Настоящая заявка заявляет приоритет по предварительной заявке на патент США № 62/368 494, поданной 29 июля 2016 г., содержание которой включено в данный документ посредством ссылки без противоречия настоящей заявке.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Широкий ряд продуктов могут подвергаться этапу сжатия во время процесса изготовления продукта. Вследствие сжатия продукта можно изменить размеры продукта по сравнению с его исходными начальными размерами и уменьшить эти размеры для создания продукта с меньшими окончательными размерами. Примером продукта личной гигиены, который может подвергаться этапу сжатия в процессе изготовления, является тампон.
Тампоны обычно подвергаются этапу сжатия во время процесса изготовления для создания тампона с величиной и размером, более подходящими для введения в тело пользователя. Сжатие заготовки тампона может приводить к получению тампона, который может быть введен пальцами пользователя или с применением аппликатора. Тампон обычно изготавливается путем складывания, заворачивания или укладки впитывающей структуры, выполненной из соответствующего в широком смысле впитывающего материала, в заготовку тампона. Заготовка тампона может затем быть сжата в тампон необходимых размера и формы.
На практике, тампоны выполняются такими, чтобы их можно было ввести во влагалище женщины для улавливания потока менструальных выделений, крови и других жидкостей организма и предотвращения выхода жидкости из влагалища. Поскольку жидкости организма находятся в контакте с тампоном, они должны впитываться и удерживаться впитывающим материалом тампона. После определенного периода времени тампон с удержанной им жидкостью извлекается и выбрасывается.
Недостаток, который зачастую характерен для тампонов, заключается в тенденции к преждевременному повреждению тампона. Например, тампоны в целом образуются вследствие процесса сжатия, который приводит к получению прямых канавок в тампоне. Данные прямые канавки могут обеспечивать траекторию для жидкостей организма для беспрепятственного прохождения от вводимого конца к извлекаемому концу тампона без достаточного впитывания тампоном. Преждевременное повреждение тампона может приводить к утечке жидкости организма из влагалища, пока тампон находится на месте и перед тем, как тампон будет полностью пропитан жидкостью организма.
Необходимо предоставить тампон, который может характеризоваться улучшенным управлением жидкостью организма. Необходимо предоставить тампон, в котором по меньшей мере часть канавок не прямые, таким образом, любая потенциальная траектория для жидкости, предназначенная для выделений организма, удлиняется, обеспечивая таким образом увеличенное время удерживания жидкости организма, поглощаемой тампоном. Есть необходимость в предоставлении способа изготовления, с помощью которого можно изготовить данный тампон.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В различных вариантах осуществления способ сжатия заготовки тампона с образованием основной части может включать этапы: предоставления устройства сжатия для сжатия заготовки тампона, при этом устройство сжатия содержит пространство сжатия и продольную ось; множество элементов сжатия, при этом каждый элемент сжатия содержит сегмент сжатия, имеющий первую боковую стенку и противоположную вторую боковую стенку, при этом первая боковая стенка и вторая боковая стенка соединены друг с другом с образованием поверхности сжатия в продольном направлении, при этом по меньшей мере одна из первой боковой стенки и второй боковой стенки наклонена относительно радиальной плоскости, направленной наружу от продольной оси; множество элементов вдавливания, при этом каждый элемент вдавливания содержит основную поверхность, имеющую продольное направление и по меньшей мере два сегмента вдавливания, проходящие от основной поверхности, при этом первый из по меньшей мере двух сегментов вдавливания отстоит от второго из по меньшей мере двух сегментов вдавливания, и при этом каждый из сегментов вдавливания содержит первую боковую стенку и противоположную вторую боковую стенку, при этом первая боковая стенка и вторая боковая стенка соединены друг с другом с образованием поверхности сжатия; введение заготовки тампона в пространство сжатия устройства сжатия, при этом заготовка тампона имеет продольное направление, продольную ось, направление по окружности и направление радиальной глубины; перемещение элементов сжатия в направлении продольной оси устройства сжатия, при этом элементы сжатия перемещают из открытого положения в закрытое положение с образованием основной части; перемещение элементов вдавливания в направлении продольной оси устройства сжатия, при этом элементы вдавливания перемещают из открытого положения в закрытое положение с образованием в основной части нелинейного канала; отведение элементов вдавливания из основной части в направлении от продольной оси устройства сжатия, при этом элементы вдавливания перемещают из закрытого положения в открытое положение; извлечение основной части из устройства сжатия; и отведение элементов сжатия в направлении от продольной оси пространства сжатия, при этом элементы сжатия перемещают из закрытого положения в открытое положение.
В различных вариантах осуществления устройство сжатия содержит от 2 до 10 элементов сжатия. В различных вариантах осуществления устройство сжатия содержит от 2 до 10 элементов вдавливания.
В различных вариантах осуществления перемещение элементов сжатия и элементов вдавливания имеет траекторию, описываемую дугами, в радиальном направлении к продольной оси пространства сжатия.
В различных вариантах осуществления перемещение элементов сжатия и элементов вдавливания имеет линейную траекторию в радиальном направлении к продольной оси пространства сжатия.
В различных вариантах осуществления каждый элемент вдавливания содержит от 2 до 35 сегментов вдавливания, проходящих от основной поверхности. В различных вариантах осуществления сегменты вдавливания имеют переменную ширину между двумя противоположными боковыми стенками.
В различных вариантах осуществления элементы сжатия нагреты. В различных вариантах осуществления элементы вдавливания нагреты.
В различных вариантах осуществления элементы вдавливания функционируют независимо от элементов сжатия. В различных вариантах осуществления каждый элемент вдавливания выполнен с возможностью функционировать синхронно с каждым другим элементом вдавливания. В различных вариантах осуществления каждый элемент сжатия выполнен с возможностью функционировать синхронно с каждым другим элементом сжатия.
В различных вариантах осуществления продольная ось основной части концентрически выровнена с продольной осью устройства сжатия, когда основную часть извлекают из устройства сжатия.
В различных вариантах осуществления элементы вдавливания отцепляют от основной части при извлечении основной части.
В различных вариантах осуществления элементы сжатия выполнены с возможностью формирования линейного канала в заготовке тампона.
В различных вариантах осуществления элементы вдавливания находятся в открытом положении при введении заготовки тампона в устройство сжатия.
В различных вариантах осуществления продольная ось заготовки тампона концентрически выровнена с продольной осью устройства сжатия при введении заготовки тампона в устройство сжатия.
В различных вариантах осуществления каждый элемент вдавливания образует в основной части один нелинейный канал. В различных вариантах осуществления каждый элемент вдавливания образует в основной части множество нелинейных каналов.
В различных вариантах осуществления извлечение основной части из устройства сжатия выполняют, когда множество элементов сжатия находятся в закрытом положении.
В различных вариантах осуществления элементы сжатия и элементы вдавливания функционируют по меньшей мере с частичным относительным движением, являясь асинхронными друг относительно друга.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1A—1C представлены виды сбоку иллюстративных вариантов осуществления тампонов.
На фиг. 2А представлен вид в перспективе иллюстративного варианта осуществления впитывающей структуры.
На фиг. 2B представлен вид сверху вниз иллюстративного варианта осуществления впитывающей структуры.
На фиг. 3A и 3B представлены виды в перспективе иллюстративных вариантов осуществления заготовок тампонов.
На фиг. 4 представлен вид крупным планом части тампона по фиг. 1.
На фиг. 5A—5L представлены поперечные сечения иллюстративных вариантов осуществления формы внутренней поверхности линейного канала.
На фиг. 6 представлено продольное сечение изображения иллюстративного варианта осуществления нелинейного канала.
На фиг. 7 представлено схематическое изображение иллюстративного варианта осуществления способа сжатия заготовки тампона.
На фиг. 8 представлен вид в перспективе изображения иллюстративного варианта осуществления элемента сжатия.
На фиг. 8A—8L представлены изображения видов с торцов в поперечном сечении иллюстративных вариантов осуществления сегментов сжатия.
На фиг. 9A представлен вид в перспективе иллюстративного варианта осуществления элемента вдавливания.
На фиг. 9B представлен вид снизу элемента вдавливания по фиг. 9A.
На фиг. 9C представлен вид сбоку элемента вдавливания по фиг. 9A.
На фиг. 9D представлен вид крупным планом части элемента вдавливания по фиг. 9C.
На фиг. 10 представлен вид сбоку иллюстративного варианта осуществления элемента вдавливания.
На фиг. 10A представлен вид снизу элемента вдавливания по фиг. 10.
На фиг. 11 представлен вид сбоку иллюстративного варианта осуществления элемента вдавливания.
На фиг. 11A представлен вид в перспективе элемента вдавливания по фиг. 11.
На фиг. 12 представлен вид сбоку в перспективе иллюстративного варианта осуществления элемента вдавливания.
На фиг. 13 представлен вид сбоку иллюстративного варианта осуществления тампона.
На фиг. 14 представлена схематическая иллюстрация устройства сжатия, при этом элементы сжатия и элементы вдавливания перемещаются по траектории, описываемой дугами, к продольной оси пространства сжатия устройства сжатия, и при этом элементы сжатия и элементы вдавливания находятся в открытой конфигурации для приема несжатой заготовки тампона.
На фиг. 15 представлено схематическое изображение устройства сжатия по фиг. 14 с элементами сжатия, находящимися в закрытой конфигурации и сжимающими заготовку тампона для образования основной части тампона.
На фиг. 16 представлено схематическое изображение устройства сжатия по фиг. 14 с элементами сжатия и элементами вдавливания, находящимися в закрытой конфигурации и сжимающими основную часть тампона.
На фиг. 17 представлено схематическое изображение устройства сжатия по фиг. 14 с элементами вдавливания, находящимися в открытой конфигурации и полностью отведенными от основной части тампона, и элементами сжатия в закрытой конфигурации.
На фиг. 18 представлено схематическое изображение устройства сжатия, при этом элементы сжатия и элементы вдавливания перемещаются по прямолинейной траектории к продольной оси пространства сжатия устройства сжатия, и при этом элементы сжатия и элементы вдавливания находятся в открытой конфигурации.
Повторное использование ссылочных позиций в настоящем описании и в графических материалах направлено на представление одинаковых или аналогичных признаков или элементов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к тампону, выполненному с возможностью введения выше области входа в полость влагалища женщины. Тампон выполнен с возможностью функционирования таким образом, чтобы улавливать жидкости организма, такие как менструальные выделения, кровь и другие жидкости организма, и предотвращать выход жидкостей организма из полости влагалища. При изготовлении тампона впитывающая структура, состоящая из впитывающего материала, может быть образована в заготовку тампона. В различных вариантах осуществления элемент для извлечения может быть прикреплен к впитывающей структуре либо перед образованием впитывающей структуры в заготовку тампона, либо после этого. Заготовка тампона может затем подвергаться этапу сжатия, который может привести к получению основной части тампона. Основная часть и полученный в результате тампон могут иметь по меньшей мере один линейный канал и по меньшей мере один нелинейный канал.
Определения
Термин «аппликатор» относится в данном документе к устройству, которое способствует введению тампона в полость влагалища женщины. Неограничивающие примеры такового включают любой известный аппликатор, выполненный с соблюдением гигиенических требований, который может вмещать тампон, включая так называемые выдвижной, стержневой и поршневой, и компактные аппликаторы.
Термин «прикреплен» относится в данном документе к конфигурациям, в которых первый элемент зафиксирован со вторым элементом путем соединения первого элемента со вторым элементом. Соединение первого элемента со вторым элементом может происходить путем соединения первого элемента непосредственно со вторым элементом, опосредованно, например, путем соединения первого элемента с промежуточным элементом (элементами), который в свою очередь может быть соединен со вторым элементом, и в конфигурациях, в которых первый элемент выполнен цельно со вторым элементом (т. е., первый элемент является по существу частью второго элемента). Прикрепление может происходить с помощью любого способа, считающегося подходящим, включая без ограничения клей, связи, полученные способом ультразвуковой сварки, связи, полученные способом термосварки, связи, формируемые под давлением, механическое скрепление, водоструйное скрепление, связи, полученные под воздействием сверхвысокочастотного излучения, сшивание или любой другой традиционный метод. Прикрепление может быть непрерывным вдоль длины прикрепления, или оно может быть «точечным» с определенными интервалами.
Термин «бикомпонентное волокно» относится в данном документе к волокнам, образованным из по меньшей мере двух разных полимеров, экструдированных из отдельных экструдеров, но скрученных вместе с образованием одного волокна. Бикомпонентные волокна иногда также называют сопряженными волокнами или многокомпонентными волокнами. Полимеры могут быть расположены в по существу неизменно расположенных различных зонах в поперечном сечении бикомпонентного волокна и могут непрерывно проходить вдоль длины бикомпонентного волокна. Конфигурация такого бикомпонентного волокна может включать, например, расположение оболочка/сердцевина, в которой один полимер окружен другим, или расположение бок о бок, секторное расположение, или расположение «острова в море».
Термин «заготовка» относится в данном документе к конструкции впитывающей структуры перед сжатием и/или приданием формы впитывающей структуры с получением основной части. Впитывающая структура может быть закручена, сложена или другим образом отрегулирована для получения заготовки перед сжатием заготовки в основную часть.
Термин «сжатие» относится в данном документе к процессу прессования, сдавливания, уплотнения или другой регулировке размера, формы и/или объема материала с получением вводимого тампона. Например, заготовка тампона может подвергаться сжатию для получения тампона с формой, допускающей введение во влагалище. Термин «сжатый» относится в данном документе к состоянию материала (материалов) после сжатия. С другой стороны, термин «несжатый» относится в данном документе к состоянию материала (материалов) перед сжатием. Термин «сжимаемый» означает способность материала подвергаться сжатию.
Термин «сечение» относится в данном документе к любой плоскости, которая перпендикулярна продольной оси («поперечное сечение»), например, перпендикулярна продольной оси тампона или перпендикулярна продольной оси устройства сжатия; или термин «сечение» может также относится в данном документе к плоскости, которая параллельна продольной оси («продольное сечение»), например, параллельна продольной оси тампона или параллельна продольной оси устройства сжатия.
Термин «пальцевой тампон» относится в данном документе к тампону, который предназначен для введения в полость влагалища с помощью пальцев пользователя и без применения аппликатора. Таким образом, пальцевые тампоны обычно видны пользователю перед использованием вместо того, чтобы быть помещенными в аппликатор.
Термин «сложенный» относится в данном документе к конфигурации заготовки, которая может быть связана с поперечным уплотнением впитывающей структуры заготовки или может целенаправленно существовать перед этапом сжатия. Такая конфигурация может быть легко определена, например, когда впитывающий материал впитывающей структуры резко изменяет направление таким образом, что одна часть впитывающей структуры загибается или лежит поверх другой части впитывающей структуры.
Термин «в целом цилиндрический» относится в данном документе к обычной форме тампонов, которая хорошо известна в уровне техники, но которая также включает сжатые или частично уплощенные цилиндры, изогнутые цилиндры и формы, которые представлены с разными сечениями (например, являются бутылковидными) вдоль продольной оси.
Термин «продольная ось» относится в данном документе к оси, проходящей в направлении самого длинного линейного размера тампона. Например, продольная ось тампона представляет собой ось, которая проходит от вводимого конца к извлекаемому концу.
Термин «внешняя поверхность» относится в данном документе к видимой поверхности (сжатого и/или имеющего определенную форму) тампона перед использованием и/или расширением. По меньшей мере часть внешней поверхности может быть гладкой или, альтернативно, может иметь элементы рельефа, такие как ребра, каналы, узор сетки или другие элементы рельефа.
Термин «основная часть» относится в данном документе к конструкции впитывающей структуры после сжатия заготовки.
Термин «радиальная ось» относится в данном документе к оси, которая проходит под прямыми углами к продольной оси тампона.
Термин «закрученный» относится в данном документе к конфигурации заготовки после наматывания впитывающей структуры на себя.
Термин «тампон» относится в данном документе к впитывающей структуре, которая вводится в полость влагалища для впитывания с нее жидкости организма или для срочной доставки активных материалов, таких как медикаменты. Заготовка тампона может быть сжата для образования в целом цилиндрического тампона. Несмотря на то, что тампон может принимать в целом цилиндрическую конфигурацию, возможны другие формы. Эти формы могут включать без ограничения поперечное сечение, которое может быть описано как прямоугольное, треугольное, трапециевидное, полукруглое, принимающее форму песочных часов, извилистое, или другие подходящие формы. Тампоны имеют вводимый конец, извлекаемый конец, элемент для извлечения, длину, ширину, продольную ось, радиальную ось и внешнюю поверхность. Длина тампона может быть измерена от вводимого конца к извлекаемому концу вдоль продольной оси. Стандартный тампон может иметь длину от приблизительно 30 мм до приблизительно 60 мм. Тампон может по форме быть линейным или нелинейным, таким как, например, изогнутый вдоль продольной оси. Стандартный тампон может иметь ширину от приблизительно 2 мм до приблизительно 30 мм. Ширина тампона, если не указано иное, соответствует измерению через наибольшее поперечное сечение вдоль длины тампона.
Термин «полость влагалища» относится в данном документе к внутренним половым органам женщины в области половых органов тела. Термин в целом относится к пространству, расположенному между входом во влагалище (иногда называемым сфинктером влагалища или перепончатокрылым кольцом) и шейкой матки. Термин не включает срамную щель, участок преддверия влагалища или наружные видимые половые органы.
Тампон
Настоящее изобретение относится к тампону, выполненному с возможностью введения выше области входа в полость влагалища женщины. Тампон выполнен с возможностью функционирования таким образом, чтобы улавливать жидкости организма, такие как менструальные выделения, кровь и другие жидкости организма, и предотвращать выход жидкостей организма из полости влагалища. При изготовлении тампона впитывающая структура, состоящая из впитывающего материала, может быть образована в заготовку тампона. В различных вариантах осуществления элемент для извлечения может быть прикреплен к впитывающей структуре либо перед образованием впитывающей структуры в заготовку тампона, либо после этого. Заготовка тампона может затем подвергаться этапу сжатия, который может привести к получению основной части тампона. Основная часть и полученный в результате тампон могут иметь по меньшей мере один линейный канал и по меньшей мере один нелинейный канал.
На фиг. 1A, 1B и 1C проиллюстрированы виды сбоку иллюстративных тампонов 10. Тампон 10 может иметь сжатую впитывающую основную часть 12, в целом цилиндрической формы, состоящую из впитывающего материала 14 и элемента 16 для извлечения. В различных вариантах осуществления элемент 16 для извлечения может иметь узел 18, который может обеспечивать невозможность отделения элемента 16 для извлечения от основной части 12. Тампон 10 может иметь продольное направление (Y), направление по окружности (X) и направление радиальной глубины (Z). В различных вариантах осуществления основная часть 12 в целом цилиндрической формы может иметь поперечное сечение, которое является по меньшей мере одним из овального, круглого, квадратного, прямоугольного, или принимает любую другую форму поперечного сечения, известную в уровне техники. Тампон 10 может иметь вводимый конец 20 и извлекаемый конец 22. Тампон 10 может иметь длину 24 тампона, при этом длина 24 тампона является измерением тампона 10 вдоль продольной оси 26, начиная с одного конца (вводимого или извлекаемого) тампона 10 и заканчивая на противоположном конце (вводимом или извлекаемом) тампона 10. В различных вариантах осуществления тампон 10 может иметь длину 24 тампона от приблизительно 30 мм до приблизительно 60 мм. В различных вариантах осуществления тампон 10 может иметь сжатую ширину 28, которая, если не указано иное в данном документе, может соответствовать наибольшему размеру в поперечном сечении вдоль продольной оси 26 тампона 10. В различных вариантах осуществления тампон 10 может иметь сжатую ширину 28 перед использованием от приблизительно 2, 5 или 8 мм до приблизительно 10, 12, 14, 16, 20 или 30 мм. В различных вариантах осуществления тампон 10 по форме может быть прямым или нелинейным, например, изогнутым вдоль продольной оси 26.
Как отмечено выше, тампон 10 может иметь впитывающую основную часть 12, которая образована посредством сжатия заготовки 30 тампона. Заготовка 30 тампона образована, в свою очередь, из впитывающей структуры 32, которая состоит из впитывающего материала 14. На фиг. 2A проиллюстрирован вид в перспективе иллюстративного варианта осуществления впитывающей структуры 32, состоящей из впитывающего материала 14. Впитывающая структура 32, проиллюстрированная на фиг. 2A, по форме является в целом квадратной. Элемент 16 для извлечения, имеющий узел 18, также связан с впитывающей структурой 32. На фиг. 2B проиллюстрирован вид сверху вниз иллюстративного варианта осуществления впитывающей структуры 32, состоящей из впитывающего материала 14. Впитывающая структура 32, проиллюстрированная на фиг. 2B, имеет в целом V-образную форму. Элемент 16 для извлечения, имеющий узел 18, также связан с впитывающей структурой 32. Следует понимать, что эти две формы, квадратная и V-образная, являются иллюстративными, и впитывающая структура 32 может иметь любую форму, размер и толщину, которые могут в конечном счете сжиматься для образования тампона 10, такого как, например, тампон 10 на фиг. 1A—1C. Неограничивающие примеры формы впитывающей структуры 32 могут включать без ограничения овальную, круглую, V-образную, квадратную, прямоугольную и т. п.
Согласно одному варианту осуществления впитывающая структура 32 может иметь размер 34 по длине от приблизительно 30 мм до приблизительно 80 мм. Размер 34 по длине может являться линейным измерением от части впитывающей структуры 32, которая в конечном счете образует вводимый конец 20 тампона 10, до части впитывающей структуры 32, которая в конечном счете образует извлекаемый конец 22 тампона 10. Согласно одному варианту осуществления базовый вес впитывающей структуры 32 может составлять от приблизительно 15, 20, 25, 50, 75, 90, 100, 110, 120, 135 или 150 г/м2 до приблизительно 1000, 1100, 1200, 1300, 1400 или 1500 г/м2.
Впитывающая структура 32 может иметь один слой впитывающего материала 14, или впитывающая структура 32 может представлять собой слоистую структуру, которая может иметь отдельные отличные слои впитывающего материала 14. В варианте осуществления, в котором впитывающая структура 32 имеет слоистую структуру, слои могут быть образованы из одного впитывающего материала и/или из разных впитывающих материалов.
Впитывающий материал 14 впитывающей структуры 32 может представлять собой впитывающий волокнистый материал. Данный впитывающий материал 14 может включать без ограничения натуральные и синтетические волокна, такие как, без ограничения, сложный полиэфир, ацетат, нейлон, целлюлозные волокна, такие как древесная масса, хлопок, целлюлозные химические волокна, вискоза, LYOCELL®, например, от компании Lenzing Company, Австрия, или смеси этих или других целлюлозных волокон. Натуральные волокна могут включать без ограничения шерстяные, хлопковые, льняные, конопляные волокна, а также волокна из древесной массы. Разновидности древесной массы могут включать без ограничения стандартную ворсистую из мягких пород древесины, такую как CR-1654 (от US Alliance Pulp Mills, Куса, Алабама). Масса может быть модифицирована для улучшения природных свойств волокон и их пригодности для переработки, такой как, например, придания извитости, завивания и/или увеличения жесткости. Впитывающий материал 14 может включать любую подходящую смесь волокон. Например, впитывающий материал 14 может быть образован из целлюлозных волокон, таких как хлопок и искусственный шелк. Впитывающие волокна могут содержать 100 вес. % хлопка, 100 вес. % искусственного шелка или смесь хлопка и искусственного шелка.
В различных вариантах осуществления впитывающие волокна могут иметь штапельную длину от приблизительно 5, 10, 15 или 20 мм до приблизительно 30, 40, или 50 мм. В различных вариантах осуществления впитывающие волокна могут иметь размер волокон от приблизительно 15 микрон до приблизительно 28 микрон. В различных вариантах осуществления впитывающие волокна могут иметь толщину нити в денье от приблизительно 1 или 2 до приблизительно 6. Толщина нити в денье является единицей тонины нити на основе стандарта 50 миллиграмм (мг) на 450 метров нити. В различных вариантах осуществления впитывающие волокна могут иметь круглую, двудольную или трехдольную конфигурацию поперечного сечения или любую другую конфигурацию, известную специалистам в данной области техники. Двудольная конфигурация может иметь профиль поперечного сечения, который может быть похож на гантель, тогда как трехдольная конфигурация может иметь профиль поперечного сечения, который может выглядеть как «Y». В различных вариантах осуществления впитывающие волокна могут быть обесцвечены. В различных вариантах осуществления впитывающие волокна может иметь цвет.
В различных вариантах осуществления впитывающая структура 32 может содержать волокна, например, связующие волокна. В варианте осуществления связующие волокна могут иметь волокнистый компонент, который будет связан или приплавлен к другим волокнам во впитывающей структуре 32. Связующие волокна могут представлять собой натуральные волокна или синтетические волокна. Синтетические волокна включают без ограничения волокна, выполненные из полиолефинов, полиамидов, сложных полиэфиров, искусственного шелка, акриловых соединений, вискозы, супервпитывающих веществ, регенерированной целлюлозы LYOCELL®, и любое другое подходящее синтетическое волокно, известное специалисту в данной области техники. Волокна могут быть обработаны обычными композициями и/или способами для обеспечения или улучшения способности к смачиванию.
В различных вариантах осуществления впитывающая структура 32 может иметь любую подходящую комбинацию и соотношение волокон. Согласно одному варианту осуществления впитывающая структура 32 может содержать от приблизительно 70 или 80 вес. % до приблизительно 90 или 95 вес. % впитывающих волокон и от приблизительно 5 или 10 вес. % до приблизительно 20 или 30 вес. % связующих волокон. В различных вариантах осуществления впитывающая структура 32 может содержать приблизительно 85 вес. % впитывающих волокон и приблизительно 15 вес. % связующих волокон. В различных вариантах осуществления впитывающая структура 32 может содержать от приблизительно 80 до приблизительно 90 вес. % трехдольных волокон из вискозного шелка и от приблизительно 10 до приблизительно 20 вес. % бикомпонентных связующих волокон. В различных вариантах осуществления впитывающая структура 32 может содержать 85 вес. % трехдольных волокон из вискозного шелка и приблизительно 15 вес. % бикомпонентных связующих волокон. В различных вариантах осуществления впитывающая структура 32 может содержать больше чем приблизительно 70, 80, 90, 95, 97 или 99 вес. % впитывающих волокон.
Различные способы, известные специалистам в данной области техники, могут применяться для создания впитывающей структуры 32. К таким способам можно отнести без ограничения укладку воздухом, прочесывание, мокрую укладку, иглопробивание, механическое скрепление, водоструйное скрепление и любой другой известный способ, который специалист в данной области техники считает подходящим. В различных вариантах осуществления связанное кардочесанное полотно может быть изготовлено из штапельных волокон. В данных вариантах осуществления волокна могут быть длиннее, чем приблизительно 20, 30 или 35 мм. Волокна можно приобрести в связках, которые могут помещаться в щипальную машину для отделения волокон. Затем волокна могут пропускать через блок гребнечесания или кардного прочеса, в котором могут быть дополнительно разделены и выровнены волокна в машинном направлении для того, чтобы сформировать ориентированное в целом в машинном направлении волокнистое нетканое полотно. После формирования полотна его затем связывают с помощью одного или более из нескольких известных способов, таких как связывание, пропусканием воздуха или связывание с образованием узора. В различных вариантах осуществления уложенное сухим способом полотно может быть изготовлено из штапельных волокон. В данных вариантах осуществления волокна могут быть приблизительно 20 мм или длиннее. При сухой укладке волокна или пучки волокон первого типа (например, впитывающие волокна и/или связующие волокна) могут быть поданы в первый вращающийся вакуумный барабан, и волокна или пучки волокон второго типа (например, впитывающие волокна и/или связующие волокна) могут быть поданы во второй вращающийся вакуумный барабан. Волокна затем могут быть уложены с помощью всасывания с образованием ковров волокон. Ковры волокон могут быть сняты с вакуумных барабанов и расчесаны с помощью вращающихся приемных барабанов. Приемные барабаны могут иметь периферийные зубья, которые могут расчесывать волокна из ковра. Расчесанные волокна могут быть сняты с приемных барабанов посредством центробежной силы и помещены в камеру для смешивания и расширения волокон. Смешанные волокна могут быть помещены на вакуумную решетку для образования полотна случайных волокон, содержащего первый и второй тип волокон. Расход и скорость каждого независимого потока волокон может регулироваться с обеспечением необходимого количества каждого типа волокон.
В различных вариантах осуществления, в которых есть связующие волокна, связующие волокна могут быть активированы для создания трехмерной матрицы волокон. В данном варианте осуществления активация может выполняться посредством любого подходящего этапа нагревания, включая без ограничения традиционное нагревание, нагревание продувкой воздуха, перегретым паром, нагревание микроволновым излучением, радиационное нагревание, нагревание токами высокой частоты и т. п., и их комбинации. В различных вариантах осуществления за активацией может следовать этап охлаждения, в ходе которого могут использоваться любые подходящие средства для снижения температуры впитывающей структуры 32.
В различных вариантах осуществления может быть предусмотрено покрытие, известное специалисту в данной области техники. В контексте данного документа термин «покрытие» относится к материалам, которых находятся в связи с поверхностями, такими как, например, внешняя поверхность 36 тампона 10, и покрывают или заключают их. Покрытие может иметь преимущество в том, что обеспечивает отсутствие непосредственного контакта волокон тампона 10 с внутренними стенками полости женского влагалища. Кроме того, покрытие может снижать способность частей (например, волокон и т. п.) отделяться от тампона 10 и при извлечении тампона 10 из полости женского влагалища оставаться в ней. В различных вариантах осуществления покрытие может представлять собой проницаемое для жидкости покрытие. Выражение «проницаемый для жидкости» означает, что жидкость организма может проходить через покрытие. Покрытие может быть гидрофобным или гидрофильным. В различных вариантах осуществления, в которых покрытие является гидрофобным, покрытие может быть обработано поверхностно-активным веществом или другим материалом для выполнения его гидрофильным.
В различных вариантах осуществления покрытие может быть образовано из нетканых материалов или перфорированных пленок. Нетканые материалы могут включать без ограничения материалы, такие как натуральные волокна, синтетические волокна или смеси натуральных и синтетических волокон. Натуральные волокна могут включать без ограничения волокна из искусственного шелка, хлопка, древесной массы, льна и конопли. Синтетические волокна могут включать без ограничения волокна, такие как волокна из сложного полиэфира, полиолефина, нейлона, полипропилена, полиэтилена, полиакрила, поливинилацетата или бикомпонентные волокна, такие как бикомпонентные полиэтиленовые и полипропиленовые волокна. Покрытие может быть выполнено посредством любого количества подходящих методов, таких как, например, методы для получения покрытия из спандбонда, кардочесанного, полученного водоструйным скреплением, термически связанного, и связанного с применением смолы покрытий. В различных вариантах осуществления покрытие может представлять собой 12 г/м2 гладкий материал, полученный в процессе каландрирования, изготовленный из бикомпонентного волокна, с оболочкой из сложного полиэфира и полиэтиленовым ядром, такого как Sawabond 4189, доступное от Sandler AG, Шварценбах, Германия. В различных вариантах осуществления покрытие может быть дополнительно образовано из перфорированной термопластичной пленки, характеризующейся двумерной или трехмерной толщиной. В различных вариантах осуществления покрытие может быть обесцвечено. В различных вариантах осуществления покрытие может иметь цвет.
В различных вариантах осуществления впитывающая структура 32 может быть прикреплена к элементу 16 для извлечения. Элемент 16 для извлечения может быть прикреплен к впитывающей структуре 32 любым подходящим способом, известным специалисту в данной области техники. Узел 18 может быть образован возле свободных концов элемента 16 для извлечения, чтобы обеспечить невозможность отделения элемента 16 для извлечения от впитывающей структуры 32. Узел 18 может также служить для предотвращения износа элемента 16 для извлечения и для обеспечения места, за которое женщина может взять элемент 16 для извлечения, когда она готова удалить тампон 10 из полости своего влагалища. Элемент 16 для извлечения может быть создан из различных типов нитей или лент. Нить или лента могут быть изготовлены из 100% хлопковых волокон и/или других материалов целиком или частично. Элемент 16 для извлечения может иметь любую подходящую длину, и/или элемент 16 для извлечения может быть смазан и/или обработан веществом, препятствующим впитыванию, таким как воск, перед прикреплением к впитывающей структуре 32.
Впитывающая структура 32 может быть закручена, уложена, сложена или другим образом отрегулирована для получения заготовки 30 тампона перед сжатием заготовки 30 тампона в основную часть 12. На фиг. 3A представлено изображение вида в перспективе примера закрученной заготовки 30 тампона, такой как радиально намотанная заготовка 30 тампона. На фиг. 3B представлено изображение вида в перспективе примера сложенной заготовки 30 тампона. Следует понимать, что радиально намотанная и сложенная конфигурации являются демонстративными, и возможны дополнительные конфигурации заготовки 30 тампона и основной части 12. Например, подходящие менструальные тампоны могут содержать заготовки и основные части тампонов в форме «чаши», наподобие раскрытых в публикации США № 2008/0287902, выданной Edgett, и публикации США 2330257, выданной Bailey; заготовки и основные части тампонов в виде «гармошки» или «сложенные в форме W», наподобие раскрытых в публикации США 6837882, выданной Agyapong; «радиально намотанные» заготовки и основные части тампонов, наподобие раскрытых в публикации США 6310269, выданной Friese; заготовки и основные части тампонов в виде «цилиндра» или «шарика», наподобие раскрытых в публикации США 2464310, выданной Harwood; «сложенные в форме M» заготовки и основные части тампонов, наподобие раскрытых в публикации США 6039716, выданной Jessup; «многослойные» заготовки и основные части тампонов, наподобие раскрытых в публикации США 2008/0132868, выданной Jorgensen; или заготовки и основные части тампонов в виде «пакета», наподобие раскрытых в публикации США 3815601, выданной Schaefer.
Подходящий способ для изготовления «радиально намотанных» заготовок и основных частей тампонов раскрыт в публикации США 4816100, выданной Friese. Подходящие способы для изготовления «сложенных в форме W» заготовок и основных частей тампонов раскрыт в публикации США 6740070, выданной Agyapong; публикации США 7677189, выданной на имя Kondo; и публикации США 2010/0114054, выданной Mueller. Подходящий способ для изготовления заготовок и основных частей тампонов в форме «чаши» и «многослойных» заготовок и основных частей тампонов раскрыт в публикации США 2008/0132868, выданной Jorgensen.
В различных вариантах осуществления заготовка 30 тампона может быть сжата в основную часть 12. Заготовку 30 тампона можно сжимать на любую подходящую величину. Например, заготовка 30 тампона может быть сжата на по меньшей мере приблизительно 25%, 50% или 75% от первоначальных размеров. Например, заготовка 30 тампона может быть уменьшена в диаметре на приблизительно ¼ от исходного несжатого диаметра. Конфигурация поперечного сечения полученного в результате тампона 10 может быть круглой, овальной, эллиптической, прямоугольной, шестигранной или иметь любую другую подходящую форму.
Как показано на фиг. 1A—1C, после сжатия заготовки 30 тампона для образования основной части 12, основная часть 12 и полученный в результате тампон 10 могут иметь по меньшей мере один линейный канал 40 и по меньшей мере один нелинейный канал 50. Не ограничиваясь теорией, тампон, в котором нет канала какого-либо типа, и, следовательно, тампон с гладкой внешней поверхностью могут иметь проблемы с достаточно быстрым впитыванием жидкости организма, поскольку жидкость организма может легко перемещаться поверх гладкой поверхности тампона и вытекать из тела пользователя тампона. Предоставление тампона с линейным каналом 40 и нелинейным каналом 50 может обеспечить цилиндровую прочность и может создать область незаполненного пространства, которая находится ниже внешней поверхности 36 тампона 10 и внутри которой тампоном 10 может накапливаться и впитываться жидкость организма, вместо простого прохождения поверх гладкой внешней поверхности тампона и вытекания из тела пользователя тампона.
Как показано на фиг. 1A—1C и 4, линейный канал 40 представляет собой прямой канал, который может проходить в продольном направлении (Y) тампона 10. Линейный канал 40 имеет стабильный размер в направлении по окружности (X) на внешней поверхности 36 тампона 10 и, как показано на фиг. 5A—5L, постоянное поперечное сечение в направлении радиальной глубины (Z), поскольку линейный канал 40 проходит в продольном направлении (Y) тампона 10. В различных вариантах осуществления, например в тех, что проиллюстрированы на фиг. 1A—1C, линейный канал 40 может проходить по всей длине 24 тампона от вводимого конца 20 к извлекаемому концу 22.
В различных вариантах осуществления линейный канал 40 может быть образован парой противоположных краев 42 внешней поверхности и парой противоположных боковых стенок 44 канала. Каждая из боковых стенок 44 канала может проходить от каждого из краев 42 внешней поверхности, соответственно, в направлении к продольной оси 26 тампона 10. Боковые стенки 44 канала могут проходить при необходимости на любую глубину в тампон 10. Боковые стенки 44 канала могут быть соединены друг с другом на внутренней поверхности 46 линейного канала 40, при этом внутренняя поверхность 46 образует низ линейного канала 40. Внутренняя поверхность 46 линейного канала 40 образует часть внешней части тампона 10, однако внутренняя поверхность 46 линейного канала 40 расположена на глубине ниже внешней поверхности 36 тампона 10. В различных вариантах осуществления глубина линейного канала 40, которая измеряется от внешней поверхности 36 к внутренней поверхности 46, может составлять от приблизительно 0,1, 0,2, 0,4, 0,6, 0,8, 1, 1,2, 1,4, 1,6, 1,8 или 2 мм до приблизительно 2,2, 2,4, 2,6, 2,8 или 3 мм. Линейный канал 40 может также иметь размер 48 по ширине, измеренный как расстояние между парой противоположных краев 42 внешней поверхности. В различных вариантах осуществления размер 48 по ширине линейного канала 40 может составлять от приблизительно 0,1, 0,2, 0,4, 0,6, 0,8, 1, 1,2 или 1,4 мм до приблизительно 1,6, 1,8 или 2 мм.
Внутренняя поверхность 46 линейного канала 40 может быть при необходимости любой формы и конфигурации. Например, как показано на фиг. 5A—5L, внутренняя поверхность 46 линейного канала 40 может быть заостренной между двумя боковыми стенками 44 канала, например, такой, что находится в V-образной конфигурации (фиг. 5A и 5H), может принимать конфигурацию с закругленным изгибом между двумя боковыми стенками 44 канала, например, такую как закругленная V-образная конфигурация (фиг. 5B, 5G и 5L), может иметь дугообразную форму и большую ширину в направлении по окружности (X) тампона по сравнению с закругленной V-образной конфигурацией, например, U-образную конфигурацию (фиг. 5C и 5K), может иметь плоскую внутреннюю поверхность 46, в то время как по меньшей мере одна из боковых стенок 44 остается под углом относительно продольной оси 26 тампона 10, например, быть такой, как можно видеть на фиг. 5D, 5E, 5F, 5I и 5J. Следует понимать, что представлены неограничивающие примеры конфигурации внутренней поверхности 46, и что возможны другие конфигурации, которые специалист в данной области техники считает подходящими.
Как показано на фиг. 1A—1C и 4, нелинейный канал 50 может проходить в по меньшей мере части продольного направления (Y) тампона 10. В различных вариантах осуществления, например, как проиллюстрировано на фиг. 1A, нелинейный канал 50 может проходить по всей длине 24 тампона от вводимого конца 20 до извлекаемого конца 22. В различных вариантах осуществления, например, как проиллюстрировано на фиг. 1B, нелинейный канал 50 может проходить часть длины 24 тампона. Например, как проиллюстрировано на фиг. 1B, нелинейный канал 50 может проходить от вводимого конца 20 до приблизительно середины длины 24 тампона 10. В различный вариантах осуществления, в которых нелинейный канал 50 проходит только часть длины 24 тампона 10, нелинейный канал 50 может проходить от вводимого конца 20 к середине длины 24 тампона 10, от извлекаемого конца 22 к середине длины 24 тампона 10, или может быть расположен в средней трети тампона 10, не проходя либо к вводимому концу 20, либо к извлекаемому концу 22. В различных вариантах осуществления, в которых нелинейный канал 50 проходит только часть длины 24 тампона 10, тампон 10 может иметь несколько нелинейных каналов 50, расположенных в одной области тампона 10, например, тампон 10 может иметь первый нелинейный канал 50, расположенный в продольном направлении (Y) отдаленно от второго нелинейного канала 50. Например, как проиллюстрировано на фиг. 1C, тампон 10 может иметь первый нелинейный канал 50, расположенный на вводимом конце 20 и проходящий в продольном направлении (Y) к середине длины 24 тампона 10, и второй нелинейный канал 50, расположенный на извлекаемом конце 22 тампона и проходящий к середине длины 24 тампона 10, при этом первый нелинейный канал 50 и второй нелинейный канал 50 расположены в одной продольной плоскости тампона 10 и отделены друг от друга расстоянием в продольном направлении (Y).
Как показано на фиг. 1A—1C и 4, в различных вариантах осуществления нелинейный канал 50 может быть образован парой противоположных краев 52 внешней поверхности и парой противоположных боковых стенок 54 канала. Каждая из боковых стенок 54 канала может проходить от каждого из краев 52 внешней поверхности, соответственно, в направлении к продольной оси 26 тампона 10. В различных вариантах осуществления нелинейный канал 50 может волнообразно проходить в направлении радиальной глубины (Z) при условии, что нелинейный канал 50 проходит в по меньшей мере части продольного направления (Y) тампона 10. В различных вариантах осуществления нелинейный канал 50 может волнообразно проходить в направлении по окружности (X) при условии, что нелинейный канал 50 проходит в по меньшей мере части продольного направления (Y) тампона 10. В различных вариантах осуществления нелинейный канал 50 может волнообразно проходить в направлении радиальной глубины (Z), а также в направлении по окружности (X) при условии, что нелинейный канал 50 проходит в по меньшей мере части продольного направления (Y) тампона 10.
В различных вариантах осуществления ширина между краями 52 поверхности нелинейного канала 50, измеряемая на внешней поверхности 36 тампона 10, может быть равномерной в по меньшей мере части нелинейного канала 50. В различных вариантах осуществления ширина между краями 52 поверхности нелинейного канала 50, измеряемая на внешней поверхности 36 тампона 10, может быть равномерной по всей протяженности нелинейного канала 50. В различных вариантах осуществления ширина между краями 52 поверхности нелинейного канала 50, измеряемая на внешней поверхности 36 тампона 10, может меняться в по меньшей мере части нелинейного канала 50. В различных вариантах осуществления ширина между краями 52 поверхности нелинейного канала 50, измеряемая на внешней поверхности 36 тампона 10, может меняться по всей протяженности нелинейного канала 50.
Как показано на фиг. 6, в различных вариантах осуществления нелинейный канал 50 может быть образован неровностью в направлении радиальной глубины (Z) при условии, что нелинейный канал 50 проходит в по меньшей мере части продольного направления (Y) тампона 10. Боковые стенки 54 нелинейного канала 50 могут быть соединены друг с другом на внутренней поверхности, при этом внутренняя поверхность образует низ нелинейного канала 50. Неровность в направлении радиальной глубины (Z) может привести к образованию в части внутренней поверхности, такой как первая часть 64, вершины 80, и образованию в части внутренней поверхности, такой как вторая часть 76, впадины 82. В различных вариантах осуществления нелинейный канал 50 может иметь по меньшей мере 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 вершин 80 и может иметь по меньшей мере 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 впадин 82. В варианте осуществления нелинейный канал 50 может иметь по меньшей мере 2 вершины 80 и 1 впадину 82. В варианте осуществления нелинейный канал 50 может иметь по меньшей мере 1 вершину 80 и 2 впадины 82. Следовательно, нелинейный канал 50 может иметь переменную глубину ниже внешней поверхности 36 тампона 10. Переменная глубина ниже внешней поверхности 36 тампона 10 может привести к тому, что впадины 82, где может накапливаться жидкость организма перед предстоящим впитыванием тампоном 10, и вершины 80 могут обеспечивать барьер для перемещения жидкости организма из впадин 82 в продольном направлении (Y) тампона 10. В различных вариантах осуществления нелинейный канал 50 может иметь узор из вершин 80 и впадин 82, при этом вершины 80 имеют первую глубину 84 ниже внешней поверхности 36 тампона 10, и впадины 82 имеют вторую глубину 86 ниже внешней поверхности 36 тампона 10. Первая глубина 84 отличается от второй глубины 86. В различных вариантах осуществления первая глубина 84 вершины 80, которая измеряется в средней точке вершины 80, нелинейного канала 50 составляет от приблизительно 0,25, 0,3, 0,35 или 0,4 мм до приблизительно 0,45, 0,5, 0,55, 0,6, 0,65, 0,7 или 0,75 мм. В различных вариантах осуществления вторая глубина 86 впадины 82, которая измеряется в средней точке впадины 82, нелинейного канала 50 составляет от приблизительно 0,8, 0,85, 0,9, 0,95 или 1,0 мм до приблизительно 1,05, 1,1, 1,15, 1,2, 1,25, 1,3 или 1,35 мм. Первая глубина 84 и вторая глубина 86 измеряются в середине соответствующей вершины 80 и впадины 82 и от внешней поверхности 36 тампона 10 к соответствующей первой части 64 внутренней поверхности и второй части 76 внутренней поверхности. В различных вариантах осуществления впадины 82 нелинейного канала 50 могут быть отделены друг от друга расстоянием 88, составляющим меньше чем приблизительно 8, 7,6, 7, 6,6, 6, 5,6 или 5 мм. В различных вариантах осуществления, поскольку нелинейный канал 50 волнообразно проходит в направлении радиальной глубины (Z), ширина между краями 52 поверхности канала, которая измеряется на внешней поверхности 36 тампона 10, может быть равномерной. В различных вариантах осуществления, поскольку нелинейный канал 50 волнообразно проходит в направлении радиальной глубины (Z), ширина между краями 52 поверхности канала, которая измеряется на внешней поверхности 36 тампона 10, может меняться. В различных вариантах осуществления ширина между краями 52 поверхности канала, которая измеряется на внешней поверхности 36 тампона 10, может составлять от приблизительно 0,35, 0,4, 0,45, 0,5, 0,55, 0,6, 0,65, 0,7, 0,75 или 0,8 мм до приблизительно 0,85, 0,9, 0,95, 1, 1,05, 1,1, 1,15, 1,2, 1,25, 1,3, 1,35, 1,4, 1,5, 1,75, 2,0, 2,5, 3,0, 3,5, 4,0, 5,0 или 6,0 мм. Первая часть 64 внутренней поверхности и вторая часть 76 внутренней поверхности могут быть при необходимости любой формы и конфигурации. Например, первая часть 64 внутренней поверхности и вторая часть 76 внутренней поверхности могут быть любых форм и конфигураций, как описано для внутренней поверхности 46 линейного канала 40, такого как описан и проиллюстрирован на фиг. 5A—5L. Следует понимать, что представлены неограничивающие примеры конфигурации внутренних поверхностей, и что возможна другая конфигурация, которую специалист в данной области техники считает подходящей.
В различных вариантах осуществления, как показано на фиг. 1A—1C и 4, нелинейный канал 50 может быть образован неровностью в направлении по окружности (X) при условии, что нелинейный канал 50 проходит в по меньшей мере части продольного направления (Y) тампона 10. В различных вариантах осуществления неровности в направлении по окружности (X) нелинейного канала 50 могут быть образованы боковыми стенками 54 нелинейного канала 50, проходящими со всех сторон (т. е., слева направо) в направлении по окружности (X) в соответствии друг с другом. Другими словами, каждая из боковых стенок 54 нелинейного канала 50 похожа на другую (например, это можно увидеть на фиг. 1A—1C и 4). В различных вариантах осуществления неровности в направлении по окружности (X) нелинейного канала 50 могут быть образованы боковыми стенками 54 нелинейного канала 50, проходящими со всех сторон (т. е., слева направо) в направлении по окружности (X) не в соответствии друг с другом. Другими словами, каждая из боковых стенок 54 нелинейного канала 50 является зеркальным отображением другой. В различных вариантах осуществления нелинейный канал 50 может иметь первую часть, в которой боковые стенки 54 совпадают друг с другом, и может иметь вторую часть, в которой боковые стенки 54 не совпадают друг с другом (например, это можно увидеть на фиг. 13). Неровности в направлении по окружности (X) могут обеспечивать траекторию для следования жидкости организма со всех сторон. Изменение направления траектории может замедлить перемещение жидкости организма и может обеспечить впитывание тампоном 10 большего количества жидкости организма. Поскольку тампон 10 может иметь по меньшей мере один линейный канал 40, нелинейный канал 50, который может волнообразно проходить в направлении по окружности (X), не пересекает линейный канал 40 тампона 10.
В различных вариантах осуществления, поскольку нелинейный канал 50 волнообразно проходит в направлении по окружности (X) тампона 10, ширина между краями 52 поверхности канала, которая измеряется на внешней поверхности 36 тампона 10, нелинейного канала 50 может быть равномерной. В данных вариантах осуществления ширина между краями 52 поверхности нелинейного канала 50, которая измеряется на внешней поверхности 36 тампона 10, может составлять от приблизительно 0,35, 0,4, 0,45, 0,5, 0,55, 0,6, 0,65, 0,7, 0,75 или 0,8 мм до приблизительно 0,85, 0,9, 0,95, 1, 1,05, 1,1, 1,15, 1,2, 1,25, 1,3, 1,35, 1,4, 1,5, 1,75, 2,0, 2,5, 3,0, 3,5, 4,0, 5,0 или 6,0 мм. В различных вариантах осуществления, поскольку нелинейный канал 50 волнообразно проходит в направлении по окружности (X) тампона 10, ширина между краями 52 поверхности канала, которая измеряется на внешней поверхности 36 тампона 10, нелинейного канала 50 может меняться, как проиллюстрировано на фиг. 1A—1C и 4. В данных вариантах осуществления, в которых нелинейный канал 50 имеет переменную ширину, нелинейный канал 50 может иметь первую ширину 62 между краями 52 поверхности канала, которая измеряется на внешней поверхности 36 тампона 10, составляющую от приблизительно 0,35, 0,4, 0,45, 0,5, 0,55, 0,6, 0,65, 0,7, 0,75 или 0,8 мм до приблизительно 0,85, 0,9, 0,95, 1, 1,05, 1,1, 1,15, 1,2, 1,25, 1,3, 1,35, 1,4, 1,5, 1,75, 2,0, 2,5, 3,0, 3,5, 4,0, 5,0 или 6,0 мм, и нелинейный канал 50 может иметь вторую ширину 74 между боковыми стенками канала 54, которая измеряется на внешней поверхности 36 тампона 10, составляющую от приблизительно 0,35, 0,4, 0,45, 0,5, 0,55, 0,6, 0,65, 0,7, 0,75 или 0,8 мм до приблизительно 0,85, 0,9, 0,95, 1, 1,05, 1,1, 1,15, 1,2, 1,25, 1,3, 1,35, 1,4, 1,5, 1,75, 2,0, 2,5, 3,0, 3,5, 4,0, 5,0 или 6,0 мм, при этом первая ширина 62 и вторая ширина 74 не одинаковы. Боковые стенки 54 нелинейного канала 50 могут быть соединены друг с другом на внутренней поверхности, которая расположена ниже внешней поверхности 36 тампона 10 и образует низ нелинейного канала 50. Внутренняя поверхность может быть при необходимости любой формы и конфигурации. Например, боковые стенки 54 нелинейного канала 50 могут быть перпендикулярны второй части внутренней поверхности 76 или боковые стенки 54 нелинейного канала 50 могут быть наклонены относительно второй части внутренней поверхности 76 и, например, может принимать быть любых форм и конфигурации, как описано для внутренней поверхности 46 линейного канала 40, например, как описано и проиллюстрировано на фиг. 5A—5L. Следует понимать, что представлены неограничивающие примеры конфигурации внутренних поверхностей, и что возможна другая конфигурация, которую специалист в данной области техники считает подходящей.
В различных вариантах осуществления нелинейный канал 50 может волнообразно проходить в направлении по окружности (X), а также в направлении радиальной глубины (Z) при условии, что нелинейный канал 50 проходит в по меньшей мере части продольного направления (Y) тампона 10. Нелинейный канал 50, имеющий неровности и в направлении по окружности (X), и в направлении радиальной глубины (Z), может предоставлять преимущество не только в создании траектории для следования жидкости организма, но и в создании извилистой траектории для следования жидкости в продольном направлении (Y) тампона 10, так как жидкость организма следует по траектории движения как влево и вправо, так и вверх и вниз. Такая извилистая траектория, созданная нелинейным каналом 50, одновременно с предоставлением незаполненного пространства для накапливания жидкости организма, может замедлять перемещение жидкости организма через нелинейный канал 50 в продольном направлении (Y) тампона 10.
В данных вариантах осуществления, в которых нелинейный канал 50 может волнообразно проходить и в направлении по окружности (X), и в направлении радиальной глубины (Z), нелинейный канал 50 может иметь несколько областей, которые имеют характеристики, отличающиеся от характеристик других областей. В различных вариантах осуществления область данного нелинейного канала 50 может содержать вершину 80 и равномерную ширину между краями 52 поверхности канала, или может содержать вершину 80 и переменную ширину между краями 52 поверхности канала, или может содержать впадину 82 и равномерную ширину между краями 52 поверхности канала, или может содержать впадину 82 и переменную ширину между краями 52 поверхности канала. Данные области могут находиться в нелинейном канале 50, при этом канал также волнообразно проходит в направлении по окружности (X), когда он проходит в по меньшей мере части продольного направления (Y) тампона 10. Например, как проиллюстрировано на фиг. 1A—1C, 4 и 6, поскольку нелинейный канал 50 проходит в по меньшей мере части продольного направления (Y) тампона 10, нелинейный канал 50 может волнообразно проходить в направлении по окружности (X) и может иметь переменную глубину ниже внешней поверхности 36 тампона 10, при этом первая часть 64 внутренней поверхности образует вершину 80 в направлении радиальной глубины (Z), и вторая часть 76 внутренней поверхности образует впадину 82 в направлении радиальной глубины (Z). Вершина 80 может иметь первую глубину 84 ниже внешней поверхности 36 тампона 10, и впадина 82 может иметь вторую глубину 86 ниже внешней поверхности 36 тампона 10, при этом первая глубина 36 и вторая глубина 38 не одинаковы. В различных вариантах осуществления первая глубина 84 вершины 80, которая измеряется в средней точке вершины 80, нелинейного канала 50 составляет от приблизительно 0,25, 0,3, 0,35 или 0,4 мм до приблизительно 0,45, 0,5, 0,55, 0,6, 0,65, 0,7 или 0,75 мм. В различных вариантах осуществления вторая глубина 86 впадины 82, которая измеряется в средней точке впадины 82, нелинейного канала 50 составляет от приблизительно 0,8, 0,85, 0,9, 0,95 или 1,0 мм до приблизительно 1,05, 1,1, 1,15, 1,2, 1,25, 1,3 или 1,35 мм. В различных вариантах осуществления впадины 82 нелинейного канала 50 могут быть отделены друг от друга расстоянием 88, составляющим меньше чем приблизительно 8, 7,6, 7, 6,6, 6, 5,6 или 5 мм. Как дополнительно проиллюстрировано на иллюстративных фигурах, нелинейный канал 50 может иметь переменную ширину между краями 52 поверхности канала, которая измеряется на внешней поверхности 26 тампона 10, поскольку нелинейный канал волнообразно проходит в направлении по окружности (X). Например, как проиллюстрировано на фигурах, нелинейный канал 50 может иметь первую область 60, в которой первая ширина 62 между краями 52 поверхности канала, которая измеряется на внешней поверхности 36 тампона 10, составляет от приблизительно 0,35, 0,4, 0,45, 0,5, 0,55, 0,6, 0,65, 0,7, 0,75 или 0,8 мм до приблизительно 0,85, 0,9, 0,95, 1, 1,05, 1,1, 1,15, 1,2, 1,25, 1,3, 1,35, 1,4, 1,5, 1,75, 2,0, 2,5, 3,0, 3,5, 4,0, 5,0 или 6,0 мм, и нелинейный канал 50 может иметь вторую область 70 со второй шириной 74 между краями 52 поверхности канала, которая измеряется на внешней поверхности 36 тампона 10, составляющую от приблизительно 0,35, 0,4, 0,45, 0,5, 0,55, 0,6, 0,65, 0,7, 0,75 или 0,8 мм до приблизительно 0,85, 0,9, 0,95, 1, 1,05, 1,1, 1,15, 1,2, 1,25, 1,3, 1,35, 1,4, 1,5, 1,75, 2,0, 2,5, 3,0, 3,5, 4,0, 5,0 или 6,0 мм, при этом первая ширина 62 и вторая ширина 74 не одинаковы. В различных вариантах осуществления первая ширина 62 первой области 60 не такая, как вторая ширина 74 второй области 70. В различных вариантах осуществления область, такая как вторая область 70, может также иметь переменную ширину в этой области, например, как проиллюстрировано на фиг. 4.
В различных вариантах осуществления первая область 60 имеет равномерную ширину 62, которая измеряется между краями 52 поверхности канала, и соответствует вершине 80, которая имеет первую глубину 84 ниже внешней поверхности 36 тампона 10. В данных вариантах осуществления вторая область 70 имеет переменную вторую ширину 74 во второй области 70, и вторая ширина 70 не такая, как первая ширина 62 первой области 60. Вторая область 70 также соответствует впадине 82, которая имеет вторую глубину 86 ниже внешней поверхности 36 тампона 10. В данных вариантах осуществления нелинейный канал 50 волнообразно проходит в каждом из направления по окружности (X) и направления радиальной глубины (Z) при условии, что нелинейный канал 50 проходит в по меньшей мере части продольного направления (Y) тампона 10.
В различных вариантах осуществления тампон 10 может иметь по меньшей мере 2, 3, 4, 5, 6, 7, 8, 9 или 10 линейных каналов 40 и по меньшей мере 2, 3, 4, 5, 6, 7, 8, 9 или 10 нелинейных каналов 50. В различных вариантах осуществления тампон 10 может иметь одинаковое количество линейных каналов 40 и нелинейных каналов 50. В различных вариантах осуществления тампон 10 может иметь 4 линейных канала 40 и 4 нелинейных канала 50. В различных вариантах осуществления тампон 10 может иметь 6 линейных каналов 40 и 6 нелинейных каналов 50. В различных вариантах осуществления тампон 10 может иметь 8 линейных каналов 40 и 8 нелинейных каналов 50. В различных вариантах осуществления тампон 10 может иметь 10 линейных каналов 40 и 10 нелинейных каналов 50. В различных вариантах осуществления количество линейных каналов 40 может отличаться от количества нелинейных каналов 50. В различных вариантах осуществления линейный канал (линейные каналы) 40 и нелинейный канал (нелинейные каналы) 50 расположены на тампоне 10 чередующимся образом. Линейный канал 40 может быть расположен между двумя нелинейными каналами 50, и нелинейный канал 50 может быть расположен между двух линейных каналов 40. В различных вариантах осуществления нелинейные каналы 50 совпадают друг с другом, таким образом узор неровности в направлении по окружности (X) одного нелинейного канала 50 похож на узор неровности в направлении по окружности (X) другого нелинейного канала 50. Два нелинейных канала 50 могут считаться совпадающими друг с другом, когда их узоры неровностей в направлении по окружности (X) похожи друг на друга, однако при таком сходстве не требуется, чтобы ширина между боковыми стенками 54 первого нелинейного канала 50 была такой же, как и ширина между боковыми стенками 54 второго нелинейного канала 50. Совпадение между нелинейными каналами 50 определяется при рассматривании узора неровности (т. е., со всех сторон) в направлении по окружности (X).
В различных вариантах осуществления, например, вариантах осуществления, в которых нелинейный канал 50 не проходит по всей длине 24 тампона 10, дополнительные элементы рельефа могут быть предусмотрены на тампоне 10, при этом дополнительные элементы рельефа могут быть подниматься с внешней поверхности 36 и/или углубляться во внешнюю поверхность 36 тампона 10. Например, тампон 10 может иметь отдельные выемки, отдельные выпуклые поверхности и/или периферическое выпуклое кольцо в частях тампона 10, при этом нелинейный канал 50 отсутствует.
В различных вариантах осуществления тампон 30 может быть помещен в аппликатор. В различных вариантах осуществления тампон 30 может также содержать один или более дополнительных элементов. Например, тампон 30 может содержать элемент «защиты», пример которого приведен в публикации U.S. 6840927, выданной Hasse; публикации U.S. 2004/0019317, выданной Takagi; публикации U.S. 2123750, выданной Schulz, и т. п. В различных вариантах осуществления тампон 30 может содержать «анатомическую» форму, пример которой приведен в публикации U.S. 5370633, выданной Villata, элемент «расширения», пример которого приведен в публикации U.S. 7387622, выданной Pauley, элемент «впитывания», пример которого приведен в публикации U.S. 2005/0256484, выданной Chase; элемент «введения», пример которого приведен в публикации U.S. 2112021, выданной Harris, элемент «размещения», пример которого приведен в публикации U.S. 3037506, выданной Penska, или элемент «извлечения», пример которого приведен в публикации U.S. 6142984, выданной Brown.
Способ и устройство
Заготовка 30 тампона может подвергаться этапу сжатия во время процесса изготовления для образования основной части 12 тампона 10. На фиг. 7 проиллюстрировано схематическое изображение иллюстративного способа 100 сжатия заготовки 30 тампона при изготовлении основной части 12 для тампона 10. Способ 100 включает этап 102 помещения заготовки 30 тампона в устройство 110 сжатия. Заготовка 30 тампона может быть такой, как описано в данном документе, и имеет первоначальный диаметр перед вставкой в пространство 112 для сжатия устройства 110 сжатия. Для сжатия заготовки 30 тампона в основную часть 12 устройство 110 сжатия имеет набор элементов 120 сжатия и набор элементов 130 вдавливания. В различных вариантах осуществления устройство 110 сжатия имеет по меньшей мере 2, 3, 4, 5, 6, 7, 8, 9 или 10 элементов 120 сжатия. В различных вариантах осуществления элементы 120 сжатия нагреты. В различных вариантах осуществления устройство 110 сжатия имеет по меньшей мере 2, 3, 4, 5, 6, 7, 8, 9 или 10 элементов 130 вдавливания. В различных вариантах осуществления элементы 130 вдавливания нагреты.
Как показано на фиг. 8, 8A—8L, элемент 120 сжатия может иметь сегмент 122 сжатия. Сегмент 122 сжатия является той частью элемента 120 сжатия, которая инициирует сжатие заготовки 30 тампона и которая становится окруженной впитывающим материалом 14 заготовки 30 тампона во время сжатия заготовки 30 тампона. Сегмент 122 сжатия может иметь пару противоположных боковых стенок 124, которые соединены друг с другом для образования поверхности 126 сжатия. Каждая из пары противоположных боковых стенок 124 проходит в продольном направлении пространства 112 сжатия устройства сжатия для образования канала, такого как линейный канал 40, в продольном направлении (Y) основной части 12 во время сжатия заготовки 30 тампона. Сегмент 122 сжатия может иметь при необходимости любую форму для получения необходимой формы и конфигурации линейного канала 40. Например, в различных вариантах осуществления линейный канал 40, имеющий форму и конфигурацию, как те, которые проиллюстрированы на фиг. 5A, может считаться подходящим для основной части 12, и полученный в результате тампон 10 и сегмент 122 сжатия могут иметь форму и конфигурацию, проиллюстрированные на фиг. 8A. Например, в различных вариантах осуществления линейный канал 40, имеющий форму и конфигурацию, как те, которые проиллюстрированы на фиг. 5B—5L, могут считаться подходящими для основной части 12, и полученный в результате тампон 10 и сегмент 122 сжатия могут иметь такие форму и конфигурацию, как проиллюстрировано на фиг. 8B—8L, соответственно (т. е., сегмент 122 сжатия по фиг. 8B может образовывать канал по фиг. 5B, сегмент 122 сжатия по фиг. 8C может образовывать канал по фиг. 5C, сегмент 122 сжатия по фиг. 8D может образовывать канал по фиг. 5D, сегмент 122 сжатия по фиг. 8E может образовывать канал по фиг. 5E, сегмент 122 сжатия по фиг. 8F может образовывать канал по фиг. 5F, сегмент 122 сжатия по фиг. 8G может образовывать канал по фиг. 5G, сегмент 122 сжатия по фиг. 8H может образовывать канал по фиг. 5H, сегмент 122 сжатия по фиг. 8I может образовывать канал по фиг. 5I, сегмент 122 сжатия по фиг. 8J может образовывать канал по фиг. 5J, сегмент 122 сжатия по фиг. 8K может образовывать канал по фиг. 5K, и сегмент 122 сжатия по фиг. 8L может образовывать канал по фиг. 5L).
Несколько сегментов 122 сжатия соответствующих элементов 120 сжатия обеспечивают концентрическое перемещение заготовки 30 тампона в пространство 112 для сжатия устройства 110 сжатия. Поскольку сегменты 122 сжатия направляют заготовку 30 тампона в пространство 112 для сжатия, сегменты 122 сжатия не должны блокировать перемещение заготовки 30 тампона в пространство 112 для сжатия устройства 110 сжатия, и сегменты 122 сжатия могут быть выполнены в форме и конфигурации, которые могут уменьшить трение между заготовкой 30 тампона и сегментами 122 сжатия.
Несколько сегментов 122 сжатия соответствующих элементов 120 сжатия также используются для обеспечения концентрического перемещения основной части 12 из устройства 110 сжатия во время этапа извлечения основной части 12 из устройства 110 сжатия. Поскольку сегмент 122 сжатия направляет основную часть 12 во время извлечения основной части 12 из устройства 110 сжатия, сегмент 122 сжатия не должен блокировать перемещение основной части 12 из устройства 110 сжатия. Как таковой, сегмент 122 сжатия может быть выполнен с формой и конфигурацией, которые могут уменьшить трение между основной частью 12 и сегментом 122 сжатия.
Следовательно, и во время вставки заготовки 30 тампона в пространство 112 для сжатия, и во время извлечения основной части 12 из пространства 112 для сжатия, сегменты 122 сжатия элементов 120 сжатия соприкасаются с заготовкой 30 тампона или основной частью 12, соответственно, для обеспечения концентрического перемещения относительно продольной оси 114 устройства 110 сжатия.
Как показано на фиг. 8, 8A—8L, для уменьшения трения между заготовкой 30 тампона или основной частью 12 и сегментом 122 сжатия, сегмент 122 сжатия может быть выполнен таким образом, чтобы по меньшей мере одна из боковых стенок 124 была наклонена относительно радиальной плоскости 128, направленной наружу от продольной оси 114 пространства 112 сжатия устройства 110 сжатия. Радиальная плоскость 128 проходит наружу от продольной оси 114 и содержит продольную ось 114 пространства 112 сжатия устройства 110 сжатия. Поверхность 126 сжатия имеет два торца 118 сжатия, которые являются параллельными с продольной осью 114 устройства 110 сжатия. Две боковые стенки 124 соединены вместе с поверхностью 126 сжатия на соответствующем торце 118 сжатия с образованием сегмента 122 сжатия элемента 120 сжатия для образования линейного канала 40 соответствующей формы.
Поверхность 126 сжатия может иметь любую подходящую ширину и контур для образования внутренней поверхности 46 необходимой формы, которая образует низ линейного канала 40. Как показано на фиг. 5B, 5C, 5G, 5K и 5L, контур линейного канала 40 внутренней поверхности 46 образован дугообразной поверхностью 126 сжатия, и на фиг. 5D, 5E, 5F, 5I и 5J контур линейного канала 40 внутренней поверхности 46 образован плоской поверхностью 126 сжатия.
Торцы 118 сжатия поверхности 126 сжатия могут либо совпадать друг с другом для образования поверхности 126 сжатия, такой как поверхность в форме канала по фиг. 5A и 5H, либо торцы 118 сжатия могут быть отдалены на любое подходящее расстояние друг от друга для образования плоской, дугообразной или следующему по любому подходящему контуру поверхности 126 сжатия для образования соответствующей внутренней поверхности 46 линейного канала 40.
Боковые стенки 124 могут следовать по любому подходящему контуру, включая плоский или дугообразный, для образования боковой стенки 44 линейного канала 40 соответствующей формы. Каждый сегмент 122 сжатия элемента 120 сжатия имеет пару боковых стенок 124, которые имеют поверхность контакта (т. е., ту часть боковой стенки 124, которая будет соприкасаться с заготовкой 30 тампона), по меньшей мере часть которой образует плоскость боковой стенки. Плоскость боковой стенки проходит по касательной в соответствующей поверхности боковой стенки 124 и содержит соответствующей торец 118 сжатия поверхности 126 сжатия, который соприкасается с соответствующей боковой стенкой 124. Плоскость поперечного сечения перпендикулярна продольной оси 114 пространства 112 сжатия и содержит острый угол 140, образованный между радиальной плоскостью 128 и плоскостью 182 первой боковой стенки, и острый угол 142, образованный между радиальной плоскостью 128 и плоскостью 184 второй боковой стенки, и соответствующий общий угол 144 образован между плоскостью 182 первой боковой стенки и плоскостью 184 второй боковой стенки.
По меньшей мере одна из боковых стенок 124 сегмента 122 сжатия наклонена относительно радиальной плоскости 128, направленной наружу от продольной оси пространства сжатия 122. Как показано на фиг. 8 и 8A—8L, сегмент 122 сжатия имеет первую боковую стенку 124, имеющую острый угол 140 относительно радиальной плоскости 128, составляющий от приблизительно 0, 5, 10, 15, 35 или 40 градусов до приблизительно 45, 50, 55, 60, 65, 70, 80 или 89 градусов, и вторая боковая стенка 124 имеет острый угол 142 относительно радиальной плоскости, составляющий от приблизительно 0, 5, 10, 15, 35 или 40 градусов до приблизительно 45, 50, 55, 60, 65, 70, 80 или 89 градусов. Общий угол 144 между двумя противоположными плоскостями 182 и 184 боковых стенок 124 может составлять от приблизительно 10, 20, 30, 35 или 40 до приблизительно 45, 60, 70, 80, 90, 120, 150 или 178 градусов.
Для образования нелинейного канала, такого как нелинейный канал 50, в заготовке 30 тампона устройство сжатия может иметь элементы 130 вдавливания. Элемент 130 вдавливания может иметь основную поверхность 134 с несколькими сегментами 132 вдавливания, проходящими наружу от основной поверхности 134. Сегменты 132 вдавливания могут быть любой формы, размера или конфигурации, которые считаются подходящими. В различных вариантах осуществления элемент 130 вдавливания может иметь по меньшей мере 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 20, 30 или 35 сегментов 132 вдавливания, проходящих от основной поверхности 134. На фиг. 9A—9D проиллюстрирован иллюстративный вариант осуществления элемента 130 вдавливания. На фиг. 9A проиллюстрирован вид в перспективе элемента 130 вдавливания, на фиг. 9B — вид снизу элемента 130 вдавливания по фиг. 9A, на фиг. 9C — вид сбоку элемента 130 вдавливания по фиг. 9A так, чтобы наблюдателю были видны поверхности 172 вдавливания сегментов 132 вдавливания, и на фиг. 9D представлен вид крупным планом части элемента 130 вдавливания по фиг. 9C. В различных вариантах осуществления элемент 130 вдавливания может иметь продольное направление (Y), таким образом он проходит в продольном направлении пространства 112 сжатия устройства 110 сжатия. Элемент 130 вдавливания дополнительно имеет поперечное направление (X). Основная поверхность 134 может иметь размер 150 по ширине, который измеряется в поперечном направлении (X), составляющий от приблизительно 1,6 или 1,7 мм до приблизительно 1,8, 1,9, 2,0, 2,2, 2,4, 2,6, 2,8, 3,0, 3,5, 4,0, 4,5, 5,0, 5,5 или 6,0 мм. Сегменты 132 вдавливания могут проходить от основной поверхности 134 элемента 130 вдавливания на любое расстояние 158, которое считается подходящим, так, чтобы сегменты вдавливания могли проникать в заготовку 30 тампона во время сжатия заготовки 30 тампона. В различных вариантах осуществления сегменты 132 вдавливания могут проходить на расстояние 158 от основной поверхности, которое измеряется от основной поверхности 134 до наиболее удаленной точки сегмента 132 вдавливания, составляющее от приблизительно 0,6, 0,8, 1,0, 1,2, 1,4, 1,45, 1,5, 1,55, 1,6 или 1,65 мм до приблизительно 1,7, 1,75, 1,8, 1,85, 1,9, 1,95, 2,05, 2,25, 2,45, 2,55, 2,65 или 2,75 мм.
Поскольку элемент 130 вдавливания может иметь несколько сегментов 132 вдавливания, проходящих наружу от основной поверхности 134, сегменты 132 вдавливания могут быть расположены на расстоянии друг от друга. В различных вариантах осуществления расстояние 166 от одного сегмента 132 вдавливания к следующему за ним сегментом вдавливания может составлять от приблизительно 0,2, 0,4, 0,6, 0,8, 1, 1,2, 1,4, 1,6, 1,8, 2, 2,6, 3, 3,6 или 4 мм до приблизительно 4,6, 5, 5,6, 6, 6,6, 7, 7,6 или 8 мм. В различных вариантах осуществления сегменты 132 вдавливания могут быть расположены на равном расстоянии друг от друга, например, как проиллюстрировано на фиг. 9A—9D. В различных вариантах осуществления сегменты 132 вдавливания могут быть расположены на разных расстояниях, например, как проиллюстрировано на фиг. 10 и 10A. На фиг. 10 показан вид сбоку иллюстративного варианта осуществления элемента 130 вдавливания с несколькими сегментами 132 вдавливания, проходящими наружу от основной поверхности 134, и на фиг. 10A показан вид снизу элемента 130 вдавливания по фиг. 10. Как проиллюстрировано на фиг. 10 и 10A, сегменты 132 вдавливания по форме являются концентрическими конусами и расположены на разном расстоянии друг от друга.
Сегмент 132 вдавливания может иметь размер 160 по длине и самый большой размер 162 по ширине. Размер 160 по длине может быть измерен в продольном направлении (Y) элемента 130 вдавливания, и самый большой размер 162 по ширине может быть измерен в поперечном направлении (X) элемента 130 вдавливания. В различных вариантах осуществления размер 160 по длине сегмента 132 вдавливания может составлять от приблизительно 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,2, 2,4, 2,6, 2,8, 3, 3,2, 3,4, 3,6, 3,8 или 4 мм до приблизительно 4,2, 4,4, 4,6, 4,8, 5, 5,2, 5,4, 5,6, 5,8, 6, 6,2, 6,4, 6,6, 6,8, 7, 7,2, 7,4, 7,6, 7,8 или 8 мм. Например, размер 160 по длине сегмента 132 вдавливания, проиллюстрированный на фиг. 9D, может быть измерен между противоположными кромками 138 сегмента 132 вдавливания. В различных вариантах осуществления сегмент 132 вдавливания может иметь самый большой размер 162 по ширине. Такой самый большой размер 162 по ширине может быть измерен по самой большой ширине сегмента 132 вдавливания в поперечном направлении (X) элемента 130 вдавливания. В различных вариантах осуществления самый большой размер 162 по ширине сегмента вдавливания может составлять от приблизительно 1, 1,2, или 1,4 мм до приблизительно 1,6, 1,7, 1,8, 2,0, 2,2, 2,4, 2,6, 2,8, 3,0, 3,5, 4,0, 4,5, 5,0, 5,5 или 6,0 мм.
Сегмент 132 вдавливания имеет пару противоположных боковых стенок 170, которые проходят от основной поверхности 134 и соединены друг с другом для образования поверхности 172 вдавливания. В различных вариантах осуществления сегмент 132 вдавливания может быть предусмотрен в разных формах и конфигурациях. В различных вариантах осуществления сегмент 132 вдавливания может быть предусмотрен в таких формах, как овальная, конусная, треугольная, ромбовидная, круглая или схожая со знаком тильды. В различных вариантах осуществления сегмент 132 вдавливания может иметь переменную ширину 174 между противоположной парой боковых стенок 170 в поперечном направлении (X) при условии, что сегмент 132 вдавливания проходит в продольном направлении (Y) элемента 130 вдавливания. Переменная ширина 174 сегмента 132 вдавливания, следовательно, является измерением между боковыми стенками 170 сегмента 132 вдавливания, при этом самый большой размер 162 по ширине является измерением всей ширины сегмента 132 вдавливания в поперечном направлении (X) элемента 130 вдавливания. Например, как проиллюстрировано на фиг. 9A—9D, сегмент 132 вдавливания по форме схож со знаком тильды. Как проиллюстрировано, самый большой размер 162 по ширине сегмента 132 вдавливания по существу подобен полному размеру 150 по ширине основной поверхности 134, однако фактический сегмент 132 вдавливания, в виде знака тильды, имеет переменную ширину 174 между противоположными боковыми стенками 170 в поперечном направлении (X) при условии, что знак тильды проходит в продольном направлении (Y) элемента 130 вдавливания. В различных вариантах осуществления переменная ширина 174 сегмента 132 вдавливания может составлять от приблизительно 0,3, 0,35, 0,4, 0,45, 0,5, 0,55 или 0,6 мм до приблизительно 0,65, 0,7, 0,75, 0,8, 0,85, 0,9, 0,95, 1, 1,05, 1,1, 1,15, 1,2, 1,25, 1,3, 1,35 или 1,4 мм.
В различных вариантах осуществления сегменты 132 вдавливания могут быть предусмотрены в виде узора сегментов 132 вдавливания. В различных вариантах осуществления узор может иметь один стиль и конфигурацию сегментов 132 вдавливания, например, как проиллюстрировано на фиг. 9A—9D. В различных вариантах осуществления узор может иметь по меньшей мере два стиля сегментов 132 вдавливания, таких как сегменты 132A и 132B вдавливания, проиллюстрированные на фиг. 11, 11A и 12. Узор сегментов вдавливания может быть выполнен повторяющимся, при этом расстояние 164 от одного узора к следующему узору может составлять от приблизительно 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 7, 7,5 или 8 мм до приблизительно 8,5, 9, 9,5 или 10 мм. Как проиллюстрировано на фиг. 11 и 11A, узор может быть повторяющимся узором сегментов 132A и 132B вдавливания, по стилю в виде знака тильды и концентрического конуса, соответственно. Как проиллюстрировано на фиг. 12, узор может быть повторяющимся узором сегментов 132A и 132B вдавливания, в виде знака тильды и цилиндр круглого сечения. В различных вариантах осуществления сегменты 132 вдавливания на элементе вдавливания может быть по меньшей мере двух разных стилей, при этом каждый стиль объединен с другим для предоставления тампона 10, имеющего нелинейный канал 50, в котором разные части нелинейного канала 50 разных узоров. Как показано на фиг. 13, тампон 10 может иметь нелинейный канал 50, в котором первая часть нелинейного канала 50 представляет собой взаимосвязанные круги, а вторая часть нелинейного канала 50 представляет собой узор в виде знака тильды.
В различных вариантах осуществления сегменты 132 вдавливания могут проходить в по меньшей мере части продольного направления (Y) элемента 130 вдавливания. В различных вариантах осуществления сегменты 132 вдавливания могут проходить по всей длине элемента 130 вдавливания в продольном направлении (Y). В различных вариантах осуществления сегменты 132 вдавливания могут проходить часть всей длины элемента 130 вдавливания в продольном направлении (Y). Например, сегменты 132 вдавливания могут быть расположены по длине элемента 130 вдавливания в продольном направлении (Y), таким образом полученный в результате тампон 10 может иметь нелинейный канал 50, который может проходить от вводимого конца 20 к приблизительно середине длины 24 тампона 10. В различных вариантах осуществления сегменты 132 вдавливания могут быть расположены по длине элемента 130 вдавливания в продольном направлении (Y), таким образом полученный в результате тампон 10 может иметь нелинейный канал 50, который проходит только по части длины 24 тампона 10, например, нелинейный канал 50, который проходит от вводимого конца 20 к середине длины 24 тампона 10, от извлекаемого конца 22 к середине длины 24 тампона 10, или может быть расположен в средней трети тампона 10, не проходя либо к вводимому концу 20, либо к извлекаемому концу 22. В различных вариантах осуществления сегменты 132 вдавливания могут быть расположены по длине элемента 130 вдавливания в продольном направлении (Y), таким образом полученный в результате тампон 10 может иметь несколько нелинейных каналов 50, находящихся в одной области тампона 10, например, тампон 10 может иметь первый нелинейный канал 50, расположенный в продольном направлении (Y) отдаленно от второго нелинейного канала 50. Например, тампон 10 может иметь первый нелинейный канал 50, расположенный на вводимом конце 20 и проходящий в продольном направлении (Y) к середине длины 24 тампона 10, и второй нелинейный канал 50, расположенный на извлекаемом конце 22 тампона и проходящий к середине длины 24 тампона 10, при этом первый нелинейный канал 50 и второй нелинейный канал 50 расположены в одной продольной плоскости тампона 10 и отделены друг от друга расстоянием в продольном направлении (Y).
Пример варианта осуществления элемента 130 вдавливания проиллюстрирован на фиг. 9A—9D. В примере, проиллюстрированном на фиг. 9A—9D, элемент 130 вдавливания имеет основную поверхность 134 и восемь сегментов 132 вдавливания в виде знака тильды, проходящих наружу от основной поверхности 134 элемента вдавливания. Каждый сегмент 132 вдавливания проходит наружу от основной поверхности 134 на расстояние 158 приблизительно 1,85 мм. Основная поверхность 134 имеет размер 150 по ширине приблизительно 2,5 мм, и сегменты 132 вдавливания имеют самый большой размер 162 по ширине приблизительно 1,8 мм. Каждый сегмент 132 вдавливания расположен на равном расстоянии от каждого следующего сегмента 132 вдавливания, на расстоянии 166 от приблизительно 0,2 мм до приблизительно 1,7 мм. Размер 160 по длине каждого сегмента 132 вдавливания может составлять от приблизительно 6,2 мм до приблизительно 7,8 мм. Сегменты 132 вдавливания, в виде знака тильды, могут иметь переменную ширину 174 между противоположными боковыми стенками 170, которая может составлять от приблизительно 0,3 мм до приблизительно 1,4 мм. Сегменты 132 вдавливания предусмотрены на элементе 130 вдавливания как повторяющийся узор одного стиля сегментов 132 вдавливания, в виде знака тильды.
Пример дополнительного варианта осуществления элемента 130 вдавливания проиллюстрирован на фиг. 11 и 11A. В примере, проиллюстрированном на фиг. 11 и 11A, элемент 130 вдавливания имеет основную поверхность 134 и тринадцать сегментов 132 вдавливания, проходящих наружу от основной поверхности 134. Каждый сегмент 132A и 132B вдавливания проходит наружу от основной поверхности 134 на расстояние приблизительно 1,85 мм. Основная поверхность 134 имеет размер по ширине приблизительно 2,5 мм, и сегмент 132 вдавливания имеет самый большой размер 162 по ширине приблизительно 1,8 мм. Каждый сегмент 132A или 132B вдавливания расположен на равном расстоянии от каждого следующего сегмента 132A или 132B вдавливания, на расстоянии приблизительно 0,4 мм. Размер 160 по длине каждого сегмента 132A вдавливания составляет приблизительно 7 мм, и размер 160 по длине каждого сегмента 132B вдавливания составляет приблизительно 2 мм. Сегмент 132A вдавливания, в виде знака тильды, может иметь переменную ширину между противоположными боковыми стенками 170, которая может составлять от приблизительно 0,3 мм до приблизительно 1,4 мм. Сегменты 132 вдавливания предусмотрены на элементе 130 вдавливания как повторяющийся узор двух стилей и форм элементов вдавливания, при этом сегмент 132A вдавливания представлен в виде знака тильды, и сегмент 132B вдавливания представлен в виде концентрического круглого кольца.
В различных вариантах осуществления элементы 120 сжатия и элементы 130 вдавливания могут быть предусмотрены в устройстве 110 сжатия, при этом устройство 110 сжатия открывает и закрывает элементы 120 сжатия и элементы 130 вдавливания в радиальном направлении вдоль траектории, описываемой дугами, например, устройство 110 сжатия, проиллюстрированное на фиг. 14—17. На фиг. 14 представлено схематическое изображение устройства сжатия, при этом элементы 120 сжатия и элементы 130 вдавливания перемещаются по траектории, описываемой дугами, к продольной оси 114 пространства 112 сжатия устройства 110 сжатия, и при этом элементы 120 сжатия и элементы 130 вдавливания находятся в открытой конфигурации. На фиг. 15 представлено схематическое изображение устройства 110 сжатия по фиг. 14 с элементами 120 сжатия, находящимися в закрытой конфигурации и сжимающими заготовку 30 тампона для образования основной части 12 тампона. На фиг. 16 представлено схематическое изображение устройства 110 сжатия по фиг. 14 с элементами 120 сжатия и элементами 130 вдавливания, находящимися в закрытой конфигурации и не сжимающими основную часть 12 тампона. На фиг. 17 представлено схематическое изображение устройства 110 сжатия по фиг. 14 с элементами 130 вдавливания, находящимися в открытой конфигурации и полностью отведенными от основной части 12 тампона, и элементами 120 сжатия в закрытой конфигурации.
В различных вариантах осуществления элементы 120 сжатия и элементы 130 вдавливания могут быть предусмотрены в устройстве 110 сжатия, при этом устройство 100 сжатия открывает и закрывает элементы 120 сжатия и элементы 130 вдавливания в радиальном направлении вдоль прямолинейной траектории, например, устройство 110 сжатия, проиллюстрированное на фиг. 18. На фиг. 18 представлено схематическое изображение устройства 110 сжатия, при этом элементы 120 сжатия и элементы 130 вдавливания перемещаются по прямолинейной траектории к продольной оси 114 пространства 112 сжатия устройства 110 сжатия, и при этом элементы 120 сжатия и элементы 130 вдавливания находятся в открытой конфигурации.
Перед вставкой заготовки 30 тампона в пространство 112 для сжатия устройства 110 сжатия, элементы 120 сжатия и элементы 130 вдавливания находятся в полностью открытом положении, например, как проиллюстрировано на фиг. 14 и фиг. 18, для обеспечения вставки заготовки 30 тампона в пространство 112 для сжатия. Заготовка 30 тампона вставляется в пространство 112 для сжатия устройства 110 сжатия, и осуществляемый в устройстве 110 сжатия способ 100 включает этап 104 сжатия заготовки 30 тампона путем применения элементов 120 сжатия и элементов 130 вдавливания. Сжатие заготовки 30 тампона выполняется путем перемещения каждого из элементов 120 сжатия и элементов 130 вдавливания в направлении к продольной оси 114 пространства 112 сжатия устройства 110 сжатия. Поскольку каждый из элементов 120 сжатия и элементов 130 вдавливания перемещается в направлении к продольной оси 114 пространства 112 сжатия, перемещение каждого из элементов 120 сжатия и элементов 130 вдавливания может осуществляться либо по траектории, описываемой дугами, например, как проиллюстрировано на фиг. 14—17, либо по прямолинейной траектории, например, как проиллюстрировано на фиг. 18.
Элементы 120 сжатия и элементы 130 вдавливания находятся в открытом положении, когда заготовка 30 тампона вставлена в пространство 112 для сжатия устройства 110 сжатия. Элементы 120 сжатия, будучи в открытом положении, входят в соприкосновение с заготовкой 30 тампона во время вставки заготовки 30 тампона для обеспечения концентрического перемещения заготовки 30 тампона в пространство 112 для сжатия устройства 110 сжатия. Элементы 130 вдавливания, однако, не входят в соприкосновение с заготовкой 30 тампона во время вставки заготовки 30 тампона в пространство 112 для сжатия устройства 110 сжатия. Боковые стенки 124 элементов 120 сжатия направляют заготовку 30 тампона таким образом, что продольная ось заготовки 30 тампона выравнивается с продольной осью устройства 110 сжатия во время вставки заготовки 30 тампона в устройство 110 сжатия, при этом элементы 120 сжатия находятся в открытом положении. После вставки заготовки 30 тампона в устройство 110 сжатия, элементы 120 сжатия и элементы 130 вдавливания перемещаются в закрытое положение во время этапа 104 сжатия. В различных вариантах осуществления элементы 120 сжатия функционируют независимо от элементов 130 вдавливания. В различных вариантах осуществления этап 104 сжатия может происходить с помощью последовательного функционирования элементов 120 сжатия и элементов 130 вдавливания. В различных вариантах осуществления этап 104 сжатия может происходить с помощью одновременного функционирования элементов 120 сжатия и элементов 130 вдавливания. В различных вариантах осуществления по меньшей мере часть элементов 120 сжатия и элементов 130 вдавливания функционируют при относительном движении, являясь асинхронными друг относительно друга. Концентрическое выравнивание заготовки 30 тампона элементами 120 сжатия во время вставки заготовки 30 тампона обеспечивает равномерное сжатие заготовки 30 тампона от первоначального диаметра для образования сжатой основной части 12, имеющей сжатый диаметр.
Способ 100 также включает этап 106 извлечения основной части 12 из устройства 110 сжатия путем полного отведения элементов 130 вдавливания из основной части 12 в открытую конфигурацию и удерживания элементов 120 сжатия в закрытом положении, например, как проиллюстрировано на фиг. 17. Попытка извлечь основную часть 12 из устройства 110 сжатия с элементами 130 вдавливания, находящимися либо частично, либо полностью в закрытом положении, и с сегментами 132 вдавливания, по меньшей мере частично контактирующими с впитывающим материалом 14 основной части 12, в результате приведет к повреждению основной части 12, поскольку впитывающий материал 14 основной части 12 могут зацеплять или царапать сегменты 132 вдавливания, размещенные на элементах 130 вдавливания. Элементы 120 сжатия в закрытом положении удерживают основную часть 12 в концентрическом выравнивании с продольной осью устройства 110 сжатия, удерживают основную часть 12 в полностью сжатой конфигурации, и удерживают основную часть 12 в продольном центре пространства 112 сжатия устройства 110 сжатия во время извлечения сжатой основной части 12 из пространства 112 для сжатия. Таким образом, элементы 120 сжатия концентрично направляют основную часть 12 из пространства 112 сжатия устройства 110 сжатия, оставаясь в полностью закрытой конфигурации. Как описано в данном документе, наличие по меньшей мере одной боковой стенки 124, которая наклонена относительно радиальной плоскости, направленной наружу от продольной оси 114 пространства 112 сжатия, может уменьшить любое потенциальное трение между сжатой основной частью 12 и сегментом 122 сжатия элемента 120 сжатия. После извлечения основной части 12 из пространства 112 для сжатия устройства 110 сжатия элементы 120 сжатия отводятся из закрытого положения в открытое положение. В ходе работы способа 100 элементы 120 сжатия могут пребывать в положении, которое представляет собой либо полностью открытое положение для принятия заготовки 30 тампона, либо полностью закрытое положение для извлечения сжатой основной части 12 тампона. Ни элементы 120 сжатия, ни элементы 130 вдавливания не останавливают свое перемещение в промежуточном положении между полностью открытым положением или полностью закрытым положением либо для принятия заготовки 30 тампона, либо для извлечения сжатой основной части 12 тампона из пространства 112 для сжатия устройства 110 сжатия.
Основная часть 12 и полученный в результате тампон 10 могут быть сжаты в соответствии со способом 100, описанном в данном документе. Основная часть 12 и полученный в результате тампон 10 могут иметь линейный канал 40 и нелинейный канал 50. Линейный канал 40 является результатом сжатия заготовки 30 тампона элементами 120 сжатия. Нелинейный канал 50 является результатом сжатия заготовки 30 тампона элементами 130 вдавливания. Элементы 130 вдавливания, которые выполнены такими, как описано в данном документе, при этом элемент 130 вдавливания содержит несколько отдельных сегментов 132 вдавливания, могут обеспечивать нелинейный канал 50, который является непрерывным каналом, проходящим в продольном направлении (Y) тампона 10. Нелинейный канал 50 может иметь неровности в направлении радиальной глубины (Z) и в различных вариантах осуществления может также иметь неровности в направлении по окружности (X) тампона 10. Как описано в данном документе, неровности в направлении радиальной глубины (Z) являются узором из вершин 80 и впадин 82. Впадины 82 образованы за счет проникновения в заготовку 30 тампона сегментов 132 вдавливания элементов 130 вдавливания. Вершины 80 образованы в результате размещения впитывающего материала 14 и материала покрытия между сегментами впитывающего материала 14, который сжимается посредством сегментов 132 вдавливания, опущенных вниз, например, в складку. Впитывающий материал 14 и материал покрытия могут складываться вниз, даже если фактически не подвергаются сжатию, вследствие множества свойств. Такие свойства включают свойства материала покрытия, такие как процентное растяжение на разрыв, толщина, и прочность на разрыв, а также плотность и влажность впитывающего материала 14. Дополнительное свойство, которое влияет на способность впитывающего материала 14 и материала покрытия складываться, включает расстояние между каждым сегментом 132 вдавливания, при этом расстояние, превышающее приблизительно 8 мм между сегментами 132 вдавливания, не может иметь результатом вершину 80 в основной части 12. Также было обнаружено, что форма и ориентация сегментов 132 вдавливания также влияет на то, происходит ли складывание вниз впитывающего материала 14. Например, квадратный или прямоугольный по форме сегмент 132 вдавливания может не образовывать вершину 80 в основной части 12, однако обнаружено, что сегменты 132 вдавливания, которые имеют переменную ширину, и в которых сужение по переменной ширине одного сегмента 132 вдавливания находится рядом с сужением по переменной ширине следующего сегмента вдавливания, приводит к получению вершины 80 в основной части 12. Другие факторы, которые могут влиять на способность элемента 130 вдавливания образовывать вершину 80 в основной части 12, включают ориентацию сегментов 132 вдавливания относительно продольной оси 114 пространства 112 сжатия устройства 110 сжатия, степень расстояния протяженности сегментов 132 вдавливания от основной поверхности 134 элемента 130 вдавливания и величину давления сжатия, используемую для образования нелинейного канала 50 при сжатии заготовки 30 тампона в основную часть 12.
В интересах краткости и сжатости, любые диапазоны значений, указанные в настоящем раскрытии, подразумевают все значения внутри диапазона и должны истолковываться как основание для пунктов формулы изобретения, в которых излагаются какие-либо поддиапазоны, имеющие граничные точки, являющиеся целочисленными значениями в пределах указанного обсуждаемого диапазона. В качестве гипотетического примера, указание диапазона от 1 до 5 следует рассматривать как основание для притязаний на любой из следующих диапазонов: 1—5; 1—4; 1—3; 1—2; 2—5; 2—4; 2—3; 3—5; 3—4 и 4—5.
Размеры и значения, раскрытые в данном документе, не следует понимать как строго ограниченные изложенными точными численными значениями. Вместо этого, если не указано иное, каждый такой размер должен обозначать как приведенное значение, так и функционально эквивалентный диапазон, охватывающий это значение. Например, размер, указанный как «40 мм», следует понимать как означающий «приблизительно 40 мм».
Все документы, упомянутые в подробном описании, в соответствующей части включены в данный документ при помощи ссылки, при этом упоминание какого-либо документа не следует рассматривать как признание того, что он относится к предшествующему уровню техники по отношению к настоящему изобретению. В той степени, в которой любое значение или определение термина в настоящем письменном документе противоречит какому-либо значению или определению термина в документе, включенном при помощи ссылки, значение или определение, присвоенное термину в настоящем письменном документе, имеет преимущественную силу.
При том, что были проиллюстрированы и описаны определенные варианты осуществления настоящего изобретения, для специалистов в данной области должно быть очевидным, что могут быть осуществлены различные другие изменения и модификации без отступления от сущности и объема настоящего изобретения. Поэтому предполагается, что прилагаемая формула изобретения должна охватывать все такие изменения и модификации, которые находятся в пределах объема настоящего изобретения.
При представлении элементов настоящего изобретения или его предпочтительного(-ых) варианта(-ов) осуществления употребление терминов в единственном, множественном числе, а также в сопровождении определения «указанный» предусматривает, что существует один или несколько элементов. Термины «содержащий», «включающий» и «имеющий» имеют охватывающий смысл и означают, что могут существовать дополнительные элементы, отличные от перечисленных. Без отклонения от сути и объема настоящего изобретения может быть предложено много его модификаций и вариантов. Следовательно, примерные варианты осуществления, описанные выше, не следует применять для ограничения объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАМПОН | 2017 |
|
RU2731736C2 |
| ЗАЖИМНЫЕ ГУБКИ ДЛЯ ТАМПОНОВ | 2018 |
|
RU2761372C2 |
| ТАМПОН С ВЫТЯНУТЫМИ ФОРМАМИ ЖЕЛОБКА | 2013 |
|
RU2633227C2 |
| СИСТЕМА И СПОСОБ ИНДИКАЦИИ НАСЫЩЕНИЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2009 |
|
RU2547650C2 |
| ТАМПОН С СЕГМЕНТИРОВАННЫМИ ЖЕЛОБКАМИ | 2010 |
|
RU2538924C2 |
| ТАМПОН С НЕПРЕРЫВНЫМИ ФОРМАМИ ЖЕЛОБКА | 2013 |
|
RU2639621C2 |
| ТАМПОНЫ С ПРОНИКАЮЩИМИ СЕГМЕНТАМИ ЖЕЛОБКА | 2013 |
|
RU2665433C2 |
| ЗАКРЫВАЕМОЕ ПРЕССУЮЩЕЕ УСТРОЙСТВО СЖАТИЯ С ЭЛЕМЕНТАМИ ФОРМИРОВАНИЯ | 2013 |
|
RU2619426C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ПЕРВИЧНУЮ СИСТЕМУ КРЕПЛЕНИЯ И ВТОРИЧНУЮ СИСТЕМУ КРЕПЛЕНИЯ | 2014 |
|
RU2628996C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАМПОНА | 2013 |
|
RU2656675C2 |

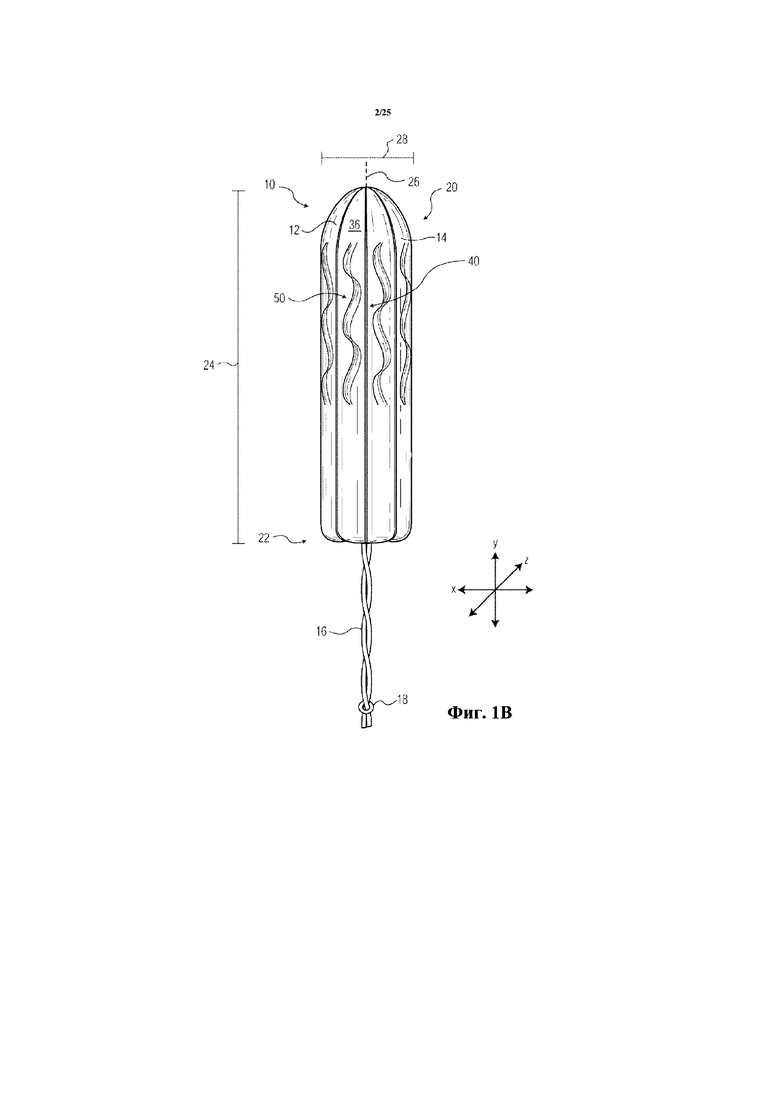
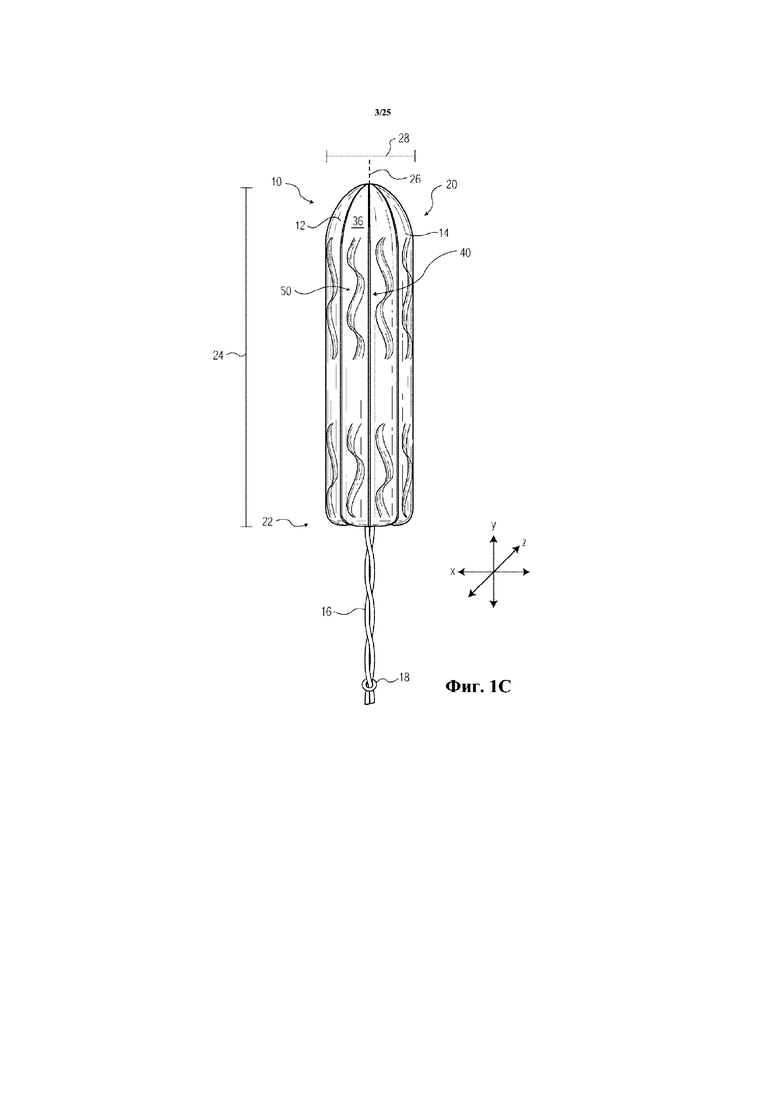
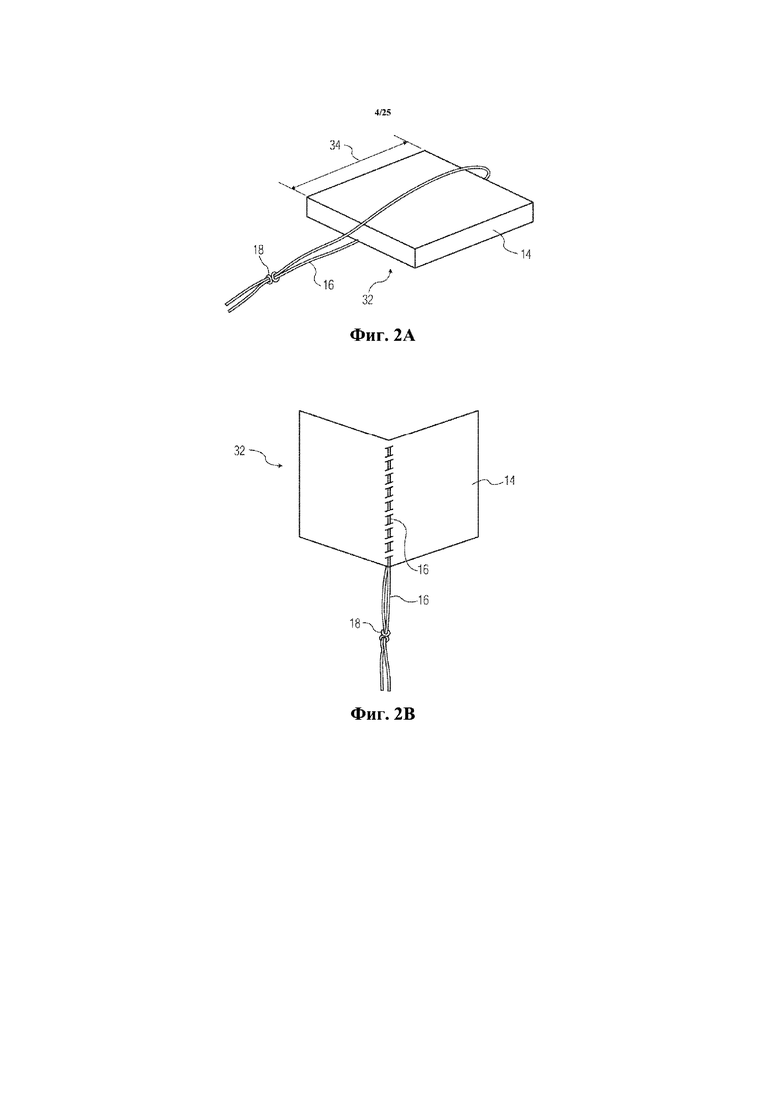

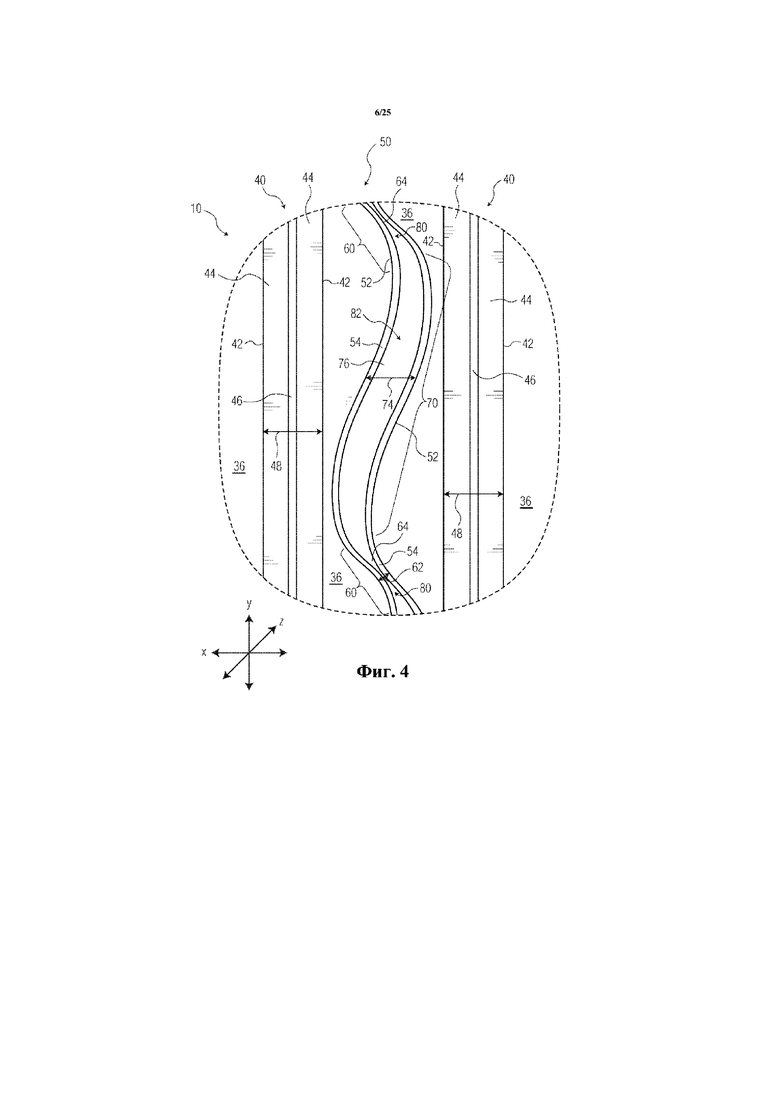



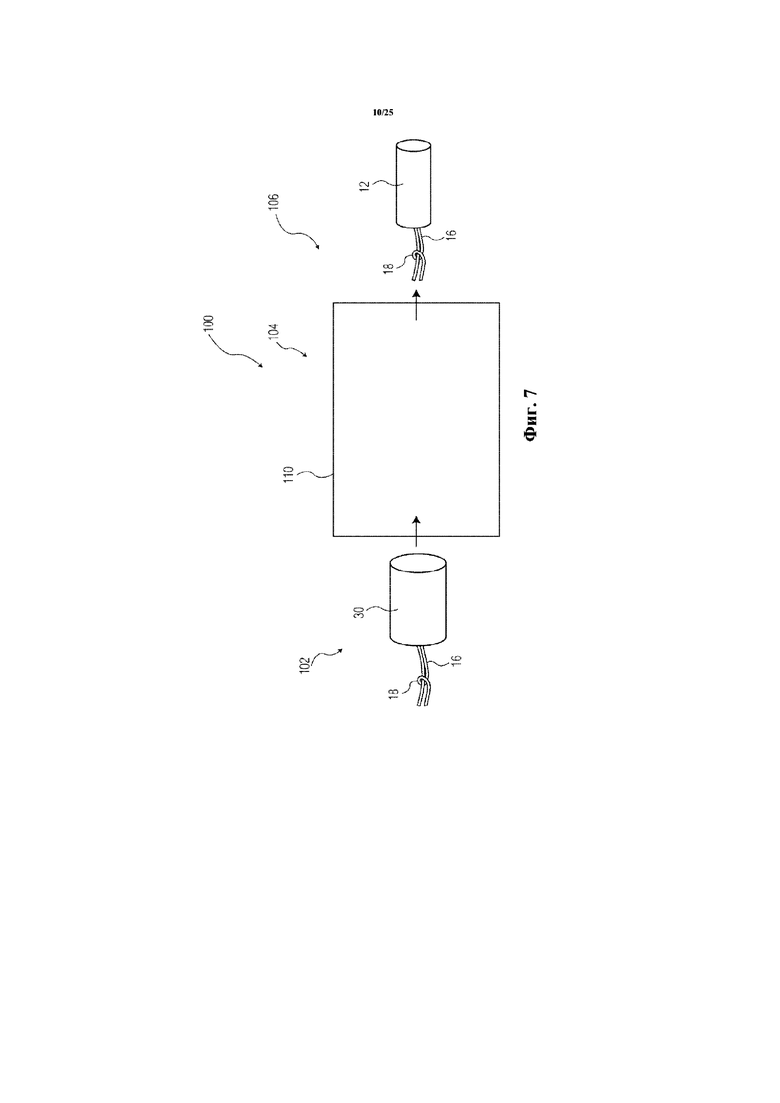

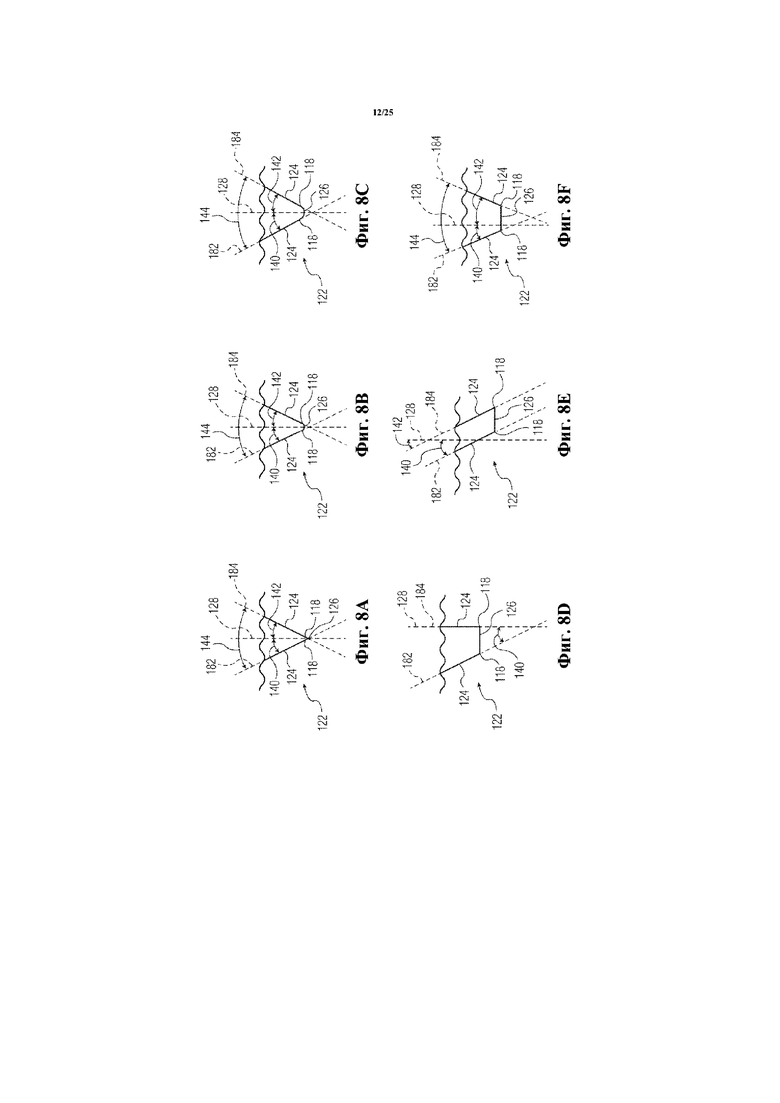

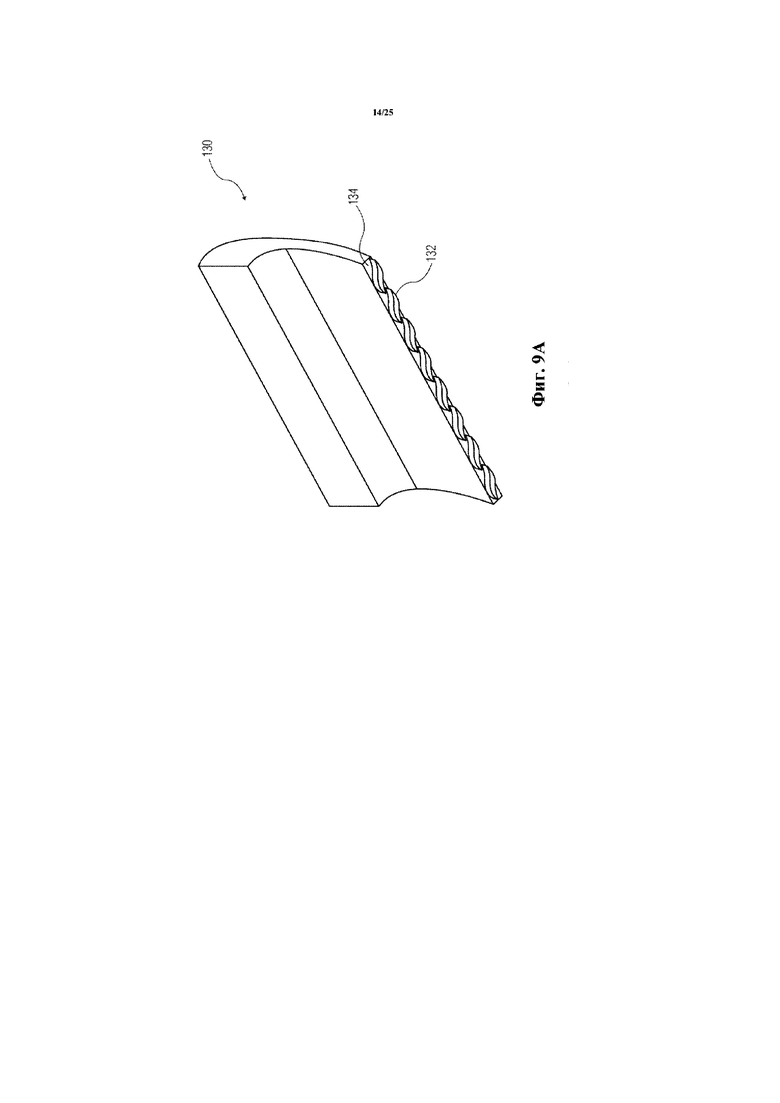

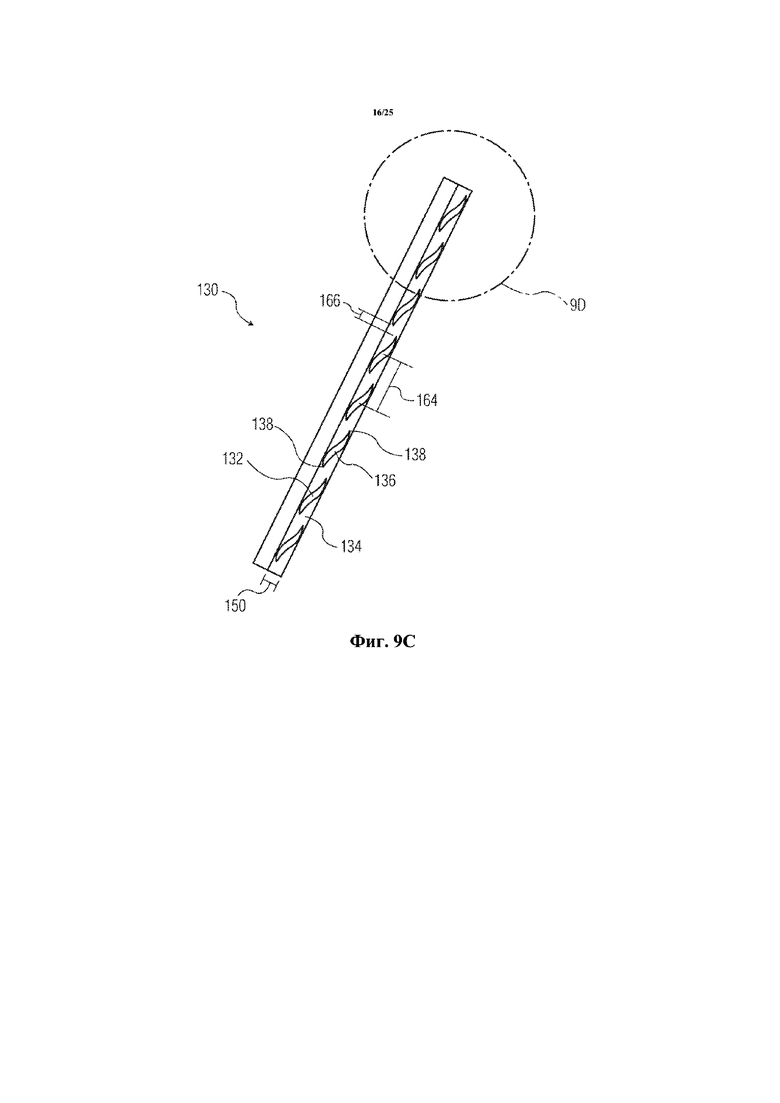
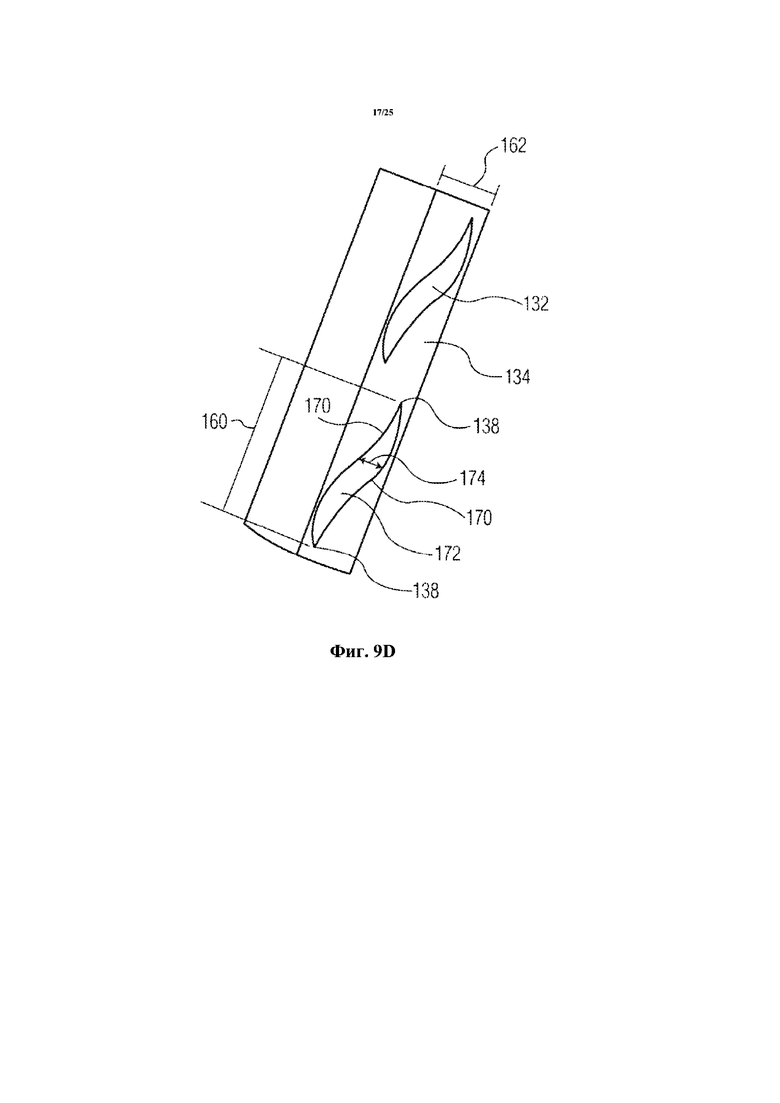


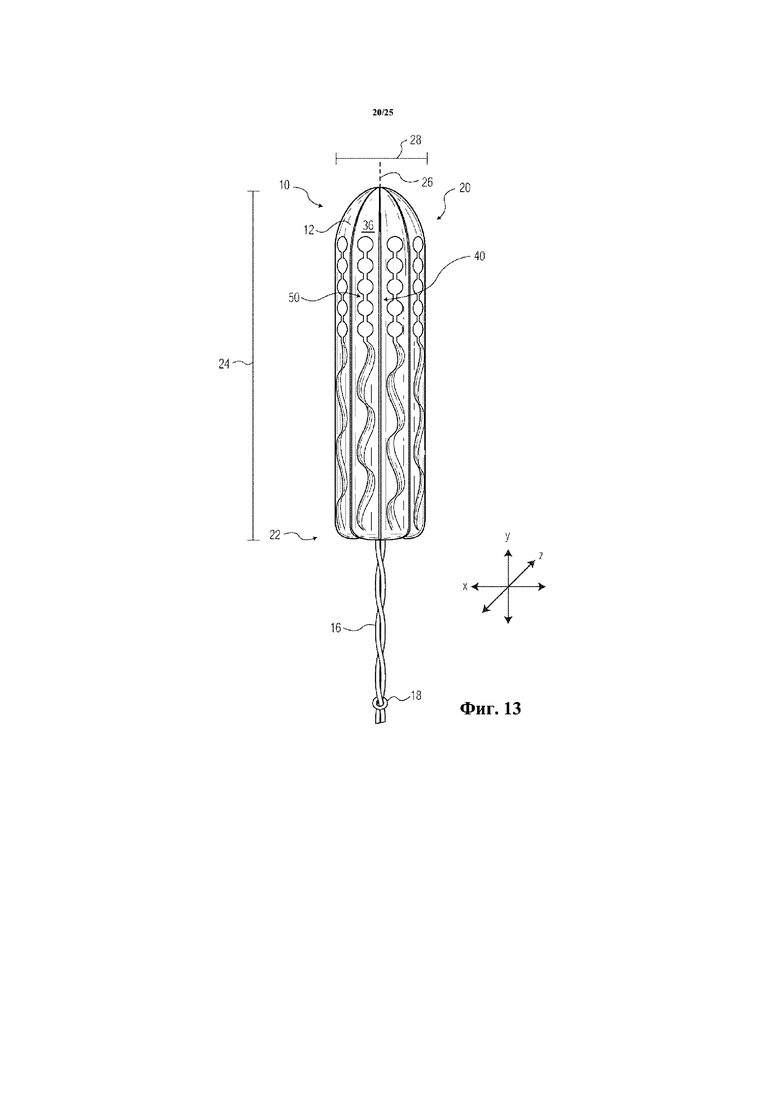
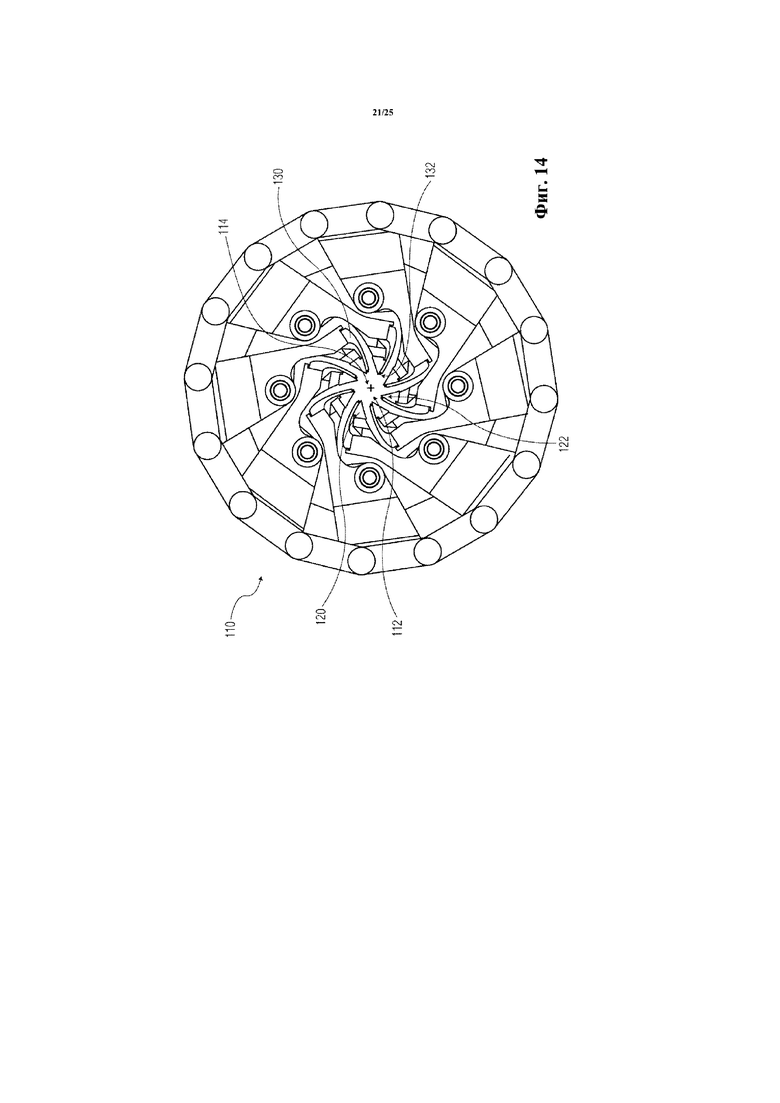


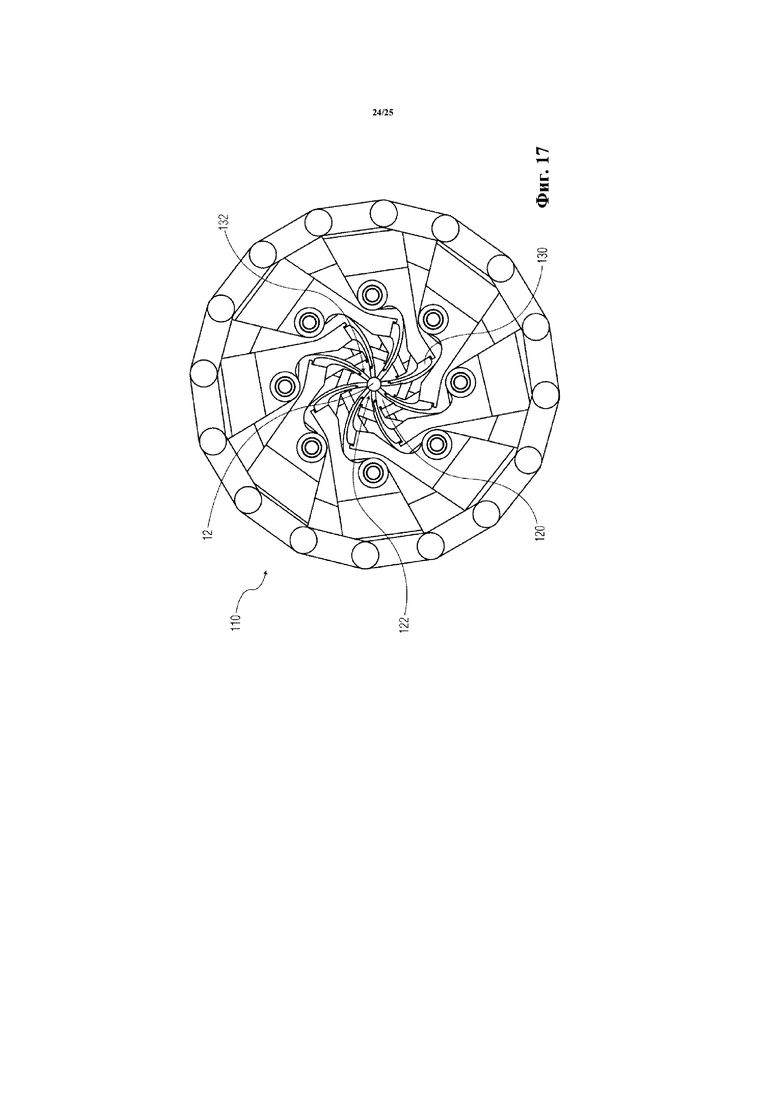

При изготовлении тампона впитывающая структура, состоящая из впитывающего материала, может быть образована в заготовку тампона. В различных вариантах осуществления элемент для извлечения может быть прикреплен к впитывающей структуре либо перед образованием впитывающей структуры в заготовку тампона, либо после этого. Заготовка тампона может затем подвергаться этапу сжатия, который может привести к получению основной части тампона. Основная часть и полученный в результате тампон могут иметь по меньшей мере один линейный канал и по меньшей мере один нелинейный канал. 20 з.п. ф-лы, 50 ил. 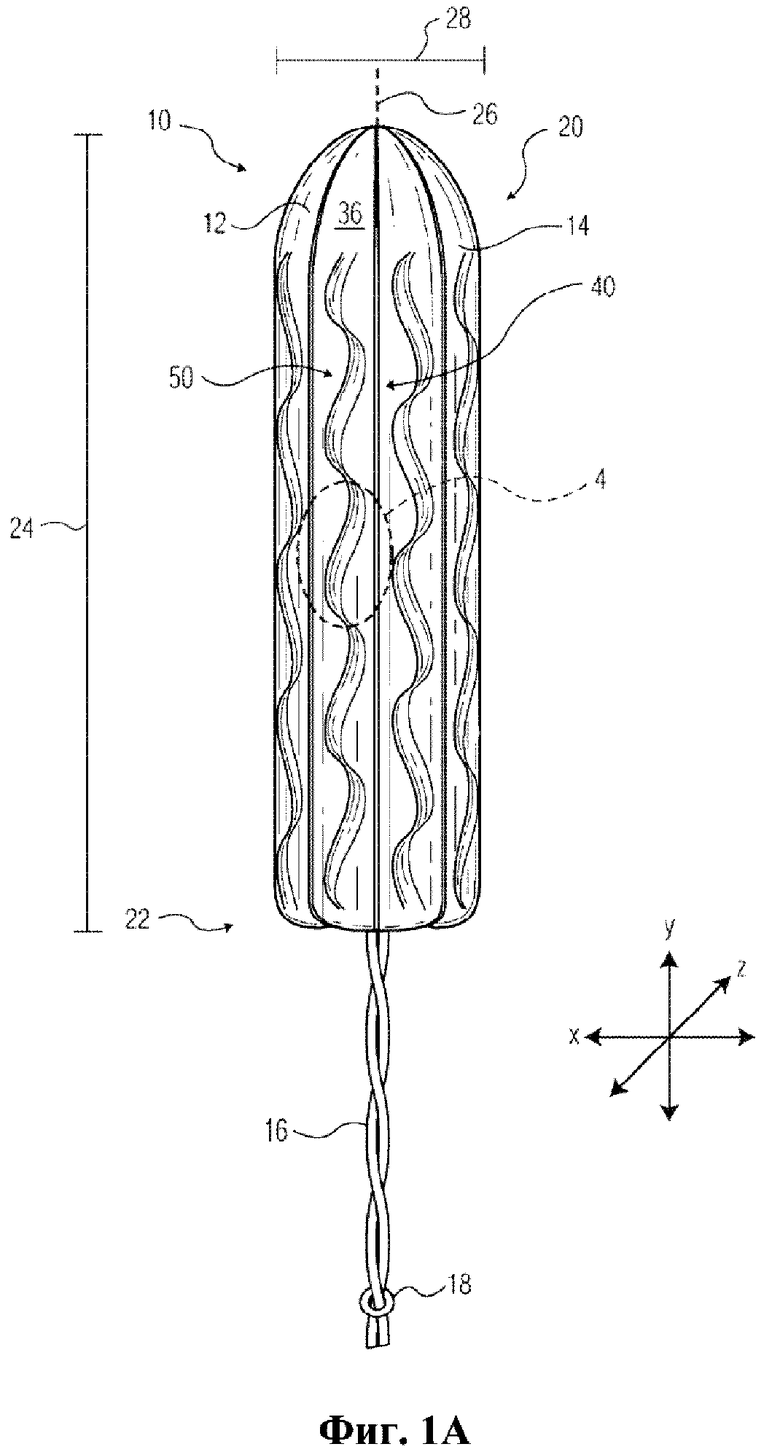
1. Способ сжатия заготовки тампона с образованием основной части, при этом способ включает этапы:
a) предоставление устройства сжатия для сжатия заготовки тампона, при этом устройство сжатия содержит:
i) пространство сжатия и продольную ось;
ii) множество элементов сжатия, при этом каждый элемент сжатия содержит сегмент сжатия, имеющий первую боковую стенку и противоположную вторую боковую стенку, при этом первая боковая стенка и вторая боковая стенка соединены друг с другом с образованием поверхности сжатия в продольном направлении, при этом по меньшей мере одна из первой боковой стенки и второй боковой стенки наклонена относительно радиальной плоскости, направленной наружу от продольной оси;
iii) множество элементов вдавливания, при этом каждый элемент вдавливания содержит:
1) основную поверхность, имеющую продольное направление, и по меньшей мере два сегмента вдавливания, проходящие от основной поверхности, при этом первый из по меньшей мере двух сегментов вдавливания отстоит от второго из по меньшей мере двух сегментов вдавливания и при этом каждый из сегментов вдавливания содержит первую боковую стенку и противоположную вторую боковую стенку, при этом первая боковая стенка и вторая боковая стенка соединены друг с другом с образованием поверхности сжатия;
b) введение заготовки тампона в пространство сжатия устройства сжатия, при этом заготовка тампона имеет продольное направление, продольную ось, направление по окружности и направление радиальной глубины;
c) перемещение элементов сжатия в направлении продольной оси устройства сжатия, при этом элементы сжатия перемещают из открытого положения в закрытое положение с образованием основной части;
d) перемещение элементов вдавливания в направлении продольной оси устройства сжатия, при этом элементы вдавливания перемещают из открытого положения в закрытое положение с образованием в основной части нелинейного канала;
e) отведение элементов вдавливания из основной части в направлении от продольной оси устройства сжатия, при этом элементы вдавливания перемещают из закрытого положения в открытое положение;
f) извлечение основной части из устройства сжатия и
g) отведение элементов сжатия из основной части в направлении от продольной оси пространства сжатия, при этом элементы сжатия перемещают из закрытого положения в открытое положение.
2.Способ по п. 1, отличающийся тем, что устройство сжатия содержит от 2 до 10 элементов сжатия.
3. Способ по п. 1, отличающийся тем, что устройство сжатия содержит от 2 до 10 элементов вдавливания.
4. Способ по п. 1, отличающийся тем, что перемещение элементов сжатия и элементов вдавливания имеет траекторию, описываемую дугами, в радиальном направлении к продольной оси пространства сжатия.
5. Способ по п. 1, отличающийся тем, что перемещение элементов сжатия и элементов вдавливания имеет линейную траекторию в радиальном направлении к продольной оси пространства сжатия.
6. Способ по п. 1, отличающийся тем, что каждый элемент вдавливания содержит от 2 до 35 сегментов вдавливания, проходящих от основной поверхности.
7. Способ по п. 1, отличающийся тем, что сегменты вдавливания имеют переменную ширину между двумя противоположными боковыми стенками.
8. Способ по п. 1, отличающийся тем, что элементы сжатия нагревают.
9. Способ по п. 1, отличающийся тем, что элементы вдавливания нагревают.
10. Способ по п. 1, отличающийся тем, что элементы вдавливания выполнены с возможностью функционирования независимо от элементов сжатия.
11. Способ по п. 1, отличающийся тем, что каждый элемент вдавливания выполнен с возможностью функционировать синхронно с каждым другим элементом вдавливания.
12. Способ по п. 1, отличающийся тем, что каждый элемент сжатия выполнен с возможностью функционировать синхронно с каждым другим элементом сжатия.
13. Способ по п. 1, отличающийся тем, что продольная ось основной части концентрически выровнена с продольной осью устройства сжатия, когда основную часть извлекают из устройства сжатия.
14. Способ по п. 1, отличающийся тем, что элементы вдавливания отцепляют от основной части при извлечении основной части.
15. Способ по п. 1, отличающийся тем, что элементы сжатия выполнены с возможностью формирования линейного канала в заготовке тампона.
16. Способ по п. 1, отличающийся тем, что элементы вдавливания находятся в открытом положении при введении заготовки тампона в устройство сжатия.
17. Способ по п. 1, отличающийся тем, что продольная ось заготовки тампона концентрически выровнена с продольной осью устройства сжатия при введении заготовки тампона в устройство сжатия.
18. Способ по п. 1, отличающийся тем, что каждый элемент вдавливания образует в основной части один нелинейный канал.
19. Способ по п. 1, отличающийся тем, что каждый элемент вдавливания образует в основной части множество нелинейных каналов.
20. Способ по п. 1, отличающийся тем, что извлечение основной части из устройства сжатия выполняют, когда множество элементов сжатия находятся в закрытом положении.
21. Способ по п. 1, отличающийся тем, что элементы сжатия и элементы вдавливания функционируют по меньшей мере с частичным относительным движением, являясь асинхронными друг относительно друга.
| US 20160022507 A1, 28.01.2016 | |||
| US 20120010587 A1, 12.01.2012 | |||
| US 7967803 B2, 28.06.2011. |

