Область техники, к которой относится изобретение
Настоящее изобретение относится к области изготовления защищённых документов.
В частности, оно относится к способу изготовления защищённого документа, содержащего лист из волокнистого материала по меньшей мере одна из противоположных широких сторон которого покрыта защитной плёнкой.
Уровень техники
Защищённые документы, в частности, банкноты, предназначены для более или менее регулярного обращения и замены. Частота замены связана с несколькими факторами. Совершенно очевидно, что в первую очередь здесь имеют значение номинальная стоимость банкноты, культурные навыки и локальная инфраструктура. В самом деле, демократизация электронных платежей снизила количество банкнот, имеющих хождение в некоторых регионах. И наоборот, страны или отдельные регионы страны, слабо или вообще не оборудованные такими платёжными средствами, пользуются преимущественно купюрами банкнот.
В ходе обращения банкноты могут также проходить через фазу автоматической сортировки. Например, это имеет место в том случае, когда банкноты находятся у коммерсантов или помещены в коммерческие банки. Именно в этом случае банкноту анализируют и сортируют по нескольким критериям. Например, можно указать на считывание защитных средств магнитного или флуоресцирующего типа для проверки аутентичности купюры. Можно также указать на измерение толщины, оценку степени загрязнённости или даже наличие разрывов. Таковы виды повреждений банкноты, приобретённые ею в процессе обращения, что требует замены на новые банкноты в том случае, когда общий вид банкнот является слишком неприглядным.
И хотя каждая страна вправе определять частоту замены своих банкнот, очевидно, что некоторые банкноты в дальних регионах могут иметь хождение ещё в течение нескольких лет до своей новой сортировки. При этом их механическая прочность, а также их стойкость к загрязнению должна быть достаточно высокой для соответствия самым экстремальным условиям их обращения.
Напротив, некоторые купюры могут быть очень быстро заменены после их выпуска вследствие очень интенсивного хождения или неосторожного обращения.
Часто номинации одной страны относят к нескольким уровням: низким, средним и высоким купюрам. При этом низкие и средние купюры имеют наибольшее хождение, именно они должны обладать наилучшими показателями долговечности.
Действительно, следует отметить, что замена использованных банкнот является для государства дорогостоящим мероприятием, и оно естественно требует наличия решений, повышающих срок службы таких, находящихся в обращении банкнот с целью ограничения обновления денежной массы.
Было сделано множество предложений для увеличения прочности банкнот в процессе обращения.
В частности, можно указать на решение из источника ЕР 1545902, в котором предложено наносить на поверхность бумаги тонкую плёнку до печатания разных защитных знаков и информации, обычно присутствующих на банкноте.
Это, конечно, повышает прочность подложки, но сопровождается тем недостатком, что отсутствует защита для красок, нанесённых на первичный сцепляющий слой, нанесённый в свою очередь на упомянутую выше плёнку.
В источнике ЕР 1595029 описана комбинация из послепечатной обработки лаками, которая объединяет нижний слой лака из дисперсии полиуретана с верхним слоем, который может затвердевать под ультрафиолетовым облучением. Такая лаковая комбинация обеспечивает, конечно, хорошую стойкость к загрязнению, но не позволяет увеличить механическую прочность подложки.
Наконец, в источнике ЕР 2858817 предложено нанесение покрытия из пластмассовой плёнки на поверхность печатного документа, который в свою очередь имеет полиуретановое покрытие. Такое решение имеет то преимущество, что гарантируется хорошая стойкость к загрязнению, а также эффективная защита типографских красок, находящихся под плёнкой, кроме того достигается возросшая механическая прочность.
Однако используемые в последнем случае клеящие вещества являются по своей природе термопластичными, поскольку речь идёт действительно о сополимерах винилэтиленацетата, которые обладают особенностью размягчаться при нагреве. Таким образом, даже если плёнка и её подложка прочно сцеплены между собой, то при простом нагреве, например, до температуры свыше 90°С, становится возможным снять защитную плёнку и, следовательно, свести на нет любой эффект плёнки.
Такое отслоение плёнки можно также наблюдать при более «нормальном» использовании банкноты, в частности, во влажных условиях в сочетании с помятостью. Это отслоение происходит преимущественно по четырём углам банкноты или на выпуклых участках, на которых плёнка плохо прилегает к такой выпуклости.
Происшедшее несвоевременно или произвольно вызванное расслоение создаёт очень большие трудности в отношении банкноты. Она может вызвать при необходимости подозрение в отношении подлинности и конечно имеет неприглядный внешний вид. Кроме того такой «язычок», присутствующий по четырём углам банкноты, может вызвать сбои при сортировке банкнот в банковских автоматах, увеличивая при этом отбраковку купюр.
Для решения проблем, связанных со стойкостью к теплу и другим факторам, возможно применять клеящее вещество горячего отверждения, которое после одноразового структурирования более не расплавится и сохранит форму. Однако температура структурирования таких изделий, как правило, превышает температуру в машинах для припрессовки плёнки. Или же время активации не совместимо со скоростью работы промышленной машины или время контакта между клеем и каландром слишком мало и не достаточно для полного структурирования клеящего вещества.
Задача настоящего изобретения состоит в разработке нового способа изготовления защищённого документа, противоположенные стороны которого покрыты защитной плёнкой, при этом способ позволяет в конечном итоге изготавливать документы, сохраняющие свою превосходную целостность даже при не щадящем обращении, таком, как произвольное повышение температуры с мошенническими намерениями или погружение по недосмотру, например, в жидкую щелочную среду, в целом экстремальные условия применения.
Раскрытие сущности изобретения
Следовательно настоящее изобретение относится, согласно первому аспекту, к способу изготовления защищённого документа, содержащего лист из волокнистого материала, у которого по меньшей мере одна из противоположенных широких сторон имеет покрытие из защитной плёнки, при этом способ согласно изобретению включает в себя следующие этапы:
а) нанесения покрытия на указанную широкую сторону листа из первого термореактивного клея;
б) нанесения покрытия на одну из сторон защитной плёнки из второго термореактивного клея;
первый и второй виды термореактивного клея являются разными и выбираются из группы, содержащей термореактивный клей термопластичного типа и термореактивный клей, структурируемый ультрафиолетовым облучением;
в) наложения указанной плёнки на лист таким образом, чтобы первый и второй виды термореактивного клея пришли в соприкосновение;
г) термической обработки комбинации «лист + плёнка», полученной на этапе в) до размягчения названных видов термореактивного клея;
д) проведения ультрафиолетового облучения полученной на этапе в) комбинации «лист + плёнка» для структурирования термореактивного клея.
Как будет сказано ниже в описании, именно при условии применения перечисленных разных этапов, предусматривающих нанесение двух видов термореактивного клея, из которых один вид структурируется ультрафиолетовым облучением, получают защищённый документ, сохраняющий впоследствии свою целостность.
Согласно другим неограничивающим признакам и преимуществам данного способа:
- этапы в) и г) проводятся одновременно;
- этап в) проводится с применением давления;
- термическая обработка проводится при температуре от 80 до 110º С;
- по окончании этапов а) и б) проводится сушка указанных видов термореактивного клея при температуре от 50 до 100ºС;
- этап а) проводится также на второй широкой стороне листа;
- этап а) проводится одновременно на обеих широких сторонах листа;
- первый вид термореактивного клея содержит дисперсию из не полимеризирующегося полиуретана;
- указанный первый вид термореактивного клея выбирают из группы, содержащей дисперсию из анионного полиуретана с большим молекулярным весом, дисперсию из поликарбоната на основе алифатического уретана и смеси по меньшей мере из двух этих дисперсий;
- второй вид термореактивного клея содержит дисперсию из полиуретана, способного структурироваться при ультрафиолетовом облучении;
- второй вид термореактивного клея содержит дисперсию из ненасыщенного полиуретана, способного структурироваться при ультрафиолетовом облучении и включающего в себя по меньшей мере один фотоинициатор;
- защищённый документ, содержащий по меньшей мере один защитный печатный знак, выполненный на листе до нанесения первого вида термореактивного клея;
- защищённый документ, содержащий по меньшей мере один защитный печатный знак, выполненный на листе после нанесения термореактивного клея первого вида;
При этом изобретение относится также к защищённому документу, изготовленному способом по любому из приведённых выше признаков.
Краткое описание чертежей
Другие признаки и преимущества изобретения приводятся ниже в описании предпочтительного варианта выполнения изобретения. Описание содержит ссылки на приложенные чертежи, на которых изображено:
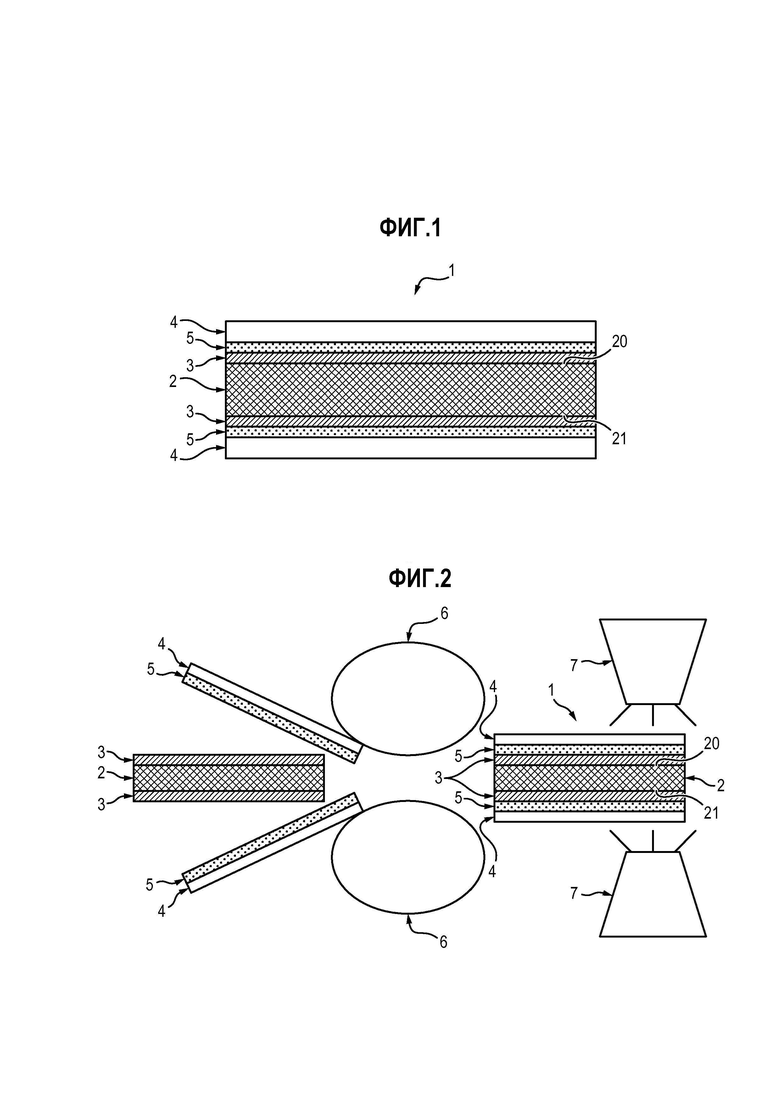
на фиг. 1 показан банковский билет, изготавливаемый способом согласно изобретению, упрощённый вид в разрезе;
на фиг. 2 схематично показаны некоторые этапы способа согласно изобретению.
Осуществление изобретения
В объёме настоящей заявки под выражением «защищённый документ» понимаются любые ценные документы, мошенническому воспроизведению которых хотят воспрепятствовать и которые, следовательно, содержат комбинации знаков, трудно отличимых и не воспроизводимых простым фотокопированием, но идентифицируемых широкой публикой. В частности, имеются в виду паспорта, удостоверения личности, чеки, банкноты и пр.
Настоящее изобретение найдёт своё применение, в частности, в сфере банковских билетов. Приводимое ниже описание касается именно их. Однако само собой разумеется, что помимо банкнот настоящее описание относится и к другим защищённым документам.
Под термином «подложка» подразумевается бумага на основе волокон природного происхождения, но также и искусственных волокон или же смеси этих обоих видов волокон.
Наконец под термином «ламинирование» подразумевается способ сухой припрессовки плёнки, при котором плёнка покрыта сухим клеящим веществом, способным размягчаться при контакте с горячим каландром для прилипания к бумаге при сжатии.
Из уровня техники известно применение плёнок типа полиэтилентерефталат или полипропилен двойной ориентации (BOPP) толщиной порядка от 10 до 20 мкм, предварительно покрытых слоем винилэтиленацетата толщиной от около 5 до 10 мкм. Такие плёнки наносятся способом ламинирования на лицевую и обратную стороны защищённого документа. Изготовленный при этом документ имеет конечную толщину около 125 мкм и массу около 115 г/м2.
Механическая прочность такой подложки сильно возрастает, в частности, установлено при испытании на сгиб по Шопперу, как это описано, например, в стандарте ISO 5626 (свыше 50 000 двойных сгибов), стойкость к загрязнению также возросла по результату испытания по Фриче (Frittsche) приблизительно на – 8 Дельта, (т. е. разница в яркости по отношению к эталону).
Полученный при этом продукт был подвержен испытаниям на долговечность для определения его слабых сторон.
Два вида испытания являются критичными в отношении долговечности документа и выявляют непрочность соответствующего изделия:
1) испытание в сушильном шкафу: в этом случае изделие выдерживают при 120º С в течение 30 минут в сушильном шкафу;
2) испытание моющим раствором: изделие погружают в воду с температурой 95º С, содержащей стиральный порошок типа Persil (зарегистрированный товарный знак) при концентрации 0,5 %. Аналогичным тестом выступает стирка в стиральной машине, которая даёт по существу одинаковый результат.
Полученные результаты
Она отслаивалась от подложки. Клей оставался на плёнке.
Пояснения: 0: не удовлетворительно; 1: удовлетворительно.
Испытание в сушильном шкафу выявило чувствительность клеящего вещества типа этиленвинилацетат к нагреву. Образование пузырей свидетельствует об отсутствии сцепления между клеем и бумагой. По своей природе клеящие вещества из этиленвинилацетата являются термопластичными и следовательно не устойчивы при превышении их температуры размягчения. В данном случае эта температура колеблется от 80 до 100ºС, в зависимости от формулы.
Испытание моющим раствором (или в стиральной машине) показало чувствительность к воде, явление, усиленное моющим раствором. Отклеивание или отслоение плёнки происходило преимущественно по краям бумаги, т. е. по контуру банкноты.
Способ согласно изобретению
Было установлено, что одни виды клеящего вещества имели более выраженное сродство к подложкам из хлопчатой бумаги (или распечатанной хлопчатой бумаги), другие же – к полимерным подложкам. При этом, согласно настоящему изобретению, предложено применять два типа клеящего вещества, первый – для нанесения покрытия на подложку и второй, пластиковая плёнка, для образования пары, которая будет обладать по возможности наибольшей синергией в своей зоне «примыкание/контакт».
1) Термореактивный клей для бумаги (первичный слой)
Как указано выше, первый термореактивный клей представляет собой термопластичный тип.
Можно высказаться предпочтительно за водную дисперсию полиуретана с содержанием преимущественно аморфных полимеров в количестве от 40 до 50 %.
Могут применяться и другие типы термопластичного материала.
Для сведения: возможно применять продукты, известные под торговыми наименованиями «Dispwecoll U42» или «Dispercoll U 8755» (кристаллический).
Можно также выбрать дисперсии из сложного полиэфира алифатического уретана (такого, как известный под торговым наименованием «Bayhydrol UH XP 2719» или же дисперсии из поликарбоната алифатического уретана.
Такие покрытия наносятся, например, посредством системы нанесения покрытия типа: обмазка (coating), гелиогравюра, флексография или шелкография. Такие покрытия могут быть получены до или после нанесения традиционных типографских красок на документ.
Предпочтительно применяется масса квадратного метра в граммах от 5 до 15 г/м2.
После нанесения покрытия проводится сушка при температуре предпочтительно от 50 до 100ºС.
2) Термореактивный клей, структурируемый ультрафиолетовым облучением, предназначенный для полимерной плёнки
Предпочтительно данный термореактивный клей выбирается из дисперсий из ненасыщенного полиуретана, например, известного под торговым наименованием «Dayhydrol UV XP2720», структурируемый ультрафиолетовым облучением, т. е. встраивающий систему фотоинициаторов, например, известных под наименованием Irgacure 500 и Irgacure 819 при содержании от 1 до 5 %. Торговое название этой комбинации: FLL-1-8116.
Нанесение термореактивного клея на плёнку производится, например, посредством системы нанесения типа гелиография, флексография или шёлкография.
Предпочтительно наносится масса квадратного метра от около 5 до 15 г/м2.
После нанесения проводят сушку при температуре предпочтительно от 50 до 100ºС.
3) Ламинирование бумаги
Предпочтительно плёнку наносят по меньшей мере на одну сторону бумаги способом так называемой «сухой» припрессовки плёнки. Предпочтительно выбрать способ нанесения на лицевую и обратную стороны, что означало бы, что плёнка одновременно наносится на обе стороны бумаги.
На данном этапе плёнка приводится в контакт с каландром своей верхней поверхностью, в то время как нижняя, содержащая клеящее вещество поверхность контактирует с бумагой. Резиновый валок противодавления обеспечивает равномерное распределение давления прокатки.
Как правило, каландры нагревают до температуры от 80 до 100º С таким образом, чтобы нанесённый на плёнку термореактивный клей размягчился и мог склеивать бумагу.
Скорость ламинирования составляет от около 20 до 100 метров в минуту.
Для обеспечения полного структурирования применяют после нагрева ультрафиолетовое облучение, например, посредством стандартной ртутной лампы или такой лампы с добавками железа и галлия иди же посредством системы электролюминесцирующих диодов мощностью, например, 200 Вт/см2.
Преимущества такого структурирования посредством ультрафиолетового света и синергия с первичным покрытием представлены в нижеследующей таблице.
Испытания проводились на веленевой бумаге от 70 до 90 г/м2, на которой было предварительно выполнено печатание известными способами: офсетным и металлографическим.
Нанесение термореактивных видов клея производилось из расчёта от 5 до 10 г/м2, предпочтительно 7 г/м2.
Покрытие проводилось с помощью системы нанесения типа «покрытие» (coating), гелиография, флексография или шёлкография.
Таблица
XP2719 + Desmodur XP2802
Dispercoll U42 (30 – 50 %)
+ Dispercoll U8755
(30 – 50 %)
Пояснения: 0 – не удовлетворительно; 1 – удовлетворительно.
3) Толкование результатов, приведённых в таблице
Проведённые испытания показали, что применение одного термореактивного клея для нанесения на плёнку не позволяет получить удовлетворительные результаты (см. результаты испытаний №№: 1, 2, 9, 10, 11, 13, 14, 15). Действительно отмечено, что такой «клей» остаётся на плёнке или бумаге.
Также в том случае, когда применяется термореактивный клей, имеющий сродство к бумаге (например, Dispercoll U42), и термореактивный клей, имеющий сродство к плёнке, (например, FLL-1-8116), без ультрафиолетового структурирования, также не получают положительных результатов (см. испытание № 3).
Зато в том случае, когда проводится структурирование ультрафиолетовым облучением, получают удовлетворительные результаты (см. результаты испытаний №№: 4, 5, 6, 8).
Таким образом отмечается эффект синергии между нанесённым на бумагу покрытием и покрытием на плёнке, которое окончательно закрепляется ультрафиолетовым облучением.
Можно было бы допустить, что дисперсия в качестве покрытия для бумаги может быть реактивирована при подъёме температуры (т. е. термореактивный клей снова становится жидким по меньшей мере текучим).
Однако в действительности при использовании двух видов термореактивного клея согласно изобретению отмечалось, что при одновременном применении второго термореактивного клея, такого, как указанный выше, комбинация ведёт себя как необратимый клей (следовательно как не реактивируемый, что означает, что он сохраняет свою функцию клея, что бы не произошло, и не возвращается в состояние , при котором отслаивается плёнка).
Легко понять, что такое свойство особенно примечательно в случае защиты банкноты и особенно увеличения её срока службы.
И хотя это не описывается с большей точностью, однако можно наносить покрытия на бумагу с использованием структурируемого ультрафиолетовым облучением термореактивного клея и плёнки с термореактивным клеем термопластичного типа .
4) Описание приложенных фигур
На фиг.1 схематически изображена банкнота 1, которую можно изготовить способом согласно настоящему изобретению.
Необходимо отметить, что толщина разных, образующих банкноту компонентов ни в коей мере не соответствует реальности, при этом существенно то, что на данной фигуре можно определить каждый компонент.
Данная банкнота состоит из листа бумажного материала, образующего подложку 2. Например, имеется в виду бумага.
Разумеется, эта подложка способна содержать в себе все элементы защиты, применяемые в настоящее время.
Каждая из двух противоположных широких сторон 20 и 21 имеет покрытие из термореактивного клея 3. Эти стороны содержат предварительно нанесённые защитные печатные знаки. Однако эти знаки могут использоваться позже.
Кроме того каждую сторону 20, 21 покрывает прозрачная плёнка 4, например, из полипропилена двойной ориентации.
Следует отметить, что поверхности плёнок 4, параллельные широким сторонам 20, 21 подложки 2, имеет покрытие из термореактивного клея 5, структурируемого ультрафиолетовым облучением.
Как показано на фиг. 2, первая комбинация, состоящая из подложки 2 и покрытия из термореактивного клея 3 на обеих широких сторонах, связана с двумя другими комбинациями, каждая из которых образована плёнкой 4 и покрытием из термореактивного клея 5.
Их объединили и спрессовали двумя, верхним и нижним, каландрами 6. Эти каландры подогреваются таким образом, чтобы размягчился термореактивный клей 3 и 5. Затем изготовленная таким способом банкнота 1 перемещается в положение напротив ультрафиолетовой лампы 7 для структурирования термореактивного клея 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТРУЙНОЙ ПЕЧАТИ ДЛЯ ДЕКОРАТИВНЫХ СЛОИСТЫХ ПАНЕЛЕЙ | 2019 |
|
RU2755627C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПОДЛЕЖАЩЕГО ЗАЩИТЕ ДОКУМЕНТА И ЗАЩИЩЕННЫЙ ПРИ ЭТОМ ДОКУМЕНТ | 2014 |
|
RU2671098C1 |
| ДОКУМЕНТ СО СРЕДСТВАМИ ЗАЩИТЫ, БУМАГА, ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2114742C1 |
| ЗАЩИЩЕННЫЙ ДОКУМЕНТ И/ИЛИ ЦЕННАЯ БУМАГА | 2005 |
|
RU2359837C2 |
| ЗАЩИЩЕННЫЙ ДОКУМЕНТ, ОБЛАДАЮЩИЙ ГРЯЗЕ- И/ИЛИ ВЛАГОСТОЙКОСТЬЮ | 2007 |
|
RU2401353C1 |
| БУМАЖНАЯ ОСНОВА, СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ И ЗАЩИЩЁННЫЙ ДОКУМЕНТ С ТАКОЙ ОСНОВОЙ | 2015 |
|
RU2685292C2 |
| КЛЕИ С ЛАТЕНТНОЙ РЕАКЦИОННОЙ СПОСОБНОСТЬЮ ДЛЯ ИДЕНТИФИКАЦИОННЫХ ДОКУМЕНТОВ | 2008 |
|
RU2496651C2 |
| ЗАЩИЩЕННЫЙ ДОКУМЕНТ, ПРОПИТАННЫЙ ОБЕСЦВЕЧИВАЮЩИМ ВЕЩЕСТВОМ, И СПОСОБ ОБРАБОТКИ ДОКУМЕНТА | 2015 |
|
RU2671092C2 |
| Многослойная структура для защиты идентификационных документов и идентификационный документ | 2022 |
|
RU2791765C1 |
| ПЕРМАНЕНТНОЕ ОКРАШИВАНИЕ ПОКРЫТЫХ ЛАКОМ ЗАЩИЩЕННЫХ ДОКУМЕНТОВ | 2013 |
|
RU2587069C2 |
Изобретение относится к области защищенной полиграфии и касается способа изготовления защищённого документа, в частности банкнот. Документ состоит из листа волокнистого материала, у которого по меньшей мере одна из противоположенных широких сторон покрыта защитной плёнкой. Способ включает в себя этапы: а) нанесение слоя первого термореактивного клея на широкую сторону листа; б) нанесение слоя второго термореактивного клея на одну из сторон защитной плёнки; при этом первый и второй термореактивный клей являются разными и выбирают из группы, состоящей из термореактивного клея термопластичного типа и термореактивного клея, структурируемого ультрафиолетовым облучением; в) наложение плёнки на лист таким образом, чтобы первый и второй термореактивный клей пришли в соприкосновение между собой; г) термическая обработка комбинации «лист + плёнка», полученной на этапе в), до размягчения названных видов термореактивного клея; д) ультрафиолетовое облучение полученной на этапе в) комбинации «лист + плёнка» для структурирования термореактивного клея. Изобретения обеспечивает изготовление защищённого документа, противоположенные стороны которого покрыты защитной плёнкой, при этом сохраняющий свою превосходную целостность даже при не щадящем обращении, таком, как произвольное повышение температуры с мошенническими намерениями или погружение по недосмотру, например, в жидкую щелочную среду, т.е. при экстремальных условиях применения. 2 н. и 12 з.п. ф-лы, 2 табл., 2 ил.
1. Способ изготовления защищённого документа (1), состоящего из листа (2) из волокнистого материала, у которого по меньшей мере одна из противоположенных широких сторон (20, 21) покрыта защитной плёнкой (4), отличающийся тем, что он включает в себя этапы:
а) нанесения слоя первого термореактивного клея (3) на указанную широкую сторону (20, 21) листа (2);
б) нанесения слоя второго термореактивного клея (5) на одну из сторон защитной плёнки (4);
при этом первый (3) и второй (5) термореактивный клей являются разными и выбираются из группы, состоящей из термореактивного клея термопластичного типа и термореактивного клея, структурируемого ультрафиолетовым облучением;
в) наложения указанной плёнки (4) на лист (2) таким образом, чтобы первый (3) и второй (5) термореактивный клей пришли в соприкосновение между собой;
г) термической обработки комбинации «лист (2) + плёнка (4)», полученной на этапе в), до размягчения названных видов термореактивного клея (3, 5);
д) проведения ультрафиолетового облучения полученной на этапе в) комбинации «лист (2) + плёнка (4)» для структурирования термореактивного клея (5).
2. Способ по п. 1, отличающийся тем, что этапы в) и г) проводят одновременно.
3. Способ по п. 1 или 2, отличающийся тем, что этап в) проводят с применением давления.
4. Способ по любому из пп. 1–3, отличающийся тем, что термическую обработку проводят при температуре от 80 до 110°С.
5. Способ по любому из пп. 1–4, отличающийся тем, что после этапов а) и б) проводят сушку термореактивного клея (3, 5) при температуре от 50 до 100°С.
6. Способ по любому из пп. 1–5, отличающийся тем, что этап а) проводят также на второй широкой стороне (21) листа (2).
7. Способ по из п. 6, отличающийся тем, что этап а) проводят одновременно на обеих широких сторонах (20, 21) листа (2).
8. Способ по любому из пп. 1–7, отличающийся тем, что первый термореактивный клей (3) содержит дисперсию из не полимеризируемого полиуретана.
9. Способ по п. 8, отличающийся тем, что первый термореактивный клей (3) выбирают из группы, состоящей из дисперсии из анионного полиуретана с большим молекулярным весом, дисперсии из сложного полиэфира алифатического полиуретана, дисперсии из поликарбоната на основе алифатического полиуретана и смесей, состоящих по меньшей мере из двух этих дисперсий.
10. Способ по любому из пп. 1–9, отличающийся тем, что второй термореактивный клей (5) содержит дисперсию из полиуретана, структурируемого ультрафиолетовым облучением.
11. Способ по п. 10, отличающийся тем, что второй термореактивный клей (5) содержит дисперсию из ненасыщенного полиуретана, структурируемого ультрафиолетовым облучением, с добавкой по меньшей мере одного фотоинициатора.
12. Способ по любому из пп. 1–11, отличающийся тем, что предназначен для изготовления защищённого документа (1), содержащего по меньшей мере один защитный печатный знак, при этом защитный знак печатают на указанном листе (2) до нанесения первого термореактивного клея (3).
13. Способ по любому из пп. 1 – 12, отличающийся тем, что предназначен для изготовления защищённого документа (1), содержащего по меньшей мере один защитный печатный знак, при этом защитный знак печатают на листе (2) после нанесения первого термореактивного клея (3).
14. Защищённый документ (1), изготовленный способом по любому из пп. 1–13.
| WO 2013182692 A1, 12.12.2013 | |||
| WO 2015055840 A1, 23.04.2015 | |||
| EP 1545902 A2, 29.06.2005 | |||
| US 2006198987 A1, 07.09.2006. |

