Настоящее изобретение относится к системам, генерирующим аэрозоль, таким как удерживаемые рукой электрически управляемые курительные системы. В частности, настоящее изобретение относится к изготовлению нагревателей в сборе для систем, генерирующих аэрозоль, в которых субстрат, образующий аэрозоль, является жидким и испаряющимся.
Известны удерживаемые рукой электрически управляемые системы, генерирующие аэрозоль, которые состоят из части в виде устройства, содержащей батарею и управляющую электронику, части в виде картриджа, содержащей источник субстрата, образующего аэрозоль, удерживаемого в части для хранения жидкости, и электрически управляемый нагреватель в сборе, выполняющий функции испарителя. Картридж, содержащий как источник субстрата, образующего аэрозоль, удерживаемого в части для хранения жидкости, так и испаритель, иногда называют «картомайзером». Нагреватель в сборе может содержать проницаемый для текучей среды нагревательный элемент, который находится в контакте с капиллярным телом, таким как удлиненный фитиль, пропитанным жидким субстратом, образующим аэрозоль, удерживаемым в части для хранения жидкости. Часть в виде картриджа обычно содержит не только источник субстрата, образующего аэрозоль, и электрически управляемый нагреватель в сборе, но также и мундштук, через который при применении пользователь делает затяжку для втягивания аэрозоля в рот.
Нагреватель в сборе с проницаемым для текучей среды нагревательным элементом может иметь хрупкую конструкцию. Компоненты нагревателя в сборе могут легко смещаться при транспортировке, упаковке и применении. Изготовление картриджа с таким нагревателем в сборе может быть затруднено.
Было бы желательно предоставить усовершенствованный нагреватель в сборе для системы, генерирующей аэрозоль, который обеспечивает более простое изготовление с меньшими затратами и обеспечивает более жесткую конструкцию для предотвращения смещения компонентов нагревателя в сборе.
Согласно первому аспекту настоящего изобретения предоставляется способ изготовления проницаемого для текучей среды нагревателя в сборе, причем нагреватель в сборе содержит крышку и по существу плоский электрически проводящий нагревательный элемент, при этом способ включает: на первом этапе - предоставление нагревательного элемента, и на втором этапе - многокомпонентное формование крышки на областях кромки по одной стороне нагревательного элемента. Крышка содержит полый корпус с первым и вторым отверстиями крышки. Первое отверстие крышки является противоположным второму отверстию крышки. Нагревательный элемент установлен на крышке таким образом, что нагревательный элемент проходит поперек первого отверстия крышки.
Предоставленное в настоящем документе решение заключается в присоединении крышки к полому корпусу на нагревательном элементе для улучшения стабильности нагревательного элемента и обеспечения направления для капиллярного тела, которое может быть расположено в полом корпусе крышки. Использование крышки может упростить изготовление нагревателя в сборе и может увеличить жесткость нагревателя в сборе.
Дополнительной целью нагревателя в сборе согласно настоящему изобретению может являться закрытие заполненного картриджа крышкой. Идея заключается в предварительной сборке всех частей нагревателя в сборе, а затем в управлении этим цельным сформированным компонентом для облегчения закрытия картриджа.
В контексте настоящего документа «по существу плоский» означает образованный первоначально в одной плоскости и не обернутый вокруг или иным образом приспособленный для соответствия изогнутой или иной неплоской форме. В контексте настоящего документа термин «электрически проводящий» означает образованный из материала, характеризующегося удельным сопротивлением 1×10-4 Ом·м или менее. В контексте настоящего документа «электрически изолирующий» означает образованный из материала, характеризующегося удельным сопротивлением 1×104 Ом·м или более. В контексте настоящего документа термин «проницаемый для текучей среды» в отношении нагревателя в сборе означает, что субстрат, образующий аэрозоль, в газообразной фазе и, возможно, в жидкой фазе может легко проходить через нагревательный элемент нагревателя в сборе.
Нагреватель в сборе содержит крышку, которая выполнена из материала с высокой температурой термического разложения и которая способна выдерживать резкие изменения температуры. Нагревательный элемент прикрепляется к крышке. Предпочтительно, крышка формуется из гранул пластичного материала. Гранулы пластичного материала могут быть из полиэфирэфиркетона (PEEK), жидкокристаллических полимеров (LCP) или любого другого полимерного материала. Предпочтительно, материал крышки обжат вокруг нижней стороны нагревательного элемента. Более предпочтительно, крышка выполнена из полимеров VICTREX PEEK посредством многокомпонентного формования на полоске сетки. Нижняя сторона нагревательного элемента ориентирована по направлению к первому отверстию крышки. Многокомпонентное формование крышки на наружной стороне нагревательного элемента имеет преимущества, так как для закрепления нагревательного элемента на крышке не требуется дополнительного крепежного изделия, такого как зажимы.
Предпочтительно, крышка имеет размер, достаточный для отделения части для хранения жидкости от нагревательного элемента на расстояние по меньшей мере 1,5 миллиметра, предпочтительно от 3 миллиметров до 6 миллиметров с целью обеспечения достаточного снижения температуры за крышкой. Преимущественно, в таком варианте осуществления часть для хранения жидкости может быть выполнена из более экономичного материала с более низкой температурой термического разложения, такого как, например, полиэтилен или полипропилен.
Нагреватель в сборе дополнительно содержит по существу плоский нагревательный элемент, что обеспечивает простое изготовление. В геометрическом смысле термин «по существу плоский» электрически проводящий нагревательный элемент используется для обозначения электрически проводящей структуры нитей, которая имеет форму по существу двухмерного топологического многообразия. Таким образом, по существу плоский электрически проводящий нагревательный элемент проходит в двух измерениях вдоль поверхности в значительно большей мере, чем в третьем измерении. В частности, размеры по существу плоского нагревательного элемента в двух измерениях в пределах поверхности по меньшей мере в пять раз больше, чем в третьем измерении, перпендикулярном этой поверхности. Примером по существу плоского нагревательного элемента является структура между двумя по существу воображаемыми параллельными поверхностями, где расстояние между этими двумя воображаемыми поверхностями по существу меньше, чем протяженность в пределах этих поверхностей. В некоторых вариантах осуществления по существу плоский нагревательный элемент является планарным. В других вариантах осуществления по существу плоский нагревательный элемент является изогнутым вдоль одного или нескольких измерений, например, образуя куполообразную форму или мостовую форму.
Термин «нить» используется по всему настоящему описанию для обозначения электрического тракта, расположенного между двумя электрическими контактами. Нить может произвольным образом разветвляться и расходиться на несколько путей или нитей соответственно, или несколько электрических путей могут сходиться в один путь. Форма поперечного сечения нити может быть круглой, квадратной, плоской или любой другой. Нить может быть расположена прямолинейным или криволинейным образом.
Термин «нагревательный элемент» используется по всему настоящему описанию для обозначения структуры одной или предпочтительно множества нитей. Нагревательный элемент может представлять собой матрицу нитей, например, расположенных параллельно друг другу. Нагревательный элемент является проницаемым для текучей среды. Нагревательный элемент может быть разрезан для обеспечения открытых участков при установке нагревательного элемента поперек первого отверстия крышки. Предпочтительно, открытые участки изготавливаются за счет вырезания скошенных вырезов окон с каждой стороны нагревательного элемента.
Предпочтительно нити могут образовывать сетку. Сетка может быть тканой или нетканой. Сетка может быть образована с использованием различных типов плетеных или решетчатых структур. В качестве альтернативы, электрически проводящий нагревательный элемент состоит из матрицы нитей, расположенных параллельно друг другу. Сетка, матрица или тканое полотно из электрически проводящих нитей также могут характеризоваться своей способностью удерживать жидкость.
В предпочтительном варианте осуществления по существу плоский нагревательный элемент может быть выполнен из проволоки, которая образует проволочную сетку. Предпочтительно, сетка имеет конструкцию полотняного переплетения. Предпочтительно, нагревательный элемент представляет проволочную решетку, выполненную из полосок сетки.
Электропроводные нити имеют возможность образования пустот между нитями, и эти пустоты могут иметь ширину от 10 микрометров до 100 микрометров. Предпочтительно, нити создают капиллярный эффект в пустотах, так что при использовании жидкость, предназначенная для испарения, втягивается в эти пустоты, увеличивая площадь контакта между нагревательным элементом и жидким субстратом, образующим аэрозоль.
Электропроводящие нити могут образовывать сетку размером от 60 до 240 нитей на сантиметр (+/- 10 процентов). Предпочтительно, плотность сетки составляет от 100 до 140 нитей на сантиметр (+/- 10 процентов). Более предпочтительно, плотность сетки составляет приблизительно 115 нитей на сантиметр. Ширина пустот может составлять от 100 микрометров до 25 микрометров, предпочтительно от 80 микрометров до 70 микрометров, более предпочтительно приблизительно 74 микрометра. Процентное соотношение открытой площади сетки, которое является отношением площади пустот к общей площади сетки, может составлять от 40 процентов до 90 процентов, предпочтительно от 85 процентов до 80 процентов, более предпочтительно приблизительно 82 процента. По всему описанию плотность такой сетки называется «первой плотностью сетки».
В качестве дополнения, сетка может иметь одну или более секций с увеличенной плотностью сетки, называемой «второй плотностью сетки», где пустоты между нитями составляют менее 5 микрометров, предпочтительно менее 2 микрометров, более предпочтительно приблизительно 1 микрометр. Одна или более секций сетки с увеличенной плотностью сетки по всему описанию называются «участками плотности».
Электрически проводящие нити могут иметь диаметр, составляющий от 8 микрометров до 100 микрометров, предпочтительно от 10 микрометров до 50 микрометров, более предпочтительно от 12 микрометров до 25 микрометров. Нити могут иметь круглое поперечное сечение или могут иметь сплющенное поперечное сечение.
Площадь сетки, матрицы или тканого полотна из электропроводящих нитей может быть небольшой, например, меньшей или равной 50 квадратным миллиметрам, предпочтительно меньшей или равной 25 квадратным миллиметрам, более предпочтительно приблизительно 15 квадратным миллиметрам. Размер выбирается так, чтобы включить нагревательный элемент в удерживаемую рукой систему. Использование размеров сетки, матрицы или тканого полотна из электрически проводящих нитей, составляющих менее или равных 50 квадратным миллиметрам, снижает величину общей мощности, необходимой для нагрева сетки, матрицы или материала из электрически проводящих нитей, при этом все еще обеспечивая достаточный контакт сетки, матрицы или материала из электрически проводящих нитей с жидким субстратом, образующим аэрозоль. Сетка, матрица или тканое полотно из электрически проводящих нитей может, например, иметь прямоугольную форму с длинной, составляющей от 2 миллиметров до 10 миллиметров, и шириной, составляющей от 2 миллиметров до 10 миллиметров. Предпочтительно, сетка имеет размеры приблизительно 5 миллиметров на 3 миллиметра. Сетка или матрица из электрически проводящих нитей может занимать площадь, составляющую от 30 процентов до 90 процентов открытой площади первого отверстия крышки, поперек которого проходит нагревательный элемент. Предпочтительно, сетка или матрица из электрически проводящих нитей занимает площадь, составляющую от 50 процентов до 70 процентов открытой площади первого отверстия крышки. Более предпочтительно, сетка или матрица из электрически проводящих нитей занимает площадь, составляющую от 55 процентов до 65 процентов открытой площади первого отверстия крышки.
Нити нагревательного элемента могут быть образованы из любого материала с подходящими электрическими свойствами. Подходящие материалы включают в себя, но без ограничения: полупроводники, такие как легированная керамика, электрически «проводящая» керамика (например, такая, как дисилицид молибдена), углерод, графит, металлы, сплавы металлов и композитные материалы, изготовленные из керамического материала и металлического материала. Такие композитные материалы могут содержать легированную или нелегированную керамику. Примеры подходящей легированной керамики включают легированные карбиды кремния. Примеры подходящих металлов включают титан, цирконий, тантал и металлы из платиновой группы.
Примеры подходящих сплавов металлов включают нержавеющую сталь, константан, никель-, кобальт-, хром-, алюминий-, титан-, цирконий-, гафний-, ниобий-, молибден-, тантал-, вольфрам-, олово-, галлий-, марганец- и железосодержащие сплавы, а также суперсплавы на основе никеля, железа, кобальта, нержавеющей стали, Timetal®, сплавы на основе железа и алюминия и сплавы на основе железа, марганца и алюминия. Timetal® представляет собой зарегистрированную торговую марку компании Titanium Metals Corporation. Нити могут быть покрыты одним или более изоляторами. Предпочтительными материалами для электропроводящих нитей являются нержавеющая сталь, предпочтительно марок 300 серии, таких как AISI 304, 316, 304L, 316L, и графит. Кроме того, электрически проводящий нагревательный элемент может содержать сочетания вышеописанных материалов. Сочетание материалов может также использоваться для улучшения управления сопротивлением по существу плоского нагревательного элемента. Например, материалы с высоким собственным удельным сопротивлением могут комбинироваться с материалами с низким собственным удельным сопротивлением. Это может обеспечить преимущество в том случае, если один из материалов является более предпочтительным по другим причинам, например, из-за стоимости, обрабатываемости или других физических и химических параметров. Преимущественно, по существу плоская структура нитей с увеличенным сопротивлением снижает паразитные потери. Преимущественно, нагреватели с высоким удельным сопротивлением обеспечивают более эффективное использование энергии батареи.
Предпочтительно, нити выполнены из проволоки. Более предпочтительно, проволока выполнена из металла, наиболее предпочтительно - из нержавеющей стали.
Электрическое сопротивление сетки, матрицы или тканого полотна из электрически проводящих нитей нагревательного элемента может составлять от 0,3 Ом до 4 Ом. Предпочтительно, электрическое сопротивление составляет 0,5 Ом или более. Более предпочтительно, электрическое сопротивление сетки, матрицы или тканого полотна из электрически проводящих нитей составляет от 0,6 Ом до 0,8 Ом, и наиболее предпочтительно приблизительно 0,68 Ом. Электрическое сопротивление сетки, матрицы или тканого полотна из электрически проводящих нитей предпочтительно по меньшей мере на порядок и более предпочтительно по меньшей мере на два порядка превышает электрическое сопротивление электрически проводящих контактных участков. Это обеспечивает локализацию тепла, сгенерированного посредством прохождения тока через нагревательный элемент, на сетке или матрице из электрически проводящих нитей. Преимущественно, нагревательный элемент имеет низкое общее сопротивление, если питание в систему подается от батареи. Система с низким сопротивлением и высоким током обеспечивает возможность подачи высокой мощности на нагревательный элемент. Это обеспечивает возможность быстрого нагрева нагревательным элементом электрически проводящих нитей до необходимой температуры.
Полый корпус крышки может быть выполнен с возможностью размещения капиллярного тела. Предпочтительно, нагреватель в сборе содержит фрагмент материала подложки, выполненный из капиллярного тела для удержания жидкого субстрата, образующего аэрозоль. По меньшей мере часть фрагмента материала подложки может быть расположена в полом корпусе между первым и вторым отверстиями крышки.
Преимущественно, крышка и фрагмент материала подложки могут иметь такой размер, чтобы иметь приблизительно одинаковый размер площади поперечного сечения. В контексте настоящего документа «приблизительно одинаковый размер» означает, что площадь поперечного сечения крышки, содержащая первое отверстие крышки, может быть меньше или больше капиллярного материала не более, чем на 30 процентов. Форма внутреннего пространства полого корпуса крышки также может быть подобна форме капиллярного материала, так что нагреватель в сборе и материал по существу перекрываются. Предпочтительно, фрагмент материала подложки по существу имеет схожие форму и размер, что и внутреннее пространство полого корпуса. Предпочтительно, внутреннее пространство полого корпуса по существу имеет цилиндрическую форму. Объем внутреннего пространства полого корпуса может составлять от 50 кубических миллиметров до 500 кубических миллиметров, предпочтительно от 100 кубических миллиметров до 250 кубических миллиметров, более предпочтительно приблизительно 150 кубических миллиметров.
Фрагмент материала подложки может быть предоставлен по меньшей мере частично в контакте с нагревательным элементом. Если нагреватель в сборе и материал имеют по существу схожие размер и форму, изготовление может быть упрощено, а надежность процесса изготовления улучшена.
Предпочтительно, нагреватель в сборе содержит фрагмент материала для транспортировки, выполненный из капиллярного тела, для транспортировки жидкого субстрата, образующего аэрозоль, из фрагмента материала подложки на нагревательный элемент. Фрагмент материала для транспортировки может быть предоставлен в контакте с нагревательным элементом. Предпочтительно, фрагмент материала для транспортировки расположен между нагревательным элементом и фрагментом материала подложки. В этом случае, материал подложки не находится в непосредственном контакте с нагревательным элементом.
Фрагмент материала для транспортировки может быть выполнен из материала, способного обеспечить контакт жидкого субстрата, образующего аэрозоль, с по меньшей мере частью поверхности нагревательного элемента, который проходит поперек первого отверстия крышки. Фрагмент материала для транспортировки может находиться в контакте с электрически проводящими нитями. Фрагмент материала для транспортировки может проходить внутрь пустот между нитями. Нагревательный элемент может втягивать жидкий субстрат, образующий аэрозоль, внутрь указанных промежутков за счет капиллярного действия. Предпочтительно, фрагмент материала для транспортировки может находиться в контакте с электрически проводящими нитями по существу на всем протяжении открытой площади первого отверстия крышки.
Капиллярный материал представляет собой материал, который активно транспортирует жидкость от одного конца материала к другому. Капиллярный материал может быть ориентирован, непосредственно или опосредованно с помощью другого капиллярного тела, находясь в контакте с частью для хранения жидкости для передачи жидкого субстрата, образующего аэрозоль, по направлению к нагревательному элементу.
Капиллярный материал может содержать более двух капиллярных материалов, включающих один или несколько слоев капиллярного материала, находящихся в непосредственном контакте с сеткой, матрицей или тканым полотном из электрически проводящих нитей нагревательного элемента для способствования образованию аэрозоля.
Предпочтительно, крышка содержит фиксатор с отверстием фиксатора. Фиксатор может представлять собой плоский диск, покрывающий по меньшей мере первое отверстие крышки и имеющий толщину, составляющую от 0,25 миллиметра до 5 миллиметров, предпочтительно от 0,5 миллиметра до 2,5 миллиметров, и более предпочтительно приблизительно 0,8 миллиметра. Отверстие фиксатора может иметь размер от 10 квадратных миллиметров до 50 квадратных миллиметров, предпочтительно от 20 квадратных миллиметров до 30 квадратных миллиметров, и более предпочтительно приблизительно 25 квадратных миллиметров. Фиксатор может покрывать первое отверстие крышки таким образом, что отверстие фиксатора совпадает с по меньшей мере частью первого отверстия крышки. Нагревательный элемент может быть установлен на фиксаторе. Поверхность фиксатора находится в контакте с нагревательным элементом и представляет собой площадь контакта, которая увеличивает площадь контакта по сравнению с крышкой без фиксатора. Фиксатор уменьшает размер первого отверстия крышки до размера отверстия фиксатора. Увеличение площади контакта между фиксатором и нагревательным элементом может увеличить жесткость нагревателя в сборе и может упростить его сборку. Предпочтительно, крышка, содержащая фиксатор, обжата вокруг нижней стороны нагревательного элемента.
Предпочтительно, крышка выполнена как единое целое. Выполненная как единое целое крышка может содержать фиксатор.
Нагревательный элемент может иметь по меньшей мере два электрически проводящих контактных участка. Электрически проводящие контактные участки могут быть размещены в области кромки нагревательного элемента.
Предпочтительно, по меньшей мере каждый из двух электрически проводящих контактных участков расположены на ограниченном участке нагревательного элемента. Электрически проводящие контактные участки могут быть размещены на краях нагревательного элемента. Электрически проводящий контактный участок может быть присоединен непосредственно к электрически проводящим нитям. Электрически проводящий контактный участок может содержать накладку из олова. В качестве альтернативы, электрически проводящий контактный участок может представлять собой единое целое с электрически проводящими нитями.
Предпочтительно, этап предоставления нагревательного элемента включает предоставление полоски сетки. Полоска сетки может содержать чередующуюся последовательность частей сетки с первой плотностью сетки и со второй плотностью сетки. Наличие секций с более высокой плотностью может увеличить стабильность сетки при ее обработке.
Этап предоставления нагревательного элемента может дополнительно включать высечку скошенных вырезов окон с каждой стороны части сетки с первой плотностью сетки и удаление оборванной проволоки из вырезанных частей сетки с первой плотностью сетки.
Предпочтительно, первая плотность сетки меньше второй плотности сетки.
Предпочтительно, этап многокомпонентного формования крышки на областях кромки по одной стороне нагревательного элемента включает предварительный нагрев гранул пластичного материала, введение гранул пластичного материала в форму для создания крышки и многокомпонентное формование крышки на нижней стороне части сетки со второй плотностью сетки.
Предпочтительно, этап многокомпонентного формования крышки на областях кромки по одной стороне нагревательного элемента дополнительно включает вырезание нагревателя в сборе из полоски сетки и удаление мусора из нагревателя в сборе.
Предпочтительно, этап вырезания нагревателя в сборе из полоски сетки включает высечку сетки из полоски сетки, при этом нагревательный элемент содержит сетку, и при этом сетка вырезается в пределах части сетки со второй плотностью сетки так, что сетка содержит часть сетки с первой плотностью сетки, ограниченную частью сетки со второй плотностью сетки, на каждом из двух концов разрезанной сетки.
Предпочтительно, способ изготовления проницаемого для текучей среды нагревателя в сборе согласно первому аспекту настоящего изобретения дополнительно включает присоединение по меньшей мере каждого из двух электрически проводящих контактных участков в области кромки с другой стороны нагревательного элемента.
Этап присоединения по меньшей мере каждого из двух электрически проводящих контактных участков в области кромки с другой стороны нагревательного элемента может включать предоставление полоски оловянной фольги, вырезание накладок из оловянной фольги из полоски оловянной фольги такого размера, который соответствует форме и размеру части сетки со второй плотностью сетки, и прижатие накладки из оловянной фольги к части сетки со второй плотностью сетки. Может быть преимущественным создание полоски оловянной фольги из материала более мягкого, чем материал нагревательного элемента.
Предпочтительно, способ изготовления проницаемого для текучей среды нагревателя в сборе согласно первому аспекту настоящего изобретения дополнительно включает проверку нагревателя в сборе.
Предпочтительно, этап проверки нагревателя в сборе включает перемещение нагревателя в сборе в пункты технического контроля, измерение электрического сопротивления нагревательного элемента в изготовленном нагревателе в сборе, визуальный осмотр нагревательного элемента на предмет точного количества проволоки, аккуратного разрезания сетки, общей целостности сетки, наличия мусора и прикрепления оловянной фольги, и забраковывание нагревателя в сборе, если нагреватель в сборе не соответствует по меньшей мере одному из требуемого электрического сопротивления нагревательного элемента и требуемого результата визуального осмотра.
Согласно второму аспекту настоящего изобретения предоставляется устройство для изготовления проницаемого для текучей среды нагревателя в сборе согласно первому аспекту настоящего изобретения.
Для изготовления нагревателя в сборе, содержащего крышку и по существу плоский электрически проводящий нагревательный элемент с сеткой, устройство для изготовления проницаемого для текучей среды нагревателя в сборе может содержать по меньшей мере одну из следующих единиц оборудования:
- подающий узел для катушки для полоски сетки для предоставления полоски сетки, причем полоска сетки содержит чередующуюся последовательность частей сетки с первой плотностью сетки и со второй плотностью сетки,
- подающий узел для катушки для оловянной фольги для предоставления полоски оловянной фольги,
- блок резки оловянной фольги для индексирования длины оловянной фольги, которую необходимо разместить над частью сетки со второй плотностью сетки, и для вырезания накладок из олова из предоставленной полоски оловянной фольги,
- блок обжима оловянной фольги для прижатия накладок из олова с целью их присоединения к верхней поверхности части сетки со второй плотностью сетки,
- блок вырезания окон сетки для высечки скошенных вырезов окон с каждой стороны части сетки с первой плотностью сетки,
- первый блок очистки для удаления оборванной проволоки из вырезанных частей сетки с первой плотностью сетки, мелких частиц, пыли или мусора за счет очищения посредством воздуха под давлением и вакуумирования поверхностей вырезанных частей сетки для удаления мусора,
- машину для литья под давлением для предварительного нагрева гранул пластичного материала и его введения в форму для создания крышки,
- пресс-форма для многокомпонентного формования под давлением сетки (возможно наличие одной полости или нескольких полостей) для многокомпонентного формования крышки на нижней стороне части сетки со второй плотностью сетки,
- блок вырезания нагревателя в сборе для вырезания нагревателя в сборе из полоски сетки за счет высечки сетки из полоски сетки, причем нагревательный элемент содержит сетку, и сетка отрезается в пределах части сетки со второй плотностью сетки так, что сетка содержит часть сетки с первой плотностью сетки, ограниченную частью сетки со второй плотностью сетки на каждом из двух концов отрезанной сетки,
- второй блок очистки для удаления оборванной проволоки из сетки за счет очищения посредством воздуха под давлением и вакуумирования поверхностей нагревателя в сборе для удаления мусора,
- узел транспортировки для транспортировки нагревателя в сборе в блок проверки нагревателя в сборе, причем блок проверки нагревателя в сборе может включать блок измерения сопротивления в нагревателе в сборе, блок визуального осмотра нагревателя в сборе и блок отсортировки нагревателя в сборе,
- блок испытания сетки под установившимся давлением,
- блок измерения сопротивления в нагревателе в сборе для измерения электрического сопротивления сетки и полоски оловянной фольги в изготовленном нагревателе в сборе,
- блок визуального осмотра нагревателя в сборе для визуального осмотра нагревателя в сборе, и
- блок отсортировки нагревателя в сборе для забраковывания нагревателя в сборе, который не соответствует техническим требованиям.
В предпочтительном процессе изготовления оборудование автоматически изготавливает нагреватель в сборе из полоски сетки, полоски оловянной фольги и гранул пластичного материала. Нагреватель в сборе содержит крышку и по существу плоский электрически проводящий нагревательный элемент.
Предпочтительный процесс изготовления согласно первому аспекту настоящего изобретения может включать загрузку вручную по меньшей мере одного из катушки для полоски сетки, катушки для полоски оловянной фольги и гранул пластичного материала. Предпочтительный процесс изготовления может дополнительно включать по меньшей мере один из этапов способа, который выполняется автоматически производственным оборудованием:
- предоставление полоски сетки, причем полоска сетки содержит чередующуюся последовательность частей сетки с первой плотностью сетки и со второй плотностью сетки,
- предоставление полоски оловянной фольги,
- индексирование длины оловянной фольги, которую необходимо разместить над частью сетки со второй плотностью сетки,
- вырезание накладок из олова из предоставленной полоски оловянной фольги,
- прижатие накладок из олова с целью их присоединения к верхней поверхности части сетки со второй плотностью сетки,
- высечку скошенных вырезов окон с каждой стороны части сетки с первой плотностью сетки,
- удаление оборванной проволоки из вырезанных частей сетки с первой плотностью сетки, мелких частиц, пыли или мусора за счет очищения посредством воздуха под давлением и вакуумирования поверхностей вырезанных частей сетки для удаления мусора,
- предварительное нагревание гранул пластичного материала,
- введение гранул пластичного материала в форму для создания крышки,
- многокомпонентное формование крышки на нижней стороне части сетки со второй плотностью сетки,
- вырезание нагревателя в сборе из полоски сетки за счет высечки сетки из полоски сетки, причем нагревательный элемент содержит сетку, и сетка отрезается в пределах части сетки со второй плотностью сетки так, что сетка содержит часть сетки с первой плотностью сетки, ограниченную частью сетки со второй плотностью сетки, на каждом из двух концов отрезанной сетки,
- удаление оборванной проволоки из сетки, мелких частиц, пыли или мусора за счет очищения посредством воздуха под давлением и вакуумирования поверхностей сетки для удаления мусора,
- транспортировка нагревателя в сборе в блок проверки,
- измерение электрического сопротивления сетки в изготовленном нагревателе в сборе,
- визуальный осмотр нагревателя в сборе на предмет точного количества проволоки, аккуратной обрезки сетки, общей целостности сетки, наличия мусора и прикрепления оловянной фольги, и
- забраковывание нагревателя в сборе, который не соответствует техническим требованиям.
Признаки, описанные в отношении одного аспекта, могут быть в равной степени применены и к другим аспектам настоящего изобретения.
Варианты осуществления настоящего изобретения будут далее описаны исключительно на примерах, со ссылками на сопроводительные графические материалы, на которых:
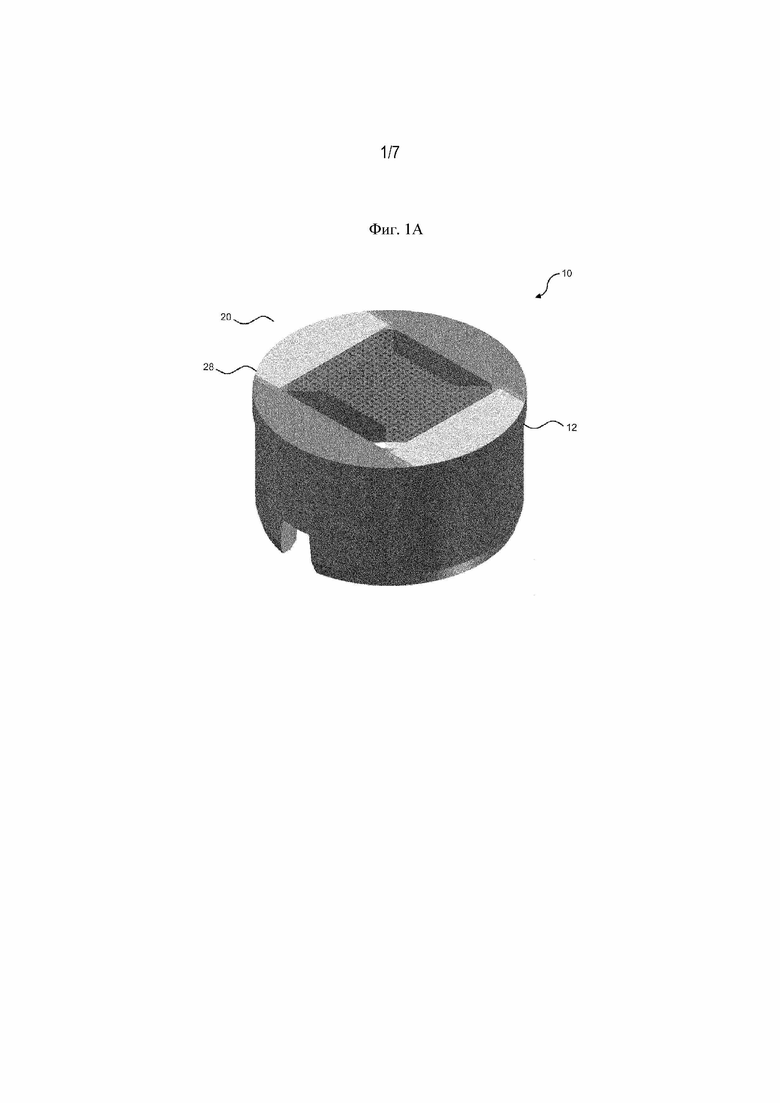
на фиг. 1А показан вид в перспективе верхней стороны нагревателя в сборе, изготовленного согласно варианту осуществления настоящего изобретения;
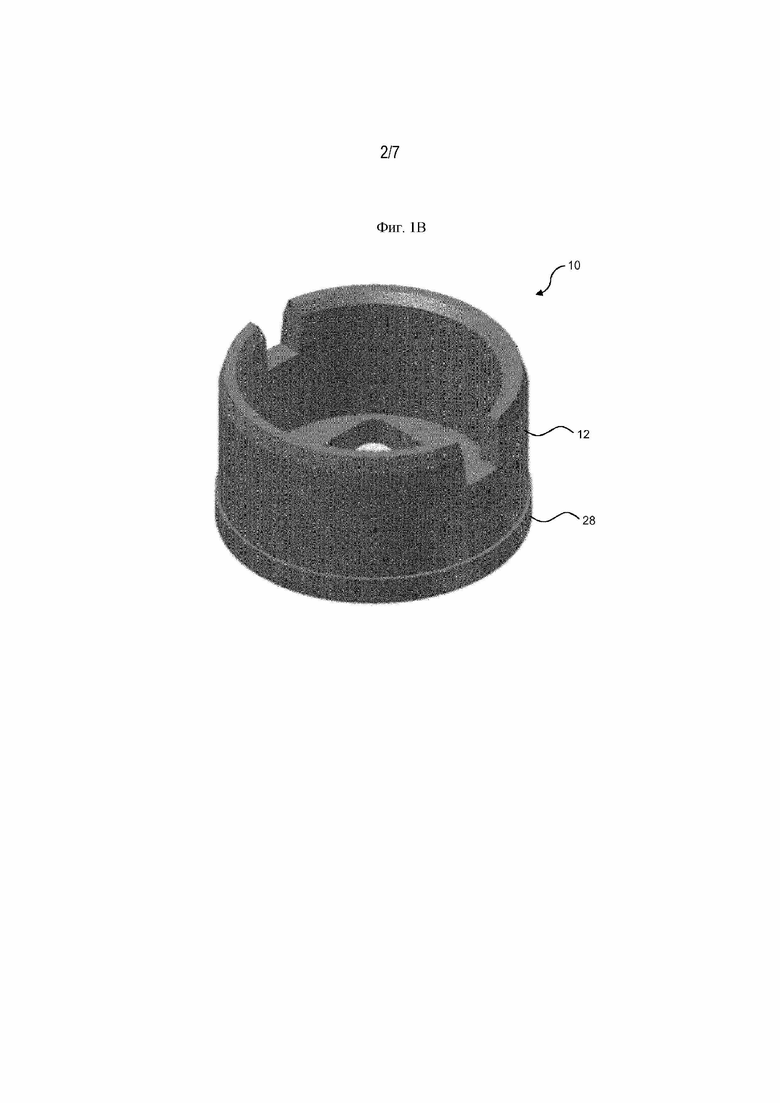
на фиг. 1B показан вид в перспективе нижней стороны нагревателя в сборе, изготовленного согласно варианту осуществления настоящего изобретения;
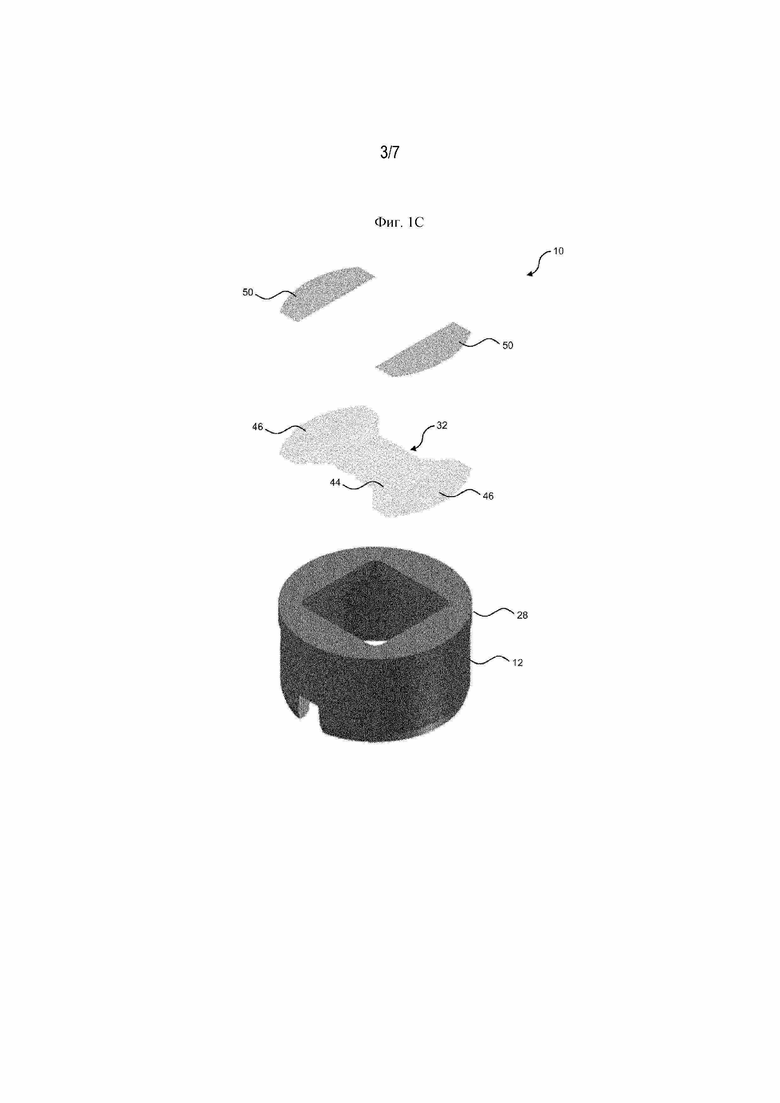
на фиг. 1C показан покомпонентный вид в перспективе нагревателя в сборе, изготовленного согласно варианту осуществления настоящего изобретения;
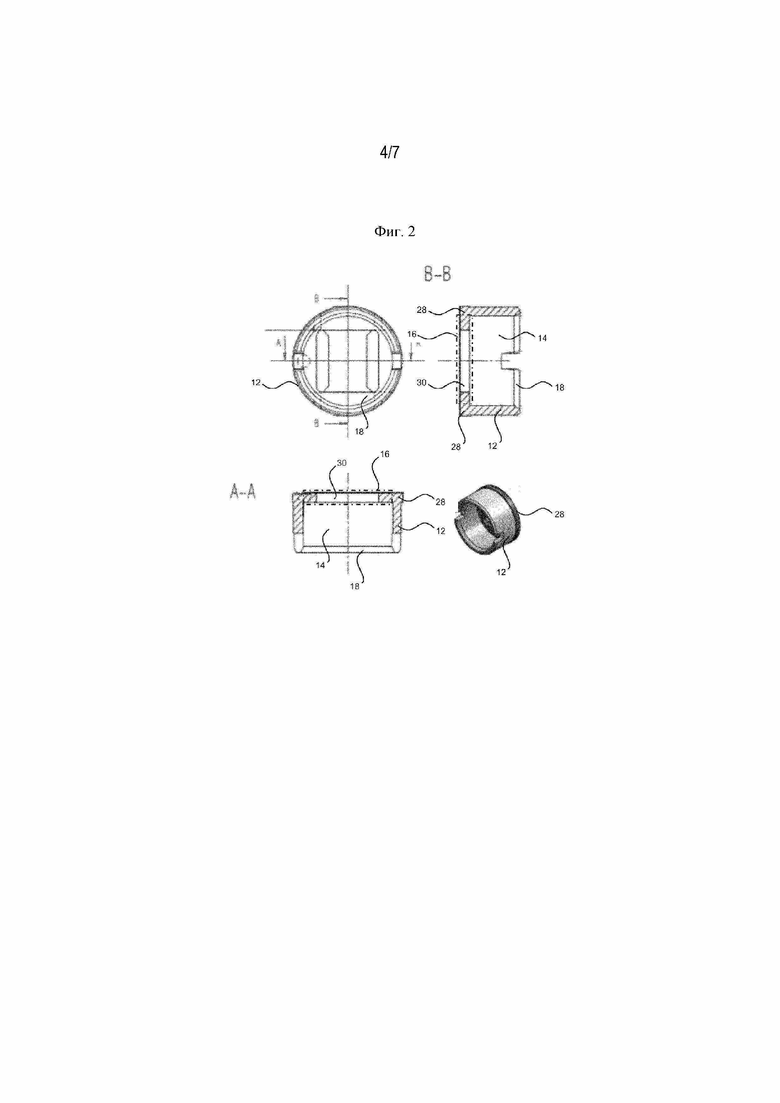
на фиг. 2 показан вид верхней стороны в поперечном сечении и в перспективе крышки и фиксатора, изготовленных согласно варианту осуществления настоящего изобретения;
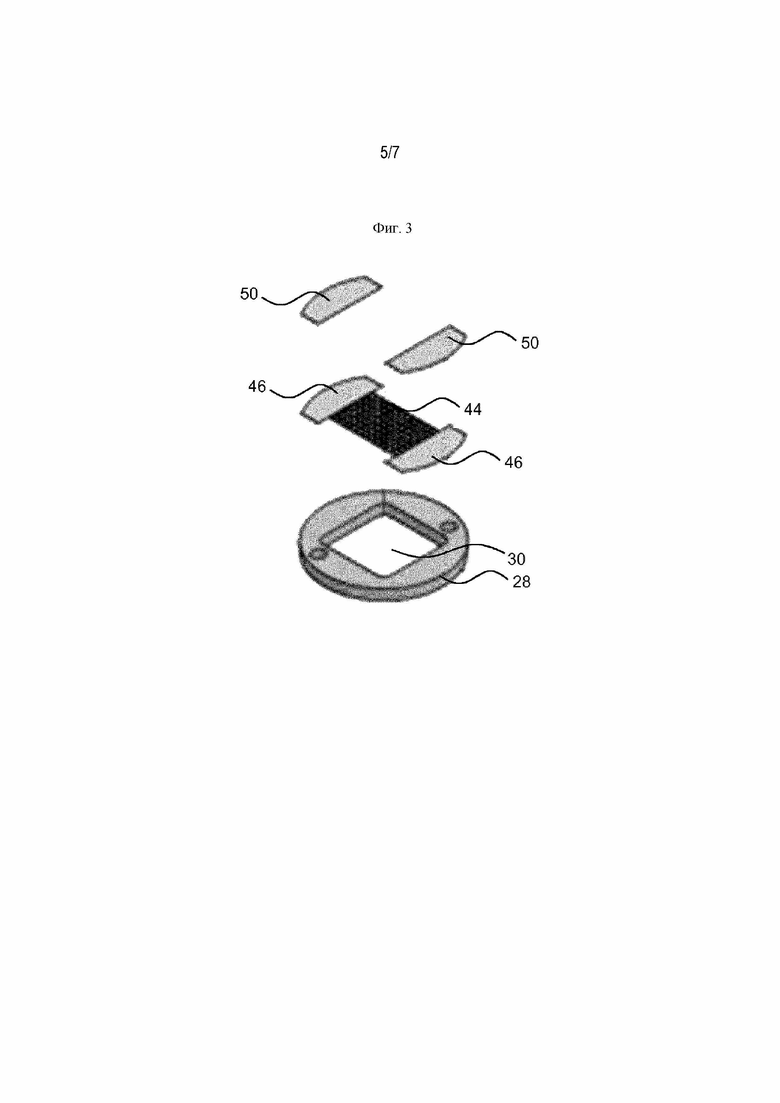
на фиг. 3 показан вид верхней стороны фиксатора, нагревательного элемента и контактных участков, изготовленных согласно варианту осуществления настоящего изобретения;
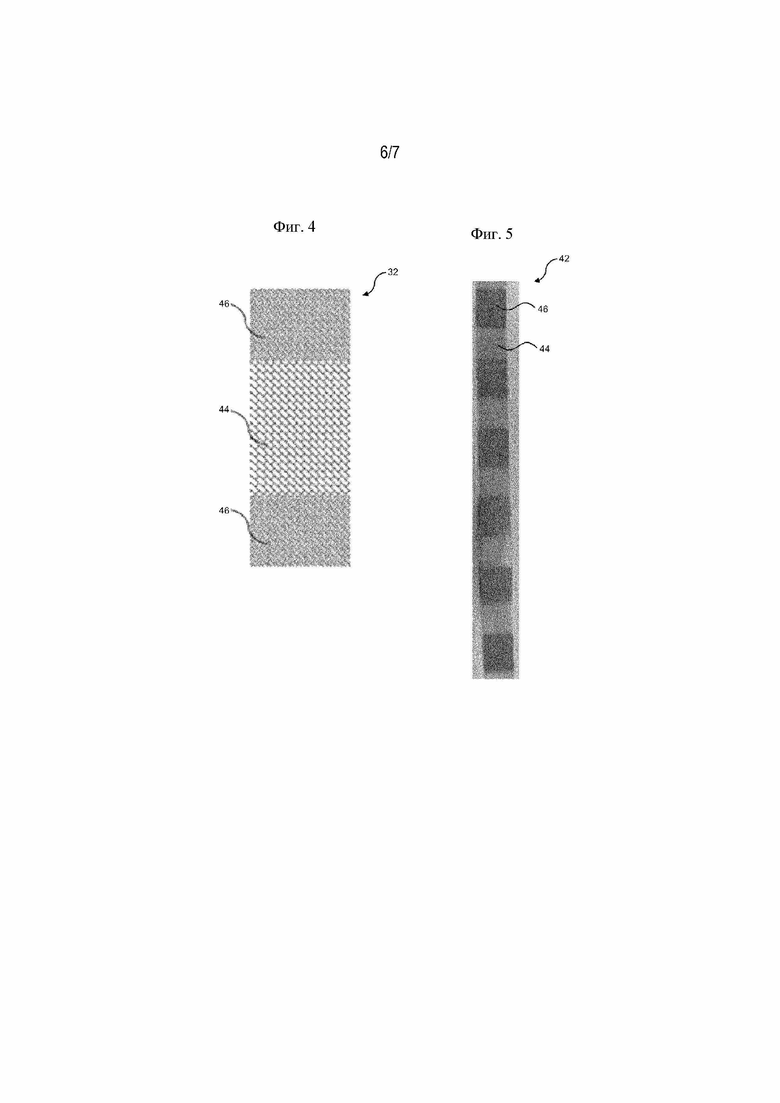
на фиг. 4 показан вид верхней стороны сетки, имеющей две различные плотности сетки, изготовленной согласно варианту осуществления настоящего изобретения;
на фиг. 5 показан вид верхней стороны полоски сетки для изготовления сетки согласно варианту осуществления настоящего изобретения; и
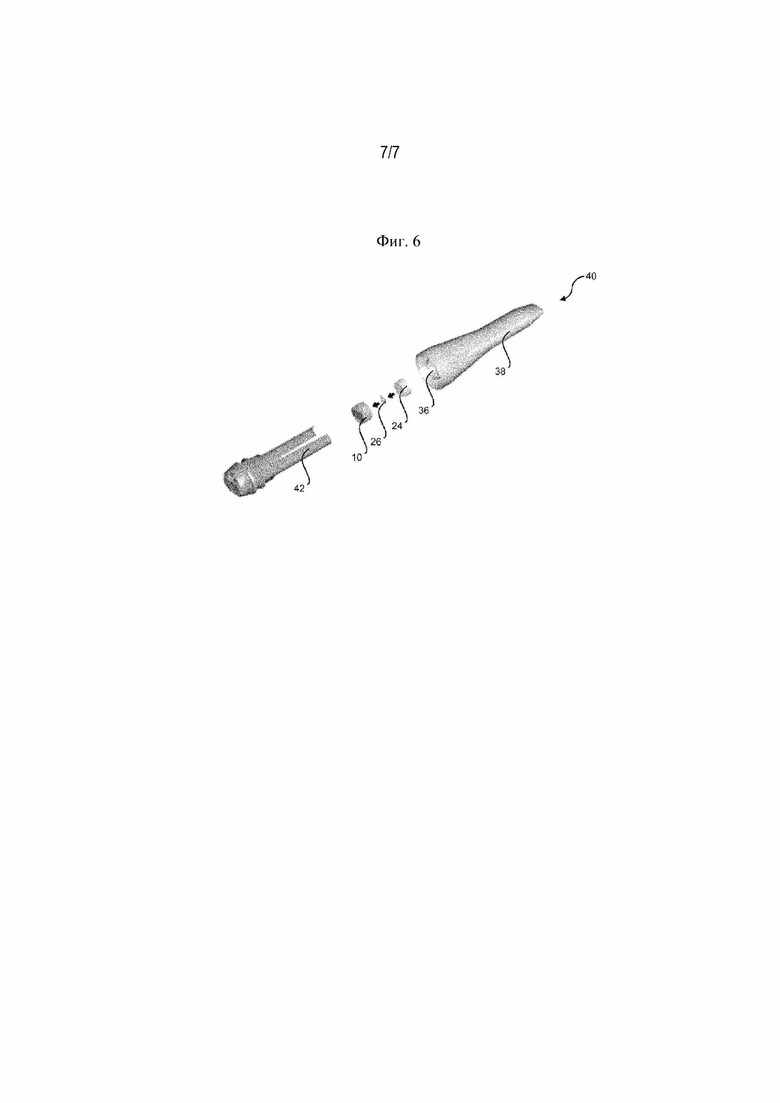
на фиг. 6 показан покомпонентный вид в перспективе картриджа для системы, генерирующей аэрозоль, который содержит нагреватель в сборе, изготовленный согласно варианту осуществления настоящего изобретения.
На фиг. 1A показан нагреватель в сборе 10, содержащий крышку 12 с первым отверстием 16 крышки на верхней стороне крышки и вторым отверстием 18 крышки на нижней стороне крышки 12. Первое отверстие 16 крышки покрыто фиксатором 28 с отверстием 30 фиксатора. Нагреватель в сборе 10 дополнительно содержит нагревательный элемент 20, который проходит поперек отверстия 30 фиксатора.
На фиг. 1B показан вид снизу нагревателя в сборе 10. Становится видимым внутреннее пространство полого корпуса 14 крышки 12.
На фиг. 1C показаны компоненты нагревательного элемента 20, содержащего сетку 32. Сетка 32 имеет первую часть 44 сетки с первой плотностью сетки и, по ее обоим краям, вторую часть 46 сетки со второй плотностью сетки, причем вторая плотность сетки больше первой плотности. Накладка 50 из оловянной фольги присоединена к каждой из двух частей 46 сетки со второй плотностью сетки. Нагревательный элемент 20, и соответственно его сетки 32, расположен поперек отверстия 30 фиксатора 28 на верху крышки 12. Вся часть 44 сетки с первой плотностью сетки расположена над отверстием 30 фиксатора.
На фиг. 2 показаны крышка 12 и ее фиксатор 28. Фиксатор 28 может представлять собой отдельную часть. Предпочтительно, фиксатор 28 представляет собой неотделимую часть крышки 12. Внутренний корпус полого корпуса 14 крышки 12 имеет цилиндрическую форму. С помощью разрезов A-A и B-B по фиг. 2 показано, что крышка 12 и ее фиксатор 28 выполнены как единое целое, при этом на виде в перспективе по фиг. 2 фиксатор 28 показан в качестве отдельной части. С помощью разрезов A-A и B-B по фиг. 2 показано первое отверстие 16 крышки, которое частично закрыто фиксатором 28, так что только небольшая часть, называемая отверстием 30 фиксатора, первого отверстия 16 крышки остается открытой, и поперек которого может проходить нагревательный элемент.
На фиг. 3 показан фиксатор 28, выполненный в качестве отдельной части крышки 12, при этом нагревательный элемент 20 устанавливается таким образом, что часть 44 сетки с первой плотностью сетки проходит поперек отверстия 30 фиксатора.
На фиг. 4 показана сетка 32 нагревательного элемента 20. Сетка 32 содержит часть 44 сетки с первой плотностью сетки и, по ее обоим краям, вторую часть 46 сетки со второй плотностью сетки.
На фиг. 5 показана полоска сетки 42, из которой может быть высечено некоторое количество сеток 32.
На фиг. 6 показан картридж 40 согласно одному варианту осуществления настоящего изобретения. Картридж 40 содержит нагреватель в сборе 10 с крышкой 12 и нагревательный элемент 20, расположенный на фиксаторе 28 крышки 12. Фрагмент 26 материала для транспортировки расположен в отверстии 30 фиксатора 28. Фрагмент 24 материала подложки расположен во внутреннем пространстве полого корпуса 14 крышки 12. Крышка 12 выполняет функцию жесткого корпуса для фрагмента 26 материала для транспортировки и фрагмента материала 24 подложки. Картридж 40 дополнительно содержит часть для хранения жидкости, предназначенную для хранения жидкого субстрата, образующего аэрозоль. Держатель 42 используется для удержания компонентов нагревателя в сборе 10 и сохранения контакта нагревателя в сборе 10 с частью 36 для хранения жидкости посредством фрагмента 26 материала для транспортировки и фрагмента 24 материала подложки. Дополнительно, картридж 40 содержит мундштук 38, в котором расположена часть 36 для хранения жидкости.
Вышеописанные примеры вариантов осуществления являются иллюстративными, а не ограничивающими. В свете вышеописанных примеров вариантов осуществления специалисту с обычной квалификацией в данной области техники будут теперь понятны и другие варианты осуществления, соответствующие вышеописанным примерам вариантов осуществления.
Группа изобретений относится к удерживаемой рукой электрически управляемым курительным системам. Способ изготовления проницаемого для текучей среды нагревателя в сборе (10) для системы, генерирующей аэрозоль, где нагреватель в сборе (10) содержит крышку (12) и по существу плоский электрически проводящий нагревательный элемент (20), включает предоставление нагревательного элемента (20) и многокомпонентное формование крышки (12) на областях кромки по одной стороне нагревательного элемента (20). При этом крышка (12) содержит полый корпус (14) с первым (16) и вторым (18) отверстиями крышки. Первое отверстие (16) крышки является противоположным второму отверстию (18) крышки, а нагревательный элемент (20) установлен на крышке (12) таким образом, что нагревательный элемент (20) проходит поперек первого отверстия (16) крышки. Обеспечивается упрощение изготовления и более жесткая конструкция для предотвращения смещения компонентов нагревателя в сборе. 2 н. и 13 з.п. ф-лы, 8 ил.
1. Способ изготовления проницаемого для текучей среды нагревателя в сборе (10) для системы, генерирующей аэрозоль, причем нагреватель в сборе (10) содержит крышку (12) и по существу плоский электрически проводящий нагревательный элемент (20), при этом способ включает:
предоставление нагревательного элемента (20) и
многокомпонентное формование крышки (12) на областях кромки по одной стороне нагревательного элемента (20), при этом крышка (12) содержит полый корпус (14) с первым (16) и вторым (18) отверстиями крышки, при этом первое отверстие (16) крышки является противоположным второму отверстию (18) крышки и при этом нагревательный элемент (20) установлен на крышке (12) таким образом, что нагревательный элемент (20) проходит поперек первого отверстия (16) крышки.
2. Способ по п. 1, отличающийся тем, что предоставление нагревательного элемента (20) включает:
предоставление полоски (42) сетки, причем полоска (42) сетки содержит чередующуюся последовательность частей (44, 46) сетки с первой плотностью сетки и со второй плотностью сетки.
3. Способ по п. 2, отличающийся тем, что предоставление нагревательного элемента (20) дополнительно включает:
высечку скошенных вырезов окон с каждой стороны части (44) сетки с первой плотностью сетки и
удаление оборванной проволоки из вырезанных частей (44) сетки с первой плотностью сетки.
4. Способ по п. 2 или 3, отличающийся тем, что первая плотность сетки меньше второй плотности сетки.
5. Способ по любому из пп. 2-4, отличающийся тем, что многокомпонентное формование крышки (12) на областях кромки по одной стороне нагревательного элемента (20) включает:
предварительное нагревание гранул пластичного материала,
введение гранул пластичного материала в форму для создания крышки (12) и
многокомпонентное формование крышки (12) на нижней стороне части (46) сетки со второй плотностью сетки.
6. Способ по п. 5, отличающийся тем, что многокомпонентное формование крышки (12) на областях кромки по одной стороне нагревательного элемента (20) дополнительно включает:
вырезание нагревателя в сборе (10) из полоски (42) сетки и
удаление оборванной проволоки из нагревательного элемента (20).
7. Способ по п. 6, отличающийся тем, что вырезание нагревателя в сборе (10) из полоски (42) сетки включает:
высечку сетки (32) из полоски (42) сетки, при этом нагревательный элемент (20) содержит сетку (32), и при этом сетку (32) отрезают в пределах части (46) сетки со второй плотностью сетки так, что сетка (32) содержит часть (44) сетки с первой плотностью сетки, ограниченную частью (46) сетки со второй плотностью сетки, на каждом из двух концов отрезанной сетки (32).
8. Способ по любому из пп. 2-7, отличающийся тем, что дополнительно включает:
присоединение по меньшей мере каждого из двух электрически проводящих контактных участков в области кромки с другой стороны нагревательного элемента (20).
9. Способ по п. 8, отличающийся тем, что присоединение по меньшей мере каждого из двух электрически проводящих контактных участков в области кромки с другой стороны нагревательного элемента (20) включает:
предоставление полоски оловянной фольги,
вырезание накладок (50) из оловянной фольги из полоски оловянной фольги такого размера, который соответствует форме и размеру части (46) сетки со второй плотностью сетки, и
прижатие накладки (50) из оловянной фольги к части (46) сетки со второй плотностью сетки.
10. Способ по любому из пп. 1-9, отличающийся тем, что дополнительно включает:
проверку нагревателя в сборе (10).
11. Способ по п. 10, отличающийся тем, что проверка нагревателя в сборе (10) включает:
транспортировку нагревателя в сборе (10) в блоки проверки,
измерение электрического сопротивления нагревательного элемента (20) в изготовленном нагревателе в сборе,
визуальный осмотр нагревательного элемента (20) на предмет точного количества проволоки, аккуратной обрезки сетки, общей целостности сетки, наличия мусора и прикрепления оловянной фольги и
забраковывание нагревателя в сборе (10), если нагреватель в сборе (10) не соответствует по меньшей мере одному из требуемого электрического сопротивления нагревательного элемента (20) и требуемого результата визуального осмотра.
12. Устройство для изготовления проницаемого для текучей среды нагревателя в сборе (10) для системы, генерирующей аэрозоль, при этом нагреватель в сборе (10) содержит крышку (12) и по существу плоский электрически проводящий нагревательный элемент (20), при этом устройство содержит:
узел изготовления нагревательного элемента для предоставления нагревательного элемента (20) и
пресс-форму для многокомпонентного формования под давлением сетки для многокомпонентного формования крышки (12) на областях кромки по одной стороне нагревательного элемента (20), при этом крышка (12) содержит полый корпус (14) с первым (16) и вторым (18) отверстиями крышки, при этом первое отверстие (16) крышки является противоположным второму отверстию (18) крышки, и при этом нагревательный элемент (20) установлен на крышке (12) таким образом, что нагревательный элемент (20) проходит поперек первого отверстия (16) крышки.
13. Устройство по п. 12, отличающееся тем, что узел изготовления нагревательного элемента содержит:
подающий узел для катушки для полоски сетки для предоставления полоски (42) сетки, причем полоска сетки содержит чередующуюся последовательность частей сетки с первой плотностью сетки и со второй плотностью сетки и
блок вырезания нагревателя в сборе для вырезания нагревателя в сборе (10) из полоски (42) сетки за счет высечки сетки (32) из полоски сетки (42), причем нагревательный элемент (20) содержит сетку (32), и сетку (32) отрезают в пределах части (46) сетки со второй плотностью сетки так, что сетка содержит часть (44) сетки с первой плотностью сетки, ограниченную частью (46) сетки со второй плотностью сетки, на каждом из двух концов разрезанной сетки (32).
14. Устройство по п. 13, отличающееся тем, что дополнительно содержит:
машину для литья под давлением для предварительного нагрева гранул пластичного материала и его введения в форму для создания крышки (12),
при этом пресс-форма для многокомпонентного формования под давлением сетки выполнена с возможностью многокомпонентного формования крышки (12) на нижней стороне части (46) сетки со второй плотностью сетки.
15. Устройство по любому из пп. 12-14, отличающееся тем, что устройство выполнено с возможностью осуществления способа по любому из пп. 1-11.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| ИНГАЛЯТОР АРОМАТА НЕНАГРЕВАЮЩЕГО ТИПА И СПОСОБ ИЗГОТОВЛЕНИЯ АРОМАТИЧЕСКОГО КАРТРИДЖА | 2011 |
|
RU2528945C1 |
| US 5388594 A1, 14.02.1995 | |||
| Металлический водоудерживающий щит висячей системы | 1922 |
|
SU1999A1 |
| DE 19854009 A1, 18.05.2000 | |||
| KR 100264617 B1, 01.09.2000 | |||
| Способ придания портландцементу более светлого цвета | 1934 |
|
SU41898A1 |
| KR 101375315 B1, 18.03.2014 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |

