Изобретение относится к модульной производственной установке для непрерывного получения и/или переработки биофармацевтических продуктов и к реализуемому посредством компьютера способу управления процессом на модульной установке для контролируемого производства биофармацевтических и биологических макромолекулярных продуктов, в частности, белков, например, моноклональных антител, вакцин, нуклеиновых кислот, в частности, ДНК, РНК и плазмидов, а также их производных. Высокоавтоматизированное производство фармацевтической продукции требует чрезвычайно больших временных, технических и кадровых затрат для подготовки очищенных и стерилизованных биореакторов и гарантированного получения стерильного продукта. Для надежного исключения перекрестной контаминации при смене продукции, производимой на многоцелевой установке или между двумя партиями, необходим также чрезвычайно трудоемкий квалификационный контроль очистки, который при адаптации процесса при необходимости должен повторяться.
Это относится как к предшествующим стадиям процесса (USP), то есть к получению биологических продуктов в биореакторе, так и к последующим стадиям процесса (DSP), то есть к очистке продуктов ферментации.
Длительность отсутствия полезного использования реакторов, обусловленного необходимостью выполнения подготовительных процедур, по порядку величины может соответствовать времени эксплуатационной готовности реакторов, что в особенности относится к кратковременным периодам их эксплуатации и частой смене продукции. При биотехнологическом производстве к предшествующим стадиям процесса (USP) относятся, например, стадии приготовления культуральных сред и ферментации, тогда как к последующим стадиям процесса (DSP) относятся солюбилизация, замораживание, дефростация, регулирование показателя рН и разделение продуктов, например, методами хроматографии, осаждения, кристаллизации, буферирования и вирусной инактивации.
Постоянно растущий рыночный интерес вызывает концепция непрерывного производства, предусматривающая использование одноразовой технологии и предпочтительно позволяющая удовлетворять требованию быстрой и гибкой перезагрузки производственной установки при соблюдении максимальной чистоты и стерильности.
В международной заявке WO 2012/078677 описаны способ и устройство для непрерывной переработки биофармацевтических продуктов посредством хроматографии и интегрирование последней в производственную установку, в частности, одноразовую установку. Хотя в цитируемом документе и сформулированы принципы непрерывного производства биофармацевтических и биологических продуктов, однако соответствующее практическое решение не представлено. В частности, в заявке описано использование резервуаров (контейнеров) между последовательно соединенными блоками. Реализуемый при этом непрерывный процесс должен быть управляемым, однако авторы заявки не сообщают, каким образом может быть обеспечено управление. О регулировании процесса также ничего не сообщается. Используемые резервуары характеризуются лишь в отношении их количества и в некоторых случаях смешивающей способности, однако информация, касающаяся буферного объема, необходимого для осуществления непрерывного процесса регулирования, не приводится. Таким образом, цитируемый документ не позволяет сделать вывод о возможности использования описанных в нем резервуаров для регулирования.
В международной заявке WO 2014/137903 предложено техническое решение проблемы интегрирования непрерывного получения белкового вещества на производственной установке, включающей последовательно соединенные колонны для осуществления производственных стадий. Для минимизации продолжительности производственного цикла поток продукта в непрерывном процессе в идеальном случае отрегулирован таким образом, чтобы любая стадия в любом блоке одновременно протекала при максимально одинаковой скорости транспортирования потока. В заявке описано использование резервуаров между следующими один за другим блоками, способных в течение определенного времени вмещать поток продукта. Однако регулирующие свойства резервуаров не рассматриваются. Таким образом, цитируемый документ не позволяет сделать вывод о возможности использования описанных в нем резервуаров для регулирования.
Способ получения биофармацевтических и биологических продуктов обычно включает приведенные ниже производственные стадии, которые соединяют друг с другом следующим образом:
А. предшествующие стадии:
1. перфузионная культура,
2. система удерживания клеток,
причем альтернативой стадиям 1 и 2 является также подпитываемая культура;
В. последующие стадии:
3. отделение клеток,
4. замена буфера, соответственно среды, предпочтительно с концентрированием,
5. сокращение общего количества микробов предпочтительно с использованием стерилизующего фильтра,
6. хроматография со связыванием продукта.
Для очистки потока продукта обычно реализуют дополнительные стадии, в частности:
7. вирусную инактивацию,
8. нейтрализацию,
9. при необходимости дополнительное сокращение общего количества микробов (с использованием стерилизующего фильтра).
С учетом высокого стандарта качества при получении биофармацевтических препаратов обычно затем реализуют также следующие стадии:
10. хроматографическую промежуточную и тонкую очистку,
11. сокращение общего количества микробов, например, с использованием стерилизующего фильтра,
12. фильтрование вирусов,
13. замещение буфера и предпочтительно концентрирование,
14. фильтрование с использованием стерилизующего фильтра.
Предлагаемая в настоящем изобретении производственная установка включает последовательно соединенные друг с другом блоки для реализации по меньшей мере двух последующих и/или предшествующих стадий, в которые можно подавать поток продукта. Согласно изобретению блоки пригодны для непрерывного или полунепрерывного осуществления той или иной стадии и могут функционировать при непрерывном потоке продукта.
Под непрерывным способом согласно изобретению подразумевается любой процесс, предусматривающий последовательную реализацию по меньшей мере двух технологических стадий, причем выходный поток предшествующей стадии перемещается на последующую стадию. Обработка потока продукта на последующей стадии начинается, прежде чем завершится предшествующая стадия. При непрерывном процессе через производственную установку обычно всегда перемещается часть потока продукта, называемая непрерывным потоком продукта. В соответствии с этим непрерывное перемещение или транспортировка потока продукта из предшествующего блока в последующий блок означает, что последующий блок функционирует, прежде чем прекращает фунционировать предшествующий блок, то есть два последовательно соединенные блока одновременно перерабатывают протекающий через них поток продукта. Следствием постоянного и непрерывного выходного потока одного блока обычно является постоянный и непрерывный выходный поток следующего блока.
В случае если для осуществления стадии требуется операция замены элемента в блоке (называемого также VTE-элементом), блок согласно изобретению может функционировать только в полунепрерывном режиме. Для непрерывного осуществления общего процесса в соответствующем блоке могут одновременно или попеременно функционировать несколько подобных VTE-элементов, то есть может быть реализован квазинепрерывный поток. В качестве альтернативы производственная установка должна допускать возможность частичного прерывания потока продукта во время замены соответствующего элемента в блоке.
Гибридным способом согласно изобретению является совокупность стадий, реализуемых в периодическом и непрерывном режиме, например, совокупность всех непрерывно реализуемых стадий, кроме диафильтрации, которую выполняют в периодическом режиме.
Разные блоки подобной производственной установки в типичных случаях требуют варьирования скорости потока. Блок, который в решающей степени определяет скорость потока, в соответствии с настоящим изобретением называют задающим блоком, причем задающий блок включает по меньшей мере одно устройство для транспортировки потока продукта, которым обычно является насос или клапан, предпочтительно насос. Производственная установка может включать также несколько задающих блоков.
Непрерывный способ производства биологических продуктов требует решения проблемы транспортирования потока продукта от одного блока к следующему блоку. Очевидной необходимостью при этом является приведение во взаимное соответствие входных и выходных потоков предшествующего и последующего блоков в случае, если скорости потока не точно соответствуют друг другу, например, существенно флуктуируют, изменяются в процессе непрерывной работы или просто становятся другими. Подобные колебания согласно уровню техники устраняют посредством резервуара для приема потока продукта в начале блока.
В типичном случае на производственной установке предусматривается автоматизированное управление и регулирование блоков посредством системы управления, главным образом посредством системы управления производственным процессом (PLS). В типичных случаях система управления соединена со станцией управления и наблюдения в качестве устройства сопряжения, с помощью которого технический персонал может управлять процессом и наблюдать за ним.
В соответствии с логикой автоматизации производственной установки система управления обычно оснащена по меньшей мере одним регулятором, в типичных случаях выбранным из группы, включающей гистерезисный регулятор, пропорционально-интегрально-дифференциальный регулятор (ПИД-регулятор) и регулятор с системой нечеткой логики (Fuzzy-регулятор). Разные алгоритмы регулирования в системе управления производственным процессом конфигурируют в соответствии с типом регулятора следующим образом: i. двухточечное или многоточечное регулирование при необходимости с гистерезисом,
ii. регулирование с помощью согласования управляющего воздействия посредством полигонометрического хода,
iii. регулирование с системой нечеткой логики,
iv. пропорционально-интегрально-дифференциальное регулирование (ПИД-регулирование) - выбор пропорциональной, интегральной и дифференциальной составляющих посредством задания усиления, времени обратного предварения и времени предварения.
В наиболее простой форме автоматизации блоков двигатели всех насосов производственной установки приводят в соответствие друг с другом и управляют ими посредством ручного ввода заданной величины управляющего воздействия.
Для координированной совместной работы нескольких блоков необходимо согласование скорости потока блоков, поскольку два насоса при одинаковом числе оборотов никогда не обеспечат транспорт потока с точно одинаковой скоростью. Разница скоростей потока с течением времени приводит к повышению или уменьшению уровня наполнения резервуаров. С учетом вышеизложенного в основу настоящего изобретения была положена задача предложить решение проблемы управления процессом на установке для непрерывного производства биофармацевтических и биологических макромолекулярных продуктов, допускающее возможность использования
разных скоростей потока при необходимости с временно ограниченным (частичным) прерыванием потока продукта без непосредственного воздействия на непрерывный режим работы смежных блоков.
Согласование скоростей потока согласно изобретению осуществляют посредством регулирования параметра состояния буферного объема производственной установки. Предлагаемое в изобретении решение основано на измерении и регулировании параметров состояния, например, уровня заполнения и давления. Согласно изобретению параметр состояния буферного объема, предпочтительно каждого буферного объема, контролируется посредством датчика. Основанный на данных датчика алгоритм регулирования с помощью пригодного исполнительного устройства воздействует на параметр состояния буферного объема в замкнутом процессе воздействия.
Для регулирования параметра состояния буферного объема предпочтительным является гистерезисное регулирование, регулирование с системой нечеткой логики или ПИД-регулирование, особенно предпочтительно ПИД-регулирование. Регулирование с использованием системы нечеткой логики может определяться, например, полигонометрическим ходом.
Согласно изобретению буферный объем в блоке можно создавать благодаря использованию эластичного шланга или резервуара.
Назначением системы управления в соответствии с настоящим изобретением является регулирование скорости потока, реализуемое таким образом, чтобы было обеспечено непрерывное осуществление общего процесса и минимизированы воздействия нарушений внутри отдельных блоков за пределами соответствующего блока. Таким образом, распространение колебаний скорости потока за пределы блока может быть минимизировано благодаря реализации надлежащих алгоритмов регулирования. Другим назначением системы управления является предотвращение переполнения или холостого функционирования буферных объемов вследствие приостановления работы одного или нескольких блоков, например, с целью технического обслуживания.
В соответствии с настоящим изобретением под «регулированием» подразумевается измерение подлежащего регулирующему воздействию параметра (регулируемого параметра) и непрерывное сравнение результата измерения с целевым значением (заданным значением). Регулятор вычисляет соответствующее отклонение управляющего воздействия, причем последнее воздействует на регулируемый параметр таким образом, чтобы отклонение было сведено к минимуму и регулируемый параметр приобрел необходимую временную характеристику. Речь при этом идет о замкнутом процессе воздействия.
От этого отличается управление процессом в системе, в которой одна или несколько входных величин оказывают регулирующее воздействие на выходные величины в соответствии с присущими системе закономерностями. Характерным признаком управления является его открытая линия или замкнутая линия, при которой выходные величины, на которые воздействуют входные величины, не обладают непрерывным действием и на них вновь не воздействуют те же входные величины (http://public.beuth-hochschule.de/~fraass/MRTII-Umdrucke.pdf). Это соответствует открытому процессу воздействия.
Регулирование и управление производственной установкой связано также с понятием «процесс управления производственной установкой посредством системы управления».
В соответствии с настоящим изобретением понятие «целевое регулирование буферного объема» означает, что исполнительное устройство транспортирует поток продукта в буферный объем.
В соответствии с настоящим изобретением понятие «регулирование буферного объема с источником» означает, что исполнительное устройство извлекает поток продукта из буферного объема и транспортирует его дальше.
Согласно изобретению все элементы, предназначенные для осуществления общего процесса, подразделяются на блоки. Отдельные технологические стадии общего процесса предпочтительно называют блоками. Отнесение элементов к соответствующим блокам позволяет устанавливать модулярность производственной установки. Можно заменять отдельные технологические стадии, добавлять технологические стадии или изменять их последовательность. При этом согласно изобретению управление блоком / регулирование блока (то есть процесс управления блоком) за исключением аварийных остановов используют лишь применительно к внутренним элементам блока.
Согласно изобретению блоком называют устройство или части устройства, предназначенные для реализации той или иной технологической стадии. Согласно изобретению блок включает один или несколько следующих узлов:
- технологический узел (VTE), включающий необходимые для осуществления стадии элементы (называемые также VT-элементами), в типичном случае шланги, фильтры, хроматографические колонки, резервуары и так далее, которые не соединены с системой управления;
- эксплуатационно-технический узел (STE), включающий все датчики и исполнительные устройства блока (называемые также эксплуатационно-техническими компонентами); последние соединены с системой управления посредством RIO (см. ниже); исполнительными устройствами могут являться, например, двигатели насосов и клапаны, а датчиками, например, средства УФ-измерения, датчики давления, весы и так далее;
- узел регистрации и обработки данных, в наиболее простом случае удаленный ввод/вывод (Remote I/O), или также локальный интеллект, например, программируемый логический контроллер (SPS) или основанная на компьютере система с I/О-уровнем; базовая автоматизация блока реализована на местном управлении; оба варианта системы в дальнейшем описании обозначены RIO.
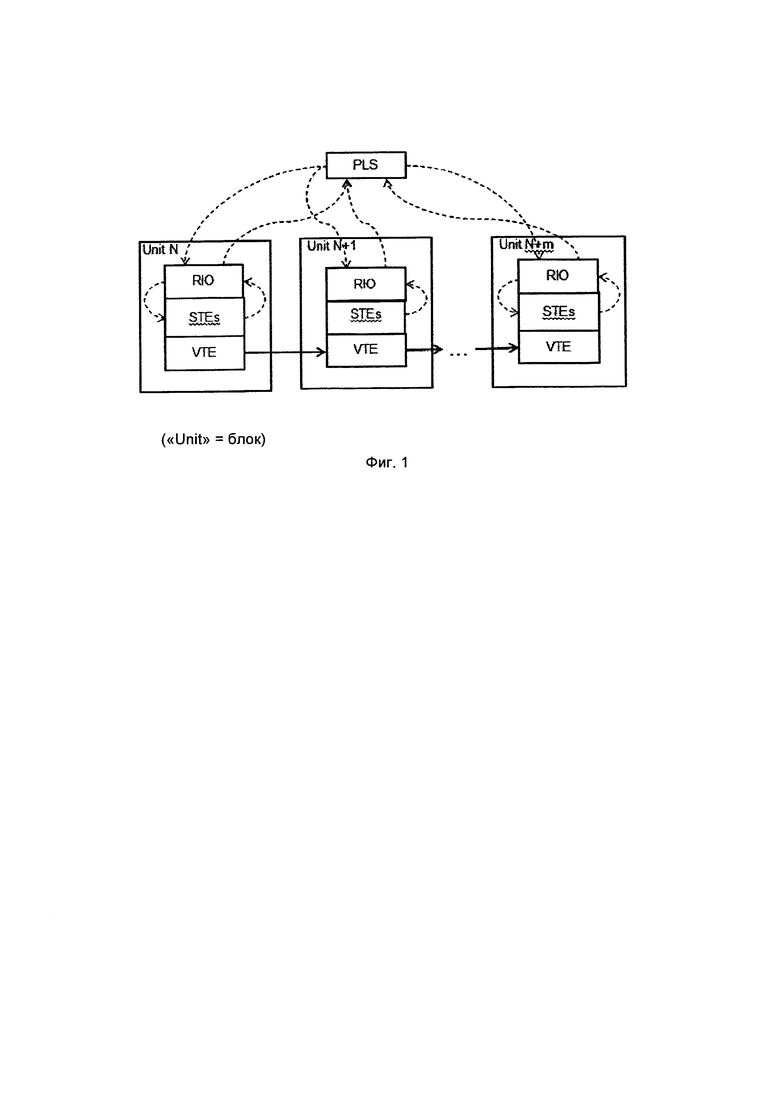
На Фиг. 1 схематически показан не ограничивающий объем изобретения особый вариант общей структуры блока, его узлов RIO/STE и VTE, а также их связи с системой управления производственным процессом PLS (регулятор отдельно не показан).
Параметр состояния технологического узла (VTE) определяется одним или несколькими датчиками соответствующих эксплуатационно-технических узлов (STE), например, уровня наполнения резервуара посредством весов, соответственно давления в фильтре посредством датчика давления. STE-датчик передает соответствующий сигнал к узлу регистрации и обработки данных RIO, который, в свою очередь, передает его к системе управления. Сигналы узла STE предпочтительно собираются в пучок узлом RIO и передаются к системе управления производственным процессом, в которой производится расчет соответствующих управляющих воздействий.
Система управления обрабатывает сигналы и рассчитывает соответствующие командные сигналы, которые посредством RIO передаются далее к присоединенным STE-исполнительным устройствам (например, двигателю насоса). Соответствующие STE-исполнительные устройства оказывают воздействие на VTE-элементы, которые, в свою очередь, оказывают обратное воздействие на STE-датчики. В результате взаимодействия STE-датчиков, регуляторов и STE-исполнительных устройств формируется замкнутый процесс воздействия, необходимый для регулирования физического параметра состояния. В предпочтительном варианте осуществления изобретения датчики узла STE служат лишь для определения всех параметров состояния VTE того же блока и обеспечения управления / регулирования исполнительных устройств того же узла STE.
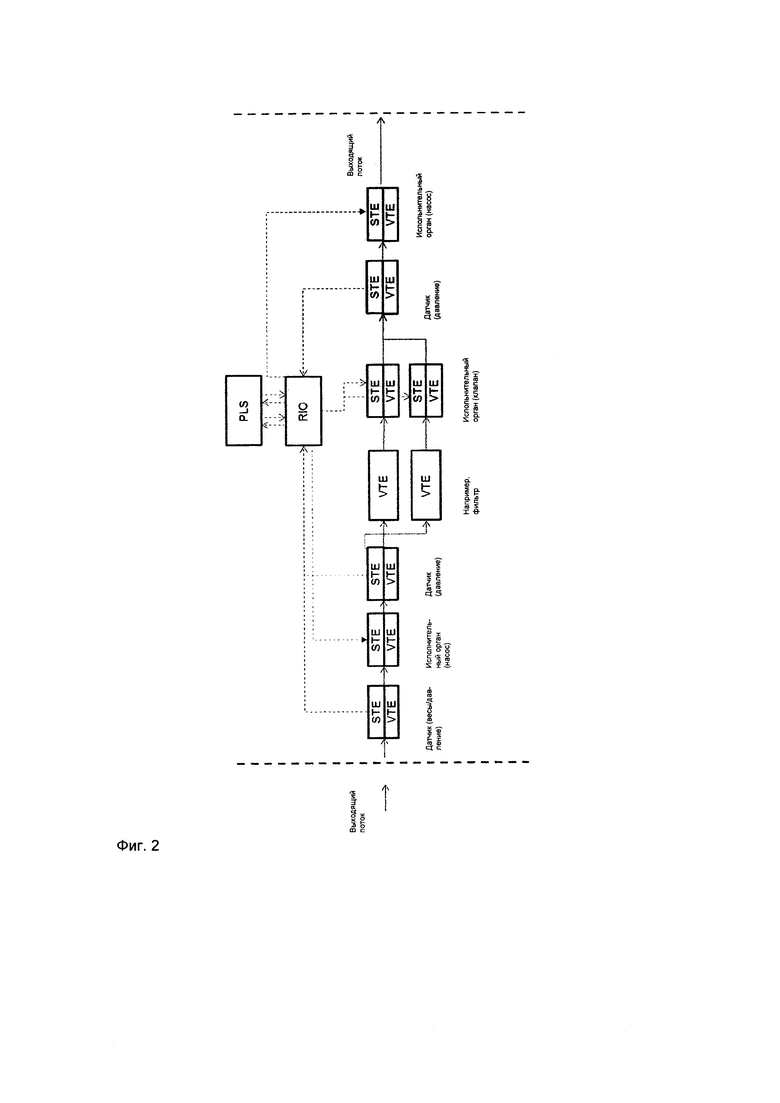
На Фиг. 2 показан не ограничивающий объем изобретения пример структуры блока и его элементов, а также их связей с центральной системой управления производственным процессом PLS (регулятор не показан). Выходящий из предшествующего блока поток в качестве входящего потока втекает в буферный объем (VTE-элемент) блока. Состояние VTE-элемента регистрируется STE-датчиком, сигналы которого через RIO поступают к системе управления PLS. Система управления PLS посылает сигнал к RIO, который подает командный сигнал к двигателю (STE-исполнительному органу) насоса (VTE-элемента). Далее поток продукта по шлангам (VTE-элементам) поступает к датчикам давления (STE-датчикам). Сигнал давления регистрируется в RIO и направляется к системе управления PLS.
В случае если VTE является, например, фильтром, поток продукта проходит через первый фильтр. В случае если система управления PLS констатирует превышение определенного уровня давления перед фильтром, к клапанам (STE-исполнительным органам) через RIO передаются командные сигналы, которые в типичных случаях допускают возможность автоматической замены фильтра.
В случае если VTE является, например, хроматографической колонкой (VTE-элементом), после подачи определенного объема на колонку производилась бы замена колонок. В качестве STE в этом случае можно использовать датчик расхода, данные которого временно можно интегрировать, получая подаваемый объем. В качестве альтернативы для управления загрузкой молекул продукта в колонку можно использовать пригодный для определения концентрации датчик, например, УФ-датчик, ИК-датчик и так далее. Последующее интегрирование произведения «сигнал потока * сигнал концентрации» позволяет определить загрузку, превышение которой приводило бы к результату, аналогичному замене хроматографических колонок.
В данном предпочтительном варианте осуществления изобретения сопоставляют друг с другом датчики, регуляторы и исполнительные устройства, воздействующие на регулируемый параметр, в частности, буферный объем, в одном и том же блоке. Таким образом, в конечном итоге поток информации для транспортировки потока продукта обычно проходит вдоль цепи STEN-датчик RION PLS RION STEN-исполнительной устройство. Поток продукта течет вдоль цепи VTEN VTEN+1 VTEN+2 и далее.
В качестве альтернативы могут быть сопоставлены датчики и/или исполнительные устройства (STE-исполнительные устройства) для регулирования буферного объема смежного (предыдущего или последующего) блока. В этом случае поток информации для транспортирования потока продукта, например, течет вдоль цепи STEN-датчик RION PLS RION+1 STEN-1-исполнительное устройство; поток продукта также течет вдоль цепи VTEN VTEN+1.
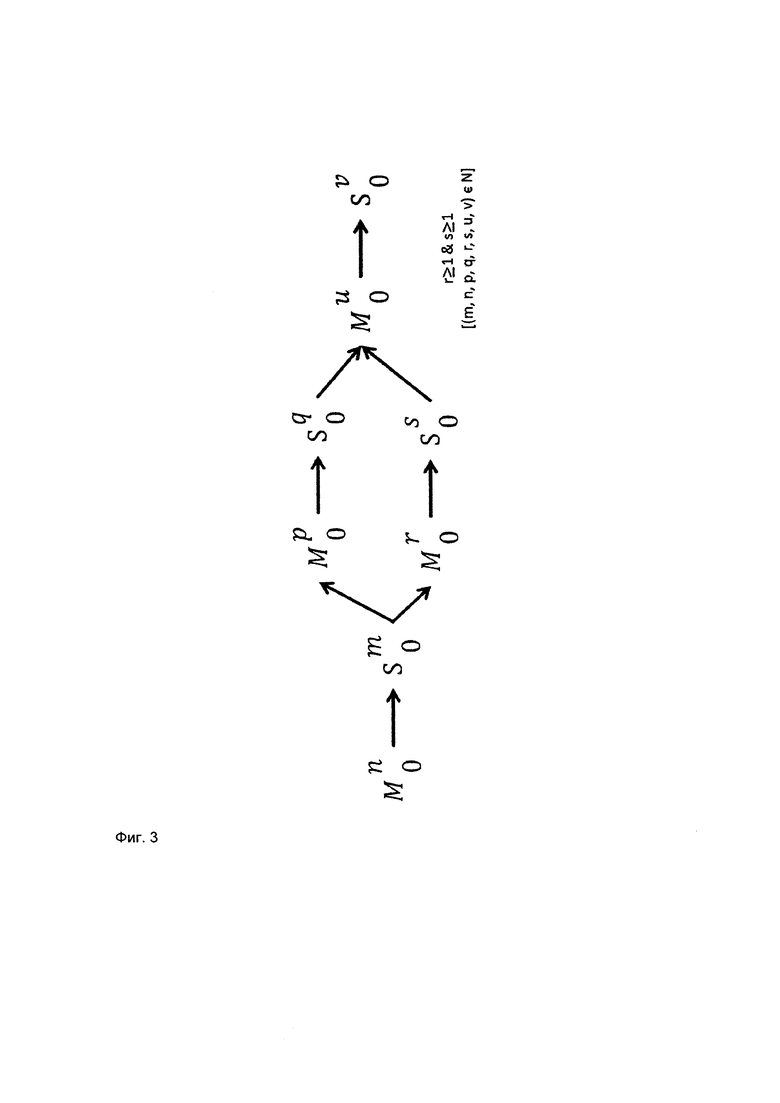
Согласно изобретению производственная установка включает несколько блоков, которые подразделяют на задающие блоки и подчиненные блоки.
На Фиг. 3 показано возможное общее упорядочение задающих и/или подчиненных блоков предлагаемой в изобретении производственной установки.
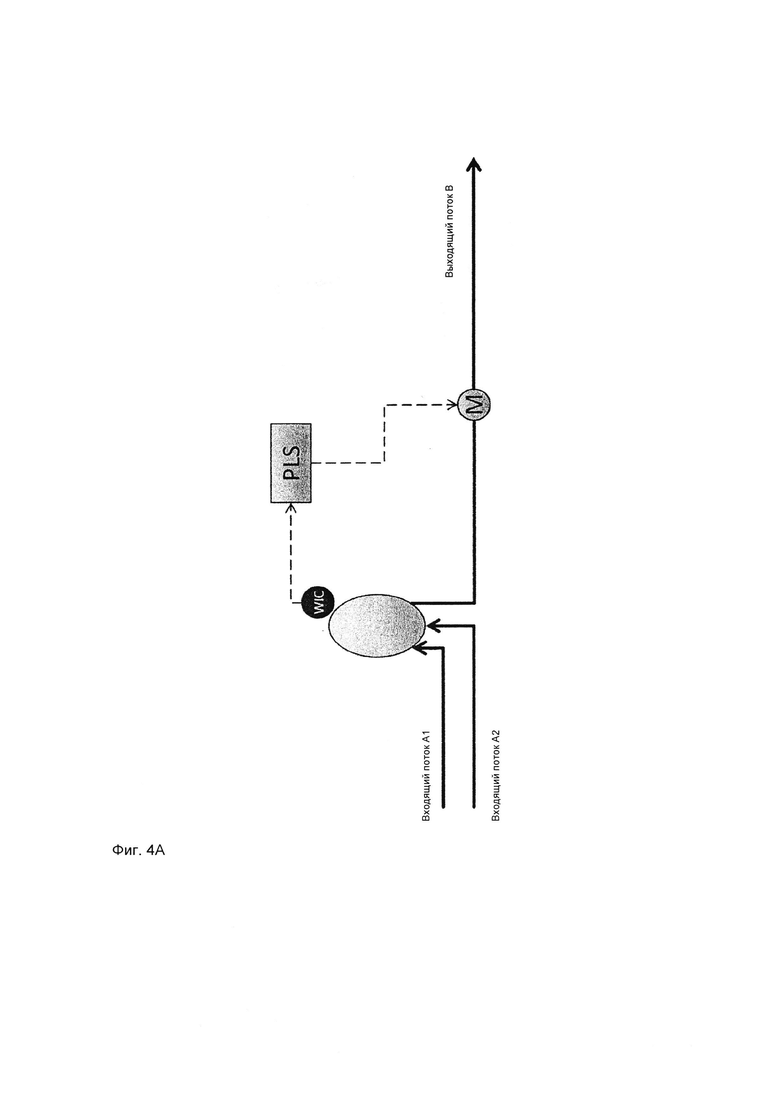
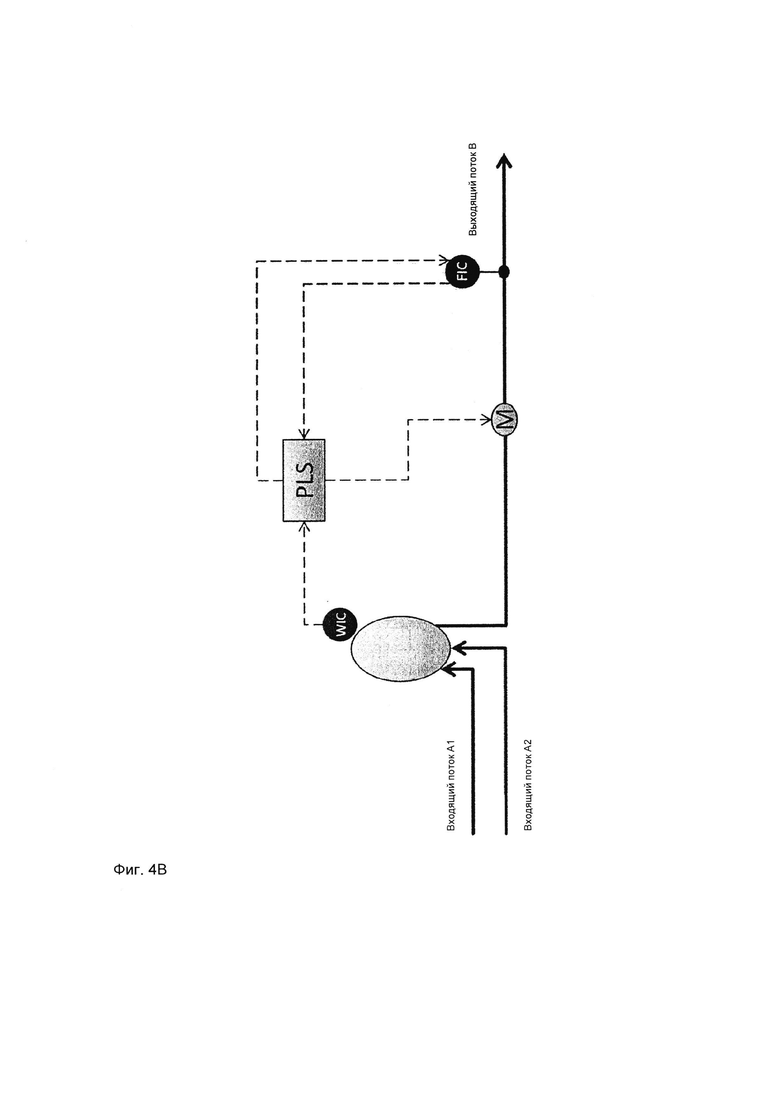
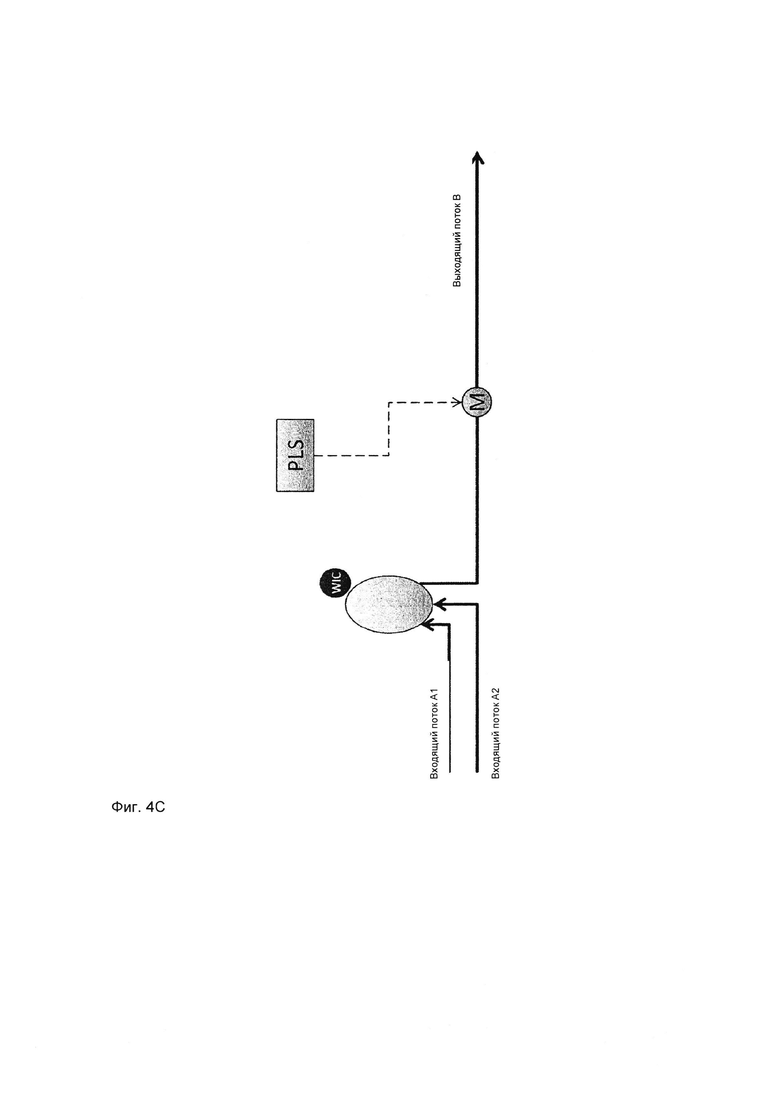
На Фиг. 4А, 4В и 4С схематически показана структура подчиненных блоков (Фиг. 4А, 4В), а также структура подчиненного блока, который может временно функционировать в качестве задающего блока (Фиг. 4С).
Ниже приведено соответствующее настоящему изобретению определение задающего блока и подчиненного блока в зависимости от их регулирующего, соответственно управляющего действия.
Заданное значение скорости потока задающего блока не является результатом регулирования параметра состояния буферного объема. Обычно оно задается системой управления. Скорость потока задающего блока не требуется приводить в соответствие со скоростью потока другого блока. Согласно изобретению задающий блок включает один или несколько исполнительных устройств и линию транспортировки потока продукта, а также RIO. Однако, например, для измерения и регулирования скорости потока при необходимости предпочтительными являются датчики. В случае использования датчиков, например, для измерения и регулирования скорости потока задающего блока последний обычно соединен по меньшей мере с одним регулятором. Данный регулятор предпочтительно может являться частью системы управления (в случае центрального регулирования) или альтернативной частью программируемого логического контроллера (SPS) в случае децентрализованного регулирования. В типичных случаях задающим блоком является блок хроматографии, блок вирусной инактивации и/или блок фильтрования.
Заданное значение скорости потока подчиненного блока является результатом регулирования параметра состояния буферного объема в том же блоке или в смежном с ним в направлении потока продукта блоке. Это означает, что скорость потока подчиненного блока необходимо приводить в соответствие со скоростью потока в другом блоке. Подчиненный блок для регулирующего воздействия его буферного объема характеризуется замкнутым процессом воздействия, что достигается посредством STE-исполнительногоустройства (М) для регулирующего воздействия буферного объема (их совокупность называют элементами для регулирующего воздействия буферного объема - Фиг. 4А). Для регулирования параметра состояния буферного объема STE-датчик для контроля буферного объема (WIC), как показано на Фиг. 4В, можно комбинировать с датчиком для регулирование потока (FIC).
Заданное значение скорости потока подчиненного блока в известных условиях, обычно временно (например, при выходе из строя/при-остановлении предшествующего задающего блока), можно управлять, как в случае задающего блока (Фиг. 4С).
Под контролем, соответственно регулирующим воздействием буферного объема в соответствии с настоящим изобретением подразумевается контроль, соответственно регулирующее воздействие параметра состояния буферного объема.
Согласно изобретению поток продукта, который выходит из буферного объема каждого подчиненного блока (выходящий поток В), в типичных случаях контролируют таким образом, чтобы несмотря на колебания одного или нескольких входящих потоков (А1, А2) средний по времени параметр состояния буферного объема оставался постоянным. Выходящий поток В не всегда должен точно соответствовать сумме входящих потоков А1 и А2.
В типичных случаях все STE-элементы для регулирующего воздействия буферного объема относятся к одному и тому же блоку. Другими словами, в предпочтительном варианте осуществления изобретения подчиненный блок включает по меньшей мере один буферный объем, по меньшей мере один датчик (STE-датчик) для контроля буферного объема и один или несколько исполнительных органов (STE-исполнительных органов) для регулирующего воздействия буферного объема. Датчики для контроля и исполнительные органы для регулирующего воздействия буферного объема соединены посредством по меньшей мере одного регулятора. По меньшей мере один из этих регуляторов регулирует параметр состояния буферного объема. Данный регулятор может являться частью системы управления (центральное регулирование) или частью локального программируемого логического контроллера SPS (децентрализованное регулирование).
Однако в качестве альтернативы буферный объем, датчики для контроля и/или исполнительные устройства для регулирующего воздействия буферного объема могут относиться к смежному (предыдущему или последующему) блоку. Так, например, задающий блок может включать по меньшей мере один буферный объем для регулирования последующего блока и по меньшей мере один датчик (STE-датчик) для контроля буферного объема, причем соответствующее исполнительное устройство для регулирующего воздействия буферного объема в этом случае относится к последующему подчиненному блоку. Подобное упорядочение в типичных случаях реализуют, если в качестве подчиненного блока должно функционировать хроматографическое устройство или если буферный объем не может быть помещен на соответствующие шасси в связи с дефицитом места.
Таким образом, предлагаемая в изобретении производственная установка для каждого подчиненного блока включает по меньшей мере один буферный объем для приема потока продукта, а также один или несколько датчиков, регуляторов и исполнительных устройств (STE-исполнительных органов) для регулирования буферного объема либо в одном и том же блоке, либо в смежном блоке (предыдущем или последующем в направлении потока продукта).
В пределах подчиненных блоков предпочтительно используют регулирование с источником, то есть буферный объем является источником, из которого исполнительное устройство отбирает поток продукта для последующего транспортирования. В связи с этим в подобном случае задающий блок используют в начале установки.
В качестве альтернативы в пределах подчиненного блока можно использовать целевое регулирование, в соответствии с которым буферный объем являются целью для транспортирования исполнительным устройством потока продукта.
Для безопасной эксплуатации установки, то есть для обеспечения возможности отключения того или иного блока в процессе работы установки, система управления в типичных случаях позволяет осуществлять центральный контроль буферного объема и при необходимости (буферный объем переполнен или слишком пуст) отключать тот или иной блок, причем с системой управления соединен каждый задающий и каждый подчиненный блок.
Общая система управления может представлять собой комбинацию центрального и децентрализованного регулирования. Типичными блоками с локальным регулированием являются хроматографические устройства.
Согласно изобретению буферный объем может быть сформирован в том или ином блоке благодаря использованию эластичного шланга или резервуара. В подобном случае размер буферного объема может определяться давлением или, например, массой. STE-датчиком для контроля буферного объема в типичных случаях является датчик уровня наполнения (например, датчик давления), весы, оптический датчик и так далее.
Каждый резервуар предпочтительно оснащен системой вентиляции (клапаном или аэрофильтром).
Предпочтительному использованию подлежит эластичный шланг. В качестве эластичного шланга на испытательной установке использовали, например, силиконовый шланг типа SaniPure®. В качестве эластичного шланга можно использовать также Pharmed®-BPT (силиконовый шланг), C-Flex-374® (термопластичный шланг) или шланг SaniPure® фирмы Saint-Gobain Performance Plastics (без ограничения указанным перечнем). В типичных случаях для контроля расширения шланга, а, следовательно, увеличения буферного объема, используют датчик давления. Благодаря этому предотвращается переполнение или холостое функционирование буферного объема, что определяет допустимый для буферного объема диапазон давлений в системе управления, причем в случае превышения верхнего предельного давления выключается исполнительное устройство, транспортирующий поток продукта в буферный объем. В случае если давление не достигает нижнего предельного значения, выключается исполнительное устройство, транспортирующий поток продукта из буферного объема. Эластичный шланг в качестве буферного объема предпочтительно используют, например, при «тупиковом» фильтровании, следующем после другого «тупикового» фильтрования. Благодаря этому может быть сокращен мертвый объем на установке.
В другом варианте осуществления изобретения для регулирования буферного объема используют комбинацию «резервуар-датчик уровня наполнения», в частности, комбинацию «резервуар-весы».
Оба варианта позволяют осуществлять уравнивание скорости потока в двух блоках, в том числе при останове или кратковременном прекращении функционирования одного из двух блоков.
На одной и той же производственной установке можно использовать различные комбинации буферного объема и датчиков уровня наполнения.
Соответствующее заданное значение уровня наполнения буферного объема устанавливают посредством системы управления. На испытательной установке заданный уровень наполнения резервуаров в типичных случаях устанавливали таким образом, чтобы среднее время пребывания составляло от 2 минут до 4 часов, предпочтительно 20 минут. При этом заданное значение регулируемого давления отличалось от атмосферного давления на величину, составляющую от -0,5 до 2 бар, предпочтительно от -100 до 200 мбар, особенно предпочтительно от 10 до 50 мбар.
В системе управления направление потока информации между элементами, STE-датчиками, регуляторами и STE-исполнительными устройствами, обеспечивающими регулирование буферного объема, устанавливают в соответствии с приведенными выше определениями, а, следовательно, блоки подразделяют на задающие или подчиненные. Обслуживающий персонал может выполнять данную операцию посредством пользовательского интерфейса или в конфигурации системы управления.
Система управления предпочтительно программирована для автоматической проверки совместимости ручного подразделения блоков согласно приведенным выше определениям.
Следует подчеркнуть, что для упорядочивания элементов, предназначенных для регулирования буферного объема в том или ином или в смежном блоке, и/или для установления направления потока информации между используемыми для регулирования буферного объема элементами (STE-датчиками, регуляторами и STE-исполнительными устройствами) соответственно принимаются во внимание только элементы каждого замкнутого процесса воздействия. Упорядочивание STE-элементов блока в направлении потока продукта является частью модульной структуры производственной установки. Отдельное рассмотрение замкнутых процессов воздействия для регулирования буферных объемов во взаимосвязи с непрерывным потоком продукта и его скоростями способствует реализации предлагаемой в изобретении модульной структуры управления/регулирования производственной установки в блоках.
Таким образом, первым объектом настоящего изобретения является производственная установка для непрерывного получения и/или переработки биофармацевтических продуктов по меньшей мере с двумя последовательно соединенными друг с другом блоками для реализации по меньшей мере двух последующих и/или предшествующих стадий, причем производственная установка включает:
- по меньшей мере один подчиненный блок и по меньшей мере один задающий блок,
- причем каждый подчиненный блок соединен по меньшей мере с одним буферным объемом в том же блоке или в смежном с ним в направлении потока продукта блоке и включает один или несколько датчиков для контроля буферного объема и один или несколько исполнительных устройств для воздействия на буферный объем, и причем параметр состояния каждого буферного объема регулируется с помощью датчика и исполнительного устройства, соединенных по меньшей мере с одним регулятором в замкнутый процесс воздействия,
причем задающий блок включает по меньшей мере одно устройство для транспортировки потока продукта и отличается тем, что скорость его потока не контролируется посредством регулирования параметра состояния буферного объема,
и причем если задающий блок расположен рядом с одним или несколькими подчиненными блоками, он соединен с буферным объемом каждого подчиненного блока, и
причем в случае нескольких задающих блоков между двумя определяющими скорость потока исполнительными устройствами задающих блоков имеется по меньшей мере один вспомогательный поток.
Предпочтительным является наличие одного или нескольких компонентов регуляторов системы управления, главным образом системы управления процессом.
Для обеспечения возможности отключения задающего блока во время функционирования установки каждый задающий блок предпочтительно соединен с системой управления.
Другим объектом настоящего изобретения является реализуемый посредством компьютера способ управления процессом на производственной установке согласно изобретению, причем:
значения параметра состояния буферного объема и скорости потока на производственной установке определяются следующими данными:
- указывается последовательность расположения блоков вдоль потока продукта,
- устанавливается заданное значение скорости потока для каждого задающего блока,
- устанавливается заданное значение параметра состояния для каждого буферного объема,
- для каждого замкнутого процесса воздействия устанавливается связь регуляторов с датчиками, используемыми для контроля буферного объема, и с исполнительными устройствами, используемыми для регулирующего воздействия буферного объема, а также при необходимости связь регуляторов друг с другом,
- выполняется параметризация регуляторов.
Для эксплуатации производственной установки предлагаемый в изобретении способ управления предусматривает следующие стадии:
а) к исполнительному устройству, предназначенному для управления скоростью потока в задающем блоке, от системы управления передается заданное значение скорости потока в задающих блоках, при условии, что в случае нескольких задающих блоков выполняется инициирование вспомогательного потока,
b) посредством соответствующего датчика для контроля соответствующего буферного объема определяется фактическое значение параметра состояния каждого буферного объема, которое передается к регулятору, связанному в соответствующем замкнутом процессе воздействия, и сравнивается с соответствующим заданным значением,
c) рассчитываются соответствующие командные сигналы и передаются к соответствующим связанным в замкнутом процессе воздействия исполнительным устройствам для воздействия на буферные объемы,
d) исполнительные устройства для воздействия на буферный объем оказывают обратное действие на датчики для контроля буферного объема, и
e) стадии b)-d) повторяются, пока производственная установка не выключится или не остановится.
Условия выключения предпочтительно дополнительно определяются следующими данными:
- устанавливается максимальное и/или минимальное значение параметра состояния для каждого буферного объема (предпочтительно как максимальное, так и минимальное значение),
- устанавливается максимальное и/или минимальное значение скорости потока для каждого задающего блока (предпочтительно как максимальное, так и минимальное значение).
Другим объектом настоящего изобретения является компьютерная программа для осуществления указанного выше способа.
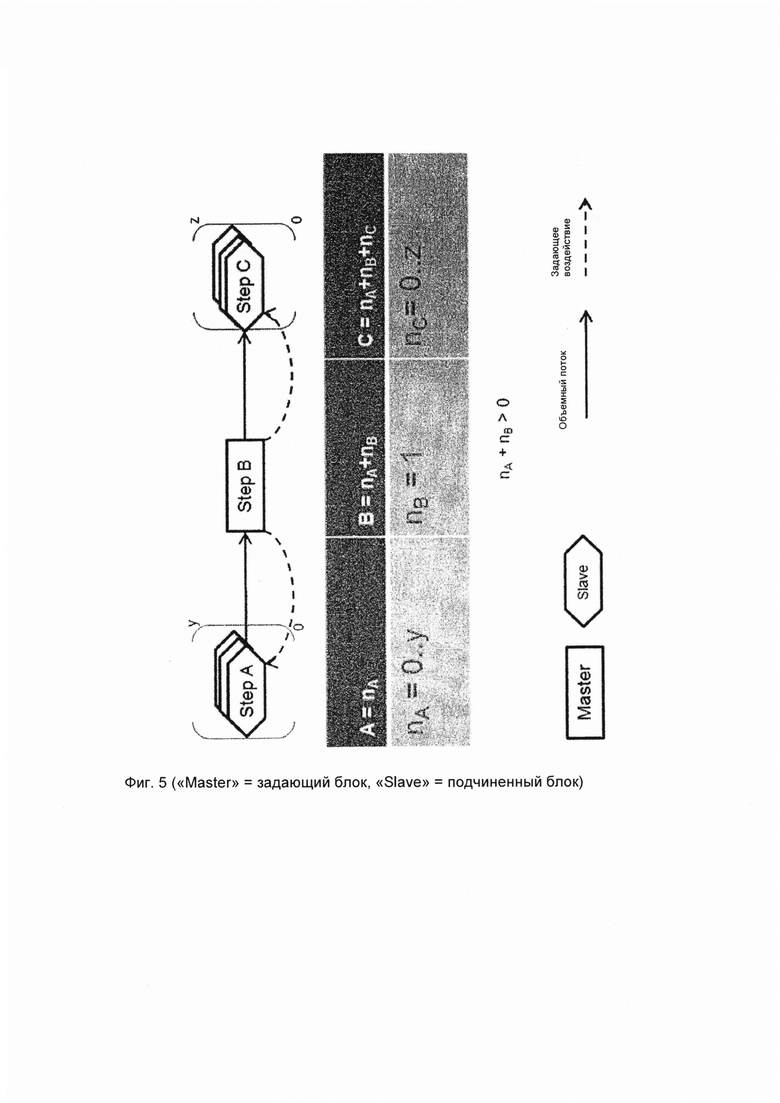
На Фиг. 5 схематически показана производственная установка только с одним задающим блоком (Step С, nC=1). Указаны также соответствующие направления потока продукта и потока информации на установке.
Установка может включать подчиненные блоки nA (от 0 до у), обозначенные на чертеже (Step А)0…y.
Кроме того, установка может включать подчиненные блоки nC (от 0 до z), обозначенные на чертеже (Step C)0…z.
Индексы «у», соответственно «z» означают последние номера технологических стадий в ряду.
Согласно данной конфигурации подчиненный блок (Step А, соответственно Step С) может находиться в качестве отдельного блока соответственно в начале и/или в конце установки.
В типичном случае задающим блоком является стадия хроматографии. Функцию задающих блоков могут выполнять несколько стадий хроматографии при условии, что между двумя задающими блоками соответственно имеется вспомогательный поток. Определение «между двумя задающими блоками» в данном случае означает положение после насоса для транспортирования потока продукта из первого задающего блока и первого насоса для транспортирования потока продукта во второй задающий блок.
В качестве альтернативы функцию задающего блока может выполнять только один блок хроматографии, причем другие блоки хроматографии соответственно регулируют с помощью буферного объема в качестве подчиненных блоков и предпочтительным посредством гистерезисного регулирования (центрального или локального).
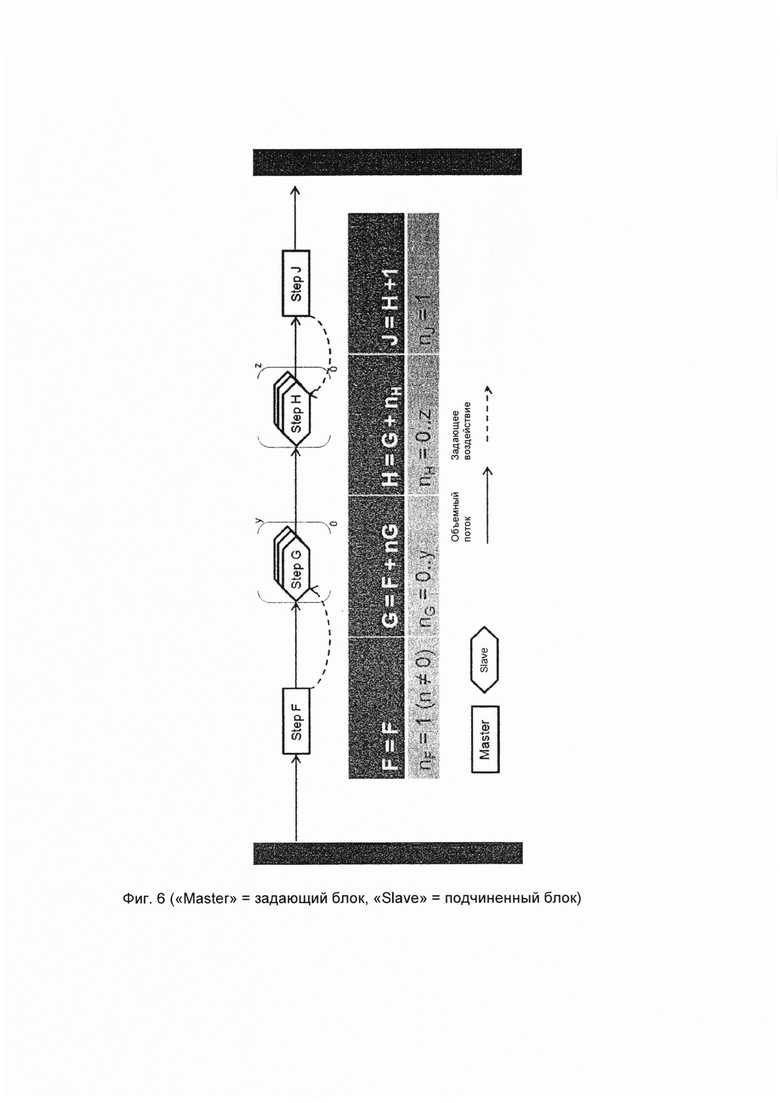
На Фиг. 6 схематически показана часть другой производственной установки, включающая два задающих блока (Step F, nF=1 и Step J, nJ=1). На данном чертеже показана только часть, находящаяся между задающими блоками. Общий вид процесса дает комбинирование данного чертежа с приведенной на Фиг. 5 схемой регулирования начала и конца производственной установки.
Общий процесс всегда характеризуется задающей скоростью потока (PF), которую устанавливают извне или посредством задающего блока (в случае нескольких задающих блоков в направлении потока продукта от первого задающего блока).
Между двумя задающими блоками должен иметься по меньшей мере один вспомогательный поток (на чертеже не показан), поскольку управление двух задающих блоков с точно одинаковой скоростью потока не представляется возможным. Вспомогательный поток позволяет вводить жидкость в поток продукта или выводить ее из потока продукта (концентрирование). Вспомогательный поток компенсирует разницу между задающей скоростью потока PF, которая на Фиг. 6 задана задающим блоком F, и скоростью потока последовательно включенного задающего блока J.
Вспомогательным потоком в соответствии с настоящим изобретением называют не обремененный продуктом (или обремененный побочным продуктом) поток, который вводят в поток продукта или выводят из него. Вспомогательные потоки, которые вводят в поток продукта, могут быть отрегулированы. В данном варианте конструктивного исполнения производственной установки задающий блок в типичном случае включает STE-датчик для измерения вспомогательного потока и STE-исполнительное устройство для регулирования и управления вспомогательным потоком, а также VTE-элементы для подачи, соответственно отвода вспомогательного потока (их общее название AUX-VTE-элементы). Вспомогательные потоки, которые выводят из потока продукта, обычно не регулируют.
Так, например, если после непрерывного хроматографического элюирования белком-А (первый задающий блок с потоком F1) следует непрерывная вирусная инактивация с постоянным входным потоком (второй задающий блок с потоком F2), для компенсации разницы скоростей потоков необходим вспомогательный поток F3, поскольку справедливо соотношение F2>F1. Соотношение F2<F1 является нецелесообразным, поскольку оно обусловливает потери продукта, тогда как равенство потоков (F1=F2) технически невозможно без регулирования. Скорости потоков F1 и F2 не регулируют, а только управляют ими. Поток F3 образуется сам собой (F3=F2-F1) или может быть установлен посредством регулирования уровня наполнения или давления. Поток F3 предпочтительно образуется сам собой. Предлагаемая в изобретении установка включает по меньшей мере один задающий блок и по меньшей мере один подчиненный блок, однако вспомогательный поток можно использовать применительно к установке, включающей только задающие блоки.
Другим типичным задающим блоком является непрерывная вирусная инактивация, описанная в европейской заявке на патент ЕР 2015/054698. В случае если установка включает блок хроматографии и блок непрерывной вирусной инактивации, между задающими блоками можно использовать вспомогательный поток. В данном варианте осуществления изобретения к потоку продукта в блоке хроматографии перед блоком непрерывной вирусной инактивации всегда (в процессе эксплуатации и во время останова) необходимо добавлять вспомогательный поток. Во избежание этого блок хроматографии предпочтительно функционирует в качестве задающего блока, а блок непрерывной вирусной инактивации в качестве подчиненного блока. При этом следует учитывать, что в случае останова блока хроматографии (задающего блока) блок непрерывной вирусной инактивации (критичной по времени стадии) должен функционировать в качестве задающего блока. Это достигается благодаря тому, что между блоком хроматографии и блоком непрерывной вирусной инактивации имеется вспомогательный поток для функционирования блока непрерывной вирусной инактивации в качестве задающего блока, а также буферный объем для функционирования блока непрерывной вирусной инактивации в качестве подчиненного блока.
В предпочтительном варианте конструктивного исполнения производственной установки блоки для реализации в них стадий функционируют следующим образом.
- Перфузионная культура и система удерживания клеток в типичных случаях образуют блок, который в типичных случаях функционирует в качестве задающего блока.
- Концентрирование и следующий непосредственно за ним диализ совместно могут образовывать также блок, функционирующий в качестве подчиненного блока. Однако между концентрированием и диализом предпочтительно выполняют фильтрование. В этом случае концентрирование и диализ образуют отдельные подчиненные блоки.
- Блоки хроматографии в типичных случаях функционируют в качестве задающих блоков. Однако блок хроматографии может функционировать также в качестве подчиненного блока, если программа управления хроматографией допускает подобную возможность (то есть если хроматография может происходить в автоматическом режиме по меньшей мере с двумя разными скоростями).
- Гомогенизация, вирусная инактивация и нейтрализация совместно предпочтительно образуют блок, который в типичных случаях функционирует в качестве подчиненного блока, однако предпочтительно при необходимости временно функционирует в качестве задающего блока.
- Процессы фильтрования, реализуемые с целью отделения клеток, сокращения общего количества микробов или отделения частиц, соответственно фильтрования вирусов, в типичных случаях являются подчиненными блоками.
- Элементы, характеризующиеся необходимым для осуществления реакций (например, осаждения или кристаллизации) временем пребывания, в типичных случаях являются подчиненными блоками, однако их предпочтительно интегрируют в другие блоки. Для непрерывной технологии используют элемент с необходимым временем пребывания, например, шланг, предпочтительно смотанный шланг, особенно предпочтительно спиральный инвертор потока (CFI).
- Кондиционирующие элементы для настройки параметров потока продукта, например, показателя рН или проводимости, в типичных случаях являются подчиненными блоками, однако их предпочтительно интегрируют в другие блоки. Кондиционирование предпочтительно выполняют в контуре кондиционирования, который присоединен к буферному объему.
Все блоки производственной установки могут функционировать в непрерывном режиме. В подобном варианте осуществления изобретения фильтрацию вирусов предпочтительно выполняют в качестве последней стадии перед сокращением общего количества микробов или в качестве последней стадии технологического процесса. Это позволяет при необходимости осуществлять повторную фильтрацию содержащихся в потоке продукта вирусов. Дополнительным преимуществом при этом является возможность при необходимости менять непрерывный режим функционирования блоков (фильтрации вирусов с сокращением / без сокращения общего количества микробов) на периодический режим.
В качестве альтернативы отдельные блоки могут функционировать в периодическом режиме. Так, например, все стадии до вирусной инактивации можно осуществлять в непрерывном режиме, вирусную инактивацию можно выполнять в периодическом режиме, а остальные стадии вновь осуществлять в непрерывном режиме, причем буферный объем должен быть конфигурирован таким образом, чтобы могло быть обеспечено непрерывное фунционирование предыдущих/последующих блоков.
Заданное значение скорости обремененных продуктом объемных потоков на предлагаемой в изобретении установке обычно составляет от 0,001 до 10 л/мин, предпочтительно от 0,01 до 5 л/мин, особенно предпочтительно от 0,05 до 1 л/мин.
Измерение скоростей потока на непрерывно функционирующей установке, в частности, в диапазоне ≤50 мл/мин, является проблематичным. Установлено, что соответствующее измерение посредством коммерчески доступных автоклавируемых или гамма-стерилизуемых одноразовых расходомеров не представляется возможным. Подобное измерение на установке с гибкими линиями, по которым транспортируется жидкий поток, можно выполнять компенсационным методом измерения скорости потока. Речь при этом идет о комбинации компенсационного насоса, датчика давления и регулятора с необходимым заданным давлением. При этом перепад давления между входом и выходом компенсационного насоса поддерживают почти на постоянном уровне. Соответствующая разница предпочтительно равна нулю, причем особенно предпочтительно давление соответственно до и после компенсационного насоса равно атмосферному давлению. При отклонении фактического давления от заданного значения выполняется соответствующая корректировка числа оборотов компенсационного насоса, а, следовательно, его производительности. Скорость потока может быть вычислена на основании результатов измерения частоты вращения компенсационного насоса и перекачиваемого им за один оборот объема (компенсационный метод измерения скорость потока).
Величина буферного объема зависит от значений скорости потока и инерционности регулирования. В случае если требуется систематическое отключение блока с целью технического обслуживания VTE-элемента, предпочтительному использованию подлежит увеличенный буферный объем в форме резервуара. Блоками подобного типа являются блоки хроматографии.
В типичном случае резервуар не снабжен мешалкой. В случае если требуется перемешивание содержимого резервуара, мешалку можно использовать, однако перемешивание предпочтительно осуществляют посредством циркуляции (комбинация трубопровода и насоса).
Предлагаемый в изобретении способ более подробно рассмотрен на прилагаемых к описанию чертежах, на которых схематически показана конфигурация различных систем управления (PLS) процессом переработки поступающего из ферментера потока продукта на последующих (USP) и предшествующих (DSP) стадиях или только на предшествующих стадиях (DSP). Данные конфигурации приведены в качестве примера и не ограничивают предлагаемый в изобретении способ.
Отдельные части показанной на чертежах производственной установки упорядочены на салазках. Согласно уровню техники салазки представляют собой трехмерную жесткую структуру, которая может служить платформой или несущей структурой для блока. Примеры салазок показаны на чертежах.
Примеры
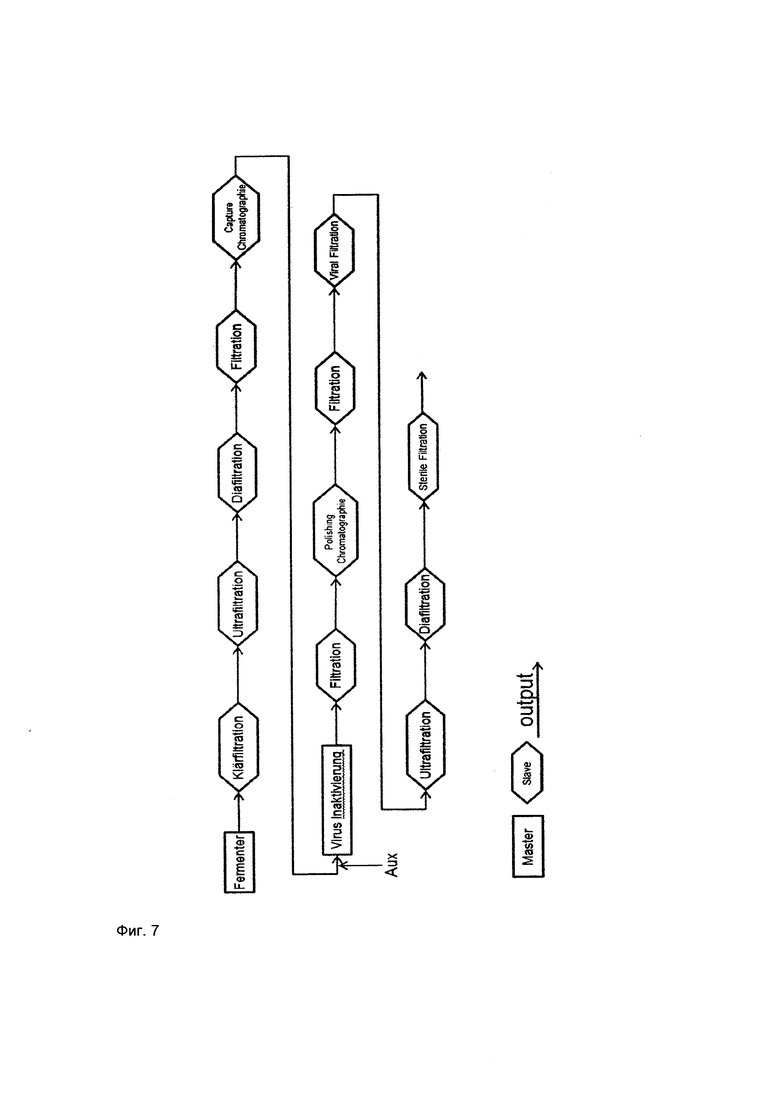
1) Ферментация >DSP I и DSP II
На Фиг. 7 показан пример возможного осуществления непрерывного процесса от ферментации до заключительного фильтрования. Соответствующая производственная установка включает два задающих блока, а именно блок ферментации и блок критичной по времени пребывания вирусной инактивации (VI). Для реализации постоянного усредненного по времени объемного потока из блока вирусной инактивации (VI) после хроматографии со связыванием продукта, которую в данном примере реализуют в виде подчиненного блока, подают вспомогательный поток (Aux). Другие блоки являются подчиненными блоками.
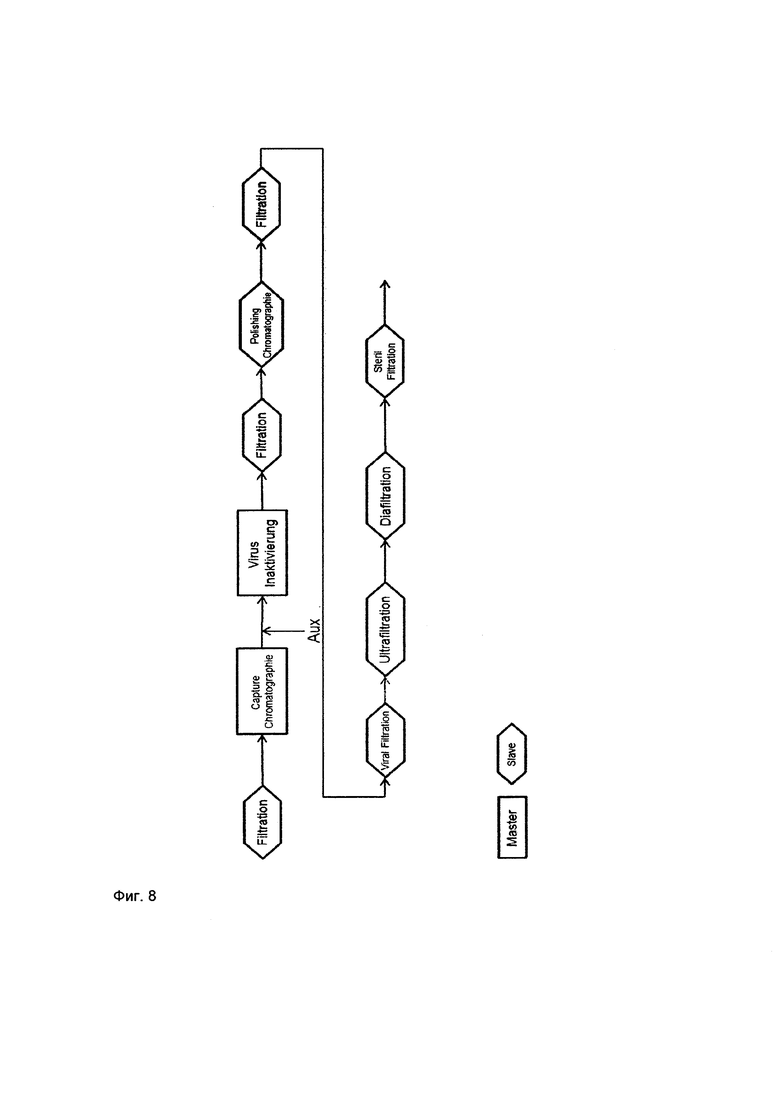
2) Только DSP II при условии nG=nH=0 (согласно Фиг. 6)
На Фиг. 8 показан пример, согласно которому процесс переработки на предшествующих стадиях (DSP) не скомбинирован непосредственно с ферментацией, причем хроматография со связыванием продукта и вирусная инактивация (VI) являются двумя задающими блоками. Для реализации постоянного объемного потока из блока хроматографии со связыванием продукта после этого блока подают вспомогательный поток (Aux). В этом случае фильтрование, предшествующее хроматографии со связыванием продукта, является подчиненным блоком. Последующие блоки также являются подчиненными блоками.
Выполненные в соответствии с данным изобретением работы стимулированы согласно договору о финансовой помощи „Bio.NRW: MoBiDiK - Modulare Bioproduktion - Disposable und Kontlnuierlich" в рамках Европейского фонда регионального развития (EFRE).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отбора образцов из потока текучей среды для отслеживания загрязняющей примеси в непрерывном режиме | 2017 |
|
RU2755065C2 |
| БЛОК УЛЬТРАФИЛЬТРАЦИИ ДЛЯ НЕПРЕРЫВНОЙ ЗАМЕНЫ БУФЕРНОГО РАСТВОРА ИЛИ СРЕДЫ ИЗ РАСТВОРА БЕЛКА | 2015 |
|
RU2676639C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ УСТАНОВКОЙ ДЛЯ ПОЛУЧЕНИЯ СПИРТА С ИСПОЛЬЗОВАНИЕМ ТЕПЛОВОГО НАСОСА | 2012 |
|
RU2508148C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПОДАЧИ ШЛАМА В ЦЕМЕНТНУЮ ПЕЧЬ | 2011 |
|
RU2506510C2 |
| СПОСОБ НЕПРЕРЫВНОГО СОКРАЩАЮЩЕГО МИКРООРГАНИЗМЫ ПОЛУЧЕНИЯ И/ИЛИ ОБРАБОТКИ ПРОДУКТА | 2016 |
|
RU2721535C2 |
| СИСТЕМА ДЛЯ СМЕШИВАНИЯ МАТЕРИАЛОВ, ИМЕЮЩАЯ БУФЕРНУЮ ЕМКОСТЬ | 2019 |
|
RU2756468C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МОЛОЧНОГО ПРОДУКТА | 1999 |
|
RU2240591C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ВИРУСНОЙ ИНАКТИВАЦИИ В МИКРОРЕАКТОРЕ | 2016 |
|
RU2719363C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕАКТОРОМ ПОЛУНЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2005 |
|
RU2299094C2 |
| Система зарядки и способ управления зарядкой батареи электротранспортного средства | 2021 |
|
RU2797370C1 |
Группа изобретений относится к области биотехнологии. Предложены способ управления процессом на производственной установке для непрерывного получения и/или переработки биофармацевтических продуктов, производственная установка и компьютерная программа для осуществления указанного способа. Производственная установка включает подчиненный блок и задающий блок, где подчиненный блок соединен с буферным объемом, включает датчик для контроля буферного объема и исполнительное устройство для воздействия на буферный объем, а задающий блок включает устройство для транспортировки потока продукта и является определяющим скорость потока блоком. Способ включает определение значения параметра состояния буферного объема и скорости потока, передачу от системы управления заданного значения скорости потока в задающем блоке к исполнительному устройству, определение фактического значения параметра состояния буферного объема и сравнивание с заданным значением, расчёт командных сигналов и передачу к связанным в замкнутом процессе воздействия исполнительным устройствам, где исполнительное устройство оказывает обратное действие на датчики для контроля буферного объема. Изобретения обеспечивают использование разных интенсивностей потока при необходимости с временно ограниченным прерыванием потока продукта без непосредственного воздействия на непрерывный режим работы смежных блоков. 3 н. и 11 з.п. ф-лы, 8 ил.
1. Способ, реализуемый посредством компьютера, для управления процессом на производственной установке для непрерывного получения и/или переработки биофармацевтических продуктов по меньшей мере с двумя последовательно соединенными друг с другом блоками для реализации по меньшей мере двух последующих и/или предшествующих стадий, включающая по меньшей мере один подчиненный блок, соединенный по меньшей мере с одним буферным объемом в том же блоке или в смежном с ним в направлении потока продукта блоке и включающий один или несколько датчиков для контроля буферного объема и один или несколько исполнительных устройств для воздействия на буферный объем, и датчики для контроля, и исполнительные устройства для воздействия на буферный объем соединены с по меньшей мере одним регулятором, и причем параметр состояния каждого буферного объема регулируется с помощью датчика и исполнительного устройства, соединенных с по меньшей мере одним регулятором в замкнутый процесс воздействия,
и по меньшей мере один задающий блок, включающий по меньшей мере одно устройство для транспортировки потока продукта и являющийся блоком, определяющим в решающей степени скорость потока, и скорость его потока управляется посредством регулирования параметра состояния буферного объема, и причем если задающий блок расположен смежно с одним или несколькими подчиненными блоками, он соединен с буферным объемом каждого подчиненного блока, и причем:
способ включает стадию а), где значения параметра состояния буферного объема и скорости потока на производственной установке определяются следующими данными:
указывается последовательность расположения блоков вдоль потока продукта,
устанавливается заданное значение скорости потока для каждого задающего блока,
устанавливается заданное значение параметра состояния для каждого буферного объема,
для каждого замкнутого процесса воздействия устанавливается связь регуляторов с датчиками, используемыми для контроля буферного объема, и с исполнительными устройствами для воздействия на буферный объем, а также при необходимости связь регуляторов друг с другом,
выполняется параметризация регуляторов, и причем способ включает следующие дополнительные стадии для эксплуатации производственной установки:
b) к исполнительному устройству для управления скорости потока в задающем блоке от системы управления передается заданное значение скорости потока в задающих блоках, при условии, что в случае нескольких задающих блоков выполняется инициирование вспомогательного потока - необремененного продуктом или обремененного побочным продуктом потока, который вводят в поток продукта или выводят из него,
c) посредством соответствующего датчика для контроля соответствующего буферного объема определяется фактическое значение параметра состояния каждого буферного объема, которое передается к регулятору, связанному в соответствующем замкнутом процессе воздействия, и сравнивается с соответствующим заданным значением,
d) рассчитываются соответствующие командные сигналы и передаются к соответствующим связанным в замкнутом процессе воздействия исполнительным устройствам для воздействия на буферные объемы,
e) исполнительные устройства для воздействия на буферный объем оказывают обратное действие на датчики для контроля буферного объема, и
f) стадии b)-е) повторяются, пока производственная установка не выключится или не остановится и,
причем буферный объем в одном блоке сформирован посредством использования эластичного шланга или резервуара и параметром состояния каждого буферного объема является уровень наполнения или давление.
2. Способ по п. 1, причем на стадии а) дополнительно определяются условия выключения следующими данными:
устанавливается максимальное и/или минимальное значение параметра состояния для каждого буферного объема,
устанавливается максимальное и/или минимальное значение скорости потока для каждого задающего блока.
3. Способ по п. 1, причем среднее по времени значение параметра состояния каждого буферного объема остается постоянным.
4. Способ по п. 1, причем для регулирования подчиненного блока используют регулирование с системой нечеткой логики или пропорционально-интегрально-дифференциальное (ПИД) регулирование, особенно предпочтительно ПИД-регулирование.
5. Компьютерная программа, включающая алгоритм для осуществления способа по одному из пп. 1-4.
6. Производственная установка для непрерывного получения и/или переработки биофармацевтических продуктов по меньшей мере с двумя последовательно соединенными друг с другом блоками для реализации по меньшей мере двух последующих и/или предшествующих стадий, управляемая посредством компьютерной программы по п. 5 в соответствии со способом управления процессом по одному из пп. 1-4, причем производственная установка включает:
- по меньшей мере один подчиненный блок и по меньшей мере один задающий блок,
- причем каждый подчиненный блок соединен по меньшей мере с одним буферным объемом в том же блоке или в смежном с ним в направлении потока продукта блоке и включает один или несколько датчиков для контроля буферного объема таким образом, что каждый буферный объем контролируется датчиком, и один или несколько исполнительных устройств для воздействия на буферный объем, и датчики для контроля и исполнительные устройства для воздействия на буферный объем соединены с по меньшей мере одним регулятором, и причем параметр состояния каждого буферного объема регулируется с помощью датчика и исполнительного устройства, соединенных по меньшей мере с одним регулятором в замкнутый процесс воздействия,
- причем задающий блок включает по меньшей мере одно устройство для транспортировки потока продукта и является блоком, определяющим в решающей степени скорость потока, и скорость его потока управляется посредством регулирования параметра состояния буферного объема,
- причем если задающий блок расположен смежно с одним или несколькими подчиненными блоками, он соединен с буферным объемом каждого подчиненного блока, и
причем в случае нескольких задающих блоков между двумя исполнительными устройствами для управления скорости потока в задающем блоке имеется по меньшей мере один вспомогательный поток - необремененный продуктом или обремененный побочным продуктом поток для ввода в поток продукта или вывода из него, и причем буферный объем в одном блоке сформирован посредством использования эластичного шланга или резервуара и параметром состояния каждого буферного объема является уровень наполнения или давление.
7. Производственная установка по п. 6, причем один или несколько регуляторов представляют собой компоненты системы управления, главным образом системы управления процессом.
8. Производственная установка по п. 6, причем последний или предпоследний блок в направлении потока продукта выполняет фильтрацию вирусов.
9. Производственная установка по п. 6, включающая один или несколько кондиционирующих элементов для регулирования определенных параметров потока продукта.
10. Производственная установка по п. 9, причем кондиционирующим элементом является контур кондиционирования.
11. Производственная установка по п. 10, причем контур кондиционирования присоединен к буферному объему.
12. Производственная установка по п. 6, причем буферный объем представляется эластичным шлангом.
13. Производственная установка по п. 6, причем буферный объем, совместно действующие на параметр состояния буферного объема датчики, регуляторы и исполнительные устройства для воздействия на буферный объем относятся к одному и тому же блоку.
14. Производственная установка по одному из пп. 6-13, причем она включает гибкие трубопроводы, выполненные с возможностью транспортировки по ним потока жидкости, измеряемым посредством применения компенсационного измерения скорости потока.
| Содержащий концевые эпоксигруппы сложный полиэфир | 2014 |
|
RU2682168C1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| DE 102013212540 A1, 31.12.2014. | |||

