Изобретение относится к технологии обработки листовых материалов концентрированными потоками энергии и может применяться при разделительной сквозной лазерной резке.
Известен способ лазерной обработки, заключающийся в управлении лазерным излучением с помощью системы двух подвижных плоских зеркал в совокупности с фокусирующей оптикой (Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки // М: Изд-во МГТУ им. Н.Э. Баумана, 2006. - С. 53, рис. 1.26, а). Он заключается в том, что позиционирование луча на поверхности листового материала осуществляется с помощью перемещений зеркал в одной плоскости в двух взаимно перпендикулярных направлениях и создании концентрированного источника энергии на поверхности за счет фокусировки.
Недостатком данного способа является возможность обработки лазерным излучением только в одной позиции на плоскости листового материала - положении фокусировки.
Также известен способ лазерной резки хрупких неметаллических материалов (Пат. 2206528 Российская Федерация МПК С03В 33/02, опубл. 20.06.2003 Бюл. №17), включающий нагрев материала по линии реза с помощью лазерного пучка и последующее охлаждение линии реза с помощью хладагента при относительном перемещении лазерного пучка с хладагентом и материала. При этом нагрев осуществляют по крайней мере двумя лазерными пучками, расположенными на поверхности материала на заданном расстоянии друг от друга в направлении, перпендикулярном направлению относительного перемещения лазерных пучков и материала.
Недостатком такого технического решения является ограничение по классу неметаллических материалов, поскольку лазерная резка хрупких неметаллических материалов осуществляется по механизму термораскалывания. Другой недостаток данного способа - обязательность нормального падения лазерных пучков на поверхность обрабатываемого материала, что усложняет оптическую систему и повышает требования к ее юстировке.
Известен и ряд других технических решений по многопозиционной лазерной обработке (например, Пат. 2193956 Российская Федерация МПК B23K 26/20 B23K 26/067, опубл. 10.12.2002 Бюл. №34; Пат. 2575891 Российская Федерация МПК В29С 37/00 B23K 26/38 B29D 22/00 A61J 1/06, опубл. 20.02.2016 Бюл. №5; Пат. 2283738 Российская Федерация МПК B23K 26/20 B23K 26/067, опубл. 20.09.2006 Бюл. №26; Пат. 2677574 Российская Федерация МПК B23K 26/364 B23K 26/067 B23K 26/0622 H01L 21/301 H01L 21/78 B23K 101/40 B23K 103/16, опубл. 17.01.2019 Бюл. №2), в которых для создания энергетических источников на поверхности материала используются элементы традиционной оптики (линзы, зеркала, призмы, делители).
Общим недостатком всех подобных технических решений является многокомпонентность оптических систем. В них каждый оптический элемент выполняет одну функцию по отношению к излучению (разделение энергетического потока, изменение направления, фокусировка). Поэтому элементы в таких оптических схемах, как правило, юстируются перед началом технологического процесса и занимают фиксированное положение в процессе обработки. Это обстоятельство определяет и фиксированное положение технологического объекта по отношению к оптической системе.
Наиболее близким техническим решением является способ лазерной термической обработки материалов (Пат. 2345148 Российская Федерация, МПК C21D 1/09, опубл. 27.01.2009 Бюл. №3), заключающийся в воздействии на обрабатываемый материал непрерывным лазерным излучением, сфокусированным в световое пятно в виде отрезка, перемещаемое по заданной траектории с постоянной или переменной скоростью. Этот способ реализуется при использовании дифракционных оптических элементов (ДОЭ), представляющих собой пропускающую или отражающую пластинку с тонким фазовым микрорельефом, рассчитанным в рамках теории дифракции, и позволяет проводить обработку материала в пределах плоской области, сформированной на поверхности технологического объекта в виде отрезка.
Недостатком такого технического решения является отсутствие высокой концентрации энергии в пределах поверхностного источника, что не позволяет, в частности, создать условия для лазерной резки.
Следует отметить, что дифракционные оптические элементы, несмотря на большие по сравнению с традиционной оптикой возможности в плане перераспределения энергии в пространстве, не получили широкого распространения в оптических системах, используемых в лазерных технологических установках. Не в последнюю очередь, это связано с низкой дифракционной эффективностью ДОЭ. Однако недавно было показано (T.V. Kononenko et al. Fabrication of diamond diffractive optics for powerful CO2 lasers via replication of laser microstructures on silicon template. - Diamond & Related Materials. - 2020. - V. 101. - P. 107656), что этот показатель можно вплотную приблизить к теоретическому пределу.
Задача фокусировки лазерного излучения в произвольную кривую с заданным распределением интенсивности была решена научной группой под руководством академика A.M. Прохорова еще в 1981 году. К этому времени можно отнести и создание соответствующего дифракционного оптического элемента - фокусатора лазерного излучения (Дифракционная компьютерная оптика: учебник / Под ред. В.А. Сойфера. - М.: Физматлит, 2007. - 736 с.). Принципиально, ДОЭ позволяют реализовать с помощью одного элемента сразу несколько операций с волновыми фронтами: изменение направления лазерного пучка, разделение исходного пучка на несколько лучей и их фокусировку в заданных областях. Это может способствовать существенному упрощению оптической схемы и снижению требований к юстировке. Кроме того, использование дифракционных делителей пучка технологического лазера позволяет обеспечить расхождение энергии по фиксированным направлениям в пространстве, жестко связанным между собой.
В основу изобретения поставлена задача повышения точности обработки по параллельным, осесимметричным и центросимметричным контурам за счет использования жесткой взаимосвязи лучей, формируемых дифракционными делителями пучка, а также повышения энергоэффективности за счет исключения холостых перемещений оптики при обработке по нескольким параллельным либо симметричным контурам и одновременного формирования нескольких резов.
Данная задача решается тем, что обеспечивается жесткое позиционирование лазерного луча относительно дифракционного делителя пучка, за счет чего достигается формирование сосредоточенных источников излучения в нескольких точках на поверхности материала и одновременное тепловое воздействие на образец в нескольких местах.
Поскольку углы между отдельными формируемыми лучами постоянны, перемещение ДОЭ в вертикальном направлении, в горизонтальном направлении (перпендикулярно линии предполагаемого реза) совместно с движением вдоль линии реза либо вращение ДОЭ вокруг собственной оси совместно с перемещением в вертикальном направлении могут способствовать расширению технологических возможностей лазерной резки при обработке по сложным контурам. При этом дополнительно требуется обеспечить глубину фокуса ДОЭ, чтобы сохранить параметры лазерного луча как режущего инструмента в пределах предполагаемых перемещений ДОЭ. На практике это достижимо при небольших углах расхождения лучей (до 15°) и фокусном расстоянии 0,5-1 м. Работа с такими оптическими системами не требует нормального падения лучей на поверхность обрабатываемого материала при малых толщинах последнего.
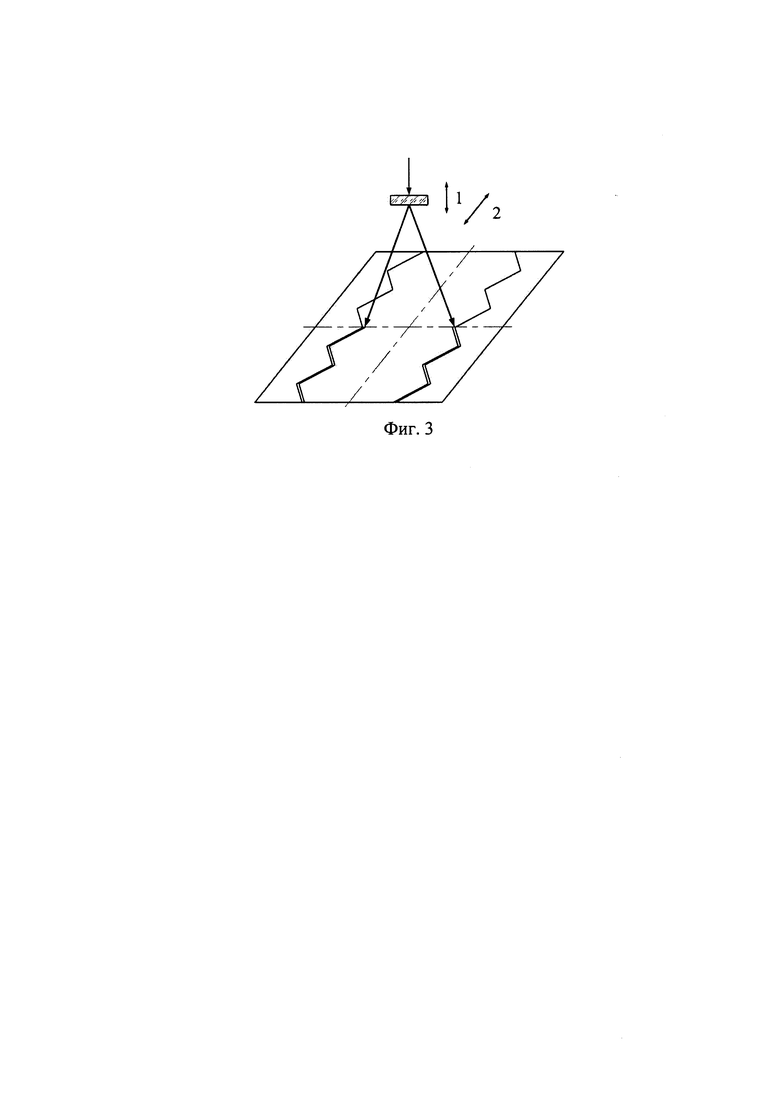
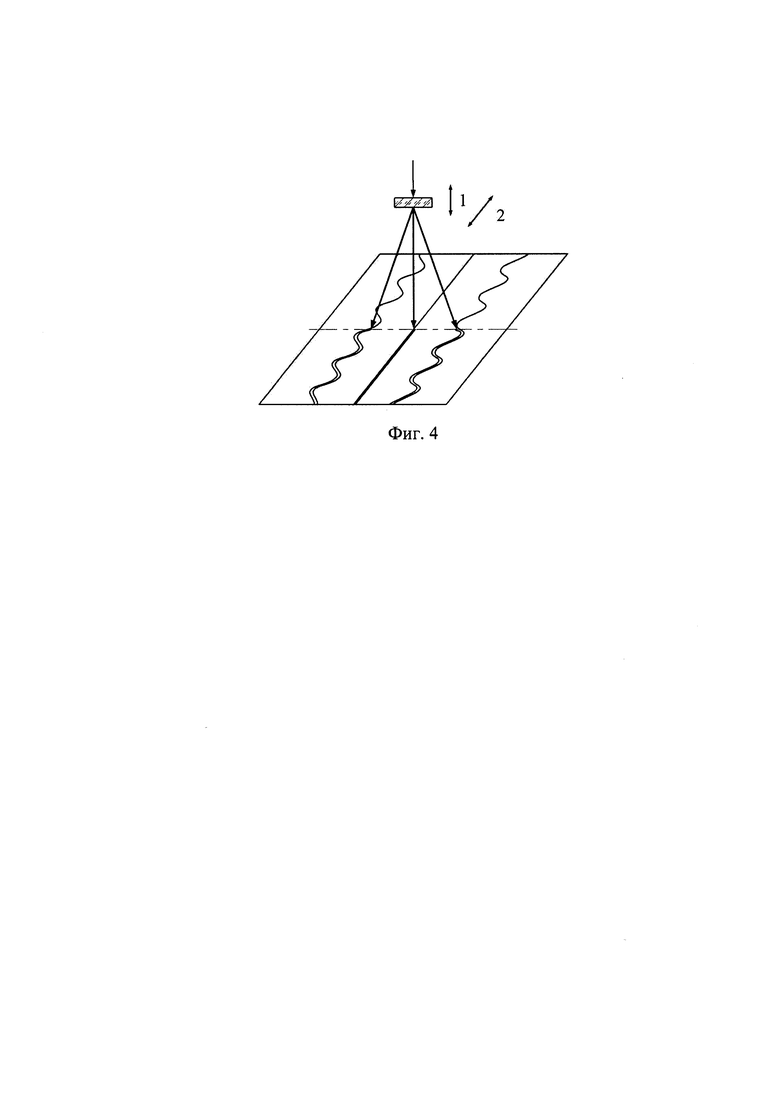
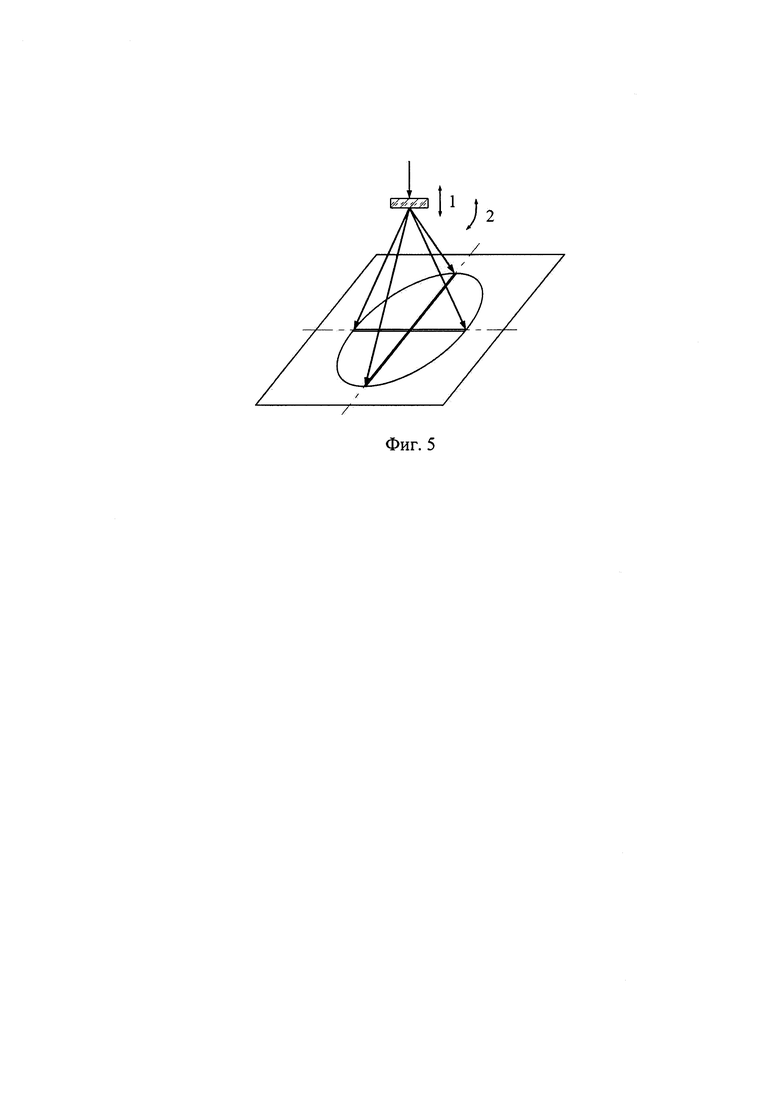
Предлагаемый способ лазерной резки листовых материалов поясняется следующими схемами: резка по параллельным кусочно-линейным (фиг. 1) и гладким (фиг. 2) контурам с использованием делителей пучка на два и на три концентрированных потока энергии соответственно; резка по контурам симметричным относительно продольной оси без разделения листа (фиг. 3) и с разделением по оси (фиг. 4); резка по четырем сложным контурам (фиг. 5), при которой рез выполняется сначала в радиальном направлении от центра, а затем - по дуге окружности.
Процессы разделения при работе по таким схемам осуществляются за счет совокупности двух движений дифракционного элемента: 1 - в поперечном (фиг. 1 и 2) либо вертикальном (фиг. 3-5) и 2 - в продольном (фиг. 1-4) и осевом (фиг. 5) направлениях относительно траектории реза. Во всех приведенных схемах на поверхности технологического объекта с помощью ДОЭ формируются концентрированные поверхностные энергетические источники (диаметром 200…300 мкм) для обеспечения необходимой при резке плотности мощности. Перемещения ДОЭ с оправкой осуществляются с помощью двигателей.
Предлагаемый способ многопозиционной лазерной резки заключается в следующем. Задаются траектории предполагаемого реза. Дифракционный многопорядковый делитель рассчитывается таким образом, чтобы обеспечить расхождение потоков энергии под углом, достаточным для покрытия всего контура резки за счет перемещений ДОЭ относительно обрабатываемой поверхности. Далее вычисляются скорости синхронного перемещения делителя в направлениях 1 и 2 из тех соображений, чтобы достигалась определяемая технологией скорость резки материала по заданному контуру на всей траектории реза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство многопозиционной фокусировки равномерного лазерного излучения для построения металлических деталей методом селективного лазерного плавления | 2021 |
|
RU2771495C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЛАЗЕРНОГО ПУЧКА | 1994 |
|
RU2083039C1 |
| УСТРОЙСТВО И СПОСОБ ОПРЕДЕЛЕНИЯ РАСПОЛОЖЕНИЯ ФОКУСА ОПТИЧЕСКОЙ СИСТЕМЫ И ОФТАЛЬМОЛОГИЧЕСКОЕ ЛЕЧЕБНОЕ УСТРОЙСТВО | 2007 |
|
RU2440084C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528287C2 |
| Способ и устройство для лазерной резки материалов | 2016 |
|
RU2634338C1 |
| МНОГОКАНАЛЬНЫЙ КОНФОКАЛЬНЫЙ МИКРОСКОП (ВАРИАНТЫ) | 2014 |
|
RU2574863C1 |
| УСТРОЙСТВО ДОПОЛНЕННОЙ РЕАЛЬНОСТИ НА ОСНОВЕ ИЗОГНУТНОГО ВОЛНОВОДА, СПОСОБ РАБОТЫ УПОМЯНУТОГО УСТРОЙСТВА, ОЧКИ ДОПОЛНЕННОЙ РЕАЛЬНОСТИ НА ОСНОВЕ УПОМЯНУТОГО УСТРОЙСТВА | 2022 |
|
RU2801055C1 |
| ЦЕЛЬНОВОЛОКОННАЯ СИСТЕМА ОПРЕДЕЛЕНИЯ И КОНТРОЛЯ РАЗНИЦЫ ФАЗ ИЗЛУЧЕНИЯ ДЛЯ РЕАЛИЗАЦИИ ГЕТЕРОДИННОГО МЕТОДА СЛОЖЕНИЯ ИЗЛУЧЕНИЯ МНОГОКАНАЛЬНОЙ ЛАЗЕРНОЙ СИСТЕМЫ | 2024 |
|
RU2826803C1 |
| СПОСОБ ДОСТАВКИ НА ТОЧЕЧНУЮ ЦЕЛЬ ИЗЛУЧЕНИЯ ЛАЗЕРНОГО ДАЛЬНОМЕРА | 2019 |
|
RU2724240C1 |
| УСТРОЙСТВО И СПОСОБ ОБРАБОТКИ МАТЕРИАЛА ПРИ ПОМОЩИ СФОКУСИРОВАННОГО ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ | 2010 |
|
RU2551921C2 |


Изобретение относится к технологии обработки листовых материалов концентрированными потоками энергии, в частности к способу многопозиционной лазерной резки тонколистового материала. Осуществляют одновременное воздействие на обрабатываемый материал непрерывного лазерного излучения сосредоточенных поверхностных энергетических источников в виде пучков диаметром 0,2-0,3 мм. Источники формируют в нескольких местах на поверхности материала и перемещают по заданной траектории с постоянной или переменной скоростью. Формирование сосредоточенных поверхностных энергетических источников осуществляют с помощью подвижных дифракционных оптических элементов - многопорядковых делителей пучка. Технический результат заключается в повышении точности обработки по параллельным, осесимметричным и центросимметричным контурам, а также в увеличении энергетической эффективности технологического процесса резки. 5 ил.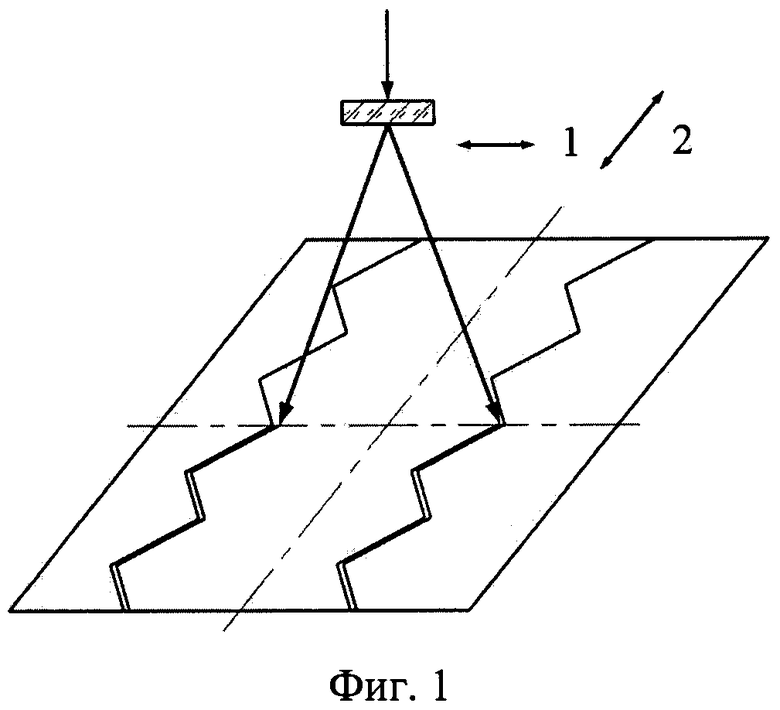
Способ многопозиционной лазерной резки тонколистового материала, включающий одновременное воздействие на обрабатываемый материал непрерывного лазерного излучения сосредоточенных поверхностных энергетических источников в виде пучков диаметром 0,2-0,3 мм, которые формируют в нескольких местах на поверхности материала и перемещают по заданной траектории с постоянной или переменной скоростью, отличающийся тем, что формирование сосредоточенных поверхностных энергетических источников осуществляют с помощью подвижных дифракционных оптических элементов - многопорядковых делителей пучка.
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2206528C2 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ СВАРКИ | 2000 |
|
RU2193956C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПЛАСТИКОВЫХ ИЗДЕЛИЙ, РАЗМЕЩЕННЫХ В НЕПРЕРЫВНОЙ ПЛАСТИКОВОЙ ЛЕНТЕ, ДЛЯ ПРИМЕНЕНИЯ В МЕДИЦИНСКОЙ ОБЛАСТИ | 2011 |
|
RU2575891C2 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 2005 |
|
RU2283738C1 |
| CN 209319014 U, 30.08.2019 | |||
| JP 2003322503 A, 14.11.2003 | |||
| JP 60006290 A, 12.01.1985 | |||
| WO 2011110337 A3, 30.08.2012. | |||

