Изобретение относится к литейному производству и может быть использовано при производстве лопаток газотурбинных двигателей (ГТД) из жаропрочных сплавов.
Известен способ получения отливок из жаропрочных сплавов с мелкозернистой структурой поверхностного слоя, заключающийся в предварительном нанесении на поверхность формообразующей полости литейной керамической формы кобальтосодержащего поверхностного модификатора и последующей заливке сплава в форму (RU 633668, 1978). В известном техническом решении в качестве кобальтосодержащего поверхностного модификатора используют растворы уксуснокислого кобальта и уксуснокислого алюминия в определенной концентрации. После нанесения модификатора перед заливкой сплава форму прокаливают, в результате чего указанные соединения разлагаются с образованием оксидов или шпинелей, распределенных относительно равномерно на поверхности формообразующей полости формы и стимулирующих создание дополнительных центров кристаллизации, что в результате повышает качество поверхностного слоя отливки.
Недостатком известного технического решения является невысокое качество отливок, связанное с тем, что нанесение модификаторов на поверхность формообразующей полости литейной керамической формы способствует возникновению зародышей кристаллов только в слоях отливки, прилегающих к форме.
Известен способ получения отливок крупногабаритных лопаток турбин, включающий изготовление литейной формы, нанесение на формообразующую поверхность формы поверхностного модификатора, нагрев литейной формы и последующую заливку в нее расплава сплава с температурой на разных стадиях процесса выше и равной температуре ликвидуса (RU 2630104, 2017). В известном техническом решении в качестве кобальтосодержащего поверхностного модификатора используют частицы алюмината кобальта и последовательно формируют перо и коробки замковой части полки лопатки при температуре выше температуры ликвидуса на 50-80°С, а затем формируют хвостовик и прибыли лопатки при температуре равной температуре ликвидуса или выше на 1-15°С. Способ обеспечивает получение плотной мелкозернистой структуры как в тонкостенном пере, так и в массивном замке лопатки.
Недостатком известного технического решения является сложность его реализации, обусловленная необходимостью использования расплавов для формирования разных элементов отливки с различными диапазонами температур.
Известен способ получения отливок с направленной структурой, включающий изготовление оболочковой литейной формы, установку в нее затравки, нагрев формы до температуры выше температуры ликвидуса жаропрочного сплава, заполнение формы расплавом при температуре, не превышающей температуру плавления затравки, и направленную кристаллизацию (RU 2043855, 1995). В известном техническом решении используют затравку в виде таблетки из гранулированного тугоплавкого материала, причем конфигурация соответствующей поверхности таблетки соответствует профилю донной части отливки.
Недостатком известного технического решения является сложность получения затравок, связанная с изготовлением пресс-форм для прессования затравок из металлического гранулированного материала.
Известен способ получения отливок с направленной структурой, включающий изготовление керамической литейной формы, содержащей последовательно расположенные затравочную полость, стартовую полость и формообразующую полость, размещение в затравочной полости затравки, нагрев формы, заполнение формы расплавом и направленную кристаллизацию (RU 2285580, 2006). В известном техническом решении конфигурация стартовой полости по сечению соответствует конфигурации формообразующей полости отливки, причем с размерами, превышающими размеры поперечного сечения основания отливки, а примыкающая к стартовой полости затравочная полость имеет сечение, превышающее размеры поперечного сечения стартовой полости. При этом затравочная полость и размещаемая в ней затравка имеют в сечении вид параллелограмма.
Недостатком известного способа при изготовлении турбинной лопатки, как наиболее сложной для получения заданной структуры отливки, является выполнение затравочной, стартовой и формообразующих полостей ступенчатыми в переходных сечениях, что приводит к снижению работоспособности лопатки в связи с выходом продольных границ столбчатых зерен, имеющих несовершенную структуру, на входную и выходную кромки как наиболее нагруженные участки отливки.
Наиболее близким по технической сущности и назначению к заявляемому изобретению является способ получения отливок с направленной структурой из жаропрочных сплавов, характеризующийся тем, что последовательно изготавливают заготовку из тугоплавкого материала для затравок путем литья в первую керамическую форму в вакуумной печи, разрезают изготовленную заготовку на отдельные тугоплавкие затравки, изготавливают вторую литейную керамическую форму, включающую донную часть, стартовую и формообразующую полости, размещают отдельную тугоплавкую затравку в донной части второй литейной керамической формы, нагревают вторую литейную керамическую форму до температуры выше температуры ликвидуса жаропрочного сплава, заполняют ее расплавом жаропрочного сплава и осуществляют направленную кристаллизацию в процессе получения отливки (RU 2411106, 2011). В известном техническом решении заготовку для затравок изготавливают с использованием формы с открытым дном, которую устанавливают на неохлаждаемый медный кристаллизатор. После охлаждения шлифуют контактировавшую с медным неохлаждаемым кристаллизатором поверхность заготовки на глубину зоны аморфных замороженных кристаллов, а затем осуществляют глубокое травление поверхностного слоя заготовки до образования в структуре рельефа выраженных границ между столбчатыми зернами кристаллов. Таким образом обеспечивают получение заготовки для затравок с регулярной направленно-кристаллической макроструктурой, каждое зерно которой является совершенным монокристаллом с кристаллографической ориентацией {001} с количеством зерен не менее пяти.
Существенными недостатками известного технического решения являются:
- сложность обеспечения плотного прилегания торцевой поверхности со стороны открытого дна у первой керамической формы к поверхности медного неохлаждаемого кристаллизатора в вакуумной печи при получении заготовки для затравок;
- выход продольных границ столбчатых зерен, имеющих несовершенную структуру, при литье лопатки ГТД, как наиболее сложной для получения заданной структуры отливки, на входную и выходную кромки лопатки, которые являются наиболее нагруженными участками отливки, что приводит к снижению ее качества;
- низкая производительность операции отливки заготовки для затравок, т.к. для изготовления затравок используется только часть заготовки, прилегающая к поверхности неохлаждаемого медного кристаллизатора;
- высокая трудоемкость подготовки заготовки для затравок, обусловленная необходимостью шлифования поверхности заготовки, контактировавшей с медным неохлаждаемым кристаллизатором на глубину зоны замороженных кристаллов, и глубокого травления.
Техническая проблема, решаемая заявляемым изобретением, заключается в повышении качества отливок.
Технический результат, достигаемый при осуществлении предлагаемого изобретения, заключается в исключении выхода границ зерен на входную и выходную кромки в процессе литья лопатки ГТД при радиально-направленном расположении зерен в структуре материала затравки за счет формирования в профильной части отливки продольных столбчатых зерен с увеличенным поперечным сечением с направленной столбчатой структурой при одновременном повышении производительности и снижении трудоемкости процесса изготовления заготовок для затравок.
Заявленный технический результат достигается за счет того, что при осуществлении способа получения отливок с направленной структурой из жаропрочных сплавов, характеризующегося тем, что последовательно изготавливают заготовку из тугоплавкого материала для затравок путем литья в первую керамическую форму в вакуумной печи, разрезают изготовленную заготовку на отдельные тугоплавкие затравки, изготавливают вторую литейную керамическую форму, включающую донную часть, стартовую и формообразующую полости, размещают отдельную тугоплавкую затравку в донной части второй литейной керамической формы, нагревают вторую литейную керамическую форму до температуры выше температуры ликвидуса жаропрочного сплава, заполняют ее расплавом жаропрочного сплава и осуществляют направленную кристаллизацию в процессе получения отливки, первую керамическую форму выполняют по меньшей мере с одной вертикальной цилиндрической формообразующей полостью с закрытым дном для изготовления заготовок с цилиндрической поверхностью, предварительно перед литьем заготовки для затравок наносят на вертикальную цилиндрическую формообразующую полость с закрытым дном кобальтосодержащий поверхностный модификатор, разрезают заготовку с цилиндрической поверхностью на отдельные тугоплавкие затравки перпендикулярно оси заготовки, а стартовую полость второй литейной керамической формы выполняют в виде усеченного конуса, большее основание которого переходит в формообразующую полость, а меньшее - в донную часть.
Существенность отличительных признаков способа получения отливок с направленной структурой из жаропрочных сплавов подтверждается тем, что:
- выполнение первой керамической формы по меньшей мере с одной вертикальной цилиндрической формообразующей полостью с закрытым дном для изготовления заготовок с цилиндрической поверхностью и предварительное нанесение перед литьем заготовки для затравок на вертикальную цилиндрическую формообразующую полость с закрытым дном кобальтосодержащего поверхностного модификатора обеспечивает формирование радиально-направленного расположения зерен в структуре материала затравки;
- разрезание заготовки с цилиндрической поверхностью на отдельные тугоплавкие затравки перпендикулярно оси заготовки позволяет повысить производительность способа и снизить высокую трудоемкость подготовки заготовки для затравок;
- выполнение стартовой полости второй литейной керамической формы в виде усеченного конуса, большее основание которого переходит в формообразующую полость, а меньшее - в донную часть, позволяет исключить выход границ зерен на входную и выходную кромки при литье лопатки ГТД за счет формирования в профильной части отливки продольных столбчатых зерен с увеличенным поперечным сечением с направленной столбчатой структурой.
Настоящее изобретение поясняется следующим подробным описанием способа получения отливок с направленной структурой из жаропрочных сплавов со ссылками на фигуры 1-4, где:
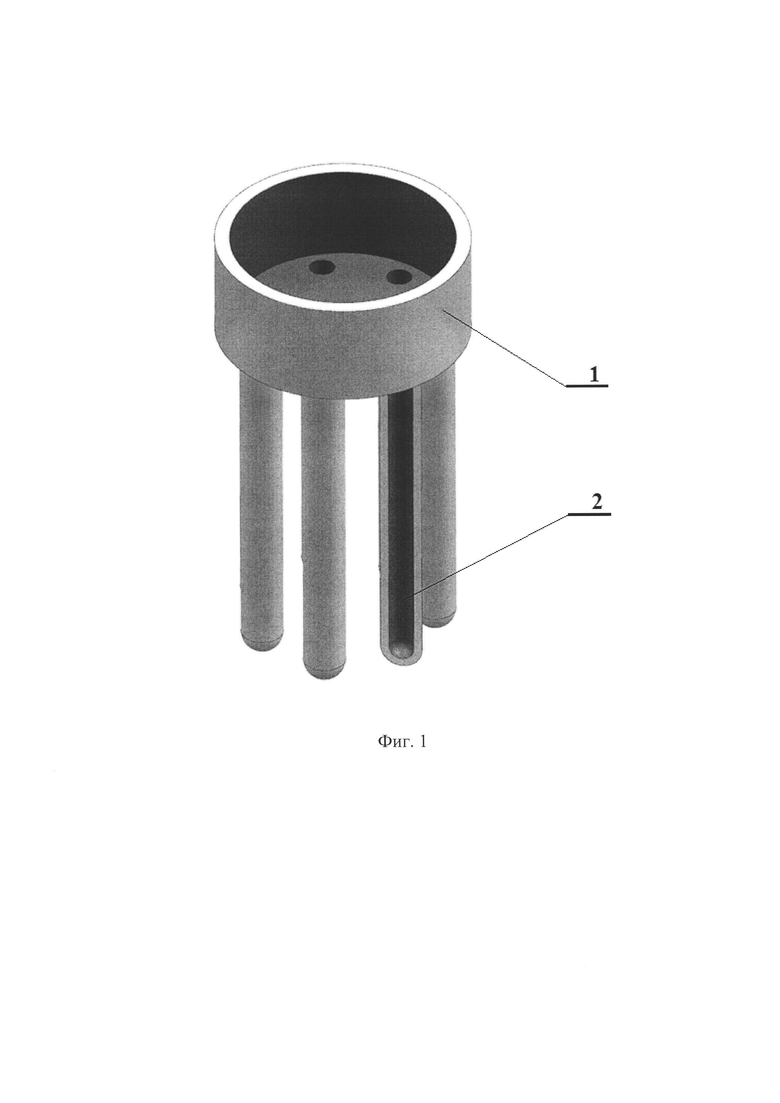
на фиг. 1 представлен вариант выполнения первой керамической формы для изготовления заготовок;
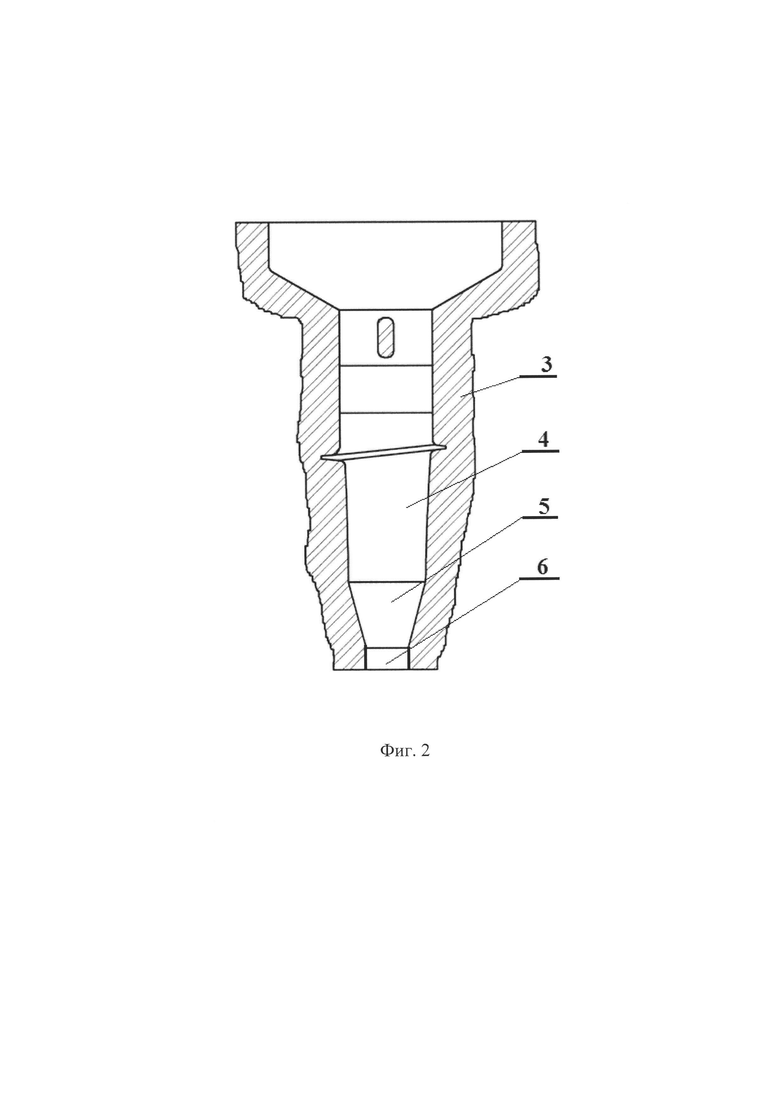
на фиг. 2 представлена схема выполнения второй литейной керамической формы для изготовления отливки;
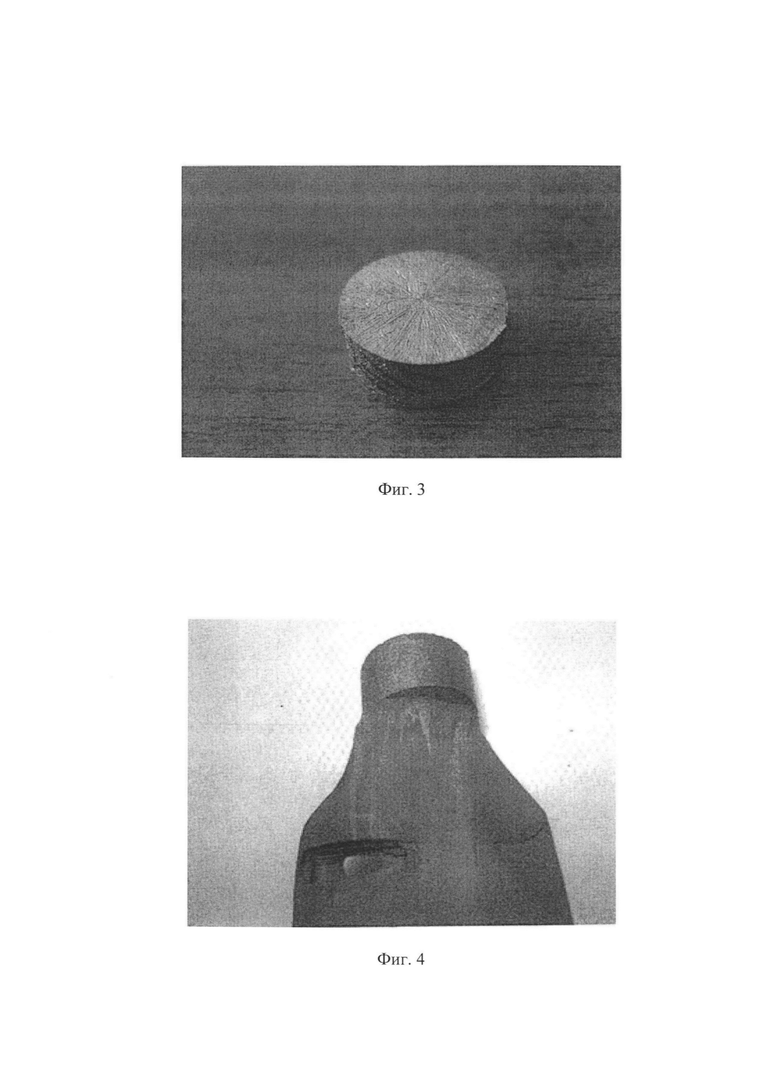
на фиг. 3 представлена фотография тугоплавкой затравки;
на фиг. 4 представлена фотография макроструктуры тугоплавкой затравки и лопатки ГТД, изготовленной в соответствии с предлагаемым способом.
На фигурах 1-2 приняты следующие обозначения:
1 - первая керамическая форма;
2 - вертикальная цилиндрическая формообразующая полость с закрытым дном первой керамической формы;
3 - вторая литейная керамическая форма;
4 - формообразующая полость второй формы;
5 - стартовая полость второй формы в виде усеченного конуса;
6 - донная часть второй формы.
Способ получения отливок с направленной структурой из жаропрочных сплавов осуществляется следующим образом.
Последовательно изготавливают заготовки для затравок из тугоплавкого материала путем литья в первую керамическую форму 1 в вакуумной печи. Первую керамическую форму 1 выполняют по меньшей мере с одной вертикальной цилиндрической формообразующей полостью 2 с закрытым дном для изготовления заготовок с цилиндрической поверхностью. На фиг. 1 представлен пример выполнения многоместной первой керамической формы 1. Предварительно перед литьем заготовок для затравок наносят на вертикальную цилиндрическую формообразующую полость 2 с закрытым дном кобальтосодержащий поверхностный модификатор, например, оксид кобальта, алюминат кобальта, силикат кобальта. Полученные заготовки с цилиндрической поверхностью разрезают перпендикулярно оси заготовки на отдельные тугоплавкие затравки. Затем изготавливают вторую литейную керамическую форму 3, включающую последовательно расположенные формообразующую полость 4, стартовую полость 5 и донную часть 6 для размещения затравки (см. фиг. 2). Стартовую полость 5 второй литейной керамической формы 3 выполняют в виде усеченного конуса, большее основание которого переходит в формообразующую полость 4, а меньшее - в донную часть 6. Отдельную тугоплавкую затравку размещают в донной части 6 второй литейной керамической формы 3, затем нагревают вторую литейную керамическую форму 3 до температуры выше температуры ликвидуса жаропрочного сплава, заполняют ее расплавом жаропрочного сплава и осуществляют направленную кристаллизацию в процессе получения отливки.
Пример конкретного осуществления способа.
В процессе реализации предложенного способа была произведена отливка лопаток турбины ГТД с направленной структурой из жаропрочного сплава ЖС32.
Заготовки для затравок изготавливали из тугоплавкого материала НВ-4, соответствующего ТУ 1-92-112-87, где содержание Ni - 64-68%, а содержание W - 32-36%, литьем в вакуумной печи с использованием первой многоместной керамической формы с вертикальными цилиндрическими формообразующими полостями с закрытым дном для изготовления заготовок с цилиндрической поверхностью. При литье заготовок для затравок решалась задача формирования множества столбчатых зерен. На поверхности вертикальных цилиндрических формообразующих полостей с закрытым дном наносили слой кобальтосодержащего поверхностного модификатора, в качестве которого использовался оксид кобальта.
Экспериментальным путем было установлено, что при литье тугоплавкого материала системы Ni-W кобальтосодержащий модификатор на рабочей поверхности первой керамической формы способствует зарождению большого количества зерен на поверхности кристаллизующейся заготовки, но при этом растущие в расплаве зерна, в отличие от равноосных зерен при литье лопаток, имеют столбчатую морфологию с преимущественно радиальным направлением, причем практически по всей высоте в каждой заготовке. Особенность использования тугоплавких затравок, полученных из заготовок с такой структурой, состоит в том, что центрами кристаллизации служат ветви дендритов второго порядка, расположенные перпендикулярно осям радиально-направленных дендритов первого порядка (см. фиг. 3). В целом зарождение кристаллов с ориентацией близкой к {001} происходит от отдельных, вытянутых в радиальном направлении зерен затравки. Известно, что расстояние между осями дендритов второго порядка в 5-6 раз меньше по сравнению с расстоянием между осями дендритов первого порядка. Оси ветвей дендритов второго порядка имеют более высокую плотность по сравнению с плотностью осей дендритов первого порядка по прототипу (RU 2411106, 2011), что способствует повышению качества отливок за счет снижения размеров пор и суммарной пористости в процессе направленной кристаллизации.
В многоместной первой керамической форме одновременно осуществляли отливку 12 заготовок затравок диаметром 15 мм и длиной 200 мм. После механического удаления первой керамической формы полученные заготовки с цилиндрической поверхностью разрезали на отдельные тугоплавкие затравки перпендикулярно осям заготовок, толщина каждой из которых составляла 10 мм. Затем осуществляли обработку затравок в растворе HCl-H2O2 и проводили визуальную проверку макроструктуры затравок, которая показала, что каждая полученная тугоплавкая затравка характеризуется радиально-направленной структурой, т.е. столбчатые зерна располагались перпендикулярно наружной поверхности тугоплавкой затравки. Количество затравок с качественной радиально-направленной структурой, полученных от одной заливки в первую керамическую форму, составило 180 шт.
После получения затравок изготавливали вторую литейную керамическую форму, включающую формообразующую полость, соответствующую профилю лопатки, и расположенные со стороны профильной части лопатки стартовую полость и донную часть, причем стартовая полость была выполнена в виде усеченного конуса с углом конусности около 60°, большее основание которого переходило в формообразующую полость, а меньшее - в донную часть.
Затравку устанавливали в донной части второй литейной керамической формы и закрепляли клеящей композицией. Затем вторую литейную керамическую форму размещали в нагревателе вакуумной установки, причем таким образом, чтобы распределение температур по высоте формы исключало полное расплавление затравки, а в донной части температура не превышала 1495°С. Форму нагревали в вакуумной печи до температуры выше температуры ликвидуса жаропрочного сплава, но ниже температуры плавления материала затравки, заполняли расплавом жаропрочного сплава и осуществляли направленную кристаллизацию путем опускания формы вместе с расплавом в ванну с расплавленным алюминием со скоростью 8 мм/мин. В процессе заливки расплава жаропрочного сплава происходило подплавление затравки и передача столбчатой структуры в отливку. Наличие стартовой полости в виде усеченного конуса в сочетании с затравкой, в которой отдельные зерна имеют радиально-направленную ориентацию, обеспечивает устойчивое формирование в зонах входной и выходной кромок профильной части отливки лопатки продольных столбчатых зерен с увеличенным поперечным сечением, причем границы зерен не выходят на входную или выходную кромки отливки лопатки. Формирование столбчатых зерен с увеличенным поперечным сечением, в отличие от тонкостолбчатых зерен, исключает возможность выхода продольных границ зерен в зоны входной и выходной кромок профильной части отливки лопатки со сложной геометрией.
Полученные отливки лопаток ГТД с затравками (см. пример на фиг. 4) подвергались травлению в растворе HCl-H2O2, после чего осуществлялось исследование их макроструктуры. При этом выход границ столбчатых зерен на входную или выходную кромки отливок лопаток отсутствует.
Таким образом, выполнение первой керамической формы по меньшей мере с одной вертикальной цилиндрической формообразующей полостью с закрытым дном для изготовления заготовок с цилиндрической поверхностью, предварительное нанесение перед литьем на вертикальную цилиндрическую формообразующую полость и дно кобальтосодержащего поверхностного модификатора и выполнение стартовой полости второй литейной керамической формы в виде усеченного конуса обеспечивает получение отливок лопаток ГТД с направленной столбчатой структурой при одновременном повышении производительности и снижении трудоемкости процесса изготовления заготовок для затравок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2008 |
|
RU2411106C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ СТРУКТУРОЙ | 1992 |
|
RU2043855C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1999 |
|
RU2155651C1 |
| КЕРАМИЧЕСКАЯ ФОРМА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ | 2000 |
|
RU2201843C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1990 |
|
RU2021877C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛОПАТОК ТУРБИН С КОМБИНИРОВАННОЙ СТРУКТУРОЙ | 1994 |
|
RU2067916C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1993 |
|
RU2070476C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛОПАТОК ТУРБИН | 2014 |
|
RU2587116C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 2005 |
|
RU2285580C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1991 |
|
RU2010672C1 |
Изобретение относится к литейному производству и может быть использовано при литье лопаток газотурбинных двигателей из жаропрочных сплавов. Заготовку для затравок, имеющую цилиндрическую поверхность, из тугоплавкого материала отливают в первой керамической форме в вакуумной печи. Перед литьем заготовки для затравок на вертикальную цилиндрическую формообразующую полость с закрытым дном первой керамической формы наносят кобальтосодержащий поверхностный модификатор. Полученную заготовку разрезают перпендикулярно ее оси на отдельные затравки. Изготавливают вторую литейную керамическую форму, содержащую донную часть, стартовую и формообразующую полости. Стартовую полость выполняют в виде усеченного конуса, большее основание которого переходит в формообразующую полость, а меньшее основание – в донную часть. Затравку размещают в донной части второй литейной керамической формы. Нагретую до температуры выше температуры ликвидус жаропрочного сплава вторую литейную форму заполняют расплавом и осуществляют направленную кристаллизацию в процессе получения отливки. Обеспечивается повышение качества отливки за счет исключения выхода границ зерен на входную и выходную кромки лопатки в процессе ее литья при повышении производительности и снижении трудоемкости изготовления заготовок для затравок. 4 ил., 1 пр.
Способ получения отливок с направленной структурой из жаропрочных сплавов, включающий последовательное изготовление заготовки из тугоплавкого материала для затравок путем литья в первую керамическую форму в вакуумной печи, разрезание изготовленной заготовки на отдельные тугоплавкие затравки, изготовление второй литейной керамической формы, включающей донную часть, стартовую и формообразующую полости, причем отдельную тугоплавкую затравку размещают в донной части второй литейной керамической формы, нагревают вторую литейную керамическую форму до температуры выше температуры ликвидус жаропрочного сплава, заполняют ее расплавом жаропрочного сплава и осуществляют направленную кристаллизацию в процессе получения отливки, отличающийся тем, что первую керамическую форму выполняют с по меньшей мере одной вертикальной цилиндрической формообразующей полостью с закрытым дном для изготовления заготовки для затравок, имеющей цилиндрическую поверхность, предварительно перед литьем заготовки для затравок на вертикальную цилиндрическую формообразующую полость с закрытым дном первой керамической формы наносят кобальтосодержащий поверхностный модификатор, разрезают изготовленную заготовку для затравок, имеющую цилиндрическую поверхность, на отдельные тугоплавкие затравки перпендикулярно оси заготовки для затравок, причем стартовую полость второй литейной керамической формы выполняют в виде усеченного конуса, большее основание которого переходит в формообразующую полость второй литейной керамической формы, а меньшее основание – в донную часть второй литейной керамической формы.
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2008 |
|
RU2411106C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ СТРУКТУРОЙ | 1992 |
|
RU2043855C1 |
| Хлопкоуборочная машина | 1934 |
|
SU41267A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 2005 |
|
RU2285580C2 |
| US 4714101 A1, 22.12.1987 | |||
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1993 |
|
RU2070476C1 |

