Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к способу получения растягивающейся структуры для впитывающего изделия, способу изготовления одноразового подгузника типа трусов и одноразовому подгузнику типа трусов.
Предшествующий уровень техники
[0002]
Одноразовый подгузник типа трусов включает в себя наружный элемент, образующий переднюю панель и заднюю панель, и внутренний элемент, имеющий впитывающий компонент и прикрепленный к внутренней поверхности наружного элемента. Обе боковые части наружного элемента в передней панели и обе боковые части наружного элемента в задней панели соединены вместе для образования отверстия для талии и двух отверстий для правой и левой ног.
[0003]
В одноразовом подгузнике типа трусов удлиненные упругие и эластичные элементы, такие как резиновые нити, зафиксированы в растянутом состоянии в нескольких частях наружного элемента вдоль направления по его окружности для образования растягивающейся структуры вдоль поясной части для улучшения прилегания к телу человека. В частности, одноразовые подгузники типа трусов, каждый из которых включает в себя упругие и эластичные элементы поясной краевой части, расположенные у краевой части отверстия для талии вдоль направления ширины, и упругие и эластичные элементы нижней поясной части, расположенные ближе к частям со стороны ног, чем упругие и эластичные элементы поясной краевой части, вдоль направления ширины, широко используются вследствие их сравнительно хорошего прилегания к телу человека.
[0004]
В качестве усовершенствования растягивающейся структуры поясной части одноразового подгузника типа трусов, подобной проиллюстрированной на фиг.22, были предложены растягивающиеся структуры, в которых два листовых материала 12Н и 12S соединены вместе прерывисто в направлении ширины и в вертикальном направлении, ортогональном к направлению ширины, для образования большого числа соединенных частей 70 листов, большое число удлиненных упругих и эластичных элементов 19 размещено между листовыми материалами 12Н и 12S так, чтобы упругие и эластичные элементы 19 не проходили через соединенные части 70 листов (чтобы данные элементы проходили через несоединенные части), и только обе концевые части данных упругих и эластичных элементов 19 были прикреплены к обоим листовым материалам 12Н и 12S (см. патентные документы 1-3. Данные растягивающиеся структуры в дальнейшем также будут названы конфигурацией с соединением, прерывистым в вертикальном направлении). В соответствии с предшествующим уровнем техники выровненные в вертикальном направлении, соединенные части 70 листов образуют канавки, непрерывные в вертикальном направлении, и части между канавками образуют большие складки 80, которые выпучиваются в одинаковой степени как с передней, так и с задней сторон. Канавки повышают воздухопроницаемость, и складки 80 создают отличную мягкость. Ссылочная позиция 75 на фиг.22 показывает сваренные части листовых материалов 12Н и 12S. Даже при образовании соединенных частей 70 листов посредством использования адгезива складки 80 будут иметь аналогичную форму.
[0005]
Однако в техническом решении по предшествующему уровню техники складки образуют неустойчивые или волнообразные складки. Таким образом, существует проблема, заключающаяся в том, что ухудшаются внешний вид и воздухопроницаемость подгузника.
[0006]
Для решения данной проблемы было принято во внимание то, что при размещении упругого и эластичного элемента вдоль направления ширины в поясной части наружного элемента адгезив, непрерывный в вертикальном направлении и нанесенный на любой из внутреннего слоя, обращенного к внутренней стороне упругого и эластичного элемента, и наружного слоя, обращенного к наружной стороне упругого и эластичного элемента, используется для скрепления внутреннего слоя и наружного слоя друг с другом прерывисто в направлении ширины для образования вертикальных полосообразных соединенных частей листов, и упругие и эластичные элементы будут прикреплены к внутреннему слою и наружному слою посредством адгезива. В данном варианте соединенные части листов являются непрерывными в вертикальном направлении, и упругие и эластичные элементы прикреплены только к соединенным частям листов. Следовательно, части, расположенные между соединенными частями листов, выпучиваются в направлениях, противоположных друг другу, для образования складок. Складки проходят вертикально и прямо, и внешний вид и воздухопроницаемость являются отличными.
[0007]
Однако, несмотря на то, что одноразовый подгузник типа трусов, изготовленный данным способом изготовления, является гибким, поскольку адгезив не является непрерывным в направлении, пересекающемся с направлением ширины, с внутренней стороны или наружной стороны упругого и эластичного элемента, существовала проблема, заключающаяся в том, что фиксация упругого и эластичного элемента является недостаточной, и концевая часть упругого и эластичного элемента легко вытягивается к противоположной стороне (в дальнейшем это также названо просто вытягиванием). Для решения данной проблемы также рассматривались увеличение ширины нанесения адгезива, уменьшение интервала при нанесении адгезива и тому подобное в зонах, включающих в себя концевую часть упругого и эластичного элемента. Однако при этом невозможно избежать снижения гибкости и изменения внешнего вида, такого как частичное изменение формы складок.
Перечень ссылок
Патентные документы
[0008]
Патентный документ 1: JP-A № 2008-295930
Патентный документ 2: JP-A № 2009-297096
Патентный документ 3: JP-A № 2009-148447
Сущность изобретения
Проблемы, подлежащие решению посредством изобретения
[0009]
Главная задача настоящего изобретения состоит в разработке одноразового подгузника типа трусов, имеющего складку, образованную на наружном элементе, которая проходит вертикально и прямо, имеющего отличный внешний вид и воздухопроницаемость и отличную характеристику предотвращения вытягивания упругого и эластичного элемента, а также в разработке способа получения растягивающейся структуры впитывающего изделия, которая целесообразна для изготовления одноразового подгузника типа трусов, и способа изготовления одноразового подгузника типа трусов.
Средства решения проблемы
[0010]
Настоящее изобретение в качестве решения вышеуказанной проблемы таково:
<Изобретение по пункту 1 формулы изобретения>
Способ получения растягивающейся структуры впитывающего изделия,
при этом растягивающаяся структура включает в себя множество удлиненных упругих и эластичных элементов, предусмотренных с интервалами, оставленными между ними, вдоль направления растягивания, и первый слой и второй слой, обращенные соответственно к одной стороне и другой стороне упругих и эластичных элементов, при этом
первый слой и второй слой соединены вместе посредством адгезива, нанесенного с рисунком в полоску, прерывистым в направлении растягивания, чтобы образовать соединенные части листов,
упругие и эластичные элементы прикреплены к первому слою и второму слою посредством адгезива в местах, перекрещивающихся с соединенными частями листов, и
первый слой и второй слой стягиваются при стягивании упругих и эластичных элементов, и части первого слоя и второго слоя, расположенные между соединенными частями листов, выпучиваются в направлениях, противоположных друг другу, для образования складок, при этом способ включает:
нанесение адгезива как на наружную поверхность первого слоя, так и на внутреннюю поверхность второго слоя с одинаковым рисунком в полоску, прерывистым в направлении MD (направлении перемещения полуфабриката в машине), при одновременном перемещении первого слоя и второго слоя в направлении MD и последующее прикрепление упругих и эластичных элементов к первому слою и второму слою за счет скрепления первого слоя и второго слоя друг с другом так, что обеспечивается совпадение друг с другом места расположения адгезива на первом слое в направлении MD и места расположения адгезива на втором слое в направлении MD, и зажима упругих и эластичных элементов между первым слоем и вторым слоем непрерывно вдоль направления MD.
[0011]
(Действие и результат)
При растягивающейся структуре, которая получена вышеприведенным способом, адгезив нанесен на обе поверхности первого слоя и второго слоя с одинаковым рисунком в полоску (в дальнейшем это также названо двухсторонним нанесением), и первый слой и второй слой скреплены друг с другом так, что обеспечивается совпадение друг с другом обоих мест расположения адгезива. Следовательно, соединенные части листов образуются с рисунком в полоску, ортогональным к направлению растягивания, и части, расположенные между полосообразными соединенными частями листов, выпучиваются в направлениях, противоположных друг другу, для образования складок. Соответственно, образованные складки проходят прямо в направлении, ортогональном к направлению растягивания, и внешний вид и воздухопроницаемость являются отличными. Кроме того, обеспечивается прочное приклеивание упругого и эластичного элемента как к первому слою, так и ко второму слою на участках, перекрещивающихся с адгезивом в соединенных частях листов. Следовательно, характеристика предотвращения вытягивания упругого и эластичного элемента также является отличной.
Кроме того, при данном способе получения, когда нетканый материал используется в качестве первого слоя и второго слоя, направление MD нетканого материала при изготовлении впитывающего изделия естественным образом соответствует направлению растягивания. Следовательно, сопротивление первого слоя и второго слоя изгибу в направлении растягивания является более высоким, чем их сопротивление изгибу в направлении, ортогональном к направлению растягивания. В результате обеспечиваются преимущества, заключающиеся в том, что образованные складки легко выпучиваются с округлой формой, их упругость при сжатии в направлении толщины повышается, и опускание складок вниз затрудняется, и складки будут иметь значительную мягкость на ощупь. Напротив, когда сопротивление первого слоя и второго слоя изгибу в направлении растягивания меньше, чем их сопротивление изгибу в направлении, ортогональном к направлению растягивания, складки образуются с узкими заостренными формами и легко опускаются вниз, и их упругость при сжатии в направлении толщины снижается. Для их улучшения может быть увеличена поверхностная плотность нетканого материала, который используется для первого слоя и второго слоя. Однако увеличение поверхностной плотности нетканого материала вызывает риск того, что усилится ощущение жесткости (жесткость чрезмерно увеличивается), и мягкость на ощупь снижается, даже если обеспечивается внешний вид мягкого изделия.
[0012]
<Изобретение по пункту 2 формулы изобретения>
Способ получения растягивающейся структуры впитывающего изделия в соответствии с пунктом 1 формулы изобретения, в котором
первый слой и второй слой представляют собой расположенную с одной стороны часть и расположенную с другой стороны часть одного непрерывного лентообразного листового материала, который перемещают в направлении MD, относительно места, промежуточного в направлении CD, и
адгезив наносят как на наружную поверхность первого слоя, так и на внутреннюю поверхность второго слоя с рисунком в полоску так, что места расположения адгезива в направлении MD являются одинаковыми, и после этого упругие и эластичные элементы прикрепляют к первому слою и второму слою посредством адгезива путем загибания листового материала в направлении CD для скрепления первого слоя и второго слоя друг с другом и зажима упругих и эластичных элементов между первым слоем и вторым слоем.
[0013]
(Действие и результат)
Когда разные листовые материалы в качестве первого слоя и второго слоя перемещают и скрепляют друг с другом, место расположения адгезива на первом слое в направлении MD и место расположения адгезива на втором слое в направлении MD легко отклоняются друг от друга, и регулирование/корректировка положения для выравнивания мест расположения усложняется. Напротив, когда первый слой и второй слой образованы в виде расположенной с одной стороны части и расположенной с другой стороны части одного непрерывного лентообразного листового материала относительно места, промежуточного в направлении CD, и непрерывный лентообразный листовой материал загибают в направлении CD так, чтобы скрепить первый слой и второй слой друг с другом после нанесения адгезива, место расположения адгезива на первом слое в направлении MD и место расположения адгезива на втором слое в направлении MD в меньшей степени отклоняются друг от друга (по меньшей мере, не создается никакого отклонения мест расположения на сторонах относительно линии сгиба) даже без регулирования/корректировки положения (несмотря на то, что регулирование/корректировка положения может быть выполнено (-а)).
[0014]
<Изобретение по пункту 3 формулы изобретения>
Способ получения растягивающейся структуры впитывающего изделия в соответствии с пунктом 1 или 2 формулы изобретения, в котором обеспечивают совпадение друг с другом места расположения адгезива на первом слое в направлении MD и места расположения адгезива на втором слое в направлении MD посредством разделения, по меньшей мере, любого одного из первого слоя и второго слоя на множество частей в местах, промежуточных в направлении CD, и корректировки по отдельности положений данных разделенных частей в направлении MD перед скреплением первого слоя и второго слоя друг с другом.
[0015]
(Действие и результат)
Когда ширина (длина в направлении CD) первого слоя и второго слоя, подлежащих перемещению, является большой, как описано выше, трудно обеспечить совпадение места расположения адгезива на первом слое в направлении MD и места расположения адгезива на втором слое в направлении MD на всей протяженности в направлении CD. Следовательно, нижеуказанное представляет собой один предпочтительных вариант. То есть, обеспечивается легкая корректировка положения для обеспечения совпадения места расположения адгезива на первом слое в направлении MD и места расположения адгезива на втором слое в направлении MD за счет разделения любого из слоев для уменьшения их ширины перед скреплением первого слоя и второго слоя друг с другом.
[0016]
<Изобретение по пункту 4 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов,
при этом одноразовый подгузник типа трусов включает в себя наружный элемент, образующий переднюю панель и заднюю панель, и внутренний элемент, имеющий впитывающий компонент и прикрепленный к внутренней поверхности наружного элемента, при этом
обе боковые части наружного элемента в передней панели и обе боковые части наружного элемента в задней панели соединены вместе для образования частей с боковыми швами, в результате чего образуются отверстие для талии и два отверстия для правой и левой ног, и
наружный элемент, по меньшей мере, в одной из передней и задней панелей включает в себя удлиненный упругий и эластичный элемент вдоль направления ширины, внутренний слой и наружный слой, обращенные соответственно к внутренней стороне и наружной стороне упругого и эластичного элемента, и соединенные части листов, образованные путем соединения внутреннего слоя и наружного слоя вместе посредством адгезива, нанесенного с вертикальным рисунком в полоску, прерывистым в направлении ширины, и имеет растягивающиеся зоны, в которых упругий и эластичный элемент зафиксирован между внутренним слоем и наружным слоем посредством адгезива на участках, перекрещивающихся с соединенными частями листов, в состоянии, в котором упругий и эластичный элемент растянут в направлении ширины, и
в растягивающихся зонах внутренний слой и наружный слой стягиваются при стягивании упругого и эластичного элемента, так что те части внутреннего слоя и наружного слоя, которые расположены между соединенными частями листов, выпучиваются в направлениях, противоположных друг другу, для образования складок, при этом способ включает:
при образовании растягивающихся зон нанесение адгезива как на наружную поверхность внутреннего слоя, так и на внутреннюю поверхность наружного слоя с одинаковым вертикальным рисунком в полоску, прерывистым в направлении MD, при одновременном перемещении внутреннего слоя и наружного слоя в направлении MD и последующее прикрепление упругого и эластичного элемента к внутреннему слою и наружному слою посредством адгезива за счет скрепления внутреннего слоя и наружного слоя друг с другом так, что обеспечивается совпадение друг с другом места расположения адгезива на внутреннем слое в направлении MD и места расположения адгезива на наружном слое в направлении MD, и зажима упругого и эластичного элемента между внутренним слоем и наружным слоем непрерывно вдоль направления MD.
[0017]
(Действие и результат)
В вышеупомянутых растягивающихся зонах адгезив нанесен на обе поверхности внутреннего слоя и наружного слоя с одинаковым вертикальным рисунком в полоску (в дальнейшем это также названо двухсторонним нанесением), и внутренний слой и наружный слой скреплены друг с другом так, что обеспечивается совпадение друг с другом обоих мест расположения адгезива. Следовательно, в растягивающихся зонах соединенные части листов образуются с вертикальным рисунком в полоску, и части, расположенные между вертикальными полосообразными соединенными частями листов, выпучиваются в направлениях, противоположных друг другу, для образования складок. Соответственно, складки, образованные в растягивающихся зонах, проходят вертикально и прямо, и внешний вид и воздухопроницаемость являются отличными. Кроме того, обеспечивается прочное приклеивание упругого и эластичного элемента в растягивающихся зонах как к внутреннему слою, так и к наружному слою на участках, перекрещивающихся с адгезивом в соединенных частях листов. Следовательно, характеристика предотвращения вытягивания упругого и эластичного элемента также является отличной.
[0018]
<Изобретение по пункту 5 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с пунктом 4 формулы изобретения, в котором
одноразовый подгузник типа трусов имеет нерастягивающуюся зону, образованную в зоне, предназначенной для закрепления внутреннего элемента на наружном элементе, растягивающиеся зоны предусмотрены в соответствующих местах между нерастягивающейся зоной и частями с боковыми швами с обеих сторон в направлении ширины, и внутренний слой и наружный слой являются непрерывными от растягивающейся зоны с одной стороны в направлении ширины до растягивающейся зоны с другой стороны посредством нерастягивающейся зоны, расположенной между растягивающимися зонами,
при образовании растягивающихся зон и нерастягивающейся зоны адгезив наносят как на наружную поверхность внутреннего слоя, так и на внутреннюю поверхность наружного слоя с одинаковым вертикальным рисунком в полоску, прерывистым в направлении MD, в местах, соответствующих растягивающимся зонам, при одновременном перемещении внутреннего слоя и наружного слоя в направлении MD, при этом адгезив наносят на любую одну из наружной поверхности внутреннего слоя и внутренней поверхности наружного слоя с вертикальным рисунком в полоску, непрерывным от растягивающихся зон, и адгезив не наносят на другую из наружной поверхности внутреннего слоя и внутренней поверхности наружного слоя с вертикальным рисунком в полоску в месте, соответствующем нерастягивающейся зоне, и после этого
упругий и эластичный элемент прикрепляют к внутреннему слою и наружному слою посредством адгезива за счет скрепления внутреннего слоя и наружного слоя друг с другом так, что обеспечивается совпадение друг с другом места расположения адгезива на внутреннем слое в направлении MD и места расположения адгезива на наружном слое в направлении MD в местах, соответствующих растягивающимся зонам, и зажима упругого и эластичного элемента между внутренним слоем и наружным слоем непрерывно вдоль направления MD, и после этого
упругий и эластичный элемент только в месте, соответствующем нерастягивающейся зоне, разрезают на мелкие части в направлении MD.
[0019]
(Действие и результат)
В одноразовом подгузнике типа трусов, включающем в себя упругий и эластичный элемент в наружном элементе, в том случае, когда упругий и эластичный элемент предусмотрен в зоне, предназначенной для закрепления внутреннего элемента, внутренний элемент деформируется, подвергаясь стягиванию в направлении ширины под действием стягивающего усилия, создаваемого упругим и эластичным элементом, и в некоторых случаях внешний вид и тому подобные характеристики ухудшаются. По этой причине упругий и эластичный элемент прикрепляют непрерывно в направлении MD во время изготовления, но упругий и эластичный элемент разрезают на мелкие части в направлении MD по существу во всей зоне, предназначенной для закрепления внутреннего элемента, для образования нерастягивающейся зоны, в которой, как правило, после прикрепления никакое стягивающее усилие не будет действовать. В нерастягивающейся зоне мелкие куски упругого и эластичного элемента после разрезания предпочтительно стягиваются, не вызывая стягивания внутреннего слоя и наружного слоя, и, следовательно, достаточно того, чтобы сила адгезионного сцепления упругого и эластичного элемента была слабой. Соответственно, в нерастягивающейся зоне также предпочтительно, чтобы адгезив был нанесен только на одну из наружной поверхности внутреннего слоя и внутренней поверхности наружного слоя с вертикальным рисунком в полоску непрерывно от растягивающихся зон и чтобы адгезив не был нанесен на другую из наружной поверхности внутреннего слоя и внутренней поверхности наружного слоя с вертикальным рисунком в полоску (в дальнейшем это также названо односторонним нанесением) без выполнения двухстороннего нанесения в отличие от вышеизложенного. При этом также могут быть обеспечены уменьшение количества используемого адгезива и повышение гибкости нерастягивающейся зоны наружного элемента.
[0020]
<Изобретение по пункту 6 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с пунктом 5 формулы изобретения, в котором перед зажимом упругого и эластичного элемента между внутренним слоем и наружным слоем непрерывно вдоль направления MD адгезив наносят на наружную окружную периферийную поверхность упругого и эластичного элемента в зонах упругого и эластичного элемента в направлении MD, которые соответствуют обеим частям растягивающихся зон, концевым в направлении ширины.
[0021]
(Действие и результат)
Для обеспечения еще лучшей характеристики предотвращения вытягивания нижеследующее также представляет собой предпочтительный вариант. То есть, адгезив наносят на наружную окружную периферийную поверхность упругого и эластичного элемента в его зонах в направлении MD, которые соответствуют обеим частям растягивающихся зон, концевым в направлении ширины, как описано выше.
[0022]
<Изобретение по пункту 7 формулы изобретения>
Одноразовый подгузник типа трусов, содержащий наружный элемент, образующий переднюю панель и заднюю панель, и внутренний элемент, имеющий впитывающий компонент и прикрепленный к внутренней поверхности наружного элемента,
при этом обе боковые части наружного элемента в передней панели и обе боковые части наружного элемента в задней панели соединены вместе для образования частей с боковыми швами, в результате чего образуются отверстие для талии и два отверстия для правой и левой ног,
наружный элемент, по меньшей мере, в одной из передней и задней панелей включает в себя удлиненный упругий и эластичный элемент вдоль направления ширины, внутренний слой и наружный слой, обращенные соответственно к внутренней стороне и наружной стороне упругого и эластичного элемента, и соединенные части листов, образованные путем соединения внутреннего слоя и наружного слоя вместе посредством адгезива, нанесенного с вертикальным рисунком в полоску, прерывистым в направлении ширины, и имеет растягивающиеся зоны, в которых упругий и эластичный элемент зафиксирован между внутренним слоем и наружным слоем посредством адгезива на участках, перекрещивающихся с соединенными частями листов, в состоянии, в котором упругий и эластичный элемент растянут в направлении ширины, и
в растягивающихся зонах внутренний слой и наружный слой стягиваются при стягивании упругого и эластичного элемента, так что те части внутреннего слоя и наружного слоя, которые расположены между соединенными частями листов, выпучиваются в противоположных направлениях для образования складок, при этом
в растягивающихся зонах упругий и эластичный элемент прикреплен к внутреннему слою и наружному слою посредством адгезива, непрерывного в вертикальном направлении, как с внутренней, так и с наружной сторон упругого и эластичного элемента на участках, на которых соединенные части листов и упругий и эластичный элемент перекрещиваются друг с другом.
[0023]
(Действие и результат)
В вышеупомянутых растягивающихся зонах соединенные части листов образованы с формой вертикальных полосок посредством адгезива, непрерывного в вертикальном направлении, как с внутренней, так и с наружной сторон упругого и эластичного элемента, и части, расположенные между вертикальными полосообразными соединенными частями листов, выпучиваются в направлениях, противоположных друг другу, для образования складок. Соответственно, складки, образованные в растягивающихся зонах, проходят вертикально и прямо, и внешний вид и воздухопроницаемость являются отличными. Кроме того, обеспечивается прочное приклеивание упругого и эластичного элемента в растягивающихся зонах как к внутреннему слою, так и к наружному слою посредством адгезива, непрерывного в вертикальном направлении, как с внутренней, так и с наружной сторон упругого и эластичного элемента на участках, перекрещивающихся с адгезивом в соединенных частях листов. Следовательно, характеристика предотвращения вытягивания упругого и эластичного элемента также является отличной.
[0024]
<Изобретение по пункту 8 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с пунктом 7 формулы изобретения, при этом
одноразовый подгузник типа трусов имеет нерастягивающуюся зону, образованную в зоне, предназначенной для закрепления внутреннего элемента на наружном элементе, растягивающиеся зоны предусмотрены в соответствующих местах между нерастягивающейся зоной и частями с боковыми швами с обеих сторон в направлении ширины, и внутренний слой и наружный слой являются непрерывными от растягивающейся зоны с одной стороны в направлении ширины до растягивающейся зоны с другой стороны посредством нерастягивающейся зоны, расположенной между растягивающимися зонами,
нерастягивающаяся зона включает в себя упругий и эластичный элемент, разрезанный на мелкие части в направлении ширины, между внутренним слоем и наружным слоем, и
в нерастягивающейся зоне адгезив не является непрерывным в вертикальном направлении с любой одной стороны из внутренней и наружной сторон упругого и эластичного элемента на участках, на которых соединенные части листов и упругий и эластичный элемент перекрещиваются друг с другом.
[0025]
(Действие и результат)
В одноразовом подгузнике типа трусов, включающем в себя упругий и эластичный элемент в наружном элементе, в том случае, когда упругий и эластичный элемент предусмотрен в зоне, предназначенной для закрепления внутреннего элемента, внутренний элемент деформируется, подвергаясь стягиванию в направлении ширины под действием стягивающего усилия, создаваемого упругим и эластичным элементом, и в некоторых случаях внешний вид и тому подобные характеристики ухудшаются. По этой причине упругий и эластичный элемент прикрепляют непрерывно в направлении MD (направлении ширины в случае изделия) при прикреплении, но упругий и эластичный элемент разрезают на мелкие части в направлении MD (направлении ширины в случае изделия) по существу во всей зоне, предназначенной для закрепления внутреннего элемента, для образования нерастягивающейся зоны, в которой, как правило, после прикрепления никакое стягивающее усилие не будет действовать. В нерастягивающейся зоне мелкие куски упругого и эластичного элемента после разрезания предпочтительно стягиваются, не вызывая стягивания внутреннего слоя и наружного слоя, и, следовательно, достаточно того, чтобы сила адгезионного сцепления упругого и эластичного элемента была слабой. Соответственно, в нерастягивающейся зоне также предпочтительно, чтобы адгезив был не непрерывным в вертикальном направлении с любой одной стороны из внутренней и наружной сторон упругого и эластичного элемента на участках, на которых соединенные части листов и упругий и эластичный элемент перекрещиваются друг с другом, как описано выше. При этом также могут быть обеспечены уменьшение количества используемого адгезива и повышение гибкости нерастягивающейся зоны наружного элемента.
[0026]
<Изобретение по пункту 9 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с пунктом 8 формулы изобретения, в котором в тех обеих частях растягивающихся зон, которые являются концевыми в направлении ширины, части упругого и эластичного элемента, которые не перекрещиваются с частями листов, соединенными посредством адгезива, нанесенного с вертикальным рисунком в полоску, прикреплены к внутреннему слою и наружному слою посредством адгезива, нанесенного на наружную окружную периферийную поверхность упругого и эластичного элемента.
[0027]
(Действие и результат)
Для обеспечения еще лучшей характеристики предотвращения вытягивания нижеследующее также представляет собой предпочтительный вариант. То есть, в тех обеих частях растягивающихся зон, которые являются концевыми в направлении ширины, части упругого и эластичного элемента, которые не перекрещиваются с соединенными частями листов, прикреплены к внутреннему слою и наружному слою посредством адгезива, нанесенного на наружную окружную периферийную поверхность упругого и эластичного элемента, как описано выше.
Предпочтительные эффекты от изобретения
[0028]
Как описано выше, настоящее изобретение обеспечивает преимущества, заключающиеся в том, что складки проходят прямо, внешний вид и воздухопроницаемость являются отличными, и характеристика предотвращения вытягивания упругого и эластичного элемента является отличной, и другие преимущества.
Краткое описание чертежей
[0029]
Фиг.1 представляет собой вид в плане внутренней поверхности одноразового подгузника типа трусов в раскрытом состоянии;
фиг.2 представляет собой вид в плане наружной поверхности одноразового подгузника типа трусов в раскрытом состоянии;
фиг.3 представляет собой вид в разрезе, выполненном по линии 3-3 на фиг.1;
фиг.4 представляет собой вид в разрезе, выполненном по линии 4-4 на фиг.1;
фиг.5 представляет собой вид в разрезе, выполненном по линии 5-5 на фиг.1;
фиг.6 представляет собой вид в разрезе только основных компонентов одноразового подгузника типа трусов;
фиг.7(а) представляет собой вид в плане растягивающейся структуры в раскрытом состоянии, фиг.7(b) представляет собой вид растягивающейся структуры в разрезе, выполненном по линии 6-6, в состоянии естественной длины, фиг.7(с) представляет собой вид растягивающейся структуры в разрезе, выполненном по линии 6-6, в состоянии, в котором растягивающаяся структура растянута до некоторой степени, и фиг.7(d) представляет собой вид растягивающейся структуры в разрезе, выполненном по линии 7-7;
фиг.8(а), (b), (с), (d), (е) и (f) представляют собой виды в разрезе основных компонентов одноразового подгузника типа трусов;
фиг.9 представляет собой вид в плане внутренней поверхности одноразового подгузника типа трусов в раскрытом состоянии;
фиг.10 представляет собой вид в разрезе, выполненном по линии 5-5 на фиг.9;
фиг.11 представляет собой вид в перспективе одноразового подгузника типа трусов;
фиг.12 представляет собой вертикальное сечение одноразового подгузника типа трусов;
фиг.13 представляет собой вид в плане, схематически иллюстрирующий последовательность изготовления;
фиг.14 представляет собой вид в плане, схематически иллюстрирующий последовательность изготовления;
фиг.15 представляет собой вид в плане, схематически иллюстрирующий последовательность изготовления;
фиг.16 представляет собой схематическое изображение оборудования для склеивания;
фиг.17(а) и (b) представляют собой виды в плане, схематически иллюстрирующие последовательность изготовления;
фиг.18 представляет собой вид в плане, схематически иллюстрирующий последовательность изготовления;
фиг.19 представляет собой вид в плане, схематически иллюстрирующий последовательность изготовления;
фиг.20 представляет собой вид в плане, схематически иллюстрирующий последовательность изготовления;
фиг.21 показывает фотографии, сделанные под микроскопом;
фиг.22(а) представляет собой вид в плане обычной растягивающейся структуры в раскрытом состоянии, фиг.22(b) представляет собой вид обычной растягивающейся структуры в разрезе, выполненном по линии 6-6, в состоянии естественной длины, фиг.22(с) представляет собой вид обычной растягивающейся структуры в разрезе, выполненном по линии 6-6, в состоянии естественной длины, и фиг.22(d) представляет собой вид обычной растягивающейся структуры в разрезе, выполненном по линии 7-7;
фиг.23 представляет собой вид в плане, схематически иллюстрирующий последовательность изготовления; и
фиг.24 представляет собой вид в плане, схематически иллюстрирующий последовательность изготовления.
[0030]
Один вариант осуществления настоящего изобретения будет описан ниже со ссылкой на сопровождающие чертежи.
<Одноразовый подгузник типа трусов>
Фиг.1-7 иллюстрируют один пример одноразового подгузника типа трусов. В данном одноразовом подгузнике типа трусов оба боковых края расположенного с вентральной стороны, наружного элемента 12F, определяемые в направлении ширины, и оба боковых края расположенного с дорсальной стороны, наружного элемента 12В, определяемые в направлении ширины, соединены вдоль вертикального направления посредством термосварки, ультразвуковой сварки или тому подобного для образования имеющих цилиндрическую форму, наружных элементов 12F и 12В. Кроме того, на наружных элементах 12F и 12В передняя концевая часть внутреннего элемента 200 присоединена посредством термоплавкого адгезива или тому подобного к внутренней поверхности той части наружного элемента 12F, расположенного с вентральной стороны, которая является центральной в направлении ширины, и задняя концевая часть внутреннего элемента 200 присоединена посредством термоплавкого адгезива или тому подобного к внутренней поверхности той части наружного элемента 12В, расположенного с дорсальной стороны, которая является центральной в направлении ширины. Ссылочная позиция 12А обозначает соединенную часть (часть с боковым швом) наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны. Кроме того, ссылочная позиция Y обозначает полную длину (длину по вертикали от края отверстия для талии в передней панели F до края отверстия для талии в задней панели В) подгузника в раскрытом состоянии, и ссылочная позиция X обозначает полную ширину подгузника в раскрытом состоянии.
[0031]
Внутренний элемент 200 представляет собой часть, впитывающую и удерживающую выделения, такие как моча, и наружные элементы 12F и 12В представляют собой части, предназначенные для обеспечения опоры для внутреннего элемента 200 на теле носителя. Изображения, показанные точками на чертежах, показывают термоплавкий адгезив для соединения составляющих элементов. Альтернативно, элементы могут быть соединены посредством процесса сварки. Термоплавкий адгезив может быть нанесен в виде сплошного покрытия, капель, полос, вершин или нанесения покрытия в виде спиралей. Вместо этого или в дополнение к этому для фиксации упругих и эластичных элементов термоплавкий адгезив может быть нанесен на наружную периферийную поверхность упругих и эластичных элементов посредством распылительного устройства с гребенчатой насадкой или средства нанесения Sure-Wrap.
[0032]
Верхнее отверстие наружных элементов 12F и 12В образует отверстие для талии, через которое проходит талия носителя. Части, соответственно окруженные нижними краями наружных элементов 12F и 12В и боковыми краями внутреннего элемента 200 с обеих боковых сторон внутреннего элемента 200 в направлении ширины, образуют отверстия для ног, через которые проходят ноги носителя. При удаленных соответствующих сваренных частях 12А и раскрытых наружных элементах 12F и 12В внутренний элемент 200 имеет часть с более узкой формой, промежуточную в направлении вперед-назад, как проиллюстрировано на фиг.1 и 2. Внутренний элемент 200 проходит от дорсальной стороны к вентральной стороне, проходя через промежностную часть так, чтобы закрыть их. Внутренний элемент 200 представляет собой часть, принимающую и впитывающую выделения и удерживающую жидкость из них, и наружные элементы 12F и 12В представляют собой части, предназначенные для удерживания внутреннего элемента 200 на носителе.
[0033]
(Внутренний элемент)
Внутренний элемент 200 может быть образован с любой формой, несмотря на то, что он является прямоугольным в проиллюстрированном варианте. Внутренний элемент 200 представляет собой основную часть с функцией впитывания, которая включает в себя верхний лист 30 на стороне, обращенной к телу носителя, не проницаемый для жидкостей лист 11 и впитывающий элемент 50, расположенный между данными листами, как проиллюстрировано на фиг.3-5. Ссылочная позиция 40 обозначает межслойный лист (второй лист), предусмотренный между верхним листом 30 и впитывающим элементом 50 для обеспечения быстрого перемещения жидкости, прошедшей через верхний лист 30, во впитывающий элемент 50 и для предотвращения обратного потока. Ссылочная позиция 60 обозначает трехмерные сборки 60, поднимающиеся от обеих сторон внутреннего элемента 200 по направлению к телу носителя для предотвращения вытекания выделений с обеих сторон внутреннего элемента 200.
[0034]
(Верхний лист)
Верхний лист 30 является проницаемым для жидкости и может представлять собой, например, пористый или непористый нетканый материал или пористый пластиковый лист. Отсутствует какое-либо особое ограничение в отношении исходных волокон для нетканого материала. Например, исходные волокна могут представлять собой синтетические волокна на основе олефина, такие как полиэтиленовые и полипропиленовые, полиэфирные или полиамидные, репродуцированные волокна из вискозы, «купры» или тому подобного, натуральные волокна из хлопка или тому подобного и смешанные волокна или многокомпонентные волокна из двух или более из вышеуказанных волокон. Нетканый материал может быть получен посредством любого способа обработки. Способ обработки может представлять собой любой из публично известных способов, например, такой как гидроперепутывание, фильерный способ получения нетканого материала, термоскрепление, аэродинамический способ получения нетканого материала из расплава, иглопробивание, обработка пропусканием воздуха насквозь и точечное скрепление. Например, для обеспечения гибкости и драпируемости предпочтительны фильерный способ получения нетканого материала и гидроперепутывание. Для обеспечения объемности и мягкости предпочтительны обработка пропусканием воздуха насквозь, точечное скрепление и термоскрепление.
[0035]
Верхний лист 30 может состоять из одного листа или из многослойного листа, полученного скреплением двух или более листов друг с другом. Аналогичным образом, верхний лист 30 может состоять из одного листа или из двух или более листов в направлении в плоскости.
[0036]
В случае выполнения трехмерных сборок 60 предпочтительно, чтобы обе стороны верхнего листа 30 проходили до задней стороны впитывающего элемента 50 между не проницаемым для жидкостей листом 11 и трехмерными сборками 60 и были приклеены к не проницаемому для жидкостей листу 11 и трехмерным сборкам 60 посредством термоплавкого адгезива или тому подобного для предотвращения проникновения жидкости.
[0037]
(Межслойный лист)
Для обеспечения быстрого перемещения жидкости, прошедшей через верхний лист 30, во впитывающий компонент может быть предусмотрен межслойный лист (также называемый «вторым листом») 40, имеющий более высокую скорость пропускания жидкости по сравнению с верхним листом 30. Межслойный лист 40 может обеспечить не только быстрое перемещение жидкости во впитывающий компонент при улучшении характеристики впитывания, обеспечиваемой впитывающим компонентом, но также и предотвращение явления «обратного потока» впитанной жидкости из впитывающего компонента для поддержания верхнего листа 30 в сухом состоянии в любое время. Межслойный лист 40 может быть не предусмотрен.
[0038]
Межслойный лист 40 может быть выполнен, например, из того же материала, что и материал для верхнего листа 30, или из нетканого материала, полученного гидроперепутыванием, нетканого материала фильерного способа производства, нетканого материала со структурой SMS (SMS - слой (S) из нетканого материала фильерного способа производства - слой (М) из нетканого материала, полученного аэродинамическим способом из расплава, - слой (S) из нетканого материала фильерного способа производства) или из нетканого материала из целлюлозных волокон, или из листа из смеси целлюлозных и вискозных волокон, нетканого материала, полученного точечным скреплением, или из крепированной бумаги. В частности, нетканый материал, полученный способом с пропусканием воздуха насквозь, является предпочтительным вследствие его объемности. В нетканом материале, полученном способом с пропусканием воздуха насквозь, предпочтительно используются многокомпонентные волокна со структурой с ядром и оболочкой. Приемлемой смолой для ядра является полипропилен (ПП), но предпочтителен сложный полиэфир (ПЭТ) с высокой жесткостью. Поверхностная плотность волокон предпочтительно составляет 20-80 г/м2, более предпочтительно - 25-60 г/м2. Тонина исходных волокон для нетканого материала предпочтительно составляет 2,2-10 дтекс. Для увеличения объемности нетканого материала все или некоторые многокомпонентные волокна из исходных волокон предпочтительно представляют собой волокна с эксцентрической структурой с ядрами, расположенными не в центре, полые волокна или полые волокна с эксцентрической структурой.
[0039]
Межслойный лист 40 в проиллюстрированном варианте сцентрирован на впитывающем компоненте 56 и является более узким, чем впитывающий компонент 56, в направлении ширины. Альтернативно, межслойный лист 40 может быть предусмотрен на всей ширине впитывающего компонента 56. Межслойный лист 40 может иметь такую же длину, как впитывающий компонент 56, или может быть более коротким, чем впитывающий компонент 56, и находиться в пределах центральной зоны для приема жидкости.
[0040]
(Не проницаемый для жидкостей лист)
Отсутствует какое-либо особое ограничение в отношении материала для листа 11, не проницаемого для жидкостей. Например, не проницаемый для жидкостей лист 11 может представлять собой пластиковую пленку, выполненную из смолы на основе олефинов, таких как полиэтилен и полипропилен, многослойный нетканый материал с пластиковой пленкой на поверхности нетканого материала, многослойный лист, в котором нетканый материал и тому подобное наложены на пластиковую пленку. Не проницаемый для жидкостей лист 11 предпочтительно выполнен из не проницаемого для жидкостей и влагопроницаемого материала, который использовался в последние годы с положительными результатами с точки зрения предотвращения затхлости. В качестве широко используемой влагопроницаемой пластиковой пленки имеется микропористая пластиковая пленка, которая получена расплавлением и вмешиванием неорганического наполнителя в смолу на основе олефинов, таких как полиэтилен и полипропилен, для образования листа и последующим удлинением листа в направлении одной оси или двух осей. Кроме того, не проницаемый для жидкостей лист 11 может представлять собой нетканый материал из волокон микроденье или может представлять собой не проницаемый для жидкостей лист, который образован без использования пластиковой пленки, за счет повышения герметичности при уменьшении размера зазоров между волокнами посредством подвода тепла или приложения давления или за счет нанесения на лист покрытия из смолы с высокой способностью к впитыванию воды, из гидрофобной смолы или водоотталкивающего средства.
[0041]
Для повышения герметичности не проницаемый для жидкостей лист 11 предпочтительно выступает за обе стороны впитывающего элемента 50 до обеих сторон впитывающего элемента 50, расположенных со стороны верхнего листа 30. Соответствующая ширина выступающей части составляет приблизительно 5-20 мм с каждой из правой и левой сторон.
[0042]
Индикатор выделений, изменяющий цвет при впитывании жидкости, может быть предусмотрен с внутренней стороны листа 11, не проницаемого для жидкостей, в частности, на боковой поверхности впитывающего компонента 56.
[0043]
(Трехмерные сборки)
Трехмерные сборки 60 представляют собой лентообразные элементы, проходящие на всей длине вдоль обеих сторон внутреннего элемента 200 в направлении вперед-назад. Трехмерные сборки 60 выполнены для того, чтобы остановить воду или жидкий стул, перемещающиеся в боковом направлении по верхнему листу 30, для предотвращения вытекания жидкости в боковом направлении. В данном варианте осуществления трехмерные сборки 60 «стоят» на боковых сторонах внутреннего элемента 200. Каждая из трехмерных сборок 60 «стоит» с наклоном по направлению к части, центральной в направлении ширины, в базовой части и «стоит» с наклоном по направлению к стороне, наружной в направлении ширины, от промежуточной части до переднего края.
[0044]
В частности, каждая из трехмерных сборок 60 образована так, что лентообразный лист 62 для сборок, имеющий такую же длину, как длина внутреннего элемента 200 в направлении вперед-назад, сложен вдвое в направлении ширины, и множество удлиненных упругих и эластичных элементов 63 зафиксированы в растянутом состоянии вдоль продольного направления с интервалом между ними в направлении ширины между листами, в сложенной части и вблизи нее. Базовые части (концы, противоположные по отношению к сложенной/загнутой части листа в направлении ширины) трехмерных сборок 60, расположенные противоположно по отношению к передним краевым частям, образуют части 65 для прикрепления, прикрепленные к поверхности нижней стороны внутреннего элемента 200 у боковых краев. Части трехмерных сборок 60, отличные от частей 65 для прикрепления, образуют выступы 66 (загнутые/сложенные части), которые выступают от частей 65 для прикрепления. Кроме того, выступы 66 включают в себя базовые части со стороны, центральной в направлении ширины, и краевые части, которые загнуты от краев базовых частей наружу в направлении ширины. Несмотря на то, что в данном варианте используются трехмерные сборки такого типа, которые предусматривают касание по поверхности, также могут быть использованы трехмерные сборки (непроиллюстрированные) такого типа, которые предусматривают касание по линии и которые не загнуты наружу в направлении ширины. Таким образом, в то время как оба конца выступов 66, определяемые в направлении вперед-назад, представляют собой передние/задние закрепленные части 67, которые прикреплены к боковым поверхностям верхнего листа 30 в «лежачем» состоянии посредством термоплавкого адгезива или термосварки, промежуточные части, расположенные между ними, представляют собой незакрепленные свободные части, к которым удлиненные упругие и эластичные элементы 63 прикреплены в состоянии, в котором они растянуты вдоль направления вперед-назад.
[0045]
Лист 62 для сборок может быть предпочтительно образован при применении водоотталкивающей обработки силиконом или тому подобным в случае необходимости для гибкого нетканого материала, обладающего отличной однородностью и маскирующей способностью, такого как нетканый материал, полученный фильерным способом производства (со структурой SS (из двух слоев, полученных фильерным способом производства, SSS (из трех слоев, полученных фильерным способом производства) или тому подобной), нетканый материал со структурой SMS (со структурой SMS (слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства), SSMMS (слой (S), полученный фильерным способом производства, - слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства) или тому подобной) и нетканый материал, полученный аэродинамическим способом из расплава. Поверхностная плотность волокон предпочтительно составляет приблизительно 10-30 г/м2. Удлиненные упругие и эластичные элементы 63 могут представлять собой резиновые нити или тому подобное. В случае использования резиновых нитей из спандекса тонина нитей предпочтительно составляет 470-1240 дтекс, более предпочтительно 620-940 дтекс. Степень растяжения нитей во время прикрепления предпочтительно составляет 150-350%, более предпочтительно - 200-300%. Кроме того, водонепроницаемая пленка 64 может быть расположена внутри листа для сборок, сложенного вдвое, как проиллюстрировано на чертеже.
[0046]
Число удлиненных упругих и эластичных элементов 63, предусмотренных в свободных частях трехмерных сборок 60, предпочтительно составляет от двух до шести, в частности, от трех до пяти. Интервал 60d при размещении составляет соответственно 3-10 мм. В соответствии с данной конфигурацией подгузник скорее всего будет касаться кожи поверхностью посредством размещенных в определенном порядке, удлиненных упругих и эластичных элементов 63. Удлиненные упругие и эластичные элементы 63 могут быть размещены не только в краевых частях, но также в базовых частях.
[0047]
Предназначенные для прикрепления части 65 трехмерных сборок 60 могут быть прикреплены к соответствующим элементам во внутреннем элементе 200, таким как верхний лист 30, не проницаемый для жидкостей лист 11 и впитывающий элемент 50.
[0048]
В трехмерных сборках 60, выполненных с такой конфигурацией, стягивающее усилие, создаваемое удлиненными упругими и эластичными элементами 63, действует для приближения обеих частей, концевых в направлении вперед-назад, друг к другу. Обе части выступов 66, концевые в направлении вперед-назад, закреплены так, чтобы они не стояли, в то время как средние части между обоими концами выступов 66 представляют собой незакрепленные свободные части. Соответственно, только свободные части стоят для касания тела носителя, как проиллюстрировано на фиг.3. В частности, когда части 65 для прикрепления расположены на задней поверхности внутреннего элемента 200, трехмерные сборки 60 стоят и расходятся наружу в направлении ширины в промежностной части и вблизи нее. Соответственно, трехмерные сборки 60 вводятся в поверхностный контакт вокруг ног для обеспечения улучшенного прилегания.
[0049]
Размеры трехмерных сборок 60 могут быть выбраны соответствующим образом. Тем не менее, в случае одноразового подгузника для младенцев высота W6 в стоячем положении (ширина выступов 66 в раскрытом состоянии) предпочтительно составляет 15-60 мм, в частности, 20-40 мм, как проиллюстрировано, например, на фиг.6. Кроме того, разделяющее расстояние W3 между складками с самой внутренней стороны предпочтительно составляет 60-190 мм, более предпочтительно - 70-140 мм в плоско сложенном состоянии, в котором трехмерные сборки 60 расположены параллельно поверхности верхнего листа 30.
[0050]
В отличие от проиллюстрированного варианта трехмерные сборки могут быть выполнены в виде двойных сборок (в двух рядах) на каждой из правой и левой сторон внутреннего элемента 200.
[0051]
(Впитывающий элемент)
Впитывающий элемент 50 имеет впитывающий компонент 56 и оберточный лист 58 для обертывания всего впитывающего компонента 56. Оберточный лист 58 может быть не предусмотрен.
[0052]
(Впитывающий компонент)
Впитывающий компонент 56 может быть образован из совокупности волокон. Совокупность волокон может представлять собой волокна из вспушенной измельченной целлюлозы или скопление коротких волокон, таких как синтетические волокна, или совокупность элементарных волокон, полученную разрыхлением жгутов (пучков волокон) синтетических волокон, таких как волокна из ацетилцеллюлозы, в соответствии с необходимостью. Поверхностная плотность волокон из вспушенной измельченной целлюлозы или скопления коротких волокон может составлять, например, приблизительно 100-300 г/м2, и поверхностная плотность совокупности элементарных волокон может составлять приблизительно 30-120 г/м2. Тонина синтетических волокон составляет, например, 1-16 дтекс, предпочтительно 1-10 дтекс, более предпочтительно 1-5 дтекс. В случае совокупности элементарных волокон элементарные волокна могут представлять собой неизвитые волокна, но предпочтительно представляют собой извитые волокна. Число извивов в извитых волокнах может составлять, например, приблизительно 5-75 на дюйм (на 2,54 см), предпочтительно приблизительно 10-50 на дюйм (на 2,54 см), более предпочтительно - приблизительно 15-50 на дюйм (на 2,54 см). Извитые волокна равномерно извиты во многих случаях. Частицы полимера с высокой впитывающей способностью предпочтительно диспергированы и удерживаются во впитывающем компоненте 56.
[0053]
Впитывающий компонент 56 может иметь прямоугольную форму, но предпочтительно имеет форму песочных часов с передней концевой частью, задней концевой частью и более узкой частью, которая расположена между передней и задней концевыми частями и является более узкой, чем две концевые части, как проиллюстрировано на фиг.1, для улучшения прилегания краев впитывающего компонента 56 и трехмерных сборок 60 вокруг ног.
[0054]
Размеры впитывающего компонента 56 могут быть выбраны в зависимости от конкретного случая. Тем не менее, впитывающий компонент предпочтительно простирается до периферийных краев внутреннего элемента или до зон вблизи них в направлении вперед-назад и в направлении ширины. Ссылочная позиция 56Х обозначает ширину впитывающего компонента 56.
[0055]
(Частицы полимера с высокой впитывающей способностью)
Впитывающий компонент 56 может частично или полностью содержать частицы полимера с высокой впитывающей способностью. Частицы полимера с высокой впитывающей способностью включают «порошки», а также «частицы». Диаметр частиц 54 полимера с высокой впитывающей способностью может быть таким же, как диаметр частиц, предназначенных для обычного использования во впитывающем изделии данного типа. Например, доля частиц, которые остаются на сите после просеивания (встряхивания в течение пяти минут) при стандартном сите (JIS Z8801-1:2006 (JIS - Japanese Industrial Standard - Японский промышленный стандарт)) с размером ячеек, составляющим 500 мкм, предпочтительно составляет 30 масс.% или менее. Альтернативно, доля частиц, которые остаются на сите после просеивания (встряхивания в течение пяти минут) при стандартном сите (JIS Z8801-1:2006) с размером ячеек, составляющим 180 мкм, предпочтительно составляет 60 масс.% или более.
[0056]
Отсутствует какое-либо особое ограничение в отношении материала для частиц полимера с высокой впитывающей способностью, но данный материал предпочтительно имеет способность к впитыванию воды (в соответствии со стандартом JIS К7223-1996 ʺTesting method for water absorption capacity of super absorbent polymersʺ («Метод испытаний для определения способности к впитыванию воды полимерами со сверхвысокой впитывающей способностью»)), составляющую 40 г/г или более. Частицы полимера с высокой впитывающей способностью могут представлять собой частицы на основе крахмала, целлюлозы или синтетического полимера. Частицы полимера с высокой впитывающей способностью могут быть образованы из привитого сополимера крахмала и акриловой кислоты (соли), омыленного материала из сополимера крахмала и акрилонитрила, сшивающего вещества из натриевой соли карбоксиметилцеллюлозы, полимера на основе акриловой кислоты (соли) или тому подобного. Частицы полимера с высокой впитывающей способностью предпочтительно используются в виде обычных частиц, но могут быть использованы в другом виде.
[0057]
Скорость впитывания воды (в соответствии со стандартом JIS К7224-1996 ʺTesting method for water absorption rate of super absorbent polymersʺ («Метод испытаний для определения скорости впитывания воды полимерами со сверхвысокой впитывающей способностью»)) частицами полимера с высокой впитывающей способностью предпочтительно составляет 40 секунд или менее. При скорости впитывания воды, составляющей более 40 секунд, более вероятно вытекание впитанной жидкости обратно из впитывающего компонента 56 наружу по отношению к впитывающему компоненту 56 (так называемый «обратный поток»).
[0059]
Поверхностная плотность частиц полимера с высокой впитывающей способностью может быть выбрана соответствующим образом в зависимости от объема, который требуется впитывать при использовании впитывающего компонента 56. Следовательно, несмотря на то, что это не указано как обязательное условие, поверхностная плотность может составлять 50-350 г/м2. Когда поверхностная плотность полимера составляет менее 50 г/м2, трудно гарантировать объем впитывания. Когда поверхностная плотность полимера превышает 350 г/м2, эффект становится предельным.
[0060]
В случае необходимости могут быть скорректированы плотность диспергирования или количество диспергируемых частиц полимера с высокой впитывающей способностью вдоль направления в плоскости впитывающего компонента 56. Например, количество диспергируемых частиц полимера с высокой впитывающей способностью может быть больше в зоне выделения, чем в остальных зонах. Что касается различий, связанных с полом, то плотность диспергирования (количество) частиц полимера с высокой впитывающей способностью может быть увеличена с передней стороны изделия для мужчин и может быть увеличена в центральной части изделия для женщин. Кроме того, полимер может быть не предусмотрен локально (например, в виде точек) во впитывающем компоненте 56 в направлении в плоскости.
[0061]
(Оберточный лист)
В случае использования оберточного листа 58 его материал может представлять собой санитарно-гигиеническую бумагу, в частности, крепированную бумагу, нетканый материал, нетканый материал с полиэтиленом, прикрепленным путем ламинирования, пористый лист или тому подобное. Тем не менее, желательно, если лист материала выполнен с возможностью удерживания частиц полимера с высокой впитывающей способностью. В случае использования нетканого материала вместо крепированной бумаги гидрофильный нетканый материал со структурой SMS (со структурой SMS (слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства), SSMMS (слой (S), полученный фильерным способом производства, - слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства) или тому подобной) является особенно предпочтительным, и его материалом может быть полипропилен, композиционный материал из полиэтилена и полипропилена или тому подобное. Поверхностная плотность материала желательно составляет 5-40 г/м2, в частности, 10-30 г/м2.
[0062]
Форма обертывания оберточным листом 58 может быть выбрана в зависимости от обстоятельств. Тем не менее, с точки зрения легкости изготовления и предотвращения «утечки» частиц полимера с высокой впитывающей способностью из переднего и заднего концевых краев оберточный лист 58 предпочтительно обертывает впитывающий компонент 56 подобно цилиндру для окружения передней и задней поверхностей и обеих боковых поверхностей впитывающего компонента 56 и имеет передний и задний края, выступающие от расположенной с верхней стороны поверхности и расположенной с нижней стороны поверхности впитывающего компонента 56 так, что выступающие части сдавливаются в направлении от верхней стороны к нижней стороне и соединяются вместе с помощью средства соединения, такого как термоплавкий адгезив.
[0063]
(Лист, закрывающий промежностную часть)
К задней поверхности листа, не проницаемого для жидкостей и предусмотренного во внутреннем элементе, лист, закрывающий промежностную часть, может быть прикреплен так, чтобы закрыть участок открытой для воздействия части внутреннего элемента (например, он может проходить вдоль всей определяемой в направлении вперед-назад протяженности открытой для воздействия части между наружным элементом, расположенным с вентральной стороны, и наружным элементом, расположенным с дорсальной стороны, но не доходить до переднего и заднего концов внутреннего элемента, или вдоль обоих боковых краев в направлении ширины, не доходя до обоих боковых краев внутреннего элемента) или весь внутренний элемент. Материал для листа, закрывающего промежностную часть, аналогичный материалу наружных элементов, может быть использован так, как разъяснено ниже.
[0064]
(Наружный элемент)
Наружные элементы 12F и 12В имеют поясные части Т, имеющие части 12А с боковыми швами и определяемые как вертикальные зоны (вертикальные зоны от отверстия WO для талии до верхних концов отверстий LO для ног), и промежуточную часть L, определяемую как проходящая в направлении вперед-назад зона части, образующей отверстия LO для ног (между вертикальной зоной расположенного с вентральной стороны, наружного элемента 12F, имеющей части 12А с боковыми швами, и вертикальной зоной расположенного с дорсальной стороны, наружного элемента 12В, имеющей части 12А с боковыми швами). Поясные части Т концептуально разделены на «поясные краевые части» W, образующие край отверстия для талии, и «нижние поясные части» U в качестве частей, расположенных под поясными краевыми частями W. Обычно, когда имеются границы, на которых изменяется напряжение при растягивании в направлении ширины (например, изменяется толщина или степень растяжения упругих и эластичных элементов) в поясных частях Т, части, более близкие к отверстию WO для талии по отношению к границам, ближайшим к отверстию WO для талии, соответствуют поясным краевым частям W. Когда отсутствуют границы, подобные этим, части, более близкие к отверстию WO для талии по отношению к впитывающему компоненту 56 или внутреннему элементу 200, соответствуют поясным краевым частям W. Длины данных частей в вертикальном направлении варьируются в зависимости от размера изделия и могут быть выбраны соответствующим образом. В качестве примера длина поясной краевой части W может составлять 15-40 мм, и длина нижней поясной части U может составлять 65-120 мм. С другой стороны, промежуточная часть L также может быть исключена, или промежуточные части L могут быть предусмотрены как в наружном элементе, расположенном с вентральной стороны, так и в наружном элементе, расположенном с дорсальной стороны. В варианте, проиллюстрированном на чертежах, промежуточная часть L предусмотрена только в наружном элементе 12В, расположенном с дорсальной стороны, и закрывает ягодицы. Когда края промежуточной части L на сторонах, обращенных к ногам, образованы с криволинейными формами так, чтобы они проходили вдоль окружных поверхностей ног, прилегание к окружным поверхностям ног является отличным, и, следовательно, это является предпочтительным.
[0065]
Наружные элементы 12F и 12В образованы наружным элементом 12F, расположенным с вентральной стороны, и наружным элементом 12В, расположенным с дорсальной стороны, и наружный элемент 12F, расположенный с вентральной стороны, и наружный элемент 12В, расположенный с дорсальной стороны, не являются непрерывными на сторонах, обращенных к ногам, и отделены друг от друга. Разделяющее расстояние L8 между ними может быть задано равным приблизительно 150-250 мм. Часть зоны внутреннего элемента 200 или вся зона внутреннего элемента 200, которая открыта для воздействия между наружным элементом 12F, расположенным с вентральной стороны, и наружным элементом 12В, расположенным с дорсальной стороны, также может быть закрыта закрывающим листом (не проиллюстрировано). В качестве материала закрывающего листа в этом случае может быть использован такой же материал, как материал, образующий наружные элементы 12F и 12В. С другой стороны, как в примере, проиллюстрированном на фиг.9 - фиг.12, передняя панель F и задняя панель В также могут быть выполнены с конфигурацией, обеспечивающей возможность их покрытия непрерывным цельным наружным элементом 12.
[0066]
Каждый из наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны, образован путем соединения двух листовых материалов 12S и 12Н вместе, как проиллюстрировано на фиг.5 и фиг.7. Первые листовые материалы 12S, расположенные с наружной стороны, загнуты внутрь у краев вторых листовых материалов 12Н на стороне отверстия WO для талии. Загнутые части 12r продолжаются так, чтобы закрыть концевые части внутреннего элемента 200 со стороны талии.
[0067]
Отсутствует какое-либо особое ограничение в отношении листовых материалов 12S и 12Н при условии, что они представляют собой листы, но они предпочтительно образованы из нетканого материала. Отсутствует какое-либо особое ограничение в отношении исходных волокон для нетканого материала. Например, исходные волокна могут представлять собой синтетические волокна на основе олефина, такие как полиэтиленовые и полипропиленовые, полиэфирные или полиамидные, репродуцированные волокна из вискозы или «купры», натуральные волокна из хлопка или тому подобного или смешанные волокна или многокомпонентные волокна из двух или более из вышеуказанных волокон. Нетканый материал может быть получен посредством любого способа обработки. Когда важна гибкость, нетканый материал (в дальнейшем также называемый нетканым материалом на основе полипропилена), образованный из полипропилена (РР) или его сополимера (например, сополимера, полученного смешиванием полиэтилена или этилена как компонента для сополимеризации), или нетканый материал, образованный из двухкомпонентных волокон с ядром и оболочкой (РЕ/РР), состоящих из полиэтилена (РЕ) в качестве компонента оболочки и полипропилена (РР) в качестве компонента ядра, предпочтительно используется в качестве, по меньшей мере, одного из первого листового материала 12S и второго листового материала 12Н. Способ обработки может представлять собой любой из публично известных способов, например, такой как гидроперепутывание, фильерный способ получения нетканого материала, термоскрепление, аэродинамический способ получения нетканого материала из расплава, иглопробивание, обработка пропусканием воздуха насквозь и точечное скрепление. В частности, предпочтителен нетканый материал фильерного способа производства, поскольку он имеет отличную прочность и гибкость, и предпочтительно может быть использован нетканый материал фильерного способа производства, образованный соединением посредством ламинирования множества слоев, полученных фильерным способом производства, например, нетканый материал со структурой SS (с двумя слоями, полученными фильерным способом производства) или нетканый материал со структурой SSS (с тремя слоями, полученными фильерным способом производства). Также может быть использован нетканый материал фильерного способа производства, образованный путем ламинирования четырех или более слоев, полученных фильерным способом производства. Несмотря на то, что толщина и поверхностная плотность нетканого материала не ограничены особым образом, желательно, чтобы его толщина составляла приблизительно 0,1-1 мм и чтобы его поверхностная плотность составляла приблизительно 10-20 г/м2. Каждый из листовых материалов 12S и 12Н может состоять из одного листа нетканого материала, или любой один или оба из них могут состоять из многослойного листа из нетканых материалов, полученного наложением множества листов нетканых материалов друг на друга.
[0068]
В наружном элементе 12F, расположенном с вентральной стороны, и наружном элементе 12В, расположенном с дорсальной стороны, удлиненные упругие и эластичные элементы 19 (упругие и эластичные элементы 17 поясной краевой части, упругие и эластичные элементы 15 нижней поясной части и упругие и эластичные элементы 16 промежуточной части, которые будут описаны позднее), такие как резиновые нити, предусмотрены между внутренними слоями 21 и наружными слоями 22, образованными, по меньшей мере, одним из обоих листовых материалов 12S и 12Н, с заданной степенью растяжения для улучшения прилегания к талии носителя и тому подобному. Удлиненные упругие и эластичные элементы 19 могут быть образованы из синтетического каучука или натурального каучука.
[0069]
Несмотря на то, что в варианте, проиллюстрированном на фиг.5, наружные слои 22, обращенные к наружной стороне упругих и эластичных элементов 19, образованы первыми листовыми материалами 12S и внутренние слои 21, обращенные к внутренней стороне упругих и эластичных элементов 19, образованы вторыми листовыми материалами 12Н, любая из публично известных структур внутренних слоев 21 и наружных слоев 22 может быть использована без какого-либо особого ограничения. Например, внутренний слой 21 и наружный слой 22 могут быть образованы так, как указано ниже. То есть, как проиллюстрировано на фиг.10, внутренний слой 21 образован загнутыми частями 12r первого листового материала 12S, и наружный слой 22 образован расположенной с наружной стороны частью первого листового материала 12S в поясных краевых частях W, и внутренний слой 21 образован вторым листовым материалом 12Н и наружный слой 22 образован расположенной с наружной стороны частью первого листового материала 12S в нижних поясных частях U и в промежуточной части L. Как проиллюстрировано на фиг.12, внутренний слой 21 и наружный слой 22 также могут быть конфигурированы посредством загибания первого листового материала 12S внутрь (первый листовой материал 12S может быть загнут наружу) на краях отверстия для талии. В примере, проиллюстрированном на фиг.12, используется вариант, в котором передняя панель F и задняя панель В непрерывно закрыты цельным наружным элементом 12. Тем не менее, также и в конфигурации, в которой наружный элемент 12 разделен на наружный элемент 12F, расположенный с вентральной стороны, и наружный элемент 12В, расположенный с дорсальной стороны, как проиллюстрировано в разных вариантах на фиг.8, внутренний слой 21 и наружный слой 22 могут быть образованы так, как указано ниже. То есть, в, по меньшей мере, одном из наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны, весь внутренний слой 21 и весь наружный слой 22 образованы загибанием одного листового материала, или части внутреннего слоя 21 и наружного слоя 22 образованы загибанием одного листового материала, в то время как оставшиеся части внутреннего слоя 21 и наружного слоя 22 образованы скреплением двух листовых материалов друг с другом. Следует отметить, что ссылочная позиция 12d обозначает разделяющую часть листовых материалов, соседних друг с другом в вертикальном направлении, и ссылочная позиция 12w обозначает часть с перекрытием листовых материалов. Кроме того, в варианте, проиллюстрированном на фиг.23 и фиг.24, в наружном элементе 12F, расположенном с вентральной стороны, и наружном элементе 12В, расположенном с дорсальной стороны, (или в любом одном из них) все внутренние слои 21 и наружные слои 22 образованы загибанием одного листового материала со стороны промежности и со стороны талии.
[0070]
Несмотря на то, что в варианте, проиллюстрированном на фиг.5 и тому подобных фигурах, образованы загнутые части 12r с внутренней стороны относительно внутренних слоев 21, как проиллюстрировано на фиг.12 и фиг.8, также могут быть исключены загнутые части 12r с внутренней стороны относительно внутренних слоев 21.
[0071]
Удлиненные упругие и эластичные элементы 19 могут быть образованы из синтетического каучука или натурального каучука. Удлиненные упругие и эластичные элементы 19 могут быть предусмотрены равномерно на всем наружном элементе, однако предпочтительно обеспечить разные тонину, интервал или тому подобное в зависимости от места расположения в наружных элементах 12F и 12В. Таким образом, в проиллюстрированном варианте множество упругих и эластичных элементов 17 поясной краевой части зафиксированы в поясной краевой части W в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, с интервалом между ними в направлении вверх-вниз таким образом, чтобы они были полностью непрерывными в направлении ширины. Один или более из упругих и эластичных элементов 17 поясной краевой части в зоне, смежной с нижней поясной частью U, могут перекрывать внутренний элемент 200 или могут быть предусмотрены с обеих боковых сторон части, центральной в направлении ширины и перекрывающей внутренний элемент 200, так, чтобы они были непрерывными в направлении ширины, за исключением части, центральной в направлении ширины и перекрывающей внутренний элемент 200. В качестве упругих и эластичных элементов 17 поясной краевой части приблизительно от 3 до 22 резиновых нитей с тониной 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (Это применяется в случае синтетического каучука. В случае натурального каучука площадь поперечного сечения составляет 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2) предпочтительно зафиксированы со степенью растяжения, составляющей 150-400%, в частности, приблизительно 220-320%, с интервалом 4-12 мм. Все упругие и эластичные элементы 17 поясной краевой части могут не иметь одинаковой толщины и одинаковой степени растяжения. Например, упругие и эластичные элементы, расположенные с верхней стороны поясных краевых частей W, могут отличаться по тонине и степени растяжения от упругих и эластичных элементов, расположенных с нижней стороны поясных краевых частей W.
[0072]
В нижних поясных частях U множество упругих и эластичных элементов 15 и 18 нижних поясных частей, образованных из удлиненных упругих и эластичных элементов, зафиксированы в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, на расстоянии друг от друга в направлении вверх-вниз таким образом, чтобы средние в направлении ширины или все участки зон, предназначенных для закрепления внутреннего элемента 200, представляли собой нерастягивающиеся зоны NA и чтобы растягивающиеся зоны были образованы в направлении ширины во всех зонах между нерастягивающимися зонами NA и частями 12А с боковыми швами.
[0073]
В качестве упругих и эластичных элементов 15 и 18 нижней поясной части приблизительно от 5 до 30 резиновых нитей с тониной 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (Это применяется в случае синтетического каучука. В случае натурального каучука площадь поперечного сечения составляет 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2) предпочтительно зафиксированы со степенью растяжения, составляющей 200-350%, в частности, приблизительно 240-300%, с интервалом 1-15 мм, в частности, 3-8 мм.
[0074]
В промежуточной части L множество упругих и эластичных элементов 16 промежуточной части зафиксированы в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, на расстоянии друг от друга в направлении вверх-вниз таким образом, чтобы средний в направлении ширины или весь участок зоны, предназначенной для закрепления внутреннего элемента 200, представлял собой нерастягивающуюся зону NA и чтобы растягивающиеся зоны были образованы в направлении ширины во всех зонах между нерастягивающейся зоной NA и частями 12А с боковыми швами. Несмотря на то, что в варианте, проиллюстрированном на фиг.2 и тому подобных фигурах, промежуточная часть L предусмотрена только с дорсальной стороны, помимо этого (или вместо этого (не проиллюстрировано)) промежуточная часть L также может быть предусмотрена с вентральной стороны, как проиллюстрировано на фиг.9 и тому подобных фигурах.
[0075]
В качестве упругих и эластичных элементов 16 промежуточной части приблизительно от 2 до 10 резиновых нитей с тониной 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (Это применяется в случае синтетического каучука. В случае натурального каучука площадь поперечного сечения составляет 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2) предпочтительно зафиксированы со степенью растяжения, составляющей 150-300%, в частности, приблизительно 180-260%, с интервалом 5-40 мм, в частности, 5-20 мм.
[0076]
Когда средние в направлении ширины или все участки зон, предназначенных для закрепления внутреннего элемента 200, представляют собой нерастягивающиеся зоны NA и растягивающиеся зоны образованы в направлении ширины во всех зонах между нерастягивающимися зонами NA и частями 12А с боковыми швами, как проиллюстрировано на чертежах, внутренний элемент 200 не деформируется и не подвергается стягиванию в направлении ширины под действием стягивающего усилия, создаваемого упругими и эластичными элементами 19, и может быть предотвращено ухудшение впитывающей способности или внешнего вида. Вышеприведенный вариант включает в себя вариант, в котором никакой упругий и эластичный элемент 19 не находится в нерастягивающихся зонах NA, и вариант, в котором упругие и эластичные элементы 19 также находятся в нерастягивающихся зонах NA, но упругие и эластичные элементы 19 разрезаны на мелкие части в направлении ширины и не создают никакого стягивающего усилия, действующего в нерастягивающихся зонах NA (это по существу равноценно случаю, в котором не предусмотрено никакого упругого и эластичного элемента 19). Само собой разумеется, варианты размещения упругих и эластичных элементов 15 и 18 нижней поясной части и упругих и эластичных элементов 16 промежуточной части не ограничены вышеприведенными вариантами. Альтернативно, некоторые или все из упругих и эластичных элементов 15 и 18 нижней поясной части и упругих и эластичных элементов 16 промежуточной части могут быть предусмотрены так, что они будут перекрещиваться с внутренним элементом 200 между обеими боковыми частями 12А с боковыми швами, и также могут быть предусмотрены растягивающиеся зоны на всей протяженности в направлении ширины.
[0077]
В качестве отличительных свойств, как проиллюстрировано на фиг.7, все растягивающиеся зоны (или часть растягивающихся зон), образованные в наружном элементе 12F, расположенном с вентральной стороны, и в наружном элементе 12В, расположенном с дорсальной стороны, имеют соединенные части 70 листов, в которых внутренние слои 21 и наружные слои 22 соединены вместе посредством адгезива 71, нанесенного с вертикальным рисунком в полоску, прерывистым в направлении ширины, и упругие и эластичные элементы 19 прикреплены к внутренним слоям 21 и наружным слоям 22 посредством адгезива 71, непрерывного в вертикальном направлении как с внутренней, так и с наружной сторон упругих и эластичных элементов 19, на участках, на которых соединенные части 70 листов и упругие и эластичные элементы 19 перекрещиваются друг с другом. В растягивающихся зонах соединенные части 70 листов образованы с вертикальным рисунком в полоску посредством адгезива 71, непрерывного в вертикальном направлении как с внутренней, так и с наружной сторон упругих и эластичных элементов 19, и те части первых листовых материалов 12S и вторых листовых материалов 12Н, которые расположены между соединенными частями 70 листов, стягиваются при стягивании упругих и эластичных элементов 19 и выпучиваются в направлениях, противоположных друг другу, в результате чего образуются складки 80, как проиллюстрировано на фиг.7(b). Несмотря на то, что фиг.7(b) иллюстрирует состояние естественной длины, при прикреплении упругих и эластичных элементов 19 обеспечивается их растягивание до некоторой степени из данного состояния. При этом основания гребнеобразных выступов 80 расширяются и высота 80h складок 80, следовательно, становится меньше, как проиллюстрировано на фиг.7(с). Данная растягивающаяся структура представляет собой конфигурацию с непрерывным соединением в вертикальном направлении. Следовательно, складки 80, образующиеся в растягивающихся зонах, проходят вертикально и прямо вдоль соединенных частей 70 листов, и внешний вид и воздухопроницаемость являются отличными. Кроме того, обеспечивается прочное приклеивание упругих и эластичных элементов 19 в растягивающихся зонах как к внутренним слоям 21, так и к наружным слоям 22 посредством адгезива 71, непрерывного в вертикальном направлении как с внутренней, так и с наружной сторон упругих и эластичных элементов 19 на участках, перекрещивающихся с адгезивом 71 в соединенных частях 70 листов. Соответственно, характеристика предотвращения вытягивания упругих и эластичных элементов 19 является отличной.
[0078]
Несмотря на то, что это не проиллюстрировано на чертежах, для обеспечения еще лучшей характеристики предотвращения вытягивания нижеследующее также представляет собой один предпочтительный вариант. То есть, упругие и эластичные элементы 19 в тех обеих частях растягивающихся зон, которые являются концевыми в направлении ширины и которые не перекрещиваются с частями 70 листов, соединенными посредством адгезива 71, нанесенного с вертикальным рисунком в полоску, прикреплены к внутренним слоям 21 и наружным слоям 22 посредством адгезива 71, нанесенного на наружные окружные периферийные поверхности упругих и эластичных элементов 19. Следует отметить, что адгезив 71 может быть нанесен на наружные окружные периферийные поверхности упругих и эластичных элементов 19 в частях, отличных от обеих концевых частей растягивающихся зон, например, в нерастягивающихся зонах NA в случае необходимости. Тем не менее, адгезив 71 не нанесен на наружные окружные периферийные поверхности упругих и эластичных элементов 19 в зоне между обеими частями растягивающихся зон, концевыми в направлении MD.
[0079]
Как проиллюстрировано на чертежах, в варианте, в котором средние в направлении ширины или все участки зон, предназначенных для закрепления внутреннего элемента 200, представляют собой нерастягивающиеся зоны NA, образованные за счет разрезания упругих и эластичных элементов 19, и растягивающиеся зоны образованы в направлении ширины во всех зонах между нерастягивающимися зонами NA и частями 12А с боковыми швами, мелкие куски упругих и эластичных элементов 19 после разрезания предпочтительно стягиваются, не вызывая стягивания внутренних слоев 21 и наружных слоев 22 в нерастягивающихся зонах NA, и, следовательно, достаточно того, чтобы сила адгезионного сцепления упругих и эластичных элементов 19 была слабой. Соответственно, как проиллюстрировано с увеличением на фиг.5, в нерастягивающихся зонах NA также предпочтительно, чтобы адгезив 71 был не непрерывным в вертикальном направлении с любой одной стороны из внутренней и наружной сторон упругих и эластичных элементов 19 на участках, на которых соединенные части 70 листов и упругие и эластичные элементы 19 перекрещиваются друг с другом. При этом могут быть обеспечены уменьшение количества используемого адгезива 71 и повышение гибкости наружного элемента 12 в нерастягивающихся зонах NA.
[0080]
Ширина 70w каждой соединенной части 70 листов и интервал 70d (см. фиг.7) между соседними соединенными частями 70 листов могут быть выбраны в зависимости от обстоятельств, но определяемый в направлении ширины размер 70w каждой соединенной части 70 листов предпочтительно составляет 0,5-4 мм и интервал 70d между соседними соединенными частями 70 листов предпочтительно составляет 4-8 мм (в частности, 5-7 мм). По соображениям, связанным с легкостью изготовления, нижний предел определяемого в направлении ширины размера 70w соединенной части 70 листов предпочтительно задан равным 1 мм, но по соображениям, связанным с гибкостью, нижний предел предпочтительно задан равным 0,5 мм. С другой стороны, верхний предел определяемого в направлении ширины размера 70w соединенной части 70 листов предпочтительно задан равным 2 мм, более предпочтительно - 1,5 мм.
[0081]
Ширина 70w каждой соединенной части 70 листов влияет на интервал между соседними складками 80. Когда складки 80 образуются узкими, как в случае конфигурации с непрерывным соединением в вертикальном направлении, если ширина 70w превышает 4 мм, интервал между соседними складками 80 будет чрезмерно увеличен, и отдельные складки 80 будут казаться «независимыми». Кроме того, в таком случае, если складки 80 деформируются (например, сплющиваются, расширяются или опускаются вниз) под действием сжимающей силы, действующей в направлении толщины, ослабляется воздействие соседних складок 80, обеспечивающих опору друг для друга. Следовательно, стойкость к деформированию или способность к восстановлению после деформирования также снижается, что приводит к недостаточной мягкости.
[0082]
Кроме того, когда интервал 70d между соседними соединенными частями 70 листов задан меньшим, чем 4 мм, или бóльшим, чем 8 мм, только за счет задания ширины 70w каждой соединенной части 70 листов равной 0,5-4 мм получают следующий результат: То есть, интервал 70d между соседними соединенными частями 70 листов влияет на высоту 80h и ширину складок 80. Когда интервал 70d между соседними соединенными частями 70 листов составляет приблизительно 2 мм, складки 80 имеют недостаточную непрерывность по вертикали, как и в случае, в котором складки 80 непрерывно скреплены в направлении ширины (таким образом, нет никакого смысла выполнять соединенные части 70 листов прерывисто в направлении ширины). Когда интервал 70d между соседними соединенными частями 70 листов составляет 3 мм, складки 80 проходят вертикально и прямо, но нельзя ожидать того, что соседние складки 80 будут обеспечивать опору друг для друга, что приводит к недостаточной мягкости. Когда интервал 70d между соединенными частями 70 листов составляет более 8 мм, складки 80 нерегулярно сминаются вследствие сжатия во время упаковывания, и внешний вид изделия ухудшается. Только тогда, когда ширина 70w каждой соединенной части 70 листов задана равной 0,5-4 мм и интервал 70d между соседними соединенными частями 70 листов задан равным 4-8 мм, обеспечивается достаточная мягкость, и складки 80 не будут легко сминаться нерегулярным образом вследствие сжатия во время упаковывания (другими словами, могут быть получены складки, проходящие прямо, которые имеют достаточную высоту и который трудно опустить вниз). Кроме того, когда соединенные части 70 листов образованы посредством сварки в конфигурации с непрерывным соединением в вертикальном направлении, твердые линии формируются нежелательным образом, и невозможно избежать снижения гибкости. Однако, когда соединенные части 70 листов образованы посредством адгезива 71, не возникает снижения гибкости, обусловленного сваркой материалов, и гибкость является более хорошей.
[0083]
Соединенные части 70 листов являются прерывистыми в направлении ширины в вышеуказанных растягивающихся зонах. Следовательно, невозможно избежать уменьшения усилия фиксации упругих и эластичных элементов 19, и существует риск отсоединения упругих и эластичных элементов 19. В частности, несмотря на то, что предпочтительно, чтобы ширина 70w каждой соединенной части 70 листов была малой, в этом случае участки, на которых упругие и эластичные элементы 19 и соединенные части 70 листов перекрещиваются друг с другом, являются небольшими. Это требует того, чтобы упругие и эластичные элементы 19 были зафиксированы на небольших участках, и, следовательно, гарантирование усилия фиксации упругих и эластичных элементов 19 имеет важное значение. Соответственно, когда соединенные части листов, каждая из которых имеет малую ширину, выполнены так, как описано выше, вышеупомянутое нанесение на обе стороны/двухстороннее нанесение является предпочтительным.
[0084]
Нетканый материал предпочтительно используется в качестве первых листовых материалов 12S и вторых листовых материалов 12Н. Однако в том случае, когда его сопротивление изгибу в направлении ширины является низким, складки 80 образуются с узкими заостренными формами и легко опускаются вниз, и их упругость при сжатии в направлении толщины является недостаточной. Для их улучшения поверхностная плотность нетканого материала может быть увеличена. Однако это увеличивает риск того, что усилится ощущение жесткости (жесткость чрезмерно увеличивается), и мягкость на ощупь ухудшится, даже если обеспечивается внешний вид мягкого изделия. По этой причине предпочтительно, чтобы нетканый материал использовался в качестве первых листовых материалов 12S и вторых листовых материалов 12Н и чтобы его сопротивление изгибу в направление ширины было выше сопротивления изгибу в вертикальном направлении. При этом складки 80 легко выпучиваются с округлой формой и упругость при сжатии в направлении толщины повышается. Кроме того, складки 80 не опускаются вниз легко и имеют значительную мягкость на ощупь. Сопротивление каждого из первого листового материала 12S и второго листового материала 12Н изгибу в направлении ширины предпочтительно составляет 30-75 мм, более предпочтительно - 40-55 мм. Сопротивление каждого из первого листового материала 12S и второго листового материала 12Н изгибу в вертикальном направлении предпочтительно составляет 20-50 мм, более предпочтительно - 25-35 мм, и находится в пределах диапазона значений, более низких по сравнению с сопротивлением данных материалов изгибу в направлении ширины.
[0085]
Сопротивление нетканого материала изгибу относится к величине, которую определяют в соответствии с методом А определения сопротивления изгибу (методом консолей при 45 градусах) в JIS L1096:2010 ʺTesting methods for woven and knitted fabricsʺ («Методы испытаний для тканых и трикотажных материалов»).
[0086]
Для обеспечения меньшего сопротивления нетканого материала изгибу в вертикальном направлении по сравнению с его сопротивлением изгибу в направлении ширины достаточно того, чтобы была обеспечена ориентация волокон нетканого материала вдоль направления ширины. Ориентация волокон отображает направление, вдоль которого проходят волокна нетканого материала. Выражение «ориентация волокон представляет собой ориентацию вдоль направления ширины» охватывает случай, в котором волокна, соответствующие 100% от полной массы волокон, образующих нетканый материал, ориентированы в направлении ширины, до случая, в котором волокна, соответствующие 50% или более от полной массы волокон, образующих нетканый материал, ориентированы в диапазоне от -45° до +45° относительно направления ширины. Обычно используемый метод измерения может быть использован в качестве метода определения ориентации волокон нетканого материала. Примеры метода измерения включают метод измерения, базирующийся на испытании для определения ориентации волокон путем определения прочности при растяжении при нулевом расстоянии между зажимами в соответствии со стандартом Т481, определяемом TAPPI (Technical Association of Pulp and Paper Industry - Техническая ассоциация целлюлозно-бумажной промышленности (США)), и простой метод измерения, в котором решение в отношении направления ориентации волокон принимают исходя из отношения прочности при растяжении в направлении ширины к прочности при растяжении в направлении, ортогональном к направлению ширины. В последнем простом методе измерения испытание на растяжение выполняют, используя испытательный образец, имеющий длину 200 мм и ширину 50 мм, при условиях, в которых скорость ползуна составляет 500 мм/мин и расстояние между зажимными патронами составляет 150 мм, посредством устройства для испытаний на растяжение, для расчета предела прочности при растяжении исходя из максимальной нагрузки во время растяжения. Когда соотношение прочности при растяжении (в направлении ширины/в вертикальном направлении) превышает 1, считают, что ориентация волокон представляет собой ориентацию вдоль направления ширины.
[0087]
Решение в отношении интервала 19d (см. фиг.7) между соседними упругими и эластичными элементами 19 может быть принято соответствующим образом. Тем не менее, когда интервал 19d превышает 10 мм, толщина складок 80 изменяется в вертикальном направлении, несмотря на то, что величина изменения толщины не является такой большой, как в конфигурации с прерывистым соединением в вертикальном направлении, и складки 80 становятся неустойчивыми. Следовательно, интервал 19d между соседними упругими и эластичными элементами 19 предпочтительно равен или меньше 10 мм, в частности, предпочтительно составляет 3-7 мм.
[0088]
Достаточно того, чтобы тонина и степень растяжения (степень растяжения в состоянии, в котором растягивающаяся структура полностью расправлена) упругих и эластичных элементов 19 были выбраны соответствующим образом в соответствии с местами прикрепления упругих и эластичных элементов 19, и предпочтительные диапазоны значений данных величин такие, как описанные выше. Как правило, тонина упругих и эластичных элементов 19 составляет приблизительно 300-1000 дтекс и их степень растяжения желательно составляет приблизительно 200-350%.
[0089]
(Другие)
В вышеприведенном примере одинаковые растягивающие зоны образованы не только в поясных краевых частях W одноразового подгузника типа трусов, но также и в зоне от нижних поясных частей U до промежуточной части L одноразового подгузника типа трусов. Однако другая публично известная растягивающаяся структура может быть применена для части поясных краевых частей W, нижних поясных частей U и промежуточной части L, или упругие и эластичные элементы 16 могут быть не предусмотрены в промежуточной части L. Кроме того, в примере, подобном проиллюстрированному на чертежах, соединенные части 70 листов в соответствующих панелях являются непрерывными в вертикальном направлении, включая поясные краевые части W. Альтернативно, соединенные части 70 листов в поясных краевых частях W и соединенные части 70 листов в нижних поясных частях U могут быть образованы отдельно на расстоянии друг от друга.
[0090]
(Пример способа изготовления одноразового подгузника типа трусов)
Фиг.13-15 иллюстрируют пример способа изготовления одноразового подгузника типа трусов. одноразового подгузника типа трусов. Данная производственная линия сформирована для поперечного потока с направлением ширины подгузника, параллельным направлению MD (направлению перемещения полуфабриката в машине или направлению потока на линии). На данной линии образуют эластичную ленту 12f, расположенную с вентральной стороны, которая должна стать наружным элементом 12F, расположенным с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, которая должна стать наружным элементом 12В, расположенным с дорсальной стороны, и внутренний элемент 200, изготовленный на другой линии, прикрепляют к эластичной ленте 12f, расположенной с вентральной стороны, и к эластичной ленте 12b, расположенной с дорсальной стороны. Для обеспечения легкости понимания элементам, непрерывные в производственном процессе, даны те же ссылочные позиции, что и ссылочные позиции элементов после изготовления.
[0091]
Более конкретно, данная производственная линия включает этап 300 нанесения адгезива, этап 301 прикрепления упругих элементов, этап 302 разрезания упругих элементов, этап 305 прикрепления внутреннего элемента, этап 306 складывания, этап 307 соединения боковых частей и этап 308 отрезки. Среди них этапы от этапа 300 нанесения адгезива до этапа 301 прикрепления упругих элементов главным образом являются отличающимися в сравнении с обычным способом.
[0092]
То есть, на этапе 300 нанесения адгезива подают первые листовые материалы 12S (включая наружные слои 22) и вторые листовые материалы 12Н (внутренние слои 21), которые являются непрерывными и лентообразными с заданной шириной для наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны. После этого адгезив 71 наносят как на внутренние поверхности (верхние поверхности на чертежах) наружных слоев 22, так и на наружные поверхности (нижние поверхности на чертежах) внутренних слоев 21 с одинаковым вертикальным рисунком в полоску, прерывистым в направлении MD, при одновременном непрерывном перемещении первых листовых материалов 12S и вторых листовых материалов 12Н в направлении MD.
[0093]
На последующем этапе 301 прикрепления упругих элементов внутренние слои 21 и наружные слои 22 скрепляют друг с другом так, что обеспечивается совпадение друг с другом мест расположения адгезива 71 на внутренних слоях 21 в направлении MD и мест расположения адгезива 71 на наружных слоях 22 в направлении MD, и большое число удлиненных упругих и эластичных элементов 19 непрерывно зажимают между внутренними слоями 21 и наружными слоями 22 в состоянии, в котором упругие и эластичные элементы 19 растянуты в направлении MD, на расстоянии друг от друга в направлении CD, в результате обеспечивается прикрепления упругих и эластичных элементов 19 к внутренним слоям 21 и наружным слоям 22 посредством адгезива 71. При этом образуются эластичная лента 12f, расположенная с вентральной стороны, и эластичная лента 12b, расположенная с дорсальной стороны, которые являются непрерывными и полосообразными. Когда адгезив 71 наносят на обе противолежащие поверхности внутренних слоев 21 и наружных слоев 22 с одинаковым вертикальным рисунком в полоску и внутренние слои 21 и наружные слои 22 скрепляют друг с другом так, что обеспечивается совпадение друг с другом мест расположения адгезива 71 на обоих из данных слоев, как описано выше, обеспечивается прочное приклеивание упругих и эластичных элементов 19 как к внутренним слоям 21, так и к наружным слоям 22 на участках, перекрещивающихся с адгезивом 71.
[0094]
Термоплавкий адгезив 71 предпочтительно используют в качестве адгезива 71 на этапе 300 нанесения адгезива. В качестве термоплавкого адгезива 71, например, имеются различные адгезивы на основе сополимера этилена и винилацетата (EVA), адгезивного каучука (эластомера), олефина, сложного полиэфира и полиамида, и они могут быть использованы без особого ограничения. Среди них желательно использовать адгезив на основе адгезивного каучука (эластомера). Для выполнения легкого регулирования/легкой корректировки положения при скреплении внутренних слоев 21 и наружных слоев 22 друг с другом или проверке отклонения положения и так далее используют окрашенный (за исключением прозрачного и белого) адгезив или используют адгезив, содержащий флуоресцентный компонент, как раскрыто в JP 2003-145028А, в качестве предпочтительного варианта.
[0095]
Отсутствует какое-либо особое ограничение в отношении способа нанесения термоплавкого адгезива 71. Как описано выше, когда ширина 70w каждой соединенной части 70 листов задана малой и, например, равна или меньше 1 мм, ширина 71w нанесения термоплавкого адгезива 71 уменьшается, и трудно нанести термоплавкий адгезив 71 при прерывистом нанесении при использовании способа нанесения впрыскиванием адгезива 71 из сопел посредством нанесения покрытий наливом, сплошного нанесения покрытия или тому подобного. Соответственно, в таком случае желательно использовать нанесение покрытия рельефными элементами (перенос термоплавкого адгезива 71 способом рельефной печати), предпочтительное для нанесения с малой шириной. Фиг.16 иллюстрирует пример оборудования для нанесения покрытия из термоплавкого адгезива рельефными элементами. То есть, в данном оборудовании для нанесения покрытия рельефными элементами обеспечивают контакт каждого листового материала 120 (первого листового материала 12S и второго листового материала 12Н в первом варианте осуществления), на который должен быть нанесен адгезив, с листовым валиком 102, имеющим выпуклые рельефные элементы, прерывистые в направлении вдоль окружности, в процессе направления листового материала 120 вдоль валика 101, так что термоплавкий адгезив 71 переносится и наносится на листовой материал 120 прерывисто в направлении перемещения (направлении MD, которое соответствует направлению ширины) и непрерывно в направлении (направлении CD), пересекающем направление перемещения. Ссылочная позиция 103 обозначает валик для подачи термоплавкого адгезива (анилоксовый валик при рельефной печати), предназначенный для переноса и нанесения термоплавкого адгезива 71 с заданной толщиной на выпуклые рельефные элементы листового валика 102, и ссылочная позиция 104 обозначает подающее сопло, предназначенное для подачи термоплавкого адгезива 71 на валик 103 для подачи термоплавкого адгезива.
[0096]
Даже когда используется способ нанесения посредством вышеуказанного нанесения покрытия рельефными элементами, термоплавкий адгезив 71 может демонстрировать тягучесть/волокнистость в зависимости от типов термоплавкого адгезива 71, что приводит к риску снижения точности ширины нанесения (то есть, ширины соединенных частей 70 листов) или снижения стабильности работы. По этой причине в качестве термоплавкого адгезива 71 желательно использовать термоплавкий адгезив 71, имеющий вязкость расплава, составляющую 10000 мПа⋅с или менее при температуре 140°С, и вязкость расплава, составляющую 5000 мПа⋅с или менее при температуре 160°С, и имеющий начальную липкость петли, составляющую 2000 г/25 мм или более. Это обеспечивает возможность уменьшения риска тягучести/волокнистости и повышения точности ширины нанесения и стабильности работы.
[0097]
Начальная липкость петли термоплавкого адгезива 71 относится к величине, которую измеряют следующим образом. То есть, термоплавкий адгезив наносят с толщиной 50 мкм на пластину из полиэтилентерефталата (РЕТ), имеющую толщину 50 мкм. Это подвергают вырезанию и образуют ленту, имеющую ширину 25 мкм и длину 125 мкм. После этого оба конца ленты перекрывают для образования петлеобразной формы. Петлю прикрепляют к испытательному устройству типа LT-100 для определения начальной липкости петли (изготавливаемому компанией Cheminstruments, Inc.), и затем обеспечивают приклеивание петли к полиэтиленовой (РЕ) пластине с зоной приклеивания с размерами 25 мм × 25 мм в течение промежутка времени приклеивания, составляющего 2 секунды. После этого при 20°С петлеобразную ленту отрывают со скоростью отрыва, составляющей 300 мм/мин, и измеряют максимальное усилие, которое определяют как начальную липкость петли.
Кроме того, вязкость расплава термоплавкого адгезива 71 измеряют при заданной температуре, используя вискозиметр Брукфилда типа В (стержень № 027) в соответствии с JIS Z 8803.
[0098]
Эластичные ленты 12f и 12b, образованные посредством этапа 301 прикрепления упругих элементов, подвергают этапу 302 разрезания упругих элементов в случае необходимости перед этапом 305 прикрепления внутреннего элемента, который будет описан позднее. Части (части, образующие нерастягивающиеся зоны NA) упругих и эластичных элементов 19 эластичной ленты 12b, расположенной с дорсальной стороны, и упругих и эластичных элементов 19 эластичной ленты 12f, расположенной с вентральной стороны, разделяют на мелкие части в направлении ширины с заданными интервалами в направлении MD таким способом, как разрезание и горячее тиснение. Соответствующие зоны представляют собой нерастягивающиеся зоны NA, в которых стягивающее усилие, создаваемое упругими и эластичными элементами 19, не действует. Этап 302 разрезания упругих элементов также может быть исключен.
[0099]
После этого на этапе 305 прикрепления внутреннего элемента внутренние элементы 200, которые были ранее изготовлены заранее на другой линии, подают с заданными интервалами в направлении MD. Части внутренних элементов 200, расположенные с передней стороны, присоединяют к эластичной ленте 12f, расположенной с вентральной стороны, и части внутренних элементов 200, расположенные с дорсальной стороны, присоединяют к эластичной ленте 12b, расположенной с дорсальной стороны, в результате чего образуют внутренние присоединенные элементы. Соединение может быть выполнено с помощью соответствующих средств, таких как термоплавкий адгезив или термосварка. Могут быть поданы внутренние элементы 200, которые были образованы в виде законченных элементов на другой линии, или множество компонентов внутренних элементов, образованных на других линиях, могут быть по отдельности поданы и собраны на эластичных элементах 12f и 12b.
[0100]
На этапе 305 прикрепления внутреннего элемента после присоединения внутренних элементов 200 к внутренним поверхностям эластичных лент части первых листовых материалов 12S с наружных сторон, концевые в направлении CD, загибают к стороне центра в направлении CD, и зоны на тех обеих частях внутренних элементов 200, которые являются концевыми в направлении CD, закрывают загнутыми частями 12r первых листовых материалов 12S соответствующим образом. Загнутые части 12r прикрепляют к внутренним поверхностям вторых листовых материалов 12Н и внутренним поверхностям тех обеих частей внутренних элементов 200, которые являются концевыми в направлении CD, с помощью соответствующих средств, таких как термоплавкий адгезив 71 или термосварка.
[0101]
После сгибания внутренних присоединенных элементов в центре в направлении CD так, чтобы та поверхность эластичной ленты 12f, расположенной с вентральной стороны, к которой прикреплены внутренние элементы 200, и та поверхность эластичной ленты 12b, расположенной с дорсальной стороны, к которой прикреплены внутренние элементы 200, перекрывали друг друга, на этапе 306 складывания, на этапе 307 соединения боковых частей эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, соединяют вместе в частях, соответствующих обеим боковым частям отдельных подгузников, для образования частей 12А с боковыми швами. После этого на этапе отрезки 308 эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, разрезают на границах соответствующих подгузников для получения отдельных подгузников DP. Этап 307 соединения боковых частей и этап 308 отрезки могут выполняться одновременно. Когда ширина эластичной ленты 12f, расположенной с вентральной стороны, и ширина эластичной ленты 12b, расположенной с дорсальной стороны, не идентичны друг другу, части 12А с боковыми швами могут быть образованы только на участках, на которых обе эластичные ленты 12f и 12b перекрывают друг друга, или могут быть образованы на всех зонах, включая «избыточные» части, образованные на более широкой ленте.
[0102]
Вышеупомянутый способ изготовления обеспечивает возможность изготовления одноразового подгузника типа трусов, такого же, как одноразовый подгузник типа трусов в вышеприведенном варианте, проиллюстрированном на фиг.1 - фиг.7. В вышеприведенном примере листовые материалы для вентральной стороны и листовые материалы для дорсальной стороны подают или образуют по отдельности, и они по отдельности подвергаются этапу 300 нанесения адгезива и этапу 301 прикрепления упругих элементов для образования эластичной ленты 12b, расположенной с дорсальной стороны, и эластичной ленты 12f, расположенной с вентральной стороны, по отдельности. Альтернативно, также может быть использован нижеприведенный способ образования эластичной ленты 12f, расположенной с вентральной стороны, и эластичной ленты 12b, расположенной с дорсальной стороны. То есть, как проиллюстрировано на фиг.17(а), первый листовой материал 12S и второй листовой материал 12Н, имеющие ширину, соответствующую как вентральной стороне, так и дорсальной стороне, подают для образования одной эластичной ленты. После этого на этапе 303 разрезания для образования центрального разреза эластичную ленту разделяют в месте SL, промежуточном в направлении CD, посредством устройства для продольной резки для образования эластичной ленты 12f, расположенной с вентральной стороны, и эластичной ленты 12b, расположенной с дорсальной стороны. Как проиллюстрировано на фиг.17(b), первый листовой материал 12S и второй листовой материал 12Н также могут быть образованы посредством разрезания одного листового материала 12Q вдоль линии в месте SL, промежуточном в направлении CD, посредством устройства для продольной резки и могут быть поданы на этап 300 нанесения адгезива в состоянии как есть.
[0103]
(Второй вариант осуществления)
Как и в вышеупомянутом первом варианте осуществления, при перемещении и скреплении друг с другом отдельных первых листовых материалов 12S и вторых листовых материалов 12Н в качестве внутренних слоев 21 и наружных слоев 22 места расположения адгезива 71 на первых листовых материалах 12S в направлении MD и места расположения адгезива 71 на вторых листовых материалах 12Н в направлении MD легко отклоняются друг от друга и регулирование/корректировка положения для обеспечения совпадения мест расположения усложнено (-а). С учетом этого также предложен второй вариант осуществления, проиллюстрированный на фиг.18 и фиг.19. То есть, второй вариант осуществления отличается от первого варианта осуществления тем, что этап 303 разрезания для образования центрального разреза добавляют между этапом 302 разрезания упругих элементов и этапов 305 прикрепления внутреннего элемента при одновременном изменении этапа 300 нанесения адгезива и этапа 301 прикрепления упругих элементов.
[0104]
Более конкретно, на этапе 300 нанесения адгезива подают один листовой материал 12Q, непрерывный подобно ленте, который включает в себя внутренний слой 21 и наружный слой 22 наружного элемента 12F, расположенного с вентральной стороны, и наружный слой 22 и внутренний слой 21 наружного элемента 12В, расположенного с дорсальной стороны, в данном порядке с одной стороны в направлении CD, и адгезив 71 наносят на его внутреннюю поверхность (верхнюю поверхность на чертежах) поверх как внутреннего слоя 21, так и наружного слоя 22 наружного элемента 12F, расположенного с вентральной стороны, с вертикальным рисунком в полоску и поверх как внутреннего слоя 21, так и наружного слоя 22 наружного элемента 12В, расположенного с дорсальной стороны, с вертикальным рисунком в полоску при одновременном перемещении листового материала 12Q вдоль направления, в котором он является непрерывным. Рисунки на внутренних слоях 21 и рисунки на наружных слоях 22 могут быть отделены друг от друга при условии, что вертикальные рисунки в полоску, имеющие одни и те же места расположения в направлении MD, будут образованы в соответствующих местах на внутренних слоях 21 и наружных слоях 22. Как проиллюстрировано на фиг.18 и фиг.19, вертикальный рисунок нанесения адгезива 71 в полоску на вентральной стороне и вертикальный рисунок нанесения адгезива 71 в полоску на дорсальной стороны отделены друг от друга так, чтобы они соответствовали положениям внутренних слоев 21 на этапе 301 прикрепления упругих элементов и последующих этапах, которые будут описаны позднее. Альтернативно, вертикальный рисунок нанесения адгезива 71 в полоску на вентральной стороне и вертикальный рисунок нанесения адгезива 71 в полоску на дорсальной стороны могут быть выполнены непрерывными, несмотря на то, что это не проиллюстрировано на чертежах.
[0105]
На последующем этапе 301 прикрепления упругих элементов эластичную ленту, непрерывную и имеющую форму полосы, образуют так, как указано ниже. То есть, большое число упругих и эластичных элементов 19 подают к участкам наружных слоев 22, расположенным в местах листового материала 12Q, промежуточных в направлении CD, в состоянии, в котором упругие и эластичные элементы 19 растянуты в направлении MD, с интервалами в направлении CD, остающимися между ними. После этого ту часть внутреннего слоя 21 наружного элемента 12F, расположенного с вентральной стороны, которая расположена с одной стороны относительно данных участков наружных слоев 22, расположенных в местах листового материала 12Q, промежуточных в направлении CD, и ту часть внутреннего слоя 21 наружного элемента 12В, расположенного с дорсальной стороны, которая расположена с другой стороны относительно данных участков наружных слоев 22, загибают к стороне упругих и эластичных элементов 19 на данных участках наружных слоев 22, расположенных в местах листового материала 12Q, промежуточных в направлении CD, и скрепляют друг с другом. Упругие и эластичные элементы 19 зажимаются между внутренними слоями 21 и наружными слоями 22. Таким образом, упругие и эластичные элементы 19 будут прикреплены к внутренним слоям 21 и наружным слоям 22 посредством адгезива 71, в результате чего образуется эластичная лента. Когда внутренние слои 21 и наружные слои 22, которые представляют собой расположенные с одной стороны части и расположенные с другой стороны части относительно мест данного одного непрерывного лентообразного листового материала, промежуточных в направлении CD, загибают в направлении CD и скрепляют друг с другом после нанесения адгезива 71, как описано выше, места расположения адгезива 71 на внутренних слоях 21 в направлении MD и места расположения адгезива 71 на наружных слоях 22 в направлении MD в меньшей степени отклоняются друг от друга (не создается никакого отклонения мест расположения, по меньшей мере, на стороне сгиба) даже без регулирования/корректировки положения (несмотря на то, что регулирование/корректировка положения может быть выполнено (-а)).
[0106]
Способ загибания листового материала 12S на вышеописанном этапе 301 прикрепления упругих элементов представляет собой способ загибания (то, что называют складыванием с С-образной конфигурацией), посредством которого части внутренних слоев 21, расположенные с одной стороны и с другой стороны относительно участков наружных слоев 22, расположенных в местах листового материала 12S, промежуточных в направлении CD, загибают к стороне упругих и эластичных элементов 19 на данных участках наружных слоев 22 в местах, промежуточных в направлении CD. Следовательно, ширина при загибании листового материала 12S будет чрезвычайно мала, и, следовательно, размер оборудования (sailor) для загибания уменьшается, в результате чего листовой материал 12 может быть легко сложен аккуратно без морщин. В состоянии изделия, как в вариантах, проиллюстрированных на фиг.8(b)-8(f), оба расположенных со стороны талии края наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны, представляют собой сгибы листового материала 12S, и текстура и внешний вид краев со стороны талии являются отличными. Как проиллюстрировано на фиг.18 и фиг.19, разделяющая часть 12d в вариантах, проиллюстрированных на фиг.8(b) и 8(с), может быть образована посредством отделения внутренних слоев 21, расположенных с одной стороны и с другой стороны в направлении CD, друг от друга на этапе прикрепления упругих элементов. Несмотря на то, что это не проиллюстрировано на чертежах, часть 12w с перекрытием в вариантах, проиллюстрированных на фиг.8(d)-8(f), может быть образована за счет частичного перекрытия концевых частей внутренних слоев 21, расположенных с одной стороны и с другой стороны в направлении CD, друг с другом на этапе прикрепления упругих элементов.
[0107]
Впоследствии, после выполнения этапа 302 разрезания упругих элементов в случае необходимости, на этапе 303 разрезания для образования центрального разреза эластичную ленту разрезают посредством устройства для продольной резки в заданном месте SL в месте на эластичной ленте, промежуточном в направлении CD, для разделения эластичной ленты на эластичную ленту 12b, расположенную с дорсальной стороны, и эластичную ленту 12f, расположенную с вентральной стороны, и интервал в направлении CD между эластичной лентой 12b, расположенной с дорсальной стороны, и эластичной лентой 12f, расположенной с вентральной стороны, увеличивают до заданного расстояния. Место SL расположения разреза может представлять собой место в центре эластичной ленты, определяемом в направлении ширины, или может представлять собой место, смещенное к вентральной стороне или к дорсальной стороне. Как и в обычном одноразовом подгузнике типа трусов, для выполнения эластичной ленты 12b, расположенной с дорсальной стороны, более длинной в вертикальном направлении, чем эластичная лента 12f, расположенная с вентральной стороны, место SL расположения разреза предпочтительно смещено к вентральной стороне. Когда место SL расположения разреза находится в разделяющей части 12d, как проиллюстрировано на фиг.18, может быть получен вариант, проиллюстрированный на фиг.8(b). Когда обеспечивают смещение места SL расположения разреза к дорсальной стороне относительно разделяющей части 12d, как проиллюстрировано на фиг.19, может быть получен вариант, проиллюстрированный на фиг.8(с). Варианты, проиллюстрированные на фиг.8(d)-8(f), могут быть получены при образовании части с перекрытием посредством частичного перекрытия концевых частей внутренних слоев 21, расположенных с одной стороны и с другой стороны в направлении CD, друг с другом и соответствующего изменения места SL расположения разреза и так далее на этапе 301 прикрепления упругих элементов, хотя это не проиллюстрировано на чертежах. Этап 304 пробивки для обрезания расположенного со стороны ног края наружного элемента 12В, расположенного с дорсальной стороны, с криволинейной формой вокруг ног может быть добавлен в случае необходимости после этапа 303 разрезания для образования центрального разреза, как в варианте, проиллюстрированном на чертежах. Этап 304 пробивки может быть выполнен после этапа 301 прикрепления упругих элементов и перед этапом 308 отрезки, но предпочтительно выполнить его перед этапом 306 складывания и более предпочтительно выполнить его перед этапом 305 прикрепления внутреннего элемента.
[0108]
В примере, проиллюстрированном на чертежах, используется способ, в котором одну эластичную ленту комплектуют посредством одного листового материала 12Q и после этого разделяют для образования эластичной ленты 12f, расположенной с вентральной стороны, и эластичной ленты 12b, расположенной с дорсальной стороны. Альтернативно, также может быть использован нижеприведенный способ. То есть, листовой материал для вентральной стороны и листовой материал для задней стороны подают или образуют отдельно, и они по отдельности подвергаются этапу 300 нанесения адгезива и этапу 301 прикрепления упругих элементов для образования внутренних слоев 21 и наружных слоев 22 посредством загибания для образования эластичной ленты 12b, расположенной с дорсальной стороны, и эластичной ленты 12f, расположенной с вентральной стороны, по отдельности. Другие моменты, включая последующие этапы, являются такими же, как в первом варианте осуществления, и, следовательно, их описание опущено.
[0109]
(Третий вариант осуществления)
Как правило, на производственной линии для сборки при одновременном перемещении непрерывного лентообразного листа, такого как нетканый материал, в том случае, когда ширина листа (длина в направлении CD) увеличена, трудно скорректировать его положение в направлении MD на всей протяженности в направлении CD. Следовательно, когда ширина внутренних слоев 21 и наружных слоев 22, подлежащих перемещению, (длина в направлении CD) является большой, трудно скорректировать места расположения адгезива 71 на внутренних слоях 21 в направлении MD и места расположения адгезива 71 на наружных слоях 22 в направлении MD на всей протяженности в направлении CD. Нижеследующее также представляет собой один предпочтительный вариант для решения данной проблемы. То есть, как проиллюстрировано на фиг.20, обеспечивают совпадение друг с другом мест расположения адгезива 71 на внутренних слоях 21 в направлении MD и мест расположения адгезива 71 на наружных слоях 22 в направлении MD за счет выполнения этапа 310 разделения, на котором разделяют внутренние слои 21 (возможно, наружные слои 22) на множество частей в местах, промежуточных в направлении CD, посредством устройства для продольной резки, и по отдельности корректируют места расположения данных разделенных частей в направлении MD перед скреплением внутренних слоев 21 и наружных слоев 22 друг с другом. После этого внутренние слои 21 и наружные слои 22 скрепляют друг с другом. При разделении любых одних из внутренних слоев 21 и наружных слоев 22 для уменьшения их ширины перед скреплением внутренних слоев 21 и наружных слоев 22 друг с другом, как описано выше, регулирование/корректировка положения для обеспечения совпадения мест расположения адгезива 71 на внутренних слоях 21 в направлении MD и мест расположения адгезива 71 на наружных слоях 22 в направлении MD может быть выполнено (-а) легко, в результате чего предотвращается возникновение отклонений от заданного положения. В примере, проиллюстрированном на чертеже, данный способ регулирования/корректировки положения применяется при образовании эластичной ленты 12b, расположенной с дорсальной стороны и имеющей большую ширину в направлении CD. Вместо этого или в дополнение к этому данный способ регулирования/корректировки положения также может быть применен при образовании эластичной ленты 12f, расположенной с вентральной стороны. Кроме того, данный способ регулирования/корректировки положения также может быть применен для вышеупомянутого второго варианта осуществления.
[0110]
(Четвертый вариант осуществления)
В случае образования растягивающихся зон посредством этапа 302 разрезания упругих элементов для изготовления одноразового подгузника типа трусов, в котором количество адгезива 71 в вышеуказанных нерастягивающихся зонах NA уменьшено, нижеследующее также представляет собой один предпочтительный вариант. То есть, как проиллюстрировано на фиг.23, на этапе 300 нанесения адгезива адгезив 71 наносят как на наружные поверхности внутренних слоев 21, так и на внутренние поверхности наружных слоев 22 с одинаковым вертикальным рисунком в полоску, прерывистым в направлении MD, в местах, соответствующих растягивающимся зонам, при одновременном перемещении внутренних слоев 21 и наружных слоев 22 в направлении MD так же, как в первом варианте осуществления, при этом адгезив 71 наносят на любые одни (наружные слои 21 в варианте, подобном проиллюстрированному на чертеже) из наружных поверхностей внутренних слоев 21 и внутренних поверхностей наружных слоев 22 с вертикальным рисунком в полоску, непрерывным от растягивающихся зон, и адгезив 71 адгезив не наносят на другие (внутренние слои 22 в варианте, подобном проиллюстрированному на чертеже) из наружных поверхностей внутреннего слоя 21 и внутренних поверхностей наружного слоя 22 в местах, соответствующих нерастягивающимся зонам NA (другими словами, адгезив 71 не наносят с вертикальным рисунком в полоску на любые одни из внутренних слоев 21 и наружных слоев 22 прерывисто в направлении MD в нерастягивающихся зонах NA). Когда одностороннее нанесение выполняют только в нерастягивающихся зонах NA, как описано выше, могут быть обеспечены уменьшение количества используемого адгезива 71 и повышение гибкости нерастягивающихся зон NA наружного элемента 12.
[0111]
Впоследствии будет достаточно того, что этап 301 прикрепления упругих элементов, этап 302 разрезания упругих элементов, этап 305 прикрепления внутреннего элемента, этап 306 складывания, этап 307 соединения боковых частей и этап 307 отрезки будут выполнены, как в первом варианте осуществления. Фиг.24 иллюстрирует этап 305 прикрепления внутреннего элемента после этапа 302 разрезания упругих элементов, проиллюстрированного на фиг.23.
[0112]
(Пятый вариант осуществления)
В случае образования растягивающихся зон посредством этапа 302 разрезания упругих элементов для изготовления вышеуказанного одноразового подгузника типа трусов, имеющего отличную характеристику предотвращения вытягивания, нижеследующее также представляет собой один предпочтительный вариант. То есть, несмотря на то, что это не проиллюстрировано на чертежах, перед этапом 301 прикрепления упругих элементов адгезив 71 наносят на наружные окружные периферийные поверхности упругих и эластичных элементов 19 в тех зонах упругих и эластичных элементов 19 в направлении MD, которые соответствуют обеим частям растягивающихся зон, концевым в направлении ширины. Следует отметить, что адгезив 71 также может быть нанесен на наружные окружные периферийные поверхности упругих и эластичных элементов 19 в тех зонах упругих и эластичных элементов 19 в направлении MD, которые соответствуют частям, отличным от обеих концевых частей растягивающихся зон, например, нерастягивающимся зонам NA в случае необходимости. Тем не менее, адгезив 71 не наносят на наружные окружные периферийные поверхности упругих и эластичных элементов 19 в зонах в направлении MD, которые соответствуют частям между обеими концевыми частями растягивающихся зон. В качестве способа нанесения адгезива 71 на наружные окружные периферийные поверхности упругих и эластичных элементов 19 может быть использован способ с использованием сопла Sure-Wrap, способ с использованием распылительного устройства с гребенчатой насадкой или тому подобное.
[0113]
(Шестой вариант осуществления)
При изготовлении одноразового подгузника типа трусов, имеющего наружный элемент 12, непрерывный от вентральной стороны до задней стороны и проходящий через промежностную часть, расположенную между ними, как проиллюстрировано на фиг.9, достаточно того, чтобы была образована одна эластичная лента, имеющая ширину в направлении CD, которая соответствует полной длине подгузника, чтобы был добавлен этап пробивки для образования отверстий для ног и чтобы этап 305 прикрепления внутреннего элемента выполнялся без разделения эластичной ленты в месте, промежуточном в направлении CD, в вышеприведенном способе изготовления. Этап пробивки может быть выполнен после этапа 301 прикрепления упругих элементов и перед этапом 308 отрезки, но предпочтительно выполнять его перед этапом 306 складывания и более предпочтительно выполнять его перед этапом 305 прикрепления внутреннего элемента.
[0114]
(Седьмой вариант осуществления)
В варианте, в котором наружный элемент разделен на два, то есть на наружный элемент 12F, расположенный с вентральной стороны, и наружный элемент 12В, расположенный с дорсальной стороны, эластичная лента 12f, расположенная с вентральной стороны и служащая в качестве наружного элемента 12F, расположенного с вентральной стороны, и эластичная лента 12b, расположенная с дорсальной стороны и служащая в качестве наружного элемента 12В, расположенного с дорсальной стороны, могут быть образованы так, как указано ниже. То есть, как и в варианте, проиллюстрированном на фиг.23 и фиг.24, на этапе 300 нанесения адгезива подают один листовой материал 12Q, непрерывный и имеющий форму ленты, который включает в себя части, образующие внутренний слой 21 и наружный слой 22 наружного элемента 12F, расположенного с вентральной стороны, и один листовой материал 12Q, непрерывный и имеющий форму ленты, который включает в себя части, образующие наружный слой 22 и внутренний слой 21 наружного элемента 12В, расположенного с дорсальной стороны. После этого на этапе 301 прикрепления упругих элементов обе стороны (расположенную со стороны промежности часть и расположенную со стороны талии часть) данных листовых материалов 12Q в направлении CD загибают, в результате чего образуются эластичная лента 12f, расположенная с вентральной стороны и служащая в качестве наружного элемента 12F, расположенного с вентральной стороны, и эластичная лента 12b, расположенная с дорсальной стороны и служащая в качестве наружного элемента 12В, расположенного с дорсальной стороны.
[0115]
(Восьмой вариант осуществления)
Настоящее изобретение охватывает нижеследующий вариант. То есть, на этапе 301 прикрепления упругих элементов в каждом из вышеупомянутых вариантов обеспечивают смещение места расположения адгезива 71 на внутреннем слое 21 и места расположения адгезива 71 на наружном слое 22 в направлении CD, и зону с односторонним нанесением образуют с одной стороны зон с двухсторонним нанесением в направлении CD при условии, что образована зона с двухсторонним нанесением. В частности, нижеследующее также представляет собой один предпочтительный вариант. То есть, как и в варианте, проиллюстрированном на фиг.23 и фиг.24, зоны в направлении CD, которые соответствуют местам для нерастягивающихся зон NA, образуют в виде зон с двухсторонним нанесением, поскольку упругие и эластичные элементы могут быть вытянуты, при этом зоны в направлении CD, которые не соответствуют местам для нерастягивающихся зон NA, образуют в виде зон с односторонним нанесением, поскольку упругие и эластичные элементы не вытягиваются даже в том случае, когда они расположены в данных зонах. В варианте, проиллюстрированном на чертежах, места, в которых расположены части упругих и эластичных элементов 17 поясной краевой части, образованы в виде зон с односторонним нанесением. Альтернативно, места, в которых расположены все упругие и эластичные элементы 17 поясных краевых частей, могут быть образованы в виде зон с односторонним нанесением, или места, в которых упругие и эластичные элементы 19 не расположены, могут быть образованы в виде зон с односторонним нанесением. В любом из случаев, в которых только зоны в направлении CD, которые соответствуют местам для нерастягивающихся зон NA, образованы в виде зон с двухсторонним нанесением, зоны с двухсторонним нанесением могут быть сужены в направлении CD. При этом регулирование/корректировка положения для обеспечения совпадения мест расположения адгезива 71 на внутренних слоях 21 в направлении MD и мест расположения адгезива 71 на наружных слоях 22 в направлении MD может быть выполнено (-а) легко, в результате чего уменьшается возникновение отклонения от заданного положения. Данный эффект предотвращения отклонения от заданного положения дополнительно действует тогда, когда эластичную ленту 12f, расположенную с вентральной стороны и служащую в качестве наружного элемента 12F, расположенного с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны и служащую в качестве наружного элемента 12В, расположенного с дорсальной стороны, образуют посредством отдельных листовых материалов, как в варианте, проиллюстрированном на фиг.23 и фиг.24, или тому подобных вариантах.
[0116]
<Эксперимент 1>
Нетканый материал со структурой SSS (с тремя слоями, полученными фильерным способом производства), образованный из полипропиленовых волокон, имеющий тонину 1,6 денье, поверхностную плотность 17 г/м2, толщину 0,2 мм (исходную толщину Т0: толщину под давлением 0,5 г/см2), сопротивление изгибу, составляющее 55 мм в направлении MD (направлении производственной линии для изготовления нетканого материала), сопротивление изгибу, составляющее 28 мм в направлении CD (направлении, ортогональном к направлению MD), был разрезан для подготовки первого листового материала и второго листового материала, имеющих длину в направлении MD, составляющую 180 м, и длину в направлении CD, составляющую 40 мм. Кроме того, резиновая нить с характеристикой 470 дтекс была подготовлена в качестве упругого и эластичного элемента.
Термоплавкий адгезив с шириной 1 мм, непрерывной в направлении CD, нанесли с интервалом 7 мм на поверхность первого листового материала на стороне, обращенной ко второму листовому материалу, в направлении MD. Семь резиновых нитей, которые продолжаются в направлении MD и каждая из которых находится в состоянии, в котором она растянута до степени растяжения, составляющей 270%, были размещены на данной поверхности с интервалом 5 мм в направлении CD. После этого второй листовой материал был размещен на данной поверхности с его выравниванием в направлении MD и в направлении CD относительно первого листового материала. Первый листовой материал, упругие и эластичные элементы и второй листовой материал были размещены на поверхности и сдавлены и скреплены для подготовки образца № 1 растягивающегося листа. Следует отметить, что длина данного образца № 1 в естественном состоянии, определяемая в направлении MD, составляла 67 мм. Кроме того, ширина нанесения термоплавкого адгезива была изменена до 2 мм, 4 мм, 6 мм и 10 мм, и интервал при нанесении термоплавкого адгезива был изменен соответствующим образом до 2 мм, 4 мм, 6 мм, 8 мм и 10 мм. Таким образом, также были подготовлены образцы № 2 - № 13.
Состояние образованных образцов наблюдали и оценивали по шкалам от нуля до четырех.
◎: Складки были образованы очень аккуратно; ○: Складки были образованы аккуратно; Δ: Складки были образованы, но неаккуратно; ×: Образование складок было недостаточным. Результаты оценки были такими, как приведенные в Таблице 1. Следует отметить, что складки были образованы, когда интервал при нанесении термоплавкого адгезива составлял 10 мм, но складки сминались во время сжатия, поскольку они были слишком большими. Складки не образовывались, когда интервал при нанесении составлял 2 мм. Кроме того, когда ширина нанесения термоплавкого адгезива составляла 6 мм и 10 мм, соединенные части листов также стягивались, образуя морщины.
[0117]
[Таблица 1]
◎: Складки были образованы очень аккуратно.
○: Складки были образованы аккуратно.
Δ: Складки были образованы, но неаккуратно.
×: Образование складок было недостаточным.
[0118]
Из результатов можно видеть, что желательные результаты могут быть получены, когда ширина нанесения термоплавкого адгезива (в частности, определяемый в направлении ширины размер соединенной части листов) составляет 0,5-4 мм и интервал при нанесении термоплавкого адгезива (в частности, расстояние между соседними соединенными частями листов) составляет 4-8 мм.
[0119]
<Эксперимент 2>
Образец № 14 растягивающегося листа был подготовлен аналогично Эксперименту 1 (однако ширина нанесения термоплавкого адгезива составляла 2 мм, и интервал при нанесении составлял 6 мм).
Образец № 15 был подготовлен аналогично образцу № 14 за исключением того, что направление, в котором продолжался термоплавкий адгезив, представляло собой направление MD первого листового материала и второго листового материала, и направление резиновых нитей представляло собой направление CD первого листового материала и второго листового материала.
После этого для образцов № 14 и № 15 с длиной в естественном состоянии посредством выравнивания центра прижимной пластины, которая будет описана ниже, относительно положения вершины складок для складок в пяти местах были определены характеристики при сжатии (жесткость LC при сжатии, энергия WC сжатия, упругость RC при сжатии, исходная толщина Т0, толщина ТМ при максимальной нагрузке), и были рассчитаны средние значения. Следует отметить, что жесткость LC при сжатии показывает, что сжатие является жестким при приближении данной величины к 1. Энергия WC сжатия показывает, что чем больше данная величина, тем легче был сжат образец. Упругость RC при сжатии показывает то, что чем ближе данная величина к 100, тем лучше способность к восстановлению после сжатия. Исходная толщина Т0, жесткость LC при сжатии, энергия WC сжатия и упругость RC при сжатии были определены посредством использования автоматизированного устройства KES-FB3-AUTO-A для испытаний на сжатие на основе KES (Kawabata's Evaluation System - Система Кавабата для оценки показателей свойств тканей). Измерения происходили в течение времени от того момента, когда образец был сжат между стальными прижимными пластинами, имеющими круглую плоскость с площадью сжатия, составляющей 2 см2, под нагрузкой от 0 гс/см2 до максимальной сжимающей нагрузки 50 гс/см2, до возвращения образца в исходное состояние. Исходная толщина Т0 представляет собой толщину образца при давлении 0,5 гс/см2. Жесткость LC при сжатии характеризует линейность смещения при сжатии, и образец, у которого нагрузка и смещение (уменьшение толщины вследствие сжатия) являются пропорциональными, имеет большое значение данной величины. Энергия WC сжатия характеризует объем работы при сжатии, и чем больше числовое значение, тем лучше полнота и жесткость. Упругость при сжатии характеризует упругость при сжатии. Кроме того, чем больше значение, тем меньше гистерезис.
[0120]
[Таблица 2]
[0121]
Кроме того, данные образцы № 14 и № 15 в состоянии, в котором они были растянуты в 1,65 раза в направлении MD (предполагается, что это состояние, в котором носят подгузник), были сфотографированы под микроскопом с боковых сторон (при 30-кратном увеличении). На основе результатов, полученных из фотографий, наблюдаемые высота 80Y и ширина 80X складок образца были определены для каждой складки 80 для расчета средних значений. Фиг.21 иллюстрирует фотографии, и таблица 3 показывает высоту и ширину складок. При фотографической съемке микроскопом был использован цифровой микроскоп VHX-1000 производства компании KEYENCE.
[0122]
[Таблица 3]
[0123]
Из данных результатов можно видеть, что в том случае, когда сопротивление нетканого материала изгибу в направлении ширины задано более высоким, чем сопротивление нетканого материала изгибу в направлении, ортогональном к направлению ширины, складки не только легко выпучиваются с округлой формой и имеют значительную упругость при сжатии в направлении толщины, но также не опускаются легко и при этом обладают мягкостью на ощупь.
[0124]
<Эксперимент 3>
Были подготовлены такие же первый листовой материал, упругие и эластичные элементы и второй листовой материал, как в Эксперименте 1, а также различные типы термоплавких адгезивов, которые различаются по вязкости расплава и начальной липкости петли. В оборудовании, аналогичном оборудованию, проиллюстрированному на фиг.13, испытание на адгезию было выполнено при линейной скорости 187 м/мин для оценки показателя стабильности работы, такого как тягучесть термоплавких адгезивов или тому подобное, при следующих двух оценках:
○: Не наблюдалось никакой тягучести/волокнистости, и скрепление выполнялось стабильно.
×: Наблюдалась тягучесть/волокнистость, точность ширины нанесения была недостаточной, и имела место проблема с точки зрения стабильности работы.
[0125]
[Таблица 4]
[0126]
Из результатов можно видеть, что желательные результаты могут быть получены, если используется термоплавкий адгезив, имеющий вязкость расплава, составляющую 10000 мПа⋅с или менее при температуре 140°С, и вязкость расплава, составляющую 5000 мПа⋅с или менее при температуре 160°С, и начальную липкость петли, составляющую 2000 г/25 мм или более.
[0127]
<Описания терминов, используемых в данном документе>
Если в данном документе не указано иное, термины, используемые в данном документе, имеют значения, описанные ниже.
Степень растяжения относится к величине относительно 100%, отображающих длину в естественном состоянии.
[0129]
(Поверхностная плотность)
Поверхностную плотность определяют, как описано ниже. Образец или испытательный образец предварительно высушивают и оставляют выстаиваться в испытательной лаборатории или испытательном устройстве в стандартном состоянии (температура в месте испытания должна составлять 20±5°С и относительная влажность в месте испытания должна составлять 65% или менее) до достижения постоянной массы. Предварительная сушка относится к доведению образца или испытательного образца до постоянной массы в среде с относительной влажностью от 10 до 25% и температурой, не превышающей 50°С. Предварительная сушка не нужна для волокон с со стандартной влажностью в процентах от веса абсолютно сухого материала, составляющей 0,0%. Из испытательного образца с постоянной массой вырезают образец с размерами 200 мм × 250 мм (±2 мм) посредством использования пластины для определения поверхностной плотности (200 мм × 250 мм±2 мм). Массу образца измеряют, и измеренную величину умножают на 20 для определения массы на квадратный метр в качестве поверхностной плотности.
[0130]
(Толщина)
Толщину измеряют автоматически автоматизированным толщиномером (KES-G5 с доступной программой измерения сжатия) при условиях, что нагрузка составляет 10 гс/см2 и площадь приложения давления составляет 2 см2.
[0131]
(Условия при измерении)
Если отсутствует описание окружающих условий при испытании или измерениях, испытания или измерения должны быть проведены в испытательной лаборатории или в устройстве при нормальном состоянии (в месте испытания температура должна составлять 20±5°С и относительная влажность должна составлять 60% или менее).
Промышленная применимость
[0132]
Вышеприведенные примеры подходят для одноразовых подгузников типа трусов, но способ получения растягивающейся структуры в вышеуказанных растягивающихся зонах также может быть применен для растягивающихся частей других впитывающих изделий, таких как поясная часть и трехмерные сборки одноразового подгузника, скрепляемого лентами (вышеупомянутые внутренний слой 21 и наружный слой 22 соответствуют соответственно первому слою и второму слою в способе получения растягивающейся структуры впитывающего изделия в соответствии с изобретением).
Перечень ссылочных позиций
[0133]
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2015 |
|
RU2671060C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2661391C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВОГО ПОДГУЗНИКА ТИПА ТРУСОВ И ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ, ВЫПОЛНЕННЫЙ С ВОЗМОЖНОСТЬЮ ЕГО ИЗГОТОВЛЕНИЯ ПОСРЕДСТВОМ УКАЗАННОГО СПОСОБА ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2677993C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2730719C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2723828C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2015 |
|
RU2673651C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК-ТРУСЫ | 2018 |
|
RU2759980C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2731745C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2737305C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2015 |
|
RU2707449C2 |
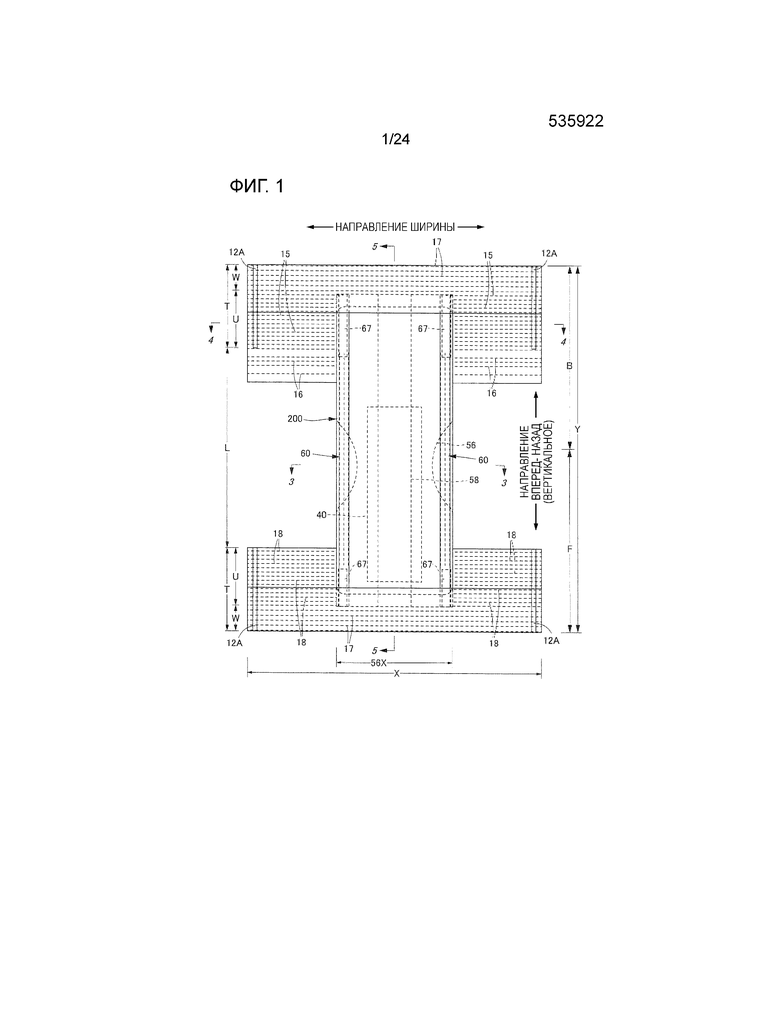
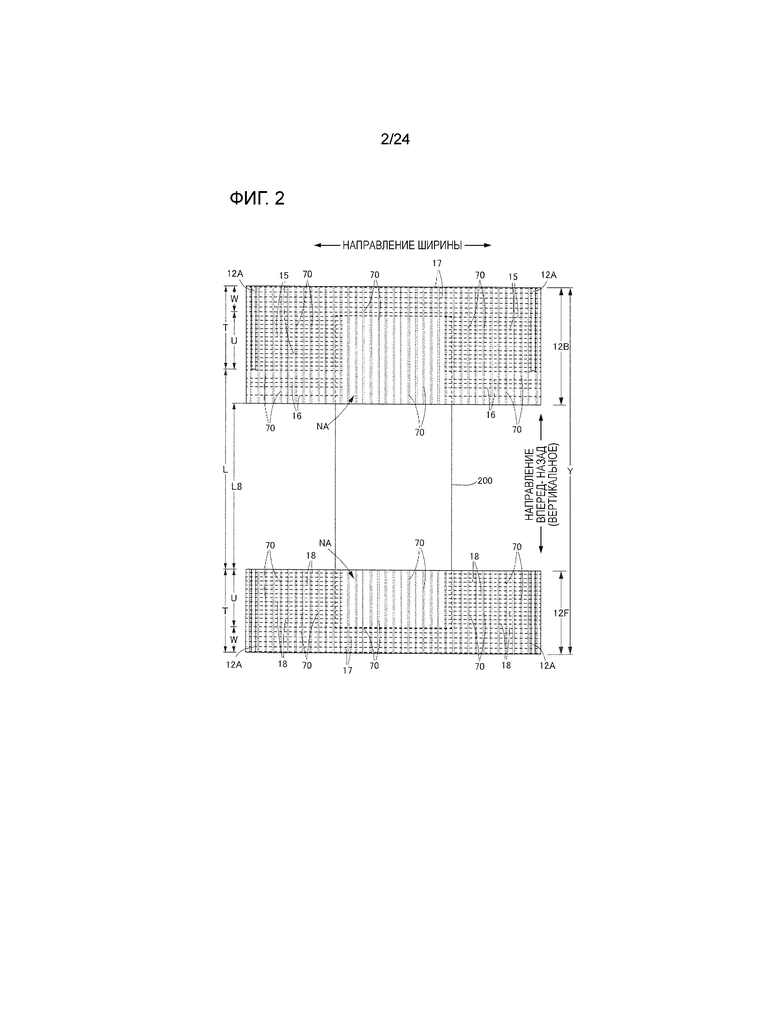
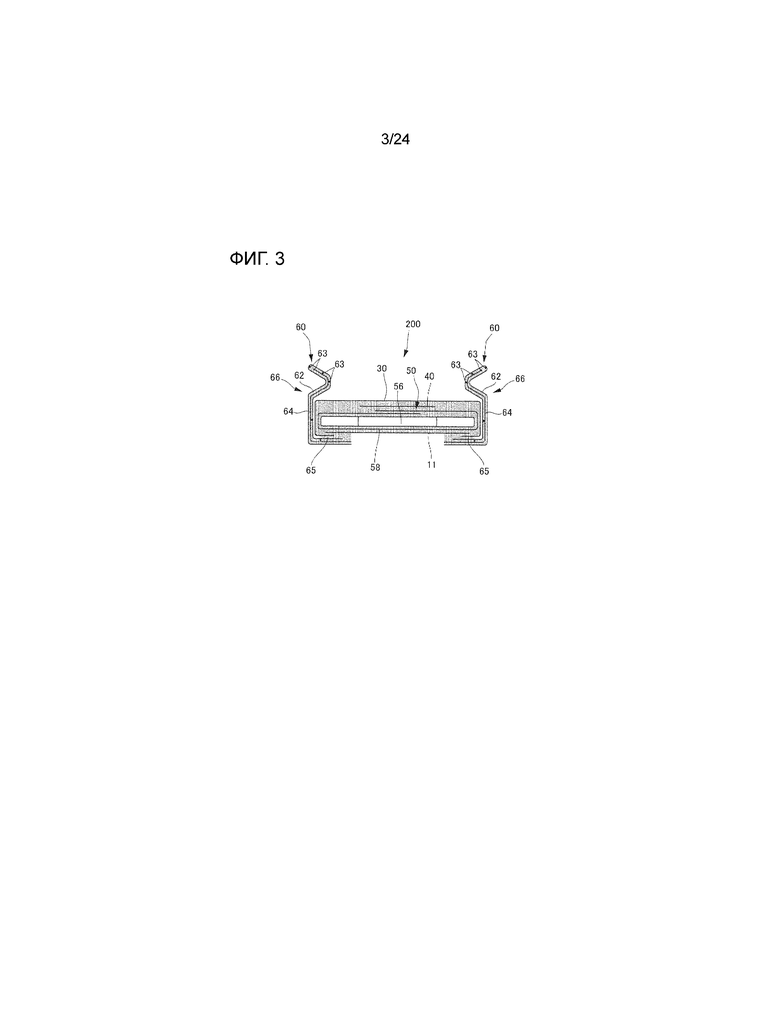

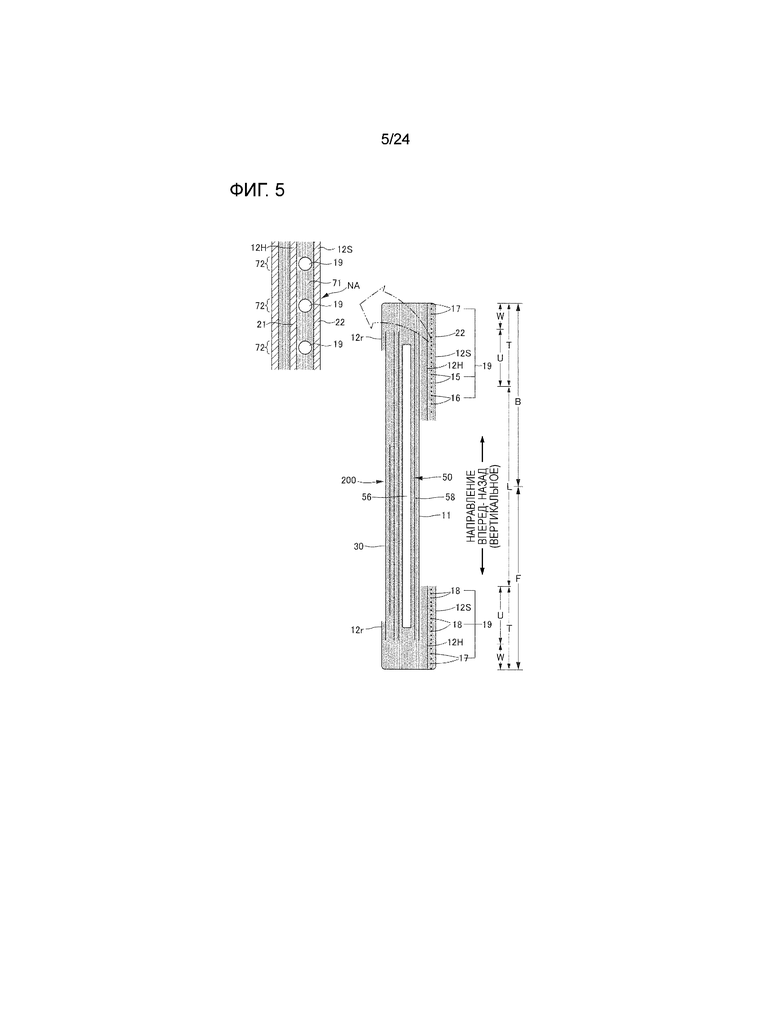
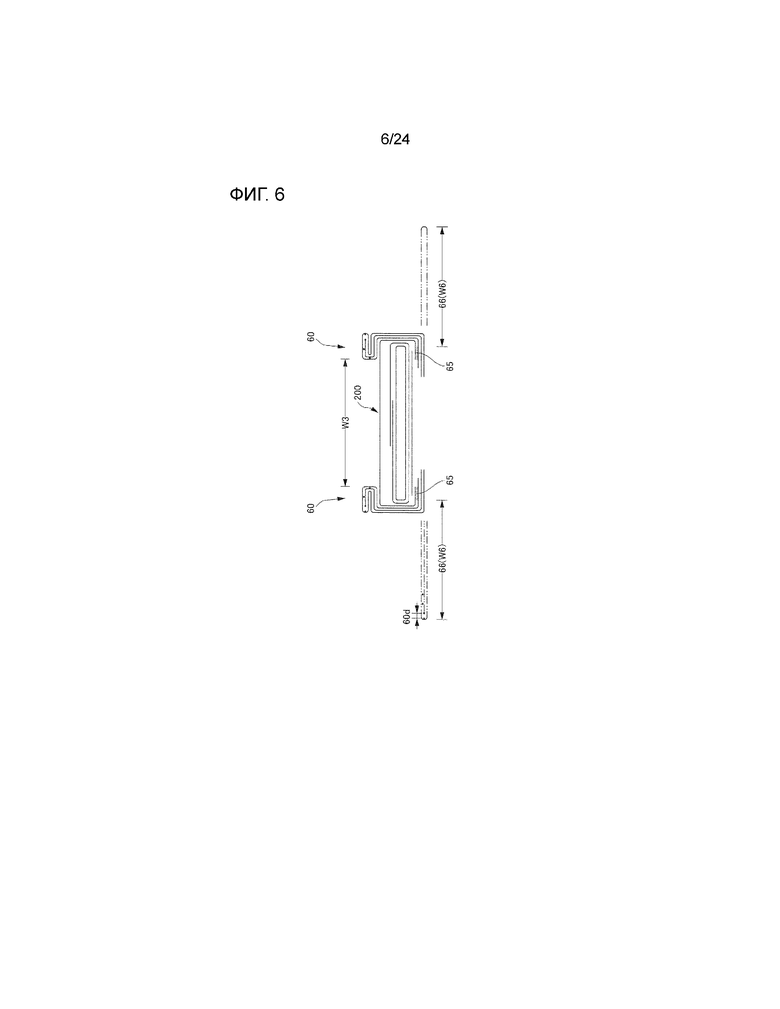
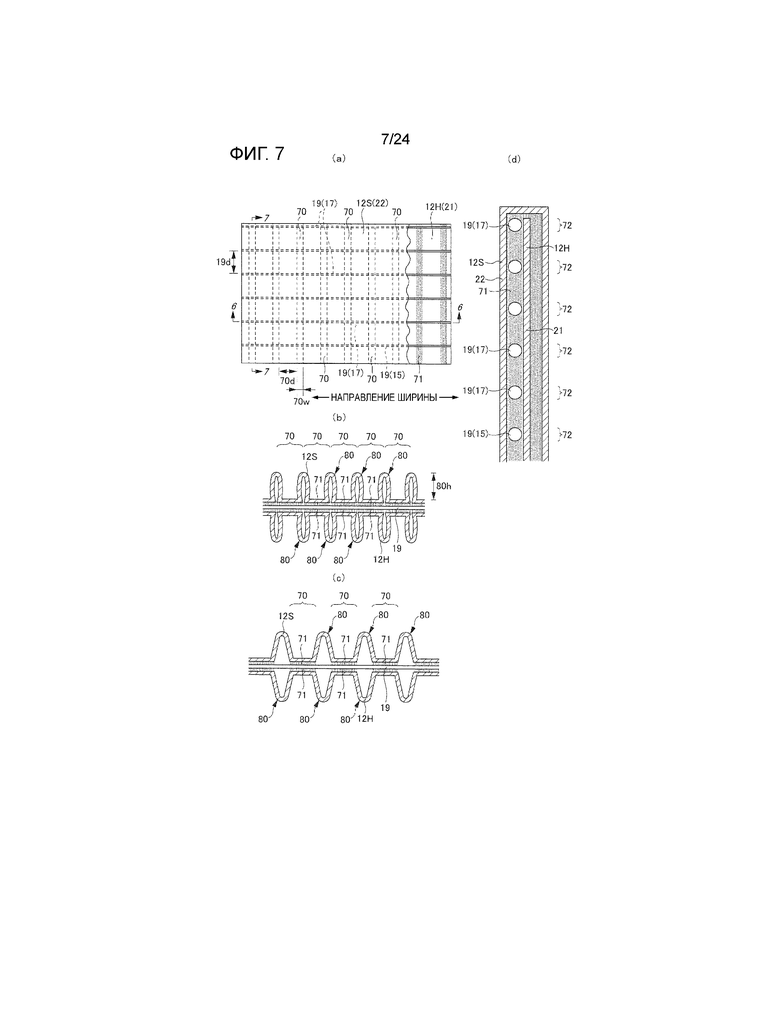


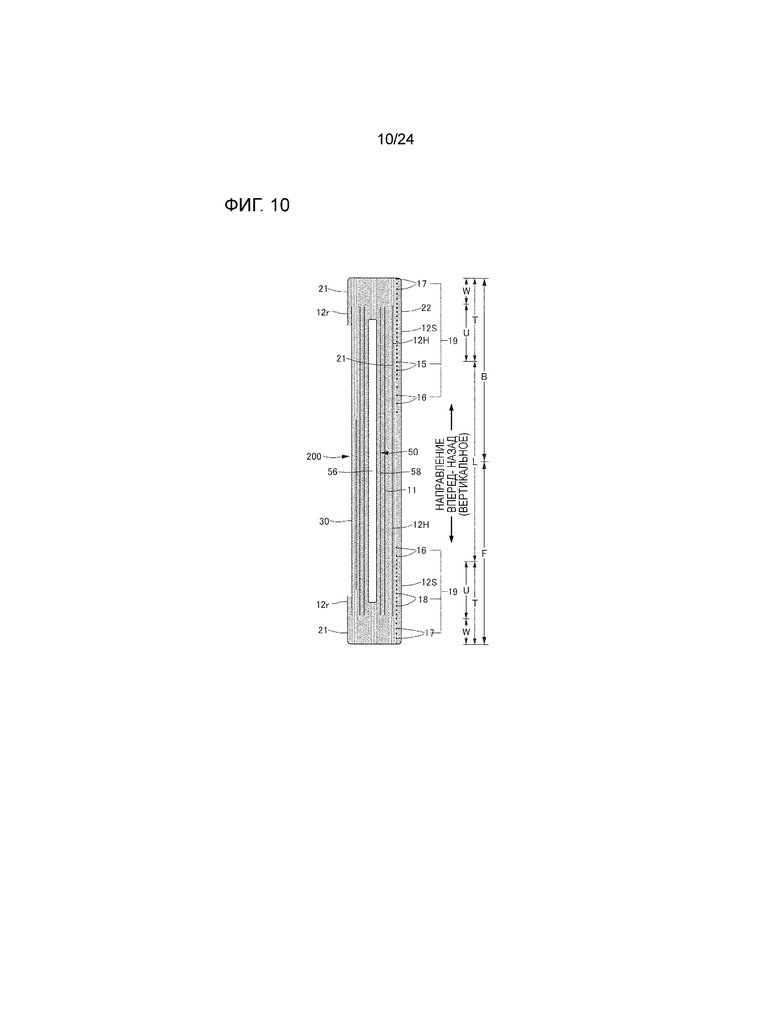
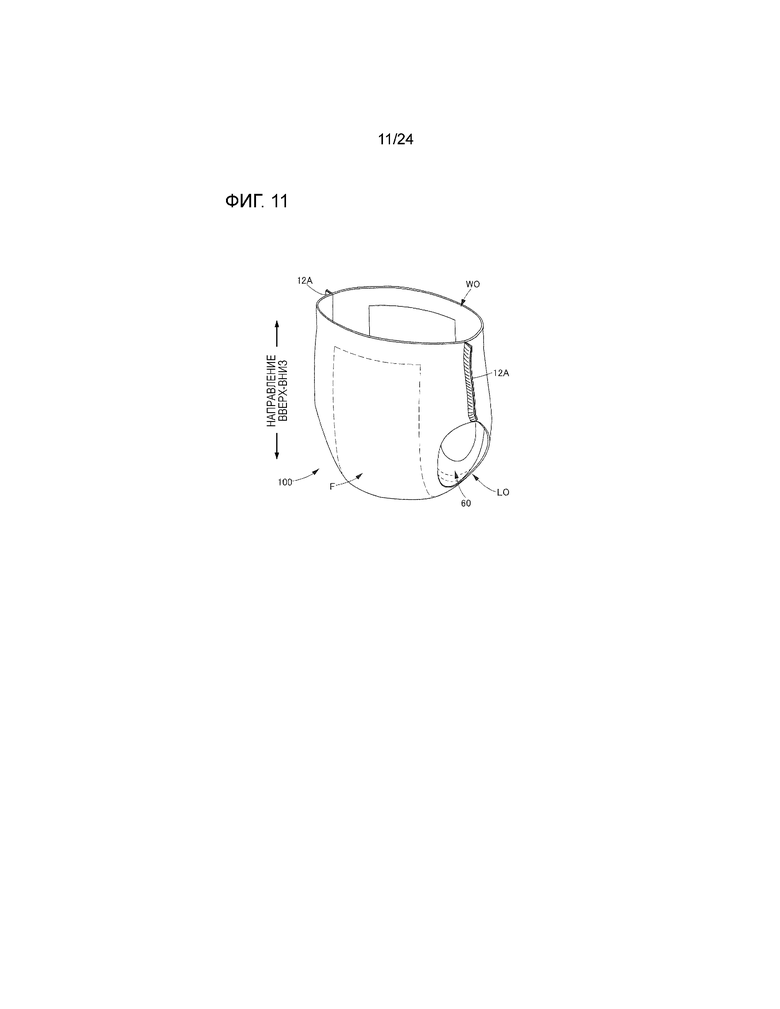
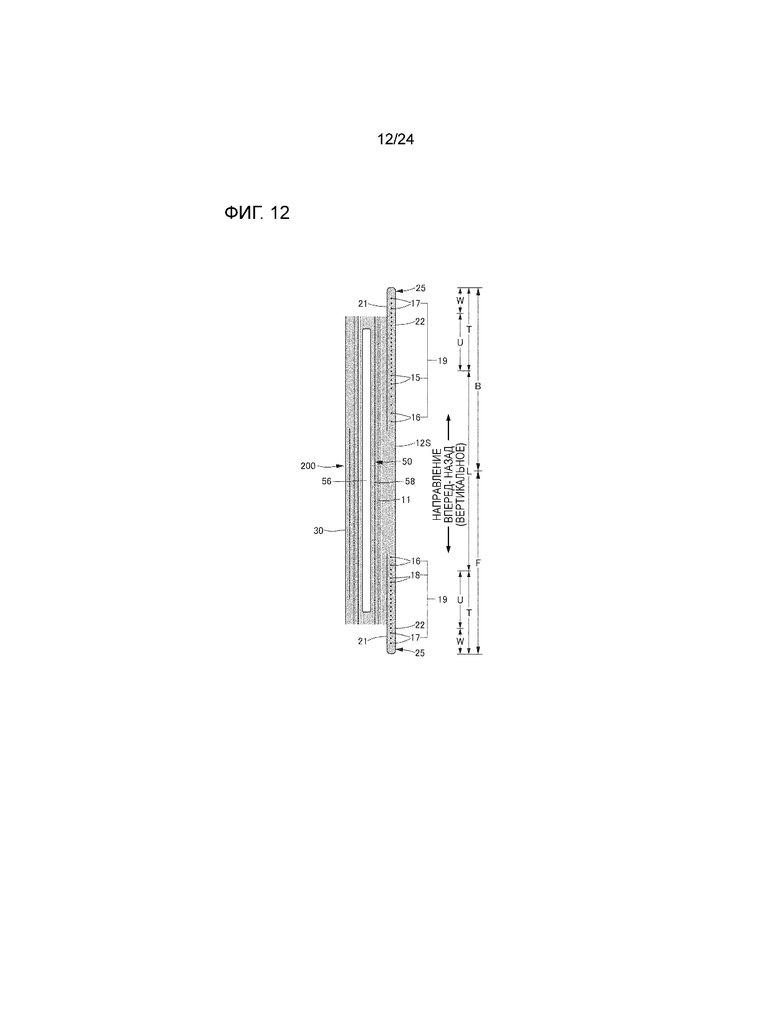
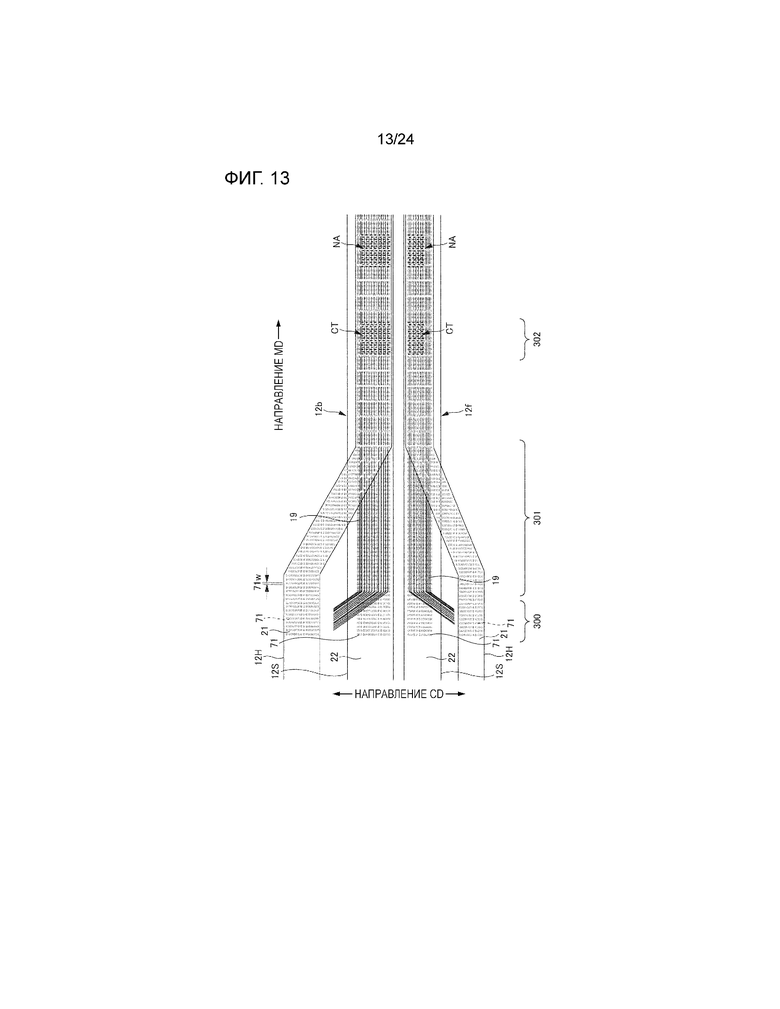
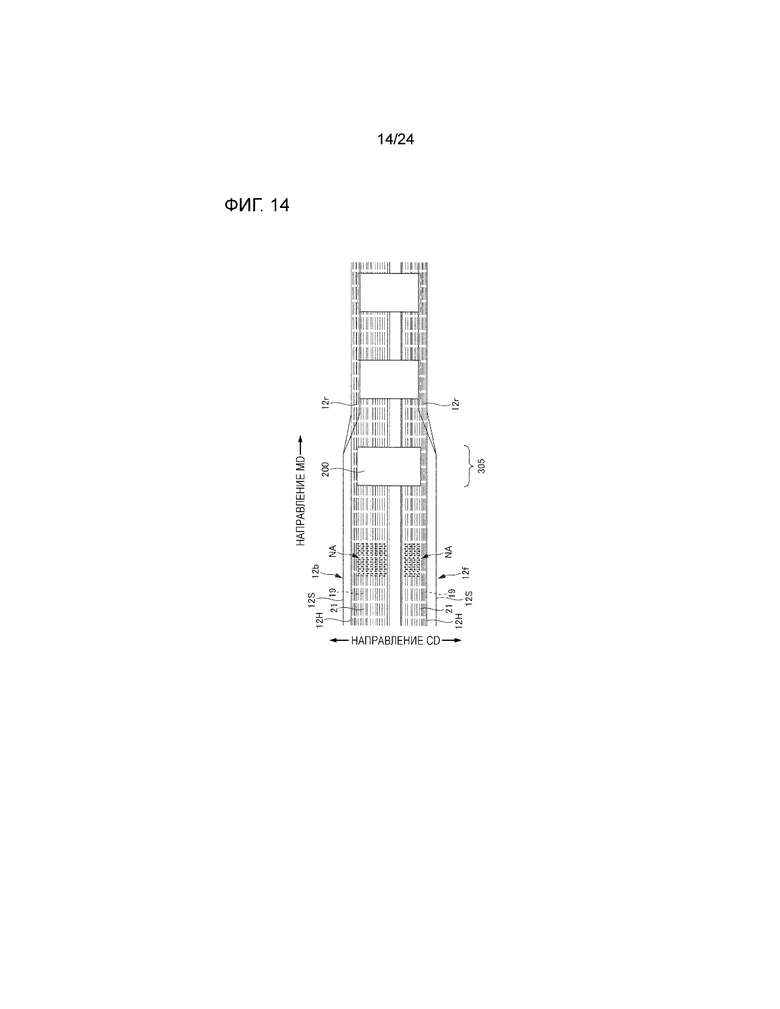
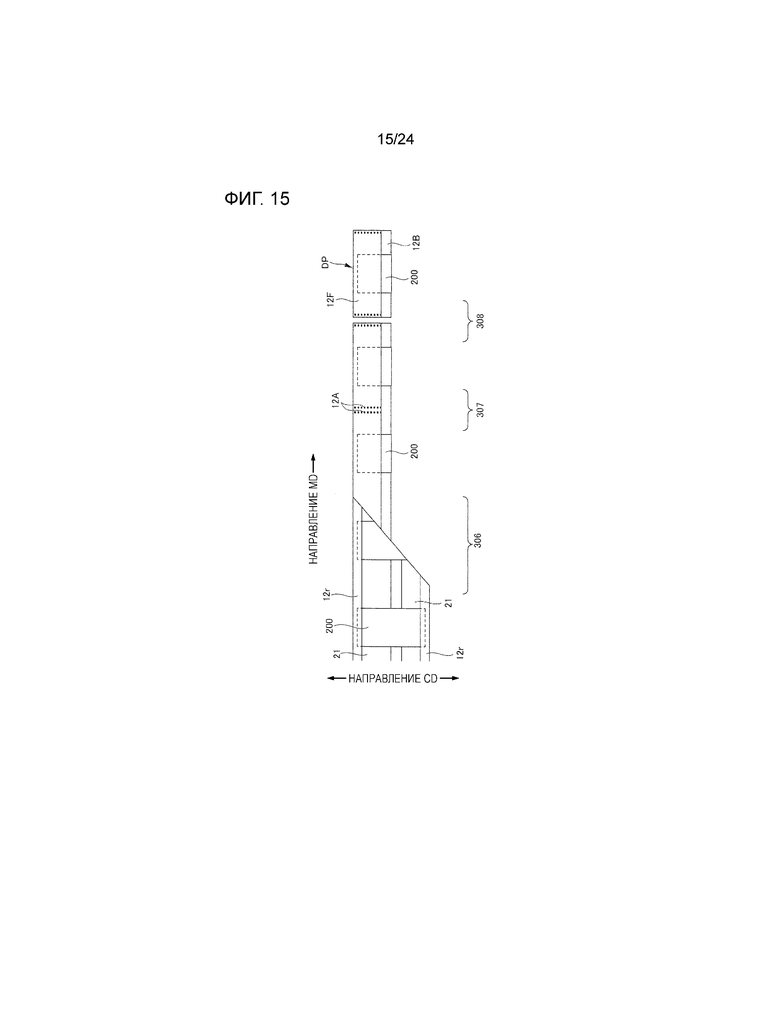
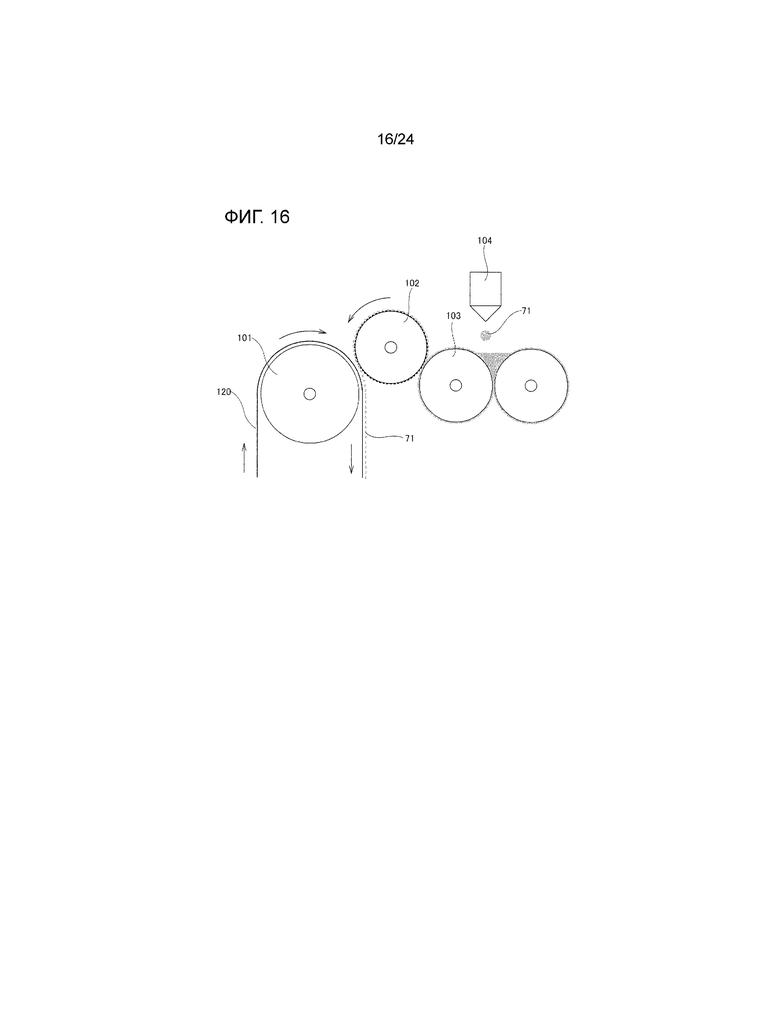
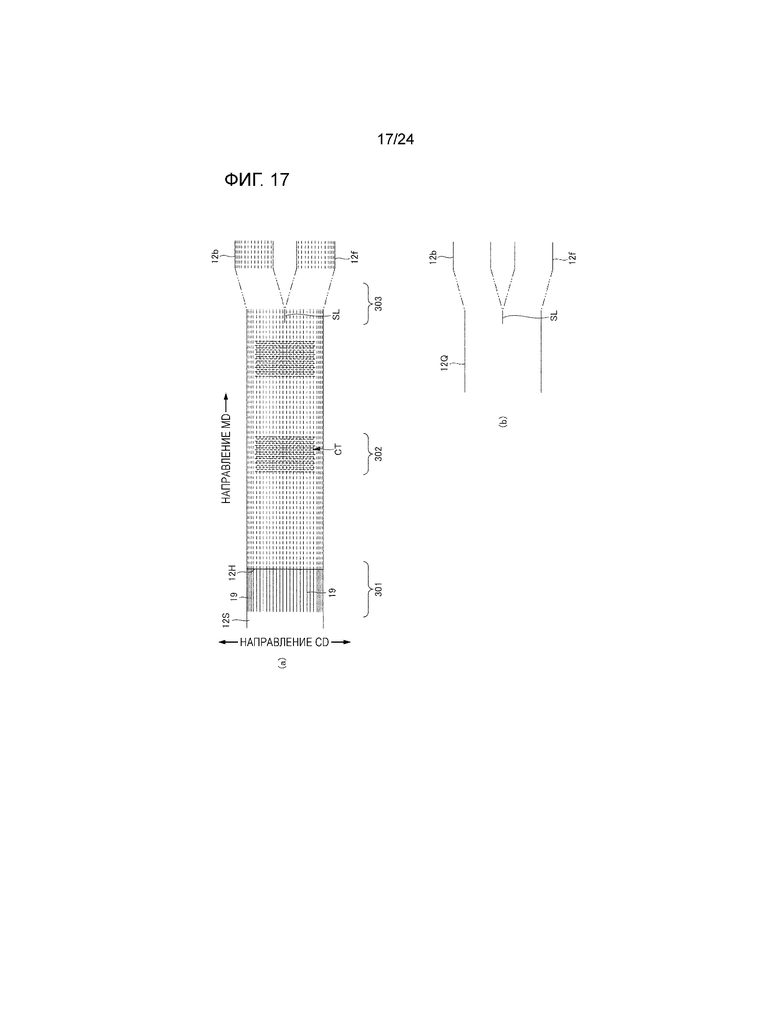
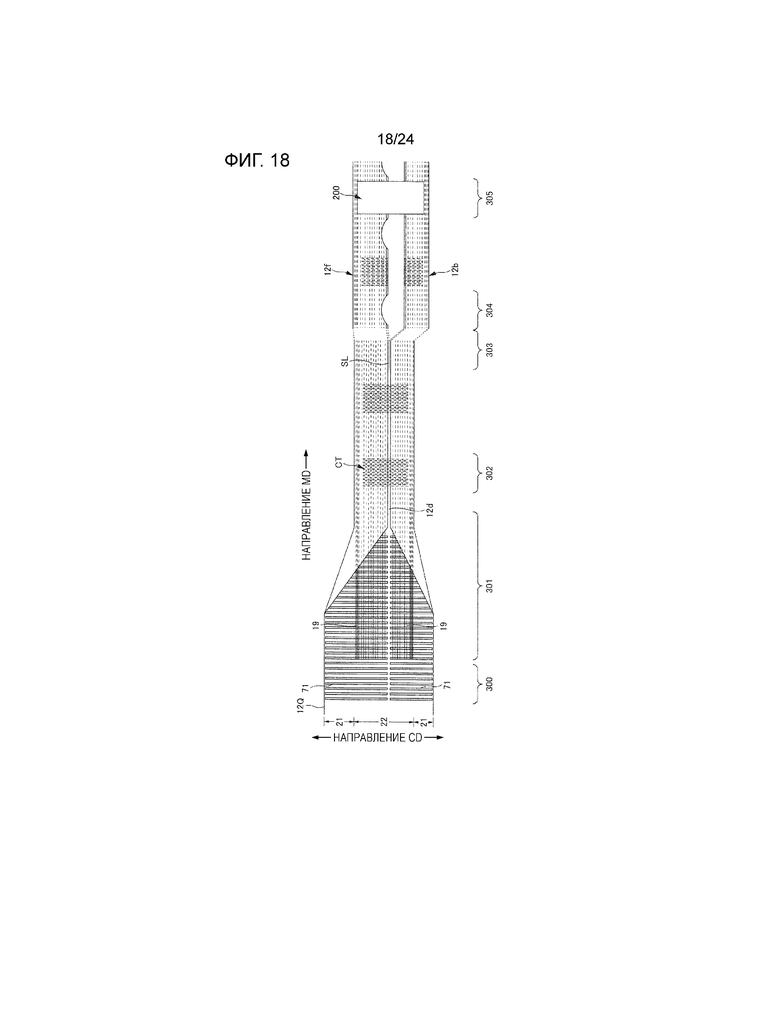
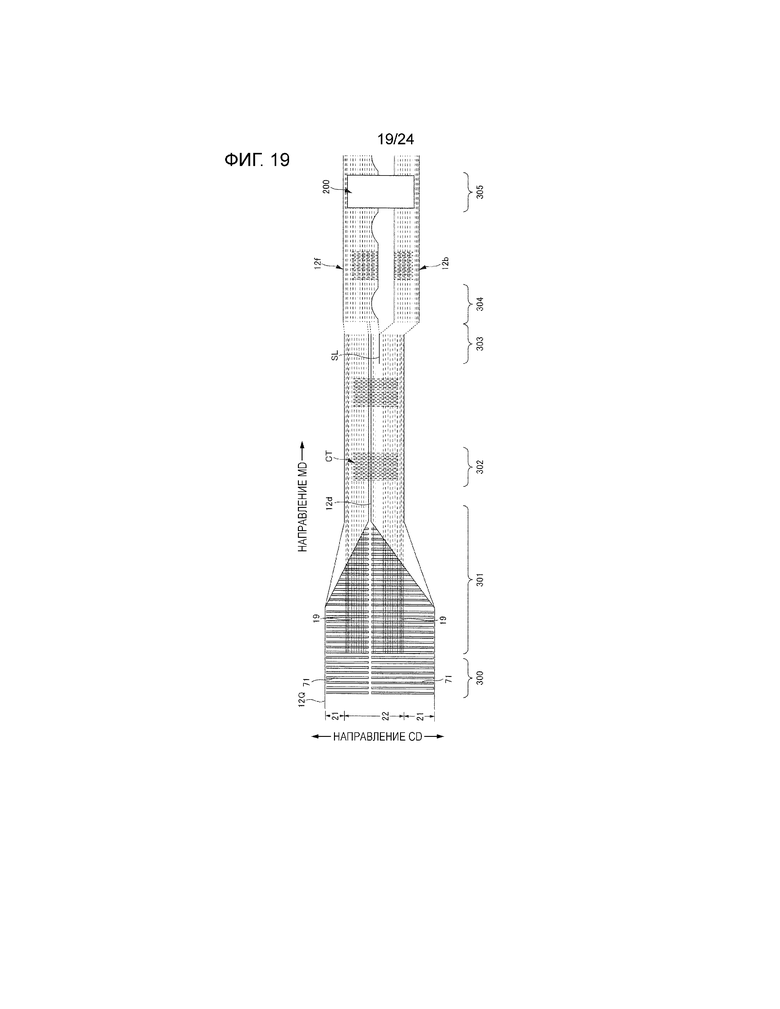
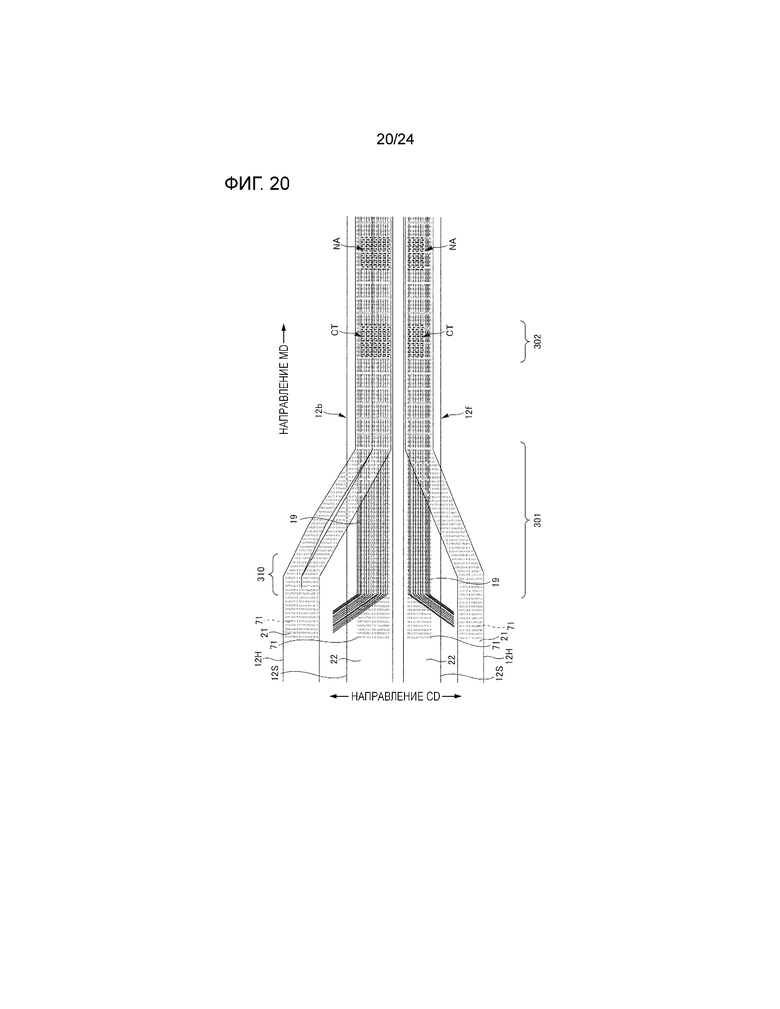


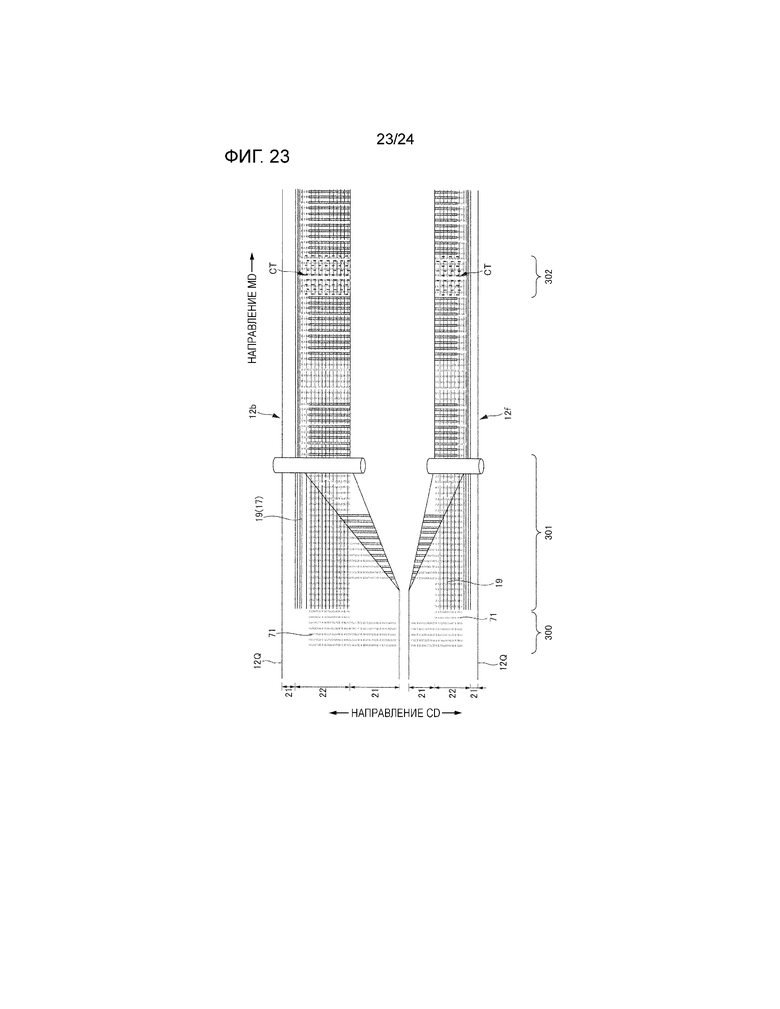
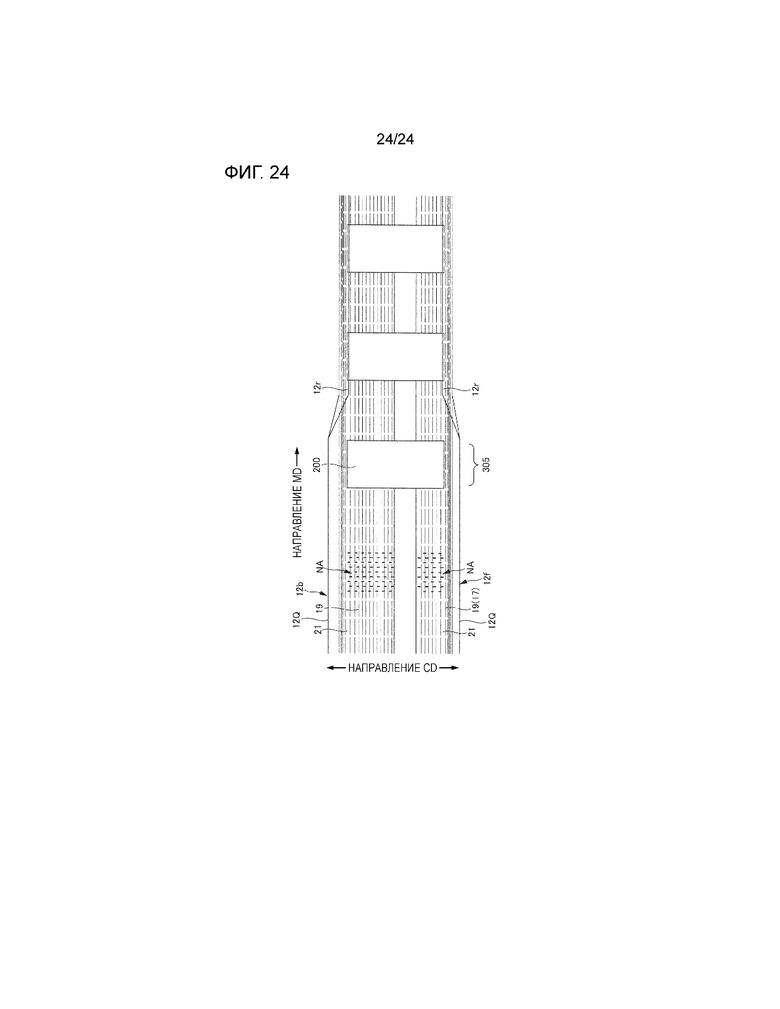
В соответствии с настоящим изобретением разработан одноразовый подгузник типа трусов, который имеет складки, образованные в наружном элементе, которые проходят вертикально и прямо, имеет отличные внешний вид и воздухопроницаемость и имеет отличную характеристику предотвращения вытягивания упругого и эластичного элемента. Вышеупомянутая задача решается посредством способа изготовления одноразового подгузника типа трусов, включающего при образовании растягивающихся зон нанесение адгезива (71) как на наружную поверхность внутреннего слоя (21), так и на внутреннюю поверхность наружного слоя (22) с одинаковым вертикальным рисунком в полоску, прерывистым в направлении MD, при одновременном перемещении внутреннего слоя (21) и наружного слоя (22) и последующее прикрепление упругих и эластичных элементов (19) к внутреннему слою (21) и наружному слою (22) за счет скрепления внутреннего слоя (21) и наружного слоя (22) друг с другом так, что обеспечивается совпадение друг с другом места расположения адгезива (71) на внутреннем слое (21) в направлении MD и места расположения адгезива (71) на наружном слое (22) в направлении MD, и зажима упругих и эластичных элементов (19) между внутренним слоем (21) и наружным слоем (22) непрерывно вдоль направления MD. 3 н. и 5 з.п. ф-лы, 4 табл., 24 ил.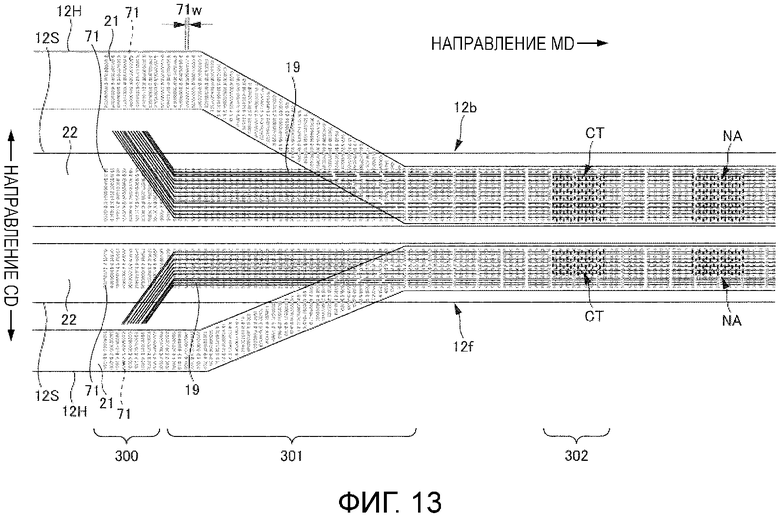
1. Способ получения растягивающейся структуры впитывающего изделия,
при этом растягивающаяся структура включает в себя множество удлиненных упругих и эластичных элементов, расположенных с интервалами между ними, вдоль направления растягивания, и первый слой, и второй слой, обращенные соответственно к одной стороне и другой стороне упругих и эластичных элементов, при этом
первый слой и второй слой соединены вместе посредством адгезива, нанесенного с образованием рисунка в полоску, прерывистого в направлении растягивания, чтобы образовать части соединения листов,
упругие и эластичные элементы прикреплены к первому слою и второму слою посредством адгезива в местах, перекрещивающихся с частями соединения листов,
и первый слой, и второй слой сжимаются при сжатии упругих и эластичных элементов, при этом части первого слоя и второго слоя, расположенные между частями соединения листов, выпучиваются в направлениях, противоположных друг другу, для образования складок, при этом способ включает:
нанесение адгезива как на наружную поверхность первого слоя, так и на внутреннюю поверхность второго слоя с образованием того же рисунка в полоску, прерывистого в направлении MD, при перемещении первого слоя и второго слоя в направлении MD и последующее прикрепление упругих и эластичных элементов к первому слою и второму слою за счет скрепления первого слоя и второго слоя друг с другом так, что обеспечивается совпадение друг с другом места расположения адгезива на первом слое в направлении MD и места расположения адгезива на втором слое в направлении MD, и расположение упругих и эластичных элементов между первым слоем и вторым слоем непрерывно вдоль направления MD, при этом обеспечивают совпадение друг с другом места расположения адгезива на первом слое в направлении MD и места расположения адгезива на втором слое в направлении MD посредством разделения, по меньшей мере, любого одного из первого слоя и второго слоя на множество частей в местах, промежуточных в направлении CD, и корректировки по отдельности положений данных разделенных частей в направлении MD перед скреплением первого слоя и второго слоя друг с другом.
2. Способ получения растягивающейся структуры впитывающего изделия по п.1, в котором
первый слой и второй слой представляют собой расположенную с одной стороны часть и расположенную с другой стороны часть одного непрерывного лентообразного листового материала, который перемещают в направлении MD, относительно места, промежуточного в направлении CD, и
адгезив наносят как на наружную поверхность первого слоя, так и на внутреннюю поверхность второго слоя с рисунком в полоску так, что места расположения адгезива в направлении MD являются одинаковыми, и после этого упругие и эластичные элементы прикрепляют к первому слою и второму слою посредством адгезива путем загибания листового материала в направлении CD для скрепления первого слоя и второго слоя друг с другом и расположения упругих и эластичных элементов между первым слоем и вторым слоем.
3. Способ изготовления одноразового подгузника типа трусов,
при этом одноразовый подгузник типа трусов включает в себя наружный элемент, образующий переднюю панель и заднюю панель, и внутренний элемент, имеющий впитывающий компонент и прикрепленный к внутренней поверхности наружного элемента, при этом
обе боковые части наружного элемента в передней панели и обе боковые части наружного элемента в задней панели соединены вместе для образования боковых швов, в результате чего образованы отверстие для талии и два отверстия для правой и левой ног, причем
наружный элемент, по меньшей мере, в одной из передней и задней панелей включает в себя удлиненный упругий и эластичный элемент вдоль направления ширины, внутренний слой и наружный слой, обращенные соответственно к внутренней стороне и наружной стороне упругого и эластичного элемента, и части соединения листов, образованные путем соединения внутреннего слоя и наружного слоя вместе посредством адгезива, нанесенного с образованием вертикального рисунка в полоску, прерывистого в направлении ширины, и имеет растягивающиеся зоны, в которых упругий и эластичный элемент зафиксирован между внутренним слоем и наружным слоем посредством адгезива на участках, перекрещивающихся с частями соединения листов, в состоянии, в котором упругий и эластичный элемент растянут в направлении ширины, и
в растягивающихся зонах внутренний слой и наружный слой сжимаются при сжатии упругого и эластичного элемента, так что части внутреннего слоя и наружного слоя, которые расположены между частями соединения листов, выпучиваются в направлениях, противоположных друг другу, для образования складок, при этом способ включает:
при образовании растягивающихся зон нанесение адгезива как на наружную поверхность внутреннего слоя, так и на внутреннюю поверхность наружного слоя с образованием одинакового вертикального рисунка в полоску, прерывистого в направлении MD, при перемещении внутреннего слоя и наружного слоя в направлении MD и последующее прикрепление упругого и эластичного элемента к внутреннему слою и наружному слою посредством адгезива за счет скрепления внутреннего слоя и наружного слоя друг с другом так, что обеспечивается совпадение друг с другом места расположения адгезива на внутреннем слое в направлении MD и места расположения адгезива на наружном слое в направлении MD, и расположение упругого и эластичного элемента между внутренним слоем и наружным слоем непрерывно вдоль направления MD, при этом обеспечивают совпадение друг с другом места расположения адгезива на первом слое в направлении MD и места расположения адгезива на втором слое в направлении MD посредством разделения, по меньшей мере, любого одного из первого слоя и второго слоя на множество частей в местах, промежуточных в направлении CD, и корректировки по отдельности положений данных разделенных частей в направлении MD перед скреплением первого слоя и второго слоя друг с другом.
4. Способ изготовления одноразового подгузника типа трусов по п.3, в котором
одноразовый подгузник типа трусов имеет нерастягивающуюся зону, образованную в зоне для закрепления внутреннего элемента на наружном элементе, при этом растягивающиеся зоны предусмотрены в соответствующих местах между нерастягивающейся зоной и боковыми швами с обеих сторон в направлении ширины, причем внутренний слой и наружный слой являются непрерывными от растягивающейся зоны с одной стороны в направлении ширины до растягивающейся зоны с другой стороны посредством нерастягивающейся зоны, расположенной между растягивающимися зонами,
при образовании растягивающихся зон и нерастягивающейся зоны адгезив наносят как на наружную поверхность внутреннего слоя, так и на внутреннюю поверхность наружного слоя с одинаковым вертикальным рисунком в полоску, прерывистым в направлении MD, в местах, соответствующих растягивающимся зонам, при одновременном перемещении внутреннего слоя и наружного слоя в направлении MD, при этом адгезив наносят на любую одну из наружной поверхности внутреннего слоя и внутренней поверхности наружного слоя с вертикальным рисунком в полоску, непрерывным от растягивающихся зон, при этом адгезив не наносят на другую из наружной поверхности внутреннего слоя и внутренней поверхности наружного слоя с вертикальным рисунком в полоску в месте, соответствующем нерастягивающейся зоне, и после этого
упругий и эластичный элемент прикрепляют к внутреннему слою и наружному слою посредством адгезива за счет скрепления внутреннего слоя и наружного слоя друг с другом так, что обеспечивается совпадение друг с другом места расположения адгезива на внутреннем слое в направлении MD и места расположения адгезива на наружном слое в направлении MD в местах, соответствующих растягивающимся зонам, и расположения упругого и эластичного элемента между внутренним слоем и наружным слоем непрерывно вдоль направления MD, и после этого
упругий и эластичный элемент только в месте, соответствующем нерастягивающейся зоне, разрезают на мелкие части в направлении MD.
5. Способ изготовления одноразового подгузника типа трусов по п.4, в котором перед расположением упругого и эластичного элемента между внутренним слоем и наружным слоем непрерывно вдоль направления MD адгезив наносят на наружную окружную периферийную поверхность упругого и эластичного элемента в зонах упругого и эластичного элемента в направлении MD, которые соответствуют обеим частям растягивающихся зон, концевым в направлении ширины.
6. Одноразовый подгузник типа трусов, изготавливаемый согласно способу по пп. 3-5, содержащий наружный элемент, образующий переднюю панель и заднюю панель, и внутренний элемент, имеющий впитывающий компонент и прикрепленный к внутренней поверхности наружного элемента,
при этом обе боковые части наружного элемента в передней панели и обе боковые части наружного элемента в задней панели соединены вместе для образования боковых швов, в результате чего образуются отверстие для талии и два отверстия для правой и левой ног,
наружный элемент, по меньшей мере, в одной из передней и задней панелей включает в себя удлиненный упругий и эластичный элемент вдоль направления ширины, внутренний слой и наружный слой, обращенные соответственно к внутренней стороне и наружной стороне упругого и эластичного элемента, и части соединения листов, образованные путем соединения внутреннего слоя и наружного слоя вместе посредством адгезива, нанесенного с образованием вертикального рисунка в полоску, прерывистого в направлении ширины, и имеет растягивающиеся зоны, в которых упругий и эластичный элемент зафиксирован между внутренним слоем и наружным слоем посредством адгезива на участках, перекрещивающихся с частями соединения листов, в состоянии, в котором упругий и эластичный элемент растянут в направлении ширины, и
в растягивающихся зонах внутренний слой и наружный слой сжимаются при сжатии упругого и эластичного элемента, так что части внутреннего слоя и наружного слоя, которые расположены между частями соединения листов, выпучиваются в противоположных направлениях для образования складок, при этом
в растягивающихся зонах упругий и эластичный элементы прикреплены к внутреннему слою и наружному слою посредством адгезива, непрерывного в вертикальном направлении, как с внутренней, так и с наружной сторон упругого и эластичного элемента на участках, в которых соединенные части листов и упругий, и эластичный элемент перекрещиваются друг с другом.
7. Одноразовый подгузник типа трусов по п.6, при этом
одноразовый подгузник типа трусов имеет нерастягивающуюся зону, образованную в зоне для закрепления внутреннего элемента на наружном элементе, причем растягивающиеся зоны предусмотрены в соответствующих местах между нерастягивающейся зоной и частями с боковыми швами с обеих сторон в направлении ширины, и внутренний слой, и наружный слой являются непрерывными от растягивающейся зоны с одной стороны в направлении ширины до растягивающейся зоны с другой стороны посредством нерастягивающейся зоны, расположенной между растягивающимися зонами,
нерастягивающаяся зона включает в себя упругий и эластичный элемент, разрезанный на мелкие части в направлении ширины, между внутренним слоем и наружным слоем, и
в нерастягивающейся зоне адгезив не является непрерывным в вертикальном направлении с любой одной стороны из внутренней и наружной сторон упругого и эластичного элемента на участках, на которых соединенные части листов и упругий и эластичный элемент перекрещиваются друг с другом.
8. Одноразовый подгузник типа трусов по п. 7, в котором в тех обеих частях растягивающихся зон, которые являются концевыми в направлении ширины, части упругого и эластичного элемента, которые не перекрещиваются с частями листов, соединенными посредством адгезива, нанесенного с вертикальным рисунком в полоску, прикреплены к внутреннему слою и наружному слою посредством адгезива, нанесенного на наружную окружную периферийную поверхность упругого и эластичного элемента.
| JP 2009148447 A, 09.07.2009 | |||
| WO 2007037390 A1, 05.04.2007 | |||
| JP 2013034850 A, 21.02.2013 | |||
| WO 2008078610 A1, 03.07.2008. |

