Изобретение относится к области станкостроения, в частности к устройствам для обеспыливания рабочей зоны оператора шлифовальных станков.
Современная система охраны труда в России при поддержке и влиянии государства меняет свое направление, будет направлена на профилактику и предупреждение профессиональных заболеваний, а не только обеспечение выплат экономических обязательств при возникновении нетрудоспособности у персонала предприятий [Бабаков А.Н., Черникова А.Г. Состояние охраны труда в России // Вестник ИМСИТа. – 2013. – № 3-4. – С. 21-23].
Согласно Федерального проекта "Укрепление общественного здоровья" в составе нацпроекта "Демография" предполагается создание системы мотивации россиян к здоровому образу жизни, включая здоровое питание и отказ от вредных привычек, проведение информационной кампании по укреплению общественного здоровья, разработку программ укрепления здоровья на рабочем месте. При этом очевидно, что необходимо создать систему, которая позволила бы обеспечить превентивное профилактическое управление здоровьем работников, чтобы эти ранние признаки убрать, чтобы состояние трудоспособности у человека поддерживать все то время, которое он собирается проработать на данном виде производства (Усикова О.В. Сравнительный анализ организации систем охраны здоровья и безопасности труда (обзор зарубежного опыта) // Сиббезопасность-Спассиб. – 2013. – № 1. – С. 249-253; Губаев Ф.А., Никитина Н.В. Анализ состояния безопасности труда при проведении дорожных работ и предложения по совершенствованию требований охраны труда // Охрана и экономика труда. – 2011. – № 3 (4). – С. 20-21).
В России выявление опасных производственных факторов производится на рабочих местах методом проведения специальной оценки условий труда, которая была законодательно закреплена 1 января 2014 года со вступлением в силу Федерального закона от 28 декабря 2013 г. № 426-ФЗ «О специальной оценке условий труда» и Федерального закона от 28 декабря 2013 г. № 421-ФЗ «О внесении изменений в отдельные законодательные акты Российской Федерации в связи с принятием Федерального закона «О специальной оценке условий труда»
В 2016–2017 годах данный показатель имеет устойчивую тенденцию к снижению, что зафиксировано впервые за многие годы. Под воздействием повышенного уровня шума, ультразвука, инфразвука находились 17,7% занятых на работах с вредными и (или) опасными условиями труда; 7,8% – (Экономика труда № 3’2017 (Июль-сентябрь) 213) под воздействием химического фактора; 6,6% – в условиях, неудовлетворяющих гигиеническим нормам световой среды; 5,3% – нагревающего и охлаждающего микроклимата; 5,1% – повышенного уровня вибрации; 4,6% – аэрозолей преимущественно фиброгенного действия; 1,3% – повышенного уровня неионизирующего и 0,6% – ионизирующего излучений; 0,8% – биологического фактора.
Наиболее высокий удельный вес занятых на работах с вредными и (или) опасными условиями труда зарегистрирован в промышленности – 49,2%, в строительстве – 37,4%, на транспорте – 41% [Мониторинг условий и охраны труда в Российской Федерации в 2015 году. (Электронный ресурс). Режим доступа: www.rosmintrud.ru
Среди защитных средств известны устройства для улавливания и отвода пыли при работе с использованием полировальных, обдирочных, шлифовальных инструментов и отрезных станков (SU № 1750935 А1, МПК B24B55/00, 30.07.1992 г.), (SU № 1684007 А1, МПК B24B55/06, 15.10.1991г.). Недостатками данных защитных средств является низкая эффективность пылеулавливания обусловленная несовершенством конструкции защитных кожухов.
Наиболее близким техническим решением к заявляемому по достигаемому эффекту является защитный кожух, представляющий собой охватывающий абразивный круг корпус и установленные на нем патрубок для отсоса запыленного воздуха и бункер для сбора пыли (патент RU № 2694939 С1, СПК B24B55/04, 19.03.2019 г.).
Недостатками данного пылеуловителя являются низкая эффективность пылеулавливания при обработке неплоских и выступающих плоскостей конструкций. Также недостатками всех этих моделей являются большие размеры, сложность и дороговизна исполнения, необходимость дополнительной комплектации для защиты от шума.
Техническим результатом настоящего изобретения является стабильно высокая эффективность пылеулавливания при постепенном рабочем износе абразивного круга счет сохранения квазипостоянными аэродинамических и геометрических характеристик зазора между абразивным кругом и верхней кромкой внутреннего кожуха, лёгкость в перемещении шлифовального инструмента по неровным поверхностям обрабатываемых конструкций при сохранении его шумопоглощательной способности за счет использования внешнего силиконового кожуха и плотного прилегания его кромок, снабженных щетинками поочередно наклонены к обрабатываемой поверхности.
Сущность изобретения заключается в том, что защитный кожух для шлифовального станка, содержащий прочный внутренний и пылеотсасывающий внешний элементы кожуха, выполненные в виде незамкнутых цилиндров с возможностью сборки, поворота на осях вращения, пылеотсасывающий внешний элемент кожуха соединен посредством патрубка отвода пыли с системой пылеотсоса, кромка пылеотсасывающего внешнего элемента кожуха, прилегающая к обрабатываемой поверхности, по всему периметру снабжена плотной щеткой с щетинками из равномерно чередующихся шумопоглощающих углепластиковых, нейлоновых нитей и проволок из термоупругого демпфирующего титаноникелевого сплава, характеризующийся тем, что пылеотсасывающий внешний элемент кожуха выполнен из силикона и снабжен горизонтальными гофрами, позволяющими свободное вертикальное перемещение его кромки соразмерно износу абразивного круга, нижний край прочного внутреннего элемента кожуха соединен с возможностью вращения с кромкой пылеотсасывающего внешнего элемента узлом соединения, возможность вращения прочного внутреннего элемента кожуха обеспечивается его осью, ось вращения прочного внутреннего элемента кожуха смещена по продольной оси инструмента для создания эксцентриситета a, для обеспечения квазипостоянного воздушного зазора b между изнашиваемым абразивным кругом и верхней кромкой прочного внутреннего элемента кожуха, а щетинки поочередно наклонены к обрабатываемой поверхности.
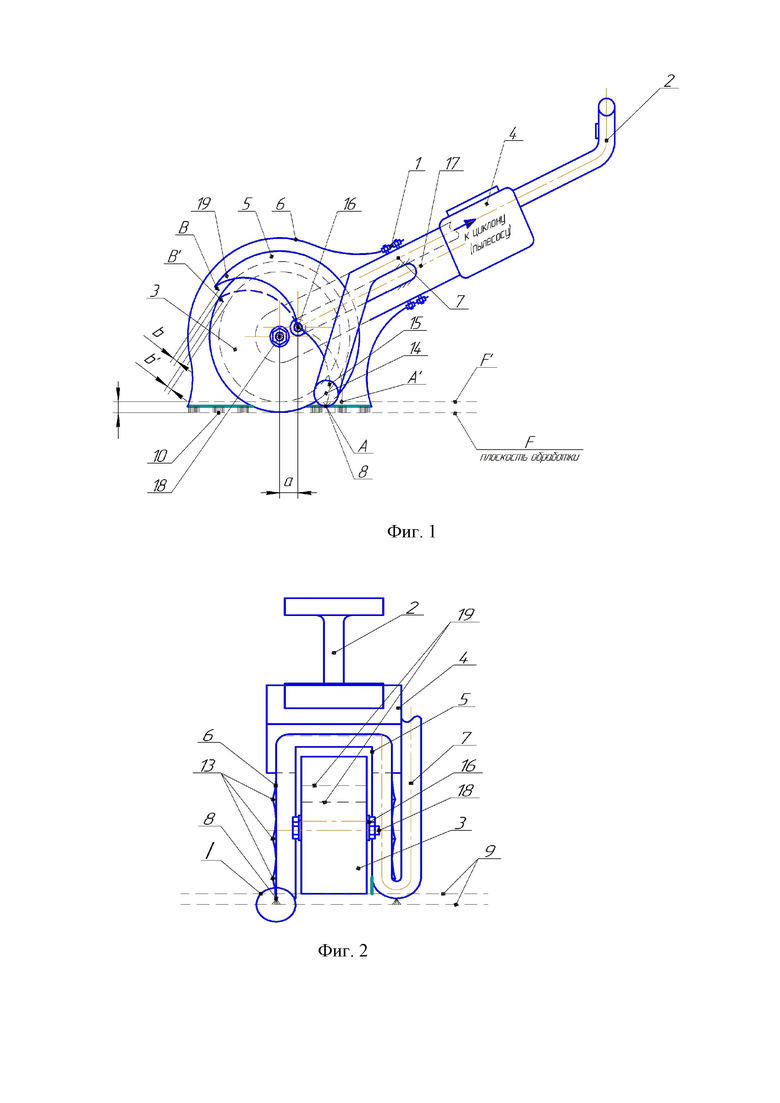
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 - представлен внешний вид предлагаемого защитного кожуха шлифовального станка (вид сбоку), установленного для обработки детали;
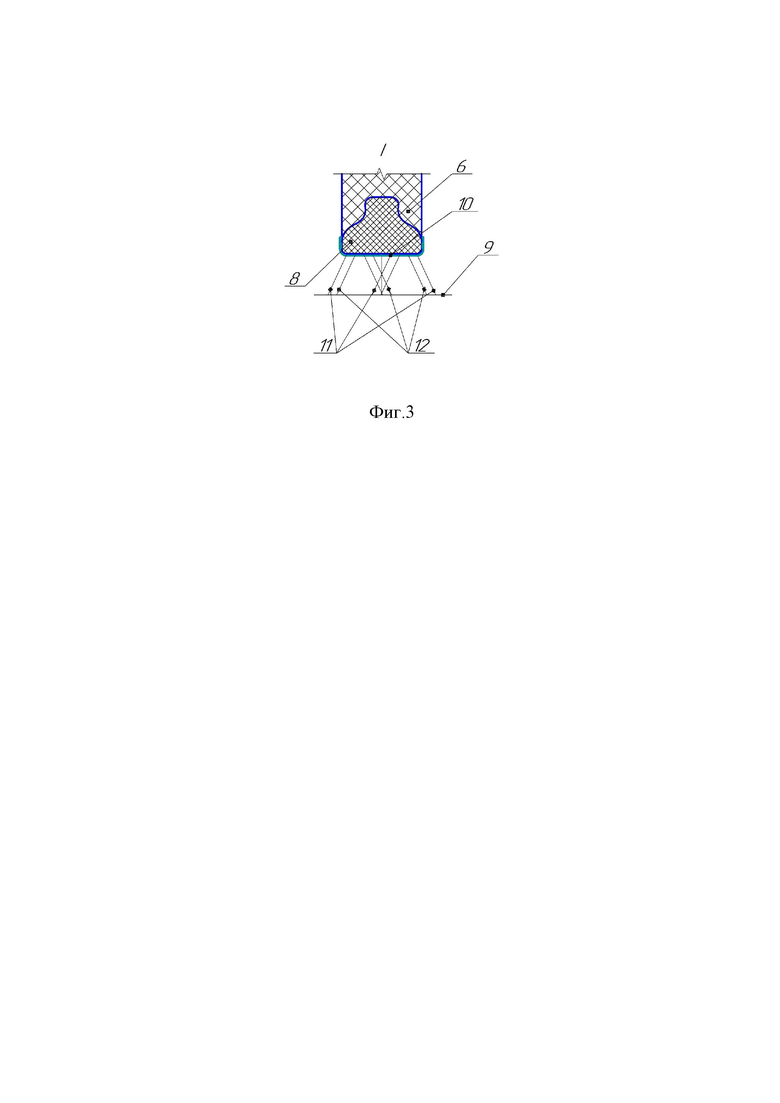
фиг.2 - представлен внешний вид предлагаемого защитного кожуха шлифовального станка (вид спереди);
фиг.3 - представлен внешний вид предлагаемой кромки пылеотсасывающего внешнего элемента кожуха с плотной щеткой с щетинками.
Устройство включает защитный кожух 1 для шлифовального станка 2 с абразивным кругом 3 и системой пылеотсоса 4, содержащий прочный внутренний 5 и пылеотсасывающий внешний 6 кожухи. Кожухи выполнены в виде незамкнутых цилиндров с возможностью сборки, поворота на осях вращения, пылеотсасывающий внешний 6 элемент кожуха соединен посредством патрубка 7 отвода пыли с системой пылеотсоса. Кромка 8 пылеотсасывающего внешнего 6 элемента кожуха, прилегающая к обрабатываемой поверхности 9, по всему периметру снабжена плотной щеткой 10 с щетинками из равномерно чередующихся шумопоглощающих углепластиковых, нейлоновых нитей 11 и проволок 12 из термоупругого демпфирующего титаноникелевого сплава. Пылеотсасывающий внешний 6 элемент кожуха выполнен из силикона и снабжен горизонтальными гофрами 13, позволяющими свободное вертикальное перемещение его кромки 8 соразмерно износу абразивного круга 3. Нижний край 14 прочного внутреннего 5 элемента кожуха соединен с возможностью вращения с кромкой 8 пылеотсасывающего внешнего 6 элемента узлом соединения 15. Возможность вращения прочного внутреннего 5 элемента кожуха обеспечивается его осью 16. Ось 16 вращения прочного внутреннего 5 элемента кожуха смещена по продольной оси инструмента 2 для создания эксцентриситета a. Эксцентриситет a обеспечивает необходимый квазипостоянный воздушный зазор b между изнашиваемым абразивным кругом 3 и верхней кромкой 17 прочного внутреннего 5 элемента кожуха. Щетинки из равномерно чередующихся шумопоглощающих углепластиковых, нейлоновых нитей 11 и термоупругого демпфирующего титаноникелевого сплава 12 поочередно наклонены к обрабатываемой поверхности 9.
Защитный кожух шлифовального станка работает следующим образом:
Станок 2 устанавливается на обрабатываемую поверхность 9 детали или конструкции. При обработке детали внешний 6 силиконовый пылеотсасывающий кожух с щетинистым ограждением максимально плотно обволакивает изгибы поверхности 9 и служит барьером от проникновения в рабочую зону и окружающую среду из зоны шлифования металлической и абразивной пыли.
В процессе работы и изнашивания абразивного круга 3, за счет подвижности горизонтальных гофр 13, эластичный силиконовый кожух 6 вертикально перемещается соразмерно износу абразивного круга 3. Нижний край 14 прочного внутреннего 5 элемента кожуха перемещается совместно с кромкой 8 пылеотсасывающего внешнего 6 элемента. Прочный внутренний 5 элемент кожуха вращается относительно своей оси 16 вращения, смещеной по продольной оси 17 инструмента для создания эксцентриситета a. Эксцентриситет a образуется как расстояние между осью 16 вращения прочного внутреннего 5 элемент кожуха и осью вращения 18 абразивного круга, обеспечивая при этом квазипостоянный воздушный зазор b (после износа D абразивного круга зазор b,) между изнашиваемым абразивным кругом 3 и верхней кромкой 19 прочного внутреннего 5 элемента кожуха, зазор необходим для сохранения квазистабильных параметров воздушно-пылевого потока и эффективного пылеотсоса.
При этом точка B верхней кромки прочного внутреннего 5 элемента кожуха перемещается по сегменту окружности в точку B,, а точка А (лежит на плоскости обработки F) нижней кромки – в точку А, (лежит на плоскости обработки F,).
Воздушно пылевой поток посредством профилированного патрубка 7 поступает в систему пылеотсоса 4. Щетинки из равномерно чередующихся шумопоглощающих нитей на основах углепластикового или нейлоновых волокон 11 и проволок 12 из термоупругого демпфирующего титаноникелевого сплава не позволяют пылевым частицам выйти за пределы защитного кожуха 1, а также способствуют шумопоглощению, возникающего при обработке детали. Нити из термоупругого демпфирующего титаноникелевого сплава могут пластически деформироваться при резком соприкосновении с неровностями обрабатываемой детали.
В случае значительного динамического воздействия, превышающего возможности упругого деформирования проволок 12 из термоупругого демпфирующего титаноникелевого сплава, эластичные нити на основе углепластикового (нейлонового) волокна 11 деформируются в упругой зоне, а проволоки 12 из термоупругого демпфирующего титаноникелевого сплава деформируются вначале в упругой, а затем в пластической зонах. Деформации проволоки из термоупругого демпфирующего титаноникелевого сплава происходят за счёт пластического изгиба в зоне соприкосновения или удара (RU. 2073142C1, МПК F 16F1/14,1993г., RU 2256831C2, МПК 7 F 16F1/14.,20/07/2005 г.).
Для восстановления формы проволок (щетинок) из термоупругого демпфирующего титаноникелевого сплава осуществляется нагревом до температуры, при которой происходит восстановление формы пластически деформированных нитей. Нагрев может оперативно осуществляться, например, за счёт портативных нагревателей, тепловой пушки, собственно тепла от разогретой детали и отрезного (шлифовального) диска и т.п. устройств.
Для термоупругого демпфирующего сплава с эффектом памяти формы на основе Ni – Ti значения температур, при которых происходит мартенситное превращение (восстановление формы), может составлять 320…340 К, а количество циклов пластических деформаций проволочек, имеющих незначительное число дислокаций в кристаллической решетки, может достигать 106 (Эффект памяти формы в сплавах: Пер. с англ. Л.М. Бернштейна / Под ред. В.А. Займовского – М.: Металлургия, 1979 – 472с.). Возврат элементов обеспечивается силой термоупругости сплава, из которого выполнена проволока при температуре восстановления формы.
После восстановления формы устройство охлаждается до исходной температуры пассивно при переносе инструмента на другое рабочее место.
Устройство с восстановленными нитями вновь готово к работе, а именно к демпфированию ударов и толчков, передающихся к инструменту, защите персонала от абразивных частиц и пыли, а также некоторому звукопоглощению шума.
Также восстановление формы может происходить в конце рабочего дня (смены) за счёт применения других нагревательных устройств, например, калориферов или фенов, что может способствовать повышению эффективности работы.
Таким образом, данное изобретение позволяет снизить уровень запыленности и шума с одновременной защитой инструмента (в частности диска) от жестких ударных воздействий при частом изменении локаций на рабочем месте.
Ниже приведён пример осуществления изобретения.
Пример: В качестве защитного кожуха шлифовального станка использован кожух с габаритными размерами: 325*325*60 мм, размерами основы: диаметр абразивного круга 235 мм, ширина абразивного круга 40 мм, толщина силиконового защитного кожуха инструмента 3 мм, риски на гофрах силиконового защитного кожуха инструмента глубиной до 0,5 мм, шаг между гофрами 15 мм. При таких размерах масса силиконового защитного кожуха инструмента составляет примерно 5 кг, что составляет 15…20% веса станка. В соответствии с методикой расчёта энергопоглащения упруго-пластических элементов [Прикладная механика: Учеб. для вузов / Под ред. Г.Б. Иосилевича. – М.: Высш.шк., 1989], [Тихомиров А.Г., Денисов О.В., Денисов И.В., Назаров А.Ю. Особенности упругопластического кручения стальных образцов с различной исходной текстурой // Известия высших учебных заведений. Северо-Кавказский регион. Серия: Естественные науки. – 2004. – № 3. – С. 43-44], обработке неплоской поверхности детали световой зазор между абразивным кругом и деталью практически исключен, зазор между кромкой внутреннего жесткого кожуха и поверхностью абразивного круга сохраняется практически постоянным, а уровень шума понижен на 18…20 дБА рассчитано количество витков, деформированных изгибом и кручением. Количество щетинок диаметром 1 мм, для исключения светового зазора между абразивным кругом и плоскостью детали, составило порядка 460…520 штук, которые также обеспечивают устойчивое перемещение инструмента по поверхности обрабатываемой детали, с учетом деформации эластичных щетинок поглощая до 20 Дж энергии возможных ударов защитного кожуха о препятствия и неровности.
Источники (по мере упоминания)
1. Бабаков А.Н., Черникова А.Г. Состояние охраны труда в России // Вестник ИМСИТа. – 2013. – № 3-4. – С. 21-23.
2. Denisov O.V., Bulygin Yu.I., Ponomarev A.E., Ponomareva I.A., Lebedeva V.V. Innovative solutions shockproof protection in occupations associated with an increased risk of injury // IOP Conference Series: Earth and Environmental Science. – 2017. – V. 50. – № 1. Р. 012044.
3. Усикова О.В. Сравнительный анализ организации систем охраны здоровья и безопасности труда (обзор зарубежного опыта) // Сиббезопасность-Спассиб. – 2013. – № 1. – С. 249-253.
4. Месхи, Б.Ч. Общая оценка условий труда в цехах металло- и деревообрабатывающей промышленности для рабочих, обслуживающих станки прерывистого действия // Третья Всерос. школа- семинар с междунар. участием «Новое в теоретической и прикладной акустике»: Сб. трудов СПб, 23-24 октября 2003. – под ред. Н.И. Иванова. С. 73-77.
5. Повышение эффективности обеспыливания воздуха рабочих зон металлообрабатывающих и деревообрабатывающих производств/ Булыгин Ю. И., Панченко О.С., Романов В.А., Денисов О.В. //Вестник ДГТУ. –Ростов-на-Дону, 2013. - № 7/8(75), с.49-57.
6. Кожух-пылеуловитель. Патент РФ на изобретение № 1750935 А1, МПК B24B55/60, 1992 г.
7. Устройство для улавливания пыли и газов к шлифовальному и отрезному станкам. Патент РФ на изобретение № 1684007 А1, МПК В24В55/60, 1988г.
8. Кожух полировального станка. Патент РФ на изобретение № 2101161 С1, МПК В24B55/60, 1996г
9. Пылеулавливатель. Патент РФ на изобретение № 2506880 МПК A47L9/16, 2014г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Защитный кожух для режущего инструмента с системой пылеотсоса | 2019 |
|
RU2694939C1 |
| Система отсоса пыли шлифовального станка с оптической системой визуального контроля области обработки в проходящем свете | 2021 |
|
RU2805650C2 |
| ПНЕВМАТИЧЕСКАЯ ШЛИФОВАЛЬНАЯ МАШИНА | 1996 |
|
RU2128569C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| Способ изготовления сварных соединений из циркониевых сплавов | 2021 |
|
RU2759091C1 |
| Защитный кожух | 1973 |
|
SU489625A1 |
| Противоударная многослойная перчатка | 2022 |
|
RU2801990C1 |
| Пылеотсасывающий кожух | 1980 |
|
SU891400A1 |
| Кожух-пылеуловитель | 1982 |
|
SU1066789A1 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ПРИ ИЗГОТОВЛЕНИИ ИНСТРУМЕНТОВ ИЗ ТВЕРДОГО СПЛАВА И КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИСХОДНЫХ ЗАГОТОВОК ПРИ ИЗГОТОВЛЕНИИ ИНСТРУМЕНТОВ ИЗ ТВЕРДОГО СПЛАВА | 2004 |
|
RU2312002C2 |
Изобретение относится к защитному кожуху для шлифовального станка с системой пылеотсоса, содержащему прочный внутренний и пылеотсасывающий внешний элементы кожуха, выполненные в виде незамкнутых цилиндров с возможностью сборки, поворота на осях вращения, пылеотсасывающий внешний элемент кожуха соединен посредством патрубка отвода пыли с системой пылеотсоса, кромка пылеотсасывающего внешнего элемента кожуха, прилегающая к обрабатываемой поверхности, по всему периметру снабжена плотной щеткой с щетинками из равномерно чередующихся шумопоглощающих углепластиковых, нейлоновых нитей и проволок из термоупругого демпфирующего титаноникелевого сплава. Кожух характеризуется тем, что пылеотсасывающий внешний элемент кожуха выполнен из силикона и снабжен горизонтальными гофрами, позволяющими свободное вертикальное перемещение его кромки соразмерно износу абразивного круга, нижний край прочного внутреннего элемента кожуха соединен с возможностью вращения с кромкой пылеотсасывающего внешнего элемента узлом соединения, возможность вращения прочного внутреннего элемента кожуха обеспечивается его осью, ось вращения прочного внутреннего элемента кожуха смещена по продольной оси инструмента для создания эксцентриситета a, эксцентриситет a обеспечивает квазипостоянный воздушный зазор b между изнашиваемым абразивным кругом и верхней кромкой прочного внутреннего элемента кожуха, щетинки поочередно наклонены к обрабатываемой поверхности. Предлагаемое изобретение позволяет снизить уровень запыленности и шума с одновременной защитой инструмента (в частности диска) от жестких ударных воздействий при частом изменении локаций на рабочем месте. 1 пр., 3 ил. 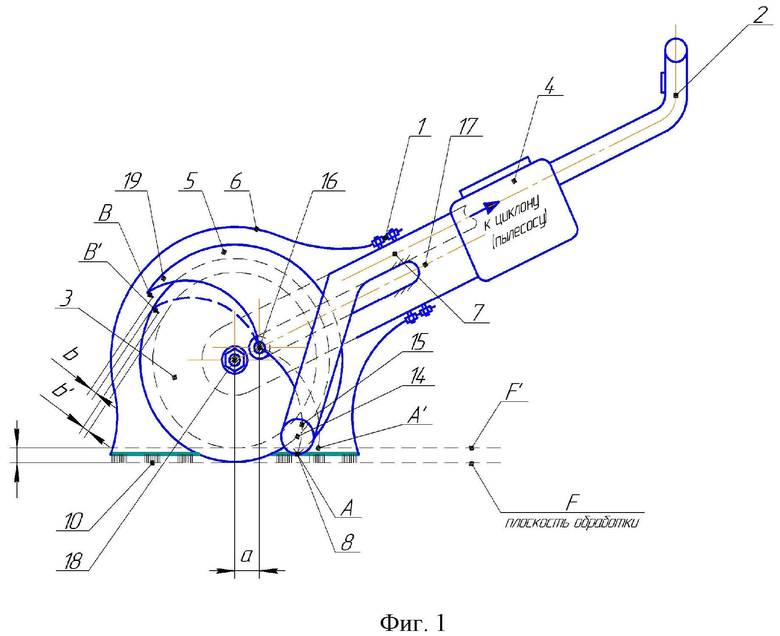
Защитный кожух для шлифовального станка с системой пылеотсоса, содержащий прочный внутренний и пылеотсасывающий внешний элементы кожуха, выполненные в виде незамкнутых цилиндров с возможностью сборки, поворота на осях вращения, пылеотсасывающий внешний элемент кожуха соединен посредством патрубка отвода пыли с системой пылеотсоса, кромка пылеотсасывающего внешнего элемента кожуха, прилегающая к обрабатываемой поверхности, по всему периметру снабжена плотной щеткой с щетинками из равномерно чередующихся шумопоглощающих углепластиковых, нейлоновых нитей и проволок из термоупругого демпфирующего титаноникелевого сплава, отличающийся тем, что пылеотсасывающий внешний элемент кожуха выполнен из силикона и снабжен горизонтальными гофрами, позволяющими свободное вертикальное перемещение его кромки соразмерно износу абразивного круга, нижний край прочного внутреннего элемента кожуха соединен с возможностью вращения с кромкой пылеотсасывающего внешнего элемента узлом соединения, возможность вращения прочного внутреннего элемента кожуха обеспечивается его осью, ось вращения прочного внутреннего элемента кожуха смещена по продольной оси инструмента для создания эксцентриситета a, эксцентриситет a обеспечивает квазипостоянный воздушный зазор b между изнашиваемым абразивным кругом и верхней кромкой прочного внутреннего элемента кожуха, щетинки поочередно наклонены к обрабатываемой поверхности.
| КОЖУХ ДЛЯ ШЛИФОВАЛЬНОГО КРУГА | 1937 |
|
SU52367A1 |
| Защитный кожух для режущего инструмента с системой пылеотсоса | 2019 |
|
RU2694939C1 |
| Кожух-пылеуловитель | 1978 |
|
SU663569A2 |
| Защитный кожух | 1973 |
|
SU489625A1 |
| CN 108747649 A, 06.11.2018 | |||
| KR 20010094090 A, 31.10.2001. | |||

