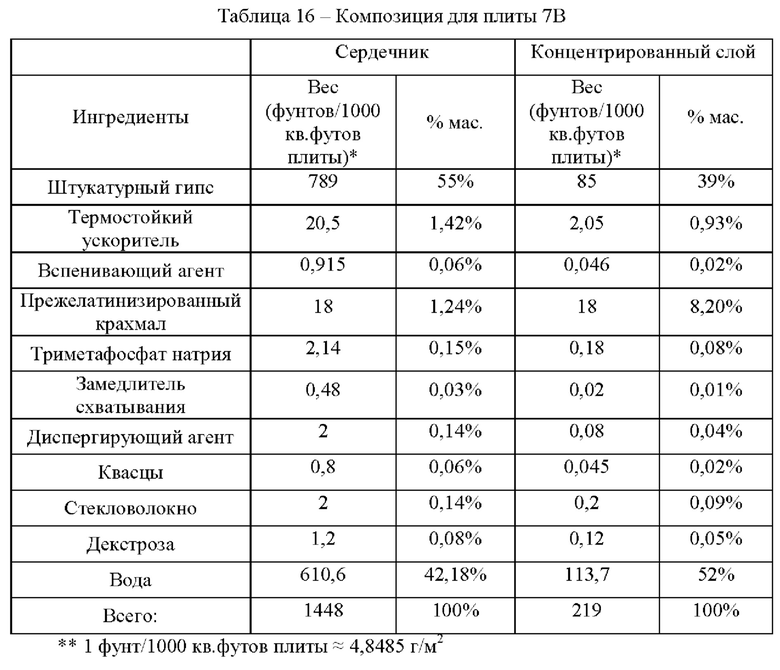
[0176] Плиты 7А и 7В каждая были изготовлены на высокоскоростной производственной установке с использованием основного стержневого смесителя для объединения влажных и сухих ингредиентов в непрерывном процессе, как описано в примере 3, для формирования сплошной ленты заготовки плиты с суспензией сердечника, осажденной между двумя листами бумаги. Концентрированный слой использовали для изготовления плит 7А и 7В с помощью вторичного смесителя влажных и сухих ингредиентов. Эту суспензию концентрированного слоя нанесли с использованием валика для нанесения на обклеечную бумагу с осажденной на ней суспензией сердечника из разгрузочного трубопровода основного смесителя. Заготовки обработали и высушили в печи, чтобы сформировать готовые плиты 7А и 7В. Характеристики и размеры плит представлены в таблице 17.
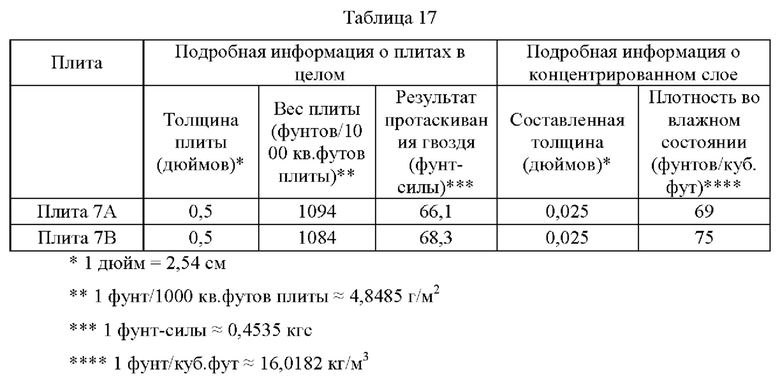
[0177] Этот пример показывает преимущество и эффективность применения концентрированного слоя. Концентрирование добавки прочности и плотности в концентрированном слое эффективно обеспечивает общую выгоду от прочности. Обе плиты продемонстрировали эффективное протаскивание гвоздя. Как видно из таблицы 17, плита 7А продемонстрировала уменьшенное протаскивание гвоздя по сравнению с плитой 7В. В связи с этим, плита 7А отличается от плиты 7В тем, что плиту 7А изготовили с использованием большего количества вспенивающего агента в суспензии концентрированного слоя, что привело к более низкой плотности, при этом плита 7В содержала меньшее количество пены в суспензии концентрированного слоя, что привело к более высокой плотности. Но результаты были аналогичными, поскольку плита 7В была изготовлена с более высокой массовой долей крахмала. Результаты, представленные в таблице 17, указывают на то, что концентрирование повышенной плотности в концентрированном слое и увеличение дозировки усиливающей добавки (в массовых процентах) в суспензии концентрированного слоя эффективным образом повышают протаскивание гвоздя.
ПРИМЕР 8
[0178] Этот пример демонстрирует преимущество содержания концентрированного слоя в гипсовой плите. Концентрацию крахмала в концентрированном слое можно использовать для улучшения протаскивания гвоздя. Были изготовлены две плиты, плиты 8А и 8В. В этом случае, поскольку вымывание было более распространенным в условиях испытаний, разность в протаскивании гвоздя измеряли вдоль стороны плиты (сторона, выполненная по внутренним ТУ изготовителя) в продольном направлении (отлива бумаги), где вымывание не было распространено. Суспензионные композиции для изготовления плит 8А и 8В представлены в таблицах 18 и 19, соответственно.
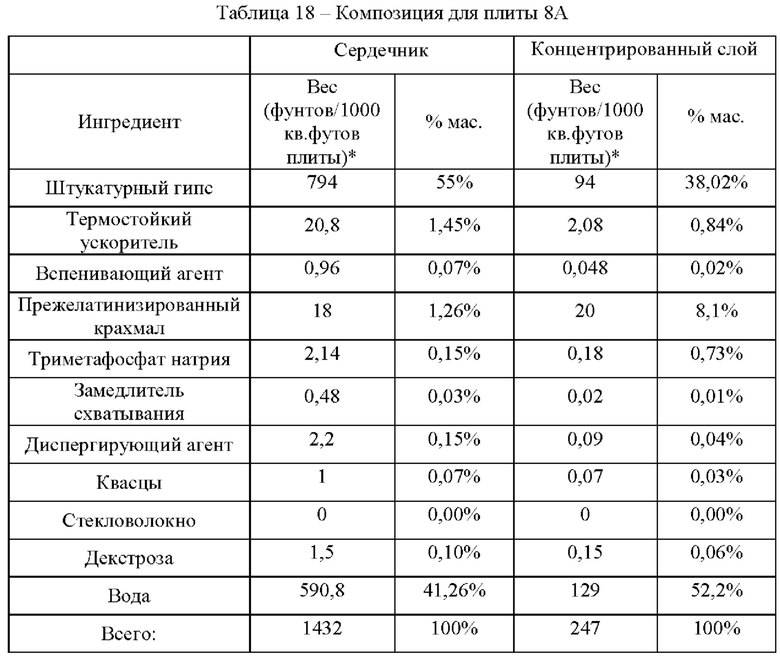

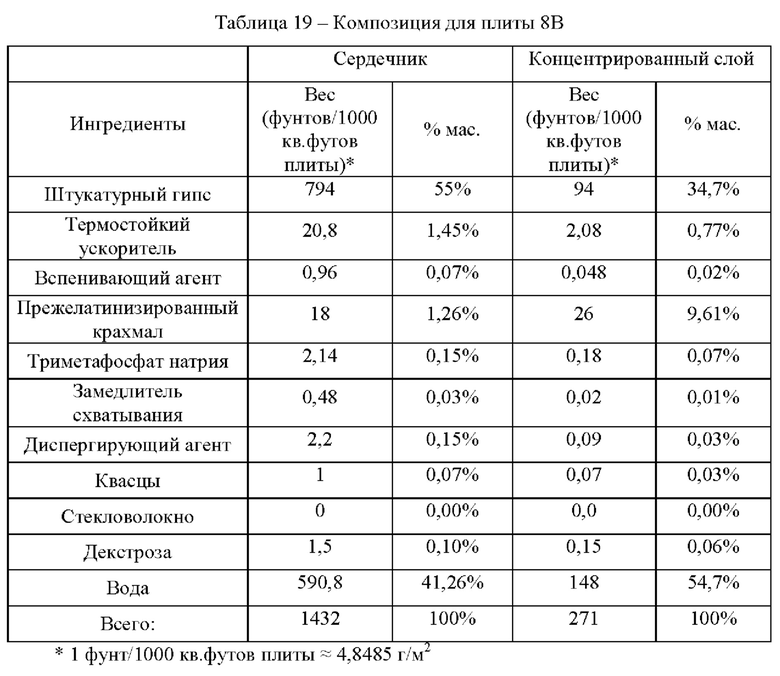
[0179] Плиты 8А и 8В каждая были изготовлены на высокоскоростной производственной установке с использованием основного стержневого смесителя для объединения влажных и сухих ингредиентов в непрерывном процессе, как описано в примере 3, для формирования сплошной ленты заготовки плиты с суспензией сердечника, осажденной между двумя листами бумаги. Концентрированный слой использовали для изготовления плит 8А и 8В с помощью вторичного смесителя для смешивания влажных и сухих ингредиентов. Эту суспензию концентрированного слоя нанесли с использованием валика для нанесения на обклеечную бумагу с осажденной на ней суспензией сердечника из разгрузочного трубопровода основного смесителя. Заготовки обработали и высушили в печи, чтобы сформировать готовые плиты 8А и 8В. Характеристики и размеры плит представлены в таблице 20.
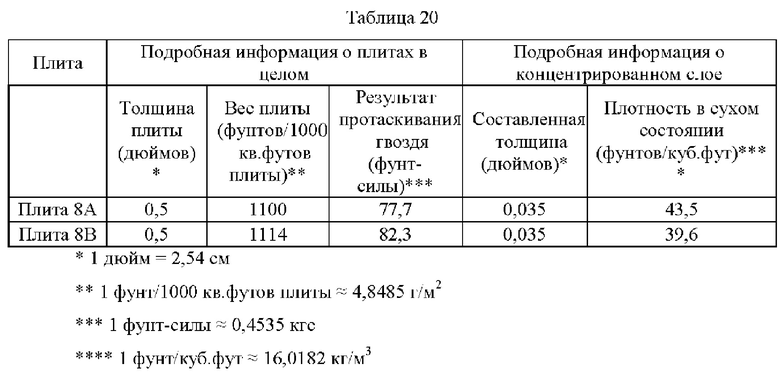
[0180] Этот пример показывает преимущество применения концентрированного слоя. Обе плиты продемонстрировали хорошее протаскивание гвоздя с более высокой концентрацией крахмала в концентрированном слое. Добавление более высокой концентрации прежелатинизированного крахмала в концентрированный слой приводит к улучшению прочности. Как видно из таблицы 20, плита 8А продемонстрировала более низкое протаскивание гвоздя по сравнению с плитой 8В. В связи с этим, плита 8А отличается от плиты 8В тем, что концентрированный слой плиты 8А приготовили с использованием меньшего количества прежелатинизированного крахмала, что привело к более низкому протаскиванию гвоздя, при этом суспензия концентрированного слоя плиты 8В содержала большее количество крахмала, что привело к большему протаскиванию гвоздя. Результаты, представленные в таблице 20, указывают на то, что концентрацию крахмала в концентрированном слое можно использовать для модификации результатов протаскивания гвоздя.
ПРИМЕР 9
[0181] Этот пример иллюстрирует преимущество содержания концентрированного слоя в гипсовой плите. Показана характерная толщина концентрированного слоя для достижения улучшенного протаскивания гвоздя. Можно использовать другую толщину, описанную в данном документе. Толщину модифицировали за счет увеличения скорости валика для нанесения и сужения распространения концентрированного слоя, что сделало толщину больше. Композиции, применяемые для изготовления плит 9А и 9В, представлены в таблицах 21 и 22, соответственно.
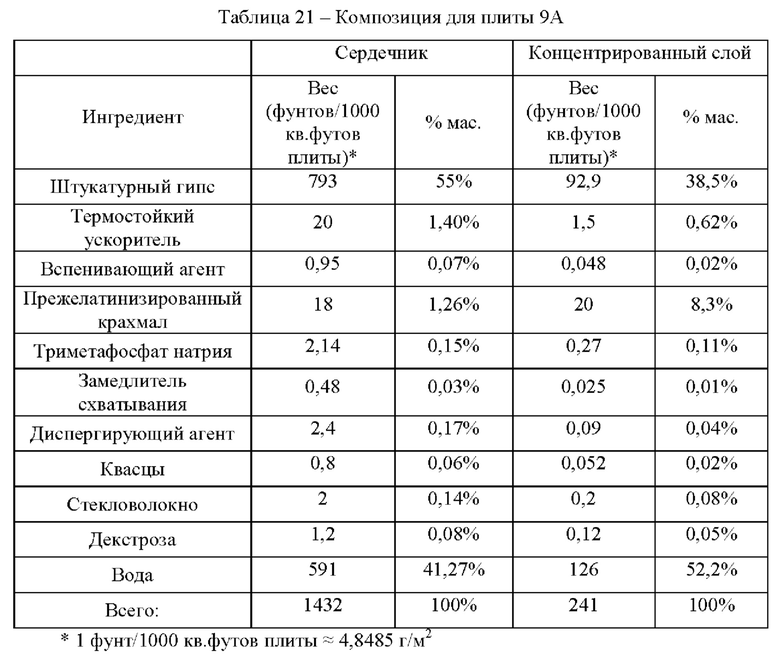
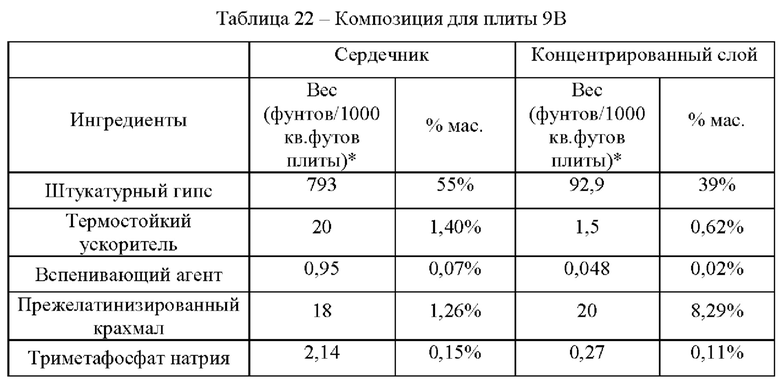
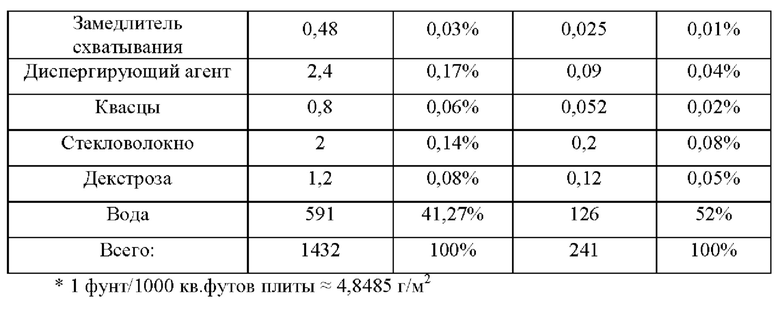
[0182] Плиты 9А и 9В каждая были изготовлены на высокоскоростной производственной установке с использованием основного стержневого смесителя для объединения влажных и сухих ингредиентов в непрерывном процессе, как описано в примере 3, для формирования сплошной ленты заготовки плиты с суспензией сердечника, осажденной между двумя листами бумаги. Концентрированный слой использовали для изготовления плит 9А и 9В с помощью вторичного смесителя для смешивания влажных и сухих ингредиентов. Эту суспензию концентрированного слоя нанесли с использованием валика для нанесения на обклеечную бумагу с осажденной на ней суспензией сердечника из разгрузочного трубопровода основного смесителя. Заготовки обработали и высушили в печи, чтобы сформировать готовые плиты 9А и 9В. Характеристики и размеры плит представлены в таблице 23.
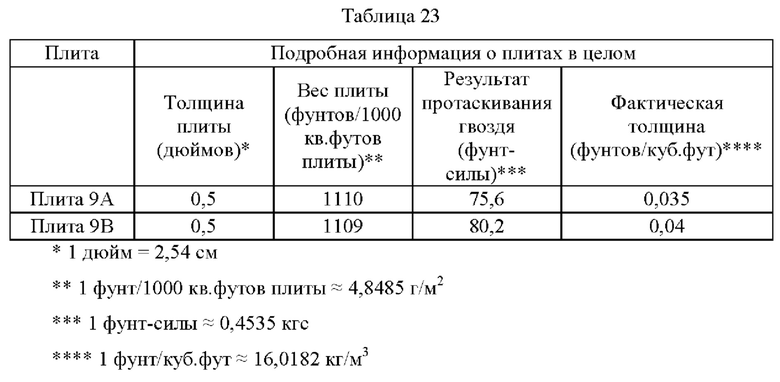
Этот пример показывает преимущество применения концентрированного слоя. Увеличение толщины концентрированного слоя улучшает прочность, хотя обе плиты 9А и 9В были достаточно крепкими и эффективными. Обе плиты содержали более высокую концентрацию усиливающей добавки (крахмала) в концентрированном слое. Как видно из таблицы 23, плита 9А продемонстрировала более низкое протаскивание гвоздя по сравнению с плитой 9В. В связи с этим, плита 9А отличается от плиты 9В тем, что плиту 9А изготовили с применением более низкой скорости валика для нанесения, результатом чего стал более тонкий концентрированный слой, при этом плиту 9В изготовили с применением более высокой скорости валика для нанесения, в результате чего стал более толстый концентрированный слой. Результаты, представленные в таблице 23, указывают на то, что повышенная концентрация крахмала в концентрированном слое, а также толщина концентрированного слоя можно применять для модификации результатов протаскивания гвоздя.
ПРИМЕР 10
[0183] Этот пример демонстрирует, что концентрированный слой улучшает характеристику протаскивания гвоздя при целевом весе плиты 1100 фунтов/1000 кв.футов плиты (около 5370 г/м2). Были изготовлены две плиты, плита 10А и плита 10В. Плита 10В не содержала концентрированный слой, при этом плита 10А содержала. Суспензионные композиции для изготовления плит 10А и 10В представлены в таблицах 24 и 25, соответственно. Композиции изготовили, как описано в примере 3.
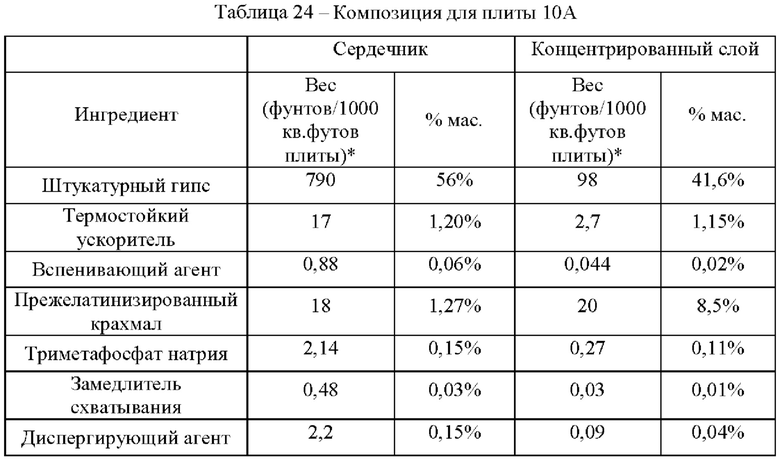
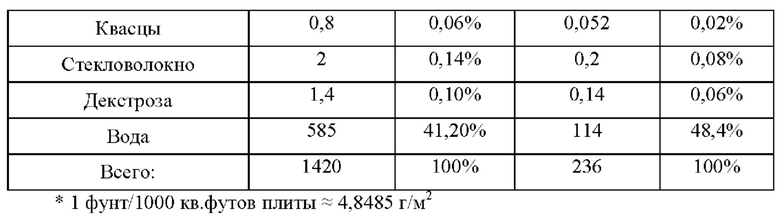
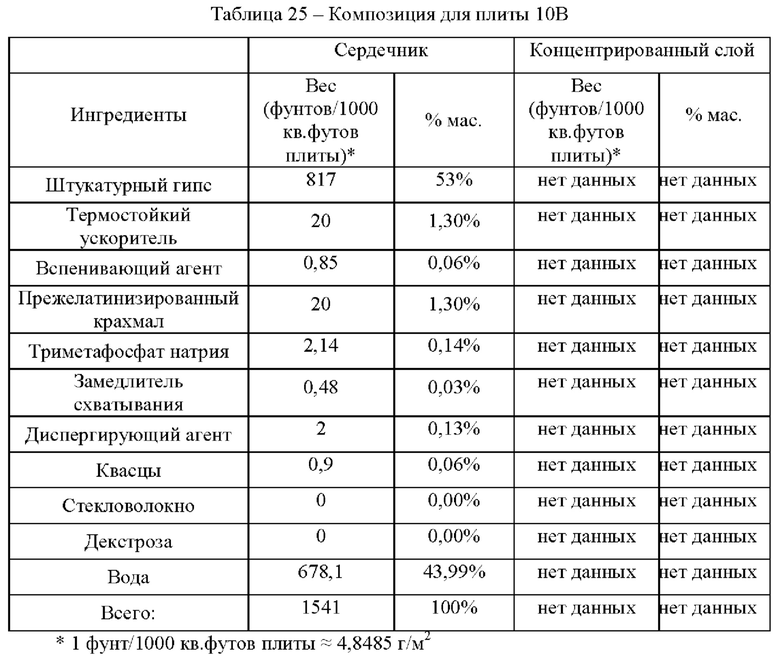
[0184] Плиты 10А и 10В каждая были изготовлены на высокоскоростной производственной установке с использованием основного стержневого смесителя для объединения влажных и сухих ингредиентов в непрерывном процессе, как описано в примере 3, для формирования сплошной ленты заготовки плиты с суспензией сердечника, осажденной между двумя листами бумаги. Концентрированный слой использовали для изготовления плит 10А с помощью вторичного смесителя для смешивания влажных и сухих ингредиентов. Эту суспензию концентрированного слоя нанесли с использованием валика для нанесения на обклеечную бумагу с осажденной на ней суспензией сердечника из разгрузочного трубопровода основного смесителя. Заготовки обработали и высушили в печи, чтобы сформировать готовые плиты 10А и 10В. Характеристики и размеры плит представлены в таблице 26.
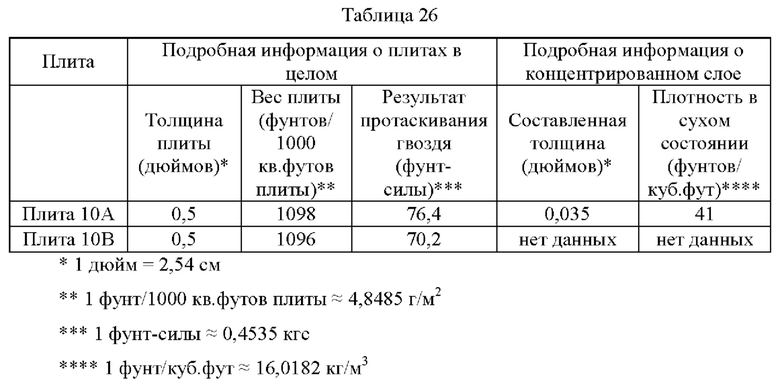
[0185] Этот пример показывает преимущество применения концентрированного слоя. Как видно из таблицы 26, плита 10А продемонстрировала более высокий результат протаскивания гвоздя по сравнению с плитой 10В. В связи с этим плита 10А отличается от плиты 10В тем, что плита 10А была изготовлена с использованием суспензии концентрированного слоя, в которой содержатся более высокие концентрации прежелатинизированного крахмала по сравнению с суспензией сердечника, в результате чего протаскивание гвоздя больше, при этом плита 10В не содержала концентрированный слой. Результаты, представленные в таблице 26, показывают, что концентрированный слой, содержащий высокие концентрации прежелатинизированного крахмала, можно применять для увеличения протаскивания гвоздя.
[0186] Все ссылки, включая публикации, патентные заявки и патенты, приведенные в настоящем описании, включены в данный документ посредством ссылки в той же степени, как если бы каждая ссылка была отдельно и конкретно указана для включения посредством ссылки и была изложена в данном документе в полном объеме.
[0187] Использование в контексте настоящего изобретения определений в единственном числе и «по меньшей мере один» и аналогичных референтов (особенно в контексте нижеследующей формулы изобретения) должны быть истолкованы как в единственном числе, так и во множественном числе, если обратное прямо не указано в тексте или явно не противоречит контексту. Использование термина «по меньшей мере один», за которым следует список из одного или нескольких элементов (например, «по меньшей мере один из А и В») следует понимать, как один элемент, выбранный из перечисленных элементов (А или В) или любую комбинацию из двух или более перечисленных предметов (А и В), если обратное прямо не указано в тексте или явно не противоречит контексту. Следует понимать, что применяемый в данном документе термин «присоединен к» не обязательно означает, что два слоя находятся в непосредственном контакте. Термины «содержащий», «имеющий», «включая» и «включающий в себя» должны быть истолкованы как не носящие жесткого характера термины (т.е. означающие «включая, но не ограничиваясь»), если не указано иное. Также, везде, где повторяется «содержащий» (или его эквиваленты), считается, что «содержащий» включает в себя «по существу состоящий из» и «состоящий из». Таким образом, вариант осуществления изобретения «содержащий» элемент(ы) согласован с вариантами осуществления изобретения «по существу состоящими из» и «состоящими из» указанного(ых) элемента(ов). Везде, где повторяется термин «по существу состоящий из», есть основания полагать, что он включает в себя термин «состоящий из». Таким образом, вариант осуществления изобретения «по существу состоящий из» элемента(ов) согласован с вариантами осуществления изобретения «состоящими из» указанного(ых) элемента(ов). Перечисление диапазонов значений в данном документе предназначено только для использования в качестве способа условного обозначения отдельной ссылки на каждое отдельное значение, попадающее в диапазон, если в данном документе не указано иное, и каждое отдельное значение включено в подробное описание, как если бы оно было отдельно описано в данном документе. Термин «типовой» относится к примеру и не предназначен, чтобы быть предложенным в качестве лучшего примера. Все способы, описанные в данном документе, могут быть выполнены в любом подходящем порядке, если иное не указано в данном документе или же явно не противоречит контексту. Использование любых и всех примеров или типовых формулировок («например»), приведенных в данном документе, предназначено просто для лучшего разъяснения изобретения и не ограничивает объем изобретения, если не заявлено иное. Ни одна из формулировок в подробном описании не должна толковаться как указание любого не заявленного элемента как существенного для практического применения изобретения.
[0188] Предпочтительные варианты осуществления настоящего изобретения описаны в данном документе, включая наилучший способ осуществления изобретения, известный авторам изобретения. Вариации предпочтительных вариантов осуществления изобретения могут стать очевидными для специалистов в данной области техники после прочтения вышеприведенного описания. Авторы изобретения ожидают, что квалифицированные специалисты должны использовать такие вариации, если это необходимо, и авторы изобретения намерены реализовать изобретение иначе, чем конкретно описано в данном документе. Соответственно, это изобретение включает в себя все модификации и эквиваленты предмета, указанного в формуле изобретения, прилагаемой к настоящему документу, как это разрешено действующим законодательством. Более того, изобретение охватывает любую комбинацию вышеописанных элементов во всех их возможных вариациях, если иное не указано в данном документе или же явно не противоречит контексту.
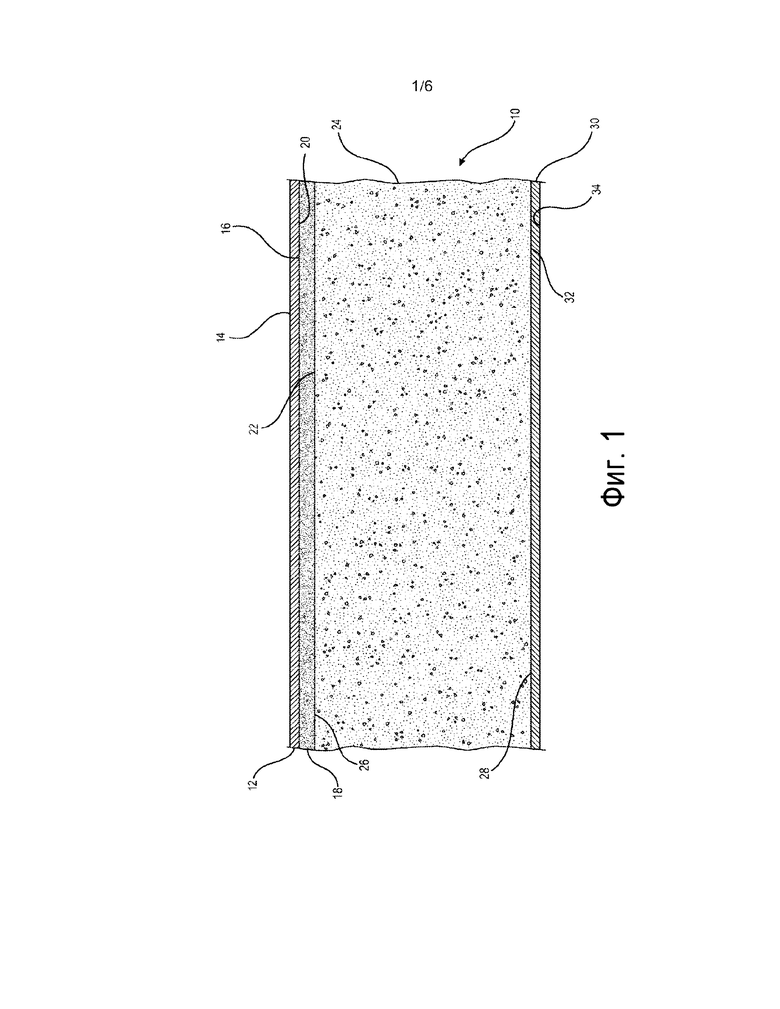
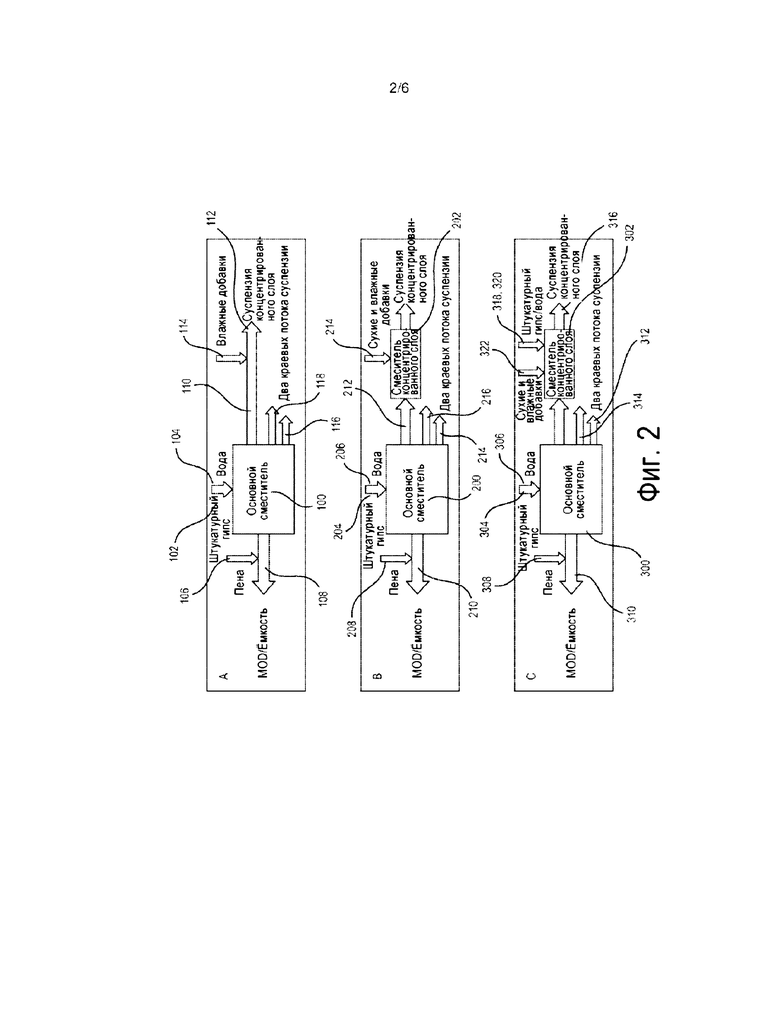
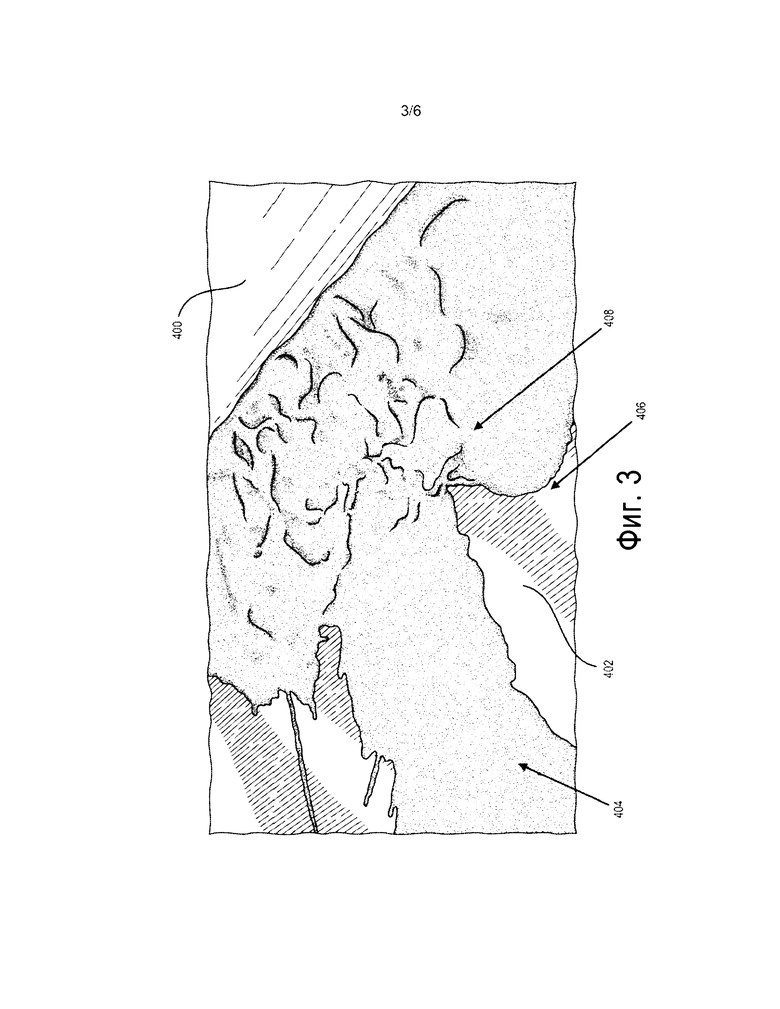
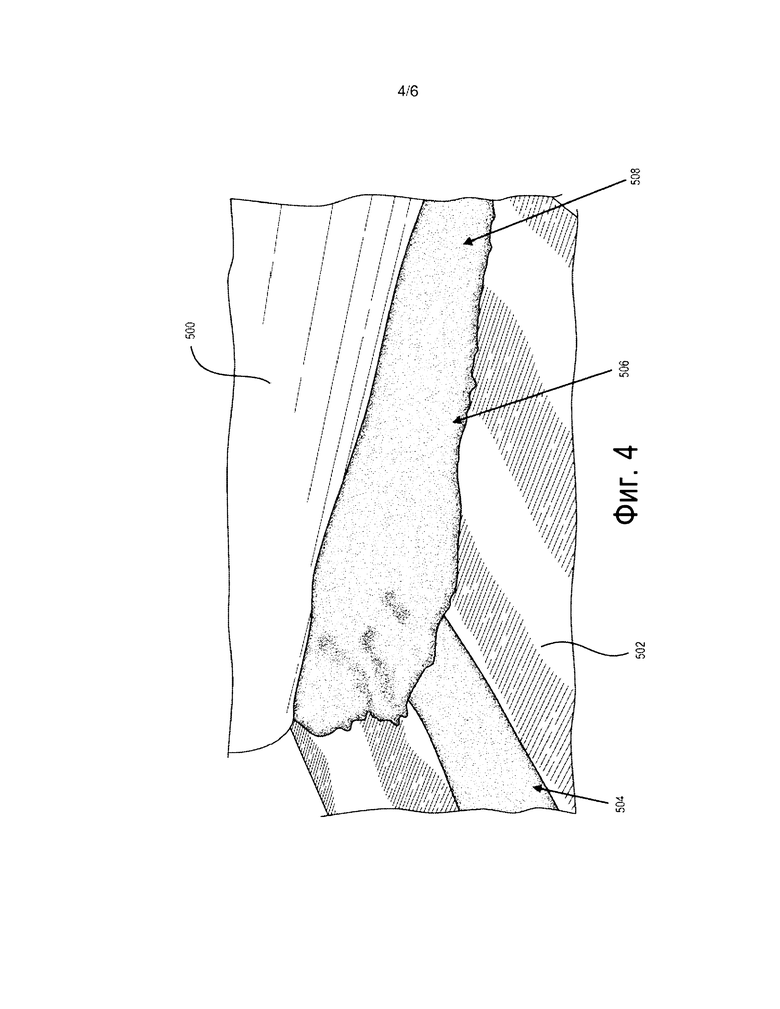
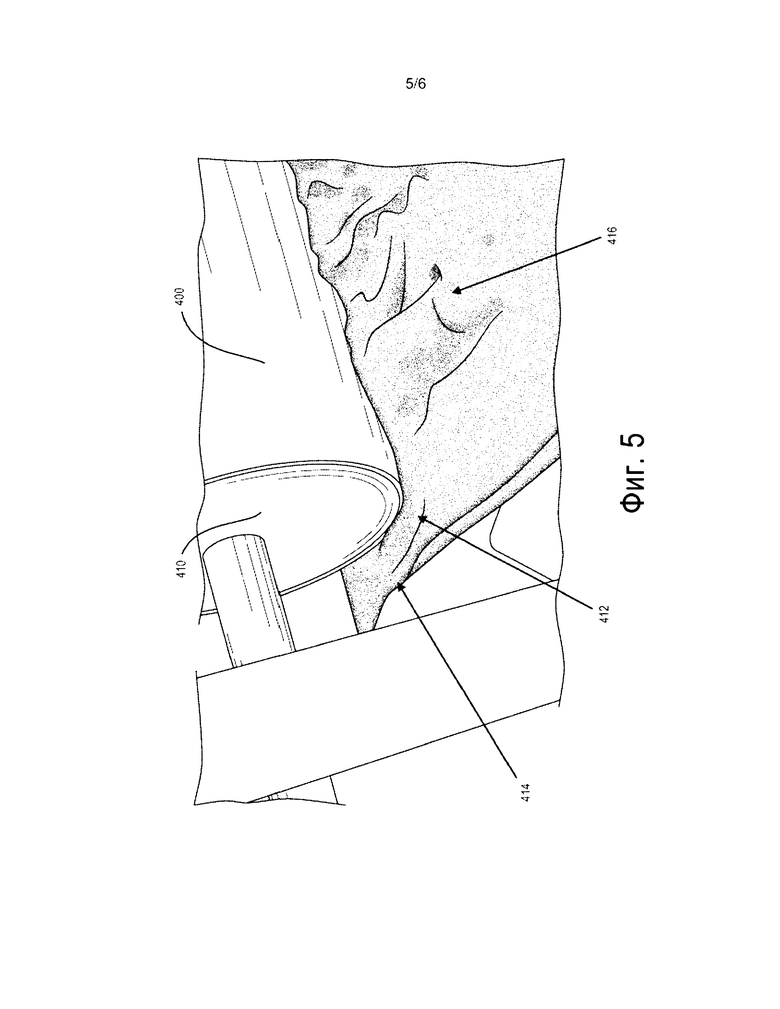
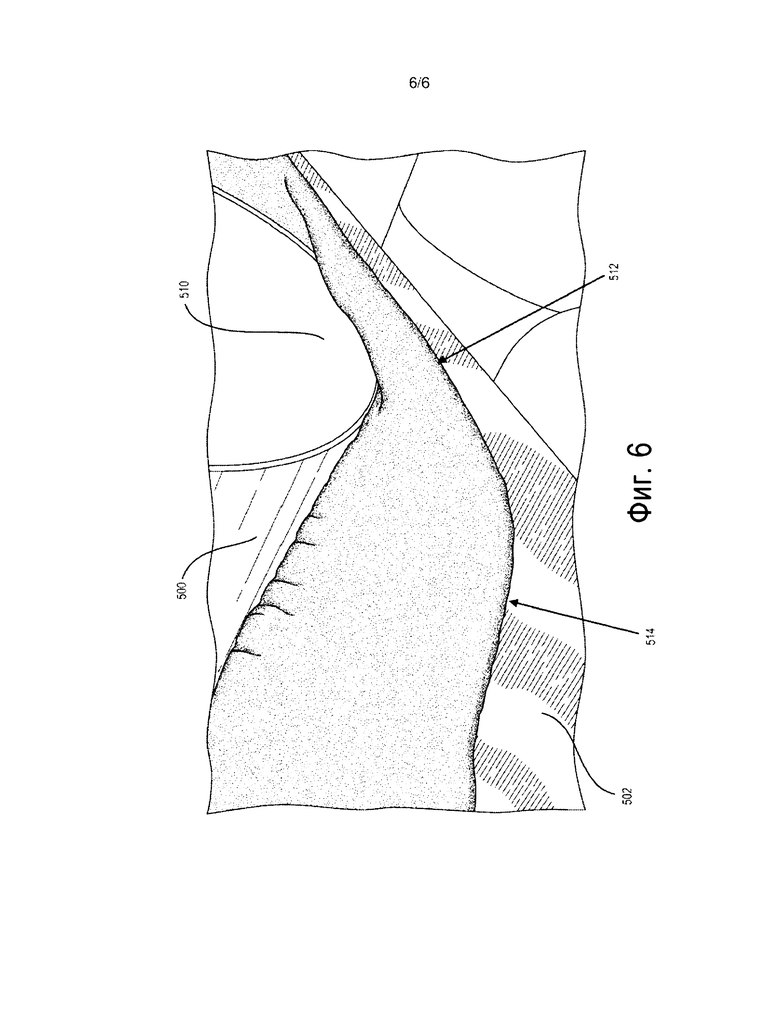
Раскрыта композитная гипсовая плита, содержащая сердечник плиты и концентрированный слой фактической толщины (например, по меньшей мере около 0,02 дюйма (около 0,05 см)). Концентрированный слой содержит более высокую массовую долю усиливающей добавки, чем сердечник плиты. Толщина сердечника плиты больше, чем толщина концентрированного слоя, и образует большую часть объёма плиты. Концентрированный слой имеет более высокую плотность (например, по меньшей мере приблизительно в 1,1 раза больше), чем плотность сердечника плиты. Также раскрыт способ изготовления композитной гипсовой плиты. 3 н. и 7 з.п. ф-лы, 26 табл., 6 ил.
1. Композитная гипсовая плита, содержащая:
(a) сердечник плиты, содержащий затвердевший гипс, сформированный по меньшей мере из воды, штукатурного гипса и, необязательно, усиливающей добавки, причем сердечник плиты имеет плотность в сухом состоянии около 30 фунтов/куб.фут (около 481 кг/м3) или менее, причем указанный сердечник имеет первую лицевую поверхность сердечника; и
(b) концентрированный слой, сформированный по меньшей мере из воды, штукатурного гипса и усиливающей добавки, причем указанный концентрированный слой расположен в соединении с первой лицевой поверхностью сердечника; при этом:
(i) если усиливающая добавка содержится при формировании сердечника плиты, то усиливающая добавка содержится в более высокой концентрации при формировании концентрированного слоя, чем при формировании сердечника плиты,
(ii) толщина сердечника плиты больше, чем толщина концентрированного слоя, и
(iii) концентрированный слой имеет среднюю твердость сердцевины, которая по меньшей мере приблизительно в 1,5 раза больше, чем средняя твердость сердцевины сердечника плиты.
2. Композитная гипсовая плита, содержащая:
(a) сердечник плиты, содержащий затвердевший гипс, сформированный по меньшей мере из воды, штукатурного гипса и, необязательно, усиливающей добавки, причем указанный сердечник имеет плотность в сухом состоянии около 30 фунтов/куб.фут (около 481 кг/м3) или менее, при этом указанный сердечник имеет первую и вторую лицевые поверхности сердечника, обращенные в противоположные стороны; и
(b) концентрированный слой, сформированный по меньшей мере из воды, штукатурного гипса и усиливающей добавки, причем указанный концентрированный слой расположен в соединении с первой лицевой поверхностью сердечника; при этом:
(i) если усиливающая добавка присутствует при формировании сердечника, то концентрированный слой сформирован по меньшей мере из приблизительно в 1,2 раза большего количества усиливающей добавки, применяемой при формировании сердечника плиты,
(ii) концентрированный слой имеет более высокую плотность в сухом состоянии, чем плотность сердечника плиты в сухом состоянии.
3. Композитная гипсовая плита, содержащая:
(a) сердечник плиты, содержащий затвердевший гипс, сформированный по меньшей мере из воды, штукатурного гипса и, необязательно, одного или обоих из диспергирующего агента и/или полифосфата, причем указанный сердечник имеет плотность в сухом состоянии около 30 фунтов/куб.фут (около 481 кг/м3) или менее, при этом указанный сердечник имеет первую и вторую лицевые поверхности сердечника, обращенные в противоположные стороны; и
(b) концентрированный слой, сформированный по меньшей мере из воды, штукатурного гипса и одного или обоих из: полифосфата и диспергирующего агента, причем указанный концентрированный слой расположен в соединении с первой лицевой поверхностью сердечника; при этом:
(i) если полифосфат и/или диспергирующий агент присутствует при формировании сердечника, то полифосфат и/или диспергирующий агент содержится в более высокой концентрации при формировании концентрированного слоя, чем при формировании сердечника плиты, и
(ii) концентрированный слой имеет более высокую плотность в сухом состоянии, чем плотность сердечника плиты в сухом состоянии.
4. Композитная гипсовая плита по любому из пп. 1-3, отличающаяся тем, что указанная плита имеет плотность около 33 фунтов/куб.фут (около 530 кг/м3) или менее и указанная плита имеет сопротивление протаскиванию гвоздя согласно способу В стандарта ASTM С473-10 по меньшей мере около 68 фунт-силы.
5. Композитная гипсовая плита по любому из пп. 1-4, отличающаяся тем, что усиливающая добавка содержит крахмал.
6. Композитная гипсовая плита по п. 5, отличающаяся тем, что крахмал содержит прежелатинизированный крахмал, имеющий вязкость от около 20 сантипуаз до около 700 сантипуаз, причем вязкость измеряют, когда крахмал подвергают условиям согласно способу VMA.
7. Композитная гипсовая плита по п. 3, отличающаяся тем, что полифосфат предпочтительно выбран из триметофосфата натрия, триметофосфата калия, триметофосфата аммония, триметофосфата лития и любой их комбинации, а диспергирующий агент выбран из нафталинсульфоната, поликарбоксилата, лигносульфоната, сульфированного лигнина и любой их комбинации.
8. Композитная гипсовая плита по любому из пп. 1-7, отличающаяся тем, что концентрированный слой имеет модуль Юнга, который по меньшей мере приблизительно в 1,5 раза выше, чем модуль Юнга сердечника плиты.
9. Композитная гипсовая плита по любому из пп. 1-8, отличающаяся тем, что дифференциал плотности между концентрированным слоем и сердечником плиты составляет по меньшей мере около 8 фунтов/куб.фут (около 130 кг/м3).
10. Композитная гипсовая плита по п. 3, отличающаяся тем, что концентрированный слой дополнительно сформирован из усиливающей добавки и сердечник плиты, необязательно, дополнительно сформирован из усиливающей добавки, и при этом если усиливающая добавка содержится при формировании сердечника плиты, то усиливающая добавка содержится в более высокой концентрации при формировании концентрированного слоя, чем при формировании сердечника плиты.
| US 2004038065 A1, 26.02.2004 | |||
| Измерительная катушка для определения отклонения силовых линий магнитного поля от заданной конфигурации | 1960 |
|
SU135961A1 |
| US 2012207989 А1, 16.08.2012 | |||
| RU 2011118120 А, 10.12.2012 | |||
| US 2007059513 A1, 15.03.2007. | |||

