Заявляемое техническое решение относится к области летательных аппаратов (ЛА), а именно к конструкциям корпусов несущих топливных баков и способам их изготовления и может найти применение на высокоскоростных ЛА, например, с прямоточным воздушно-реактивным двигателем (ПВРД).
Известен ЛА по патенту РФ №2117907, содержащий маршевую ступень с ПВРД, камера сгорания которого соединена воздушным каналом с воздухозаборником, и стартово-разгонную ступень (СРС) с реактивным двигателем, размещенную в камере сгорания двигателя маршевой ступени с возможностью отделения и выброса через сопло, при этом воздухозаборник выполнен лобовым с центральным телом, воздушный канал расположен симметрично вдоль продольной оси ЛА, при этом передняя часть стартово-разгонной ступени размещена в воздушном канале и скреплена с центральным телом.
Вокруг воздушного канала расположен несущий топливный бак, в котором размещено топливо для ПВРД.
ЛА по патенту РФ №2117907 касательно корпуса несущего топливного бака имеет следующие недостатки:
- отсутствует техническое решение, обеспечивающее конструктивное исполнение корпуса топливного бака, направленное на снижение трудоемкости и повышение технологичности изготовления и сборки;
- отсутствует техническое решение, позволяющее обеспечить преимущественно автоматическую сварку корпуса топливного бака и его ампулизацию по топливу, т.е. длительное содержание ЛА с топливом в полной готовности;
- отсутствует техническое решение, направленное на снижение сроков изготовления и сборки корпуса топливного бака путем его технологического членения на отдельные узлы с целью одновременного изготовления и сборки этих узлов.
Данное устройство принято за ближайший аналог.
Технической задачей, на решение которой направлено заявляемое техническое решение, является разработка конструкции корпуса несущего топливного бака и создание способа его изготовления и сборки, которые позволят:
- снизить трудоемкость и повысить технологичность изготовления и сборки корпуса несущего топливного бака и ЛА в целом;
- обеспечить автоматическую сварку корпуса топливного бака и его ампулизацию по топливу путем применения только сварных соединений при изготовлении корпуса топливного бака с надежным контролем герметичности сварных соединений на каждом шаге сборки-сварки;
- снизить сроки изготовления и сборки корпуса топливного бака путем его технологического членения на сборки верхнего и нижнего уровня с целью их одновременного изготовления.
Поставленная задача достигается тем, что корпус несущего топливного бака летательного аппарата (ЛА), состоящий из внешней и внутренней оболочек, соединенный с носовой частью ЛА, содержащей лобовой воздухозаборник с центральным телом, при этом внутренняя оболочка образует единый канал с воздушным каналом лобового воздухозаборника, а центральное тело через пилоны соединено с корпусом несущего топливного бака, внутри единого канала размещена с возможностью отделения СРС ЛА, а кольцевое пространство между внешней и внутренней оболочками заполнено топливом для маршевого двигателя, при этом корпус несущего топливного бака выполнен сварным из высокопрочного алюминиевого сплава с обеспечением ампулизации по топливу и состоит по внешней оболочке из шпангоутов, панелей с антенными нишами, нишами под кронштейны и замыкающих обечаек, а по внутренней оболочке - из отдельных частей трубчатой формы с выступающими элементами, при этом внутренняя оболочка по краям соединена сваркой со шпангоутами внешней оболочки, кроме того, корпус бака разделен на топливные отсеки перегородками из алюминиевого сплава, имеющими кольцевую форму, закрепленными на шпангоутах внешней оболочки и выступающих элементах внутренней оболочки с обеспечением герметичности, между внешней и внутренней оболочками установлены трубы пневмогидросистем и тоннельные трубы для прокладки жгутов электрорадиооборудования с обеспечением герметичности, а в задней части корпуса бака с возможностью стыковки с маршевым двигателем расположены агрегатный отсек и проставка, замыкающая внутреннюю оболочку.
Центральное тело воздухозаборника разделено на переднюю часть и пилонный узел, который крепится к шпангоутам корпуса топливного бака крепежом, в каждом пилоне и в ответных частях корпуса бака выполнены три соосных отверстия, с установленными в них втулками с двумя герметичными уплотнениями для каждой пары соосных отверстий, в отверстиях втулок размещены жгуты электро-радиооборудования с заходом через полость в пилонах в центральное тело, а полости, выполненные в ответных частях корпуса бака обеспечивают выход на внешнюю поверхность ЛА с возможностью установки антенн.
Трубы пневмогидросистем и тоннельные трубы для прокладки жгутов электрорадиооборудования выполнены стальными, а панели с нишами, шпангоуты и перегородки снабжены биметаллическими переходниками, которые алюминиевой частью приварены к панелям с нишами, шпангоутам и перегородкам, а стальной частью приварены к трубам пневмогидросистем и тоннельным трубам с обеспечением герметичности.
Тоннельные трубы для прокладки жгутов электрорадиооборудования образуют соединения с использованием сильфонов для температурной компенсации при деформации корпуса топливного бака.
Поставленная задача применительно к способу изготовления корпуса несущего топливного бака ЛА достигается тем, что производится технологическое членение корпуса топливного бака на сборки верхнего и нижнего уровня для обеспечения одновременного изготовления сборок путем преимущественно автоматической сварки, при этом сборка верхнего уровня включает корпус передний, корпус задний, агрегатный отсек, проставку, замыкающие тоннельные трубы и замыкающие обечайки, а для сборок нижнего уровня производится членение корпуса переднего на пилонный узел, переднюю внутреннюю оболочку, переднюю внешнюю оболочку с топливными отсеками, перегородками и трубами, а корпуса заднего - на заднюю внутреннюю оболочку, заднюю внешнюю оболочку с топливными отсеками, перегородками и трубами, причем пилонный узел корпуса переднего изготавливается с припусками по стыкам с передней частью центрального тела и лобовым воздухозаборником, агрегатный отсек - с припуском по стыку с маршевым двигателем, а после изготовления сваркой сборок нижнего уровня, производится сварка встык внутренних оболочек корпуса переднего и корпуса заднего, сварка тоннельных труб корпуса переднего и корпуса заднего с замыкающими тоннельными трубами, сварка внешних оболочек корпуса переднего и корпуса заднего с замыкающими обечайками, сварка агрегатного отсека с корпусом задним, после этого производится механическая обработка припусков и установка проставки на заднюю внутреннюю оболочку, причем в процессе всего цикла изготовления сборок нижнего и верхнего уровня выполняется проверка на герметичность каждого сварного шва и, при необходимости, производится подварка сварного шва и его проверка на герметичность, и только при достижении необходимой герметичности выполняется следующий сварной шов при одновременном соблюдении последовательности выполнения сварных швов, позволяющей сначала выполнять сварку тех деталей и узлов, которые в дальнейшем не будут препятствовать выполнению сварки очередных деталей и узлов.
Предложенное техническое решение поясняется рисунками.
На фиг. 1 показана носовая часть 1 ЛА, включающая лобовой воздухозаборник 2 и центральное тело 3, которое разделено на переднюю часть и пилонный узел 4 с пилонами 5, соединяемые по стыку 9, при этом пилонный узел 4 является составным элементом корпуса топливного бака 6. Лобовой воздухозаборник 2 носовой части 1 соединен с корпусом топливного бака 6 по стыку 8. Внутри корпуса топливного бака 6 размещена СРС 7.
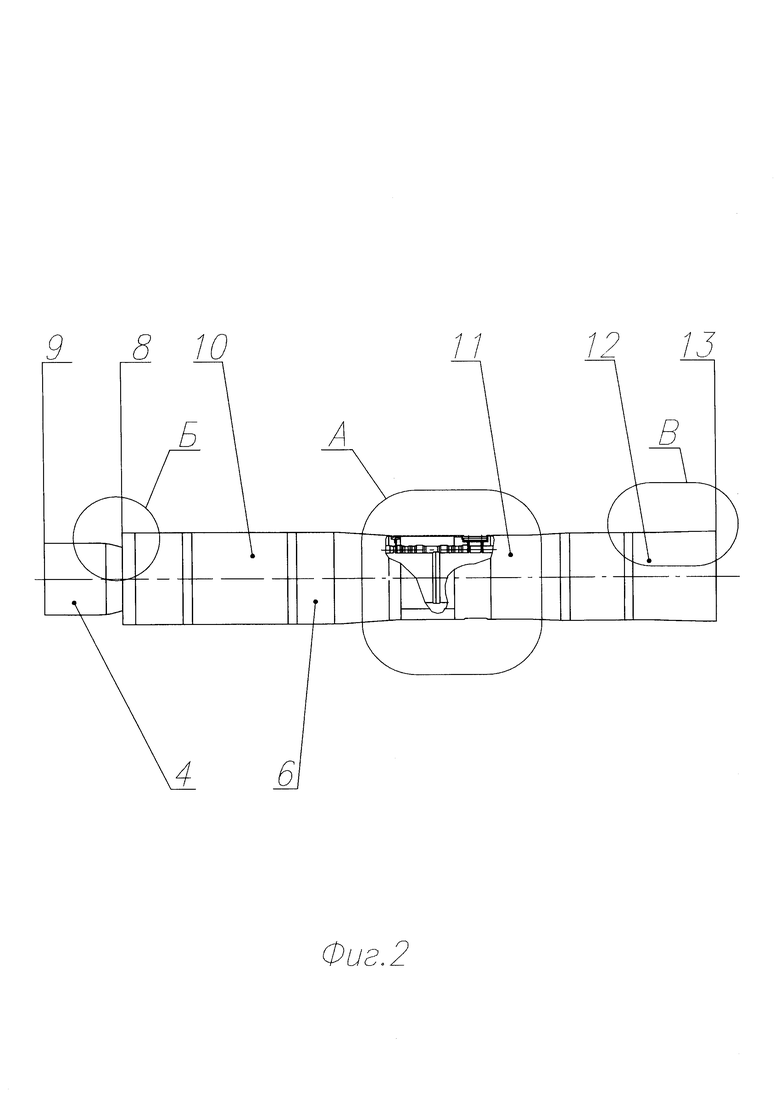
На фиг. 2 дан вид на корпус несущего топливного бака 6, который состоит из корпуса переднего 10 с пилонным узлом 4, корпуса заднего 11 и агрегатного отсека 12. Позицией 9 обозначен стык пилонного узла 4 корпуса топливного бака 6 с центральным телом 3 (показано на фиг. 1), а позицией 13 - стык агрегатного отсека 12 корпуса топливного бака 6 с маршевым двигателем.
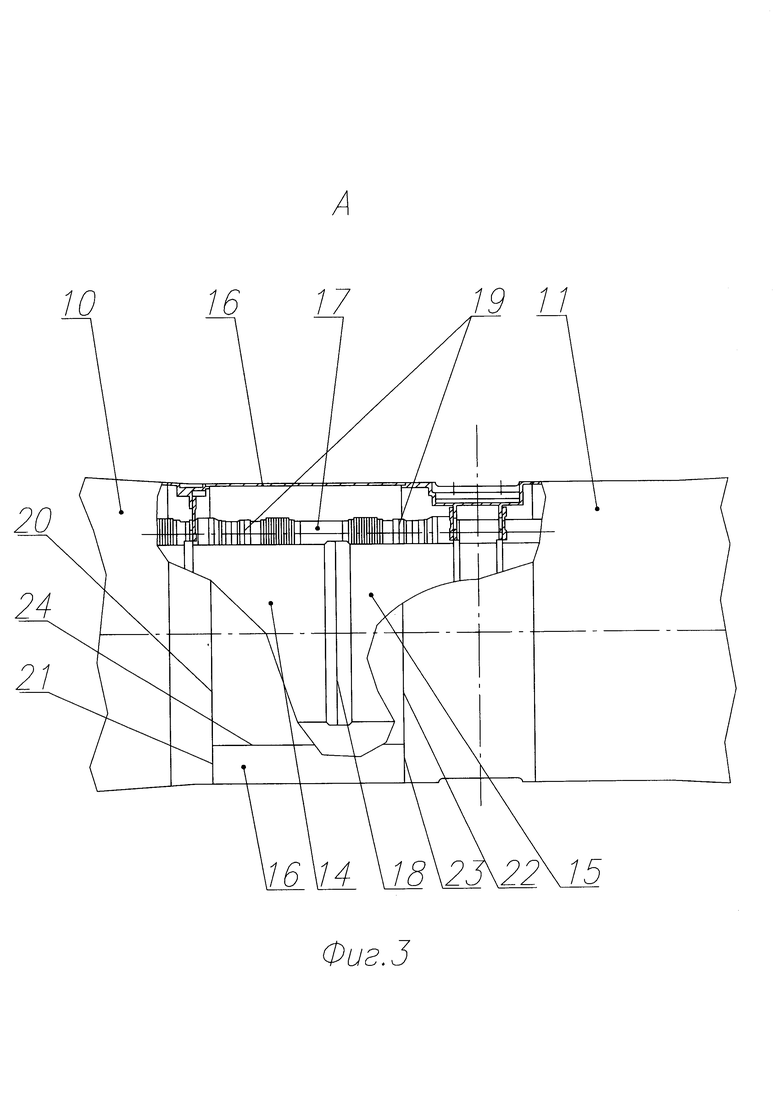
На фиг. 3 представлен вид по выносному элементу А с фиг. 2. Здесь показаны корпус передний 10, корпус задний 11, передняя внутренняя оболочка 14, задняя внутренняя оболочка 15, замыкающие обечайки 16 и замыкающая тоннельная труба 17. Здесь также показаны сварной шов 18 по внутренним оболочкам 14 и 15, сварные швы 19 по тоннельной трубе 17, поперечные сварные швы 20, 21, 22, 23 замыкающих внешних оболочек 16 и продольный сварной шов 24 замыкающих внешних оболочек 16.
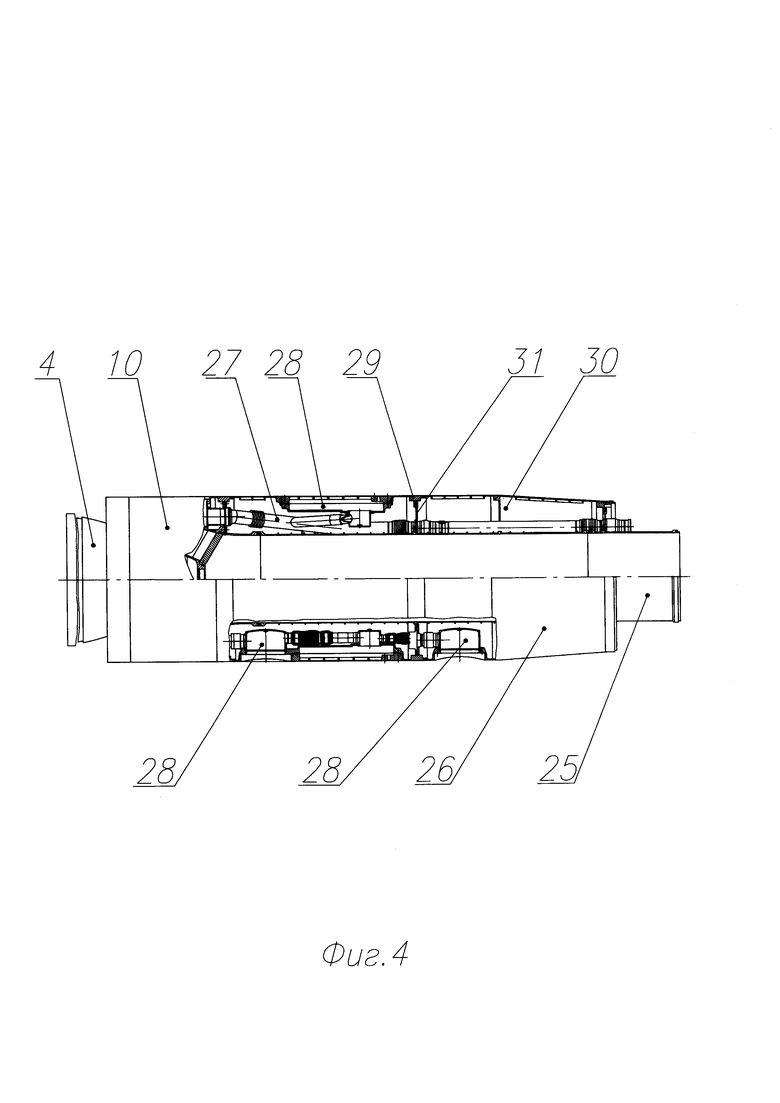
На фиг. 4 показан корпус передний 10, содержащий пилонный узел 4, переднюю внутреннюю оболочку 25, переднюю внешнюю оболочку 26, тоннельные трубы 27, панели с нишами 28, шпангоуты 29, топливные отсеки 30 с перегородками 31.
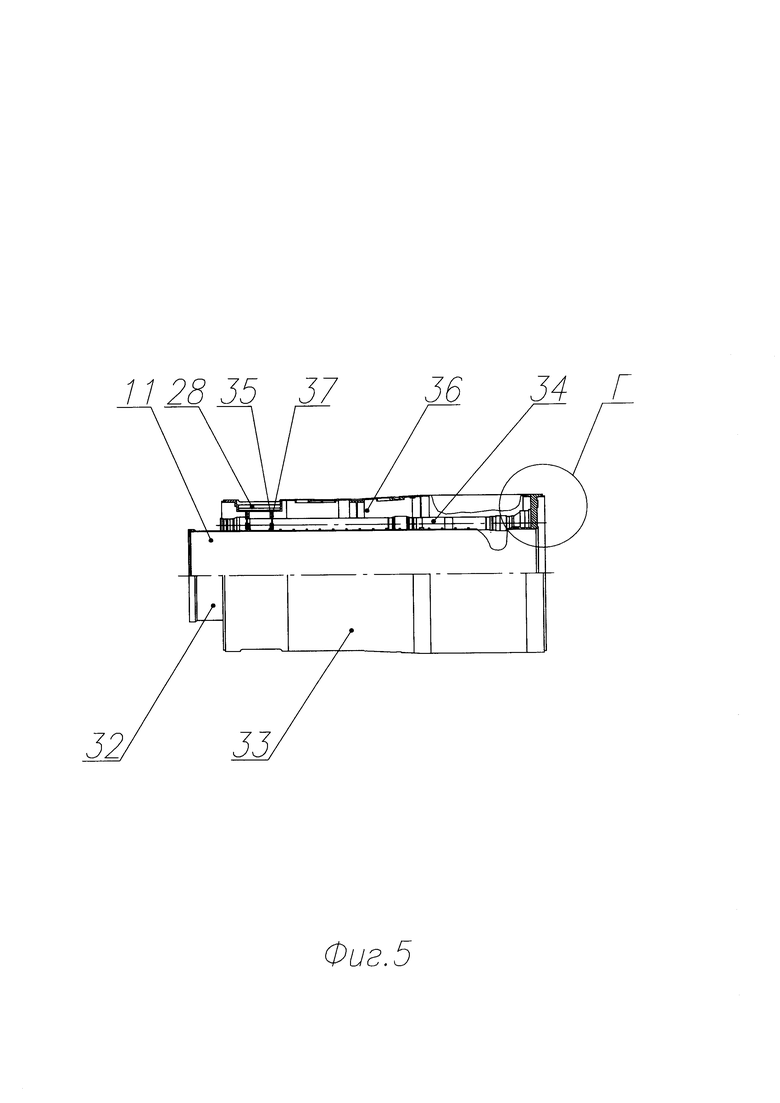
На фиг. 5 дан вид на корпус задний 11 в составе задней внутренней оболочки 32, задней внешней оболочки 33, тоннельных труб 34, панелей с нишами 28, шпангоутов 35, топливных отсеков 36 с перегородками 37.
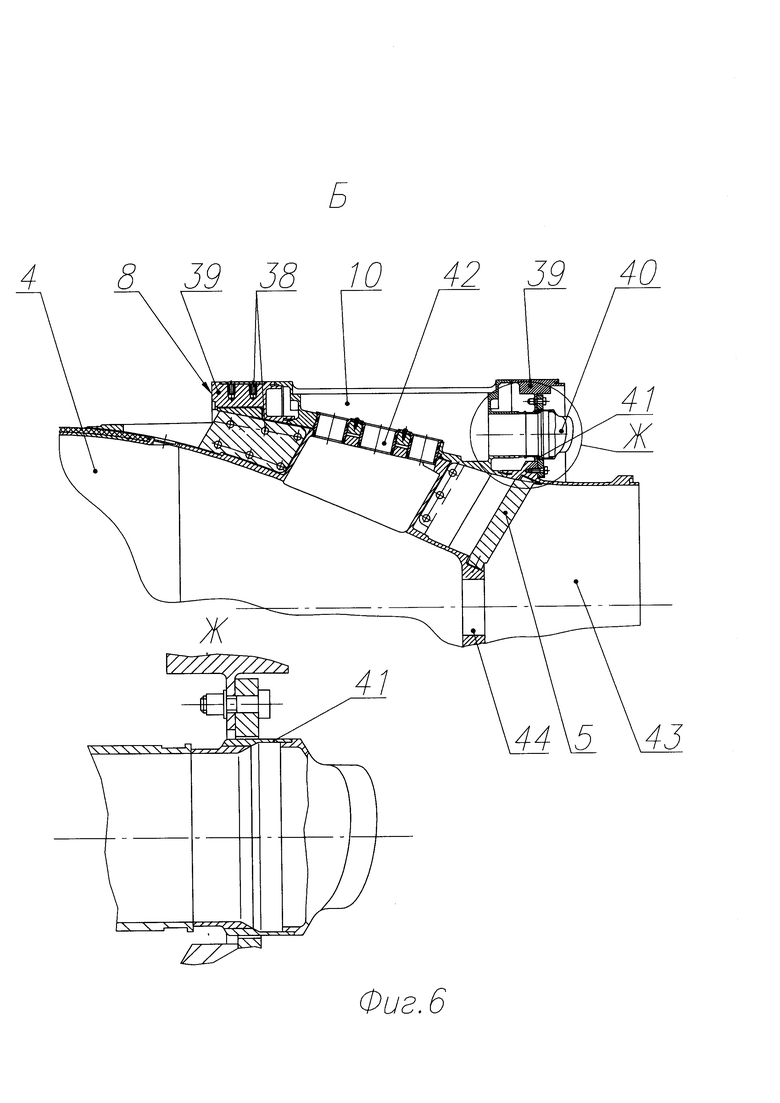
На фиг. 6 представлен пилонный узел 4 с пилонами 5, соединенный крепежом 38 со шпангоутами 39 корпуса переднего 10. Тоннельная труба 40 через биметаллический переходник 41 соединяется сваркой с ответным элементом корпуса переднего 10. Позицией 8 обозначен стык корпуса топливного бака с носовой частью ЛА. Три втулки 42 с двумя уплотнениями каждая установлены в каждом пилоне 5 и в ответных частях корпуса переднего 10. Позицией 43 показана первая деталь передней внутренней оболочки 14, а позицией 44 - место стыка с СРС 7 ЛА. На выносном элементе Ж в увеличенном масштабе показан биметаллический переходник 41.
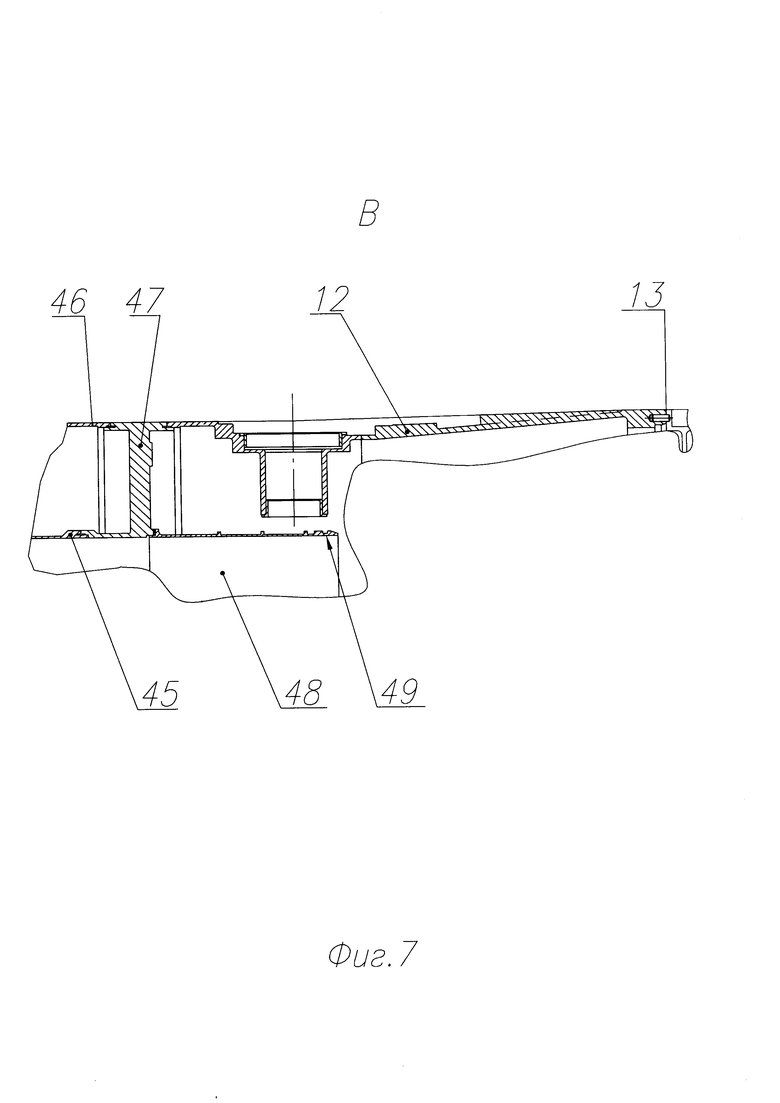
На фиг. 7 дан вид по выносному элементу В с фиг. 2. Здесь показан корпус задний в составе задней внутренней оболочки 45, задней внешней оболочки 46 и шпангоута 47. Кроме этого, показаны проставка 48, соединенная со шпангоутом 47 и место ее стыка 49 с маршевым двигателем, а также агрегатный отсек 12 и его стык 13 с маршевым двигателем.
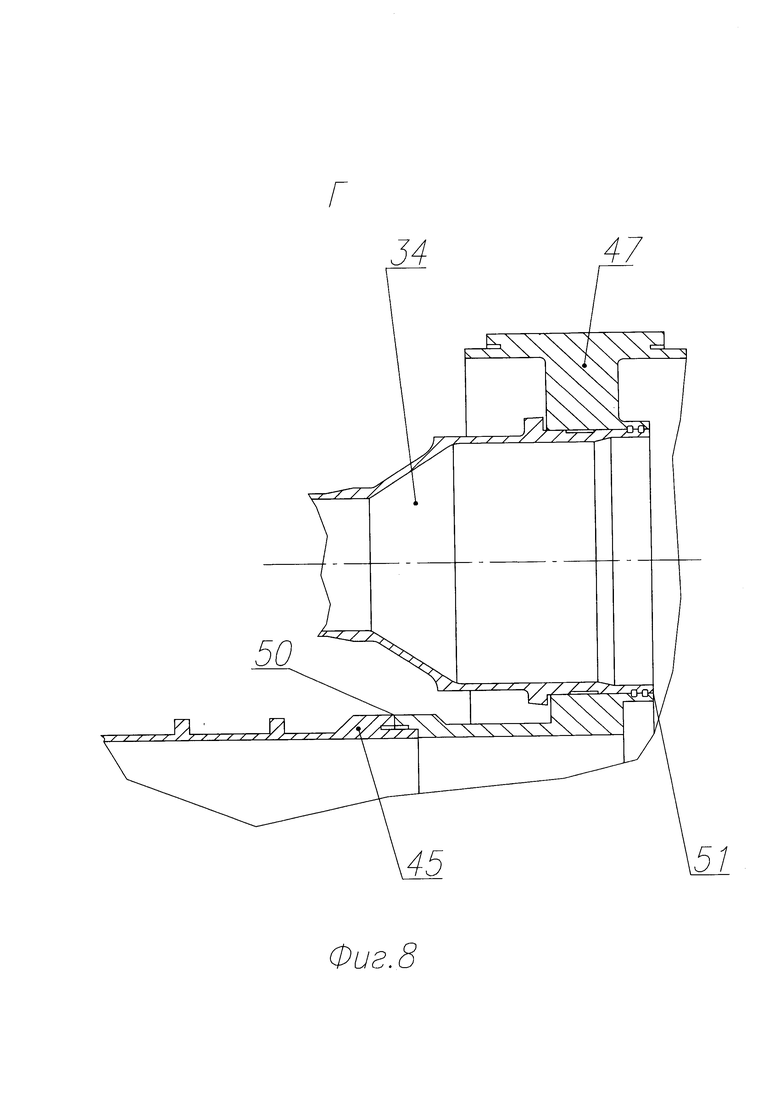
На фиг. 8 дан вид по выносному элементу Г с фиг. 5. Показано соединение шпангоута 47 с задней внутренней оболочкой 45 сварным швом 50 и с тоннельной трубой 34 сварным швом 51. При этом, сначала выполняется сварной шов 50, проверяется на герметичность, а, при необходимости, производится подварка этого шва и снова проверка на герметичность. Только после этого выполняется сварной шов 51. Обратный порядок сварки невозможен.
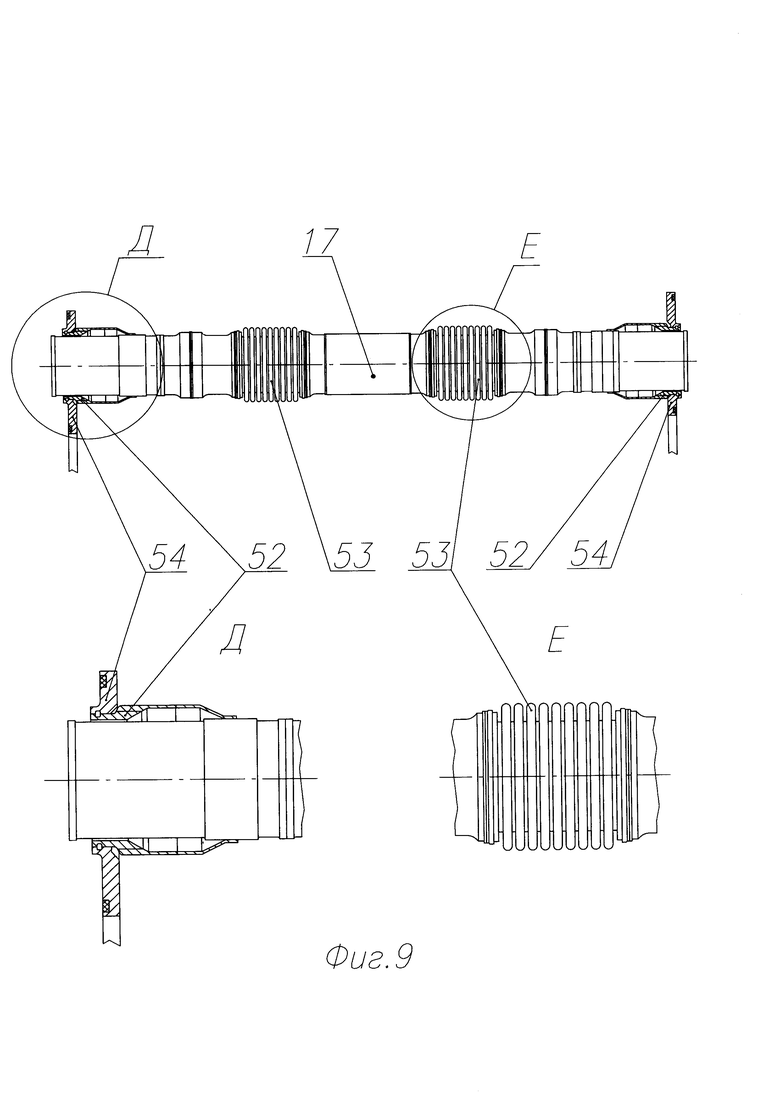
На фиг. 9 показаны тоннельная труба 17, включающая биметаллические переходники 52 и сильфоны 53, а также показаны перегородки 54 корпуса топливного бака. На выносках Д и Е показаны в увеличенном масштабе фрагменты тоннельной трубы 17.
Устройство работает следующим образом.
Корпус несущего топливного бака 6 ЛА является средней частью ЛА и спереди соединен с носовой частью 1 ЛА (по стыку 8 с лобовым воздухозаборником 2 и по стыку 9 с центральным телом 3), а сзади по стыку 13 с маршевым двигателем ЛА. Внутри корпуса несущего топливного бака 6 размещена СРС 7 ЛА.
Корпус несущего топливного бака 6 ЛА, как устройство, состоит из трех основных частей: передней части (пилонного узла) 4, средней герметичной (состоит из корпуса переднего 10 и корпуса заднего 11) - собственно топливный бак с топливом и задней части (агрегатный отсек) 12. Для обеспечения центровки ЛА при выработке топлива, бак разделен на четыре топливных отсека шпангоутами с герметичными перегородками.
Корпус передний 10 топливного бака 6, содержит пилонный узел 4, переднюю внутреннюю оболочку 25, переднюю внешнюю оболочку 26, тоннельные трубы 27, панели с нишами 28, шпангоуты 29, топливные отсеки 30 с герметичными перегородками 31.
Корпус задний 11 топливного бака 6 состоит из задней внутренней оболочки 32, задней внешней оболочки 33, тоннельных труб 34, панелей с нишами 28, шпангоутов 35, топливных отсеков 36 с герметичными перегородками 37.
Пилонный узел 4 состоит из капсулы и четырех пилонов 5, которые крепятся крепежом 38 к шпангоутам 39 корпуса переднего 10. Через правый по виду Б шпангоут 39 проходит тоннельная труба 40, сваренная со стальной частью биметаллического переходника 41 и соединяется сваркой алюминиевой частью биметаллического переходника 41 с ответным элементом из алюминиевого сплава корпуса переднего 10. В центральной части пилонов 5 и в ответных частях корпуса переднего 10 выполнены соосные отверстия, в которые установлены по три втулки 42 с двумя герметичными уплотнениями каждая. Через тоннельные трубы 40 в отверстия втулок 42 проходят жгуты электро-радиооборудования с заходом через полость в пилонах 5 в пилонный узел 4 и в центральное тело 3, а полости, выполненные в ответных частях корпуса переднего 10 обеспечивают выход на внешнюю поверхность ЛА с возможностью установки антенн. С правым шпангоутом 39 и пилонным узлом 4 соединяется первая деталь 43 передней внутренней оболочки 14.
Во внутренней оболочке корпуса топливного бака 6, состоящей из передней внутренней оболочки 14 и задней внутренней оболочки 15 размещена СРС 7 ЛА, крепление которой обеспечивается по узлу 44 к капсульной части пилонного узла 4.
Способ изготовления корпуса несущего топливного бака ЛА заключается в технологическом членении верхнего и нижнего уровня корпуса несущего топливного бака для обеспечения одновременного изготовления и сборки составляющих корпуса топливного бака с применением автоматической сварки.
Членение для верхнего уровня - на корпус передний 10, корпус задний 11, агрегатный отсек 12, проставку 48, замыкающие тоннельные трубы 17 и замыкающие обечайки 16, а для нижнего уровня - членение корпуса переднего 10 на пилонный узел 4, переднюю внутреннюю оболочку 25, переднюю внешнюю оболочку 26 с топливными отсеками 30, перегородками 31 и трубами 27, а корпуса заднего 11 - на заднюю внутреннюю оболочку 32, заднюю внешнюю оболочку 33 с топливными отсеками 36, перегородками 37 и трубами 34.
При этом соблюдается такая последовательность сборки-сварки, которая позволяет в первую очередь вести монтаж и сварку тех деталей и узлов, которые в дальнейшем не будут препятствовать монтажу и сварке очередных деталей и узлов. Каждый сварной шов проходит проверку на качество и на герметичность и, при необходимости, производится подварка сварного шва и повторная проверка на герметичность. При положительном результате проверки осуществляется переход к очередному сварному шву.
Это касается и заключительных операций сборки - сварки корпуса топливного бака, при этом, сначала свариваются сварным швом 18 передняя внутренняя оболочка 14 с задней внутренней оболочкой 15, затем свариваются сварными швами 19 тоннельные трубы 17, затем свариваются поперечными сварными швами 20, 21, 22, 23 и продольным сварным швом 24 замыкающие обечайки 16 и корпус топливного бака в целом.
После окончательной сварки корпуса топливного бака производится механическая обработка стыка 8 с лобовым воздухозаборником 2, стыка 9 с центральным телом 3 и стыка 13 агрегатного отсека 12 с маршевым двигателем, и устанавливается проставка 48 на заднюю внутреннюю оболочку 15 для соединения с каналом маршевого двигателя.
Предложенная конструкция успешно прошла лабораторно-стендовые и летно-конструкторские испытания в составе ЛА в диапазоне температур ±50°С.
Использование заявляемого технического решения позволит:
- снизить трудоемкость и повысить технологичность изготовления и сборки корпуса несущего топливного бака и ЛА в целом;
- обеспечить автоматическую сварку корпуса топливного бака и его ампулизацию по топливу путем применения только сварных соединений при изготовлении, корпуса топливного бака с надежным контролем герметичности сварных соединений на каждом шаге сборки-сварки;
- снизить сроки изготовления и сборки корпуса топливного бака путем его технологического членения на сборки верхнего и нижнего уровня с целью их одновременного изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоразовый модульный трансатмосферный аппарат | 2022 |
|
RU2787063C1 |
| УНИВЕРСАЛЬНЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ ВЕРТИКАЛЬНОГО ВЗЛЕТА И ПОСАДКИ | 2004 |
|
RU2272751C1 |
| КОНСТРУКТИВНО-СИЛОВАЯ СХЕМА ПЛАНЕРА МАЛОЗАМЕТНОГО ОДНОДВИГАТЕЛЬНОГО САМОЛЕТА | 2022 |
|
RU2798303C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ КОСМИЧЕСКИХ ОБЪЕКТОВ И МНОГОРАЗОВАЯ АВИАЦИОННО-КОСМИЧЕСКАЯ СИСТЕМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2342288C1 |
| Способ и летательный аппарат для перемещения в атмосфере планет со скоростями выше первой космической и высокоинтегрированный гиперзвуковой летательный аппарат (варианты) для осуществления способа | 2012 |
|
RU2618831C2 |
| АМФИБИЙНЫЙ ТРАНСПОРТНЫЙ АППАРАТ | 1999 |
|
RU2174080C2 |
| ЛЕГКИЙ МНОГОЦЕЛЕВОЙ САМОЛЕТ | 2002 |
|
RU2210522C1 |
| ТОПЛИВНЫЙ БАК | 2016 |
|
RU2634496C1 |
| Способ вращения цилиндров, выполняющих роль крыльев на летательных аппаратах, и беспилотный летательный аппарат для его осуществления | 2024 |
|
RU2826746C1 |
| ПОМЕЩЕНИЕ В АМФИБИЙНОМ ТРАНСПОРТНОМ АППАРАТЕ ДЛЯ РАЗМЕЩЕНИЯ ПОСТРАДАВШИХ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ РЕГИОНАЛЬНОГО МАСШТАБА | 2014 |
|
RU2576207C1 |

Изобретение относится к топливным бакам летательных аппаратов. Корпус несущего топливного бака ЛА состоит из трех основных частей: передней части, средней герметичной, состоящей из корпуса переднего (10) и корпуса заднего (11), задней части, представляющей собой агрегатный отсек (12). Для обеспечения центровки ЛА при выработке топлива, бак разделен на четыре топливных отсека шпангоутами с герметичными перегородками. Корпус бака имеет внешнюю и внутреннюю оболочки с возможностью нахождения в кольцевом пространстве между этими оболочками топлива, установки трубы пневмогидросистем и тоннельных труб для прокладки жгутов электрорадиооборудования с обеспечением герметичности. Внутренняя оболочка корпуса бака выполнена с возможностью размещения стартово-разгонной ступени ЛА с возможностью отделения и выброса. Изобретение снижает трудоемкость и повышает технологичность изготовления и сборки корпуса несущего топливного бака и ЛА в целом. 2 н. и 3 з.п. ф-лы, 9 ил.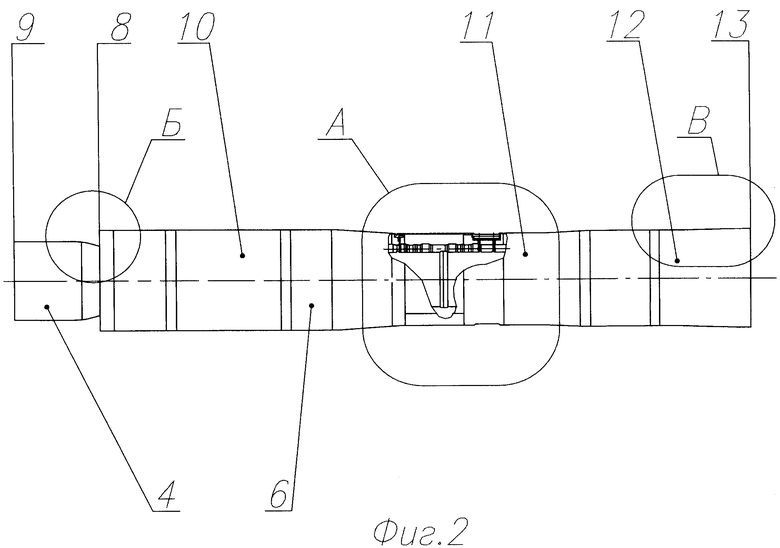
1. Корпус несущего топливного бака летательного аппарата (ЛА), состоящий из внешней и внутренней оболочек, соединенный с носовой частью ЛА, содержащей лобовой воздухозаборник с центральным телом, при этом внутренняя оболочка образует единый канал с воздушным каналом лобового воздухозаборника, а центральное тело через пилоны соединено с корпусом несущего топливного бака, внутри единого канала размещена с возможностью отделения стартово-разгонная ступень ЛА, а кольцевое пространство между внешней и внутренней оболочками заполнено топливом для маршевого двигателя, отличающийся тем, что корпус несущего топливного бака выполнен сварным из высокопрочного алюминиевого сплава с обеспечением ампулизации по топливу и состоит по внешней оболочке из шпангоутов, панелей с антенными нишами, нишами под кронштейны и замыкающих обечаек, а по внутренней оболочке - из отдельных частей трубчатой формы с выступающими элементами, при этом внутренняя оболочка по краям соединена сваркой со шпангоутами внешней оболочки, кроме того, корпус бака разделен на топливные отсеки перегородками из алюминиевого сплава, имеющими кольцевую форму, закрепленными на шпангоутах внешней оболочки и выступающих элементах внутренней оболочки с обеспечением герметичности, между внешней и внутренней оболочками установлены трубы пневмогидросистем и тоннельные трубы для прокладки жгутов электрорадиооборудования с обеспечением герметичности, а в задней части корпуса бака с возможностью стыковки с маршевым двигателем расположены агрегатный отсек и проставка, замыкающая внутреннюю оболочку.
2. Корпус несущего топливного бака ЛА по п. 1, отличающийся тем, что центральное тело воздухозаборника разделено на переднюю часть и пилонный узел, который крепится к шпангоутам корпуса топливного бака крепежом, в каждом пилоне и в ответных частях корпуса бака выполнены три соосных отверстия, с установленными в них втулками с двумя герметичными уплотнениями для каждой пары соосных отверстий, в отверстиях втулок размещены жгуты электрорадиооборудования с заходом через полость в пилонах в центральное тело, а полости, выполненные в ответных частях корпуса бака, обеспечивают выход на внешнюю поверхность ЛА с возможностью установки антенн.
3. Корпус несущего топливного бака ЛА по п. 1, отличающийся тем, что трубы пневмогидросистем и тоннельные трубы для прокладки жгутов электрорадиооборудования выполнены стальными, а панели с нишами, шпангоуты и перегородки снабжены биметаллическими переходниками, которые алюминиевой частью приварены к панелям с нишами, шпангоутам и перегородкам, а стальной частью приварены к трубам пневмогидросистем и тоннельным трубам с обеспечением герметичности.
4. Корпус несущего топливного бака ЛА по п. 1, отличающийся тем, что тоннельные трубы для прокладки жгутов электрорадиооборудования образуют соединения с использованием сильфонов для температурной компенсации при деформации корпуса топливного бака.
5. Способ изготовления корпуса несущего топливного бака ЛА по п. 1, путем сборки-сварки составляющих его частей с проверкой сварных швов на герметичность, отличающийся тем, что производится технологическое членение корпуса топливного бака на сборки верхнего и нижнего уровня для обеспечения одновременного изготовления сборок путем преимущественно автоматической сварки, при этом сборка верхнего уровня включает корпус передний, корпус задний, агрегатный отсек, проставку, замыкающие тоннельные трубы и замыкающие обечайки, а для сборок нижнего уровня производится членение корпуса переднего на пилонный узел, переднюю внутреннюю оболочку, переднюю внешнюю оболочку с топливными отсеками, перегородками и трубами, а корпуса заднего - на заднюю внутреннюю оболочку, заднюю внешнюю оболочку с топливными отсеками, перегородками и трубами, причем пилонный узел корпуса переднего изготавливается с припусками по стыкам с передней частью центрального тела и лобовым воздухозаборником, агрегатный отсек - с припуском по стыку с маршевым двигателем, а после изготовления сваркой сборок нижнего уровня производится сварка встык внутренних оболочек корпуса переднего и корпуса заднего, сварка тоннельных труб корпуса переднего и корпуса заднего с замыкающими тоннельными трубами, сварка внешних оболочек корпуса переднего и корпуса заднего с замыкающими обечайками, сварка агрегатного отсека с корпусом задним, после этого производится механическая обработка припусков и установка проставки на заднюю внутреннюю оболочку, причем в процессе всего цикла изготовления сборок нижнего и верхнего уровня выполняется проверка на герметичность каждого сварного шва и, при необходимости, производится подварка сварного шва и его проверка на герметичность, и только при достижении необходимой герметичности выполняется следующий сварной шов при одновременном соблюдении последовательности выполнения сварных швов, позволяющей сначала выполнять сварку тех деталей и узлов, которые в дальнейшем не будут препятствовать выполнению сварки очередных деталей и узлов.
| КРЫЛАТАЯ РАКЕТА | 1997 |
|
RU2117907C1 |
| Режущий аппарат для уборочных машин | 1935 |
|
SU46736A1 |
| ТОПЛИВНЫЙ БАК ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2157322C1 |
| KR 0100588344 B1, 12.06.2006 | |||
| US 4432515 A, 21.02.1984. | |||

