Область применения изобретения
Настоящее изобретение относится к аппарату для производства усовершенствованного интравагинального тампона для женской гигиены.
Предпосылки создания изобретения
Устройства для интравагинального впитывания и удержания физиологической текучей среды доступны в продаже и описаны в литературе. Наиболее распространенным примером таких устройств являются интравагинальные тампоны для женской гигиены. Доступные в продаже тампоны представляют собой массы абсорбирующих волокон, по существу сжатых в форме цилиндра, которые могут содержаться в абсорбирующем или неабсорбирующем защитном слое.
Тампон вводится во влагалище и находится там в течение определенного времени, впитывая и удерживая интравагинальные жидкости, чаще всего менструальные выделения. При контакте с тампоном интравагинальная жидкость впитывается и удерживается абсорбирующим материалом тампона. Через некоторое время тампон вместе с содержащейся в нем жидкостью следует извлечь и утилизировать и, при необходимости, ввести другой тампон.
Недостатком доступных в продаже тампонов часто является склонность к преждевременной утрате функциональности, которую можно определить как утечка физиологической текучей среды из влагалища во время нахождения в нем тампона до момента полного насыщения тампона физиологической текучей средой. В патентах, как правило, описывают предполагаемую проблему, возникающую вследствие того, что неразвернутый, сжатый тампон не может незамедлительно впитать текучую среду. Таким образом, предполагается, что преждевременная утечка может происходить, когда физиологическая текучая среда контактирует с частью сжатого тампона, а незамедлительного впитывания физиологической текучей среды не происходит.
Один способ предотвращения преждевременной утечки заключается в том, чтобы создать предусмотренные пути для перемещения текучей среды вдоль внешней поверхности тампона. В то время как такое увеличение путей может улучшить впитывание текучей среды, добавление желобков в процессе производства может создать технологические проблемы. Предшествующий уровень техники изобилует примерами попыток встроить желобки в тампоны. Зачастую вводят новые этапы в и так сложный процесс производства или не описывают процесс полностью.
Автор Friese et al., EP 0422660 B2, описывает устройство для производства тампона с продольными желобками. Аппарат для производства тампона включает в себя две группы пресс–форм, расположенных в плоскости, перпендикулярной оси пресса. Первая группа пресс–форм образует сегменты пресса, а вторая группа пресс–форм образует подвижные пластины. Каждая из пресс–форм имеет резцы пресса, выступающие с лицевой стороны. Заготовку спрессовывают в преформу, имеющую сердцевину с высокой степенью сжатия и продольные ребра, отделенные желобками. Пресс–формы не включают поверхность для формирования выступов.
Автор Schoelling, US 2002–0151859 A1, описывает устройство для изготовления тампонов, имеющих выпрессованные спиралевидные продольные желобки. Устройство имеет зажимные губки по существу одинаковых размеров, расположенные в форме звезды относительно оси сжатия. Губки могут синхронно перемещаться между открытым и закрытым положениями. Каждая зажимная губка имеет ступенчатую прессующую поверхность, включающую прессующее лезвие и прессующий выступ. Площадь прессующего выступа больше площади прессующего лезвия. Прессующее лезвие и прессующий выступ могут быть распределены по периферическому углу α от 80 до 150° в закрытом или сжатом положении. Зажимные губки слегка втянуты, чтобы образовывать просвет, когда преформа выталкивается из пресса.
Автор Van Ingelgem et al., EP 1547555 B1, намеревается описать устройство для производства тампонов с по меньшей мере тремя зажимными губками, причем каждая зажимная губка имеет проникающий сегмент для проникновения через абсорбирующий материал и прессующий выступ. Средняя часть проникающего сегмента отличается от радиуса средней части проникающего сегмента при нахождении в прессе. Средняя часть проникающего сегмента представляет собой прямую линию, проходящую в сечении проникающего сегмента через его кончик и среднюю точку основания. Одна зажимная губка может содержать либо проникающий сегмент, или прессующий выступ, либо комбинацию одного проникающего сегмента и прессующих выступов, расположенных на одной или обеих сторонах проникающего сегмента. Если проникающий сегмент и прессующие выступы зафиксированы на отдельных зажимных губках, предпочтительно, чтобы они сжимались одновременно. Зажимные губки, в частности проникающие сегменты, могут иметь прямую, синусоидальную, спиральную или винтовую форму в продольном направлении, образуя по существу прямые, синусоидальные, спиральные или винтовые желобки в аксиальном направлении тампона. Полученный тампон имеет по меньшей мере три ребра в поперечном сечении, имеет среднюю часть, которая по меньшей мере частично отличается от радиуса, в котором средняя часть ребра представляет собой линию, проходящую через среднюю точку серии дугообразных линий, ограниченных краями ребра, причем дуги имеют общий центр, который является средней точкой сечения X–X тампона.
Автор Schmidt, EP 1459720 B1, намеревается описать рост площади поверхности тампона путем использования желобков, которые образованы с волнообразной формой. Несмотря то что представлено множество примеров, включая волнообразные желобки с наклоненными кончиками, в данной публикации не описаны конкретные характеристики процесса производства тампонов. В частности, публикация не включает конкретные характеристики о прессовании, зажимных губках или о том, как преформа или тампон выталкиваются из пресса.
Автор Ruhlmann, WO 2009/129910 A1, намеревается описать тампон, имеющий по меньшей мере один первый поверхностный желобок и по меньшей мере один второй поверхностный желобок, который пересекает первый поверхностный желобок вдоль пути между проксимальным концом и дистальным концом тампона. Однако в описании не представлена информация о том, как образуются пересекающиеся желобки, в особенности в рамках целесообразного с коммерческой точки зрения технологического процесса и/или с использованием покрытия.
Автор Fung, US 2011–0092940 A1, описывает интравагинальный тампон, образованный из сжатого материала и имеющий внешнюю поверхность с по меньшей мере двумя сегментированными желобками, образованными на ней, и каждый сегментированный желобок отделен и находится на некотором расстоянии от смежного сегментированного желобка. Каждый сегментированный желобок имеет по меньшей мере один продольный в существенной части сегмент и по меньшей мере один накопительный сегмент. Благодаря такому расположению сегментов образуется область депонирования, препятствующая свободному потоку физиологической жидкости вдоль поверхности тампона.
Kimball et al. в патентах США №№ 8834439, 8827975 и 9168184 описывают усовершенствованные тампоны, имеющие пересекающиеся, проникающие сегменты желобка, а также процессы и устройство для их изготовления.
Необходим усовершенствованный пресс для тампонов для более последовательного и чистого изготовления тампонов, имеющих пересекающиеся, проникающие сегменты желобка.
Изложение сущности изобретения
Было обнаружено, что модифицированный набор зажимных губок для тампонов обеспечивает последовательное и чистое изготовление тампонов, имеющих пересекающиеся, проникающие сегменты желобка.
В одном аспекте настоящего изобретения устройство для изготовления интравагинального тампона для женской гигиены включает в себя пресс для тампона, имеющий множество удлиненных пресс–форм, размещенных вокруг центральной оси пресса с образованием полости пресса и цилиндрического носителя, имеющего диаметр меньше заданного итогового диаметра. Удлиненные пресс–формы пресса включают в себя множество продольных проникающих форм, имеющих прессующие поверхности, соответствующие множеству продольных сегментов желобка в требуемой сжатой заготовке тампона и включающих по меньшей мере одну первую проникающую пресс–форму, имеющую прессующую форму, соответствующую требуемой форме первого сегмента желобка, и по меньшей мере одну вторую проникающую пресс–форму, имеющую прессующую поверхность, соответствующую форме второго сегмента желобка, причем комбинация форм первого сегмента желобка и второго сегмента желобка образует форму желобка на тампоне Прессующая поверхность первой проникающей пресс–формы проходит продольно за прессующей поверхностью второй проникающей пресс–формы в направлении к концу полости пресса. По меньшей мере одна первая проникающая пресс–форма имеет прорезь прессующей поверхности, расположенную в непосредственной близости к ее первому концу, и концевую прорезь, расположенную на краю, перпендикулярном прессующей поверхности на противоположном втором конце, и причем по меньшей мере одна вторая проникающая пресс–форма имеет прорезь прессующей поверхности (соответствующую и смежную со вторым концом по меньшей мере одной первой проникающей пресс–формы) и концевую прорезь, расположенную на краю, перпендикулярном прессующей поверхности на ее противоположном первом конце (соответствующую и смежную с первым концом по меньшей мере одной первой проникающей пресс–формы).
Другие аспекты и элементы настоящего изобретения станут очевидны обычным специалистам в данной области после прочтения следующего описания конкретных вариантов осуществления настоящего изобретения вместе с сопроводительными рисунками.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
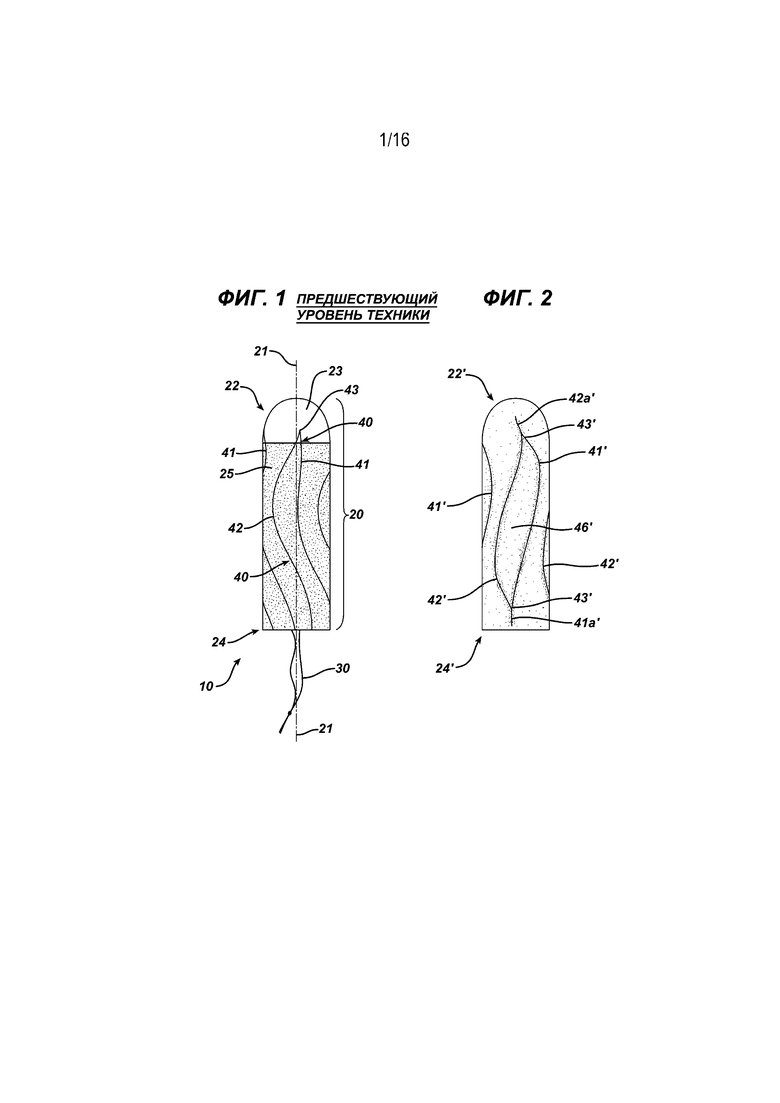
На фиг. 1 представлен вид сбоку тампона в соответствии с предшествующим уровнем техники.
На Фиг. 2 представлен вид сбоку тампона, изготовленного при помощи зажимных губок для тампона в соответствии с настоящим изобретением.
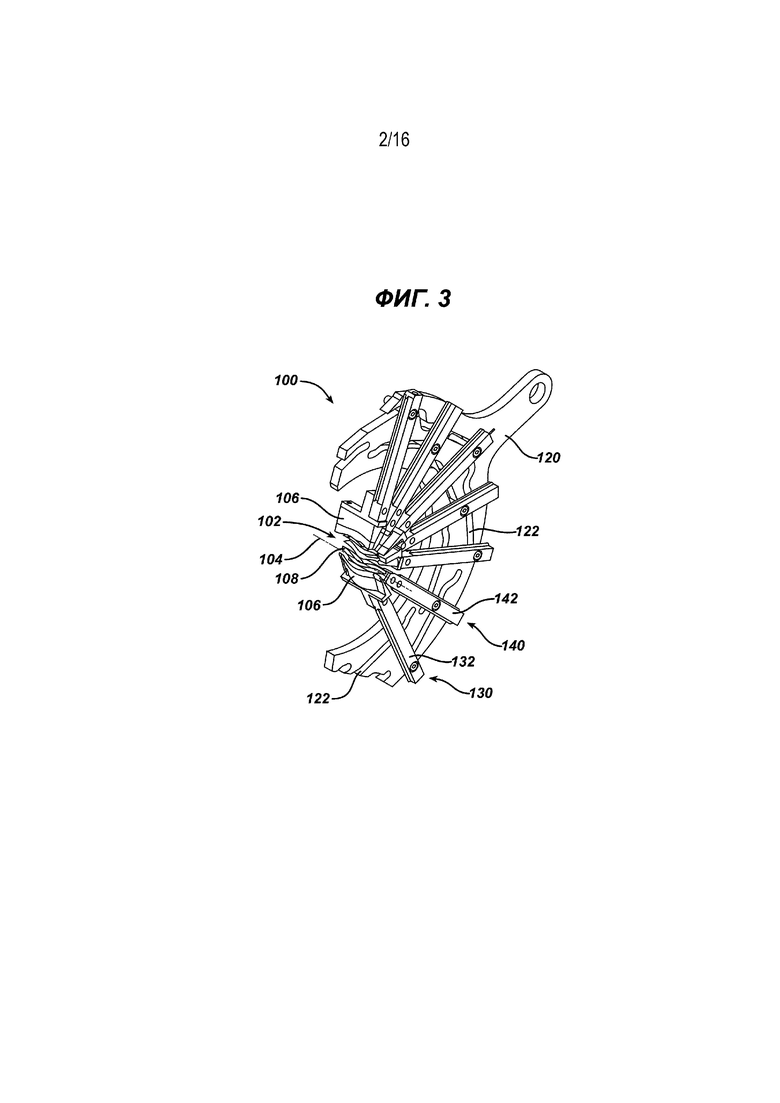
На Фиг. 3 представлен вид в перспективе пресса, имеющего один кулачок, который можно использовать при формировании тампонов настоящего изобретения. Кулачок частично отделен, а некоторые элементы пресса удалены для более ясного представления показанных элементов пресса.
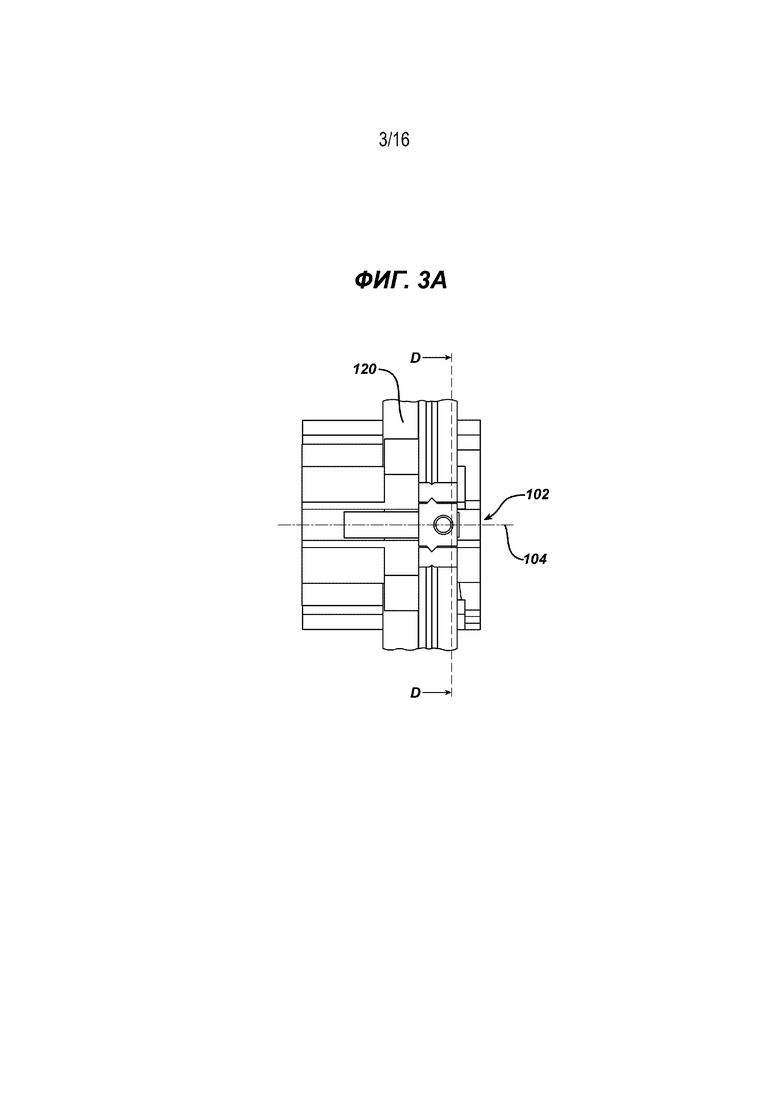
На Фиг. 3A представлен вид сбоку центральной части пресса, изображенного на Фиг. 3, включая пресс–формы пресса и центральную полость. Внешние части кулачка и другие элемента пресса отделены для более ясного представления центральной части пресса.
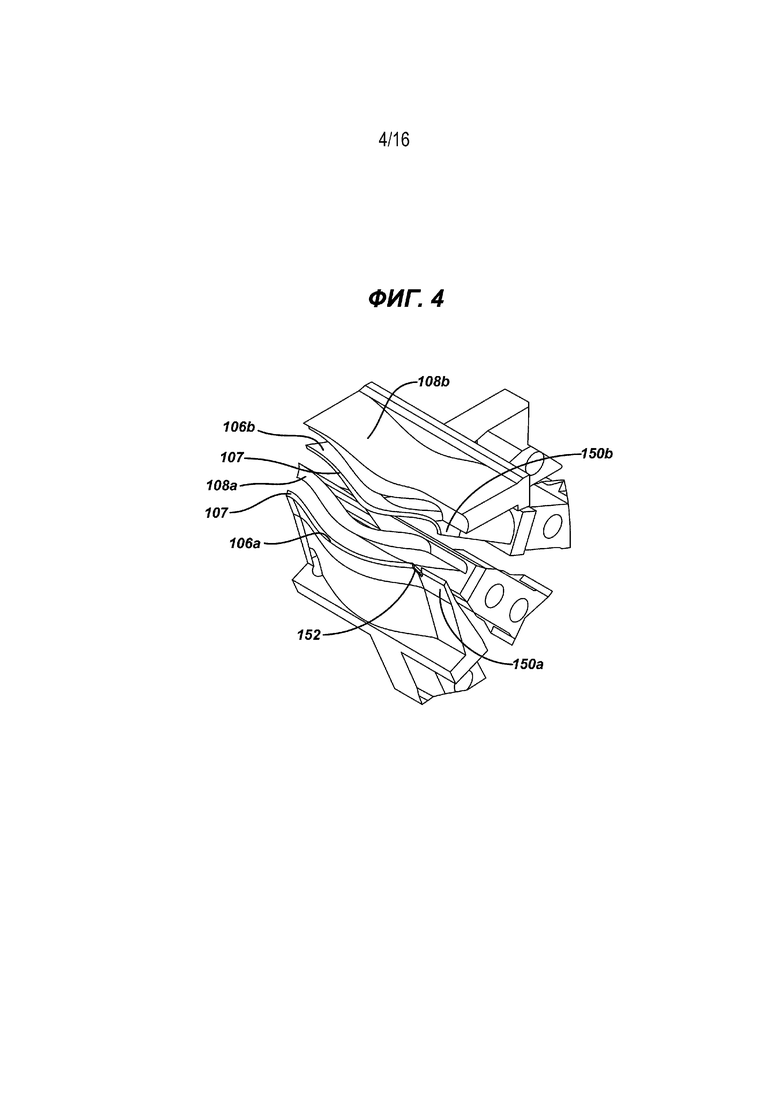
На Фиг. 4 представлен вид в перспективе четырех пресс–форм пресса, изображенного на Фиг. 3.
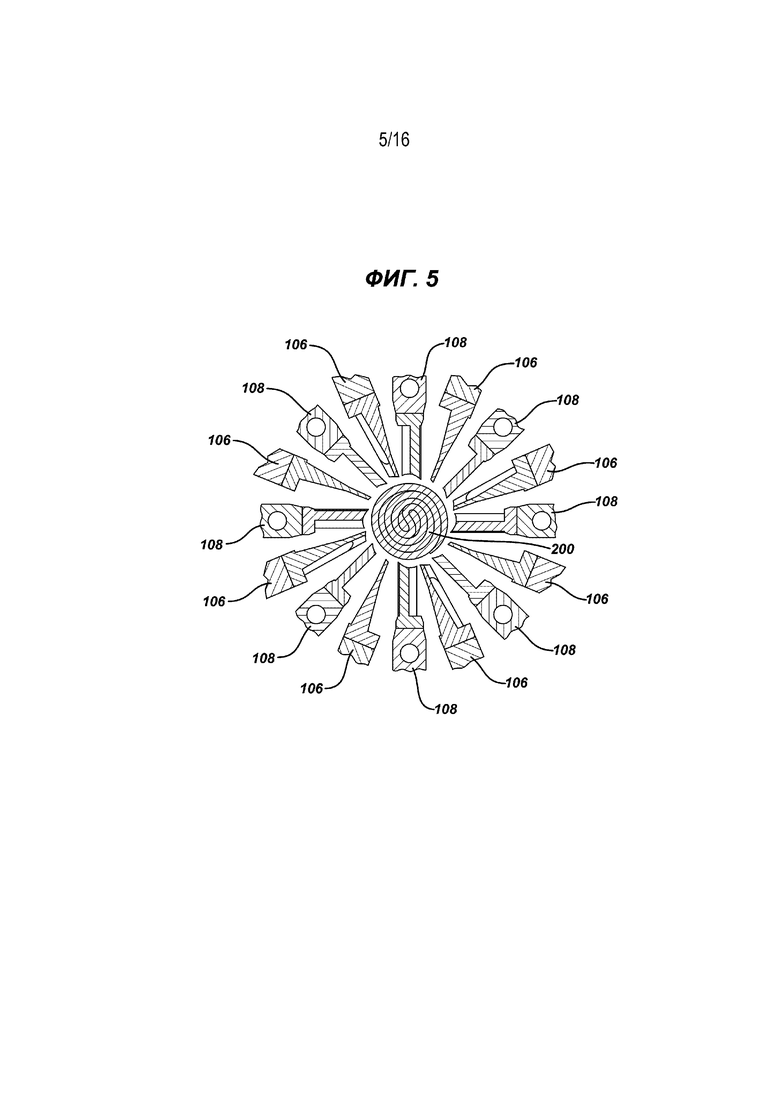
На Фиг. 5 представлен вид в сечении центральной части пресса, изображенного на Фиг. 3A, вдоль линии (D–D) в открытом положении. Внешние части элементов пресса отделены для более ясного представления центральной части пресса.
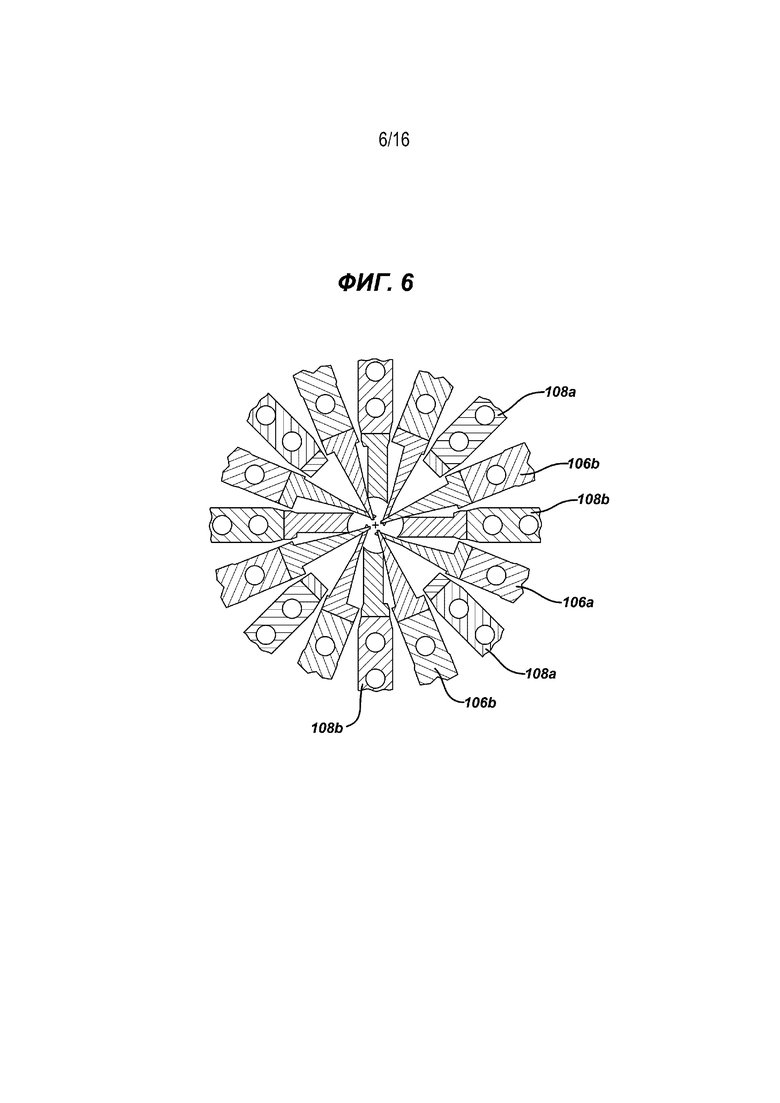
На Фиг. 6 представлен вид в сечении центральной части пресса, изображенного на Фиг. 3A, вдоль линии (D–D) на начальном этапе сжатия. Внешние части элементов пресса отделены для более ясного представления центральной части пресса.
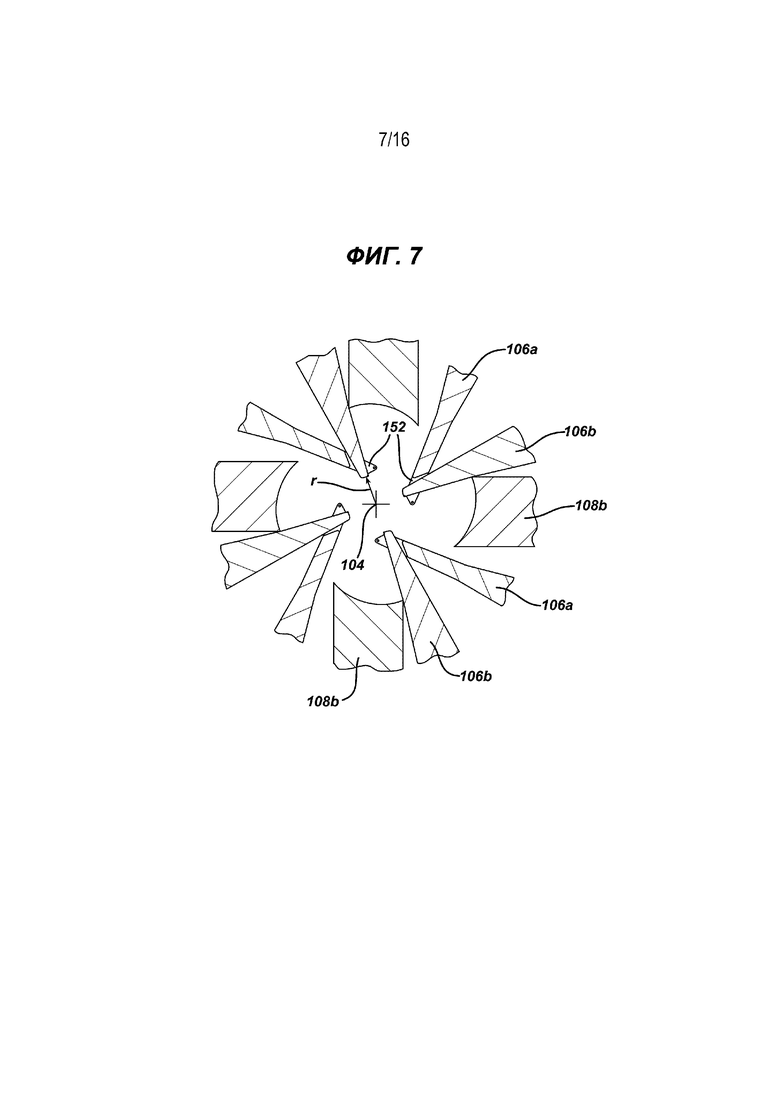
На Фиг. 7 представлен увеличенный вид в сечении пресса, изображенного на Фиг. 6, на котором четко показано, как кончики проникающих пресс–форм пересекаются на начальном этапе сжатия. Остальные элементы пресса отделены.
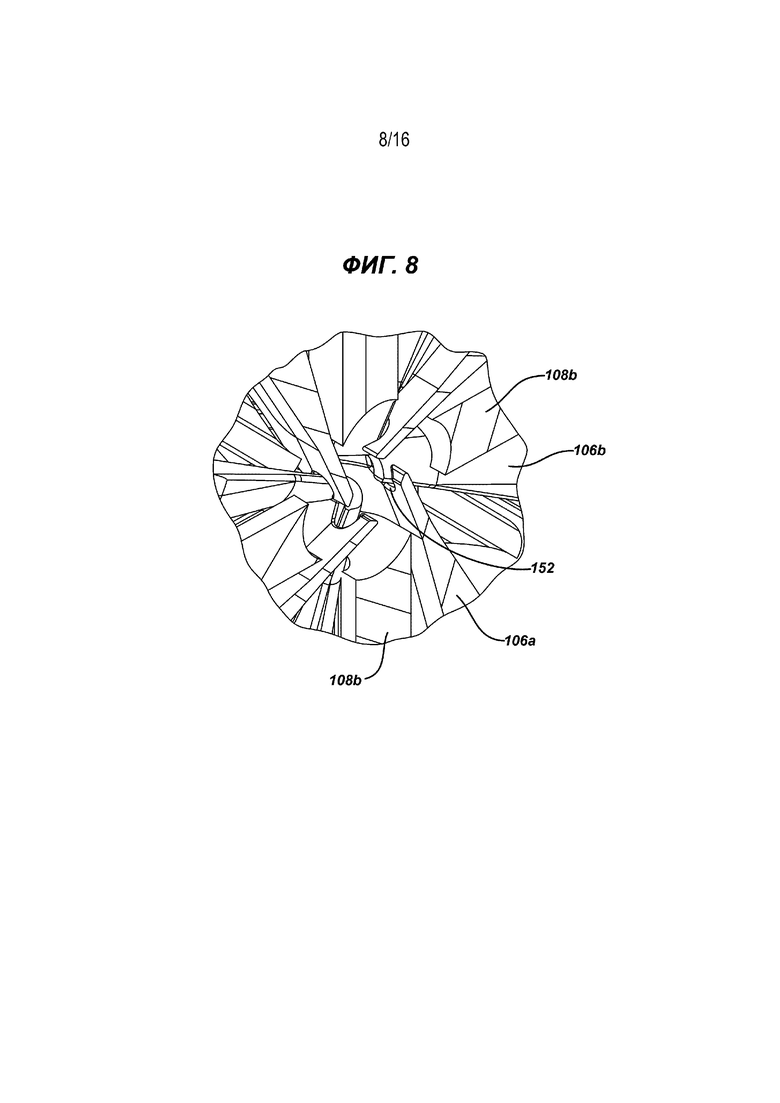
На Фиг. 8 представлен увеличенный вид в перспективе пресса, изображенного на Фиг. 7. Остальные элементы пресса отделены.
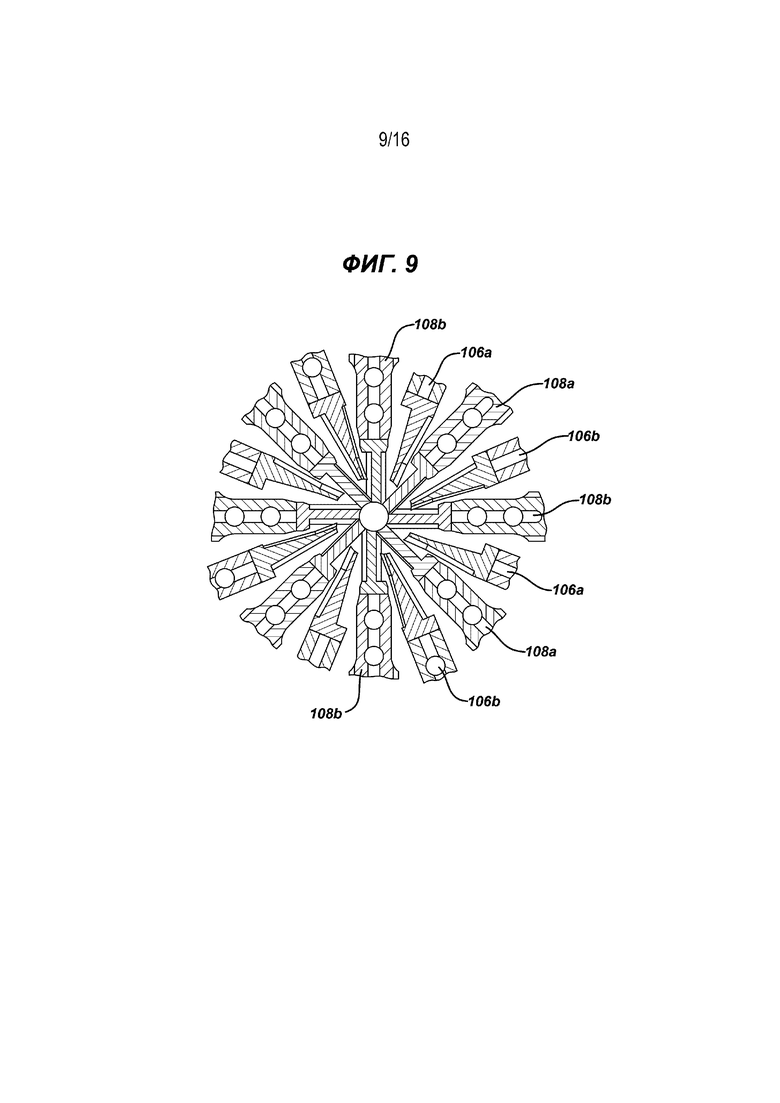
На Фиг. 9 представлен вид в сечении центральной части пресса, изображенного на Фиг. 3A, вдоль линии (D–D) на этапе выталкивания. Внешние части элементов пресса отделены для более ясного представления центральной части пресса.
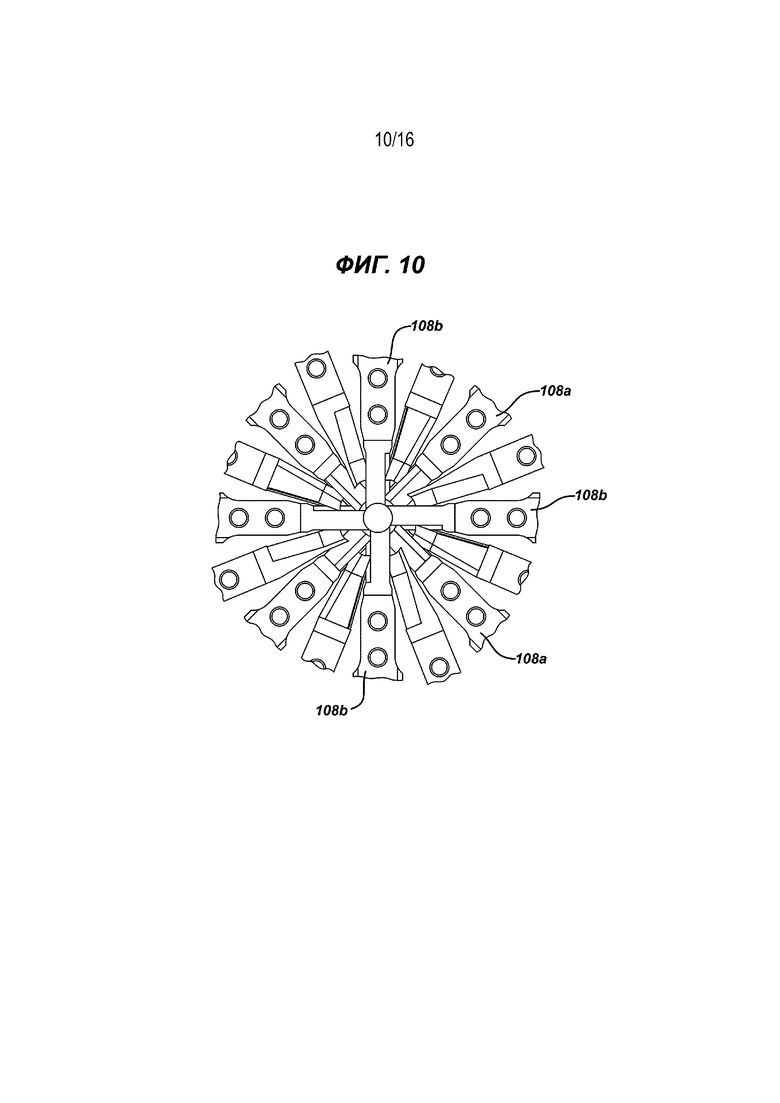
На Фиг. 10 представлен увеличенный вид пресса, изображенного на Фиг. 9, с торца в положении выталкивания.
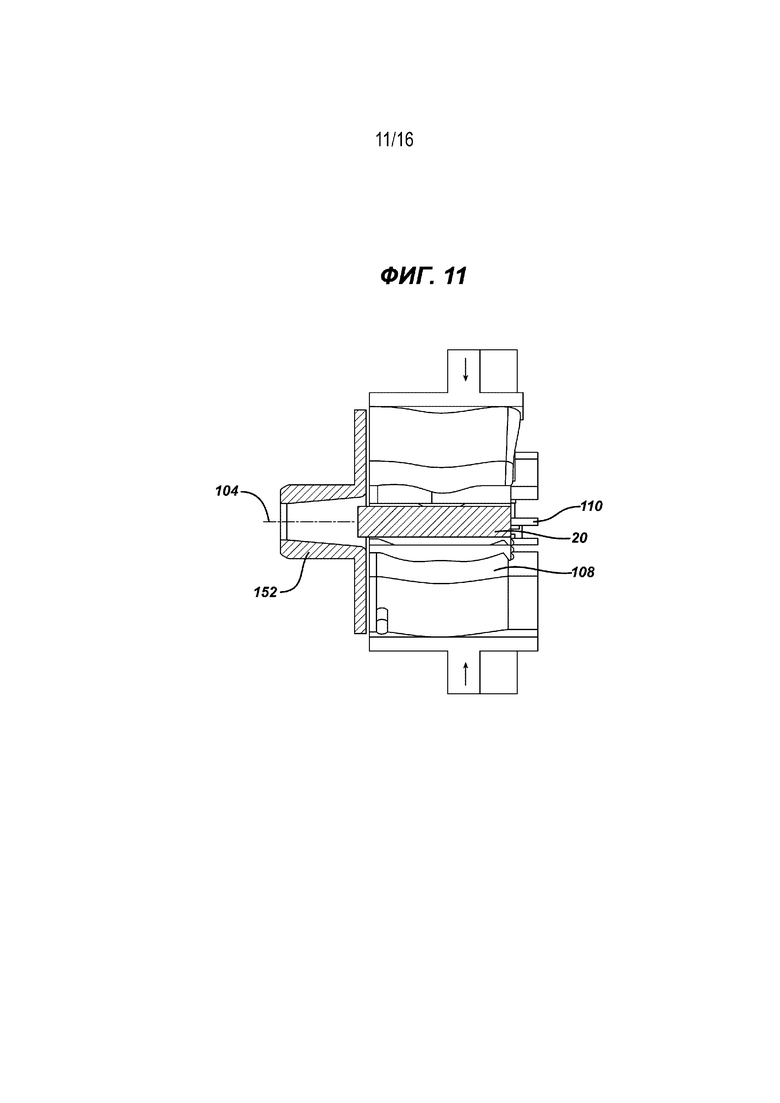
На Фиг. 11 представлен продольный вид в сечении пресса, изображенного на Фиг. 9, на этапе выталкивания.
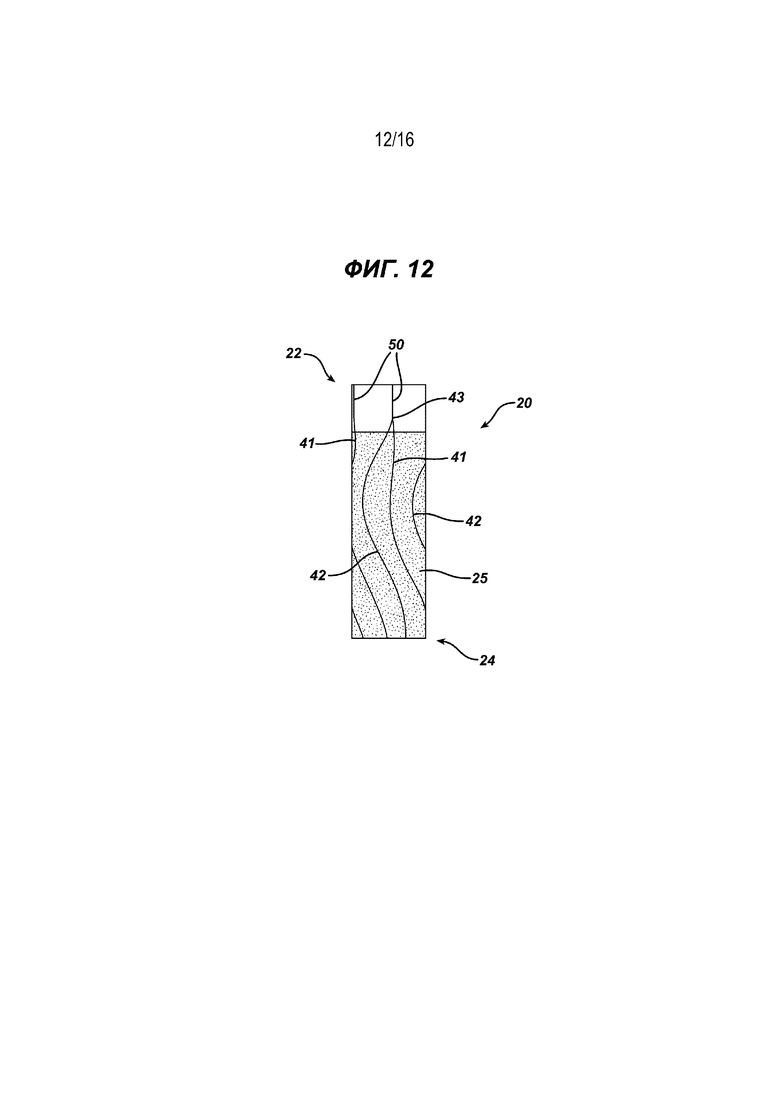
На Фиг. 12 представлен вид сбоку сжатой заготовки тампона до окончательной обработки конца для введения и упаковки.
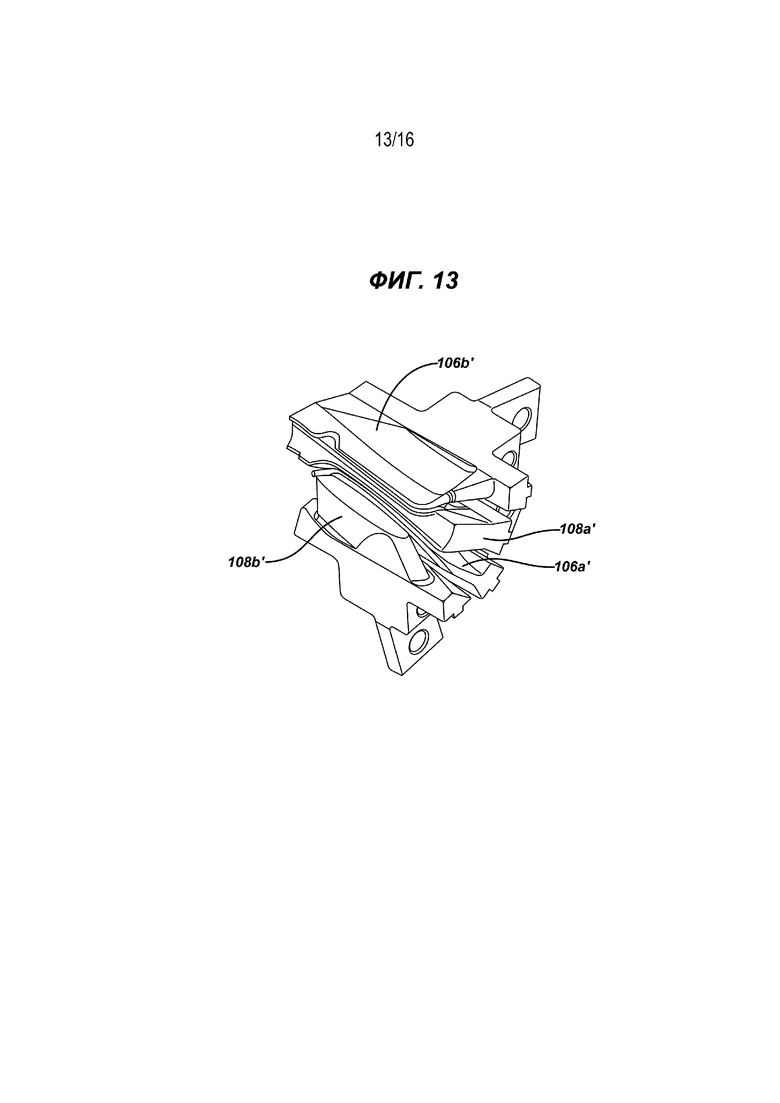
На Фиг. 13 представлен вид в перспективе четырех пресс–форм пресса для тампона настоящего изобретения, аналогично виду, показанному на Фиг. 4.
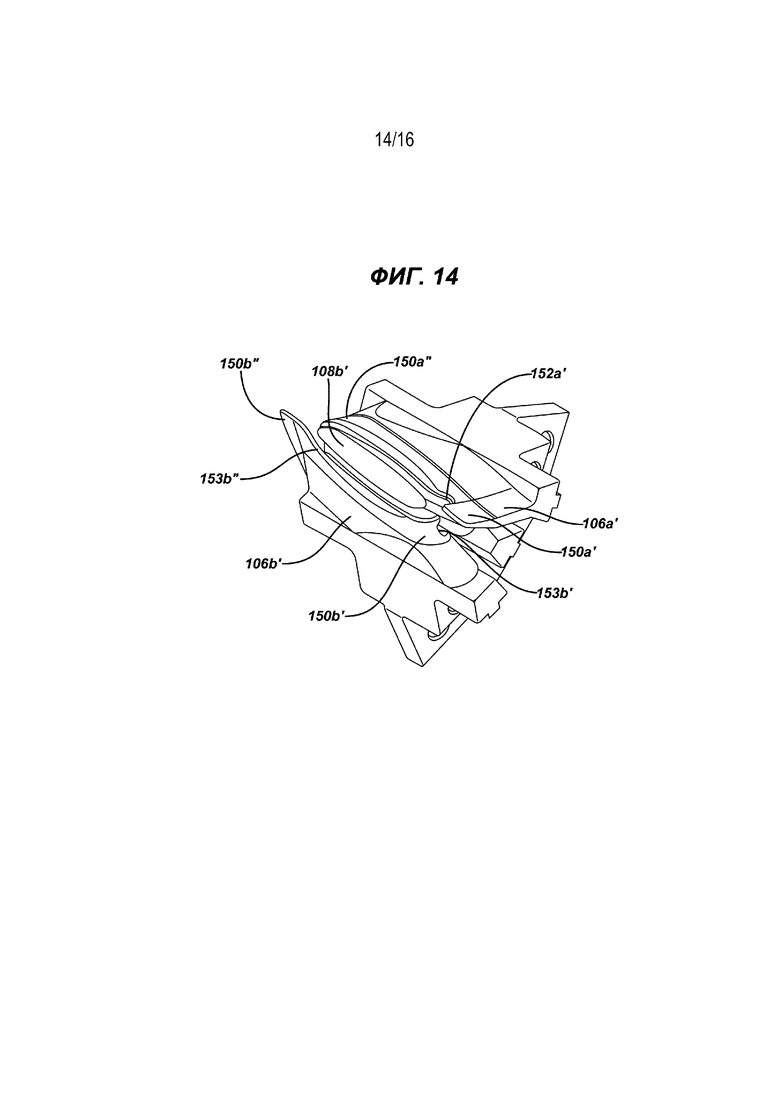
На Фиг. 14 представлен вид в перспективе трех пресс–форм пресса для тампона настоящего изобретения, включая две проникающие пресс–формы и промежуточную формирующую пресс–форму, которые вместе образуют пару проникающих сегментов желобка, которые образуют обособленную поверхностную зону.
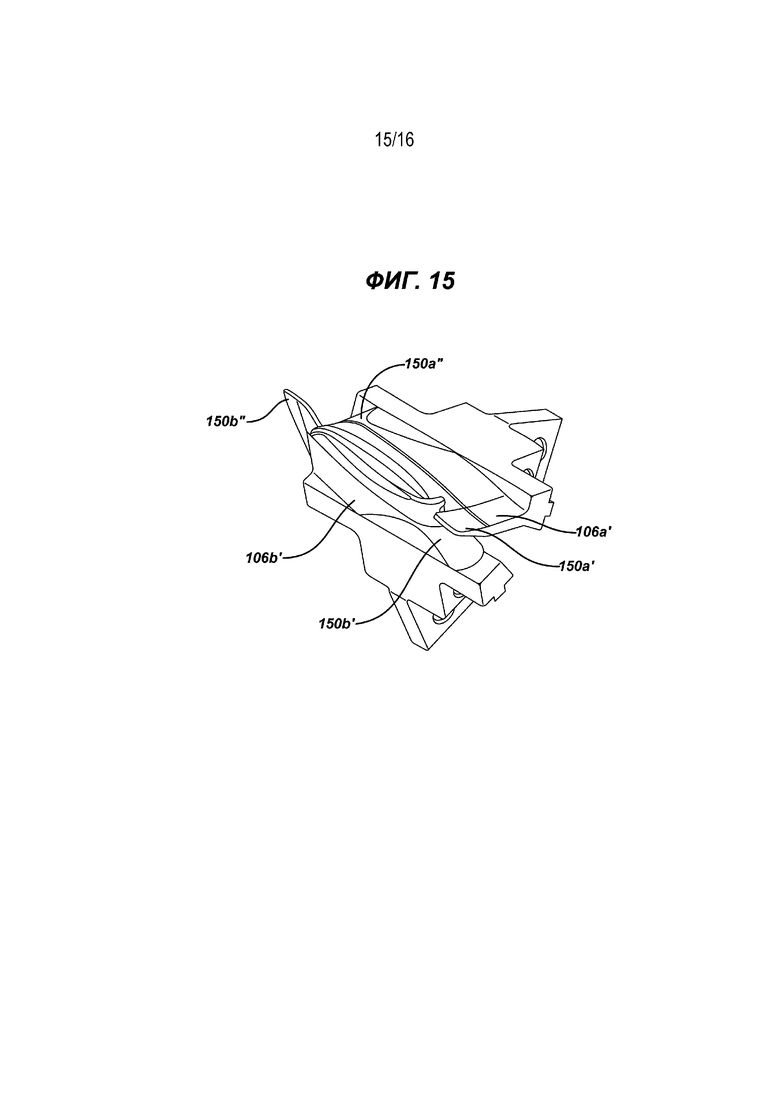
На Фиг. 15 представлен вид в перспективе двух проникающих пресс–форм, изображенных на Фиг. 14, в полностью выдвинутом положении, на которой показано зацепление прессующей поверхности и концевых прорезей.
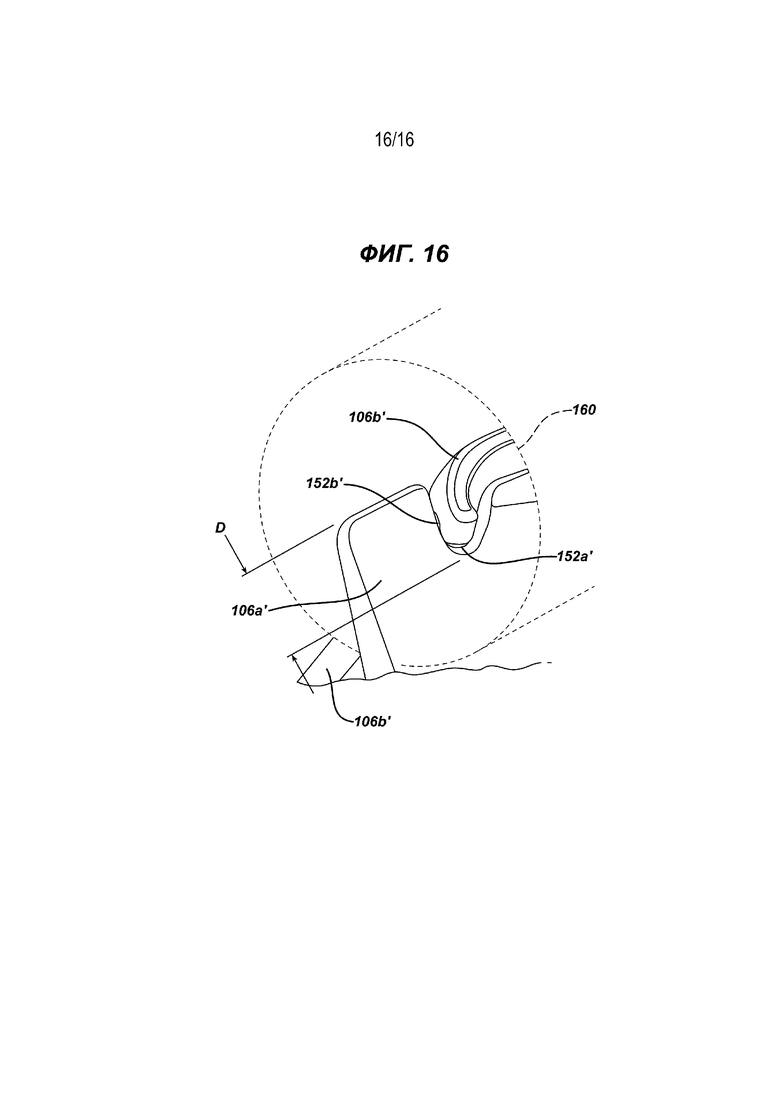
На Фиг. 16 представлен схематический вид взаимодействия прорези прессующей поверхности и концевой прорези с учетом размеров готового тампона.
Подробное описание предпочтительных вариантов осуществления
Я узнал, что в соответствии с известным уровнем техники, в особенности описанным Kimball et al. в патентах США №№ 8834439, 8827975 и 9168184 можно образовывать точно определенные формы пересекающихся желобков в контролируемой среде, причем четкость определения формы желобка может снижаться по мере изменения диаметров тампонов, а процесс масштабируется до высокоскоростного производства. Эти изменения могут привести к образованию неполностью пересекающихся желобков, поскольку некоторые из волокон не были полностью «заправлены» в желобки тампона. Таким образом, я разработал усовершенствованный пресс для тампонов для надежного изготовления полностью готовых тампонов, имеющих четко сформированные, пересекающиеся, проникающие сегменты желобка.
В рамках настоящего описания и формулы изобретения термин «желобок» и его варианты относятся к углублению в поверхности тампона. Для ясности, желобки могут быть «проникающими желобками», проходящими по меньшей мере на 0,7 мм (или 10% радиуса, в зависимости от того, какое значение больше) в тампон. Участки между желобками могут иметь ребристую форму поверхности.
При использовании в настоящем описании и формуле изобретения термин «форма желобка» и его варианты относятся к желобку или комбинации сегментов желобка, которые соединены визуально различимым способом, чтобы обеспечить отдельный уникальный элемент по меньшей мере на поверхности заготовки тампона.
При использовании в настоящем описании и формуле изобретения термин «виток» и его варианты относятся к части формы желобка, в которой желобок и/или элементы желобка поворачиваются вокруг себя по существу в U–образной или по существу в V–образной конфигурации. «Виток» также может иметь по существу линейное удлинение от точки пересечения, такое как по существу Y–образная конфигурация.
При использовании в настоящем описании и формуле изобретения термин «основная ось» и его варианты, используемые в отношении формы желобка, определяется кратчайшей линией, соединяющей наиболее удаленные точки формы желобка. По существу эта основная ось будет проходить по меньшей мере через один виток в непосредственной близости к одному концу заготовки.
В рамках настоящего описания и формулы изобретения термин «продольная ось» и его варианты обозначают ось, проходящую от вводимого конца к извлекаемому концу преимущественно через центр тампона.
При использовании в настоящем описании и формуле изобретения термин «самостоятельная заготовка» и его варианты относятся к заготовке тампона, сжатой и/или сформированной таким образом, чтобы ее размеры и общая форма оставались стабильными. Например, тампон для пальцевого введения, имеющий самостоятельную форму, по существу сохранит свою форму после удаления первичной упаковки или оболочки и по существу сохранит такую форму при введении во влагалище. Следует понимать, что тампон предназначен для впитывания физиологических текучих сред и может по существу изменять форму в процессе использования по мере впитывания таких текучих сред.
При использовании в настоящем описании и формуле изобретения термин «заготовка» и его варианты относятся к заготовке или сжатой стопке из абсорбирующего материала, такого как волокна, выполненные с возможностью впитывания физиологических текучих сред.
При использовании в настоящем описании и формуле изобретения термин «ориентированный по существу продольно» и его варианты относятся к желобку, сегменту желобка или форме желобка, имеющим угол наклона спирали более 45°.
При использовании в настоящем описании и формуле изобретения термин «плотность волокон» и его варианты относятся к относительному отношению волокон к свободному пространству в заданном объеме волокнистой структуры.
Настоящее изобретение относится к тампону, в котором возможность тока физиологической текучей среды вдоль поверхности, не впитываемой в заготовку тампона, снижена. Это достигается обеспечением по меньшей мере двух отдельных форм желобка, каждая из которых имеет по существу продольную ориентацию, длину (измеряемую вдоль желобка), составляющую по меньшей мере 150% длины заготовки, и виток в непосредственной близости по меньшей мере к одному из конца для введения и конца для извлечения. Отдельные формы желобка обеспечивают визуально различимые зоны с различными характеристиками взаимодействия с физиологической текучей средой. Кроме того, виток в непосредственной близости по меньшей мере к одному концу тампона обеспечивает по меньшей мере два пути–желобка, по которым текучая среда может распределяться в разные части заготовки тампона. Таким образом, в настоящем изобретении не только предложены тампоны с множеством желобков, в отношении которых на предшествующем уровне техники признано, что они обладают улучшенными характеристиками взаимодействия с текучей средой, но также предложены либо полностью, либо частично закрытые впитывающие зоны, визуально сообщающие пользователю о функциональных преимуществах, включая впитывающие резервуары для лучшего удержания физиологических жидкостей в тампоне.
Как показано на Фиг. 1, интравагинальный тампон 10 для женской гигиены включает в себя по существу цилиндрическую абсорбирующую заготовку 20 и проходящий из нее элемент для извлечения 30. Заготовка 20 имеет продольную ось 21, конец для введения 22 (который может заканчиваться куполом 23) и конец для извлечения 24. Заготовка включает в себя массу волокон, сжатых в самостоятельную форму, и слоистое проницаемое для текучей среды покрытие 25 (такое как перфорированное пленочное покрытие), по существу охватывающее массу волокон. Элемент для извлечения 30, такой как шнурок, функционально соединен с заготовкой 20 и проходит от нее в непосредственной близости к ее концу для извлечения 24.
Заготовка 20 включает в себя множество отдельных форм желобка 40, расположенных вокруг внешней поверхности заготовки 20. В варианте осуществления, изображенном на Фиг. 1, каждая из отдельных форм желобка 40 содержит пару волнообразных сегментов желобка 41, 42, которые пересекаются, образуя виток 43 в непосредственной близости к концу для введения 22 заготовки 20, и являются отдельными в непосредственной близости к концу для извлечения 24.
На Фиг. 2 представлен тампон, изготовленный при помощи зажимных губок настоящего изобретения. Каждая отдельная форма желобка 40’ содержит пару сегментов желобка 41’ и 42’, пересекающихся и образующих виток 43’ в непосредственной близости как к концу для введения 22, так и к концу для извлечения 24 заготовки 20 с обеспечением обособленных поверхностных зон 46, ограниченных охватывающими их формами желобка 40’. Кроме того, продолжение одной отдельной формы желобка выходит за пределы каждого витка 41a', 42a'.
В соответствии с настоящим изобретением формы желобка могут содержать множество сегментов желобка. Эти сегменты желобка могут иметь конфигурацию, которая является прямой линией, множеством связанных наклоненных сегментов (таких как волна зубчатой формы или волна прямоугольной формы), множеством изогнутых сегментов (таких как волна синусоидальной формы) и их комбинациями.
Конфигурация сегментов желобка в разных формах желобка может различаться или может быть одинаковой. Конфигурация сегментов желобка в каждой форме желобка может различаться или может быть одинаковой. Дополнительные желобки, включая продольные желобки 44, могут иметь конфигурацию, аналогичную или отличную друг от друга и от конфигурации сегментов желобка, образующих формы желобка 40.
Абсорбирующая заготовка включает в себя массу волокон, сжатых в самостоятельную форму. Заготовка также может включать в себя дополнительные абсорбирующие материалы, такие как пена, суперабсорбент, гидрогели и т.п. Предпочтительным абсорбирующим материалом для настоящего изобретения являются пеноматериал и волокно. К впитывающим пенам относятся гидрофильные пены, легко смачиваемые содержащими воду жидкостями пены, а также пены, в которых стенки образующих пену клеток сами поглощают жидкость.
Предпочтительно, чтобы волокна, используемые при формировании впитывающего изделия были регенерированными целлюлозными, натуральными или синтетическими. Предпочтительно, чтобы при производстве тампона в соответствии с настоящим изобретением использовались такие материалы как волокна, пена, гидрогели, древесная масса, суперабсорбенты и прочее. Неограничивающий перечень пригодных для применения волокон для абсорбирующей основы включает в себя натуральные волокна, такие как хлопок, древесная целлюлоза, джут и т.п.; а также обработанные волокна, такие как регенерированная целлюлоза, нитроцеллюлоза, ацетатцеллюлоза, гидратцеллюлозное волокно, полиэстер, поливиниловый спирт, полиолефин, полиамин, полиамид, полиакрилонитрил и т.п. В дополнение к вышеперечисленным можно использовать и другие волокна для придания желаемых характеристик впитывающему изделию. Предпочтительно, чтобы волокна тампона представляли собой гидратцеллюлозные волокна, хлопок или его смеси, а более предпочтительно, чтобы волокна представляли собой гидратцеллюлозные волокна. Волокна могут иметь любое подходящее сечение.
Сечение волокна может быть разветвленным или неразветвленным. Разветвленные регенерированные целлюлозные волокна представлены на рынке уже в течение многих лет. Эти волокна, как известно, обладают повышенной специфической абсорбционной способностью по сравнению с неразветвленными волокнами. Доступные в продаже разветвленные вискозные (гидратцеллюлозные) волокна Galaxy® представлены компанией Kelheim Fibres GmbH (г. Кельхайм, Германия). Подробное описание этих волокон представлено у автора Wilkes et al. в патенте США № 5,458,835, полностью включенном в настоящий документ путем ссылки. Предпочтительно, чтобы волокна включали в себя гидрофильные волокна, а более предпочтительно, чтобы волокна включали в себя абсорбирующие волокна, т.е. отдельные волокна, самостоятельно впитывающие текучую среду. Неограничивающий перечень пригодных для применения волокон для тампона включает в себя натуральные волокна, такие как хлопок, древесная целлюлоза, джут, пенька и т.п.; а также обработанные волокна, такие как регенерированная целлюлоза, нитроцеллюлоза, ацетатцеллюлоза, гидратцеллюлозное волокно, полиэстер, поливиниловый спирт, полиолефин, полиамин, полиамид, полиакрилонитрил и т.п. В дополнение к вышеперечисленным можно использовать и другие волокна для придания желаемых характеристик впитывающему изделию. Например, на внешних поверхностях тампона можно использовать гидрофобные волокна, чтобы снизить смачиваемость поверхности, а также можно использовать гидрофильные волокна, чтобы повысить скорость транспортировки текучей среды вовнутрь и сквозь основу. Предпочтительно, чтобы волокна тампона представляли собой гидратцеллюлозное волокно или хлопок, а более предпочтительно – гидратцеллюлозное волокно. Волокна могут иметь любое подходящее сечение.
Заготовка включает в себя массу волокон, по существу заключенную в слоистое проницаемое для текучей среды покрытие. Покрытие охватывает большую часть наружной поверхности тампона. Покрытие может быть выполнено в соответствии с патентом США № 4,816,100 (автор Friese), полностью включенном в настоящий документ путем ссылки. Кроме того, любой из двух концов тампона или оба конца вместе могут иметь покрытие. Конечно, по производственным или другим причинам отдельные части поверхности тампона могут не иметь покрытия. Например, вводимый конец тампона и часть цилиндрической поверхности, примыкающая к этому концу, могут быть открытыми и не иметь покрытия, чтобы тампон легче впитывал жидкости.
Покрытие может облегчить введение тампона в полость тела и снизить вероятность отделения волокон от тампона. Подходящие покрытия известны обычным специалистам в данной области. Они по существу стабильны по размерам с небольшим удлинением как в направлении обработки, так и в поперечном направлении. К ним могут относиться сплавленные вместе волокна наружного слоя (например, методом термического склеивания), нетканый материал, пленка с отверстиями и т. п. Предпочтительно, чтобы покрытие имело гидрофобный наружный слой.
Хотя проницаемые для жидкости покрытия являются преимущественными дополнениями радиально сжатых тампонов, стабильность их размеров может создать ряд технологических сложностей при производстве. Например, радиальное сжатие цилиндрической заготовки тампона, имеющей покрытие стабильных размеров, размещенное на внешней цилиндрической поверхности, может приводить к появлению морщин или неплотного прилегания покрытия, которое проходит от внешней поверхности сжатой заготовки тампона. Таким образом, во многих процессах, связанных с радиальным сжатием заготовки тампона, это можно учесть путем складывания или подгибания материала покрытия в желобки или складки, относительно глубоко проникающие в структуру абсорбирующего материала.
Процесс, применимый для формования интравагинального тампона для женской гигиены с желобчатыми зонами настоящего изобретения начинается с открытой волокнистой структуры. Открытая структура может представлять собой нетканое волокнистое полотно, массу произвольно или по существу равномерно ориентированных волокон и необязательных материалов, таких как пены или частицы и т.п. После чего из этой массы формируют заготовку тампона.
Нетканое волокно, пригодное для целей настоящего изобретения, может быть изготовлено любым способом по выбору специалиста в данной области. Например, рыхление и (или) смешивание волокон может осуществляться путем непрерывной подачи волокон в зубчатый рыхлитель. После этого смешанные волокна доставляют, например, по воздуховоду, на участок кардочесания для формирования волокнистой основы. В альтернативном варианте масса преимущественно беспорядочно ориентированных волокон формируется путем рыхления и (или) смешивания волокон, их транспортировки, как описано выше, к участку формирования, например, заготовки тампона по типу чайного пакетика. В последующих технологических операциях ориентированные волокна могут сплетаться в жгуты.
В ходе дальнейшей обработки из заготовки тампона формируется тампон. В процессе образования тампона из полотна образуют узкую прядку волокон и навивают ее по спирали, образуя заготовку тампона. Кроме этого, заготовку тампона оборачивают проницаемым для жидкости покровным материалом для удерживания волокнистой абсорбирующей части тампона. Может потребоваться обрабатывать прядь волокон селективным иглопробивным способом, описанным в патенте США № 7,845,055, выданном Kimball et al., содержание которого включено в настоящий документ путем ссылки.
Как показано на Фиг. 3–12, интравагинальный тампон для женской гигиены, изображенный на Фиг. 1, имеющий заданный окончательный диаметр, может быть образован в прессе 100, имеющем (1) по существу цилиндрическую полость пресса 102 с центральной осью пресса 104 и по существу цилиндрической окружностью и (2) множество удлиненных пресс–форм. На Фиг. 3 представлен вид в перспективе пресса 100, на котором отдельные детали частично не показаны. Эта Фиг. включает только семь из шестнадцати пресс–форм пресса, а часть кулачка пресса удалена для ясности. Пресс–формы пресса могут включать в себя проникающие пресс–формы 106, имеющие прессующие поверхности, образующие ряд проникающих желобков, проходящих в готовую заготовку тампона, и формирующие пресс–формы 108 для формования элементов поверхности, включая неглубокие желобки на внешней поверхности полученной сжатой заготовки тампона, или выравнивание внешней поверхности полученной сжатой заготовки тампона, или формирование непрерывного диаметра для направления полученной сжатой заготовки тампона из пресса на этапе выталкивания. Проникающие пресс–формы 106 и формирующие пресс–формы 108 чередуются по окружности цилиндрической полости пресса.
Более подробно пресс–формы пресса показаны на Фиг. 4, на котором представлен увеличенный вид четырех правых нижних пресс–форм пресса, изображенных на Фиг. 3. Как показано на этом рисунке, первая проникающая пресс–форма 106a имеет прессующую поверхность 107 и форму, соответствующую сегменту желобка 41, а вторая проникающая пресс–форма 106b имеет форму, соответствующую сегменту желобка 42 (с Фиг. 1). Как показано на Фиг. 4, один конец 150a первой проникающей пресс–формы 106a проходит за соответствующим концом 150b второй проникающей пресс–формы 106b. Фактически конец 150b второй проникающей пресс–формы 106b изгибается в направлении к первой проникающей пресс–форме 106a, чтобы сформировать виток 43 на поверхности заготовки тампона 20 (как показано на Фиг.1) в непосредственной близости к концу для введения 22. В этом варианте осуществления конец 150a первой проникающей пресс–формы 106a соответствует концу для введения 22 заготовки тампона 20, изображенного на Фиг. 1.
Виток 43 отдельной формы желобка 40 образуется путем пересечения между сегментами желобка 41 и 42 (см. Фиг. 1). Для образования формы желобка 40 проникающие пресс–формы 106a и 106b перемещаются по пути, пересекающемуся в процессе сжатия заготовки тампона 200 (см. Фиг. 5) для формирования заготовки 20. Таким образом, более длинная проникающая пресс–форма 106a имеет прорезь 152, образованную (см. Фиг. 4) в непосредственной близости к, но при этом на некотором удалении от конца 150a, что позволяет концу 150b проникающей пресс–формы 106b проходить поперек пути движения проникающей пресс–формы 106a.
Формирующие пресс–формы 108 имеют форму, выполненную по форме с возможностью вмещать форму проникающих пресс–форм 106, размещенных между ними. Таким образом, формирующая пресс–форма 108a соответствует поверхности заготовки 20, охваченной сегментами желобка 41 и 42 и витком 43. Эта формирующая пресс–форма 108a короче формирующей пресс–формы 108b и соответствует поверхности заготовки 20, открытой на конце для введения 22.
В представленном ниже описании группа из четырех элементов пресса может повторяться четыре раза для получения четырех «лепестков» по окружности заготовки тампона. Альтернативно могут быть три набора по четыре пресс–формы пресса для формирования трех «лепестков» по окружности заготовки тампона.
В данном способе по существу цилиндрическую заготовку тампона 200 вставляют в полость пресса 102 в открытом положении, как показано на Фиг. 5 (вид в сечении пресса, изображенного на Фиг. 3A, и тампона в непосредственной близости к прорези 152 в первой проникающей пресс–форме 106a, если смотреть со стороны внутренней части пресса в направлении к концу пресса, соответствующего концу для введения тампона, показанного на Фиг. 1), после чего выполняется этап начального сжатия. На этом этапе начального сжатия по меньшей мере проникающие пресс–формы 106 перемещаются в полость пресса 102 в закрытом положении проникающей пресс–формы с просветом r (см. Фиг. 7) от оси пресса 104, который меньше заданного итогового диаметра, как показано на Фиг. 6 и подробно показано на Фиг. 7 и 8. В результате части смежных проникающих пресс–форм, которые формируют виток, проходят через то же пространство в прессе. Как показано на Фиг. 8, этого можно добиться путем формирования прорези 152 в первых проникающих пресс–формах 106a, чтобы позволить вторым проникающим пресс–формам 106b проходить поперек в закрытом положении проникающей пресс–формы. На этом этапе начального сжатия формируется сжатая волокнистая сердцевина тампона и обеспечивается устойчивость к вертикальному сжатию для простого введения без необходимости в аппликаторе тампона, известного в данной области как пальцевое введение.
В одном варианте осуществления на Фиг. 9 (сечение пресса в непосредственной близости к центру полости пресса) и на Фиг. 10 (вид с торца пресса) представлен второй этап сжатия, на котором к по существу продольным ребрам преформы применяется радиальное давление, направленное к центральной оси пресса для получения сжатой заготовки тампона уменьшенного относительно преформы диаметра. На этом этапе проникающие пресс–формы 106 втягивают, обеспечивая просвет от оси пресса, достаточный для обеспечения продвижения формирующих пресс–форм 108 в направлении к оси пресса за проникающими пресс–формами. Затем комплект формирующих пресс–форм перемещается в закрытое положение формирующей пресс–формы. Сжатая заготовка тампона может быть вытолкнута из полости пресса 102 с использованием формирующих пресс–форм 108, обеспечивая по существу плавное направление сжатой заготовки тампона для обеспечения удаления сжатой заготовки тампона из пресса и проталкивания одного конца сжатой заготовки тампона с помощью толкателя 110 (см. Фиг. 11).
Затем тампону можно придать окончательную форму и упаковать. Например, конец для введения может быть образован с полукруглой или эллиптической формой купола и тампон может быть заключен в первичный упаковочный материал, который также поддерживает итоговую форму тампона.
Более подробно, пресс для тампона 100, изображенный на Фиг. 3 и 4, включает в себя кулачок 120, узлы проникающей пресс–формы 130 и узлы формирующей пресс–формы 140. Кулачок 120 имеет по существу круглую форму и включает в себя пазы 122, направляющие узлы пресс–формы 130 и 140 в полость пресса 102 и из нее в процессе поворота кулачка вокруг оси пресса 104. Каждый узел проникающей пресс–формы 130 включает в себя пару салазок (пример салазок 132 представлен на одной стороне кулачка 120; другие салазки (не показаны) расположены на противоположной стороне кулачка 120) и проникающую пресс–форму 106. Каждый узел формирующей пресс–формы 140 включает в себя пару салазок (пример салазок 142 представлен на одной стороне кулачка 120; другие салазки (не показаны) расположены на противоположной стороне кулачка 120) и формирующую пресс–форму 108. Альтернативно можно использовать множество кулачков 120a и 120b для обеспечения большей изменчивости контроля перемещения пресс–форм, например, один кулачок может управлять проникающими пресс–формами 106, а другой кулачок может управлять формирующими пресс–формами.
При выталкивании из пресса 100 сжатая заготовка 20 является по существу цилиндрической, как показано на Фиг. 12. Сжатые сегменты желобка проходят по существу от конца для введения 22 до конца для извлечения 24. Сжатые сегменты желобка 50, проходящие от витка 43 к концу для введения 22 заготовки, будут по существу реструктурированы в процессе формирования купола, упомянутом выше, и по существу устранены, как для целей эстетики, так и для целей функциональности. Этому способствует отсутствие покрытия 25 в участке купола 23.
В альтернативном варианте осуществления, в особенности в случае использования множества кулачков для управления процессом проникающие губки 106a и 106b могут продвигаться по отдельности. Например, проникающая губка 106b может быть продвинута в закрытое положение, извлечена достаточно, чтобы не препятствовать полному продвижению проникающей губки 106b в направлении к оси пресса 104 в закрытое положение. Это позволяет устранить потребность в прорези 152 в проникающей губке 106a, так как двум проникающим губкам не нужно занимать одно и то же пространство в одно и то же время. Кроме того, как описано в варианте осуществления ниже, это может позволить проникающим губкам 106a оставаться в контакте со сжатой заготовкой тампона 20 в процессе выталкивания из пресса.
Хотя в вышеизложенном подробном описании вариантов осуществления описаны тампоны, имеющие четыре формы желобка, полученные из восьми пересекающихся сегментов желобка, будет понятно, что количество форм желобка и/или сегментов желобка может при необходимости варьироваться. Возможно использовать четное или нечетное количество форм желобка и/или сегментов желобка. Потребуется соответствующее количество проникающих пресс–форм в отличие от шестнадцати проникающих пресс–форм, описанных в отношении Фиг. 3–12 выше.
В прессе для тампона настоящего изобретения, пресс–формы пресса, изображенные на Фиг. 4–11 пересматриваются, как описано ниже.
Проникающие пресс–формы 106’ пресса формируют попарно, первая проникающая пресс–форма 106a’ имеет прессующую поверхность 107’ и форму, соответствующую сегменту желобка 41’, а вторая проникающая пресс–форма 106b’ имеет форму, соответствующую сегменту желобка 42’ (с Фиг. 2). Аналогично пресс–формам, изображенным на Фиг. 4, на Фиг. 13 показано, что один конец 150a’ первой проникающей пресс–формы 106a’ проходит за соответствующим концом 150b’ второй проникающей пресс–формы 106b’. Фактически конец 150b’ второй проникающей пресс–формы 106b’ изгибается в направлении к первой проникающей пресс–форме 106a’, чтобы сформировать виток 43’ на поверхности заготовки тампона 20’ (как показано на Фиг.2) в непосредственной близости к концу для введения 22’. В этом варианте осуществления конец 150a’ первой проникающей пресс–формы 106a’ соответствует концу для введения 22’ заготовки тампона 20’, изображенного на Фиг. 2. Кроме того, противоположный конец 150b” второй проникающей пресс–формы 106b’ проходит за соответствующим концом 150a” первой проникающей пресс–формы 106a’. Она также изгибается с образованием витка 43’ вблизи основания 24’ заготовки 20’ тампона.
Опять же, виток 43’ отдельной формы 40’ желобка образуется путем пересечения между сегментами 41’ и 42’ желобка (см. Фиг. 2). Для образования формы 40’ желобка проникающие пресс–формы 106a’ и 106b’ перемещаются по пути, пересекающемуся в процессе сжатия заготовки тампона (аналогично показанному на Фиг. 6 для предшествующего уровня техники) для формирования заготовки. Таким образом, проникающая пресс–форма 106a’ имеет прорезь 152’ прессующей поверхности, образованную (см. Фиг. 13–15) в непосредственной близости к, но при этом на некотором удалении от конца 150a’, что позволяет концу 150b’ проникающей пресс–формы 106b’ проходить поперек пути движения проникающей пресс–формы 106a’. Кроме того, проникающая пресс–форма 106b’ имеет концевую прорезь 153b’, совпадающую с соответствующей прорезью 152a’ прессующей поверхности, как показано на Фиг. 14 и более подробно на Фиг. 15. Эта конструкция повторяется на других концах 150a” и 150b” проникающих пресс–форм 106a’ и 106b’.
Опять же, формирующие пресс–формы 108’ имеют форму, выполненную по форме с возможностью вмещать форму проникающих пресс–форм 106’, размещенных между ними. Таким образом, формирующая пресс–форма 108a’ соответствует поверхности заготовки 20 за пределами сегментов 41’ и 42’ желобка и витков 43’ в тампоне, изображенном на Фиг. 2. Данная формирующая пресс–форма 108a’ длиннее формирующей пресс–формы 108b’, которая соответствует поверхности заготовки 20, содержащейся в сегментах 41’ и 42’ желобка и витках 43’ в тампоне, изображенном на Фиг. 2.
Как показано на Фиг. 16, добавление концевых прорезей позволяет глубине «D» прорезей 152’ прессующей поверхности обеспечить глубокое проникновение всей прессующей поверхности проникающих пресс–форм 106 (по меньшей мере на 3 мм) в диаметр готового тампона. Это позволяет смежным проникающим пресс–формам полностью «заправлять» волокнистый материал заготовки тампона под внешнюю поверхность 160 готового тампона.
Представленное выше описание и варианты осуществления предназначены для более полного и не имеющего ограничительного характера понимания изобретения, описанного в настоящем документе. Так как возможны различные изменения и варианты осуществления изобретения без отступления от его сущности и объема, суть настоящего изобретения отражена в прилагаемой ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАМПОН С НЕПРЕРЫВНЫМИ ФОРМАМИ ЖЕЛОБКА | 2013 |
|
RU2639621C2 |
| ТАМПОН С ВЫТЯНУТЫМИ ФОРМАМИ ЖЕЛОБКА | 2013 |
|
RU2633227C2 |
| ТАМПОНЫ С ПРОНИКАЮЩИМИ СЕГМЕНТАМИ ЖЕЛОБКА | 2013 |
|
RU2665433C2 |
| ТАМПОН ДЛЯ ЖЕНСКОЙ ГИГИЕНЫ | 2019 |
|
RU2808085C2 |
| ПРЕСС ДЛЯ ПРОИЗВОДСТВА ТАМПОНОВ И ФИГУРНЫЙ ТАМПОН | 2020 |
|
RU2833574C1 |
| ТАМПОН С СЕГМЕНТИРОВАННЫМИ ЖЕЛОБКАМИ | 2010 |
|
RU2538924C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ МЕНСТРУАЛЬНОГО ТАМПОНА | 2020 |
|
RU2833464C1 |
| ПОГЛОЩАЮЩИЙ ТАМПОН, ОБЕСПЕЧИВАЮЩИЙ ВОЗМОЖНОСТЬ ВСТАВКИ ПАЛЬЦАМИ БЕЗ ПАЧКАНИЯ | 2004 |
|
RU2370251C2 |
| ИНТРАВАГИНАЛЬНОЕ УСТРОЙСТВО С ПЛАСТИНАМИ ДЛЯ ПЕРЕНОСА ТЕКУЧИХ СРЕД | 2006 |
|
RU2408346C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТАМПОНА ДЛЯ ЖЕНСКОЙ ГИГИЕНЫ | 2015 |
|
RU2696392C2 |
Устройство для изготовления интравагинального тампона для женской гигиены включает в себя пресс для тампона, имеющий множество удлиненных пресс–форм, размещенных вокруг центральной оси пресса с образованием полости пресса, и цилиндрический носитель, имеющий диаметр меньше заданного итогового диаметра. Удлиненные пресс–формы пресса включают в себя множество продольных проникающих пресс–форм, каждая из которых имеет прорезь прессующей поверхности, расположенную в непосредственной близости к ее первому концу, и концевую прорезь, расположенную на краю, перпендикулярном прессующей поверхности на противоположном втором конце, которая взаимодействует с соответствующими прорезями в смежной проникающей пресс–форме. 4 з.п. ф-лы, 17 ил. 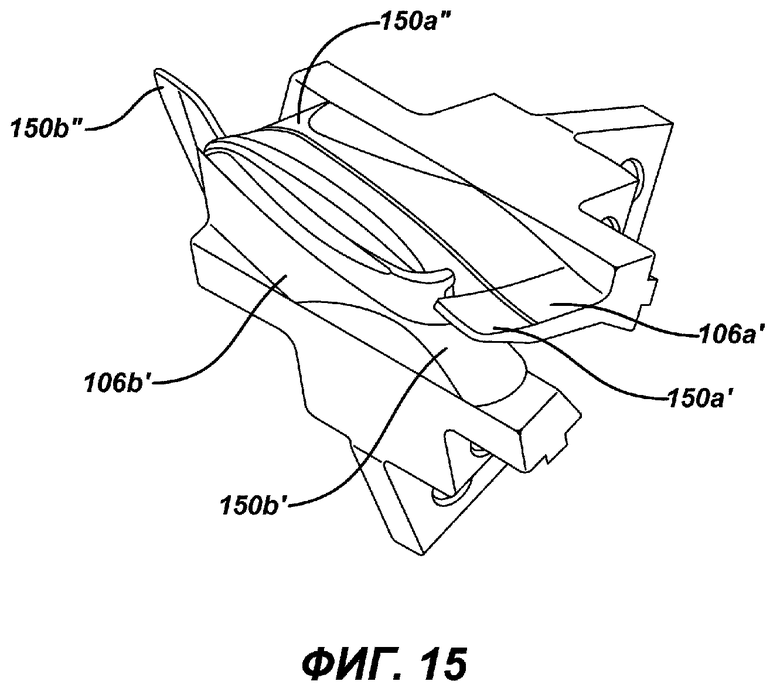
1. Устройство для производства интравагинального тампона для женской гигиены, содержащее:
a) пресс для тампона, имеющий центральную ось пресса и содержащий:
i) удлиненные пресс–формы пресса, размещенные вокруг центральной оси пресса с образованием полости пресса, причем удлиненные пресс–формы пресса содержат продольные проникающие пресс–формы, имеющие прессующие поверхности, соответствующие продольным сегментам желобка в требуемой сжатой заготовке тампона, включая по меньшей мере одну первую проникающую пресс–форму, имеющую прессующую форму, соответствующую требуемой форме первого сегмента желобка, и по меньшей мере одну вторую проникающую пресс–форму, имеющую прессующую поверхность, соответствующую форме второго сегмента желобка, причем комбинация форм первого сегмента желобка и второго сегмента желобка образует форму желобка на тампоне, образованном в прессе, и прессующая поверхность первой проникающей пресс–формы проходит продольно за прессующую поверхность второй проникающей пресс–формы к концу полости пресса:
A) причем по меньшей мере одна первая проникающая пресс–форма имеет прорезь прессующей поверхности, расположенную вблизи к ее первому концу, и концевую прорезь, расположенную на краю, перпендикулярном прессующей поверхности на противоположном втором конце, и причем по меньшей мере одна вторая проникающая пресс–форма имеет прорезь прессующей поверхности, расположенную вблизи ее второго конца, соответствующую и смежную со вторым концом по меньшей мере одной первой проникающей пресс–формы, и концевую прорезь, расположенную на краю, перпендикулярном прессующей поверхности на ее противоположном первом конце, соответствующую и смежную с первым концом по меньшей мере одной первой проникающей пресс–формы; и
B) посредством чего первая и вторая проникающие пресс–формы могут проходить через одно и то же пространство в прессе, образуя форму желобка; и
ii) механизм управления для управления перемещением удлиненных пресс–форм вовнутрь полости пресса и из нее; и
b) цилиндрический носитель, имеющий диаметр меньше заданного итогового диаметра.
2. Устройство по п. 1, в котором продольные проникающие пресс–формы содержат по меньшей мере две пары из первой и второй проникающих пресс–форм.
3. Устройство по п. 1, дополнительно содержащее формирующую пресс–форму, имеющую диаметр выходного отверстия меньше заданного итогового диаметра, причем формирующая пресс–форма размещена коаксиально с полостью пресса и смежна с отверстием выталкивания в прессе.
4. Устройство по п. 1, дополнительно содержащее средства для окончательной обработки одного конца сжатой заготовки тампона.
5. Устройство по п. 1, в котором первая и вторая проникающие пресс–формы расположены и выполнены с возможностью перемещения в прессе последовательно, и вторая проникающая пресс–форма перемещается в положение своего максимального проникновения в прессе и выходит из этого положения до перемещения первой проникающей пресс–формы в положение своего максимального проникновения в прессе.
| Автоклав для производства изделий из ячеистого бетона | 2019 |
|
RU2712596C1 |
| НАПОЛНИТЕЛЬ ДЛЯ ШИН НА ОСНОВЕ АКРИЛОВЫХ ГИДРОГЕЛЕЙ | 2016 |
|
RU2712594C2 |
| ГЕРБИЦИДНАЯ СУСПЕНЗИЯ НА ОСНОВЕ ВОДЫ | 2006 |
|
RU2404584C2 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ТАМПОНА | 2010 |
|
RU2524007C2 |

