Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к растягивающейся структуре впитывающего изделия и способу изготовления растягивающейся структуры впитывающего изделия.
Предшествующий уровень техники
[0002]
Как правило, растягивающуюся структуру предусматривают во впитывающем изделии для улучшения прилегаемости каждой части. Например, в одноразовом подгузнике типа трусов или одноразовом подгузнике, скрепляемом лентами, широко практиковалось выполнение растягивающейся структуры в части, размещаемой на нижней части туловища, вдоль ее направления вдоль окружности или выполнение растягивающейся структуры в части для ног вдоль ее направления вдоль окружности. Кроме того, широко практикуется выполнение растягивающейся структуры в направлении вперед-назад, называемой «трехмерными сборками» и «сборками в плоскости», во впитывающем изделии, включая гигиеническую прокладку, а также одноразовый подгузник типа трусов и одноразовый подгузник, скрепляемый лентами (см., например, патентные литературные источники 1-5).
[0003]
Типовой пример такой растягивающейся структуры впитывающего изделия включает первый листовой слой, второй листовой слой, расположенный напротив одной поверхности первого листового слоя, и множество удлиненных, упруго растяжимых элементов, предусмотренных вдоль направления растягивания на расстояниях друг от друга между первым листовым слоем и вторым листовым слоем. Первый листовой слой и второй листовой слой играют некоторую роль при формировании плоской растягивающейся зоны, а также при закрытии и маскировании упруго растяжимых элементов. Упруго растяжимые элементы, предусмотренные между первым листовым слоем и вторым листовым слоем, играют некоторую роль при создании усилия упругого растяжения. По меньшей мере, оба конца упруго растяжимых элементов прикреплены к первому листовому слою и второму листовому слою в состоянии, в котором они растянуты в направлении растягивания. За счет данной фиксации упруго растяжимые элементы и первый листовой слой и второй листовой слой соединены в одно целое, и первый листовой слой и второй листовой слой стягиваются вследствие стягивающего усилия, создаваемого упруго растяжимыми элементами, для формирования складок или морщин. Когда после данного стянутого состояния первый листовой слой и второй листовой слой растягиваются при преодолении стягивающего усилия, создаваемого упруго растяжимыми элементами, складки и морщины расправляются. При предельном упругом растягивании листовой слой обычно расправляется без складок и морщин; при стягивании упруго растяжимых элементов листовой слой собирается в сборки для формирования складок, и в состоянии естественной длины лист собирается в сборки для формирования очень близко расположенных складок. В настоящее время в большинстве случаев термоплавкий адгезив выбирают в качестве средства прикрепления упруго растяжимых элементов к первому листовому слою и второму листовому слою.
[0004]
Кроме того, первый листовой слой и второй листовой слой прерывисто или непрерывно прикреплены друг к другу, по меньшей мере, в одном из направления растягивания и направления, ортогонального к направлению растягивания. Это обусловлено тем, что в том случае, когда почти отсутствует какое-либо скрепление между первым листовым слоем и вторым листовым слоем, один листовой слой в значительной степени поднимается или смещается от другого листового слоя так, что внешний вид и ощущение при ношении ухудшаются. Тип скрепления первого листового слоя и второго листового слоя подразделяется на комбинированный тип (см. патентные литературные источники 1-3) и независимый тип (см. патентные литературные источники 4 и 5). При комбинированном типе первый листовой слой и второй листовой слой скреплены посредством термоплавкого адгезива, по меньшей мере, в частях, в которых проходят упруго растяжимые элементы, которые служат также для прикрепления упруго растяжимых элементов к первому листовому слою и второму листовому слою. При независимом типе первый листовой слой и второй листовой слой скреплены сваркой, такой как ультразвуковая сварка, в местах, отличных от мест, в которых проходят упруго растяжимые элементы, независимо от прикрепления упруго растяжимых элементов к первому листовому слою и второму листовому слою.
[0005]
С другой стороны, при изготовлении изделия растягивающая структура впитывающего изделия находится в состоянии предельного упругого растягивания, и при использовании изделия растягивающаяся структура находится в состоянии растягивания до определенной степени. Следовательно, по меньшей мере, в данных состояниях стягивающее усилие, создаваемое упруго растяжимыми элементами, действует в направлении сдвига относительно тех частей упруго растяжимых элементов, которые скреплены с первым листовым слоем и вторым листовым слоем. Если в этот момент удерживающая способность при адгезионном скреплении концевых частей упруго растяжимых элементов является недостаточной, существует возможность того, что фиксация упруго растяжимых элементов может быть устранена под действием сдвигающего усилия, непрерывно приложенного во время изготовления или использования. В частности, когда один конец упруго растяжимого элемента «освобождается», часть, в которой фиксация устранена, стягивается и оттягивается к противоположной стороне (в дальнейшем это также названо просто «втягиванием») и теряет эластичность. По этой причине в качестве термоплавкого адгезива, предназначенного для склеивания упруго растяжимых элементов и листового слоя, используют термоплавкий адгезив, имеющий высокую удерживающую способность (почти не вызывающий когезионного разрушения).
[0006]
Однако, как и при вышеописанном комбинированном типе, в случае, когда прикрепление упруго растяжимых элементов к первому листовому слою и второму листовому слою и скрепление первого листового слоя и второго листового слоя выполняются посредством одного термоплавкого адгезива, как прикрепление, так и скрепление должны выполняться посредством термоплавкого адгезива, имеющего высокую удерживающую способность, и поскольку термоплавкий адгезив, имеющий высокую удерживающую способность, является твердым, снижается гибкость в части, предназначенной только для скрепления первого листового слоя и второго листового слоя.
Перечень ссылок
Патентная литература
[0007]
Патентный литературный источник 1: JP 2004-229857 А
Патентный литературный источник 2: JP 2013-132331 А
Патентный литературный источник 3: JP 2009-148447 А
Патентный литературный источник 4: JP 2008-295930 А
Патентный литературный источник 5: JP 2009-297096 А
Сущность изобретения
Техническая проблема
[0008]
С учетом вышеизложенного основная задача настоящего изобретения состоит в обеспечении сочетания гибкости и способности упруго растяжимых элементов к фиксации, когда как прикрепление упруго растяжимых элементов к первому листовому слою и второму листовому слою, так и скрепление первого листового слоя и второго слоя осуществляются посредством термоплавкого адгезива.
Решение проблемы
[0009]
Настоящее изобретение, которое решает вышеуказанную проблему, таково.
<Изобретение по пункту 1 формулы изобретения>
Растягивающая структура впитывающего изделия, содержащая:
первый листовой слой, образованный из нетканого материала, второй листовой слой, образованный из нетканого материала и противоположный по отношению к одной стороне первого листового слоя, и множество удлиненных, упруго растяжимых элементов, предусмотренных вдоль направления растягивания на расстояниях друг от друга между первым листовым слоем и вторым листовым слоем,
при этом упруго растяжимый элемент прикреплен к, по меньшей мере, одному из первого листового слоя и второго листового слоя посредством первого термоплавкого адгезива в каждой паре мест адгезионного сцепления, предусмотренных с интервалом в направлении растягивания,
первый листовой слой и второй листовой слой скреплены посредством второго термоплавкого адгезива в зоне, проходящей, по меньшей мере, в направлении растягивания и соответствующей промежутку между двумя местами адгезионного сцепления, и
удерживающая способность первого термоплавкого адгезива выше удерживающей способности второго термоплавкого адгезива.
[0010]
(Действие и результат)
Настоящее изобретение отличается тем, что функция прикрепления упруго растяжимых элементов к, по меньшей мере, одному из первого листового слоя и второго листового слоя и функция скрепления первого листового слоя и второго листового слоя разделены между первым термоплавким адгезивом и вторым термоплавким адгезивом, и используются термоплавкие адгезивы, имеющие разную удерживающую способность (сварка материалов не используется для обеих данных функций). Термоплавкие адгезивы, каждый из которых имеет высокую удерживающую способность, имеют очень хорошую способность к фиксации, но являются твердыми. С другой стороны, термоплавкие адгезивы, каждый из которых имеет низкую удерживающую способность, обладают худшей способностью к фиксации, но являются гибкими. Следовательно, как и в настоящем изобретении, если удерживающая способность первого термоплавкого адгезива выше удерживающей способности второго термоплавкого адгезива, упруго растяжимые элементы прочно фиксируются в обеих концевых частях растягивающейся зоны, и первый листовой слой и второй листовой слой могут быть скреплены более гибко в зоне, проходящей в направлении растягивания и соответствующей промежутку между данными обеими концевыми частями. Несмотря на то, что в данном случае части, скрепленные посредством первого термоплавкого адгезива, имеют твердую текстуру, их влияние локализовано. Кроме того, поскольку упруго растяжимые элементы прочно прикреплены в обеих концевых частях растягивающейся зоны, второй термоплавкий адгезив в зоне, проходящей в направлении растягивания и соответствующей промежутку между данными обеими концевыми частями, имеет очень малую необходимость играть некоторую роль в выполнении фиксации упруго растяжимых элементов, и необходимо только, чтобы второй термоплавкий адгезив обеспечивал скрепление первого листового слоя и второго листового слоя. Следовательно, адгезив, имеющий низкую удерживающую способность, может быть использован без каких-либо проблем, что фактически обеспечивает преимущество, заключающееся в том, что основная растягивающаяся зона становится более гибкой.
[0011]
<Изобретение по пункту 2 формулы изобретения>
Растягивающаяся структура впитывающего изделия согласно пункту 1 формулы изобретения, в которой вязкость расплава первого термоплавкого адгезива выше вязкости расплава второго термоплавкого адгезива.
[0012]
(Действие и результат)
Поскольку, как правило, термоплавкий адгезив, имеющий высокую вязкость расплава, имеет высокую удерживающую способность, как описано в данном пункте формулы изобретения, желательно, чтобы вязкость расплава первого термоплавкого адгезива была выше вязкости расплава второго термоплавкого адгезива.
[0013]
<Изобретение по пункту 3 формулы изобретения>
Растягивающаяся структура впитывающего изделия согласно пункту 1 или 2 формулы изобретения, в которой адгезионная прочность, обеспечиваемая вторым термоплавким адгезивом при испытании для определения липкости петли, выше адгезионной прочности, обеспечиваемой первым термоплавким адгезивом при испытании для определения липкости петли.
[0014]
(Действие и результат)
Поскольку термоплавкий адгезив, обеспечивающий высокую адгезионную прочность при испытании для определения липкости петли, пригоден для приклеивания нетканых материалов друг к другу, как описано в данном пункте формулы изобретения, желательно, чтобы адгезионная прочность, обеспечиваемая вторым термоплавким адгезивом при испытании для определения липкости петли, была выше адгезионной прочности, обеспечиваемой первым термоплавким адгезивом при испытании для определения липкости петли.
[0015]
<Изобретение по пункту 4 формулы изобретения>
Растягивающаяся структура впитывающего изделия согласно любому из пунктов 1-3 формулы изобретения, в которой первый термоплавкий адгезив имеет сопротивление отслаиванию, составляющее 100 сН/25 мм или более как в продольном, так и в поперечном направлениях, и второй термоплавкий адгезив имеет сопротивление отслаиванию, составляющее 100 сН/25 мм или более как в продольном, так и в поперечном направлениях.
[0016]
(Действие и результат)
Желательно, чтобы сопротивление первого термоплавкого адгезива отслаиванию и сопротивление второго термоплавкого адгезива отслаиванию находились в пределах, описанных в данном пункте формулы изобретения.
[0017]
<Изобретение по пункту 5 формулы изобретения>
Растягивающаяся структура впитывающего изделия согласно любому из пунктов 1-4 формулы изобретения,
в которой скрепленные части листов, в которых первый листовой слой и второй листовой слой скреплены посредством второго термоплавкого адгезива, расположены в виде рисунка в полоску, который является прерывистым в продольном направлении упруго растяжимых элементов и непрерывным в направлении, пересекающем упруго растяжимые элементы, и
ширина каждой скрепленной части листов в направлении растягивания составляет 0,5-4 мм, и интервал между соседними двумя скрепленными частями листов составляет 4-8 мм.
[0018]
(Действие и результат)
Когда части листов, скрепленные посредством второго термоплавкого адгезива, расположены с таким рисунком (при типе скрепления, непрерывном в направлении, пересекающем упруго растяжимые элементы), в состоянии естественной длины или в состоянии стягивания в определенной степени первый листовой слой и второй листовой слой стягиваются при стягивании упруго растяжимых элементов, и части, расположенные между скрепленными частями листов первого листового слоя и второго листового слоя, выступают в направлениях, противоположных друг другу, для формирования складок, и складки проходят прямолинейно, а также имеют достаточную высоту, но редко опускаются.
Более конкретно, ширина каждой скрепленной части листов в направлении растягивания влияет на интервал между соседними складками. Если складки сформированы узкими и ширина превышает 4 мм, промежуток между соседними складками становится слишком широким, и отдельные складки становятся независимыми по внешнему виду. Кроме того, когда складки деформируются при сплющивании и расправлении или опускании вследствие сжимающего усилия, действующего в направлении толщины, уменьшается эффект, при котором соседние складки обеспечивают опору друг для друга. В результате также уменьшаются сопротивление деформированию и способность к восстановлению после деформирования, и «полнота» становится недостаточной.
Кроме того, даже в случае, когда ширина скрепленной части листов в направлении растягивания задана равной 0,5-4 мм, если интервал между соседними скрепленными частями листов задан равным менее 4 мм или превышающим 8 мм, будет возникать следующая ситуация. То есть, интервал между соседними скрепленными частями листов влияет на высоту и ширину складок, и, если интервал между соседними скрепленными частями листов составляет приблизительно 2 мм, складки имеют недостаточную непрерывность в ортогональном направлении, как и в случае непрерывного скрепления в направлении растягивания (бессмысленно выполнять скрепленные части листов прерывистыми в направлении растягивания). Если интервал составляет 3 мм, складки проходят прямолинейно в направлении, ортогональном к направлению растягивания, но невозможно ожидать эффекта, при котором соседние складки обеспечивают опору друг для друга, что приводит к недостаточной полноте. Кроме того, когда интервал между скрепленными частями листов превышает 8 мм, складки сминаются нерегулярно вследствие сжатия во время обертывания/упаковывания, и внешний вид изделия ухудшается. С другой стороны, когда ширина скрепленной части листов в направлении растягивания составляет 0,5-4 мм и в то же время интервал между скрепленными частями листов составляет 4-8 мм, в конце концов может быть обеспечена достаточная полнота, и мала вероятность нерегулярного смятия складок при сжатии во время обертывания/упаковывания.
В случае наличия скрепленных частей листов, имеющих такой рисунок, по соображениям, связанным с гибкостью, желательно, чтобы ширина зоны нанесения второго термоплавкого адгезива была малой и удерживающая способность второго термоплавкого адгезива была низкой. В этом случае трудно прочно прикрепить упруго растяжимые элементы к, по меньшей мере, одному из первого листового слоя и второго листового слоя только посредством второго термоплавкого адгезива. Следовательно, настоящее изобретение особенно пригодно для варианта осуществления, описанного в данном пункте формулы изобретения.
В данном пункте формулы изобретения непрерывное нанесение второго термоплавкого адгезива включает вариант, в котором второй термоплавкий адгезив непрерывно наносят в направлении, пересекающем направление растягивания, на обе из обращенной к первому листовому слою стороны и обращенной ко второму листовому слою стороны упруго растяжимых элементов в частях, в которых скрепленные части листов и упруго растяжимые элементы перекрещиваются друг с другом, а также включает вариант, в котором вследствие промежуточного размещения упруго растяжимых элементов адгезив наносят непрерывно в направлении, пересекающем направление растягивания, на одну из обращенной к первому листовому слою стороны и обращенной ко второму листовому слою стороны упруго растяжимых элементов и наносят прерывисто в направлении, пересекающем направление растягивания, на другую из обращенной к первому листовому слою стороны и обращенной ко второму листовому слою стороны упруго растяжимых элементов.
[0019]
<Изобретение по пункту 6 формулы изобретения>
Растягивающаяся структура впитывающего изделия согласно пункту 5 формулы изобретения, в которой первый термоплавкий адгезив размещен прерывисто в направлении, ортогональном к упруго растяжимым элементам, в местах, перекрывающих упруго растяжимые элементы.
[0020]
(Действие и результат)
Поскольку части упруго растяжимых элементов, закрепленные посредством первого термоплавкого адгезива, являются твердыми, предпочтительно наносить первый термоплавкий адгезив прерывисто, а не наносить его непрерывно в направлении, ортогональном к упруго растяжимым элементам, чтобы не уменьшать гибкость.
[0021]
<Изобретение по пункту 7 формулы изобретения>
Растягивающаяся структура впитывающего изделия согласно любому из пунктов 1-4 формулы изобретения, при этом
впитывающее изделие представляет собой одноразовый подгузник типа трусов, в котором предусмотрены наружный элемент, расположенный в передней основной части и задней основной части, и внутренний элемент, прикрепленный к наружному элементу и включающий в себя впитывающий компонент, оба боковых края наружного элемента передней основной части и оба боковых края наружного элемента задней основной части прикреплены друг к другу, зона, проходящая в направлении вперед-назад и соответствующая скрепленным боковым краям, представляет собой кольцевую часть, размещаемую на нижней части туловища, и образованы отверстие для талии и два отверстия для правой и левой ног, и
растягивающаяся структура предусмотрена в зоне, включающей в себя, по меньшей мере, части с обеих боковых сторон внутреннего элемента, определяемых в направлении ширины, в наружном элементе так, что упруго растяжимые элементы проходят вдоль направления ширины.
[0022]
(Действие и результат)
Как описано выше, растягивающаяся структура согласно настоящему изобретению пригодна для зоны, включающей в себя, по меньшей мере, части с обеих боковых сторон внутреннего элемента, определяемых в направлении ширины, в наружном элементе одноразового подгузника типа трусов.
[0023]
<Изобретение по пункту 8 формулы изобретения>
Способ изготовления растягивающейся структуры впитывающего изделия, предусматривающий:
стадию размещения множества удлиненных, упруго растяжимых элементов, предусмотренных вдоль направления растягивания на расстояниях друг от друга между первым листовым слоем, образованным из нетканого материала, и вторым листовым слоем, образованным из нетканого материала и противолежащим по отношению к одной стороне первого листового слоя;
стадию прикрепления упруго растяжимого элемента к, по меньшей мере, одному из первого листового слоя и второго листового слоя посредством первого термоплавкого адгезива в каждой паре мест адгезионного сцепления, предусмотренных с интервалом в направлении растягивания; и
стадию прикрепления первого листового слоя и второго листового слоя друг к другу в зоне, по меньшей мере, в направлении растягивания, соответствующем промежутку между двумя местами адгезионного сцепления, посредством второго термоплавкого адгезива, имеющего более низкую удерживающую способность по сравнению с первым термоплавким адгезивом.
[0024]
(Действие и результат)
Обеспечиваются такие же действия и результаты, как полученные в изобретении согласно пункту 1 формулы изобретения.
[0025]
<Изобретение по пункту 9 формулы изобретения>
Способ изготовления растягивающейся структуры впитывающего изделия согласно пункту 8 формулы изобретения, в котором вязкость расплава первого термоплавкого адгезива выше вязкости расплава второго термоплавкого адгезива.
[0026]
(Действие и результат)
Обеспечиваются такие же действия и результаты, как полученные в изобретении согласно пункту 2 формулы изобретения.
[0027]
<Изобретение по пункту 10 формулы изобретения>
Способ изготовления растягивающейся структуры впитывающего изделия согласно пункту 8 или 9 формулы изобретения, в котором адгезионная прочность, обеспечиваемая вторым термоплавким адгезивом при испытании для определения липкости петли, выше адгезионной прочности, обеспечиваемой первым термоплавким адгезивом при испытании для определения липкости петли.
[0028]
(Действие и результат)
Обеспечиваются такие же действия и результаты, как полученные в изобретении согласно пункту 3 формулы изобретения.
[0029]
<Изобретение по пункту 11 формулы изобретения>
Способ изготовления растягивающейся структуры впитывающего изделия согласно любому из пунктов 8-10 формулы изобретения, предусматривающий:
стадию нанесения второго термоплавкого адгезива, на котором, по меньшей мере, один из первого листового слоя и второго листового слоя вводят в контакт с гравированным валиком так, что направление вдоль окружности гравированного валика представляет собой направление растягивания, и второй термоплавкий адгезив, удерживаемый с рисунком в полоску, который является прерывистым в направлении вдоль окружности и непрерывным в аксиальном направлении на наружной периферийной поверхности гравированного валика, переносится на данный, по меньшей мере, один из первого листового слоя и второго листового слоя; и
стадию выполнения скрепления прессованием, на котором упруго растяжимые элементы зажимают между первым листовым слоем и вторым листовым слоем, на, по меньшей мере, один из которых перенесен второй термоплавкий адгезив,
при этом на стадии нанесения второго термоплавкого адгезива ширина зоны нанесения второго термоплавкого адгезива в направлении вдоль окружности задана равной 0,5-4 мм, и интервал между зонами нанесения второго термоплавкого адгезива, соседними в направлении вдоль окружности, задан равным 4-8 мм на наружной периферийной поверхности гравированного валика.
[0030]
(Действие и результат)
Обеспечиваются такие же действия и результаты, как полученные в изобретении согласно пункту 5 формулы изобретения.
[0031]
<Изобретение по пункту 12 формулы изобретения>
Способ изготовления растягивающейся структуры впитывающего изделия согласно пункту 11 формулы изобретения, предусматривающий:
стадию нанесения первого термоплавкого адгезива на упруго растяжимые элементы,
при этом на стадии выполнения скрепления прессованием упруго растяжимые элементы, на которые нанесен первый термоплавкий адгезив, зажимают между первым листовым слоем и вторым листовым слоем, на, по меньшей мере, один из которых перенесен второй термоплавкий адгезив.
[0032]
(Действие и результат)
Обеспечиваются такие же действия и результаты, как полученные в изобретении согласно пункту 6 формулы изобретения.
Предпочтительные эффекты от изобретения
[0033]
Как описано выше, когда согласно настоящему изобретению как прикрепление упруго растяжимых элементов к первому листовому слою и второму листовому слою, так и скрепление первого листового слоя и второго листового слоя выполняют посредством термоплавких адгезивов, может быть получено, например, преимущество, заключающееся в достаточной гибкости и способности к надежной фиксации упруго растяжимых элементов.
Краткое описание чертежей
[0034]
Фиг.1 представляет собой вид в плане, иллюстрирующий внутреннюю поверхность одноразового подгузника типа трусов в расправленном состоянии.
Фиг.2 представляет собой вид в плане, иллюстрирующий наружную поверхность одноразового подгузника типа трусов в расправленном состоянии.
Фиг.3 представляет собой сечение, выполненное по линии 3-3 на фиг.1.
Фиг.4 представляет собой сечение, выполненное по линии 4-4 на фиг.1.
Фиг.5(а) представляет собой сечение, выполненное по линии 5-5 на фиг.1. Фиг.5(b) представляет собой сечение, выполненное по линии 2-2 на фиг.1.
Фиг.6 представляет собой вид в перспективе одноразового подгузника типа трусов.
Фиг.7 представляет собой вид в плане, иллюстрирующий наружный элемент в расправленном состоянии.
Фиг.8 представляет собой вид в плане, иллюстрирующий наружный элемент в расправленном состоянии.
Фиг.9 представляет собой вид в плане, иллюстрирующий наружный элемент в расправленном состоянии.
Фиг.10 представляет собой вид в плане, иллюстрирующий наружный элемент в расправленном состоянии.
Фиг.11(а) представляет собой вид в плане растягивающейся структуры в расправленном состоянии. Фиг.11(b) представляет собой сечение, выполненное по линии 6-6, в состоянии естественной длины. Фиг.11(с) представляет собой сечение, выполненное по линии 6-6, в состоянии растягивания до некоторой степени.
Фиг.12(d) представляет собой сечение, выполненное по линии 8-8 на фиг.11. Фиг.12(е) представляет собой сечение, выполненное по линии 7-7 на фиг.11. Фиг.12(f) представляет собой сечение, выполненное по линии 9-9 на фиг.11. Фиг.12(g) представляет собой сечение, выполненное по линии 10-10 на фиг.11.
Фиг.13(а) представляет собой вид в плане растягивающейся структуры в расправленном состоянии. Фиг.13(b) представляет собой сечение, выполненное по линии 6-6, в состоянии естественной длины. Фиг.13(с) представляет собой сечение, выполненное по линии 6-6, в состоянии растягивания до некоторой степени.
Фиг.14(d) представляет собой сечение, выполненное по линии 8-8 на фиг.13. Фиг.14(е) представляет собой сечение, выполненное по линии 7-7 на фиг.13. Фиг.14(f) представляет собой сечение, выполненное по линии 9-9 на фиг.13. Фиг.14(g) представляет собой сечение, выполненное по линии 10-10 на фиг.13.
Фиг.15(а) представляет собой вид в плане растягивающейся структуры в расправленном состоянии. Фиг.15(b) представляет собой сечение, выполненное по линии 6-6, в состоянии естественной длины. Фиг.15(с) представляет собой сечение, выполненное по линии 6-6, в состоянии растягивания до некоторой степени.
Фиг.16(d) представляет собой сечение, выполненное по линии 8-8 на фиг.15. Фиг.16(е) представляет собой сечение, выполненное по линии 7-7 на фиг.15. Фиг.16(f) представляет собой сечение, выполненное по линии 9-9 на фиг.15. Фиг.16(g) представляет собой сечение, выполненное по линии 10-10 на фиг.15.
Фиг.17 представляет собой вид в плане растягивающейся структуры в расправленном состоянии.
Фиг.18 представляет собой вид в плане, иллюстрирующий основную часть наружного элемента в расправленном состоянии.
Фиг.19 представляет собой схематическое изображение последовательности изготовления растягивающейся структуры.
Фиг.20 представляет собой вид в перспективе резального устройства.
Фиг.21 представляет собой увеличенный вид в плане основной части, показывающий различные варианты осуществления разрезания в нерастягивающейся зоне.
Фиг.22 представляет собой разъясняющий вид испытательного образца для испытания для определения сопротивления отслаиванию.
Фиг.23 представляет собой разъясняющее изображение испытания для определения сопротивления отслаиванию.
Фиг.24 представляет собой разъясняющий вид испытательного образца для испытания для определения удерживающей способности.
Фиг.25 представляет собой разъясняющее изображение испытания для определения удерживающей способности.
Описание вариантов осуществления
[0035]
В дальнейшем варианты осуществления настоящего изобретения будут описаны подробно со ссылкой на сопровождающие чертежи.
Фиг.1-6 иллюстрируют пример одноразового подгузника 100 типа трусов. Данный одноразовый подгузник 100 типа трусов состоит из наружного элемента 12, расположенного на наружной поверхности (со стороны задней поверхности) изделия, и внутреннего элемента 200, прикрепленного к наружному элементу 12. Ссылочная позиция 201 обозначает зону, в которой внутренний элемент 200 и наружный элемент 12 скреплены. Ссылочная позиция Y обозначает максимальную длину подгузника. Ссылочная позиция Х обозначает максимальную ширину подгузника.
[0036]
Внутренний элемент 200 представляет собой часть для впитывания и удерживания выделений, таких как моча, и наружный элемент 12 представляет собой часть, предназначенную для прикрепления внутреннего элемента 200 к телу носителя. Кроме того, отмеченные точками части в сечении показывают скрепленные части, предназначенные для скрепления соответствующих составляющих элементов, и скрепленные части образованы, например, посредством нанесения термоплавкого адгезива или тому подобного в виде сплошного покрытия, покрытия точками, нанесенного наливом, покрытия, нанесенного на выступающие участки или покрытия, нанесенного в виде спиралей.
[0037]
(Внутренний элемент)
Внутренний элемент 200 может иметь произвольную форму, но в проиллюстрированном варианте осуществления он является прямоугольным. Как проиллюстрировано на фиг.3-5, внутренний элемент 200 выполнен с верхним листом 30, который находится в контакте с кожей, не проницаемым для жидкостей листом 11 и впитывающим элементом 50, расположенным между ними, и представляет собой основную цельную часть, которая играет некоторую роль при выполнении функции впитывания. Ссылочная позиция 40 обозначает промежуточный лист (второй лист), предусмотренный между верхним листом 30 и впитывающим элементом 50 для обеспечения быстрого перемещения жидкости, прошедшей через верхний лист 30, во впитывающий элемент 50. Ссылочная позиция 60 обозначает трехмерные сборки 60, которые предусмотрены с обеих боковых сторон внутреннего элемента 200 и являются стоячими со стороны кожи носителя для предотвращения вытекания выделений к обеим боковым сторонам внутреннего элемента 200.
[0038]
(Верхний лист)
Верхний лист 30 обладает способностью к пропусканию жидкости, и примеры верхнего листа 30 включают перфорированный или непористый нетканый материал и пористый пластиковый лист. Исходное волокно нетканого материала для них не ограничено особым образом. Примеры включают синтетические волокна, такие как олефиновая система, например, полиэтиленовые или полипропиленовые, полиэфирные и полиамидные, искусственные волокна, такие как вискозные волокна и купроволокна, натуральные волокна, такие как хлопковые, и смешанные волокна и многокомпонентные волокна, в которых используются два или более из данных волокон. Кроме того, нетканый материал может быть изготовлен посредством любого способа обработки. Примеры способа обработки включают известные способы, такие как способ гидроперепутывания, фильерный способ производства, способ термоскрепления, аэродинамический способ получения нетканого материала из расплава, способ иглопробивания, способ скрепления пропусканием воздуха насквозь и способ точечного скрепления. Например, если требуются гибкость и драпируемость, предпочтительными способами обработки являются фильерный способ производства и способ гидроперепутывания, и если требуются объемность и мягкость, предпочтительными способами обработки являются способ скрепления пропусканием воздуха насквозь, способ точечного скрепления и способ термоскрепления.
[0039]
Кроме того, верхний лист 30 может быть образован из одного листа или из многослойного листа, полученного скреплением двух или более листов. Аналогичным образом, верхний лист 30 может состоять из одного листа или из двух или более листов по отношению к направлению в плоскости.
[0040]
В случае выполнения трехмерных сборок 60 предпочтительно, чтобы оба боковых края верхнего листа 30 проходили между не проницаемым для жидкостей листом 11 и трехмерными сборками 60 и до задней поверхности впитывающего элемента 50 и были прикреплены к не проницаемому для жидкостей листу 11 и трехмерным сборкам 60 посредством термоплавкого адгезива или тому подобного для предотвращения проникновения жидкости.
[0041]
(Промежуточный лист)
Промежуточный лист (также называемый «вторым листом») 40 может быть предусмотрен между верхним листом 30 и впитывающим элементом 50. Данный промежуточный лист 40 не только улучшает характеристику впитывания, обеспечиваемую впитывающим компонентом 56, за счет перемещения жидкости к стороне впитывающего компонента 56, но и также предотвращает возврат впитанной жидкости из впитывающего компонента 56 и делает сухой поверхность верхнего листа 30. Промежуточный лист 40 также может быть исключен.
[0042]
Примеры промежуточного листа 40 включают такой же материал, как и верхний лист 30, а именно нетканый материал, полученный гидроперепутыванием, нетканый материал фильерного способа производства, нетканый материал со структурой SMS (SMS - слой (S), полученный фильерным способом производства - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства), нетканый материал из целлюлозных волокон, лист из смеси целлюлозных и вискозных волокон, нетканый материал, полученный точечным скреплением, или крепированную бумагу. В частности, нетканый материал, скрепленный пропусканием воздуха насквозь, является предпочтительным, поскольку он является объемным. Для нетканого материала, скрепленного пропусканием воздуха насквозь, предпочтительно используется многокомпонентное волокно, имеющее структуру с ядром и оболочкой. В этом случае смола, используемая для ядра, может представлять собой полипропилен (ПП), но предпочтителен сложный полиэфир (ПЭТ), имеющий высокую жесткость. Поверхностная плотность предпочтительно составляет 20-80 г/м2, более предпочтительно - 25-60 г/м2. Тонина исходного волокна нетканого материала предпочтительно составляет 2,2-10 дтекс. Для повышения объемности нетканого материала также предпочтительно использование волокон с эксцентрической структурой, полых волокон, полых волокон с эксцентрической структурой, ядро которых не находится в центре, в качестве смешанных волокон из всех или части волокон исходного материала.
[0043]
Промежуточный лист 40 в проиллюстрированном варианте осуществления расположен в центре впитывающего компонента 56 и имеет меньшую ширину по сравнению с шириной впитывающего компонента 56, но может быть предусмотрен на максимальной ширине. Длина промежуточного листа 40 в продольном направлении может быть такой же, как длина впитывающего компонента 56, или может находиться в пределах интервала меньших длин с центром в зоне приема жидкости.
[0044]
(Не проницаемый для жидкостей лист)
Материал листа 11, не проницаемого для жидкостей, не ограничен особым образом, но примеры материала включают пластиковую пленку, образованную из олефиновой смолы, такой как полиэтилен и полипропилен, многослойный нетканый материал, имеющий пластиковую пленку на поверхности нетканого материала, и многослойный лист, полученный прикреплением нетканых материалов к пластиковой пленке. В последние годы в не проницаемом для жидкостей листе 11 предпочтительно используют материал, обладающий непроницаемостью для жидкостей и влагопроницаемостью, который предпочтительно использовался по соображениям, связанным с предотвращением затхлости. В качестве влагопроницаемой пластиковой пленки широко используется микропористая пластиковая пленка. Микропористую пластиковую пленку получают растягиванием листа в направлении одной оси или двух осей после формирования листа путем вмешивания неорганического наполнителя в смолу на основе олефинов, таких как полиэтилен или полипропилен. Кроме этого, в качестве не проницаемого для жидкостей листа 11 также может быть использован лист нетканого материала из волокон микроденье и не проницаемый для жидкостей лист без пластиковой пленки, имеющий повышенную стойкость к утечкам, достигаемую за счет подвода тепла и давления для уменьшения зазоров между волокнами или за счет нанесения смолы со сверхвысокой впитывающей способностью, гидрофобной смолы или водоотталкивающего средства.
[0045]
Для повышения стойкости к утечкам не проницаемый для жидкостей лист 11 также может быть расположен вокруг обеих боковых сторон впитывающего элемента 50 так, чтобы он проходил до обеих боковых сторон боковой поверхности верхнего листа 30 со стороны впитывающего элемента 50.
[0046]
Кроме того, на внутренней стороне листа 11, не проницаемого для жидкостей, в частности, на стороне впитывающего компонента 56 может быть предусмотрен индикатор выделений, который изменяет свой цвет вследствие впитывания жидкого компонента.
[0047]
(Трехмерные сборки)
Трехмерные сборки 60 представляют собой лентообразные элементы, проходящие вдоль обеих боковых краев внутреннего элемента 200 в направлении вперед-назад, которые блокируют текучие выделения (мочу, жидкий стул и т.д.), перемещающиеся в боковом направлении по верхнему листу 30, для предотвращения утечки в боковом направлении. Трехмерные сборки 60 согласно данному варианту осуществления выполнены так, что они поднимаются вертикально от боковой части внутреннего элемента 200, при этом часть, расположенная со стороны основания, является стоячей с наклоном по направлению к стороне центра в направлении ширины, и часть, более близкая к стороне верхнего конца, чем промежуточная часть, является стоячей с наклоном по направлению к стороне, наружной в направлении ширины. Несмотря на то, что данный вариант осуществления представляет собой трехмерные сборки с контактом по поверхности, также могут быть использованы трехмерные сборки (непроиллюстрированные) с контактом по линии, которые не загнуты наружу в направлении ширины.
[0048]
Более конкретно, трехмерные сборки 60 включают в себя лентообразный лист 62 для сборок, имеющий длину, равную длине внутреннего элемента 200 в направлении вперед-назад, и сложенный вдвое в направлении ширины, и множество удлиненных, упруго растяжимых элементов 63, закрепленных вдоль продольного направления с интервалами в направлении ширины в растянутом состоянии между листами в сложенной части и в соседних частях. Концевая часть трехмерных сборок 60 со стороны, противоположной по отношению к загнутой части в направлении ширины, представляет собой часть 65 для прикрепления, прикрепленную к задней поверхности боковой краевой части внутреннего элемента 200. Часть, отличная от части 65 для прикрепления, представляет собой выступающую часть 66 (часть со стороны загнутой части), выступающую от части 65 для прикрепления. Оба конца выступающей части 66, определяемые в направлении вперед-назад, проходят от части 65 для прикрепления к поверхности боковой части верхнего листа 30 за сторону внутреннего элемента 200, и данные оба конца представляют собой опущенные части, закрепленные с помощью фиксирующего средства, такого как термоплавкий адгезив 67, относительно поверхности боковой части верхнего листа 30. Промежуточная часть выступающей части 66, определяемая в направлении вперед-назад, представляет собой незакрепленную свободную часть, и удлиненные, упруго растяжимые элементы 63, проходящие вдоль направления вперед-назад, закреплены в растянутом состоянии, по меньшей мере, на всей протяженности свободной части в направлении вперед-назад.
[0049]
В качестве листа 62 для сборок предпочтительно может быть использован нетканый материал, который является гибким и обладает отличной однородностью и маскирующей способностью, такой как нетканый материал фильерного способа производства (со структурой SS (из двух слоев (S), полученных фильерным способом производства), SSS (из трех слоев, полученных фильерным способом производства) и т.д.), нетканый материал со структурой SMS (со структурой SMS (слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства), SSMMS и т.д.), нетканый материал, полученный аэродинамическим способом из расплава, и для которого при необходимости выполнена водоотталкивающая обработка силиконом, и поверхностная плотность волокон предпочтительно задана равной приблизительно 10-30 г/м2. В качестве удлиненного, упруго растяжимого элемента 63 может быть использована резиновая нить и тому подобное. В случае использования резиновой нити из спандекса тонина предпочтительно составляет 470-1240 дтекс, более предпочтительно - 620-940 дтекс. Степень растяжения во время прикрепления предпочтительно составляет от 150 до 350%, более предпочтительно от 200 до 300%. В данном документе термин «степень растяжения» означает величину, когда длина в естественном состоянии принята в качестве 100%. Как проиллюстрировано на чертеже, водонепроницаемая пленка 64 может быть расположена внутри листов для сборок, сложенных вдвое.
[0050]
Число удлиненных, упруго растяжимых элементов 63, предусмотренных в свободной части трехмерных сборок 60, предпочтительно составляет 2-6, более предпочтительно 3-5. Соответствующий интервал 60d при размещении составляет 3-10 мм. При такой конфигурации зона, в которой размещены удлиненные, упруго растяжимые элементы 63, легко входит в поверхностный контакт с кожей. Удлиненные, упруго растяжимые элементы 63 могут быть размещены не только со стороны верхнего конца, но и также со стороны основания.
[0051]
Целевой объект, к которому прикрепляется предназначенная для прикрепления часть 65 трехмерных сборок 60, может представлять собой соответствующий элемент, такой как верхний лист 30, не проницаемый для жидкостей лист 11 и впитывающий элемент 50 во внутреннем элементе 200.
[0052]
В каждых трехмерных сборках 60, образованных так, как описано выше, стягивающее усилие, создаваемое удлиненными, упруго растяжимыми элементами 63, действует для приближения обоих концов, определяемых в направлении вперед-назад, друг к другу, но оба конца выступающих частей 66, определяемые в направлении вперед-назад, прикреплены в опущенном состоянии, и зона между данными обоими концами представляет собой незакрепленную свободную часть. Следовательно, только свободная часть поднимается для входа в контакт со стороной тела, как проиллюстрировано на фиг.3. В частности, когда часть 65 для прикрепления расположена с задней стороны внутреннего элемента 200, трехмерные сборки 60 поднимаются вверх так, чтобы «открыться» наружу в направлении ширины в и вокруг промежностной части, так что трехмерные сборки 60 входят в поверхностный контакт с частью ноги, и поэтому прилегание улучшается.
[0053]
В отличие от проиллюстрированного варианта осуществления трехмерные сборки могут быть выполнены в виде двойных сборок (в двух рядах) на каждой из левой и правой сторон внутреннего элемента 200.
[0054]
(Впитывающий элемент)
Впитывающий элемент 50 имеет впитывающий компонент 56 и оберточный лист 58, обертывающий весь впитывающий компонент 56. Оберточный лист 58 также может быть исключен.
[0055]
(Впитывающий компонент)
Впитывающий компонент 56 может быть образован из совокупности волокон. В качестве данной совокупности волокон помимо совокупностей волокон, полученных в виде скопления коротких волокон, таких как волокна из вспушенной измельченной целлюлозы и синтетические волокна, также может быть использована совокупность элементарных волокон, полученная разрыхлением жгутов (пучков волокон) синтетических волокон, таких как волокна из ацетилцеллюлозы, в соответствии с необходимостью. В случае скоплений волокон из вспушенной измельченной целлюлозы или коротких волокон поверхностная плотность волокон может быть задана равной, например, приблизительно 100-300 г/м2, и в случае совокупности элементарных волокон поверхностная плотность волокон может быть задана равной приблизительно 30-120 г/м2. В случае синтетического волокна тонина составляет, например, 1-16 дтекс, предпочтительно 1-10 дтекс, более предпочтительно 1-5 дтекс. В случае совокупности элементарных волокон элементарные волокна могут представлять собой неизвитые волокна, но предпочтительно представляют собой извитые волокна. Степень извитости извитого волокна может составлять, например, приблизительно 5-75, предпочтительно 10-50 и более предпочтительно приблизительно 15-50 извивов на дюйм (на 2,54 см). Кроме того, часто используются извитые волокна, которые равномерно извиты. Предпочтительны диспергирование и удерживание частиц полимера со сверхвысокой впитывающей способностью во впитывающем компоненте 56.
[0056]
Впитывающий компонент 56 может иметь прямоугольную форму и, как проиллюстрировано на фиг.1 и 2, предпочтительно имеет форму, аналогичную контуру песочных часов, в которой между передней концевой частью и задней концевой частью расположена сужающаяся часть, имеющая ширину, которая меньше ширины передней концевой части и ширины задней концевой части, поскольку при этом улучшается прилегание впитывающего компонента 56 и трехмерных сборок 60 к ногам.
[0057]
Кроме того, несмотря на то, что размер впитывающего компонента 56 может быть определен в зависимости от конкретного случая, предпочтительно, чтобы впитывающий компонент 56 проходил до или почти до периферийной краевой части внутреннего элемента в направлении вперед-назад и в направлении ширины. В данном случае ссылочная позиция 56Х обозначает ширину впитывающего компонента 56.
[0058]
(Частицы полимера со сверхвысокой впитывающей способностью)
Впитывающий компонент 56 может частично или полностью содержать частицы полимера со сверхвысокой впитывающей способностью. Частицы полимера со сверхвысокой впитывающей способностью включают «порошок» помимо «частиц». Размеры частиц полимера со сверхвысокой впитывающей способностью могут представлять собой размеры, которые используются в аналогичных типах впитывающих изделий. Предпочтительные размеры частиц желательно составляют 1000 мкм или менее, в частности, 150-400 мкм. Материал частиц полимера со сверхвысокой впитывающей способностью не ограничен особым образом, но пригодным является материал, обладающей водопоглошающей способностью, составляющей 40 г/г или более. Примеры частиц полимера со сверхвысокой впитывающей способностью включают полимерные частицы на основе крахмала, на основе целлюлозы и на основе синтетического полимера и привитой сополимер крахмала и акриловой кислоты (соли), подвергнутый омылению сополимер крахмала и акрилонитрила, сшитую натриевую соль карбоксиметилцеллюлозы и полимер акриловой кислоты (соли). Частицы полимера со сверхвысокой впитывающей способностью предпочтительно имеют обычно используемую форму частиц. Однако частицы полимера со сверхвысокой впитывающей способностью могут иметь другую форму.
[0059]
Предпочтительно используются частицы полимера со сверхвысокой впитывающей способностью, имеющие скорость впитывания воды, составляющую сорок секунд или менее. Когда скорость впитывания воды превышает сорок секунд, существует тенденция к легкому возврату жидкости, поданной во впитывающий компонент 56, наружу из впитывающего компонента 56.
[0060]
Поверхностная плотность частиц полимера со сверхвысокой впитывающей способностью может быть определена соответствующим образом в соответствии с впитываемым количеством, которое требуется при использовании впитывающего компонента 56. Следовательно, несмотря на то, что это не может быть указано безусловно, поверхностная плотность может составлять 50-350 г/м2. Когда поверхностная плотность полимера составляет менее 50 г/м2, трудно обеспечить впитываемое количество. Когда она превышает 350 г/м2, эффект является предельным.
[0061]
В случае необходимости могут быть скорректированы плотность диспергирования или количество диспергируемых частиц полимера со сверхвысокой впитывающей способностью в направлении в плоскости впитывающего компонента 56. Например, можно увеличить количество диспергируемых частиц в месте выделения жидкости по сравнению с остальными местами. При учете различий между мужчинами и женщинами можно увеличить плотность диспергирования (количество) с передней стороны изделия для мужчин и увеличить плотность диспергирования (количество) в центральной части изделия для женщин. Кроме того, часть без полимера может быть предусмотрена локально (например, с формой точек) в направлении в плоскости впитывающего компонента 56.
[0062]
(Оберточный лист)
При использовании оберточного листа 58 в качестве материала могут быть использованы тонкая бумага, в частности, крепированная бумага, нетканый материал, нетканый материал с полиэтиленом, прикрепленным путем ламинирования, лист с малыми отверстиями. Однако желательно, чтобы использовался лист, из которого не выходят частицы полимера со сверхвысокой впитывающей способностью. В случае использования нетканого материала вместо крепированной бумаги гидрофильный нетканый материал со структурой SMS (SMS, SSMMS и т.д.) является особенно подходящим, и может быть использован полипропилен, композиционный материал из полиэтилена и полипропилена и тому подобное. Поверхностная плотность предпочтительно составляет 5-40 г/м2, в частности, предпочтительно 10-30 г/м2.
[0063]
Вид обертывания оберточным листом 58 может быть определен в зависимости от обстоятельств. Тем не менее, с точки зрения легкости изготовления и предотвращения «утечки» частиц полимера со сверхвысокой впитывающей способностью из переднего и заднего концевых краев предпочтительно, чтобы оберточный лист 58 был намотан вокруг подобно цилиндру для окружения передней и задней поверхностей и обеих боковых поверхностей впитывающего компонента 56, чтобы его передняя и задняя краевые части выступали от передней и задней сторон впитывающего компонента 56 и чтобы выступающие части были сдавлены в направлении толщины для скрепления с помощью средства скрепления, такого как термоплавкий адгезив.
[0064]
(Наружный элемент)
Наружный элемент 12 имеет часть, расположенную в передней основной части F, проходящей от центра в направлении вперед-назад к вентральной стороне, и часть, расположенную в задней основной части В, проходящей от центра в направлении вперед-назад к дорсальной стороне. Оба боковых края передней основной части F и оба боковых края задней основной части В прикреплены друг к другу, и, как проиллюстрировано на фиг.6, образованы отверстие WO для талии, через которое проходит туловище носителя, и два отверстия LO для правой и левой ног, через которые проходят ноги. Ссылочная позиция 12А обозначает скрепленную боковую краевую часть (в дальнейшем данная часть также называется частью с боковым швом). Промежностная часть означает центр в направлении вперед-назад от поясного края передней основной части F до поясного края задней основной части В в расправленном состоянии, и часть с передней стороны и часть с задней стороны от центра представляют собой соответственно переднюю основную часть F и заднюю основную часть В.
[0065]
Наружный элемент 12 имеет часть Т, размещаемую на нижней части туловища, и промежуточную часть L. Часть Т, размещаемая на нижней части туловища, определена как зона, проходящая в направлении вперед-назад от отверстия WO для талии до верхних концов отверстий LO для ног. Промежуточная часть L определена как зона, проходящая в направлении вперед-назад в части, образующей отверстия LO для ног (между зоной, проходящей в направлении вперед-назад и имеющей части 12А с боковыми швами передней основной части F, и зоной, проходящей в направлении вперед-назад и имеющей части 12А с боковыми швами задней основной части В). Часть Т, размещаемая на нижней части туловища, может быть разделена на поясную часть W, которая концептуально образует краевую часть отверстия для талии, и расположенную ниже пояса часть U, которая представляет собой часть, расположенную ниже, чем поясная часть W. Обычно в случае наличия границы в части Т, размещаемой на нижней части туловища, где изменяется напряжение при растягивании вдоль направления ширины (например, изменяются тонина и степень растяжения упруго растяжимых элементов), часть, более близкая к отверстию WO для талии, чем граница, ближайшая к отверстию WO для талии, представляет собой поясную часть W. Когда отсутствует такая граница, часть, более близкая к отверстию WO для талии, чем впитывающий компонент 56 или внутренний элемент 200, представляет собой поясную часть W. Длины таких частей в продольном направлении варьируются в зависимости от размера изделия и могут быть определены в зависимости от конкретного случая. Например, длина поясной части W может быть задана равной 15-40 мм, и длина части U, расположенной ниже пояса, может быть задана равной 65-120 мм. С другой стороны, оба боковых края промежуточной части L сужены вдоль окружной поверхности ног носителя, и они представляют собой места, через которые проходят ноги носителя. В результате наружный элемент 12 имеет в целом по существу форму песочных часов. Степень сужения наружного элемента 12 может быть определена в зависимости от конкретного случая, и для обеспечения хорошего внешнего вида, как в вариантах осуществления, проиллюстрированных на фиг.1-6, самая узкая часть предпочтительно имеет ширину, которая меньше ширины внутреннего элемента 200, но ширина самой узкой части может быть определена как ширина, которая равна или больше ширины внутреннего элемента 200.
[0066]
Как проиллюстрировано на фиг.3-5, передняя и задняя поверхности наружного элемента 12 образованы первым листовым слоем 12S, образованным из нетканого материала, и вторым листовым слоем 12Н, образованным из нетканого материала. В данном нетканом материале тип исходного волокна материала не ограничен особым образом. Примеры включают синтетические волокна, такие как олефиновая система, например, полиэтиленовые или полипропиленовые, полиэфирные и полиамидные, искусственные волокна, такие как вискозные волокна и купроволокна, натуральные волокна, такие как хлопковые, и смешанные волокна и многокомпонентные волокна, в которых используются два или более из данных волокон. Кроме того, нетканый материал может быть изготовлен посредством любого способа изготовления. Для повышения гибкости в качестве, по меньшей мере, одного из первого листового слоя 12S и второго листового слоя 12Н предпочтительно используется нетканый материал из полипропилена (ПП) или его сополимера (например, сополимера, в котором полиэтилен или этилен смешан в качестве компонента при сополимеризации) (в дальнейшем называемый «нетканым материалом полипропиленового типа») или нетканый материал из волокон с оболочкой и ядром (ПЭ/ПП) с полиэтиленом (ПЭ) в качестве оболочки и полипропиленом (ПП) в качестве ядра. Примеры способа обработки включают известные способы, такие как способ гидроперепутывания, фильерный способ производства, способ термоскрепления, аэродинамический способ получения нетканого материала из расплава, способ иглопробивания, способ скрепления пропусканием воздуха насквозь и способ точечного скрепления. Нетканый материал фильерного способа производства предпочтительно используется по соображениям, связанным с очень хорошей прочностью и гибкостью, и, в частности, может быть использован нетканый материал фильерного способа производства, образованный посредством соединения множества слоев, полученных фильерным способом производства, путем ламинирования, например, в виде нетканого материала со структурой SS (с двумя слоями) или нетканого материала со структурой SSS (с тремя слоями), а также может быть использован нетканый материал с четырьмя или более слоями. Толщина и поверхностная плотность нетканого материала не ограничены особым образом, но желательно, чтобы толщина составляла 0,1-1 мм и поверхностная плотность составляла приблизительно 10-20 г/м2. Каждый из первого листового слоя 12S и второго листового слоя 12Н может быть образован из одного нетканого материала, или любой один или оба из них могут представлять собой ламинат из множества нетканых материалов.
[0067]
Первый листовой слой 12S и второй листовой слой 12H могут представлять собой слой, образованный загибанием одного листового материала, могут представлять собой слой, состоящий из отдельных листовых материалов, или могут представлять собой оба данных варианта. Кроме того, по меньшей мере, один из первого листового слоя 12S и второго листового слоя 12Н может быть частично образован из листового материала, отличающегося от материала других частей. Наружный элемент 12 по проиллюстрированному варианту осуществления имеет первый листовой материал и второй листовой материал. Первый листовой материал включает в себя часть, образующую сторону наружной поверхности и проходящую от края отверстия WO для талии в передней основной части до края отверстия для талии в задней основной части, и загнутую часть 12r (проходящую так, что она закрывает конец внутреннего элемента 200 со стороны отверстия WO для талии), загнутую внутрь у края отверстия WO для талии в передней основной части. Второй листовой материал прикреплен к внутренней стороне части первого листового материала, образующей сторону наружной поверхности. В поясной части W часть, образующая сторону наружной поверхности, и загнутая часть первого листового материала образуют первый листовой слой 12S и второй листовой слой 12Н. В части U, расположенной ниже пояса, и в промежуточной части L первый листовой материал и второй листовой материал образуют соответственно первый листовой слой 12S и второй листовой слой 12Н, но они не ограничены такой конфигурацией.
[0068]
Для улучшения прилегания к телу наружный элемент 12 имеет непрерывную растягивающуюся зону А3, нерастягивающуюся зону А1 и прерывистые растягивающиеся зоны А2. Непрерывная растягивающаяся зона А3 продолжается в направлении ширины в зоне, более близкой к отверстию WO для талии, чем к впитывающему компоненту 56. Нерастягивающаяся зона А1 предусмотрена в середине в направлении ширины в зоне, проходящей в направлении вперед-назад и имеющей впитывающий компонент 56. Прерывистые растягивающиеся зоны А2 предусмотрены с обеих боковых сторон нерастягивающейся зоны А1, определяемых в направлении ширины. Между первым листовым слоем 12S и вторым листовым слоем 12Н в непрерывной растягивающейся зоне А3 и прерывистых растягивающихся зонах А2 удлиненные, упруго растяжимые элементы 19 (15-17), такие как резиновые нити, прикреплены с заданной степенью растяжения вдоль направления ширины для обеспечения возможности их растягивания в направлении ширины (направление ширины представляет собой направление растягивания). В качестве удлиненного, упруго растяжимого элемента 19 может быть использован синтетический каучук, а также может быть использован природный каучук. Непрерывная растягивающаяся зона А3 может быть образована на всей протяженности в направлении ширины в части зоны или во всей зоне, проходящей в направлении вперед-назад и имеющей нерастягивающуюся зону А1 и прерывистую растягивающуюся зону А2 в проиллюстрированном варианте осуществления. В альтернативном варианте нерастягивающаяся зона А1 в проиллюстрированном варианте осуществления может быть удлинена в направлении вперед-назад по направлению к стороне пояса или стороне промежности.
[0069]
При более конкретном рассмотрении проиллюстрированного варианта осуществления следует отметить, что поясная часть W наружного элемента 12 образована в виде непрерывной растягивающейся зоны А3, и между первым листовым слоем 12S и вторым листовым слоем 12Н множество упруго растяжимых элементов 17 поясной части прикреплены с интервалами в направлении вперед назад в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, так, чтобы они проходили непрерывно на всей протяженности в направлении ширины. Один или множество упруго растяжимых элементов 17 поясной части, размещенных рядом с частью U, расположенной ниже пояса, могут перекрывать впитывающий компонент 56. Часть поясной части W, соседняя с частью U, расположенной ниже пояса, может представлять собой зону, имеющую нерастягивающуюся зону А1 и прерывистые растягивающиеся зоны А2 аналогично части U, расположенной ниже пояса. В качестве упруго растяжимых элементов 17 поясной части приблизительно три - двадцать две резиновые нити, имеющие тонину, составляющую 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (в случае синтетического каучука) (в случае натурального каучука площадь поперечного сечения составляет приблизительно 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2), предпочтительно прикреплены с интервалами, составляющими 5-20 мм, в частности, 8-16 мм, со степенью растяжения, составляющей 150-400%, в частности, приблизительно 220-320%. Кроме того, необязательно выполнять все упруго растяжимые элементы 17 поясной части с одинаковой тониной и одинаковой степенью растяжения. Например, тонина и степень растяжения упруго растяжимых элементов 17 поясной части могут различаться в верхней части и нижней части в поясной части W.
[0070]
Кроме того, множество упруго растяжимых элементов 15 части, расположенной ниже пояса, которые образованы из удлиненных, упруго растяжимых элементов, прикреплены с интервалами в направлении вперед-назад в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, так, чтобы они проходили непрерывно на всей протяженности в направлении ширины с верхней стороны и с обеих боковых сторон нерастягивающейся зоны А1, определяемых в направлении ширины, за исключением их размещения в нерастягивающейся зоне А1, между первым листовым слоем 12S и вторым листовым слоем 12Н части U наружного элемента 12, расположенной ниже пояса. Предпочтительно, чтобы в качестве упруго растяжимых элементов 15 части, расположенной ниже пояса, приблизительно пять - тридцать резиновых нитей, имеющих тонину 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (в случае синтетического каучука) (в случае натурального каучука площадь поперечного сечения составляет приблизительно 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2), были закреплены с интервалами, составляющими 5-20 мм, в частности, 8-16 мм, со степенью растяжения, составляющей 200-350%, в частности, приблизительно 240-300%.
[0071]
Кроме того, множество упруго растяжимых элементов 16 промежуточной части, образованных из удлиненных, упруго растяжимых элементов, закреплены с интервалами в направлении вперед-назад в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, так, чтобы они проходили непрерывно на всей протяженности в направлении ширины с обеих боковых сторон нерастягивающейся зоны А1, определяемых в направлении ширины, за исключением их размещения в нерастягивающейся зоне А1, между первым листовым слоем 12S и вторым листовым слоем 12Н промежуточной части L наружного элемента 12. Предпочтительно, чтобы в качестве упруго растяжимых элементов 16 промежуточной части приблизительно две - десять резиновых нитей, имеющих тонину 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (в случае синтетического каучука) (в случае натурального каучука площадь поперечного сечения составляет 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2), были закреплены с интервалами, составляющими 5-20 мм, в частности, 8-16 мм, со степенью растяжения, составляющей 150-300%, в частности, 180-260%.
[0072]
Как и в случае прерывистой растягивающейся зоны А2 в проиллюстрированном варианте осуществления, в случае, когда упруго растяжимые элементы 19 (в проиллюстрированном варианте осуществления упруго растяжимые элементы 15 части, расположенной ниже пояса, и упруго растяжимые элементы 16 промежуточной части), предусмотренные в наружном элементе 12, предусмотрены с обеих боковых сторон нерастягивающейся зоны А1, определяемых в направлении ширины, за исключением их размещения в нерастягивающейся зоне А1, предотвращается стягивание впитывающего компонента 56 в направлении ширины в нерастягивающейся зоне А1. Следовательно, предпочтительно, чтобы нерастягивающаяся зона А1 представляла собой зону в промежуточной части в направлении ширины, включающую в себя частично или полностью часть, перекрывающую в направлении ширины впитывающий компонент 56 (более предпочтительно включающую в себя полностью зону 201, в которой внутренний элемент 200 и наружный элемент 12 скреплены), и прерывистые растягивающиеся зоны А2 представляют собой полные зоны с обеих боковых сторон нерастягивающейся зоны, определяемых в направлении ширины, доходящие до частей 12А с боковыми швами.
[0073]
(Разделенная структура наружного элемента)
В проиллюстрированном примере наружный элемент 12 имеет структуру, при которой он непрерывно проходит от передней основной части F до задней основной части В, но наружный элемент может иметь другую структуру, при которой наружный элемент, расположенный в передней основной части F, и наружный элемент, расположенный в задней основной части В, могут быть не непрерывными, а разделенными (не проиллюстрировано). В этом случае промежностный наружный элемент может быть прикреплен для покрывания части, открытой для воздействия между наружным элементом, расположенным в передней основной части F, и наружным элементом, расположенным в задней основной части В, на наружной поверхности внутреннего элемента 200. В качестве промежностного наружного элемента могут быть использованы такие же материалы, как используемые для наружного элемента, описанного выше.
[0074]
(О растягиваемой структуре)
В одноразовом подгузнике типа трусов растягивающаяся структура по настоящему изобретению применяется в зоне от поясной части W до промежуточной части L. То есть, как проиллюстрировано на фиг.4, 7 и 11, множество удлиненных, упруго растяжимых элементов 19 размещены на расстоянии друг от друга вдоль направления растягивания между первым листовым слоем 12S и вторым листовым слоем 12Н. Обе концевые части 19f упруго растяжимых элементов 19 представляют собой закрепленные концевые части 19f, в которых упруго растяжимые элементы прикреплены к, по меньшей мере, одному из первого листового слоя 12S и второго листового слоя 12Н посредством первого термоплавкого адгезива 71. Первый листовой слой 12S и второй листовой слой 12Н скреплены посредством второго термоплавкого адгезива 72 в зоне, проходящей, по меньшей мере, в направлении растягивания, соответствующем промежутку между обеими концевыми частями 19f упруго растяжимых элементов 19, и удерживающая способность первого термоплавкого адгезива 71 выше удерживающей способности второго термоплавкого адгезива 72. Как описано выше, если удерживающая способность первого термоплавкого адгезива 71 выше удерживающей способности второго термоплавкого адгезива 72, обе концевые части 19f упруго растяжимых элементов 19 прочно прикреплены, и первый листовой слой 12S и второй листовой слой 12Н могут быть скреплены с дополнительной гибкостью в зоне, проходящей в направлении растягивания, соответствующем промежутку между обеими концевыми частями 19f упруго растяжимых элементов 19. Несмотря на то, что в данном случае части, закрепленные посредством первого термоплавкого адгезива 71, на обеих концевых частях 19f упруго растяжимых элементов 19 имеют твердую текстуру, их влияние локализовано. Кроме того, поскольку упруго растяжимые элементы прочно прикреплены в обеих концевых частях 19f, второй термоплавкий адгезив 72 в зоне в направлении растягивания, соответствующем промежутку между данными обеими концевыми частями, имеет очень малую необходимость играть некоторую роль в выполнении фиксации упруго растяжимых элементов 19, и необходимо только, чтобы второй термоплавкий адгезив обеспечивал скрепление первого листового слоя 12S и второго листового слоя 12Н. Следовательно, адгезив, имеющий низкую удерживающую способность, может быть использован без каких-либо проблем, что фактически обеспечивает преимущество, заключающееся в том, что основная растягивающаяся зона становится более гибкой.
[0075]
(Термоплавкий адгезив)
Примеры первого термоплавкого адгезива 71 и второго термоплавкого адгезива 72 включают адгезивы типа EVA, типа резинового клея (эластомерного типа), олефинового типа и полиэфирного/полиамидного типа, и типы не ограничены особым образом. Однако в настоящем изобретении удерживающая способность первого термоплавкого адгезива 71 превышает удерживающую способность второго термоплавкого адгезива 72. В частности, удерживающая способность первого термоплавкого адгезива 71 предпочтительно превышает 120 минут, и удерживающая способность второго термоплавкого адгезива 72 предпочтительно превышает 30-90 минут.
[0076]
Кроме того, поскольку, как правило, термоплавкий адгезив, имеющий высокую вязкость расплава, имеет высокую удерживающую способность, желательно, чтобы вязкость расплава первого термоплавкого адгезива 71 превышала вязкость расплава второго термоплавкого адгезива 72. В частности, предпочтительно, чтобы первый термоплавкий адгезив 71 имел вязкость расплава, составляющую 10000-40000 мПа⋅с при температуре 140°С, и вязкость расплава, составляющую 5000-10000 мПа⋅с при температуре 160°С, и чтобы второй термоплавкий адгезив 72 имел вязкость расплава, составляющую 3000-7000 мПа⋅с при температуре 140°С, и вязкость расплава, составляющую 1000-4000 мПа⋅с при температуре 160°С.
[0077]
Кроме того, поскольку термоплавкий адгезив, обеспечивающий высокую адгезионную прочность при испытании для определения липкости петли, пригоден для прикрепления нетканых материалов друг к другу, желательно, чтобы адгезионная прочность, обеспечиваемая вторым термоплавким адгезивом 72 при испытании для определения липкости петли, была выше адгезионной прочности, обеспечиваемой первым термоплавким адгезивом 71 при испытании для определения липкости петли. В частности, адгезионная прочность, обеспечиваемая первым термоплавким адгезивом 71 при испытании для определения липкости петли, предпочтительно составляет 10-500 г/25 мм, и адгезионная прочность, обеспечиваемая вторым термоплавким адгезивом 72 при испытании для определения липкости петли, предпочтительно составляет 1000 г/25 мм или более.
[0078]
Более предпочтительно, чтобы сопротивление первого термоплавкого адгезива 71 отслаиванию составляло 100 сН/25 мм или более как в продольном, так и в поперечном направлениях, и чтобы сопротивление второго термоплавкого адгезива 72 отслаиванию составляло 100 сН/25 мм или более как в продольном, так и в поперечном направлениях.
[0079]
Первый термоплавкий адгезив 71 и второй термоплавкий адгезив 72, которые удовлетворяют таким требованиям, могут быть легко получены у производителей термоплавких адгезивов.
[0080]
Несмотря на то, что поверхностная плотность (наносимое количество) первого термоплавкого адгезива 71 и второго термоплавкого адгезива 72 может быть определена (-о) в зависимости от конкретного случая, предпочтительно, чтобы поверхностная плотность находилась в диапазоне 3-30 г/м2, в частности, в диапазоне 10-20 г/м2.
[0081]
(Фиксация упруго растяжимых элементов)
Как проиллюстрировано на фиг.4, 7 и 11, у упруго растяжимых элементов 19 в непрерывной растягивающейся зоне А3 и у упруго растяжимых элементов 19 в прерывистой растягивающейся зоне А2 обе части 19f, концевые в направлении ширины, представляют собой закрепленные концевых части 19f, в которых упруго растяжимые элементы прикреплены к первому листовому слою 12S и второму листовому слою 12Н. В случае, когда упруго растяжимые элементы 19 предусмотрены с определяемых в направлении ширины, обеих боковых сторон части наружного элемента 12, промежуточной в направлении ширины, за исключением их размещения в промежуточной части, как показано в проиллюстрированном варианте осуществления, обе концевые части 19f упруго растяжимых элементов 19 с обеих боковых сторон промежуточной части, определяемых в направлении ширины, определены соответственно как закрепленные концевые части 19f. В случае упруго растяжимых элементов 19, продолжающихся на всей протяженности наружного элемента 12 в направлении ширины, части упруго растяжимых элементов 19, расположенные в обеих частях наружного элемента 12, концевых в направлении ширины, определены как закрепленные концевые части 19f.
[0082]
В зоне закрепленных концевых частей 19f упруго растяжимые элементы 19 прикреплены к первому листовому слою 12S и второму листовому слою 12Н посредством первого термоплавкого адгезива 71. Как проиллюстрировано на фиг.7, 8, 11 и 13, первый термоплавкий адгезив 71 размещен с промежутками в направлении, ортогональном к упруго растяжимым элементам 19, и размещен только в местах, перекрывающих упруго растяжимые элементы 19. Кроме того, как проиллюстрировано на фиг.9, 10 и 15, первый термоплавкий адгезив 71 может быть размещен с рисунком, непрерывным в направлении вперед-назад, так, что он будет проходить на концевых частях множества упруго растяжимых элементов 19. Первый термоплавкий адгезив 71 может быть нанесен на, по меньшей мере, один из первого листового слоя 12S и второго листового слоя 12Н посредством щелевого нанесения, нанесения поливом или тому подобного. Кроме того, в случае нанесения только на концевые части упруго растяжимых элементов 19 он может быть нанесен только на наружные периферийные поверхности частей, которые должны стать обоими концами упруго растяжимых элементов 19, с помощью средства нанесения, такого как гребенчатый распылитель или насадка SureWrap.
[0083]
В случае фиксации закрепляемых концевых частей 19f в центре в направлении ширины в прерывистых растягивающихся зонах А2 помимо размещения первого термоплавкого адгезива 71 с левой и правой сторон по отдельности с интервалом в направлении ширины, как проиллюстрировано на фиг.7 и 9, первый термоплавкий адгезив 71 также может быть размещен непрерывно на левой и правой закрепляемых концевых частях 19f, как проиллюстрировано на фиг.8 и 10.
[0084]
Поскольку часть 12А с боковым швом представляет собой затвердевшую часть за счет ее сваривания посредством ультразвуковой сварки или термосварки, когда закрепленная концевая часть 19f на стороне части 12А с боковым швом расположена в части 12А с боковым швом, как проиллюстрировано на фиг.18(а), часть 12А с боковым швом может стать тверже, чем необходимо, вследствие наличия первого термоплавкого адгезива 71, имеющего высокую удерживающую способность, то есть имеющего твердость. Следовательно, закрепленная концевая часть 19f на стороне части 12А с боковым швом предпочтительно находится рядом с частью 12А с боковым швом или удалена от нее по направлению к стороне центра в направлении ширины, как проиллюстрировано на фиг.18(b). Как можно понять из варианта осуществления, показанного на фиг.18(b), достаточно того, чтобы места адгезионного сцепления посредством первого термоплавкого адгезива 71 могли быть частями растягивающихся зон А2 и А3, концевыми в направлении растягивания, и они необязательно должны быть обоими концами упруго растяжимых элементов 19, как в проиллюстрированном варианте осуществления. Например, концы, по меньшей мере, на одной стороне упруго растяжимых элементов 19 не являются местами адгезионного сцепления посредством первого термоплавкого адгезива 71, и места адгезионного сцепления посредством первого термоплавкого адгезива 71 могут быть предусмотрены в соответствующих местах рядом с концами упруго растяжимых элементов 19.
[0085]
Как проиллюстрировано на фиг.12(d), 12(f), 12(g), 14(d), 14(g), 16(d), 16(f) и 16(g), по меньшей мере, часть каждого места адгезионного сцепления посредством первого термоплавкого адгезива 71 предпочтительно обеспечивает скрепление упруго растяжимых элементов 19 и, по меньшей мере, одного из первого листового слоя 12S и второго листового слоя 12Н без использования второго термоплавкого адгезива 72 по следующей причине. Даже когда удерживающая способность первого термоплавкого адгезива 71 превышает удерживающую способность второго термоплавкого адгезива 72, в случае, когда слой первого термоплавкого адгезива 71 и слой второго термоплавкого адгезива 72 размещены между листовыми слоями (в случае двойного нанесения адгезивов) в отличие от случая, когда только слой второго термоплавкого адгезива 72 размещен между листовыми слоями, сила фиксации упруго растяжимых элементов 19 является большой, но имеет место подверженность возникновению когезионного разрушения слоя при размещении промежуточного слоя второго термоплавкого адгезива 72, и сила фиксации упруго растяжимых элементов 19 уменьшается.
[0086]
Следовательно, существует возможность того, что первый термоплавкий адгезив 71 и второй термоплавкий адгезив 72 будут размещены так, чтобы они не перекрывали друг друга в местах, где проходят упруго растяжимые элементы 19 (не проиллюстрировано). Однако, когда места размещения первого термоплавкого адгезива 71 и места размещения второго термоплавкого адгезива 72 отличаются друг от друга, как описано выше, необходимо наносить первый термоплавкий адгезив 71 и второй термоплавкий адгезив 72 прерывисто/с промежутками, и точный контроль мест нанесения первого термоплавкого адгезива 71 и второго термоплавкого адгезива 72 существенно затрудняется.
[0087]
Следовательно, как проиллюстрировано на фиг.7-9 и фиг.11-16, в качестве предпочтительного варианта осуществления второй термоплавкий адгезив 72 размещают с промежутками, по меньшей мере, в направлении растягивания, включая места расположения закрепленных концевых частей 19f упруго растяжимых элементов 19 (двойное нанесение адгезивов), и первый термоплавкий адгезив 71 наносят непрерывно в направлении растягивания на длине, большей, чем ширина зоны нанесения второго термоплавкого адгезива 72 в местах, где проходят упруго растяжимые элементы 19. В результате, несмотря на то, что в местах размещения первого термоплавкого адгезива 71 частично формируются части с двойным нанесением первого термоплавкого адгезива 71 и второго термоплавкого адгезива 72, также часть, в которой нанесен только первый термоплавкий адгезив 71, непременно образуется между частями, в которых нанесен второй термоплавкий адгезив 72. Следовательно, обе концевые части 19f упруго растяжимых элементов 19 могут быть прикреплены посредством только первого термоплавкого адгезива 71. В этом случае ширина 71w зоны непрерывного нанесения первого термоплавкого адгезива 71 может быть определена в зависимости от конкретного случая, но она предпочтительно в 5 раз или более превышает ширину 72w зоны нанесения второго термоплавкого адгезива 72. Кроме того, она предпочтительно в 1,5 раза или более, более предпочтительно в 2 раза или более превышает интервал 72d между частями, в которых нанесен второй термоплавкий адгезив 72 и которые являются соседними в направлении растягивания. В обычном случае предпочтительно, чтобы суммарная ширина зон нанесения первого термоплавкого адгезива 71, обеспечивающих прикрепление упруго растяжимых элементов 19 без использования второго термоплавкого адгезива 72, составляла приблизительно 5-30 мм. В качестве предпочтительного прерывистого рисунка нанесения второго термоплавкого адгезива 72 можно привести пример скрепления, непрерывного в направлении, пересекающем упруго растяжимые элементы, который будет описан позднее.
[0088]
(Скрепление листов посредством второго термоплавкого адгезива)
При условии, что первый листовой слой 12S и второй листовой слой 12Н скреплены посредством второго термоплавкого адгезива 72 в зоне, проходящей, по меньшей мере, в направлении ширины и соответствующей промежутку между закрепленными концевыми частями 19f упруго растяжимых элементов 19, второй термоплавкий адгезив 72 может быть размещен на любом интервале и с любым типом схемы размещения. Однако второй термоплавкий адгезив 72 предпочтительно размещен, как в проиллюстрированном варианте осуществления, с единообразным рисунком на всей протяженности растягивающихся зон А2 и А3, включая закрепленные концевые части 19f упруго растяжимых элементов 19.
[0089]
Например, второй термоплавкий адгезив 72 наносят на наружные периферийные поверхности упруго растяжимых элементов 19 с помощью средства нанесения, такого как гребенчатый распылитель или насадка SureWrap. Как проиллюстрировано на фиг.10, второй термоплавкий адгезив 72 может быть нанесен только в местах, перекрывающих упруго растяжимые элементы 19, с промежутками в направлении, ортогональном к упруго растяжимым элементам 19. Несмотря на то, что это не проиллюстрировано, второй термоплавкий адгезив 72 может быть размещен с промежутками в направлении вперед-назад и в направлении ширины так, что он не будет перекрывать упруго растяжимые элементы 19.
[0090]
Кроме того, как в вариантах осуществления, проиллюстрированных на фиг.7-9 и фиг.11-16, при типе скрепления, непрерывном в направлении, пересекающем упруго растяжимые элементы, скрепленные части 70 листов, в которых первый листовой слой 12S и второй листовой слой 12Н скреплены посредством второго термоплавкого адгезива 72, расположены с рисунком в полоску, который является прерывистым в продольном направлении упруго растяжимых элементов 19 и непрерывным в направлении, пересекающем упруго растяжимые элементы 19. Такой тип скрепления является одним из предпочтительных типов, поскольку непрерывные складки 80 формируются четко. В данном варианте осуществления упруго растяжимые элементы 19 прикреплены к, по меньшей мере, одному из первого листового слоя 12S и второго листового слоя 12Н, по меньшей мере, посредством первого термоплавкого адгезива 71 в закрепленных концевых частях 19f, и упруго растяжимые элементы 19 прикреплены к, по меньшей мере, одному из первого листового слоя 12S и второго листового слоя 12Н в местах, «пересекающих» скрепленные части 70 листов, посредством второго термоплавкого адгезива 72.
[0091]
При данном типе скрепления, непрерывном в направлении, пересекающем упруго растяжимые элементы, вместе со стягиванием упруго растяжимых элементов 19, как проиллюстрировано на фиг.11(b), 13(b) и 15(b), части, расположенные между соответствующими скрепленными частями 70 листов в первом листовом слое 12S и втором листовом слое 12Н, стягиваются и выступают в направлениях, противоположных друг другу, для формирования складок 80. Фиг.11(b), 13(b) и 15(b) показывают состояние естественной длины. Упруго растяжимые элементы 19 растягиваются из данного состояния в некоторой степени во время ношения, и, как проиллюстрировано на фиг.11(с), 13(с) и 15(с), выступающие части складок 80 расширяются. В результате высота 80h складок 80 уменьшается. Кроме того, поскольку данная растягивающаяся структура сформирована при типе скрепления, непрерывном в направлении, пересекающем упруго растяжимые элементы, складки 80, проходящие прямолинейно, формируются вдоль скрепленных частей 70 листов, и воздухопроницаемость и внешний вид являются очень хорошими.
[0092]
В варианте осуществления, проиллюстрированном на фиг.11 и 12, адгезив 72 нанесен на поверхность стороны первого листового слоя 12S, обращенной ко второму листовому слою 12Н, с промежутками в направлении растягивания и непрерывно с заданной шириной в направлении, пересекающем направление растягивания. Адгезив 72 не нанесен на поверхность стороны второго листового слоя 12Н, обращенной к первому листовому слою 12S, и упруго растяжимые элементы 19 зажаты между первым листовым слоем 12S и вторым листовым слоем 12Н в растянутом состоянии. Первый листовой слой 12S и второй листовой слой 12Н, а также первый листовой слой 12S и упруго растяжимые элементы 19 скреплены соответственно посредством второго термоплавкого адгезива 72. Поскольку в этом случае в частях, в которых скрепленные части 70 листов и упруго растяжимые элементы 19 перекрещиваются, второй термоплавкий адгезив 72 нанесен непрерывно в направлении, пересекающем направление растягивания, на стороне упруго растяжимых элементов 19, обращенной к первому листовому слою 12S, упруго растяжимые элементы 19 будут прикреплены к первому листовому слою 12S посредством второго термоплавкого адгезива 72, в то время как на стороне упруго растяжимых элементов 19, обращенной ко второму листовому слою 12Н, второй термоплавкий адгезив 72 становится нанесенным прерывисто в направлении, пересекающем направление растягивания. На фиг.12(е) данные прерывистые участки обозначены ссылочной позицией 73. Поскольку второй термоплавкий адгезив 72 нанесен прерывисто на второй листовой слой 12Н, может быть подавлено уменьшение гибкости второго листового слоя 12Н и уменьшение гибкости первого листового слоя 12S и второго листового слоя 12Н как одного целого. Кроме того, в частях, в которых упруго растяжимые элементы 19 перекрещиваются со скрепленными частями 70 листов, несмотря на то, что второй термоплавкий адгезив 72 нанесен непрерывно только на сторону, обращенную к первому листовому слою 12S, из обеих сторон упруго растяжимых элементов 19, первый листовой слой 12S и второй листовой слой 12Н скреплены как одно целое посредством скрепленных частей 70 листов. Следовательно, стягивающее усилие, создаваемое упруго растяжимыми элементами 19, действует на первый листовой слой 12S и второй листовой слой 12Н почти одинаковым образом, и однородные складки могут быть сформированы как на первом листовом слое 12S, так и на втором листовом слое 12Н.
[0093]
Также можно нанести адгезив 72 на первый листовой слой 12S и на второй листовой слой 12Н с одинаковым рисунком. Поскольку в этом случае, как проиллюстрировано на фиг.13 и 14, второй термоплавкий адгезив 72 нанесен непрерывно с заданной шириной в направлении, пересекающем направление растягивания, как на обращенную к первому листовому слою 12S сторону, так и на обращенную ко второму листовому слою 12Н сторону упруго растяжимых элементов 19 в частях, где скрепленные части 70 листов перекрещиваются с упруго растяжимыми элементами 19, имеется преимущество, заключающееся в том, что упруго растяжимые элементы 19 могут быть прикреплены более прочно. Несмотря на то, что это не проиллюстрировано, также существует возможность того, что второй термоплавкий адгезив 72 будет нанесен на второй листовой слой 12Н и не будет нанесен на первый листовой слой 12S, и упруго растяжимые элементы 19 зажимаются между обоими листовыми слоями одновременно со скреплением обоих данных листовых слоев. Однако, поскольку в данных вариантах второй термоплавкий адгезив 72 нанесен непрерывно на второй листовой слой 12Н, имеет место не только уменьшение гибкости самого второго листового слоя 12Н, который подлежит вводу в контакт с кожей, но и также имеет место ситуация, когда часть с уменьшенной гибкостью поджимается к коже посредством упруго растяжимых элементов 19, и, следовательно, это не является предпочтительным. Следовательно, желательно, чтобы второй термоплавкий адгезив 72 не был нанесен непрерывно на сторону, имеющую поверхность, которая контактирует с кожей носителя подобно второму листовому слою 12Н, как показано в варианте осуществления, показанном на фиг.11 и 12.
[0094]
В таком варианте осуществления ширина 70w каждой скрепленной части 70 листов в направлении растягивания предпочтительно задана равной 0,5-4 мм (в частности, 0,5-1 мм), и интервал 70d между соседними скрепленными частями 70 листов задан равным 4-8 мм (в частности, 5-7 мм). По существу, если ширина 70w скрепленной части 70 листов в направлении растягивания слишком мала, будет затруднено нанесение второго термоплавкого адгезива 72, в то время как в случае, если она слишком большая, уменьшается гибкость. Кроме того, ширина 70w каждой скрепленной части 70 листов в направлении растягивания влияет на интервал между соседними складками 80. Как в случае типа скрепления, непрерывного в направлении, пересекающем упруго растяжимые элементы, если складки 80 сформированы узкими и ширина превышает 4 мм, промежуток между соседними складками 80 становится слишком широким, и отдельные складки 80 становятся независимыми по внешнему виду. Кроме того, когда складки 80 деформируются при сплющивания и расправлении или опускании вследствие сжимающего усилия, действующего в направлении толщины, уменьшается эффект, при котором соседние складки 80 обеспечивают опору друг для друга. В результате также уменьшаются сопротивление деформированию и способность к восстановлению после деформирования, и «полнота» становится недостаточной.
[0095]
Кроме того, даже в случае, когда ширина 70w скрепленной части 70 листов в направлении растягивания задана равной 0,5-4 мм, если интервал 70d между соседними скрепленными частями 70 листов задан равным менее 4 мм или превышающим 8 мм, будет возникать следующая ситуация. То есть, интервал 70d между соседними скрепленными частями 70 листов влияет на высоту 80h и ширину складок 80, и, если интервал между соседними скрепленными частями листов составляет приблизительно 2 мм, складки 80 имеют недостаточную непрерывность в ортогональном направлении, как и в случае непрерывного скрепления в направлении растягивания (бессмысленно выполнять скрепленные части 70 листов прерывисто в направлении растягивания). Если интервал составляет 3 мм, складки 80 проходят прямолинейно в направлении, ортогональном к направлению растягивания, но невозможно ожидать эффекта, при котором соседние складки 80 обеспечивают опору друг для друга, что приводит к недостаточной полноте. Кроме того, когда интервал 70d между скрепленными частями 70 листов превышает 8 мм, складки 80 сминаются нерегулярно вследствие сжатия во время обертывания/упаковывания, и внешний вид изделия ухудшается. С другой стороны, когда ширина 70w скрепленной части 70 листов в направлении растягивания составляет 0,5-4 мм и в то же время интервал 70d между скрепленными частями 70 листов составляет 4-8 мм, в конце концов может быть обеспечена достаточная полнота, и мала вероятность нерегулярного смятия складок 80 под действием сжатия во время обертывания/упаковывания.
[0096]
Ширина 70w скрепленной части 70 листов предпочтительно является малой для повышения гибкости и желательно составляет, например, 1 мм или менее. Однако вследствие узкой скрепленной части неизбежно уменьшение силы фиксации упруго растяжимых элементов 19 посредством второго термоплавкого адгезива 72, и поэтому очень важно обеспечить фиксацию первого термоплавкого адгезива 71, имеющего более высокую удерживающую способность, в закрепленных концевых частях 19f, как описано выше.
[0097]
Интервал 19d между упруго растяжимыми элементами 19, соседними друг с другом, может быть выбран в зависимости от конкретного случая. Несмотря на то, что в случае, когда данный интервал превышает 10 мм, тип скрепления не становится прерывистым в продольном направлении, толщина складок 80 в направлении, пересекающем направление растягивания, изменяется и вызывает неровность. Следовательно, в настоящем изобретении предпочтительно, чтобы интервал 19d между упруго растяжимыми элементами 19 составлял 10 мм или менее, в частности, 3-7 мм.
[0098]
Форма скрепленной части 70 листов (образуемой посредством второго термоплавкого адгезива 72) может быть выбрана соответствующим образом и может представлять собой волнистую форму, подобную проиллюстрированной на фиг.17, или форму, при которой они проходят в наклонном направлении относительно упруго растяжимых элементов 19, и предпочтительна волнистая форма в направлении, ортогональном к упруго растяжимым элементам 19.
[0099]
(Способ изготовления)
При изготовлении первый термоплавкий адгезив 71 наносят на упруго растяжимые элементы 19 или на, по меньшей мере, один из первого листового слоя 12S и второго листового слоя 12Н, второй термоплавкий адгезив 72 наносят на, по меньшей мере, один из первого листового слоя 12S и второго листового слоя 12Н, и упруго растяжимые элементы 19 зажимают между обоими листовыми слоями 12S и 12Н одновременно со скреплением обоих листовых слоев 12S и 12Н.
[0100]
В случае изготовления при вышеописанном типе скрепления, непрерывном в направлении, пересекающем упруго растяжимые элементы, способ нанесения второго термоплавкого адгезива 72 не ограничен особым образом. Однако, когда ширина 70w скрепленной части 70 листов в направлении растягивания является малой и составляет, например, 1 мм или менее, ширина зоны нанесения второго термоплавкого адгезива 72 становится малой, и прерывистое нанесение при таком способе нанесения, как нанесение поливом или распыление сплошного покрытия из насадки, затрудняется. Следовательно, желательно, чтобы использовалось нанесение покрытия по трафарету, пригодное для нанесения с малой шириной (перенос второго термоплавкого адгезива 72 способом высокой печати). Фиг.19 показывает пример производственного процесса, в котором используется нанесение покрытия по трафарету для нанесения второго термоплавкого адгезива 72. В данном примере нанесения покрытия по трафарету упруго растяжимые элементы 19 размещают между вторым листовым слоем 12Н и первым листовым слоем 12S, на поверхность которого, обращенную ко второму листовому слою 12Н, нанесен второй термоплавкий адгезив 72, первый и второй листовые слои 12S и 12Н подают в зону зажима между парой зажимных валиков 101 и сдавливают для формирования растягивающейся структуры, проиллюстрированной на фиг.11 и 12. Перед подачей в зону зажима между зажимными валиками 101 первый листовой слой 12S вводят в контакт с гравированным валиком 102, имеющим выпуклый рельеф, соответствующий вышеописанным скрепленным частям 70 листов, то есть полосообразный выпуклый рельеф, прерывистый на наружной периферийной поверхности в направлении вдоль окружности (направлении транспортирования, направлении MD перемещения полуфабриката в машине, при этом данное направление представляет собой направление растягивания) и непрерывный в аксиальном направлении (направлении, пересекающем направление транспортирования, поперечном направлении CD), и второй термоплавкий адгезив 72, удерживаемый на выпуклом рельефе гравированного валика 102, переносится и наносится. Ссылочная позиция 103 обозначает валик для подачи термоплавкого адгезива (анилоксовый валик при высокой печати), предназначенный для переноса и подачи второго термоплавкого адгезива 72 на выпуклый рельеф гравированного валика 102 с заданной толщиной. Ссылочная позиция 104 обозначает подающую насадку для подачи второго термоплавкого адгезива 72 на валик 103, предназначенный для подачи термоплавкого адгезива.
[0101]
В проиллюстрированном варианте осуществления для размещения первого термоплавкого адгезива 71, который наносят для прикрепления закрепляемых концевых частей упруго растяжимых элементов 19, с промежутками в направлении, ортогональном к упруго растяжимым элементам 19, для перекрывания упруго растяжимых элементов 19, первый термоплавкий адгезив 71 наносят прерывисто в направлении транспортирования из насадки 105, которая расположена в месте, в котором перемещаются транспортируемые, упруго растяжимые элементы, на наружные периферийные поверхности упруго растяжимых элементов 19 в процессе перемещения упруго растяжимых элементов 19 перед местом, в котором осуществляют скрепление прессованием. Однако посредством соответствующей насадки для нанесения покрытия по трафарету, распыления, нанесения поливом или тому подобного первый термоплавкий адгезив 71 может быть нанесен с промежутками в направлении транспортирования на, по меньшей мере, один из первого листового слоя 12S и второго листового слоя 12Н.
[0102]
(Формирование нерастягивающейся зоны)
При формировании нерастягивающейся зоны А1 первый термоплавкий адгезив 71 наносят на упруго растяжимые элементы 19 или на, по меньшей мере, один из первого листового слоя 12S и второго листового слоя 12Н, и второй термоплавкий адгезив 72 наносят на, по меньшей мере, один из первого листового слоя 12S и второго листового слоя 12Н. После этого упруго растяжимые элементы 19 зажимают между обоими листовыми слоями 12S и 12Н одновременно со скреплением обоих листовых слоев 12S и 12Н и упруго растяжимых элементов 19. Впоследствии в нерастягивающейся зоне А1 упруго растяжимые элементы 19 разрезают посредством сдавливания и нагрева в одном или более местах в середине в направлении ширины, или упруго растяжимые элементы 19 по существу на всей их протяженности разрезают на малые части посредством подвода давления и тепла. Соответственно, эластичность в нерастягивающейся зоне А1 устраняется при сохранении эластичности в прерывистых растягивающихся зонах А2.
[0103]
Фиг.20(а) показывает случай, в котором упруго растяжимые элементы 19 разрезают в одном месте в направлении ширины. Данный процесс разрезания выполняют посредством уплотняющего валика 80, имеющего сдавливающие части 81, каждая из которых предусмотрена в одном месте в направлении вдоль окружности на наружной периферийной поверхности уплотняющего валика и каждая из которых имеет режущую выпуклую часть 82, нагретую до заданной температуры, и опорного валика 90, имеющего гладкую поверхность и противоположного по отношению к уплотняющему валику 80. Объекты, подлежащие разрезанию, каждый из которых включает в себя упруго растяжимые элементы 19, размещенные между первым листовым слоем 12S и вторым листовым слоем 12Н, зажимают между уплотняющим валиком 80 и опорным валиком 90. Только упруго растяжимые элементы 19 в частях, зажатых между режущими выпуклыми частями и наружной периферийной поверхностью опорного валика 90, разрезаются под действием давления и тепла. В изделиях с такой обработкой, подобных проиллюстрированным на фиг.21(а) и 21(b), между первым листовым слоем 12S и вторым листовым слоем 12Н в нерастягивающейся зоне А1 только «остаточные» части, являющиеся продолжением упруго растяжимых элементов 19, размещенных в прерывистых растягивающихся зонах А2, остаются в виде «бездействующих», упруго растяжимых элементов 19r, и только один след 22 от расплавления остается в виде следа от резки. Хотя это не проиллюстрировано, в случае разрезания в множестве мест может быть использован уплотняющий валик 80, имеющий режущие выпуклые части 82 в множестве мест в направлении вдоль окружности.
[0104]
Кроме того, фиг.20(b) показывает случай, в котором упруго растяжимые элементы 19 разрезают на малые части и почти полностью. Данный процесс разрезания выполняют посредством уплотняющего валика 80, имеющего сдавливающие части 81, каждая из которых предусмотрена на наружной периферийной поверхности уплотняющего валика и каждая из которых имеет множество режущих выпуклых частей 83, расположенных с зигзагообразной формой. Объекты, подлежащие разрезанию, которые включают в себя упруго растяжимые элементы 19, размещенные между первым листовым слоем 12S и вторым листовым слоем 12Н, зажимают между уплотняющим валиком 80 и опорным валиком 90. Только упруго растяжимые элементы 19 в частях, зажатых между режущими выпуклыми частями и наружной периферийной поверхностью опорного валика 90, разрезаются под действием давления и тепла. В изделии, подвергнутом такой обработке, как проиллюстрировано на фиг.21(с), между первым листовым слоем 12S и вторым листовым слоем 12Н в нерастягивающейся зоне А1 «остаточные» части, являющиеся продолжением упруго растяжимых элементов 19 прерывистых растягивающихся зон А2, и отрезанные куски упруго растяжимых элементов, отделенные от упруго растяжимых элементов 19 обеих прерывистых растягивающихся зон А2, остаются прерывистыми в направлении вперед-назад и в направлении ширины в виде «бездействующих», упруго растяжимых элементов 19r, и следы 22 от расплавления остаются прерывистыми в направлении вперед-назад и в направлении ширины в виде следов от резки.
[0105]
(Скрепление листов в нерастягивающейся зоне)
Несмотря на то, что скрепленная часть 70 листов необязательно предусмотрена в нерастягивающейся зоне А1, предпочтительно, чтобы первый листовой слой 12S не смещался и не поднимался относительно второго листового слоя 12Н. Следовательно, предпочтительно, чтобы также и в нерастягивающейся зоне можно было выполнить скрепленные части 70 листов посредством второго термоплавкого адгезива 72. Скрепленные части 70 листов в нерастягивающейся зоне А1 не ограничены особым образом при условии, что два листовых слоя 12S и 12Н скреплены вместе посредством скрепленных частей листов. Однако, когда скрепленные части 70 листов образованы при вышеописанном типе скрепления, непрерывном в направлении, пересекающем упруго растяжимые элементы, это является предпочтительным, поскольку «бездействующие», упруго растяжимые элементы 19r в нерастягивающейся зоне А1 прикреплены к двум листовым слоям 12S и 12Н посредством термоплавкого адгезива.
[0106]
По соображениям, связанным с легкостью изготовления и стабильностью изготовления, как проиллюстрировано на фиг.7-10, желательно, чтобы форма, размеры, количество, схема расположения и тому подобные характеристики тех частей 70 листов, которые скреплены посредством второго термоплавкого адгезива 72, в нерастягивающейся зоне А1 были такими же, как соответствующие характеристики тех частей 70 листов, которые скреплены посредством второго термоплавкого адгезива 72, в прерывистых растягивающихся зонах А2. Само собой разумеется, форма, размеры, количество, схема расположения и тому подобные характеристики тех частей 70 листов, которые скреплены посредством второго термоплавкого адгезива 72, в нерастягивающейся зоне А1 могут отличаться от соответствующих характеристик тех частей 70 листов, которые скреплены посредством второго термоплавкого адгезива 72, в прерывистой растягивающейся зоне А2.
[0107]
Кроме того, подробности, относящиеся к скрепленным частям 70 листов в нерастягивающейся зоне А1, такие же, как описанные при разъяснении скрепленных частей 70 листов в растягивающейся зоне, и поэтому их описание будет в данном документе опущено.
[0108]
(Прочее)
В примерах, проиллюстрированных на фиг.7, 9 и 10, растягивающаяся структура по настоящему изобретению применяется для поясной части W, части U, расположенной ниже пояса, и промежуточной части L одноразового подгузника типа трусов. Как проиллюстрировано на фиг.8, растягивающаяся структура может применяться только для части U, расположенной ниже пояса, и промежуточной части L (в варианте осуществления по фиг.8 в поясной части W упруго растяжимые элементы 19 прикреплены посредством первого термоплавкого адгезива 71 на всей протяженности в направлении ширины). Кроме того, она может применяться только для части U, расположенной ниже пояса, (в частности, например, в случае, когда не предусмотрен упруго растяжимый элемент 16 промежуточной части). Кроме того, вышеописанная растягивающая структура также может применяться для других растягивающихся частей, таких как трехмерные сборки, часть, размещаемая на нижней части туловища с дорсальной стороны, части для ног или скрепляющие ленты одноразового подгузника, скрепляемого лентами.
[0109]
<Разъяснение терминов, используемых в данном документе>
В случае, когда нижеследующие термины используются в описании, они имеют нижеприведенные значения, если иное не указано в описании.
«Направление вперед-назад (продольное направление)» означает направление, соединяющее вентральную сторону (переднюю сторону) и дорсальную сторону (заднюю сторону). «Направление ширины» означает направление (направление вправо-влево), ортогональное к направлению вперед-назад.
[0110]
«Направление перемещения полуфабриката в машине: MD» и «поперечное направление: CD» означают направление (MD) потока материалов в производственном оборудовании и поперечное направление (CD), ортогональное к направлению потока материалов, и любое одно из них представляет собой направление вперед-назад и другое представляет собой направление ширины. Направление MD нетканого материала представляет собой направление ориентации волокон нетканого материала. «Ориентация волокон» представляет собой направление, вдоль которого проходит волокно нетканого материала и которое определяется, например, размером в соответствии с испытанием для определения ориентации волокон на основе определения прочности при растяжении при нулевом расстоянии между зажимами согласно TAPPI T481 (TAPPI - Техническая ассоциация целлюлозно-бумажной промышленности) и простым измерением для определения направления ориентации волокон исходя из отношения прочности при растяжении в направлении вперед-назад к прочности при растяжении в направлении ширины.
[0111]
«Расправленное состояние» означает плоско разложенное состояние без стягивания или ненатянутости.
[0112]
«Степень растяжения» означает величину, когда длина в естественном состоянии принята в качестве 100%.
[0113]
«Поверхностную плотность» определяют следующим образом. После предварительной сушки образца или испытательного образца образец или испытательный образец и оставляют в испытательной лаборатории или испытательном устройстве при нормальных условиях (в месте испытания температура составляет 20±5°С и относительная влажность составляет 65% или менее) до достижения постоянной массы. Предварительная сушка предназначена для доведения образца или испытательного образца до постоянной массы в среде, имеющей температуру, не превышающую 50°С, и относительную влажность от 10 до 25%.
Предварительную сушку можно не выполнять для волокон со стандартной влажностью в процентах от веса абсолютно сухого материала, составляющей 0,0%. Из испытательного образца с постоянной массой вырезают образец с размерами (200 мм × 250 мм±2 мм), используя шаблон для вырезания (200 мм × 250 мм, ±2 мм). Поверхностную плотность определяют путем взвешивания образца, умножения измеренной массы на 20 и вычисления массы на один квадратный метр.
[0114]
«Толщину» измеряют автоматически при нагрузке, составляющей 10 гс/см2, и площади приложения давления, составляющей 2 см2, используя автоматизированный толщиномер (ручной прибор KES-G5 для испытаний на сжатие).
[0115]
«Водопоглощающую способность» определяют в соответствии со стандартом JIS К7223-1996 ʺTesting method for water absorption capacity of super absorbent polymersʺ («Метод испытаний для определения водопоглощающей способности полимеров со сверхвысокой впитывающей способностью») (JIS - Японский промышленный стандарт).
[0116]
«Скорость впитывания воды» представляет собой «время до конечной точки», когда выполняют измерения в соответствии со стандартом JIS К7224-1996 ʺTesting method for water absorption rate of super absorbent polymersʺ, используя 2 г полимеров со сверхвысокой впитывающей способностью и 50 г физиологического солевого раствора.
[0117]
«Сопротивление термоплавкого адгезива отслаиванию» измеряют следующим образом. То есть, подготавливают два гидрофобных нетканых материала 301 фильерного способа производства, состоящих из полипропиленовых волокон, имеющих тонину 1,44 дтекс и поверхностную плотность 17 г/м2, (с размером в направлении MD, составляющим 100 мм или более, и размером в направлении CD, составляющим 75 мм или более). Термоплавкий адгезив 302, характеристика которого должна быть определена, наносят при наносимом количестве 20 г/м2 непрерывно в направлении MD при ширине зоны нанесения, составляющей 25 мм, в зоне одного нетканого материала 301, центральной в направлении CD. Другой нетканый материал 301 приклеивают к данному нетканому материалу 301 посредством термоплавкого адгезива 302 так, чтобы они были выровнены в направлениях MD и CD. После этого элемент 300 из нетканых материалов, скрепленных адгезивом, получают посредством скрепления прессованием, когда валик массой 2 кг один раз перекатывают по нему взад и вперед. Далее, из данного элемента 300 из нетканых материалов, скрепленных адгезивом, образец 310 для испытаний в продольном направлении и образец 320 для испытаний в поперечном направлении подготавливают путем отрезки вдоль линий резки, показанных точечными линиями на фиг.22, так, что образец 310 для испытаний в продольном направлении с размерами 75 мм в направлении MD и 25 мм в направлении CD будет полностью склеен и образец 320 для испытаний в поперечном направлении будет иметь части 321 без адгезива на его обеих сторонах с длиной 25 мм от обоих концов в направлении CD и часть 322 с адгезивом, имеющей размеры 25 мм в направлении MD и 25 мм в направлении CD и предусмотренной между частями 321 без адгезива. В образце 310 для испытаний в продольном направлении, как показано двумя штрихпунктирными линиями на фиг.22, оба нетканых материала с одной стороны на участке с длиной 25 мм от одного конца в направлении MD подвергают расслаиванию (путем уменьшения силы адгезионного сцепления заданной части посредством холодного распыления) для формирования захватываемых краев 311. Захватываемые края 311 нетканых материалов зажимают посредством верхнего и нижнего зажимов прибора для испытаний на растяжение при интервале между зажимами, составляющем 30 мм, и скорости при испытании, составляющей 300 мм/мин, и, как проиллюстрировано на фиг.23, оставшуюся часть 312 с адгезивом расслаивают, и измеряют усилие (сН/25 мм), необходимое для расслаивания. В образце 320 для испытаний в поперечном направлении испытание выполняют так же, как в образце 310 для испытаний в продольном направлении, за исключением того, что нетканые материалы частей 321 без адгезива на обоих концах в направлении CD захватывают посредством верхнего и нижнего зажимов прибора для испытаний на растяжение. После этого отслеживают состояние разрушения части, подвергнутой расслаиванию, и среднее значение усилия в каждой точке в момент межповерхностного разрушения (межповерхностного расслаивания) и когезионного разрушения принимают в качестве измеренного значения посредством выбора первых пяти вершин и первых пяти нижних точек из волнообразной части после начала расслаивания (после подъема кривой) на кривой, полученной при измерениях, при вертикальной оси, соответствующей усилию. Кроме того, максимальное значение усилия в момент разрушения материала (разрушения материала-основы) принимают в качестве измеренного значения. Вышеуказанные измерения выполняют три раза для каждого из образца 310 для испытаний в продольном направлении и образца 320 для испытаний поперечном направлении, и определяют средние значения для значений, измеренных за три раза, для получения сопротивления отслаиванию в продольном направлении и сопротивления отслаиванию в поперечном направлении.
[0118]
«Удерживающую способность» термоплавкого адгезива измеряют следующим образом. То есть, как проиллюстрировано на фиг.24, пленку из полиэтилентерефталата, имеющую толщину 25 мкм, разрезают на две прямоугольные пленки 401 из полиэтилентерефталата, имеющие длину 100 мм и ширину 25 мм, и части пленок из полиэтилентерефталата, концевые в продольном направлении, (части с длиной 25 мм от одного конца каждой пленки из полиэтилентерефталата, определяемого в продольном направлении) приклеивают друг к другу посредством слоя 402 термоплавкого адгезива, характеристика которого должна быть определена, для подготовки образца 400 для испытаний. Часть 403 испытательного образца 400, имеющая адгезив, имеет размеры 25 мм × 25 мм. Слой 402 термоплавкого адгезива наносят посредством щелевой головки с толщиной 20 г/м2, и после скрепления ролик массой 2 кг перекатывают взад и вперед один раз по части 403 с адгезивом для обеспечения скрепления прессованием. После этого образец 400 для испытаний оставляют при температуре внутри помещения (23°С) на 16 часов. Кроме того, как проиллюстрировано на фиг.25, обе концевые части образца 400 для испытаний или пленки 401 из полиэтилентерефталата зажимают посредством верхнего и нижнего зажимов 404, затянутых винтами, в направлении толщины и оставляют в приборе для определения ползучести (термостатической камере) на два часа при 40°С так, чтобы усилие не было приложено к части 403 с адгезивом. Впоследствии в приборе для определения ползучести, как проиллюстрировано на фиг.25, подвешивают верхний из зажимов 404 и к нижнему из зажимов 404 подвешивают груз 405. К образцу будет приложена вертикальная нагрузка, составляющая в сумме один килограмм (сумма массы груза 405 и массы зажима 404, расположенного со стороны груза). Измеряют время от начала приложения нагрузки до полного отделения части 403 с адгезивом или пленки из полиэтилентерефталата с одной стороны груза 405. Измеренное время составляет до 120 минут, и, когда груз не падает ранее, чем через 120 минут, результат измерений составляет «свыше 120 минут». Вышеприведенное измерение выполняют три раза, и среднее значение для результатов измерений принимают в качестве удерживающей способности (в минутах). Когда из результатов трех измерений один результат составляет свыше 120 минут и два результата составляют 120 минут или менее, среднее значение из двух результатов измерений, составляющех 120 минут или менее, используют в качестве удерживающей способности. Когда два результата составляют более 120 минут и один результат составляет 120 минут или менее, данный один результат измерений, составляющий 120 минут или менее, принимают в качестве удерживающей способности. Когда три результата составляют свыше 120 минут, удерживающая способность составляет свыше 120 минут.
[0119] «Адгезионная прочность при испытании для определения липкости петли» означает величину, измеренную следующим образом, То есть, термоплавкое адгезивное вещество наносят с толщиной 50 мкм на пластину из полиэтилентерефталата с толщиной 50 мкм. Из данной пластины из полиэтилентерефталата вырезают полоску с шириной 25 мм и длиной 125 мм. Два конца полоски накладывают друг на друга для формирования петли. После прикрепления данной петли к прибору типа LT-100 для испытаний для определения липкости петли (изготавливаемому компанией Cheminstruments Inc.) петлю прикрепляют к пластине из полиэтилена (ПЭ) в зоне адгезии с размерами 25 мм × 25 мм в течение времени адгезионного сцепления, составляющего две секунды. После этого петлю отдирают при 20°С со скоростью при испытании, составляющей 300 мм/мин, и максимальное усилие измеряют в качестве адгезионной прочности при испытании для определения липкости петли.
[0120]
«Вязкость расплава» определяют при заданной температуре, используя вискозиметр Брукфильда типа В (стержень № 027) в соответствии с JIS Z 8803.
[0121]
Когда не описаны окружающие условия при испытаниях и измерениях, испытания и измерения должны выполняться в испытательной лаборатории или в испытательном устройстве при нормальных условиях (температура в месте испытания составляет 20±5°С и относительная влажность в месте испытания составляет 65% или менее).
[0122]
Размеры каждой части измерены в расправленном состоянии, а не в состоянии естественной длины, если не указано иное.
Промышленная применимость
[0123]
Настоящее изобретение может быть применено для растягивающейся структуры предпочтительно в одноразовом подгузнике типа трусов, как в вышеприведенном примере, а также в обычном впитывающем изделии, таком как одноразовый подгузник, скрепляемый лентам, или одноразовый подгузник типа прокладки, а также в гигиенической прокладке, и для способа ее изготовления.
Перечень ссылочных позиций
[0124]
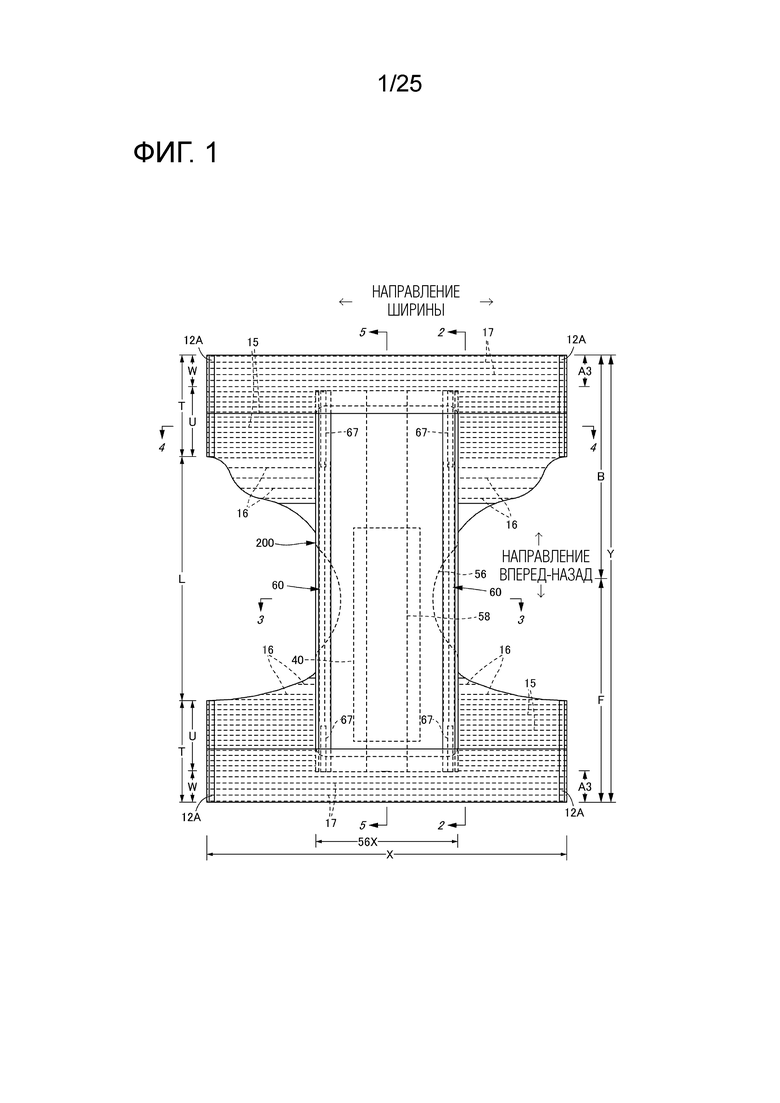
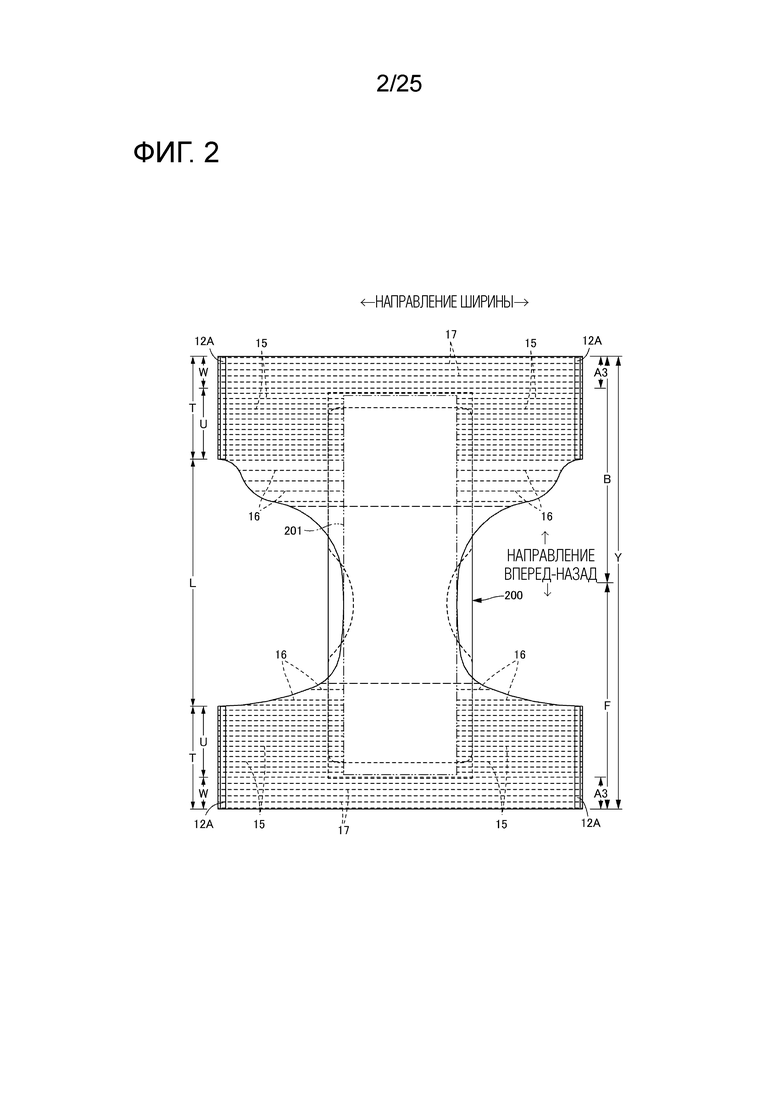
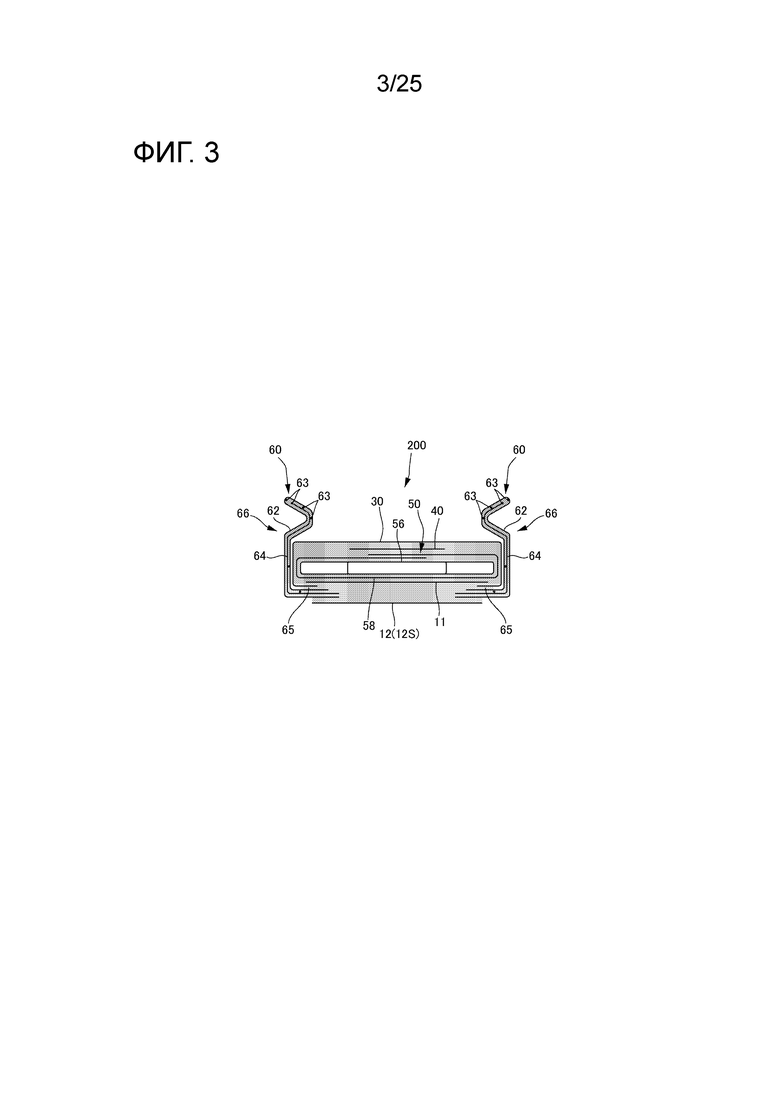



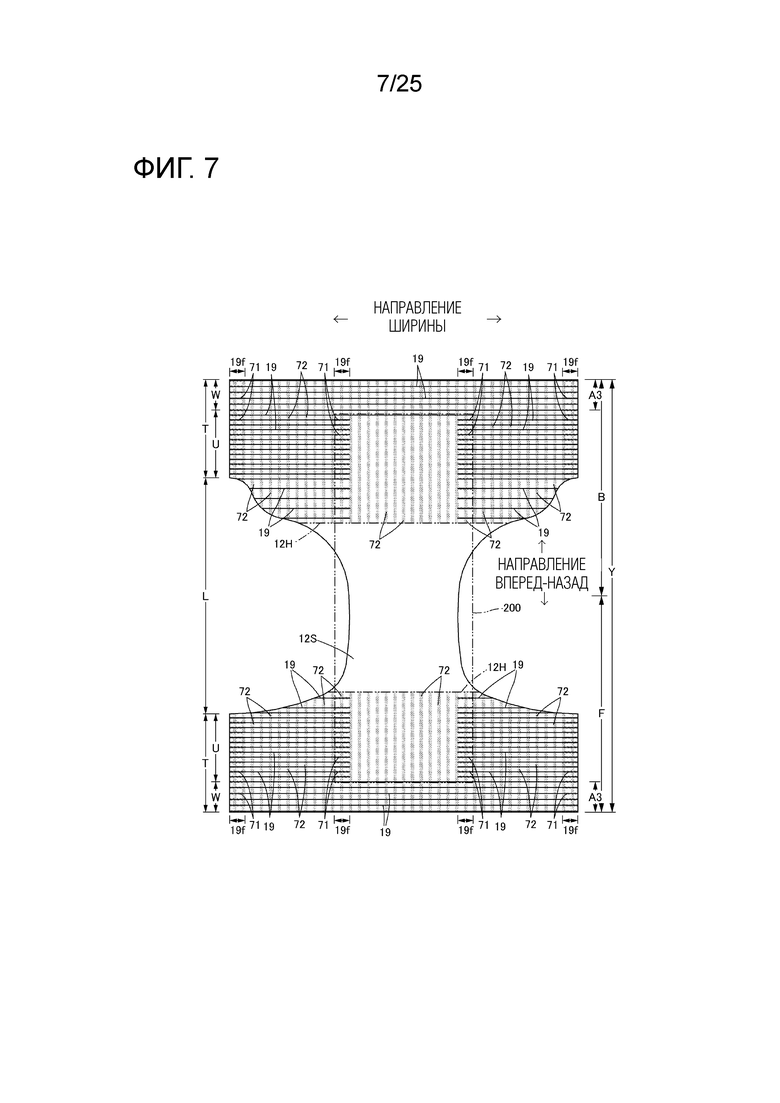


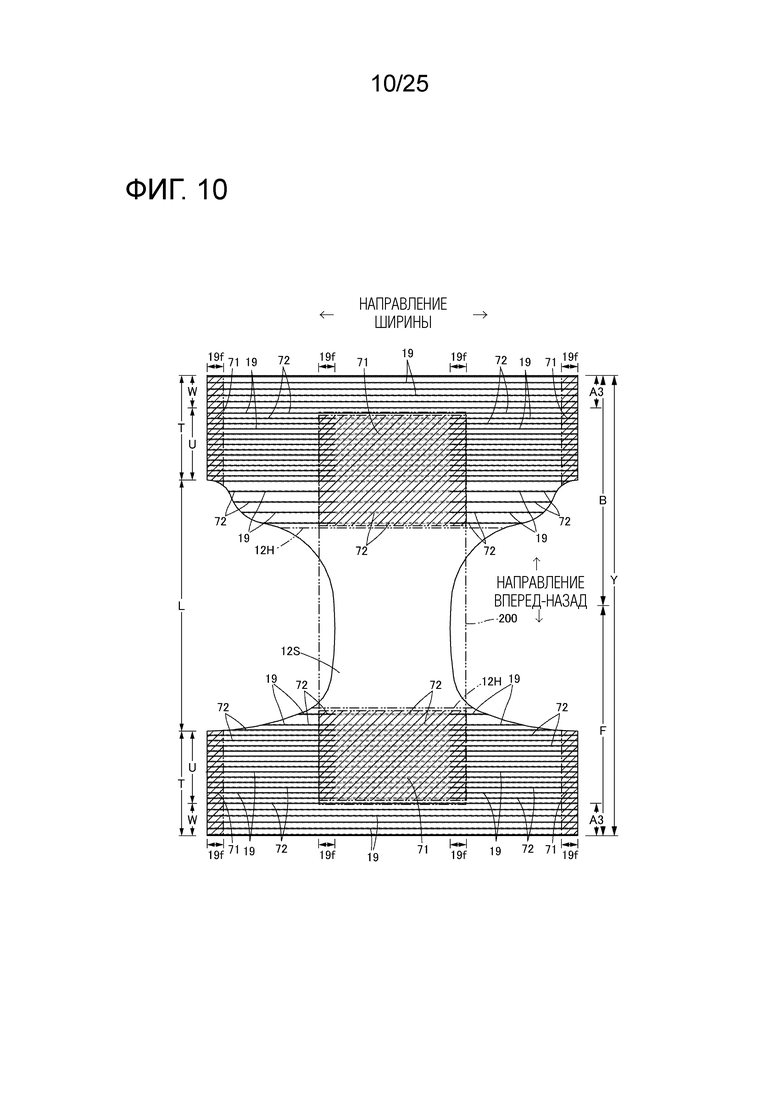

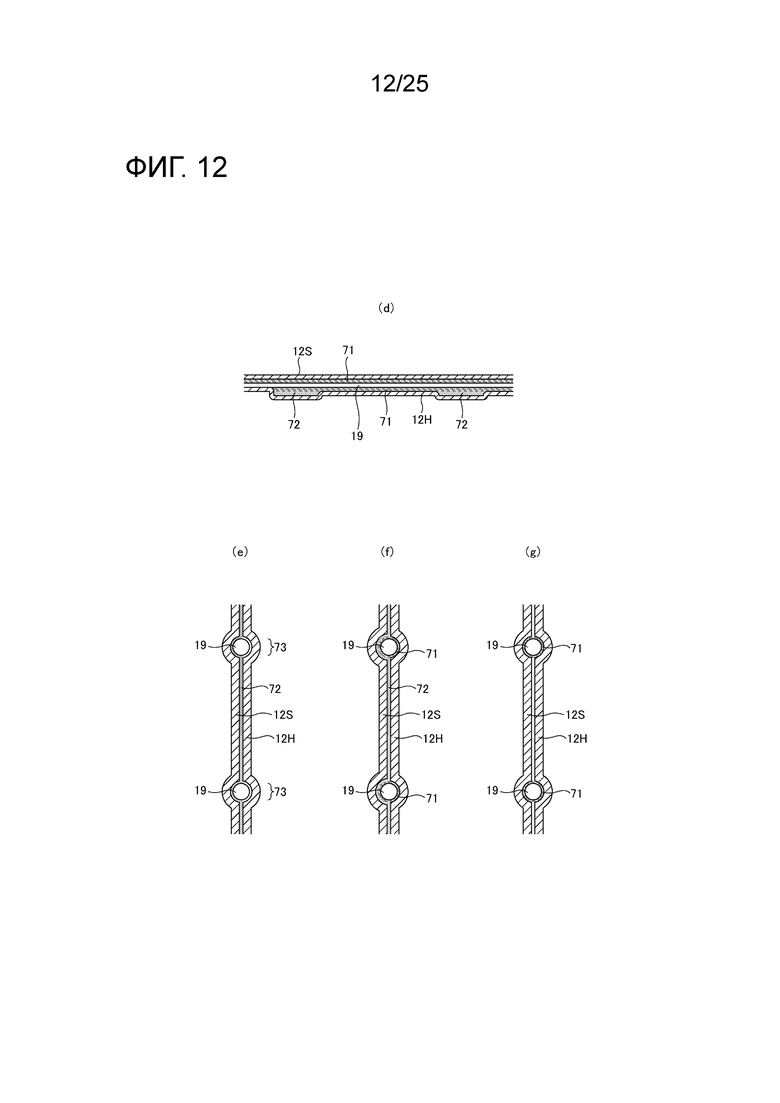
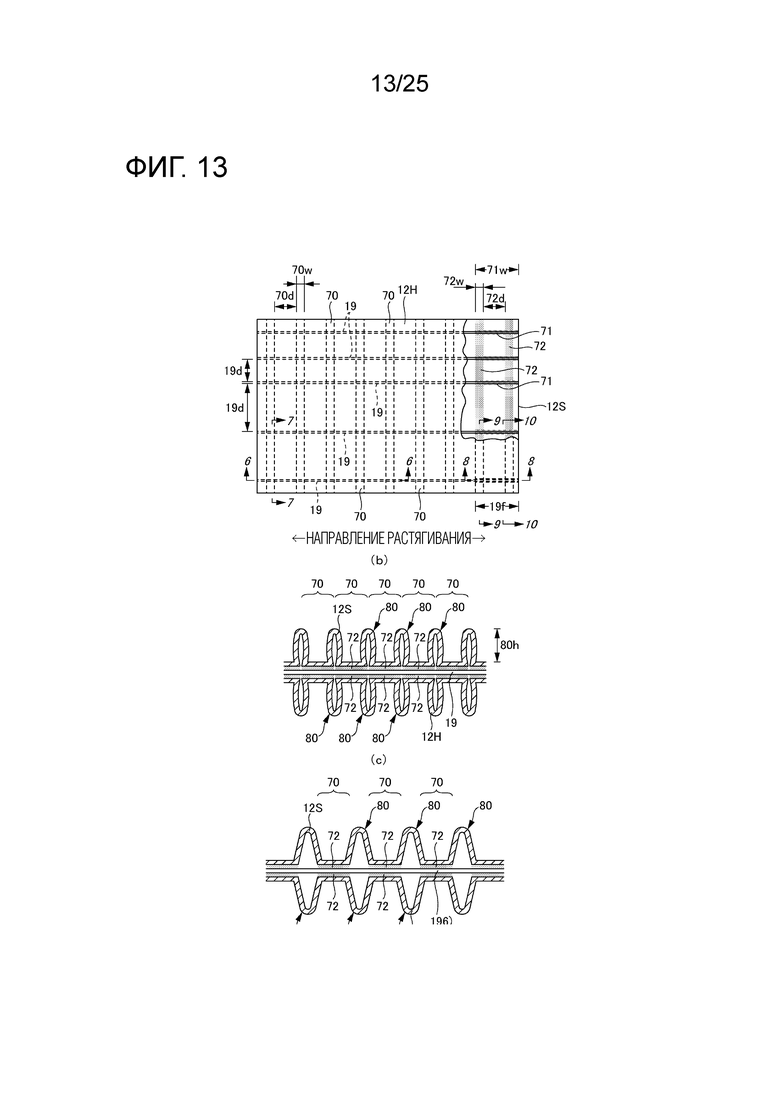
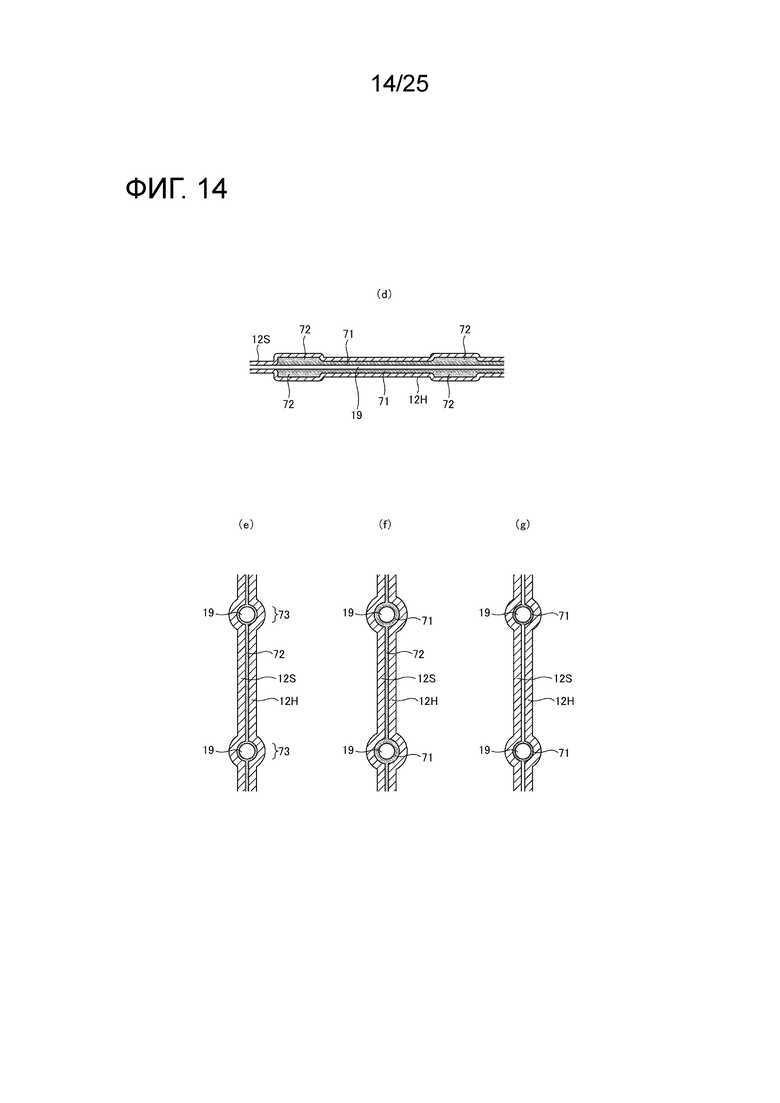



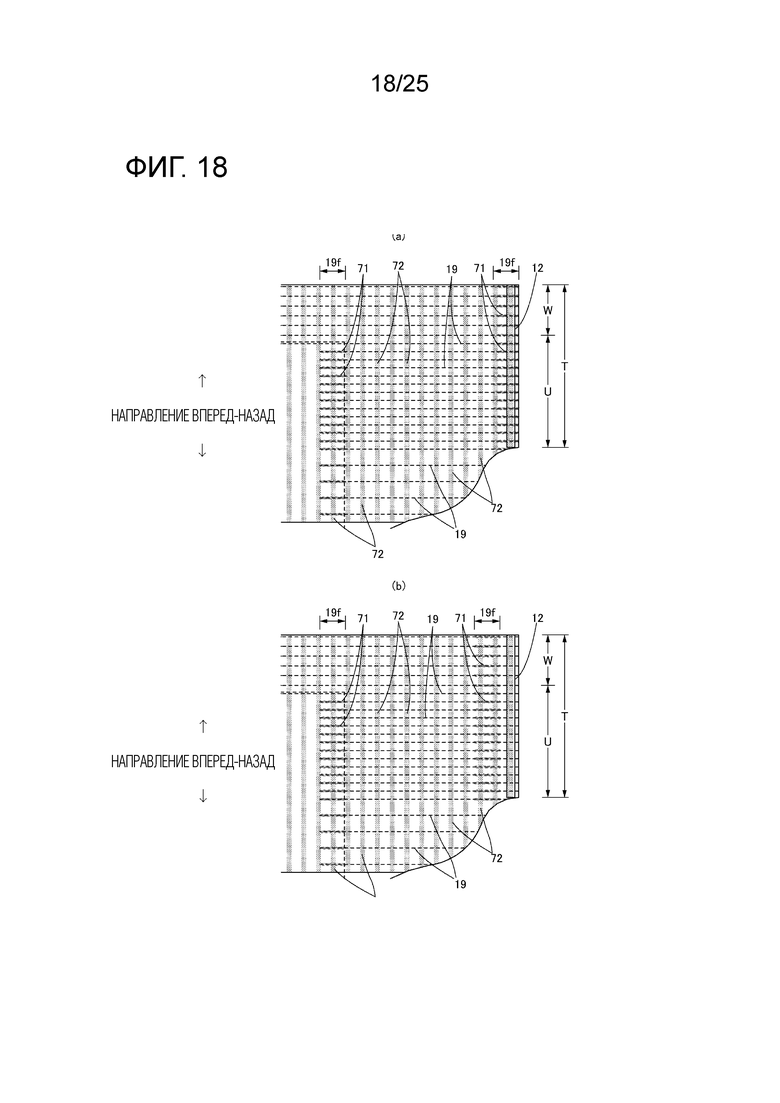


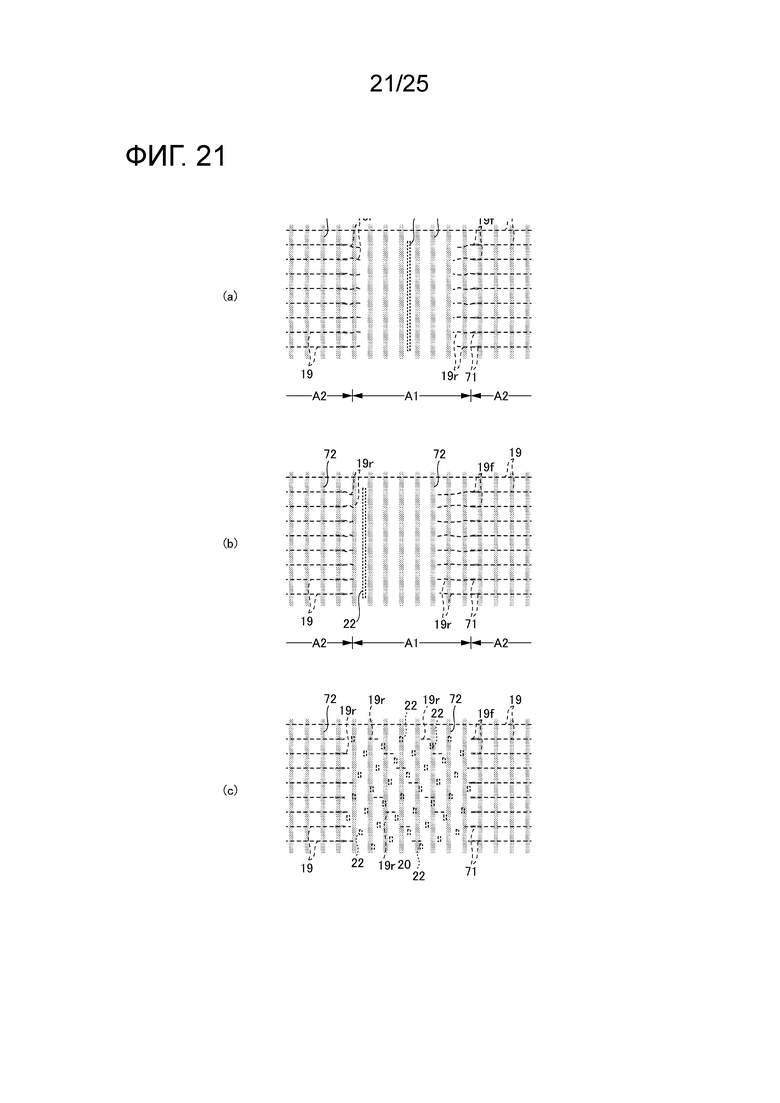
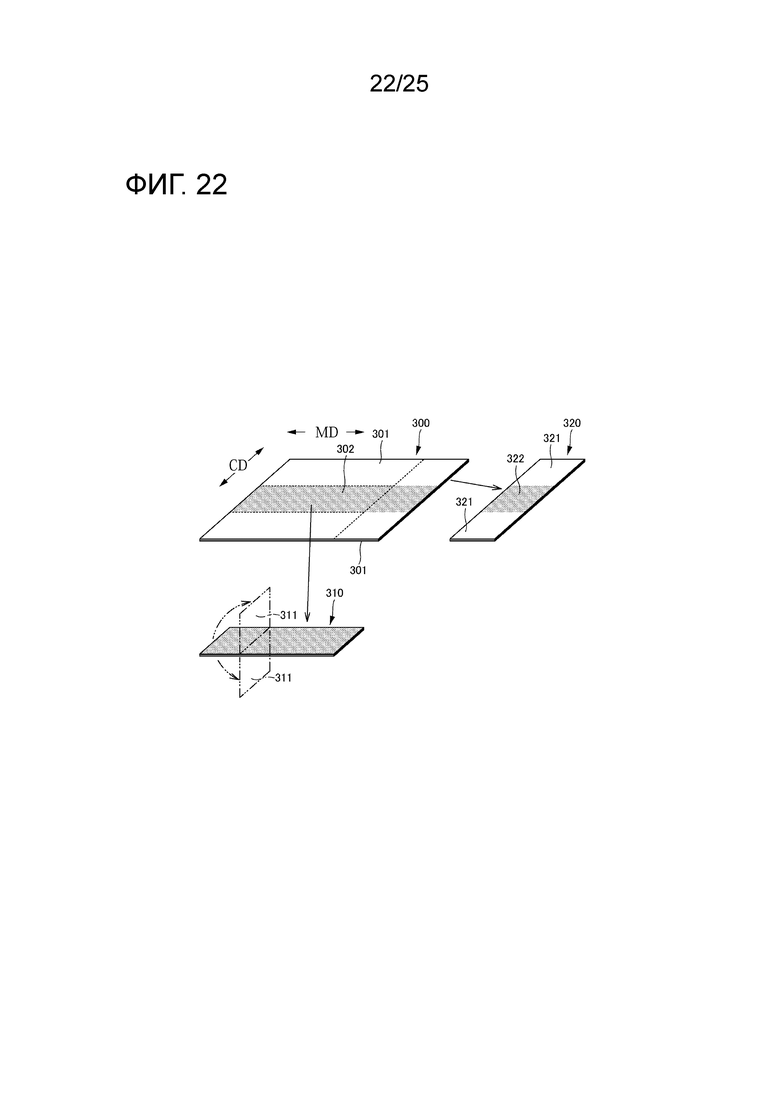

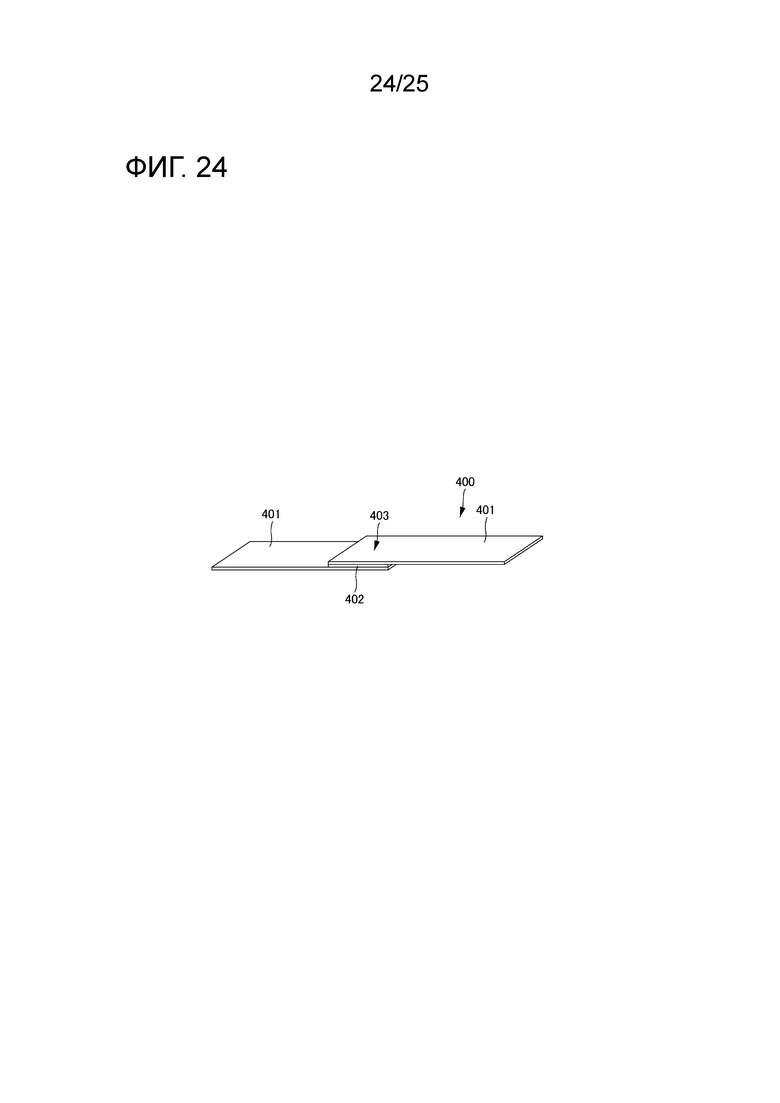
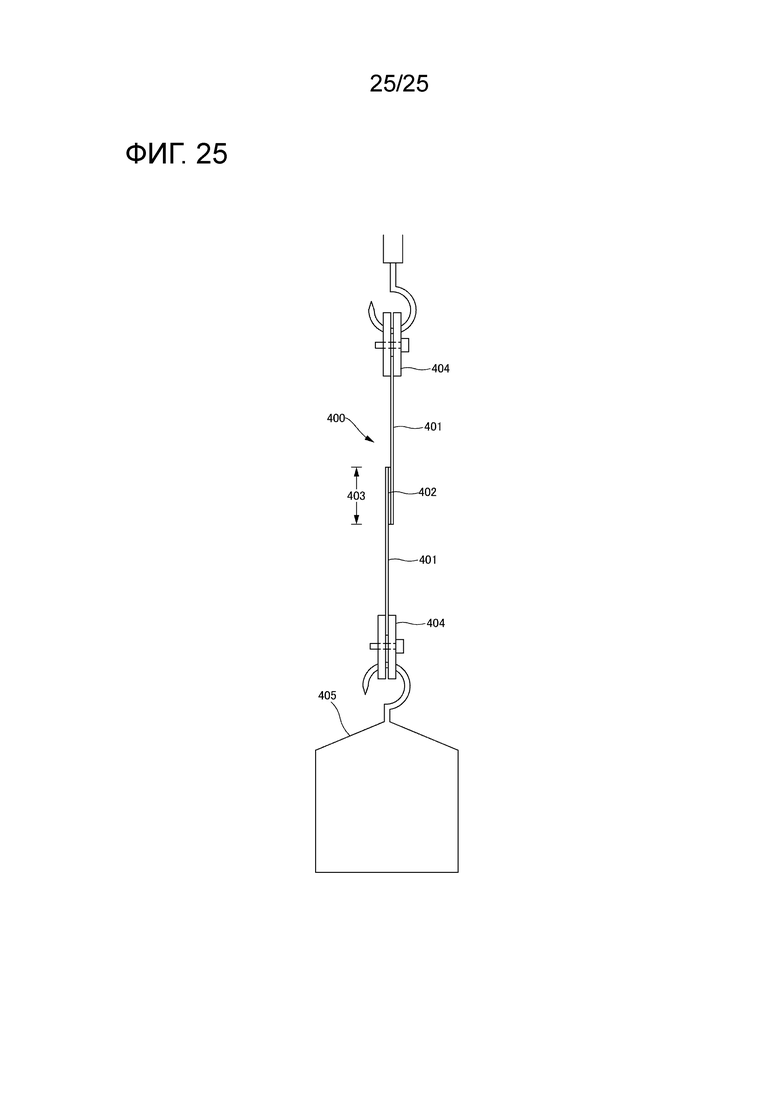
Задача изобретения состоит в обеспечении сочетания гибкости и способности к фиксации упруго растяжимых элементов при использовании термоплавких адгезивов для фиксации упруго растяжимых элементов и скрепления первого листового слоя и второго листового слоя. Для решения вышеописанной проблемы предусмотрены первый листовой слой (12S), образованный из нетканого материала, второй листовой слой (12Н), образованный из нетканого материала и противолежащий по отношению к одной стороне первого листового слоя (12S), и множество удлиненных, упруго растяжимых элементов (19), предусмотренных вдоль направления растягивания на расстояниях друг от друга между первым листовым слоем и вторым листовым слоем. Оба конца упруго растяжимых элементов (19) прикреплены к, по меньшей мере, одному из первого листового слоя (12S) и второго листового слоя (12Н) посредством первого термоплавкого адгезива (71). Первый листовой слой (12S) и второй листовой слой (12Н) скреплены посредством второго термоплавкого адгезива (72) в зоне, проходящей в направлении растягивания и соответствующей промежутку между обоими концами упруго растяжимого элемента (19). Удерживающая способность первого термоплавкого адгезива (71) выше удерживающей способности второго термоплавкого адгезива (72). 2 н. и 9 з.п. ф-лы, 25 ил. 
1. Растягиваемая структура впитывающего изделия, содержащая:
первый листовой слой, образованный из нетканого материала, второй листовой слой, образованный из нетканого материала и противоположный по отношению к одной стороне первого листового слоя, и множество удлиненных, упруго растяжимых элементов, предусмотренных вдоль направления растягивания на расстояниях друг от друга между первым листовым слоем и вторым листовым слоем,
при этом упруго растяжимый элемент прикреплен к, по меньшей мере, одному из первого листового слоя и второго листового слоя посредством первого термоплавкого адгезива в каждой паре мест адгезионного сцепления, предусмотренных с интервалом в направлении растягивания,
первый листовой слой и второй листовой слой скреплены посредством второго термоплавкого адгезива в зоне по меньшей мере в направлении растягивания, соответствующем промежутку между двумя местами адгезионного сцепления, и
удерживающая способность первого термоплавкого адгезива выше удерживающей способности второго термоплавкого адгезива,
причем впитывающее изделие представляет собой одноразовый подгузник типа трусов, в котором предусмотрены наружный элемент, расположенный в передней основной части и задней основной части, и внутренний элемент, прикрепленный к наружному элементу и включающий в себя впитывающий компонент, оба боковых края наружного элемента передней основной части и оба боковых края наружного элемента задней основной части прикреплены друг к другу, зона, проходящая в направлении вперед-назад и соответствующая скрепленным боковым краям, представляет собой кольцевую часть, размещаемую на нижней части туловища, и образованы отверстие для талии и два отверстия для правой и левой ног, и
растягивающаяся структура предусмотрена в зоне, включающей в себя, по меньшей мере, обе стороны в направлении ширины внутреннего элемента, в наружном элементе так, что упруго растяжимые элементы проходят вдоль направления ширины.
2. Растягиваемая структура впитывающего изделия по п.1, в которой вязкость расплава первого термоплавкого адгезива выше вязкости расплава второго термоплавкого адгезива.
3. Растягиваемая структура впитывающего изделия по п.1 или 2, в которой адгезионная прочность, обеспечиваемая вторым термоплавким адгезивом при испытании для определения липкости петли, выше адгезионной прочности, обеспечиваемой первым термоплавким адгезивом при испытании для определения липкости петли.
4. Растягиваемая структура впитывающего изделия по любому из пп.1-3, в которой первый термоплавкий адгезив имеет сопротивление отслаиванию, составляющее 100 сН/25 мм или более как в продольном, так и в поперечном направлениях, и второй термоплавкий адгезив имеет сопротивление отслаиванию, составляющее 100 сН/25 мм или более как в продольном, так и в поперечном направлениях.
5. Растягиваемая структура впитывающего изделия по любому из пп.1-4,
в которой скрепленные части листов, в которых первый листовой слой и второй листовой слой скреплены посредством второго термоплавкого адгезива, расположены в виде рисунка в полоску, который является прерывистым в продольном направлении упруго растяжимых элементов и непрерывным в направлении, пересекающем упруго растяжимые элементы, и
ширина каждой скрепленной части листов в направлении растягивания составляет 0,5-4 мм, и интервал между соседними двумя скрепленными частями листов составляет 4-8 мм.
6. Растягиваемая структура впитывающего изделия по п.5, в которой первый термоплавкий адгезив размещен прерывисто в направлении, ортогональном к упруго растяжимым элементам, в местах, перекрывающих упруго растяжимые элементы.
7. Способ изготовления растягиваемый структуры впитывающего изделия по пп.1-6, предусматривающий:
стадию размещения множества удлиненных, упруго растяжимых элементов, предусмотренных вдоль направления растягивания на расстояниях друг от друга между первым листовым слоем, образованным из нетканого материала, и вторым листовым слоем, образованным из нетканого материала и противолежащим по отношению к одной стороне первого листового слоя;
стадию прикрепления упруго растяжимого элемента к, по меньшей мере, одному из первого листового слоя и второго листового слоя посредством первого термоплавкого адгезива в каждой паре мест адгезионного сцепления, предусмотренных с интервалом в направлении растягивания; и
стадию прикрепления первого листового слоя и второго листового слоя друг к другу в зоне, по меньшей мере, в направлении растягивания, соответствующем промежутку между двумя местами адгезионного сцепления, посредством второго термоплавкого адгезива, имеющего более низкую удерживающую способность по сравнению с первым термоплавким адгезивом.
8. Способ изготовления растягиваемой структуры впитывающего изделия по п.7, в котором вязкость расплава первого термоплавкого адгезива выше вязкости расплава второго термоплавкого адгезива.
9. Способ изготовления растягиваемой структуры впитывающего изделия по п.7 или 8, в котором адгезионная прочность, обеспечиваемая вторым термоплавким адгезивом при испытании для определения липкости петли, выше адгезионной прочности, обеспечиваемой первым термоплавким адгезивом при испытании для определения липкости петли.
10. Способ изготовления растягиваемой структуры впитывающего изделия по любому из пп.7-9, предусматривающий:
стадию нанесения второго термоплавкого адгезива, на которой, по меньшей мере, один из первого листового слоя и второго листового слоя вводят в контакт с гравированным валиком так, что направление вдоль окружности гравированного валика представляет собой направление растягивания, и второй термоплавкий адгезив, удерживаемый с рисунком в полоску, который является прерывистым в направлении вдоль окружности и непрерывным в аксиальном направлении на наружной периферийной поверхности гравированного валика, переносят на данный, по меньшей мере, один из первого листового слоя и второго листового слоя; и
стадию выполнения скрепления прессованием, на котором упруго растяжимые элементы зажимают между первым листовым слоем и вторым листовым слоем, на, по меньшей мере, один из которых перенесен второй термоплавкий адгезив,
при этом на стадии нанесения второго термоплавкого адгезива ширина зоны нанесения второго термоплавкого адгезива в направлении вдоль окружности задана равной 0,5-4 мм и интервал между зонами нанесения второго термоплавкого адгезива, соседними в направлении вдоль окружности, задан равным 4-8 мм на наружной периферийной поверхности гравированного валика.
11. Способ изготовления растягивающейся структуры впитывающего изделия по п.10, включающий:
стадию нанесения первого термоплавкого адгезива на упруго растяжимые элементы,
при этом на стадии выполнения скрепления прессованием сдавливают упруго растяжимые элементы, на которые нанесен первый термоплавкий адгезив, зажимают между первым листовым слоем и вторым листовым слоем, на, по меньшей мере, один из которых перенесен второй термоплавкий адгезив.
| JP 2013081600 A, 09.05.2013 | |||
| JP 2014207973 A, 06.11.2014 | |||
| JP 2013215580 A, 24.10.2013. |

