Область техники настоящего изобретения
[0001] Настоящее изобретение относится к способам предсварочного анализа, а также к способам и лазерам для лазерной сварки металлов и металлических сплавов, в частности, титана или титановых сплавов, независимо от какого-либо защитного газа. В частности, настоящее изобретение относится к предварительному определению спектра электронного перехода пара металла в процессе сварки и к получению узкополосного волоконного лазера, где предотвращено оптическое взаимодействие лазерного пучка со спектром электронного перехода металлов и металлических сплавов.
Уровень техники настоящего изобретения
[0002] Сварка лазерным пучком представляет собой технологию сварки, которую используют для соединения множества металлических деталей с применением лазера. Однако сварочные дефекты, такие как трещины затвердевания, пористость, потеря (распыление) материала, бугорки и впадины (подрез), неполное проплавление, окрашивание (окисление) и т.д., в некоторых приложениях могут оказаться неприемлемыми по функциональным или эстетическим причинам. Двое из авторов настоящей заявки имеют предшествующий опыт создания сварочных решений сложных проблем сварки. Заявка PCT/US2010/050626 (далее называется «заявка 626»), которая была опубликована 05 апреля 2012 г. как WO 2012/044285 А1, и содержание которой во всей своей полноте включено в настоящий документ посредством ссылки, относится к применению волоконных лазеров для сварки титана с использованием защитного газа. Эта заявка описывает способ и систему для уменьшения загрязнения получаемого сварочного шва от плазмы, которую производит волоконный лазер. Согласно этой заявке загрязнение сварочного шва может быть уменьшено посредством уменьшения ширины полосы волоконного лазера, который воздействует на заготовку из титана или титанового сплава, что сокращает или устраняет оптическое взаимодействие между лазерным пучком и так называемым инертным буферным или защитным газом, предпочтительно аргоном. В этой заявке было предположено, что нагар образуется в результате взаимодействия излучения волоконного лазерного пучка с защитным газом, поскольку на предшествующем уровне техники используемый лазер Nd:YAG в сочетании с аргоном, представляющим собой буферный (защитный) газ, производил ограниченный нагар, если он вообще присутствовал.
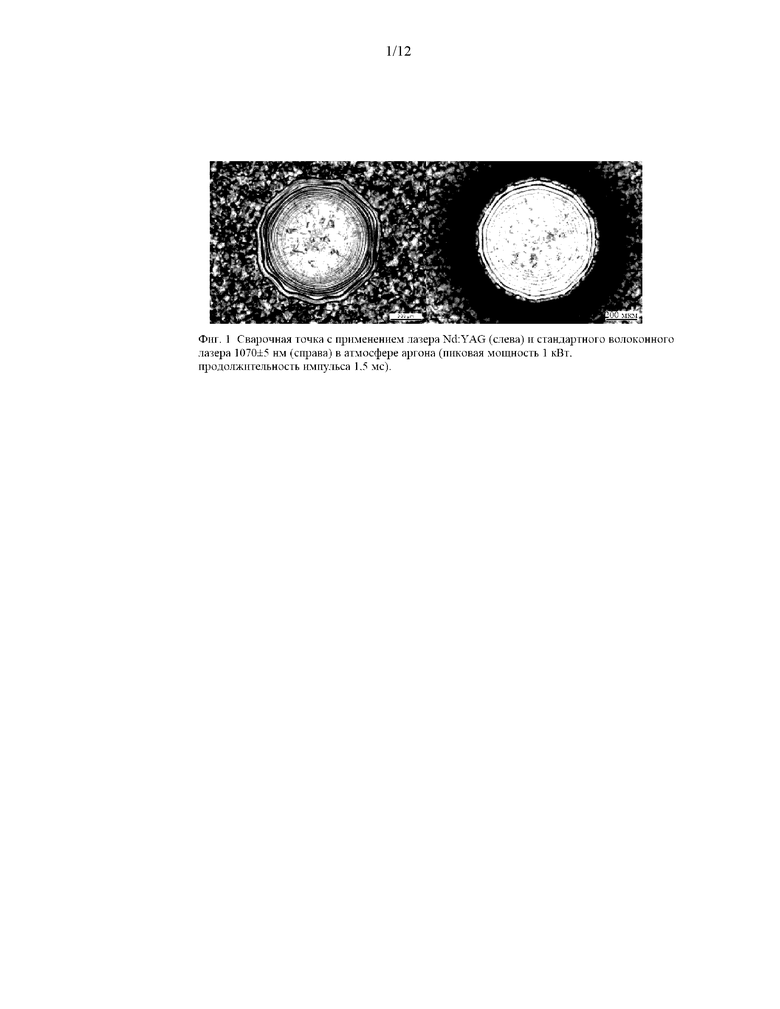
[0003] В частности, заявка 626 относится к решению проблемы, заключающейся в том, что применение стандартного волоконного лазера приводит к неудовлетворительному оптическому качеству сварки по сравнению с лазером Nd:YAG (фиг. 1).
[0004] В заявке 626 было предположено, что этот эффект вызван взаимодействием лазерного излучения с электронными переходами защитного газа, наблюдаемыми при 1050,65 и 1067,36 нм (Ar) или при 1066,76 и 1082,91 нм (Не). Кроме того, в заявке 626 описано, что изменение центральной длины волны и уменьшение ширины линии излучения лазера от 1070±5 нм до 1064±0,5 нм предотвращает взаимодействие с электронными уровнями защитного газа и в результате этого обеспечивает хорошее визуальное качество сварочного шва (фиг. 2).
[0005] В заявке 626 также описано, что длину волны лазерного излучения можно дополнительно регулировать, чтобы сокращать до минимума взаимодействие лазерного пучка с электронными уровнями ионов свариваемого материала в целях дальнейшего улучшения внешнего вида сварочного шва. Один из недостатков решения, предложенного в заявке 626, заключается в том, что волоконная лазерная система работает в определенной оптимальной конфигурации, включающей лазерный спектр, где учтены только эффекты взаимодействия лазерного излучения с электронными переходами защитного газа (например, аргона), а также с электронными уровнями ионов свариваемого материала.
[0006] Настоящая заявка утверждает, что предположение заявки 626 не является вполне правильным в отношении того, что нагар или другие отложения, которые производят окрашивание сварочного шва (в результате окисления, отложения частиц и аналогичных эффектов или их комбинаций), не вызваны взаимодействием ионов свариваемого материала или взаимодействием спектра лазера и спектра защитного газа. Тем не менее, для решения, представленного ниже в настоящем документе, все же требуются узкополосные волоконные лазеры, раскрытые в заявке 626.
[0007] Необходимость создания узкополосных устойчивых лазеров, предназначенных для обеспечения достаточной мощности, которые являются экономичными и простыми, привело одного из авторов настоящей заявки к разработке многомодовых лазеров, которые удовлетворяют указанным сложным требованиям. Как описано в заявке PCT/US2014/40454, которая была опубликована 11 декабря 2014 г. как WO 2014/197509 А1, и содержание которой во всей своей полноте включено в настоящий документ посредством ссылки, нелинейные эффекты могут вызывать нежелательное спектральное уширение спектра лазерного излучения, когда требуются повышенные плотности мощности.
[0008] Степень, в которой можно было бы модифицировать такие лазеры, все еще требуется исследовать, не говоря уже о том, будет ли достаточным для сварки качество излучения по сравнению с тем, что обеспечивает одномодовый лазер.
[0009] Соответственно, требуются улучшенная система и способ для предварительного выбора лазерного спектра в целях сварки металла/сплава, а также обеспечение соответствующего процесса сварки и волоконных лазеров, которые способны его осуществлять.
Краткое раскрытие настоящего изобретения
[0010] Настоящее изобретение предлагает способ предварительного выбора параметров процесса сварки металлов/сплавов независимо от спектральных свойств защитного газа. Этот способ предусматривает определение спектра электронного перехода пара металла/сплава посредством анализа спектра излучения процесса сварки металлов/сплавов с применением широкополосного источника энергии и выбор длины волны лазера и ширины линии вне спектра любого электронного перехода пара металла/сплава. Оказывается, что в определенных обстоятельствах спектры электронных переходов могут быть доступны в литературе, и описанная выше первая экспериментальная стадия может становиться необязательной.
[0011] Согласно настоящему изобретению способ предварительного выбора параметров процесса сварки металлов/сплавов независимо от спектральных свойств защитного газа предусматривает определение спектра электронного перехода пара металла/сплава посредством анализа спектра излучения процесса сварки металлов/сплавов с применением широкополосного источника энергии или получение этой информации из литературы и выбор длины волны лазера и ширины линии вне спектра любого электронного перехода пара металла/сплава. Однако если выбор длины волны лазера и ширины линии вне спектра любого электронного перехода пара металла/сплава оказывается невозможным, длину волны лазера и ширину линии модифицируют таким образом, чтобы сократить до минимума взаимодействия с линиями высокой осцилляторной силы. Следует отметить, что высокая осцилляторная сила обычно означает высокую вероятность поглощения фотона определенной длины волны.
[0012] Система металла/сплава, для которой может быть непосредственно полезным настоящее изобретение, представляет собой титан или титановый сплав, который может быть использован, например, в медицинских приложениях для изготовления медицинских устройств, где требуются чистые сварочные швы. Как описано ниже в настоящем документе, обход спектра пара титана в плазменном факеле приводит к сварочному шву, в котором практически отсутствуют отложения. Хотя в заявке 626 описано сокращение до минимума нагара, авторы заявки признают, что нагар и другие загрязнения могут вызывать окрашивание сварочного шва (в результате окисления, отложения частиц и аналогичных эффектов или их комбинаций), и, следовательно, используют термин «отложения» вместо термина «нагар».
[0013] Кроме того, настоящее изобретение предлагает способ создания сварочного шва металла/сплава в заготовке независимо от спектра защитного газа. Этот способ предусматривает выбор одного из ряда значений ширины спектральной полосы для обхода спектра электронного перехода пара металла/сплава. В частности, оказывается предпочтительным, что в способе создания сварочного шва металла/сплава в заготовке независимо от спектра защитного газа предусмотрены следующие стадии: выбор одного из ряда значений ширины спектральной полосы для обхода спектра электронного перехода пара металла/сплава; обеспечение спектрально устойчивого лазера с достаточной мощностью для создания сварочной ванны с одним из вышеупомянутых значений ширины спектральной полосы и достаточное воздействие выходного излучения вышеупомянутого лазера на заготовку для создания сварочного шва. Очевидно, что для этого необходима практика вышеупомянутого анализа перед выбором.
[0014] Для осуществления сварки необходимо иметь спектрально устойчивый лазер с достаточной мощностью для создания сварочной ванны с одним из вышеупомянутых значений ширины спектральной полосы, причем мощность выходного излучения должна быть достаточной для создания сварочного шва.
[0015] Особенно предпочтительным является металл/сплав, который представляет собой титан или титановый сплав.
[0016] Согласно другому предпочтительному варианту осуществления способа создания сварочного шва металла/сплава сварочный шов отличается практическим отсутствием окрашивания от плазменных отложений.
[0017] Кроме того, оказывается предпочтительным наплавочный валик, который отличается практическим отсутствием неоднородностей геометрической высоты или ширины. Наплавочные валики обладают более или менее периодическими колебаниями высоты вдоль линии лазерной сварки. Указанные неоднородности вызваны колебаниями теплового потока в процессе затвердевания материала в условиях значительного воздействия колебаний поглощенного лазерного излучения.
[0018] Согласно следующим предпочтительным вариантам осуществления способа создания сварочного шва металла/сплава на обнаруженные в режиме реального времени сигналы от процесса сварки практически не воздействуют связанные с поглощением помехи. Обнаружению сигнала в течение процессов сварка мешают сигналы, поступающие от взаимодействия факела пара металла с лазерным излучением. Таким образом, уменьшение поглощения в факеле пара значительно увеличивает качество обнаружения сигнала. Последнее обеспечивает уменьшение интенсивности или даже устранение присутствия сигнала.
[0019] Хотя осуществленные до настоящего времени эксперименты относятся к применению титана и титановых сплавов, настоящее изобретение не ограничено только указанными материалами. Предусмотрено, что физические принципы титановых факелов, описанных в настоящем документе, применимы к другим материалам или системам на основе металлов/сплавов.
[0020] Главная идея настоящего изобретения заключается в том, чтобы избегать создания сварочных швов, страдающих от окрашивания, которое возникает вследствие отложения выбросов из плазмы. Как четко показывают экспериментальные результаты, регулирование спектра лазера таким образом, чтобы обходить пар металла/сплава, приводит к иной геометрии факела, чем в случае взаимодействия.
[0021] Настоящее изобретение также предлагает узкополосный волоконный лазер, в частности, многомодовый волоконный лазер с устойчивым пучком узкополосного излучения, который модифицирован таким образом, чтобы производить лазерный пучок с необходимыми параметрами. Этот волоконный лазер содержит волоконную брэгговскую решетку, предварительно выбранную, чтобы генерировать выходное излучение в заданной узкой спектральной полосе, где узкая ширина полосы соответствует ширине спектральной полосы, которая обходит спектр электронного перехода пара металла/сплава, как определено выше в настоящем документе; активное волокно, выполненное с возможностью подавления нелинейностей; и диодные лазеры, выполненные с возможностью накачки активного волокна таким образом, чтобы оно могло генерировать лазерное излучение в узкой полосе. Подавление нелинейностей представляет собой важный аспект настоящего изобретения, поскольку лазер должен надежно излучать в узкой полосе, и в одномодовых лазерах предшествующего уровня техники, выполненных с такой возможностью, требуются дополнительные компоненты для осуществления этой задачи. Как упомянуто выше, экономичный и простой пример такой узкополосной волоконной лазерной системы можно найти в международной заявке PCT/US2014/40454, которая была опубликована 11 декабря 2014 г. как WO 2014/197509 А1, и содержание которой определенно включено в настоящий документ посредством ссылки, чтобы избежать повторов.
[0022] Вкратце, в заявке PCT/US2014/40454 раскрыт осциллятор, имеющий конфигурацию Фабри-Перо. В частности, конфигурацию описанного осциллятора составляет имеющее множество поперечных мод или просто многомодовое (ММ) активное волокно со ступенчатым изменением показателя преломления. Противоположные концы активного волокна присоединены к соответствующим многомодовым пассивным волокнам. Резонирующая полость определена между двумя многомодовыми волоконными брэгговскими решетками, вписанными в соответствующие сердцевины многомодовых пассивных волокон. Как известно, одна из основных причин уширения линий одномодовых (ОМ) волоконных лазеров представляет собой присутствие так называемых нелинейных эффектов (НЛЭ), таких как комбинационное рассеяние и четырехволновое смешение, которые становятся более выраженными при увеличении мощности. Порог для НЛЭ может снижаться посредством увеличение диаметра сердцевины и длины полости. Следовательно, многомодовые волокна, имеющие сердечники большого диаметра и полости малой длины, отличаются относительно узкими спектральными линиями.
[0023] Кроме того, в этом случае оказывается предпочтительным, что металл/сплав представляет собой титан или титановый сплав.
[0024] Согласно предпочтительному варианту осуществления настоящего изобретения лазер представляет собой многомодовый лазер, содержащий активное волокно с большой плотностью моды, в результате чего сокращают до минимума нелинейности и получают простой осциллятор, который может обеспечивать эффективную и экономичную систему для сварки с применением узкополосного выходного излучения.
[0025] Кроме того, оказывается предпочтительным лазер, который выполнен с возможностью обеспечения многомодового выходного излучения.
[0026] Согласно другому варианту осуществления настоящего изобретения оказывается предпочтительным лазер, у которого центральная длина волны узкой спектральной полосы находится в диапазоне от 1020 нм до 1090 нм.
[0027] Согласно следующему варианту осуществления оказывается предпочтительным, что центральная длина волны узкой спектральной полосы находится в диапазоне от 1400 нм до 2100 нм.
Краткое описание фигур
[0028] На фиг. 1-8 проиллюстрированы различные аспекты, имеющие отношение к настоящему изобретению, а именно:
- На фиг. 1 проиллюстрирована сварочная точка с применением лазера Nd:YAG (слева) и стандартного волоконного лазера 1070±5 нм (справа) в атмосфере аргона (пиковая мощность 1 кВт, продолжительность импульса 1,5 мс).
- На фиг. 2 проиллюстрирована сварочная точка с применением модифицированного узкополосного волоконного лазера 1064±0,5 нм.
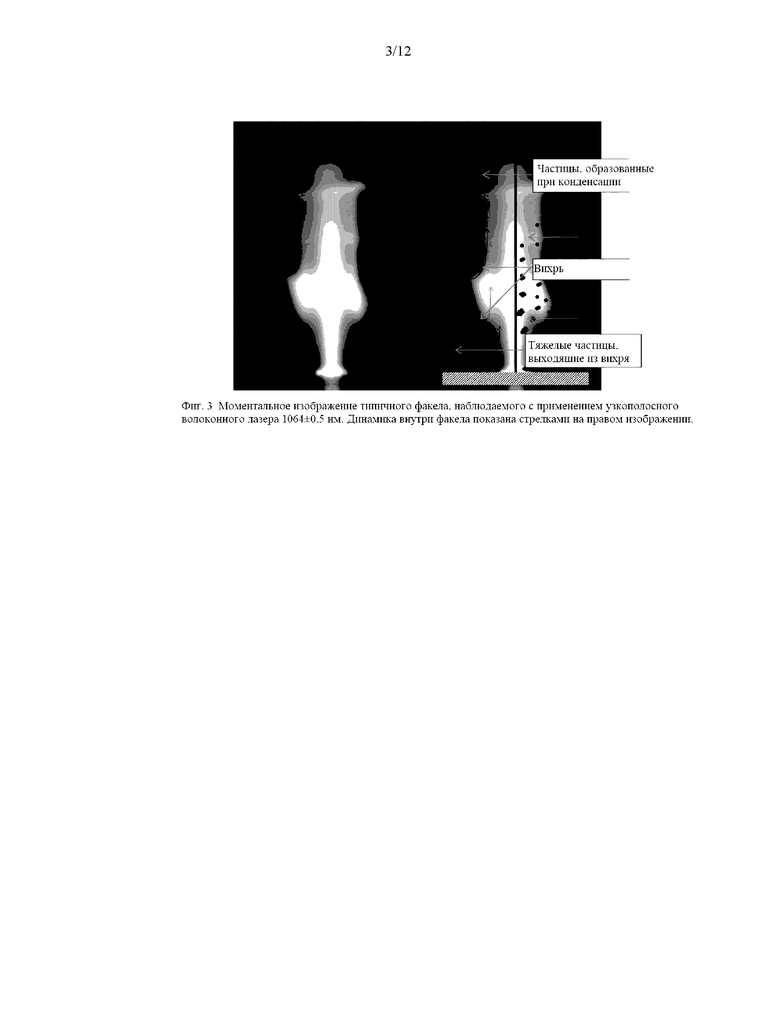
- На фиг. 3 проиллюстрировано моментальное изображение типичного факела, наблюдаемого с применением узкополосного волоконного лазера 1064±0,5 нм. Динамика внутри факела показана стрелками на правом изображении.
- На фиг. 4 проиллюстрировано расширение факела стандартного волоконного лазера 1070±5 нм (слева) и узкополосного волоконного лазера 1064±0,5 нм (справа).
- На фиг. 5 проиллюстрировано, что точечное окрашивание не наблюдается, когда применяют лазер 1071,1±0,5 нм, попадающий в электронные переходы Ti II (здесь Ti II означает ионы, и Ti I означает атомы Ti, как разъясняется ниже) при 1070,7 нм, а также аргоновый лазер при 1071,3 и 1071,5 нм (пиковая мощность 1 кВт, продолжительность импульса 1,5 мс).
- На фиг. 6 проиллюстрированы форма факела и точечное окрашивание, наблюдаемые, когда применяют цирконий и стандартный волоконный лазер 1070±5 нм, попадающий в одиннадцать электронных переходов Zr I (т.е. атомов циркония в газовой фазе).
- На фиг. 7 проиллюстрированы форма факела и точечное окрашивание, наблюдаемые, когда применяют цирконий и узкополосный волоконный лазер 1064±0,5 нм, не попадающий в электронные переходы Zr I.
- На фиг. 8 проиллюстрированы расширение факела и окрашивание сварочного шва, наблюдаемые, когда применяют стандартный волоконный лазер 1070±5 нм в атмосфере аргона (слева) и гелия (справа). В случае атмосферы гелия, имеющего меньшую плотность, наблюдают улучшенный визуальный аспект вследствие беспрепятственного расширения факела.
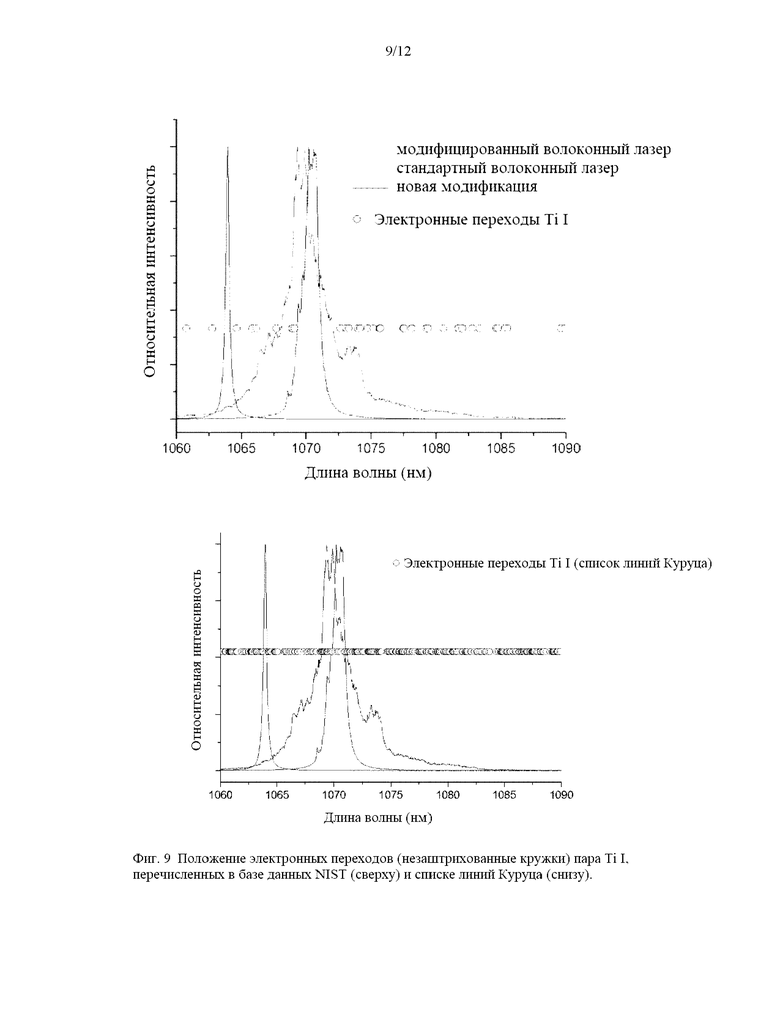
- На фиг. 9 проиллюстрировано положение электронных переходов (незаштрихованные кружки) пара Ti I, перечисленных в базе данных NIST (Национальный институт стандартов и технологий США (сверху) и списке линий Куруца (снизу).
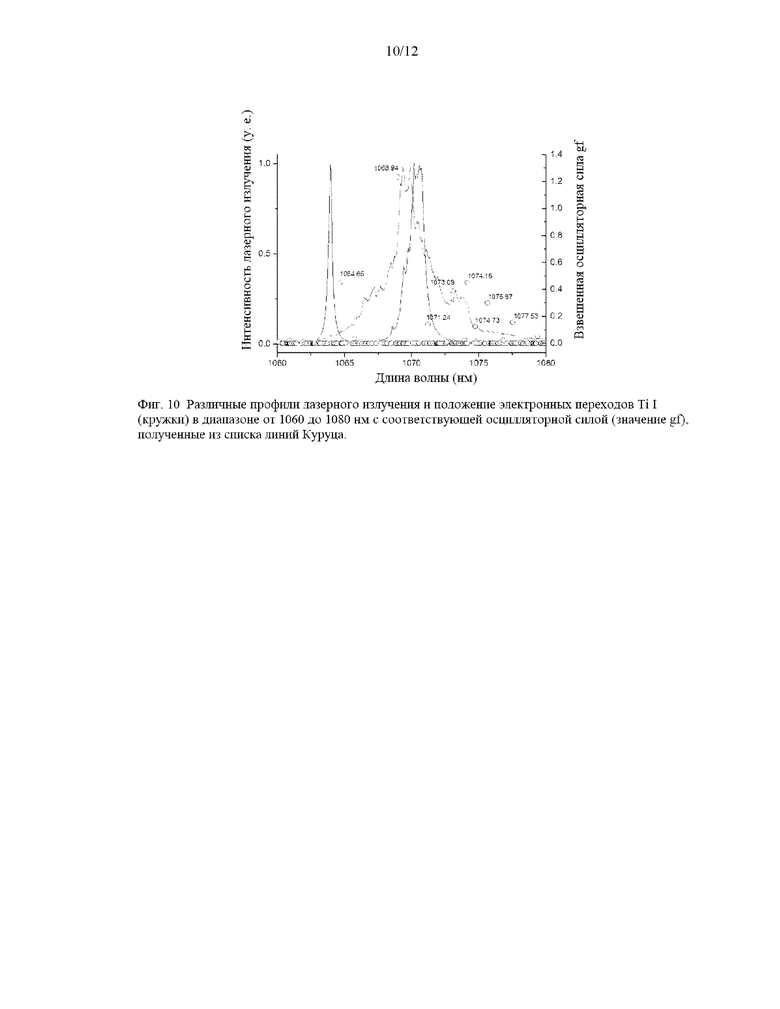
- На фиг. 10 проиллюстрированы различные профили лазерного излучения и положение электронных переходов Ti I (кружки) в диапазоне от 1060 до 1080 нм с соответствующей осцилляторной силой (значение gf), полученные из списка линий Куруца.
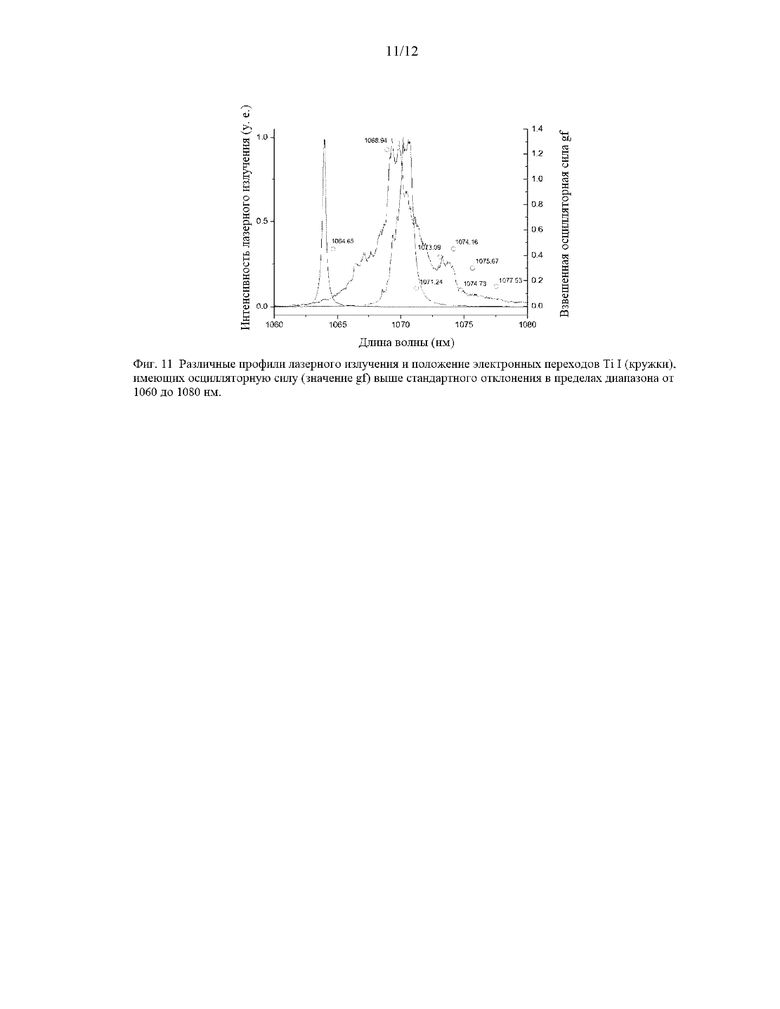
- На фиг. 11 проиллюстрированы различные профили лазерного излучения и положение электронных переходов Ti I (кружки), имеющих осцилляторную силу (значение gf) выше стандартного отклонения в пределах диапазона от 1060 до 1080 нм.
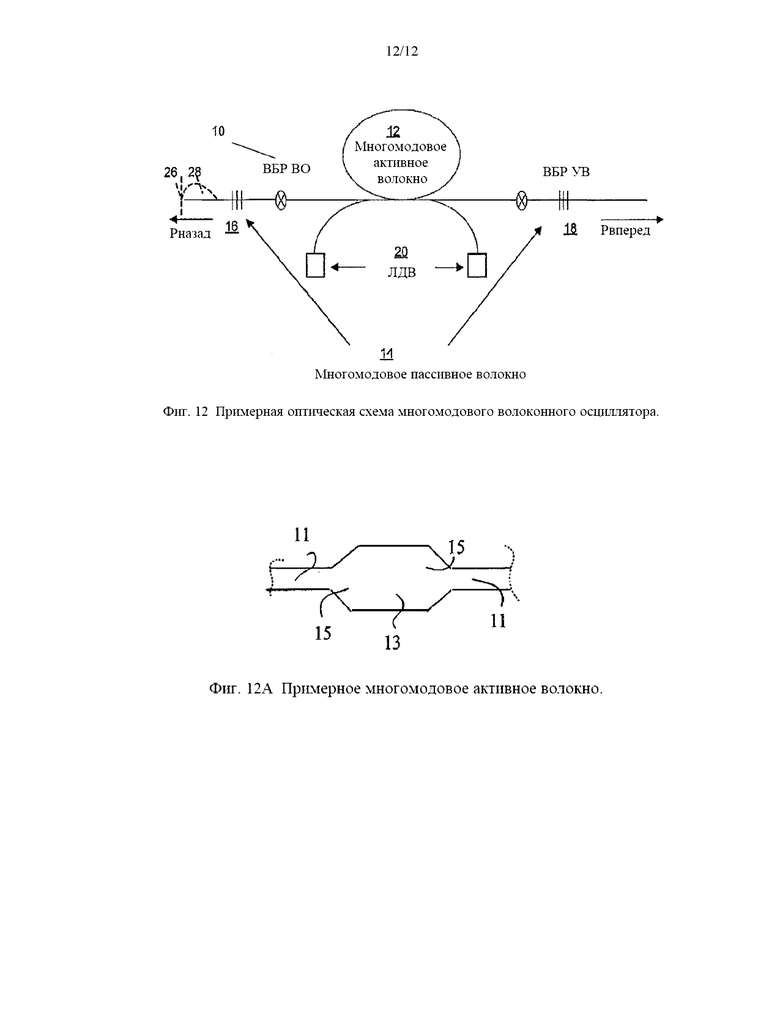
- На фиг. 12 проиллюстрирована оптическая схема описанного многомодового волоконного осциллятора, и на фиг. 12А проиллюстрировано примерное многомодовое активное волокно, которое может быть в нем использовано.
Подробное раскрытие настоящего изобретения
[0029] Авторы настоящей заявки утверждают, что исследование, связанное с настоящим изобретением, демонстрирует, что эффект окрашивания на сварочных швах предшествующего уровня техники, продемонстрированный в заявке 626, фактически возникает в результате динамики расширения факела.
[0030] Факел расширяется из сварочного шва, образуя вихрь, и частицы, которые не могут следовать за вихрем, осаждаются вокруг сварочного шва (как представлено на фиг. 3).
[0031] Прямое сравнение лазеров, дающих неудовлетворительное и хорошее визуальное качество сварочного шва (стандартный лазер 1070±5 нм и узкополосный лазер 1064±0,5 нм), в отношении расширения факела показывает, что факел стандартного лазера является значительно ярче и компактнее, образуя один большой вихрь, циркулирующий над свариваемым материалом (фиг. 4). В результате этого увеличивается осаждение частиц вокруг сварочного шва, приводя к неудовлетворительному визуальному качеству.
[0032] Спектральный анализ излучаемого света лазерного факела показал, что не наблюдается никакое излучение от защитного газа (аргона). Кроме того, в факеле лазера 1064±0,5 нм присутствуют только частицы нейтрального титана (атомы титана, Ti I). Таким образом, факел состоит только из пара титана («паровой факел»).
[0033] В факеле лазера 1070±5 нм присутствуют частицы нейтрального титана (Ti I), а также ионы титана (Ti II) («плазменный факел»).
[0034] Настоящее изобретение предусматривает, что ионизация титана происходит, когда применяют стандартный лазер 1070±5 нм, и что получаемый в результате плазменный факел проявляет существенно иные свойства расширения по сравнению с паровым факелом, приводя к увеличению осаждения частиц и, таким образом, к окрашиванию сварочного шва.
[0035] Чтобы предотвратить неблагоприятную динамику расширения факела, следует не допускать ионизацию факела.
[0036] Ионизация может происходить посредством взаимодействия лазерного излучения с электронными переходами пара (в данном случае титана). Таким образом, энергетические уровни электронных переходов должны соответствовать длине волны лазера.
[0037] База данных атомных спектров NIST (см. Kramida, A., Ralchenko, Yu., Reader, J., NIST ASD Team (2015). NIST Atomic Spectra Database (версия 5.3), [Интернет]. Доступно на сайте: http://physics.nist.gov/asd [18 августа 2016 г.]. Национальный институт стандартов и технологий, Гейтерсберг, штат Мэриленд, США) содержит 12 спектральных линий для пара титана (Ti I) и 7 спектральных линий для ионов титана (Ti II), которые находятся в пределах диапазона длин волн стандартного волоконного лазера (1065-1075 нм).
[0038] В этой базе данных атомных спектров NIST отсутствуют спектральные линии пара титана (Ti I) и ионов титана (Ti II), находящиеся в пределах диапазона длин волн узкополосного лазера (1063,5-1064,5 нм). Другой пример литературы, содержащей информацию о спектральных линиях соответствующих веществ, представляет собой, так называемый, список линий Куруца, который доступен на сайте http://kurucz.harvard.edu/linelists/gfnew/. Этот список содержит дополнительную информацию об электронных уровнях титана. В то время как база данных NIST содержит 12 спектральных линий пара титана (Ti I) в пределах диапазона длин волн стандартного волоконного лазера (1065-1075 нм), список линий Куруца содержит данные о 99 линиях в этом диапазоне.
[0039] Аргон (защитный газ) не играет никакой роли в ионизации факела (излучение аргона не наблюдается). Это дополнительно подтверждает Outred (см. М. Outred, Tables of Atomic Spectral Lines for 10000  to 40000 Region, J. Phys. Chem. Ref. Data 7, 1 (1978)), который сообщает о присутствии линий аргона при 1063,8 и 1064,0 нм, находящихся в пределах диапазона узкополосного волоконного лазера, обеспечивающего хорошее визуальное качество сварки.
to 40000 Region, J. Phys. Chem. Ref. Data 7, 1 (1978)), который сообщает о присутствии линий аргона при 1063,8 и 1064,0 нм, находящихся в пределах диапазона узкополосного волоконного лазера, обеспечивающего хорошее визуальное качество сварки.
[0040] Чтобы доказать, что взаимодействие нейтрального титана (пара титана) несет ответственность за ионизацию, и что взаимодействия с ионами титана (плазмой), а также линии защитного газа играют вторичную роль, заявитель (IPG Photonics Corp.) изготовил дополнительный волоконный лазер с узкой полосой излучения в диапазоне от 1070,6 до 1071,6 нм.
[0041] В базе данных атомных спектров NIST отсутствуют спектральные линии пара титана (Ti I) и присутствует одна спектральная линия для ионов титана (Ti II) в этом диапазоне длин волн.
[0042] В выше упомянутой публикации Outred приведены две спектральные линии для аргона в этом диапазоне длин волн. Таким образом, лазер попадает во все считающиеся значимыми переходы (линии защитного газа и ионов титана) в заявке 626, но может быть получено хорошее визуальное качество сварки (фиг. 5).
[0043] Общий принцип (предотвращение ионизации вследствие взаимодействия лазера и пара) подтвержден посредством наблюдения того же эффекта с применением материала, не представляющего собой титан. Примером такого материала является цирконий (Zr).
[0044] Outred (см. приведенную выше ссылку) представляет одиннадцать спектральных линий для Zr I, находящихся в пределах диапазон длин волн стандартного волоконного лазера (1065-1075 нм). Никакие линии не приведены в пределах диапазона длин волн узкополосного лазера (1063,5-1064,5 нм).
[0045] На фиг. 6 представлены форма факела и точечное окрашивание с применением стандартного лазера, в то время как на фиг. 7 представлены форма факела и точечное окрашивание в случае узкополосного лазера (1063,5-1064,5 нм).
[0046] Полученные данные согласуются с ранее представленными результатами для титана.
[0047] Описанные выше эксперименты позволяют авторам настоящей заявки сделать ряд выводов.
[0048] Причиной окрашивания является осаждение частиц титана вокруг сварочного шва.
[0049] Осаждение частиц зависит от расширения факела: быстрое расширение факела обеспечивает лучшее визуальное качество, чем медленное расширение факела.
[0050] Взаимодействие лазерного излучения с электронными уровнями пара титана (нейтральные атомы, Ti I) приводит к ионизации титана, образуя ионы титана и свободные электроны. Тогда этот факел можно называть плазмой.
[0051] По сравнению с паровым факелом, плазменный факел представляет иное поведение при расширении: он является более компактным и расширяется очень медленно. В результате этого вокруг сварочного шва осаждается большее число частиц, вызывая сильное окрашивание.
[0052] Таким образом, следует предотвращать ионизацию факела (создание плазменного факела).
[0053] Следовательно, спектр выходного излучения лазера не должен перекрываться со спектром какого-либо из электронных переходов пара (нейтральных атомов) свариваемого материала. Когда длина волны лазера и энергетические уровни не совпадают, взаимодействие отсутствует, и, таким образом, фотоионизация не происходит.
[0054] Однако обзор альтернативных баз данных, не представляющих собой базу данных атомных спектров NIST, таких как, например, список линий Куруца, предоставляет дополнительную информацию об электронных уровнях титана. В то время как список NIST представляет 12 спектральных линий пара титана (Ti I) в диапазоне длин волн стандартного волоконного лазера (1065-1075 нм), список линий Куруца представляет данные о 99 линиях в этом диапазоне. Вследствие этого было бы чрезвычайно затруднительным получение волоконного лазера, который не попадал бы в какой-либо из этих переходов (как представлено на фиг. 9). В таких ситуациях становится важной так называемая эффективность поглощения, которая также известна как осцилляторная сила.
[0055] Оказывается возможным, что некоторые электронные переходы поглощают лазерное излучение более эффективно, чем другие. Поэтому может случиться, что хорошее визуальное качество сварки получают, несмотря на попадание в электронные переходы. Однако для достижения этой эффективности поглощения требуются широкие исследования. Таким образом, обход каждого перехода (если это возможный) представляет собой лишь простейший путь. Поскольку в списке Куруца также представлена осцилляторная сила (log gf), становится возможной идентификация важных линий.
[0056] Например, волоконный лазер может быть настроен на диапазон от 1060 до 1080 нм для сварки Ti. Учитывая все данные, известные из литературы, между электронными переходами отсутствует «окно», в котором можно было бы настроить волоконный лазер (фиг. 9). Таким образом, важные переходы должны быть определены посредством лабораторных экспериментов или с применением данных, доступных в литературе (определение осцилляторной силы). В случае титана значения осцилляторной силы могут быть получены для списка Куруца (фиг.10). Тогда важная линия может быть определена как линия, имеющая значение gf (в линейной шкале, а не log gf) выше стандартного отклонения всех значений gf в пределах выбранного диапазона длин волн (фиг. 11). Наконец, профиль излучения лазера модифицируют, чтобы обходить эти «важные» длины волн, насколько это возможно.
[0057] Таким образом, если выбор длины волны лазера и ширины линии вне спектра любого электронного перехода пара металла/сплава не является возможным, длину волны лазера и ширину линии модифицируют согласно настоящему изобретению таким способом, чтобы сократить до минимума взаимодействия с линиями высокой осцилляторной силы.
[0058] Взаимодействия лазерного излучения с ионами играют вторичную роль, потому что ионы должны присутствовать, чтобы происходило это взаимодействие. Однако когда они присутствуют, уже слишком поздно.
[0059] Невозможно найти какое-либо доказательство взаимодействия между лазерным излучением и защитным газом. Тем не менее, защитный газ будет влиять на динамику факела вследствие различной плотности газов. Например, гелий, который в 10 раз легче аргона, позволяет факелу легче расширяться и обеспечивает хорошее визуальное качество сварки (см. фиг. 8). Но это не имеет никакого отношения к взаимодействию лазерного излучения и газа.
[0060] Наконец, фиг. 12 иллюстрирует многомодовый (ММ) волоконный лазер или осциллятор 10, в котором присутствует активная среда, содержащая многомодовое волокно 12, легированное светоизлучателями, которые могут быть использованы в соответствии с настоящим изобретением. Как известно, светоизлучатели содержат ионы редкоземельных элементов, выбранных из иттербия (Yb), эрбия (Er), неодима (Nd), тулия (Tm), гольмия (Но), празеодима (Pr), церия (Се) иттрия (Y3+), самария (Sm3+), европия (Eu3+), гадолиния (Gd3+), тербия (Tb3+), диспрозия (Dy3+), лютеция (Lu3+) и их разнообразных комбинаций.
[0061] В конфигурации активного волокна 12 со ступенчатым изменением показателя преломления присутствует сердцевина, способная поддерживать многочисленные поперечные моды, обычно связанные с диаметром сердцевины, составляющим более чем 20 мкм. Как известно обычному специалисту в области техники волоконных лазеров, волокно со ступенчатым изменением показателя преломления не может больше поддерживать одномодовый режим, когда диаметр его сердцевины превышает 30 мкм. Конфигурация активного волокна 12 может дополнительно содержать одну или несколько оболочек, окружающих сердцевину таким образом, который хорошо известен обычному специалисту в данной области техники.
[0062] Кроме того, конфигурация осциллятора 10 содержит два многомодовых пассивных волокна 14, которые приплавлены к соответствующим противоположным концам активного волокна 12. Каждое многомодовое пассивное волокно имеет конфигурацию, в которой диаметр сердцевины и числовая апертура практически совпадают с соответствующими значениями активного волокна 12. Накачка 20 содержит один или множество многомодовых лазерных диодов с волоконными выводами, расположенных в схеме боковой накачки и имеющих пик излучения, который соответствует пику поглощения выбранных легирующих ионов. Комбинация пассивных и активных волокон, а также волокон накачки, объединенных, как представлено на фиг. 12, и необязательно помещенных в корпус (не проиллюстрирован), составляет единый блок усиления.
[0063] Лазер 10 имеет конфигурацию Фабри-Перо с резонирующей полостью, определенной между разделенными многомодовыми волоконными брэгговскими решетками (ВБР) 16 и 18, имеющими, соответственно, высокий и низкий коэффициент отражения. ВБР 16 и 18 вписаны в соответствующие многомодовые пассивные волокна 14. Хотя ВБР могут быть вписаны в активное волокно, это может оказаться технологически проблематичным.
[0064] Многокиловаттные варианты одномодовых (ОМ) высокомощных волоконных лазеров разработаны и уже доступны на рынке. В настоящее время в технике достигнут одномодовый режим непрерывной генерации мощности, составляющий приблизительно 10 кВт и спрогнозирована одномодовая генерация мощности на уровнях, превышающих 30 кВт. Хотя способность волоконных лазеров поддерживать превосходное качество пучка при высокой мощности является бесспорным, существует некоторое сомнение в отношении ширины линии лазерного излучения, поскольку в технике обычно используют материалы, которые имеют широкую полосу поглощения.
[0065] Однако в определенных приложениях требуется селективная спектральная линия. Для обхода пика поглощения ширина спектральной линии лазерного излучения должна быть сужена, что может реализовать, например, дорогостоящий одночастотный одномодовый волоконный лазер.
[0066] Как известно, одна из главных причин уширения линий одномодовых волоконных лазеры представляет собой присутствие нелинейных эффектов (НЛЭ), таких как комбинационное рассеяние и четырехволновое смешение, которые становятся более выраженными при увеличении мощности. Порог для НЛЭ может быть снижен посредством увеличения диаметра сердцевины и длины полости. Следовательно, многомодовые волокна, имеющие большой диаметр сердцевины и малую длину полости, характеризует относительно узкая спектральная линия.
[0067] Активное многомодовое волокно 12 согласно настоящему изобретению полностью удовлетворяет требованию относительно высокого порога НЛЭ. Согласно одному варианту осуществления конфигурация многомодового активного волокна 12 может содержать типичное цилиндрическое волокно. Согласно другому варианту осуществления конфигурация активного волокна может принимать форму двойного бутылочного горлышка, как представлено на фиг. 12А, где сердцевина содержит две области 11 впуска и выпуска относительно малого диаметра, центральную усилительную область 13 относительно большого диаметра и две конические области 15, соединяющие противоположные концы центральной области с соответствующими противоположными концами конечных областей сердцевины. Увеличение диаметра усилительной области представляет собой средство для дополнительного увеличения диаметра сердцевины, уменьшения длины волокна и, в конечном счете, повышения порога НЛЭ и сужения спектральной линии. Конфигурация оболочки многомодового активного волокна, представленного на фиг. 12А, может принимать типичную форму с цилиндрическим поперечным сечением, или она может иметь такую же форму двойного бутылочного горлышка, как сердцевина. Ширина спектральной линии, которая удовлетворяет многочисленным промышленным требованиям для таких определенных типов лазерной обработки материалов, для описанного лазера может составлять от 0,02 нм до приблизительно 10 нм. Желательная спектральная линия может быть получена посредством тщательного выбора, помимо прочих параметров, диаметра сердцевины, длины резонирующей полости, конфигурации многомодовой брэгговской решетки, концентрации легирующего вещества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерной сварки разнородных металлических сплавов | 2021 |
|
RU2763706C1 |
| УЗКОПОЛОСНЫЕ ВОЛОКОННЫЕ ЛАЗЕРЫ БОЛЬШОЙ МОЩНОСТИ С РАСШИРЕННЫМ ДИАПАЗОНОМ ДЛИН ВОЛН | 2002 |
|
RU2269849C2 |
| МНОГОМОДОВЫЙ ВОЛОКОННЫЙ ЛАЗЕРНЫЙ ГИРОСКОП | 2018 |
|
RU2708700C2 |
| ИСТОЧНИК ИЗЛУЧЕНИЯ НА ОСНОВЕ ЛАЗЕРНЫХ ДИОДОВ | 2000 |
|
RU2163048C1 |
| ЛАЗЕРНАЯ СИСТЕМА МНОГОКИЛОВАТТНОГО КЛАССА С ИЗЛУЧЕНИЕМ В ГОЛУБОЙ ОБЛАСТИ СПЕКТРА | 2018 |
|
RU2756788C1 |
| РАМАНОВСКИЙ ВОЛОКОННЫЙ ЛАЗЕР | 2000 |
|
RU2158458C1 |
| Способ лазерной очистки поверхности | 2017 |
|
RU2668619C1 |
| СПОСОБ ГЕНЕРАЦИИ ПИКОСЕКУНДНЫХ ИМПУЛЬСОВ И ЛАЗЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2834265C1 |
| RGB ЛАЗЕРНЫЙ ИСТОЧНИК ДЛЯ ОСВЕТИТЕЛЬНО-ПРОЕКЦИОННОЙ СИСТЕМЫ | 2015 |
|
RU2685064C2 |
| ГЕНЕРАТОР ШИРОКОПОЛОСНОГО КРАСНОГО СВЕТА ДЛЯ RGB-ДИСПЛЕЯ | 2015 |
|
RU2686665C2 |






Изобретение относится к способу предварительного выбора параметров процесса сварки металлов/сплавов независимо от спектральных свойств защитного газа, способу создания сварочного шва металла/сплава в заготовке независимо от спектра защитного газа и узкополосному волоконному лазеру. Осуществляют определение спектра электронного перехода пара металла/сплава посредством анализа спектра излучения процесса сварки металлов/сплавов с применением широкополосного источника энергии и выбор длины волны лазера и ширины линии вне спектра электронного перехода пара металла/сплава. Лазер содержит волоконную брэгговскую решетку для получения выходного излучения в заданной узкой спектральной полосе, соответствующей ширине спектральной полосы, которая отличается от спектра электронного перехода пара металла/сплава, активное волокно, выполненное с возможностью подавления нелинейностей, и лазерные диоды, выполненные с возможностью накачки активного волокна, чтобы оно могло генерировать лазерное излучение с узкой спектральной полосой. Технический результат изобретения заключается в том, что предварительно выбранная ширина спектральных полос, которые обходят спектр электронного перехода пара металла/сплава, позволяет получать сварочный шов практически без отложений, т.е. неокрашенный шов. 3 н. и 10 з.п. ф-лы, 12 ил.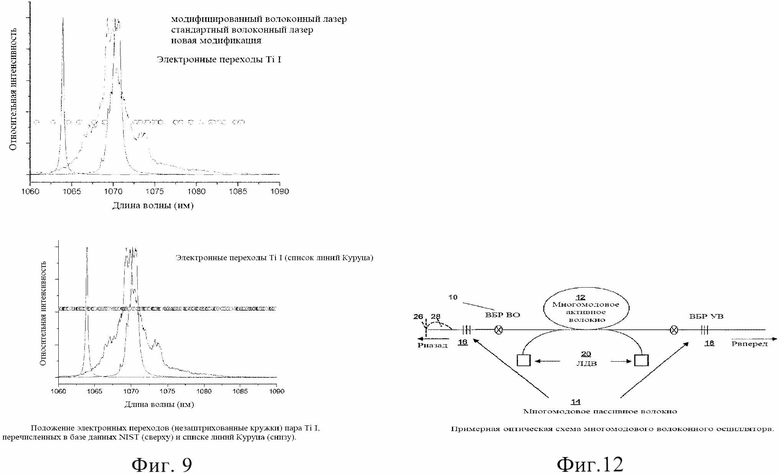
1. Способ предварительного выбора параметров процесса сварки металлов/сплавов независимо от спектральных свойств защитного газа, включающий
a. определение спектра электронного перехода пара металла/сплава посредством анализа спектра излучения процесса сварки металлов/сплавов с использованием широкополосного источника энергии, и
b. выбор длины волны лазера и ширины линии вне спектра электронного перехода пара металла/сплава.
2. Способ по п. 1, в котором металл/сплав представляет собой титан или титановый сплав.
3. Способ создания сварочного шва металла/сплава в заготовке независимо от спектра защитного газа, включающий
a. выбор одного из ряда значений ширины спектральной полосы, отличающегося от спектра электронного перехода пара металла/сплава;
b. использование спектрально устойчивого лазера с мощностью, достаточной для создания сварочной ванны с одним из выбранных значений ширины спектральной полосы, и
c. воздействие выходного излучения вышеупомянутого лазера на заготовку для создания сварочного шва.
4. Способ по п. 3, в котором металл/сплав представляет собой титан или титановый сплав.
5. Способ по п. 3, в котором в сварочном шве отсутствуют окрашивания от плазменных отложений.
6. Способ по п. 3, в котором получают наплавочный валик, в котором отсутствуют неоднородности геометрической высоты или ширины.
7. Способ по п. 3, в котором на обнаруженные в режиме реального времени сигналы от процесса сварки не влияют связанные с поглощением помехи.
8. Узкополосный волоконный лазер, содержащий:
a. волоконную брэгговскую решетку для получения выходного излучения в заданной узкой спектральной полосе, которая соответствует ширине спектральной полосы, отличающейся от спектра электронного перехода пара металла/сплава;
b. активное волокно, выполненное с возможностью подавления нелинейностей, и
с. лазерные диоды, выполненные с возможностью накачки активного волокна, чтобы оно могло генерировать лазерное излучение с узкой спектральной полосой.
9. Волоконный лазер по п. 8, в котором металл/сплав представляет собой титан или титановый сплав.
10. Волоконный лазер по п. 8, в котором активное волокно представляет собой активное волокно с большой плотностью моды.
11. Волоконный лазер по п. 10, который выполнен с возможностью обеспечения многомодового выходного излучения.
12. Волоконный лазер по п. 8, в котором центральная длина волны узкой спектральной полосы находится в диапазоне от 1020 нм до 1090 нм.
13. Волоконный лазер по п. 8, в котором центральная длина волны узкой спектральной полосы находится в диапазоне от 1400 нм до 2100 нм.
| WO 2014197509 A1, 11.12.2014 | |||
| WO 2012044285 A1, 05.04.2012 | |||
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТЫХ НАНОПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2382734C2 |
| СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ ПОВЕРХНОСТИ | 2012 |
|
RU2538161C2 |
| СПОСОБ ГЕНЕРАЦИИ ВЫХОДНОГО ЛАЗЕРНОГО СВЕТА С ТРЕБУЕМОЙ ХАРАКТЕРИСТИКОЙ, ЛАЗЕРНАЯ СИСТЕМА И ТРАНСПОРТНОЕ СРЕДСТВО, ИМЕЮЩЕЕ ЛАЗЕРНУЮ СИСТЕМУ | 2005 |
|
RU2450399C2 |
| ЛАЗЕРНАЯ СИСТЕМА | 2005 |
|
RU2450397C2 |
| Способ измерения магнитных свойств образцов горных пород | 1958 |
|
SU122208A1 |
| УЗКОПОЛОСНЫЙ КОЛЬЦЕВОЙ ВОЛОКОННЫЙ ЛАЗЕР | 2014 |
|
RU2554337C1 |

