Настоящее изобретение относится к генерирующим аэрозоль системам, таким как удерживаемые рукой электрические курительные системы. В частности, настоящее изобретение относится к нагревательным узлам для электрических генерирующих аэрозоль систем, в которых образующий аэрозоль субстрат является жидким и подвергается испарению.
Известны удерживаемые рукой электрические генерирующие аэрозоль системы, которые состоят из части в виде устройства, содержащей батарею и электронную схему управления, и картриджной части, содержащей запас образующего аэрозоль субстрата, удерживаемого в части для хранения жидкости, и электрический нагревательный узел, действующий как испаритель. Картридж, содержащий как источник образующего аэрозоль субстрата, удерживаемого в части для хранения жидкости, так и испаритель, иногда называют «картомайзером». Нагревательный узел может содержать проницаемый для текучей среды нагревательный элемент, который находится в контакте с капиллярной средой, такой как удлиненный фитиль, смоченный в жидком образующем аэрозоль субстрате, удерживаемом в части для хранения жидкости. Картриджная часть обычно содержит не только источник образующего аэрозоль субстрата и электрический нагревательнй узел, но также и мундштук, на котором при использовании пользователь осуществляет всасывание для втягивания аэрозоля в свой рот.
Нагревательный узел с проницаемым для текучей среды нагревательным элементом может иметь хрупкую структуру. Компоненты нагревательного узла могут легко смещаться во время транспортировки, упаковывания и использования. Изготовление картриджа с таким нагревательным узлом может быть затруднительным.
Было бы желательно создать такой усовершенствованный нагревательный узел для генерирующей аэрозоль системы, который обеспечивал бы возможность более простого изготовления при более низких затратах, а также обеспечивал бы более жесткую структуру для предотвращения смещения компонентов нагревательного узла.
Согласно первому аспекту настоящего изобретения, предложен проницаемый для текучей среды нагревательный узел для генерирующей аэрозоль системы, содержащий: крышку, содержащую полый корпус и первым и вторым отверстиями крышки, причем первое отверстие крышки противоположно второму отверстию крышки; и по существу плоский, электропроводный и проницаемый для текучей среды нагревательный элемент, выполненный с возможностью испарения образующего аэрозоль субстрата и установленный на указанной крышке таким образом, что указанный нагревательный элемент проходит поперек первого отверстия крышки.
Решение, предложенное в настоящей заявке, состоит в закреплении крышки с полым корпусом на нагревательном элементе для повышения стабильности нагревательного элемента и для обеспечения ориентирования капиллярной среды, которая может быть размещена в полом корпусе крышки. Благодаря использованию крышки, обеспечивается возможность упрощения изготовления нагревательного узла и возможность повышения жесткости нагревательного узла.
Еще одна задача нагревательного узла согласно настоящему изобретению может состоять в закрывании заправленного картриджа. Идея состоит в предварительной сборке всех частей нагревательного узла и последующем манипулировании полученным монолитным компонентом для облегчения закрывания картриджа.
В контексте данного документа термин «по существу плоский» означает: изначально образованный в одной плоскости и не обернутый вокруг или иным образом не приведенный в соответствие с криволинейной или иной неплоской формой. В контексте данного документа термин «электропроводный» означает: образованный из материала с удельным сопротивлением 1×10-4 Ом·метр или менее. В контексте данного документа термин «электроизоляционный» означает: образованный из материала с удельным сопротивлением 1×104 Ом·метр или более. В контексте данного документа термин «проницаемый для текучей среды» применительно к нагревательному узлу означает, что образующий аэрозоль субстрат в газообразной фазе и, возможно, в жидкой фазе способен легко проходить через нагревательный элемент нагревательного узла.
Нагревательный узел содержит крышку, образованную из материала с высокой температурой термического разложения, способного выдерживать резкие изменения температуры. Нагревательный элемент поддерживается на крышке. Предпочтительно, крышка отформована из пластмассовых гранул. Пластмассовые гранулы изготовлены из полиэфирэфиркетона (РЕЕК), жидкокристаллических полимеров (LCP) или любого другого полимерного материала. Предпочтительно, материал крышки подвергнут накладному формованию на нижней стороне нагревательного элемента. Более предпочтительно, крышка изготовлена из материала VICTREX PEEK путем накладного формования на сетчатой полосе. Внутренняя сторона нагревательного элемента ориентирована в направлении первого отверстия крышки. Накладное формование крышки на нижней стороне нагревательного элемента является предпочтительным, поскольку не требуется дополнительный крепежный материал, такой как зажимы, для фиксации нагревательного элемента на крышке.
Предпочтительно, крышка имеет размер, достаточный для того, чтобы часть для хранения жидкости была удалена от нагревательного элемента на расстояние по меньшей мере 1,5 миллиметра, предпочтительно от 3 миллиметров до 6 миллиметров, с целью обеспечения достаточного падения температуры на крышке. Предпочтительно, в таком варианте осуществления часть для хранения жидкости может быть изготовлена из более экономичного материала с более низкой температурой термического разложения, например такого, как полиэтилен или полипропилен.
Нагревательный узел дополнительно содержит по существу плоский нагревательный элемент, что обеспечивает возможность простого изготовления. В геометрическом смысле термин «по существу плоский» применительно к электропроводному нагревательному элементу используется для обозначения электропроводной структуры из нитей, которая выполнена в форме по существу двумерного топологического объекта. Таким образом, по существу плоский электропроводный нагревательный элемент проходит в двух направлениях вдоль поверхности на значительно большее расстояние, чем в третьем направлении. В частности, размеры по существу плоского электропроводного нагревательного элемента в двух измерениях в пределах поверхности составляют по меньшей мере в 5 раз больше, чем в третьем направлении, проходящем по нормали к указанной поверхности. Пример по существу плоского нагревательного элемента представляет собой структуру между двумя по существу параллельными воображаемыми поверхностями, у которой расстояние между этими двумя воображаемыми поверхностями существенно меньше, чем ее протяженность в пределах этих поверхностей. В некоторых вариантах осуществления по существу плоский нагревательный элемент является планарным. В других вариантах осуществления по существу плоский нагревательный элемент изогнут вдоль одного или более измерений, например, с образованием куполообразной формы или мостовой формы.
Термин «нить» используется по всему настоящему описанию для обозначения электрической дорожки, расположенной между двумя электрическими контактами. Нить может произвольным образом разветвляться и расходиться на несколько дорожек или нитей соответственно, или несколько электрических дорожек могут сходиться в одну дорожку. Форма поперечного сечения нити может быть круглой, квадратной, плоской или любой другой. Нить может быть расположена прямолинейным или криволинейным образом.
Термин «нагревательный элемент» используется по всему настоящему описанию для обозначения компоновки из одной или, предпочтительно, из множества нитей. Нагревательный элемент может представлять собой матрицу из нитей, расположенных, например, параллельно друг другу. Нагревательный элемент является проницаемым для текучей среды. Нагревательный элемент может быть вырезан таким образом, чтобы были образованы открытые области при установке нагревательного элемента поперек первого отверстия крышки. Предпочтительно, указанные открытые области изготавливают путем вырезания косых щелевых окон в каждой стороне нагревательного элемента. Предпочтительно, нити могут образовывать сетку. Сетка может быть тканой или нетканой. Сетка может быть образована с использованием разных типов плетеных или решетчатых структур. В качестве альтернативы, электропроводный нагревательный элемент состоит из матрицы нитей, расположенных параллельно друг другу. Сетка, матрица или полотно из электропроводных нитей могут также характеризоваться своей способностью к удержанию жидкости.
В предпочтительном варианте осуществления по существу плоский нагревательный элемент может быть изготовлен из проволоки, которая выполнена в виде проволочной сетки. Предпочтительно, указанная сетка имеет структуру с полотняным переплетением. Предпочтительно, нагревательный элемент представляет собой проволочную решетку, изготовленную из сетчатой полосы.
Электропроводные нити способны образовывать пустоты между нитями, и эти пустоты могут иметь ширину от 10 микрометров до 100 микрометров. Предпочтительно, указанные нити создают капиллярный эффект в указанных пустотах таким образом, что при использовании подлежащая испарению жидкость втягивается в указанные пустоты, увеличивая площадь контакта между нагревательным элементом и жидким образующим аэрозоль субстратом.
Электропроводные нити могут образовывать сетку с плотностью от 60 до 240 нитей на сантиметр (+/- 10 процентов). Предпочтительно, плотность сетки составляет от 100 до 140 нитей на сантиметр (+/- 10 процентов). Более предпочтительно, плотность сетки составляет приблизительно 115 нитей на сантиметр. Ширина указанных пустот может составлять от 100 микрометров до 25 микрометров, предпочтительно от 80 микрометров до 70 микрометров, более предпочтительно приблизительно 74 микрометра. Процентная доля открытой площади сетки, которая представляет собой отношение площади указанных пустот к общей площади сетки, может составлять от 40 процентов до 90 процентов, предпочтительно от 85 процентов до 80 процентов, более предпочтительно приблизительно 82 процента. По всему настоящему описанию плотность такой сетки именуется «первой площадью сетки».
В дополнение, сетка может иметь одну или более секций с повышенной плотностью сетки, именуемой «второй плотностью сетки», в которых промежутки между нитями имеют размер менее 5 микрометров, предпочтительно менее 2 микрометров, и более предпочтительно приблизительно 1 микрометр. Указанные одна или более секций сетки с повышенной плотностью сетки именуются «плотными областями» по всему настоящему описанию.
Электропроводящие нити могут иметь диаметр от 8 микрометров до 100 микрометров, предпочтительно от 10 микрометров до 50 микрометров, более предпочтительно от 12 микрометров до 25 микрометров. Нити могут иметь круглое поперечное сечение, или они могут иметь сплющенное поперечное сечение.
Площадь сетки, матрицы или полотна из электропроводных нитей может быть малой, например не более чем 50 квадратных миллиметров, предпочтительно не более чем 25 квадратных миллиметров, более предпочтительно приблизительно 15 квадратных миллиметров. Размер выбирают таким образом, чтобы включить нагревательный элемент в удерживаемую рукой систему. Благодаря тому, что сетка, матрица или полотно из электропроводных нитей выполнены с размером, составляющим не более чем 50 квадратных миллиметров, снижается общее количество мощности, требующейся для нагрева указанных сетки, матрицы или полотна из электропроводных нитей, при одновременном обеспечении достаточного контакта указанных сетки, матрицы или полотна из электропроводных нитей с жидким образующим аэрозоль субстратом. Указанные сетка, матрица или полотно из электропроводных нитей могут быть, например, прямоугольными, и иметь длину от 2 миллиметров до 10 миллиметров и ширину от 2 миллиметров до 10 миллиметров. Предпочтительно, сетка имеет размеры приблизительно 5 миллиметров на 3 миллиметра. Сетка или матрица из электропроводных нитей может занимать от 30 процентов до 90 процентов площади открытой области первого отверстия крышки, поперек которого проходит нагревательный элемент. Предпочтительно, сетка или матрица из электропроводных нитей занимает от 50 процентов до 70 процентов открытой области первого отверстия крышки. Более предпочтительно, сетка или матрица из электропроводных нитей занимает от 55 процентов до 65 процентов открытой области первого отверстия крышки.
Нити нагревательного элемента могут быть образованы из любого материала с подходящими электрическими свойствами. Подходящие материалы включают в себя, но без ограничения: полупроводники, такие как легированная керамика, электрически «проводящая» керамика (например такая, как дисилицид молибдена), углерод, графит, металлы, сплавы металлов и композитные материалы, изготовленные из керамического материала и металлического материала. Такие композитные материалы могут содержать легированную или нелегированную керамику. Примеры подходящей легированной керамики включают в себя легированные карбиды кремния. Примеры подходящих металлов включают в себя титан, цирконий, тантал и металлы из платиновой группы.
Примеры подходящих металлических сплавов включают в себя нержавеющую сталь, константан, никель-, кобальт-, хром-, алюминий-, титан-, цирконий-, гафний-, ниобий-, молибден-, тантал-, вольфрам-, олово-, галлий-, марганец- и железосодержащие сплавы, а также суперсплавы на основе никеля, железа, кобальта, нержавеющей стали, Timetal®, сплавы на основе железа и алюминия и сплавы на основе железа, марганца и алюминия. Timetal® представляет собой зарегистрированную торговую марку компании Titanium Metals Corporation. Нити могут быть покрыты одним или более изоляторами. Предпочтительные материалы для электропроводных нитей представляют собой нержавеющую сталь и графит, более предпочтительно нержавеющую сталь серии 300, такую как AISI 304, 316, 304L, 316L. В дополнение, электропроводный нагревательный элемент может содержать комбинации вышеуказанных материалов. Комбинация материалов может также использоваться для улучшения регулирования сопротивления по существу плоского нагревательного элемента. Например, материалы с высоким собственным сопротивлением могут комбинироваться с материалами с низким собственным сопротивлением. Это может быть полезным в случае, если один из материалов является более предпочтительным с других точек зрения, например вследствие стоимости, обрабатываемости или других физических и химических параметров. По существу плоская ниточная структура с повышенным сопротивлением обеспечивает преимущество, состоящее в снижении паразитных потерь. Нагреватели с высоким удельным сопротивлением обеспечивают преимущество, состоящее в возможности более эффективного использования энергии батареи.
Предпочтительно, нити изготовлены из проволоки. Более предпочтительно, нити изготовлены из металла, наиболее предпочтительно из нержавеющей стали.
Электрическое сопротивление указанных сетки, матрицы или полотна из электропроводных нитей нагревательного элемента может составлять от 0,3 Ома до 4 Ом. Предпочтительно, электрическое сопротивление составляет не ниже 0,5 Ома. Более предпочтительно, электрическое сопротивление указанных сетки, матрицы или полотна из электропроводных нитей составляет от 0,6 Ома до 0,8 Ома, наиболее предпочтительно приблизительно 0,68 Ома. Электрическое сопротивление указанных сетки, матрицы или полотна из электропроводных нитей предпочтительно составляет по меньшей мере на порядок величины, более предпочтительно по меньшей мере на два порядка величины выше, чем электрическое сопротивление электропроводных контактных областей. Таким образом обеспечивается локализация тепла, генерируемого в результате прохождения тока через нагревательный элемент, на сетке или матрице из электропроводных нитей. Предпочтительно, нагревательный элемент имеет низкое общее сопротивление, если система получает питание от батареи. Система с низким сопротивлением и высоким током обеспечивает возможность доставки высокой мощности на нагревательный элемент. Таким образом обеспечивается возможность быстрого нагрева нагревательным элементом электропроводных нитей до необходимой температуры.
Полый корпус крышки может быть выполнен с возможностью удержания капиллярной среды. Предпочтительно, нагревательный узел содержит элемент из базового материала, изготовленный из капиллярной среды для удержания жидкого образующего аэрозоль субстрата. По меньшей мере участок элемента из базового материала может быть расположен в указанном полом корпусе между первым и вторым отверстиями крышки.
Предпочтительно, крышка и элемент из базового материала могут быть выполнены с таким размерами, чтобы они имели поперечное сечение приблизительно одинакового размера. В контексте данного документа выражение «приблизительно одинаковый размер» означает, что площадь поперечного сечения крышки, имеющей первое отверстие крышки, может быть меньше или больше, чем у капиллярного материала, на величину до 30 процентов. Форма внутреннего пространства полого корпуса крышки также может быть сходна с формой капиллярного материала, так что указанные узел и материал по существу перекрываются. Предпочтительно, элемент из базового материала имеет по существу такие же размер и форму, что и внутреннее пространство полого корпуса. Предпочтительно, внутреннее пространство полого корпуса имеет по существу цилиндрическую форму. Объем внутреннего пространства полого корпуса может составлять от 50 кубических миллиметров до 500 кубических миллиметров, предпочтительно от 100 кубических миллиметров до 250 кубических миллиметров, более предпочтительно приблизительно 150 кубических миллиметров.
Элемент из базового материала может быть выполнен по меньшей мере частично в контакте с нагревательным элементом. Если указанные узел и материал имеют по существу сходные размер и форму, обеспечивается возможность упрощения изготовления и возможность повышения надежности процесса изготовления.
Предпочтительно, нагревательный узел содержит элемент из материала для переноса, изготовленный из капиллярной среды для переноса жидкого образующего аэрозоль субстрата от элемента из базового материала к нагревательному элементу. Элемент из материала для переноса может быть выполнен в контакте с нагревательным элементом. Предпочтительно, элемент из материала для переноса расположен между нагревательным элементом и элементом из базового материала. В этом случае базовый материал не находится в непосредственном контакте с нагревательным элементом.
Элемент из материала для переноса может быть изготовлен из материала, способного обеспечивать нахождение жидкого образующего аэрозоль субстрата в контакте по меньшей мере с участком поверхности нагревательного элемента, проходящей поперек первого отверстия крышки. Элемент из материала для переноса может находиться в контакте с электропроводными нитями. Элемент из материала для переноса может проходить внутрь пустот между нитями. Нагревательный элемент может втягивать жидкий образующий аэрозоль субстрат внутрь указанных пустот за счет капиллярного действия. Предпочтительно, элемент из материала для переноса может находиться в контакте с электропроводными нитями по существу на всем протяжении открытой области первого отверстия крышки.
Капиллярный материал представляет собой материал, который активно переносит жидкость от одного конца материала к другому. Капиллярный материал может быть ориентирован, прямым или непрямым образом, через другую капиллярную среду, находящуюся в контакте с частью для хранения жидкости, чтобы переносить жидкий образующий аэрозоль субстрат в направлении нагревательного элемента.
Капиллярный материал может содержать более чем два капиллярных материала, в том числе один или более слоев капиллярного материала, находящихся в непосредственном контакте с указанными сеткой, матрицей или полотном из электропроводных нитей нагревательного узла с целью содействия генерированию аэрозоля.
Капиллярный материал может иметь волоконную или губчатую структуру. Капиллярный материал предпочтительно содержит пучок капилляров. Например, капиллярный материал может содержать множество волокон или нитей или других трубок с тонкими каналами. Указанные волокна или нити могут быть в целом выровнены для переноса жидкого образующего аэрозоль субстрата в направлении нагревательного элемента. В качестве альтернативы, капиллярный материал может содержать губкообразный или пенообразный материал. Структура капиллярного материала образует множество тонких каналов или трубок, через которые обеспечивается возможность переноса жидкого образующего аэрозоль субстрата за счет капиллярного действия. Капиллярный материал может содержать любой подходящий материал или комбинацию материалов. Примерами подходящих материалов являются губчатый или вспененный материал, материалы на основе керамики или графита в виде волокон или спеченных порошков, вспененный металлический или пластмассовый материал, волоконный материал, выполненный, например, из крученых или экструдированных волокон, таких как ацетилцеллюлозные, сложнополиэфирные или связанные полиолефиновые, полиэтиленовые, териленовые или полипропиленовые волокна, нейлоновые волокна или керамика. Капиллярный материал может иметь любые подходящие капиллярность и пористость для его использования с жидкостями, имеющими разные физические свойства. Жидкий образующий аэрозоль субстрат имеет такие физические свойства, в том числе, но без ограничения, вязкость, поверхностное натяжение, плотность, теплопроводность, температуру кипения и давление пара, которые обеспечивают возможность переноса жидкого образующего аэрозоль субстрата через капиллярную среду за счет капиллярного действия.
По меньшей мере один из капиллярных материалов может иметь достаточный объем с целью обеспечения наличия минимального количества жидкого образующего аэрозоль субстрата в указанном капиллярном материале для предотвращения «сухого нагрева», который происходит в случае подачи недостаточного количества жидкого образующего аэрозоль субстрата на капиллярный материал, находящийся в контакте с сеткой, матрицей или полотном из электропроводных нитей. Возможно обеспечение минимального объема указанного капиллярного материала с целью обеспечения возможности осуществления 20-40 затяжек пользователем. Средний объем жидкого образующего аэрозоль субстрата, испаряемый во время затяжки длительностью от 1 до 4 секунд, обычно составляет от 1 до 4 миллиграмм жидкого образующего аэрозоль субстрата. Таким образом, путем обеспечения по меньшей мере одного капиллярного материала, имеющего объем, рассчитанный на удержание от 20 до 160 миллиграмм жидкого образующего аэрозоль субстрата, обеспечивается возможность предотвращения сухого нагрева.
Крышка может заключать в себе два или более разных капиллярных материалов, причем элемент из материала для переноса, находящийся в контакте с нагревательным элементом, может иметь более высокую температуру термического разложения, и элемент из базового материала, находящийся в контакте с элементом из материала для переноса, но не находящийся в контакте с нагревательным элементом, может иметь более низкую температуру термического разложения. Элемент из материала для переноса эффективно действует как разделитель, отделяющий нагревательный элемент от элемента из базового материала, так что элемент из базового материала не подвергается воздействию температур, превышающих его температуру термического разложения. В контексте данного документа термин «температура термического разложения» означает температуру, при которой материал начинает разлагаться и терять массу в результате генерирования газообразных побочных продуктов. Элемент из базового материала предпочтительно может занимать больший объем, чем элемент из материала для переноса, и он может удерживать большее количество образующего аэрозоль субстрата, чем элемент из материала для переноса. Элемент из базового материала может иметь улучшенные впитывающие свойства по сравнению с элементом из материала для переноса. Элемент из базового материала может быть дешевле, чем элемент из материала для переноса. Элемент из базового материала может представлять собой полипропилен.
Элемент из материала для переноса может отделять нагревательный элемент от элемента из базового материала таким образом, чтобы расстояние между ними составляло по меньшей мере 0,5 миллиметра, предпочтительно от 0,5 миллиметра до 2 миллиметров, и более предпочтительно приблизительно 0,75 миллиметра, с целью обеспечения достаточного падения температуры на элементе из материала для переноса.
Предпочтительно, крышка содержит держатель с отверстием держателя. Держатель может представлять собой планарный диск, закрывающий по меньшей мере первое отверстие крышки и имеющий толщину от 0,25 миллиметра до 5 миллиметров, предпочтительно от 0,5 миллиметра до 2,5 миллиметра, и более предпочтительно приблизительно 0,8 миллиметра. Отверстие держателя может иметь размер от 10 квадратных миллиметров до 50 квадратных миллиметров, предпочтительно от 20 квадратных миллиметров до 30 квадратных миллиметров, и более предпочтительно приблизительно 25 квадратных миллиметров. Держатель может закрывать первое отверстие крышки таким образом, чтобы отверстие держателя совпадало по меньшей мере с участком первого отверстия крышки. Нагревательный элемент может быть установлен на держателе. Поверхность держателя находится в контакте с нагревательным элементом и образует контактную область, которая увеличивает общую контактную область по сравнению с крышкой без держателя. Держатель уменьшает размер первого отверстия крышки до размера отверстия держателя. Благодаря увеличению поверхности контакта между держателем и нагревательным элементом, обеспечивается возможность повышения жесткости нагревательного узла и возможность облегчения его сборки. Предпочтительно, крышка, включая держатель, выполнена путем накладного формования на нижней стороне нагревательного элемента.
Предпочтительно, крышка образована как единое целое. Крышка, образованная как единое целое, может содержать держатель.
Предпочтительно, элемент из материала для переноса расположен в отверстии держателя. Предпочтительно, элемент из материала для переноса имеет по существу такие же размер и форму, что и отверстие держателя.
Предпочтительно, крышка содержит по меньшей мере одну стенку, образующую указанный полый корпус, который проходит от держателя. Предпочтительно, указанная стенка проходит перпендикулярно держателю. Предпочтительно, указанная стенка проходит перпендикулярно плоскости нагревательного элемента.
Нагревательный элемент может иметь по меньшей мере две электропроводных контактных области. Указанные электропроводные контактные области могут быть расположены в кромочной области нагревательного элемента.
Предпочтительно, каждая из указанных по меньшей мере двух электропроводных контактных областей расположена в плотной области нагревательного элемента. Электропроводные контактные области могут быть расположены на концах нагревательного элемента. Электропроводные контактные области могут быть непосредственно прикреплены к электропроводным нитям. Электропроводные контактные области могут содержать оловянные накладки. В качестве альтернативы, электропроводные контактные области могут представлять собой единое целое с электропроводными нитями.
Согласно второму аспекту настоящего изобретения, предложен картридж для генерирующей аэрозоль системы, содержащий: нагревательный узел согласно первому аспекту настоящего изобретения; часть для хранения жидкости, предназначенную для хранения жидкого образующего аэрозоль субстрата; и фиксатор для фиксации компонентов нагревательного узла и для удержания нагревательного узла в контакте с частью для хранения жидкости.
Предпочтительно, картридж содержит мундштучную часть для удержания части для хранения жидкости.
Предпочтительно, элемент из базового материала расположен во внутреннем пространстве полого корпуса крышки нагревательного узла. Элемент из материала для переноса может быть расположен в отверстии держателя, который закрывает первое отверстие крышки. Крышка действует как жесткий корпус для элемента из материала для переноса и элемента из базового материала. Фиксатор удерживает нагревательный узел в контакте с частью для хранения жидкости через элемент из материала для переноса и элемент из базового материала. Предпочтительно, ближний конец стенки крышки примыкает к держателю, и дальний конец стенки крышки взаимодействует с частью для хранения жидкости.
Картридж может представлять собой одноразовое изделие, подлежащее замене на новый картридж, как только содержимое части для хранения жидкости в картридже израсходовано или его объем стал меньше минимального порогового объема. Предпочтительно, картридж предварительно загружают жидким образующим аэрозоль субстратом. Картридж может быть повторно заправляемым.
Картридж и его компоненты могут быть изготовлены из термопластичных полимеров, таких как полиэфирэфиркетон (ПЭЭК).
Согласно третьему аспекту настоящего изобретения, предложена генерирующая аэрозоль система, содержащая основной модуль и картридж согласно второму аспекту настоящего изобретения, причем картридж съемно соединен с основным модулем.
Генерирующая аэрозоль система может представлять собой электрическую курительную систему.
В контексте данного документа «съемное соединение» картриджа с основным модулем означает, что обеспечивается возможность взаимного соединения и разъединения картриджа и основного модуля без значительного повреждения как основного модуля, так и картриджа.
Генерирующая аэрозоль система может дополнительно содержать электрическую схему, соединенную с нагревательным узлом и с электрическим источником питания, при этом электрическая схема выполнена с возможностью отслеживания электрического сопротивления нагревательного узла или одной или более нитей нагревательного узла и с возможностью управления подачей мощности на нагревательный узел в зависимости от электрического сопротивления нагревательного узла или одной или более нитей.
Электрическая схема может содержать микропроцессор, который может представлять собой программируемый микропроцессор. Электрическая схема может содержать дополнительные электронные компоненты. Электрическая схема может быть выполнена с возможностью регулирования подачи мощности на нагревательный узел. Подача мощности на нагревательный узел может осуществляться непрерывно после активации системы, или она может осуществляться с перерывами, например от затяжки к затяжке. Подача мощности на нагревательный узел может осуществляться в виде импульсов электрического тока.
Генерирующая аэрозоль система предпочтительно содержит источник питания, обычно батарею, внутри основной части корпуса. В качестве альтернативы, источник питания может представлять собой другой тип устройства накопления заряда, например конденсатор. Источник питания может нуждаться в перезарядке, и он может иметь емкость, обеспечивающую возможность накопления достаточной энергии для одного или более сеансов курения; например, источник питания может иметь емкость, достаточную для обеспечения возможности непрерывного генерирования аэрозоля в течение периода, составляющего приблизительно шесть минут, или в течение периода, кратного шести минутам. В еще одном примере источник питания может иметь емкость, достаточную для обеспечения возможности осуществления предварительно заданного количества затяжек или отдельных активаций нагревательного узла.
Предпочтительно, генерирующая аэрозоль система содержит корпус. Предпочтительно, корпус является удлиненным. Корпус может содержать любой подходящий материал или комбинацию материалов. Примеры подходящих материалов включают в себя металлы, сплавы, пластмассы или композитные материалы, содержащие один или более таких материалов, или термопласты, которые пригодны для применения в пищевой или фармацевтической отраслях, например полипропилен, полиэфирэфиркетон (PEEK) и полиэтилен. Предпочтительно, материал является легким и нехрупким.
Предпочтительно, генерирующая аэрозоль система является портативной. Генерирующая аэрозоль система может иметь размер, сопоставимый с размером обычной сигары или сигареты. Курительная система может иметь общую длину от приблизительно 30 миллиметров до приблизительно 150 миллиметров. Курительная система может иметь внешний диаметр от приблизительно 5 миллиметров до приблизительно 30 миллиметров.
Образующий аэрозоль субстрат представляет собой субстрат, способный выделять летучие соединения, которые могут образовывать аэрозоль. Летучие соединения могут выделяться при нагреве образующего аэрозоль субстрата.
Образующий аэрозоль субстрат может содержать материал растительного происхождения. Образующий аэрозоль субстрат может содержать табак. Образующий аэрозоль субстрат может содержать табакосодержащий материал, содержащий летучие табачные ароматические соединения, которые выделяются из образующего аэрозоль субстрата при нагреве. Образующий аэрозоль субстрат может, в качестве альтернативы, содержать материал, не содержащий табака. Образующий аэрозоль субстрат может содержать гомогенизированный материал растительного происхождения. Образующий аэрозоль субстрат может содержать гомогенизированный табачный материал. Образующий аэрозоль субстрат может содержать по меньшей мере одно вещество для образования аэрозоля. Образующий аэрозоль субстрат может содержать другие добавки и ингредиенты, такие как ароматизаторы.
Согласно четвертому аспекту настоящего изобретения, предложен способ изготовления проницаемого для текучей среды нагревательного узла согласно первому аспекту настоящего изобретения, включающий в себя: этап, на котором обеспечивают по существу плоский электропроводный нагревательный элемент; и этап, на котором осуществляют накладное формование крышки на кромочных областях с одной стороны нагревательного элемента. Крышка содержит полый корпус с первым и вторым отверстиями крышки. Первое отверстие крышки противоположно второму отверстию крышки. Нагревательный элемент устанавливают на указанной крышке таким образом, чтобы указанный нагревательный элемент проходил поперек первого отверстия крышки
Этап обеспечения нагревательного элемента может включать в себя обеспечение сетчатой полосы. Сетчатая полоса может содержать чередующуюся последовательность сетчатых секций с первой плотностью сетки и второй плотностью сетки. Благодаря наличию секций с более высокой плотностью, обеспечивается возможность повышения стабильности сетки во время манипулировании ею.
Этап обеспечения нагревательного элемента может дополнительно включать в себя вырубку косых щелевых окон с каждой стороны сетчатой секции с первой плотностью сетки, и удаление оборванных проволок из подвергнутых вырубке сетчатых секций с первой плотностью сетки.
Предпочтительно, первая плотность сетки ниже, чем вторая плотность сетки.
Предпочтительно, этап накладного формования крышки на кромочных областях с одной стороны нагревательного элемента включает в себя предварительный нагрев пластмассовых гранул, инжекцию пластмассовых гранул внутрь пресс-формы для изготовления крышки и накладное формование крышки на нижней стороне сетчатой секции со второй плотностью сетки.
Предпочтительно, этап накладного формования крышки на кромочных областях с одной стороны нагревательного элемента дополнительно включает в себя вырезание нагревательного узла из сетчатой полосы и удаление отходов из нагревательного узла.
Предпочтительно, этап вырезания нагревательного узла из сетчатой полосы включает в себя вырубку сетки из сетчатой полосы, причем нагревательный элемент содержит указанную сетку, и эту сетку вырезают внутри сетчатой секции со второй плотностью сетки таким образом, чтобы сетка содержала сетчатую секцию с первой плотностью сетки, которая ограничена сетчатыми секциями со второй плотностью сетки на каждом из двух концов вырезанной сетки.
Предпочтительно, способ изготовления проницаемого для текучей среды нагревательного узла согласно первому аспекту настоящего изобретения дополнительно включает в себя присоединение каждой из по меньшей мере двух электропроводных контактных областей к кромочной области другой стороны нагревательного элемента.
Этап присоединения каждой из по меньшей мере двух электропроводных контактных областей к кромочной области другой стороны нагревательного элемента может включать в себя: обеспечение полосы из оловянной фольги; вырезание накладок из указанной полосы из оловянной фольги с формой и размером, которые соответствуют форме и размеру сетчатой секции со второй плотностью сетки; и прессование накладок из оловянной фольги к сетчатым секциям со второй плотностью сетки. Может быть полезно, чтобы полоса из фольги была изготовлена из более мягкого материала, чем материал нагревательного элемента.
Предпочтительно, способ изготовления проницаемого для текучей среды нагревательного узла согласно первому аспекту настоящего изобретения дополнительно включает в себя этап, на котором производят осмотр нагревательного узла.
Предпочтительно, этап осмотра нагревательного узла включает в себя: транспортировку нагревательного узла к станциям осмотра; измерение электрического сопротивления нагревательного элемента изготовленного нагревательного узла; визуальный осмотр нагревательного элемента по следующим позициям: соответствие норме количества проволок, чистота срезов сетки, соответствие норме целостности сетки, наличие отходов и качество крепления оловянной фольги; и выбраковку нагревательного узла в случае, если нагревательный узел не соответствует норме по ожидаемому электрическому сопротивлению и/или по ожидаемым результатам визуального осмотра.
Согласно пятому аспекту настоящего изобретения, предложено устройство для изготовления проницаемого для текучей среды нагревательного узла согласно четвертому аспекту.
С целью изготовления нагревательного узла, содержащего крышку и по существу плоский электропроводный нагревательный элемент с сеткой, устройство для изготовления проницаемого для текучей среды нагревательного узла может содержать по меньшей мере одну из нижеперечисленных единиц оборудования:
- модуль рулонной подачи сетчатой полосы, предназначенный для обеспечения сетчатой полосы, содержащей чередующуюся последовательность сетчатых секций с первой плотностью сетки и со второй плотностью сетки,
- модуль рулонной подачи полосы оловянной фольги, предназначенный для обеспечения полосы оловянной фольги,
- станцию резки оловянной фольги, предназначенную для периодического продвижения на заданную длину оловянной фольги, подлежащей размещению поверх сетчатой секции со второй плотностью сетки, и для вырезания оловянных накладок из обеспеченной полосы оловянной фольги,
- станцию прессовывания оловянной фольги, предназначенную для прессования с целью присоединения оловянных накладок к верхней поверхности сетчатой секции со второй плотностью сетки,
- станцию вырезания окон в сетке, предназначенную для вырубки косых щелевых окон с каждой стороны сетчатой секции с первой плотностью сетки,
- первую станцию очистки, предназначенную для удаления оборванных проволок из подвергнутых вырубке сетчатых секций с первой плотностью сетки, а также мелких частиц, пыли или мусора путем очистки с помощью сжатого воздуха и вакуумной обработки поверхностей вырезанных сетчатых секций с целью удаления отходов,
- машину для инжекционного формования, предназначенная для предварительного нагрева пластмассовых гранул и их инжекции внутрь пресс-формы для изготовления крышки,
- инструмент для накладного инжекционного формования на сетке (возможно, имеющий единственную полость или несколько полостей), предназначенный для накладного формования крышки на нижней стороне сетчатой секции со второй плотностью сетки,
- станцию вырезания нагревательного узла, предназначенную для вырезания нагревательного узла из сетчатой полосы путем вырубки сетки из сетчатой полосы, причем нагревательный элемент содержит указанную сетку, и эту сетку вырезают внутри сетчатой секции со второй плотностью сетки таким образом, чтобы сетка содержала сетчатую секцию с первой плотностью сетки, которая ограничена сетчатыми секциями со второй плотностью сетки на каждом из двух концов вырезанной сетки,
- вторую станцию очистки, предназначенную для удаления оборванных проволок из сетки путем очистки с помощью сжатого воздуха и вакуумной обработки поверхностей нагревательного узла с целью удаления отходов,
- передаточный модуль для транспортировки нагревательного узла на станцию осмотра нагревательного узла, которая может содержать станцию измерения сопротивления нагревательного узла, станцию визуального осмотра нагревательного узла и станцию выбраковки нагревательного узла,
- станцию испытания сетки путем приложения давления,
- станцию измерения сопротивления нагревательного узла, предназначенную для измерения электрического сопротивления сетки и полосы оловянной фольги в изготовленном нагревательном узле,
- станцию визуального осмотра нагревательного узла, предназначенную для визуального осмотра нагревательного узла, и
- станцию выбраковки нагревательного узла, предназначенную для выбраковки нагревательного узла, который не соответствует норме.
В предпочтительном процессе изготовления указанное оборудование автоматически изготавливает нагревательный узел из сетчатой полосы, полосы оловянной фольги и пластмассовых гранул. Нагревательный узел содержит крышку и по существу плоский электропроводный нагревательный элемент.
Предпочтительный процесс изготовления согласно четвертому аспекту настоящего изобретения может включать в себя этап, на котором осуществляют ручную загрузку по меньшей мере одного из следующего: рулон сетчатой полосы, рулон полосы из оловянной фольги и пластмассовые гранулы. Предпочтительный процесс изготовления может дополнительно включать в себя по меньшей мере один из нижеследующих этапов способа, выполняемых автоматически с помощью указанного производственного оборудования:
- этап, на котором обеспечивают сетчатую полосу, содержащую чередующуюся последовательность сетчатых секций с первой плотностью сетки и со второй плотностью сетки;
- этап, на котором обеспечивают полосу оловянной фольги;
- этап, на котором продвигают на заданную длину оловянную фольгу, подлежащую размещению поверх сетчатой секции со второй плотностью сетки;
- этап, на котором вырезают оловянные накладки из обеспеченной полосы оловянной фольги;
- этап, на котором прессуют для присоединения оловянные накладки к верхней поверхности сетчатой секции со второй плотностью сетки;
- этап, на котором осуществляют вырубку косых щелевых окон с каждой стороны сетчатой секции с первой плотностью сетки;
- этап, на котором удаляют оборванные проволоки из подвергнутых вырубке сетчатых секций с первой плотностью сетки, а также удаляют мелкие частицы, пыль и мусор путем очистки с помощью сжатого воздуха и вакуумной обработки поверхностей подвергнутых вырубке сетчатых секций для удаления отходов;
- этап, на котором осуществляют предварительный нагрев пластмассовых гранул;
- этап, на котором инжектируют пластмассовые гранулы внутрь пресс-формы для изготовления крышки;
- этап, на котором осуществляют накладное формование крышки на нижней стороне сетчатой секции со второй плотностью сетки;
- этап, на котором вырезают нагревательный узел из сетчатой полосы путем вырубки сетки из сетчатой полосы, причем нагревательный элемент содержит указанную сетку, и эту сетку вырезают внутри сетчатой секции со второй плотностью сетки таким образом, чтобы сетка содержала сетчатую секцию с первой плотностью сетки, которая ограничена сетчатыми секциями со второй плотностью сетки на каждом из двух концов вырезанной сетки;
- этап, на котором удаляют оборванные проволоки из сетки, а также удаляют мелкие частицы, пыль и мусор путем очистки с помощью сжатого воздуха и вакуумной обработки поверхностей сетки для удаления отходов;
- этап, на котором перемещают нагревательный узел на станцию осмотра;
- этап, на котором измеряют электрическое сопротивление сетки изготовленного нагревательного узла;
- этап, на котором осуществляют осмотр нагревательного узла по следующим позициям: соответствие норме количества проволок, чистота срезов сетки, соответствие норме целостности сетки, наличие отходов и качество крепления оловянной фольги; и
- этап, на котором осуществляют выбраковку нагревательного узла, если он не соответствует норме.
Признаки, описанные в отношении одного аспекта, могут быть в равной степени применены и к другим аспектам настоящего изобретения.
Варианты осуществления настоящего изобретения будут далее описаны исключительно на примерах, со ссылками на сопроводительные графические материалы, на которых:
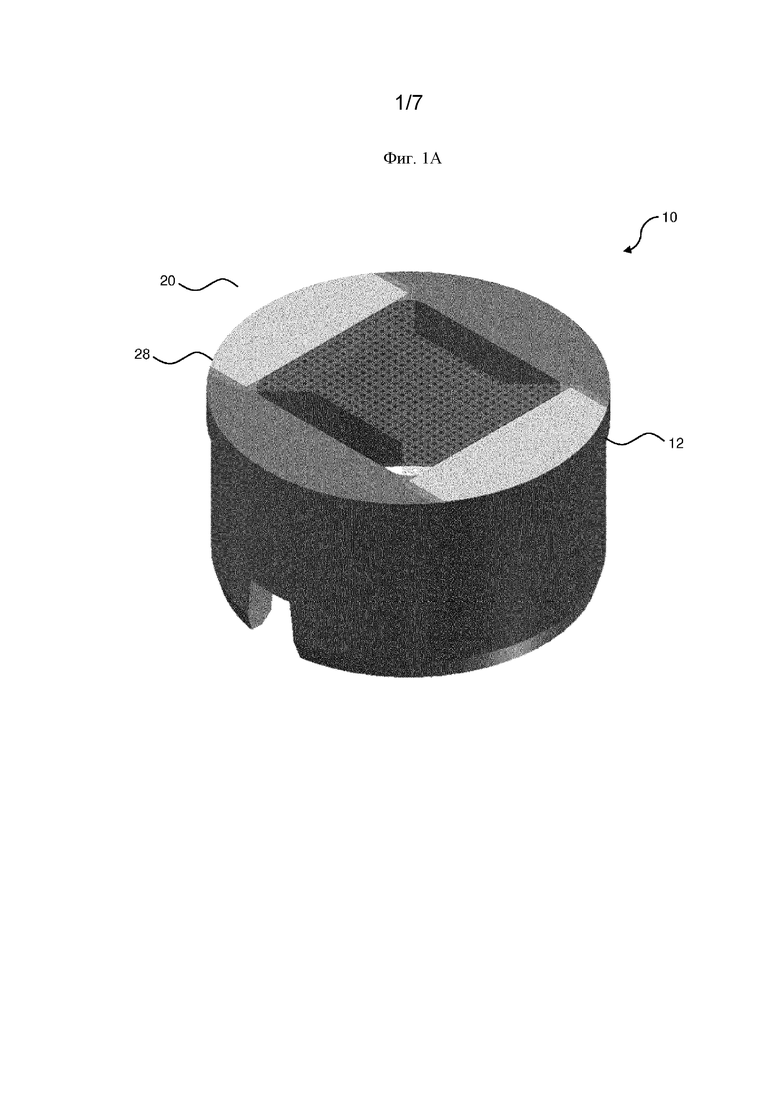
на фиг. 1А показан перспективный вид сверху нагревательного узла согласно варианту осуществления настоящего изобретения;
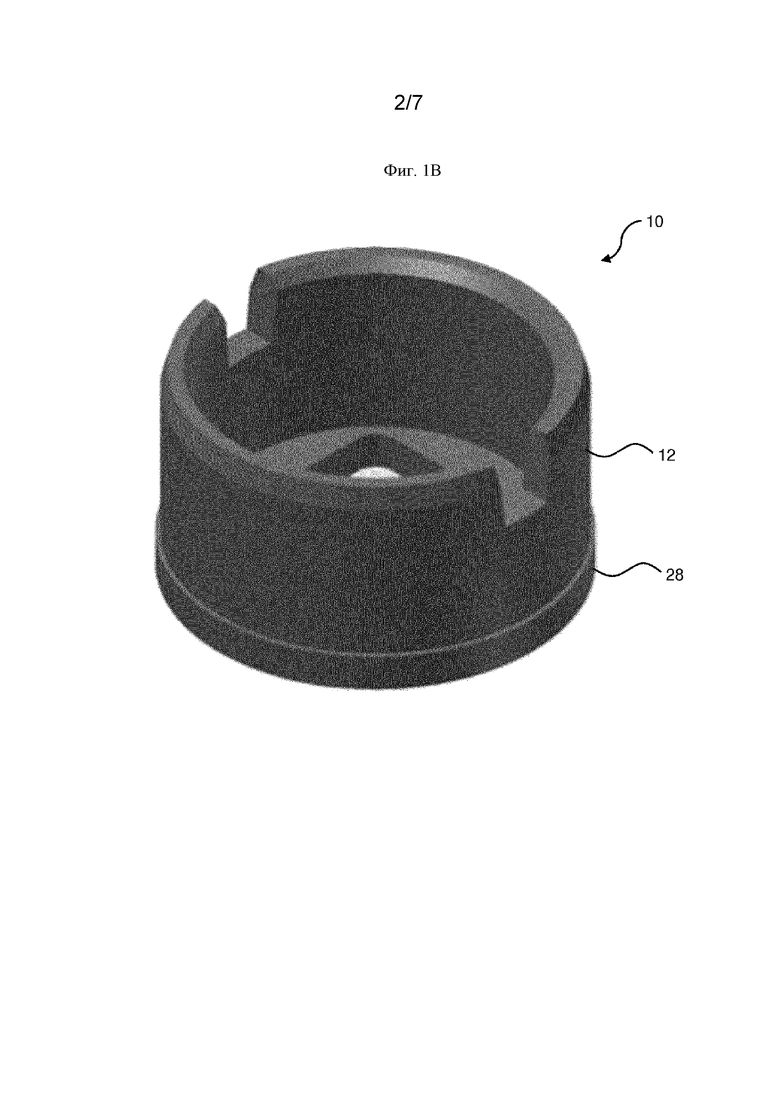
на фиг. 1В показан перспективный вид снизу нагревательного узла согласно варианту осуществления настоящего изобретения;
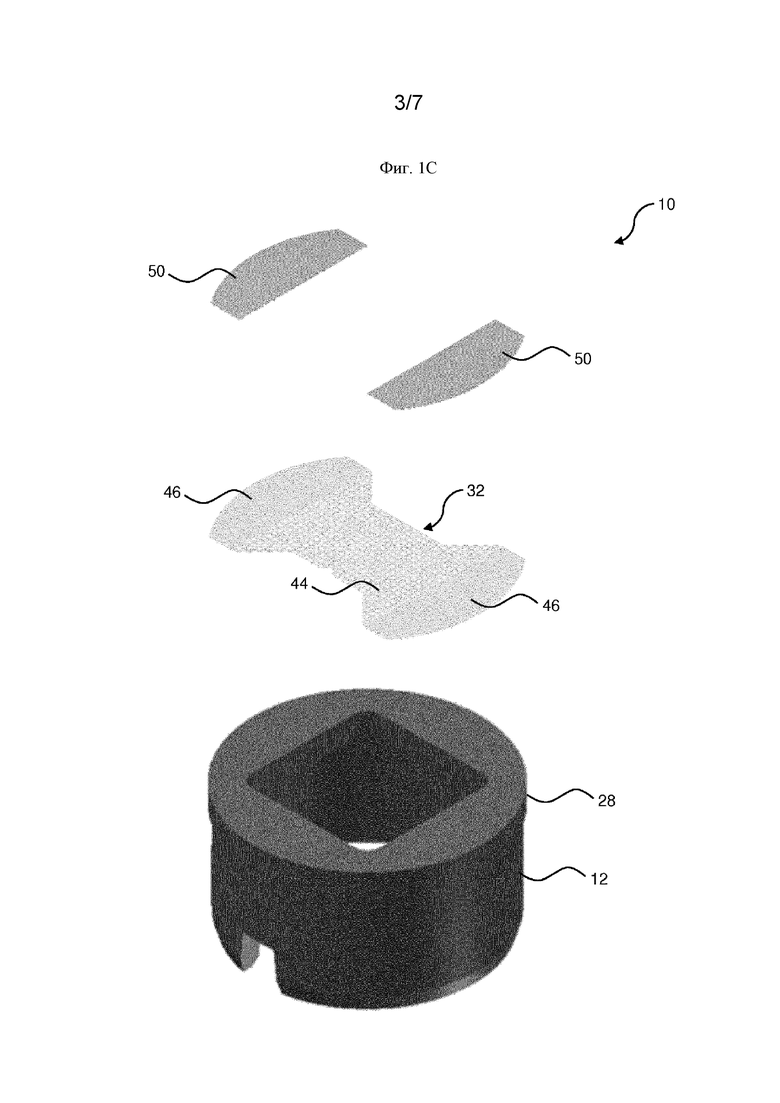
на фиг. 1С показан перспективный вид в разобранном состоянии нагревательного узла согласно варианту осуществления настоящего изобретения;
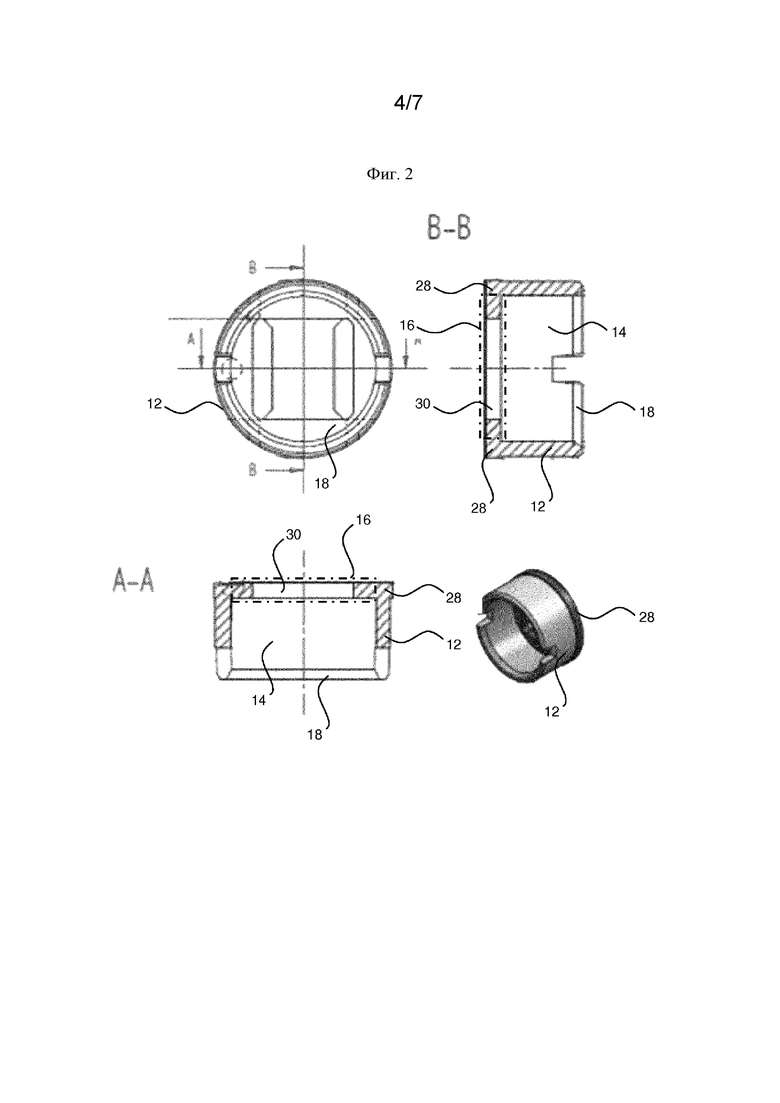
на фиг. 2 показаны вид в сечении, вид сверху и перспективный вид крышки и держателя согласно варианту осуществления настоящего изобретения;
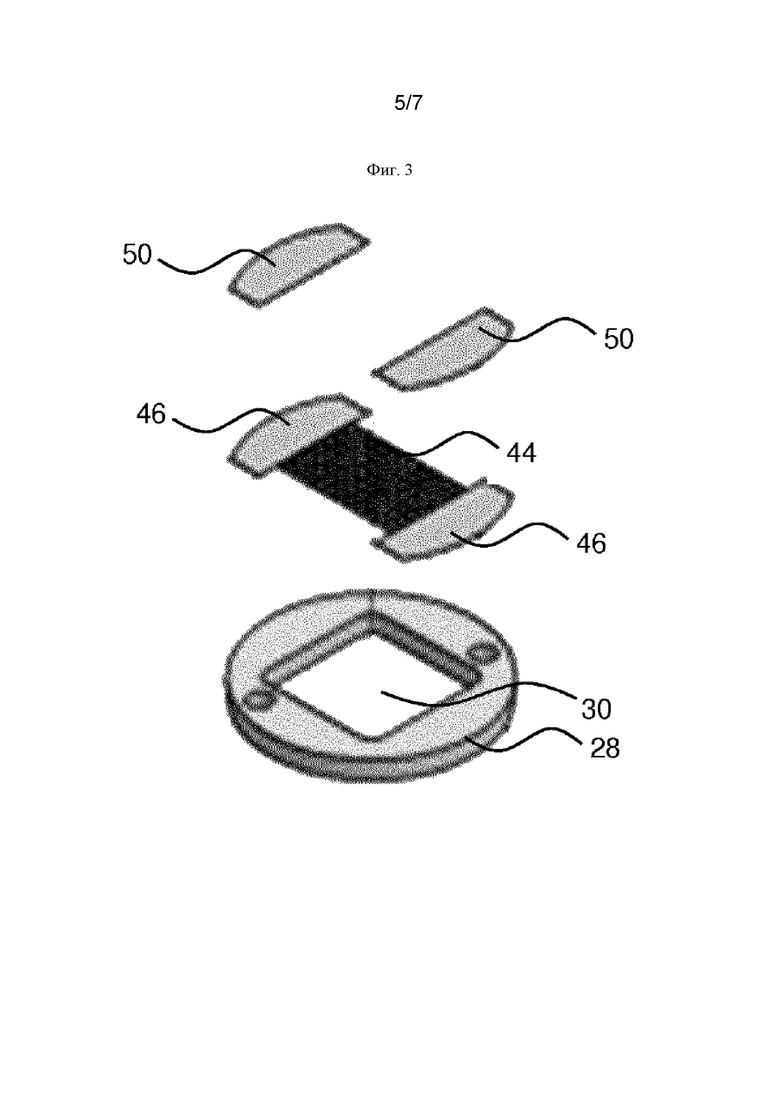
на фиг. 3 показан вид сверху держателя, нагревательного элемента и контактных областей согласно варианту осуществления настоящего изобретения;
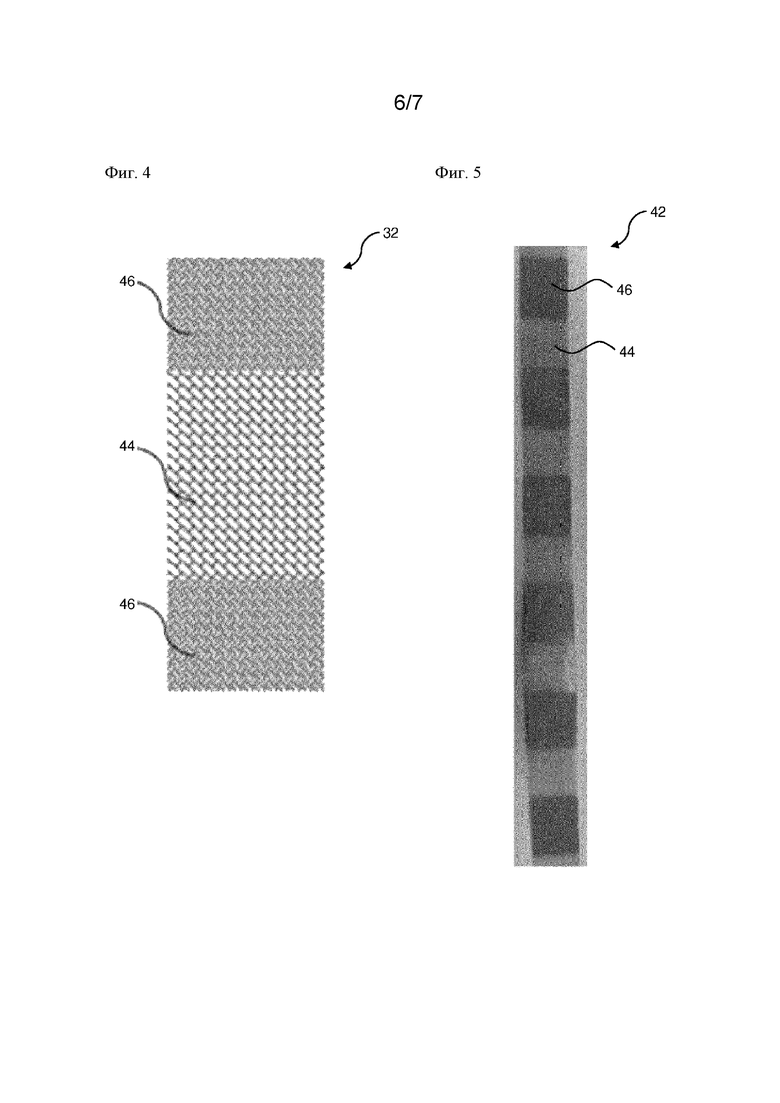
на фиг. 4 показан вид сверху сетки, имеющей две разных плотности сетки, согласно варианту осуществления настоящего изобретения;
на фиг. 5 показан вид сверху сетчатой полосы для изготовления сетки согласно варианту осуществления настоящего изобретения; и
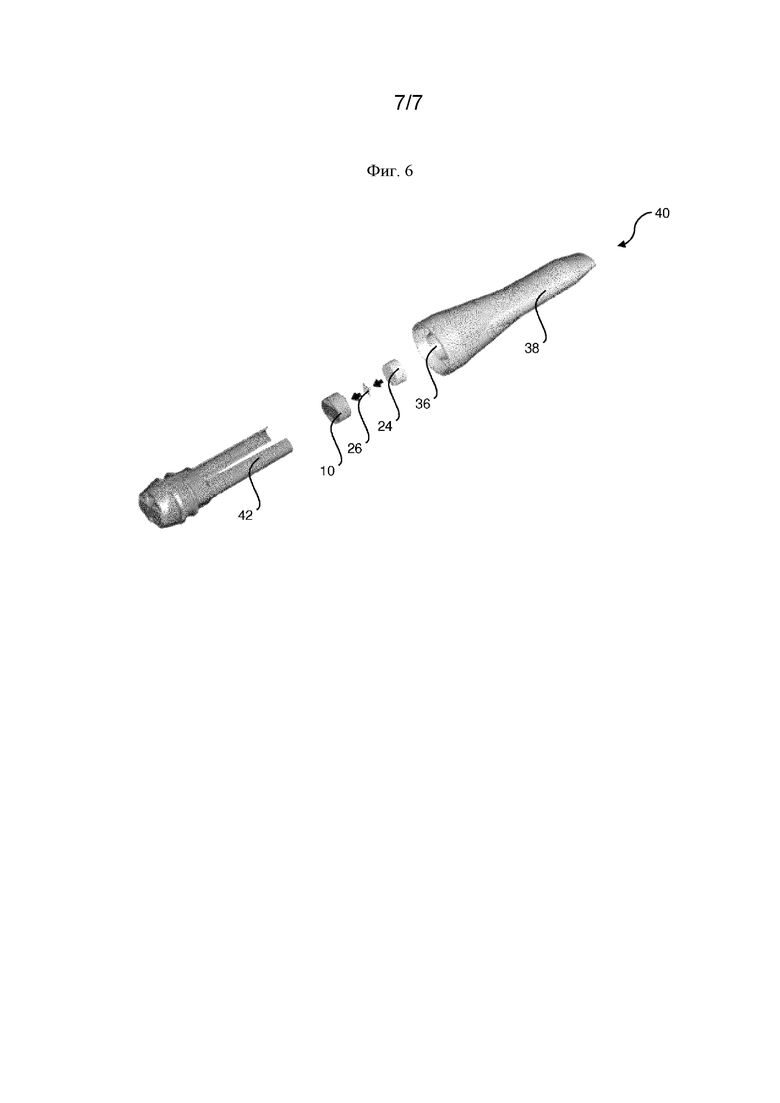
на фиг. 6 показан перспективный вид в разобранном состоянии картриджа для генерирующей аэрозоль системы согласно варианту осуществления настоящего изобретения.
На фиг. 1А показан нагревательный узел 10, содержащий крышку 12 с первым отверстием 16 крышки на верхней стороне крышки и вторым отверстием 18 крышки на нижней стороне крышки 12. Первое отверстие 16 крышки закрыто держателем 28, имеющим отверстие 30 держателя. Нагревательный узел 10 дополнительно содержит нагревательный элемент 20, который проходит поперек отверстия 30 держателя.
На фиг. 1В показан нагревательный узел 10 на виде снизу. Внутреннее пространство полого корпуса 14 крышки 12 становится видимым.
На фиг. 1С показаны компоненты нагревательного элемента 20, содержащего сетку 32. Сетка 32 имеет первую сетчатую секцию 44 с первой плотностью сетки и, на каждой из двух ее концов, вторые сетчатые секции 46 со второй плотностью сетки, причем вторая плотность сетки выше, чем первая плотность. С каждой из двух сетчатых секций 46 со второй плотностью сетки соединены накладки 50 из оловянной фольги. Нагревательный элемент 20 и, соответственно, его сетка 32, расположены поперек отверстия 30 держателя 28 на верхней стороне крышки 12. Вся сетчатая секция 44 с первой плотностью сетки расположена поверх отверстия 30 держателя.
На фиг. 2 показаны крышка 12 и ее держатель 28. Держатель 28 может представлять собой отдельную часть. Предпочтительно, держатель 28 представляет собой часть, образующую единое целое с крышкой 12. Внутреннее пространство полого корпуса 14 крышки 12 имеет цилиндрическую форму. Сечения по А-А и В-В на фиг. 2 показывают выполненные как единое целое крышку 12 и ее держатель 28, причем на перспективном виде на фиг. 2 держатель 28 показан как отдельная часть. Сечения по А-А и В-В на фиг. 2 показывают первое отверстие 16 крышки, которое частично закрыто держателем 28 таким образом, что остается открытой лишь меньшая часть первого отверстия 16 крышки, которая именуется отверстием 30 держателя и поперек которой может проходить нагревательный элемент.
На фиг. 3 показан держатель 28, образованный в виде отдельной части крышки 12, причем нагревательный элемент 20 установлен таким образом, что сетчатая секция 44 с первой плотностью сетки проходит поперек отверстия 30 держателя.
На фиг. 4 показана сетка 32 нагревательного элемента 20. Сетка 32 содержит сетчатую секцию 44 с первой плотностью сетки и расположенные на каждом из двух ее концов вторые сетчатые секции 46 со второй плотностью сетки.
На фиг. 5 показана сетчатая полоса 42, из которой возможна вырубка множества сеток 32.
На фиг. 6 показан картридж 40 согласно варианту осуществления настоящего изобретения. Картридж 40 содержит нагревательный узел 10 с крышкой 12 и нагревательным элементом 20, расположенным на держателе 28 крышки 12. В отверстии 30 держателя 28 расположен элемент 26 из материала для переноса. Во внутреннем пространстве полого корпуса 14 крышки 12 расположен элемент 24 из базового материала. Крышка 12 действует как жесткий корпус для элемент 26 из материала для переноса и элемента 24 из базового материала. Картридж 40 дополнительно содержит часть для хранения жидкости, предназначенную для хранения жидкого образующего аэрозоль субстрата. Фиксатор 42 используется для фиксации компонентов нагревательного узла 10 и для удержания нагревательного узла 10 в контакте с частью 36 для хранения жидкости через элемент 26 из материала для переноса и элемент 24 из базового материала. Кроме того, картридж 40 содержит мундштучную часть 38, в которой расположена часть 36 для хранения жидкости.
Вышеописанные примеры вариантов осуществления являются иллюстративными, а не ограничивающими. В свете вышеописанных примеров вариантов осуществления специалистам с обычной квалификацией в данной области техники должны быть теперь понятны и другие варианты осуществления, соответствующие вышеописанным примерам вариантов осуществления.
Настоящее изобретение относится к проницаемому для текучей среды нагревательному узлу (10) для генерирующей аэрозоль системы, содержащему: крышку (12), содержащую полый корпус (14) с первым (16) и вторым (18) отверстиями крышки, причем первое отверстие (16) крышки противоположно второму отверстию (18) крышки; и по существу плоский электропроводный и проницаемый для текучей среды нагревательный элемент (20), выполненный с возможностью испарения образующего аэрозоль субстрата (22) и установленный на крышке (12) таким образом, что нагревательный элемент (20) проходит поперек первого отверстия (16) крышки. Настоящее изобретение относится также к картриджу (40) для генерирующей аэрозоль системы, содержащему нагревательный узел (10); часть (36) для хранения жидкости, предназначенную для хранения жидкого образующего аэрозоль субстрата (22); мундштучную часть (38) для удержания части (36) для хранения жидкости; и фиксатор (42), предназначенный для фиксации компонентов нагревательного узла (10) и для удержания нагревательного узла (10) в контакте с частью (36) для хранения жидкости. Настоящее изобретение относится также к генерирующей аэрозоль системе, содержащей основной модуль и картридж (40), съемно соединенный с основным модулем. 3 н. и 9 з.п. ф-лы, 8 ил.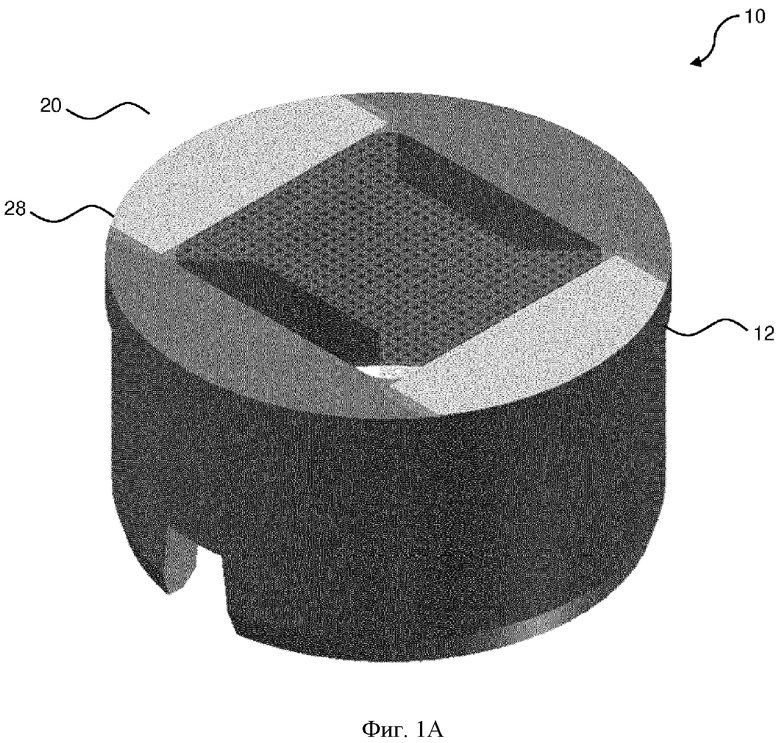
1. Проницаемый для текучей среды нагревательный узел (10) для генерирующей аэрозоль системы, содержащий:
крышку (12), содержащую полый корпус (14) с первым (16) и вторым (18) отверстиями крышки, причем первое отверстие (16) крышки противоположно второму отверстию (18) крышки, крышка (12) выполнена как единое целое и дополнительно содержит держатель (28) с отверстием (30) держателя, причем держатель (28) закрывает первое отверстие (16) крышки таким образом, что отверстие (30) держателя совпадает по меньшей мере с участком первого отверстия (16) крышки;
по существу плоский электропроводный и проницаемый для текучей среды нагревательный элемент (20), выполненный с возможностью испарения образующего аэрозоль субстрата (22) и установленный на держателе (28) таким образом, что нагревательный элемент (20) проходит поперек первого отверстия (16) крышки; и
элемент (24) из базового материала, выполненный с возможностью удержания жидкого образующего аэрозоль субстрата (22), причем по меньшей мере участок элемента (24) из базового материала расположен в полом корпусе (14) между первым (16) и вторым (18) отверстиями крышки.
2. Нагревательный узел (10) по п. 1, в котором элемент (24) из базового материала имеет по существу такие же размер и форму, что и внутреннее пространство полого корпуса (14).
3. Нагревательный узел (10) по п. 1, в котором внутреннее пространство полого корпуса (14) имеет по существу цилиндрическую форму.
4. Нагревательный узел (10) по любому из пп. 1-3, в котором элемент (24) из базового материала выполнен по меньшей мере частично в контакте с нагревательным элементом (20).
5. Нагревательный узел (10) по любому из пп. 1-3, дополнительно содержащий элемент (26) из материала для переноса, выполненный с возможностью транспортировки жидкого образующего аэрозоль субстрата (22) от элемента (24) из базового материала к нагревательному элементу (20), причем элемент (26) из материала для переноса выполнен в контакте с нагревательным элементом (20) и расположен между нагревательным элементом (20) и элементом (24) из базового материала.
6. Нагревательный узел (10) по любому предыдущему пункту, в котором элемент (26) из материала для переноса расположен в отверстии (30) держателя.
7. Нагревательный узел (10) по любому предыдущему пункту, в котором элемент (26) из материала для переноса имеет по существу такие же размеры и форму, что и отверстие (30) держателя.
8. Нагревательный узел (10) по любому предыдущему пункту, в котором нагревательный элемент (20) содержит сетку (32) по меньшей мере с двумя электропроводными контактными областями (34), каждая из которых расположена в кромочной области нагревательного элемента (20), причем сетка (32) проходит поперек по меньшей мере участка первого отверстия (16) крышки.
9. Нагревательный узел (10) по любому предыдущему пункту, в котором каждая из указанных по меньшей мере двух электропроводных контактных областей (34) расположена в плотной области нагревательного элемента (20).
10. Картридж (40) для генерирующей аэрозоль системы, содержащий:
нагревательный узел (10) по любому из пп. 1-9;
часть (36) для хранения жидкости, предназначенную для хранения жидкого образующего аэрозоль субстрата (22); и
фиксатор (42) для фиксации компонентов нагревательного узла (10) и для удержания нагревательного узла (10) в контакте с частью (36) для хранения жидкости.
11. Картридж (40) по п. 10, дополнительно содержащий:
мундштучную часть (38) для удержания части (36) для хранения жидкости.
12. Генерирующая аэрозоль система, содержащая основной модуль и картридж (40) по п. 10 или 11, причем картридж (40) съемно соединен с основным модулем.
| WO 2014102092 A1, 03.07.2014 | |||
| EP 2921065 A1, 23.09.2015 | |||
| WO 2016096497 A1, 23.06.2016 | |||
| WO 2016096780 A1, 23.06.2016. |

