Изобретение относится к способу круглого шлифования при изготовлении инструментов из твердого сплава на круглошлифовальном станке, который имеет бабку изделия и заднюю бабку, при этом в качестве исходного материала применяют состоящий из твердого сплава круглый стержень согласно ограничительной части пункта 1 формулы изобретения.
Согласно известному из производственной практики уровню техники исходным материалом являются, как правило, круглые стержни из металлокерамического твердого сплава. В этом случае эти стержни имеют припуск на шлифование в зоне хвостовика и разрезаются на необходимую длину инструмента, или же исходные заготовки по всей длине с помощью бесцентрового круглого шлифования приводят на необходимый размер хвостовика и затем разрезают на заданную длину. Из отдельных нарезанных прутковых отрезков затем изготавливают инструмент с помощью шлифования из сплошного металла. Для этого инструменты из твердого сплава размещают при шлифовании между внутренними центрами, центрами или в зажимном патроне. Шлифование происходит либо с помощью обычного способа шлифования, либо с помощью способа шлифования в подрезку с использованием алмазных шлифовальных кругов. В любом случае необходимо несколько перестановок, поскольку сначала изготавливают отдельные отрезки прутка с помощью шлифования и разрезания на заданную длину, при необходимости в обратной последовательности, а затем в последующих процессах шлифования, которые выполняются на других станках, выполняют вышлифовывание контуров инструмента, а также режущих кромок, уступов, спиральных канавок и т.п.
Известные способы согласно уровню техники работают удовлетворительно, однако таят опасность радиального биения. Эти радиальные биения обуславливаются в первую очередь многократными перестановками. Даже если работы выполняются с большими затратами с целью обеспечения высокой точности, такие радиальные биения не всегда удается исключать. Они становятся заметными на готовом инструменте. Это относится особенно к обработке с высокими скоростями, например в самолетостроении. Здесь работают с фрезами, которые работают со скоростями вращения от 30000 до 60000 оборотов в минуту. При обработке широко распространенных в самолетостроении деталей из легких металлов становятся заметными минимальные радиальные биения инструмента.
Поэтому в основу изобретения положена задача улучшения известного из уровня техники способа с целью надежного исключения радиальных биений при сравнимой стоимости изготовления.
Решение этой задачи обеспечивается, согласно отличительной части пункта 1 формулы изобретения, с помощью следующих стадий способа:
a) закрепления круглого стержня, длина которого составляет несколько длин отдельного инструмента, в зажимном патроне бабки изделия, которая при не зажатом зажимном патроне обеспечивает осевой сдвиг круглого стержня, при этом выступающая из бабки изделия концевая часть круглого стержня обращена к задней бабке;
b) вышлифовывания по меньшей мере одного седла для люнета на выступающей из бабки изделия концевой части круглого стержня и установки люнета у седла;
c) вышлифовывания первого торцевого конуса на обращенной к задней бабке торцевой поверхности круглого стержня;
d) вдвигания друг в друга с прочным закреплением первого торцевого конуса с внутренним центром, который находится на пиноли задней бабки;
e) круглого шлифования выступающей из бабки изделия концевой части круглого стержня на общей длине, примерно соответствующей длине отдельного инструмента, до его окончательного контура круглого шлифования;
f) отрезания промежуточно окончательно шлифованного отдельного инструмента от круглого стержня;
g) ослабления до этого зажатого зажимного патрона бабки изделия, сдвига круглого стержня в бабке изделия в направлении задней бабки и последующего зажимания зажимного патрона, при этом из бабки изделия выступает другая подлежащая обработке концевая часть круглого стержня.
Таким образом, в способе согласно изобретению выполняется обработка от «подаваемого» прутка. Для этого состоящий из металлокерамического твердого сплава круглый стержень, который может иметь длину, например, от 300 до 400 мм, продвигают на один шаг через зажимной патрон бабки изделия и зажимают, когда определенная, соответствующая по длине подлежащему изготовлению инструменту, концевая часть круглого стержня выступает из бабки изделия и обращена к задней бабке. Особенность способа согласно изобретению состоит в том, что выступающую концевую часть, еще когда она соединена с остальным круглым стержнем, шлифуют до ее окончательного контура круглого шлифования. Окончательный контур круглого шлифования подлежащего изготовлению из твердого сплава инструмента является тем контуром готового инструмента, который подлежит изготовлению с помощью круглого шлифования. Затем необходимо выполнять на инструменте еще режущие кромки, спиральные канавки и т.п. с помощью последующих способов. Поскольку выступающая из бабки изделия концевая часть может иметь в зависимости от инструмента значительную длину, то необходимо ее зажать на ее свободном конце, для чего в свою очередь необходим контур высокой точности. Поэтому в способе согласно изобретению сначала вышлифовывают на свободно выступающей концевой части по меньшей мере одно седло для люнета. Когда затем концевая часть опирается с помощью по меньшей мере одного седла на один или несколько люнетов, то можно выполнять вышлифовывание первого торцевого конуса на обращенной к задней бабке торцевой поверхности круглого стержня, соответственно, его концевой части с необходимой точностью. Затем торцевой конус вдвигают с прочным закреплением во внутренний центр на пиноли задней бабки. Таким образом, концевую часть зажимают на ее обоих концах без необходимости ослабления первого зажимания в бабке изделия. Затем можно выполнять круглое шлифование до уже указанного окончательного контура круглого шлифования с необходимой точностью.
Затем промежуточно окончательно шлифованный отдельный инструмент отрезают от круглого стержня; остававшийся до этого затянутым зажимной патрон ослабляют и круглый стержень продвигают в ослабленном зажимном патроне на один шаг в направлении задней бабки, при этом из бабки изделия выступает другая подлежащая обработке концевая часть круглого стержня.
В данном контексте понятие «промежуточно окончательно шлифованный отдельный инструмент» означает нечто отличное от окончательного шлифования в смысле чистовой обработки резанием в противоположность обдирке. Это не означает также, что подлежащий изготовлению из твердого сплава инструмент уже должен быть готов для применения. Вместо этого понятие окончательного шлифования означает лишь то, что возникающий инструмент из твердого сплава в своем первом зажиме окончательно шлифуется лишь настолько, насколько это является задачей круглого шлифования, а именно до своего желаемого окончательного профиля круглого шлифования.
Преимущества способа согласно изобретению состоят прежде всего в том, что исключается многократное зажимание. Тем самым исключаются погрешности зажимания и тем самым обеспечиваются наилучшие результаты относительно радиального биения и наилучшие допуски на форму и положение хвостовика и режущей части. При этом, несмотря на высокую стоимость приобретения круглошлифовального станка, уменьшается стоимость отдельной детали, поскольку возникающий инструмент на единственном станке обрабатывают из заготовки в полуготовую деталь или же в готовую деталь. Кроме того, уменьшается длительность производственного цикла, и можно очень быстро реагировать на заказ определенного инструмента из твердого сплава, поскольку можно отрезать от круглого стержня желаемые концевые части различной длины. Тем самым можно также уменьшить хранящиеся на складе запасы полуфабрикатов.
Предпочтительная модификация способа согласно изобретению состоит в том, что при круглом шлифовании выступающей из бабки изделия концевой части круглого стержня люнет отводят назад с седла для люнета. Люнет служит прежде всего для вышлифовывания с максимальной точностью обращенного к задней бабке зажимного конца выступающей из бабки изделия концевой части. В противоположность этому вышлифовывание контура инструмента можно выполнять без дополнительной опоры на люнеты. За счет этого упрощается процесс обработки и обеспечивается безупречная поверхность окончательного контура круглого шлифования.
При высоких требованиях к точности даже тонких круглых стержней можно вышлифовывать на концевой части круглого стержня два расположенных на расстоянии друг от друга седла для люнетов. Однако во многих случаях, т.е. при коротких инструментах из твердого сплава, достаточно единственного седла для люнета.
Другой предпочтительный вариант выполнения способа согласно изобретению состоит в том, что выступающая из бабки изделия концевая часть круглого стержня после круглого шлифования отделяется от остального круглого стержня тем, что с помощью единственного шлифовального круга сначала при вращающемся круглом стержне на обращенной к бабке изделия торцевой поверхности промежуточно готового инструмента шлифуют второй торцевой конус, затем после отвода назад и осевого смещения шлифовального круга относительно круглого стержня выполняют оставляющий лишь центральную соединительную связку разделительный разрез и, наконец, после остановки вращательного движения круглого стержня заканчивают процесс разделения с помощью вышлифовывания соединительной связки.
При этом выступающая концевая часть круглого стержня остается до последнего момента соединенной с остальным круглым стержнем, а именно через соединительную связку. Тем самым до самого последнего момента сохраняется двусторонний зажим концевой части без повторного зажимания, так что без дополнительных затрат улучшается точность обработки. Кроме того, можно возможно долго выполнять шлифование вращающегося круглого стержня, что является предпочтительным с точки зрения тепловой нагрузки возникающего инструмента.
После окончательного отрезания окончательно шлифованного отдельного инструмента отводят назад заднюю бабку и/или пиноль от возникающего готового инструмента, и он удерживается захватным блоком. Захватный блок после завершения процесса разделения удаляет промежуточно готовый инструмент из станка и укладывает, за счет чего дополнительно повышается производительность способа.
Для наиболее важного процесса круглого шлифования, согласно стадии е) способа в п.1 формулы изобретения, можно применять известные технологии круглого шлифования. Так, например, круглое шлифование для создания контура инструмента можно выполнять с помощью узкого шлифовального круга способом шлифования в подрезку и/или с помощью широкого шлифовального круга способом маятникового шлифования.
Способ согласно изобретению можно осуществлять как почти ремесленным образом, так и в высоко автоматизированном выполнении. В последнем случае необходимо следить прежде всего за тем, чтобы последний подлежащий обработке кусок прутка не зажимался в зажимном патроне бабки изделия со слишком короткой осевой длиной. В этом случае могут возникать погрешности, которые обуславливаются радиальным биением вследствие слишком короткой длины зажимания. За счет неполного зажимания могут возникать повреждения станка или даже несчастные случаи, если работа выполняется без необходимой тщательности. Для исключения этого в другом варианте выполнения способа согласно изобретению предусмотрено, что имеющуюся в распоряжении остаточную длину круглого стержня для проталкивания круглого стержня через зажимной патрон бабки изделия контролируют по меньшей мере при каждом процессе зажимания и при израсходовании минимальной остаточной длины выдается сигнал и/или останавливается круглошлифовальный станок.
Таким образом, обеспечивается максимально возможная безопасность выполнения способа.
Изобретение относится также к круглошлифовальному станку для шлифования цилиндрических исходных заготовок при изготовлении инструментов из твердого сплава, в частности для реализации способа по любому из пунктов 1-7 формулы изобретения.
Согласно п.8 формулы изобретения такой станок содержит станину станка, установленный с возможностью перемещения на станине станка шлифовальный стол, на котором расположены бабка изделия и задняя бабка, зажимной патрон на бабке изделия, который обеспечивает осевое проталкивание служащего в качестве исходного материала круглого стержня и его прочное зажимание в различных осевых положениях, по меньшей мере, один расположенный в зоне между бабкой изделия и задней бабкой люнет и расположенный в той же зоне захватный блок, при этом пропущенная через зажимной патрон бабки изделия и неподвижно зажатая концевая часть круглого стержня может дополнительно поддерживаться по выбору задней бабкой, и/или люнетом, и/или захватным блоком, и, по меньшей мере, одну шлифовальную бабку с одним или несколькими шлифовальными шпинделями, с помощью которых можно устанавливать у круглого стержня один или несколько различных шлифовальных кругов.
Таким образом, в станке согласно п.8 формулы изобретения совместно действуют несколько признаков с целью обеспечения указанных преимуществ способа согласно изобретению. Наряду с зажимным патроном бабки изделия, который обеспечивает проталкивание и пошаговое прочное зажимание состоящего из твердого сплава круглого стержня, необходимы также различные устройства для опоры выступающей концевой части круглого стержня, т.е. задняя бабка, один или несколько люнетов и, не обязательно, также захватный блок. Необходимо заданное взаимодействие всех этих деталей для экономичного, но высокоточного изготовления инструментов из твердого сплава.
В принципе, в круглошлифовальном станке согласно изобретению можно использовать лишь один единственный шлифовальный круг, если его можно приводить в установленном под углом положении в соприкосновение с круглым стержнем.
А именно, таким образом можно выполнять торцевой конус на обоих концах возникающего инструмента, в то время как при параллельном положении шлифовального круга и круглого стержня можно выполнять круглое шлифование до желаемого окончательного контура. Однако является предпочтительным, когда согласно одному варианту выполнения круглошлифовального станка предусмотрена шлифовальная бабка, которая несет два шлифовальных шпинделя и выполнена с возможностью поворота вокруг оси поворота, которая направлена перпендикулярно плоскости, в которой лежит общая ось бабки изделия, круглого стержня и задней бабки.
Таким образом, можно быстро приводить в рабочее положение два различных шлифовальных шпинделя, при этом каждый из этих шлифовальных шпинделей может еще нести несколько шлифовальных кругов.
Особенно предпочтительным является при этом расположение многокругового шлифовального круга, в котором два или более шлифовальных кругов различного диаметра, различной ширины и/или с различным наружным контуром находятся непосредственно рядом друг с другом на общей приводной оси.
Таким образом, применяют совершенно определенный, выполненный специально для определенного процесса шлифовальный круг без создания помех непосредственно вблизи находящимся другим шлифовальным кругом. Например, из двух смежных отдельных кругов один круг может быть выполнен для круглого шлифования способом шлифования с подрезкой, в то время как другой круг с конусным шлифовальным контуром оптимально выполняет вышлифовывание торцевого конуса.
Когда существует потребность в большом количестве этих многокруговых шлифовальных кругов, то может быть предпочтительным объединение различных шлифовальных кругов в общее шлифовальное тело. В этом случае имеется согласованное фасонное шлифовальное тело, для которого необходимо лишь единственное несущее тело.
Круглошлифовальный станок согласно изобретению предпочтительно снабжен числовым программным управлением (ЧПУ), с помощью которого максимально автоматизируется весь процесс шлифования.
С учетом указанной выше проблемы, согласно которой как раз при высоко автоматизированном ходе выполнения необходимо автоматически контролировать процесс шлифования, в другом предпочтительном варианте выполнения изобретения зажимной патрон бабки изделия снабжен датчиком, с помощью которого контролируется еще имеющаяся в распоряжении для проталкивания круглого стержня через зажимной патрон остаточная длина круглого стержня, по меньшей мере, при каждом процессе зажимания, и при израсходовании минимальной длины выдается сигнал и/или останавливается круглошлифовальный станок.
При таком выполнении надежно исключается шлифование остаточного куска круглого стержня со слишком короткой длиной зажимания, что может приводить к погрешностям или даже к несчастным случаям.
Кроме того, в круглошлифовальном станке согласно изобретению предпочтительно применяется задняя бабка с несущей внутренний центр пинолью. Внутренний центр особенно пригоден для надежного размещения с центрированием торцевого конуса подлежащей шлифованию цилиндрической части.
Способ согласно изобретению и круглошлифовальный станок согласно изобретению отлично подходят не только для шлифования инструментов из твердого сплава, но также для всех деталей с аналогичным контуром и проблемами.
Ниже приводится подробное описание изобретения на основе показанных на фигурах примеров выполнения, при этом на фигурах изображено:
фиг.1 - круглошлифовальный станок для выполнения способа согласно изобретению на виде сверху;
фиг.2 - отдельные детали круглошлифовального станка согласно фиг.1, при вышлифовывании седел для люнета;
фиг.3 - изображение согласно фиг.2, при этом показано вышлифовывание торцевого конуса на круглом стержне;
фиг.4 - возможность зажима выступающей из бабки изделия концевой части круглого стержня;
фиг.5 - дополнительный захватный блок, который используется при отделении концевой части от круглого стержня;
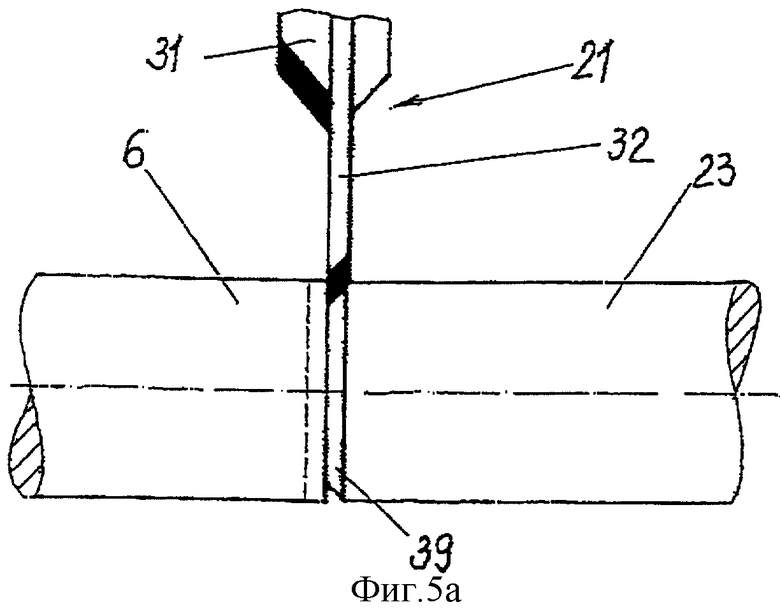
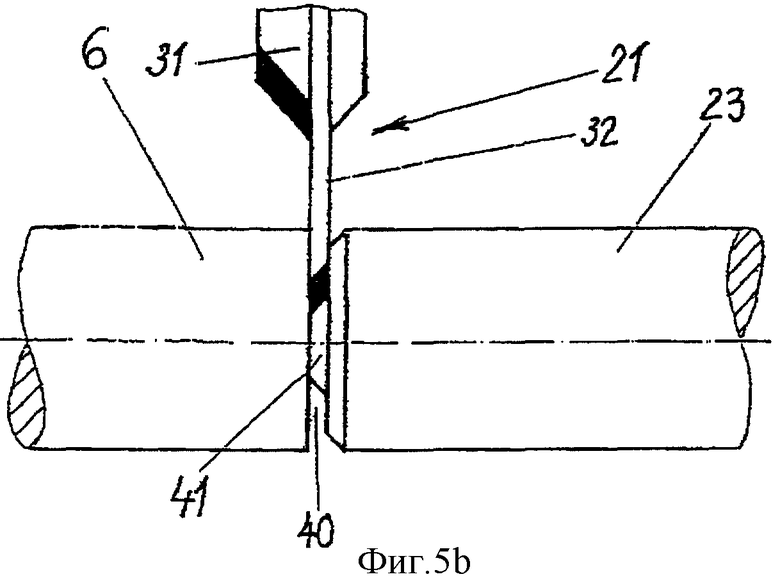
фиг.5а, 5b и 5с - ход выполнения процесса отделения возникающего после круглого шлифования инструмента;
фиг.6 - переход к круглому шлифованию следующей концевой части круглого стержня.
фиг.7 - два различных инструмента из твердого сплава в состоянии круглого шлифования их окончательного контура.
На фиг.1 показан упрощенный вид сверху круглошлифовального станка для выполнения способа согласно изобретению. Позицией 1 обозначена станина станка, на которой в передней зоне установлен шлифовальный стол 2. Шлифовальный стол 2 установлен с возможностью перемещения в направлении оси Z с помощью ЧПУ. На шлифовальном столе на левой стороне установлена бабка 3 изделия, в которой размещен зажимной патрон 4, который приводится во вращение с помощью не изображенного электродвигателя. Зажимной патрон 4 расположен спереди на бабке 3 изделия. Он служит для зажимания детали, в данном случае круглого стержня 6. Зажимной патрон 4 выполнен так, что круглый стержень можно проталкивать через зажимной патрон и прочно зажимать в желаемых осевых положениях с помощью зажимных кулачков 5 (смотри фиг.2). Противоположно бабке 3 изделия на шлифовальном столе 2 расположена задняя бабка 7, на которой расположена установленная с возможностью перемещения в осевом направлении пиноль 8. Перемещения пиноли показаны стрелкой 9. Обращенный к бабке 3 изделия наружный конец пиноли 8 выполнен в виде внутреннего центра 10 и служит для размещения отшлифованного в виде торцевого конуса конца круглого стержня.
Позициями 11 и 12 обозначены два люнета, которые можно устанавливать для дополнительной опоры концевой части круглого стержня 6. Движения сдвига люнетов 11 и 12 обозначены на фиг.2 стрелками 13 и 14.
Круглый стержень 6, бабка 3 изделия и зажимной патрон 4, а также пиноль 8 и задняя бабка 7 образуют общую среднюю ось 15, которую можно также назвать общей функциональной осью.
На фиг.1 показана также шлифовальная бабка 16, которая несет первый шлифовальный шпиндель 17 и второй шлифовальный шпиндель 18. Первый шлифовальный шпиндель 17 снабжен первым шлифовальным кругом 20, а второй шлифовальный шпиндель 18 - вторым шлифовальным кругом 21. Шлифовальная бабка 16 выполнена с возможностью поворота вокруг оси 19 поворота, которая направлена перпендикулярно плоскости, в которой лежит общая ось 15 бабки 3 изделия, круглого стержня 6 и задней бабки 7. Как показано на фиг.1, за счет поворота шлифовальной бабки 16 вокруг поворотной оси 19 можно по выбору приводить в рабочее положение первый шлифовальный круг 20 или второй шлифовальный круг 21. Кроме того, шлифовальная бабка 16 установлена также с возможностью линейного перемещения в направлении оси X. Перемещения в направлении оси Х осуществляются также с помощью ЧПУ. Шлифовальные шпиндели 17 и 18 содержат интегрированные в них электродвигатели, с помощью которых приводятся во вращение шлифовальные круги 20, 21.
Дополнительные подробности показанного на фиг.1 круглошлифовального станка следуют из фиг.2-4.
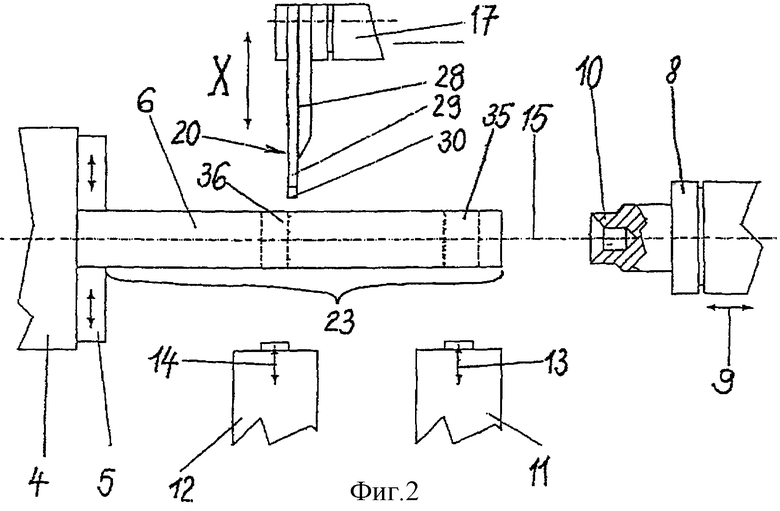
Так, на фиг.2 показаны зажимные кулачки 5 зажимного патрона 4, с помощью которых зажимается круглый стержень 6 для процесса шлифования. Как указывалось выше, круглый стержень 6 можно проталкивать через зажимной патрон 4 и зажимать в выбранном осевом положении. При этом из зажимного патрона 4, соответственно, бабки 3 изделия выступает соответствующая концевая часть 23 круглого стержня 6. Длина концевой части 23 соответствует примерно длине подлежащего изготовлению инструмента из твердого сплава с добавлением определенной длины для зажима и обработки (смотри фиг.5).
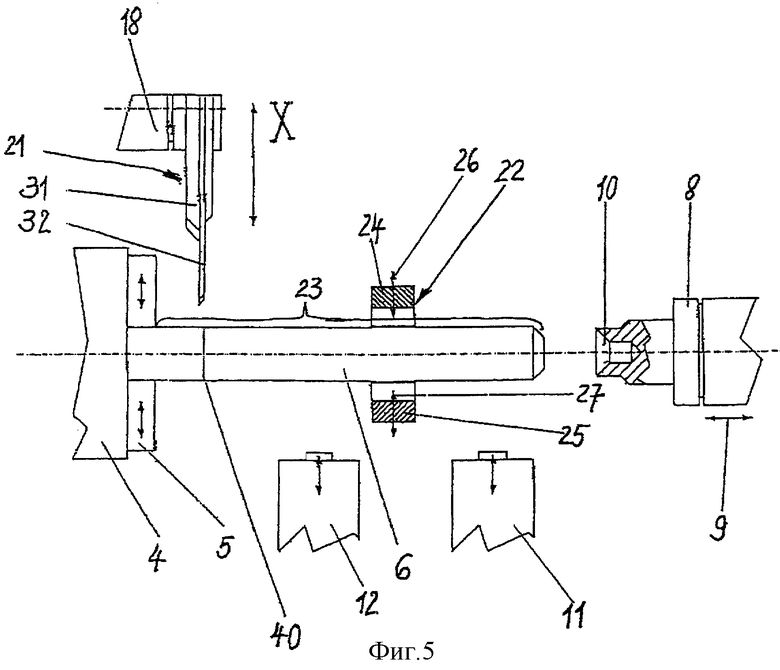
На фиг.5 дополнительно показан также захватный блок 22, зажимные части 24 и 25 которого могут охватывать снаружи концевую часть 23 круглого стержня и удерживать ее. Движения захватных частей 24, 25 обозначены стрелками 26, 27.
На фиг.2 показано перемещение первого шлифовального круга 20 шлифовальной бабки 16 в рабочее положение. При этом первый шлифовальный круг 20 показан в увеличенном масштабе. Он имеет основной корпус 28 большего осевого размера и выступающую из него в радиальном направлении узкую зону 29. Узкая зона 29 несет абразивное покрытие с цилиндрическим контуром. Шлифовальный круг 20 выполнен, например, в виде алмазного шлифовального круга с высотой абразивного покрытия около 5 мм.
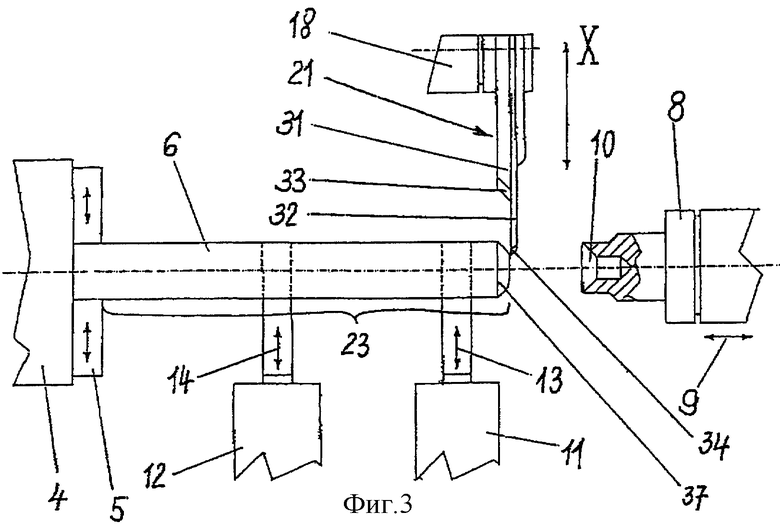
В противоположность этому на фиг.3 показан в рабочем положении второй шлифовальный шпиндель 18 со шлифовальным кругом 21. Второй шлифовальный круг 21 имеет первый отдельный круг 31 и второй отдельный круг 32. Второй шлифовальный круг 21 может быть при этом выполнен в виде многокругового шлифовального круга. Оба отдельных круга 31 и 32 могут быть также частями одного общего шлифовального тела с единственным основным корпусом. Позициями 33 и 34 обозначены абразивные покрытия обоих отдельных кругов 31 и 32. Оба отдельных круга 31 и 32 имеют разную осевую толщину, и снабжены оба коническими шлифовальными поверхностями с противоположно направленным наклоном.
На фиг.5 показан в рабочем положении второй шлифовальный шпиндель 18 со вторым шлифовальным кругом 21.
Остальные части станка, показанные на фиг.2-5, обозначены уже упомянутыми позициями, и поэтому их подробное описание не приводится.
Выполняемый на круглошлифовальном станке согласно фиг.1-6 способ шлифования заключается в следующем.
Исходным материалом является уже указанный круглый стержень 6 из металлокерамического твердого сплава. Такой круглый стержень, который может иметь длину, например, от 300 до 400 мм, проталкивают через зажимной патрон 4 бабки 3 изделия, пока из зажимного патрона 4 не будет выступать концевая часть 23 (смотри фиг.2) желаемой длины. В этом положении зажимные кулачки 5 перемещают к круглому стержню 6 и прочно зажимают его.
Затем переводят первый шлифовальный шпиндель 17 шлифовальной бабки 16 в рабочее положение. С помощью находящегося на первом шлифовальном шпинделе 17 и приводимого во вращение первого шлифовального круга 20, который имеет цилиндрическую абразивную поверхность, вышлифовывают первое седло 35 для люнета на концевой части 23 круглого стержня 6. Затем перемещают первый люнет 11 в направлении стрелки 13 к первому седлу 35 для люнета, так что концевая часть 23 при дальнейших процессах шлифования имеет надежную опору.
При необходимости можно вышлифовывать также еще второе седло 36 или дополнительные седла для люнетов на концевой части 23 круглого стержня 6. Для этого предусмотрен, например, второй люнет 12. При этом сначала шлифуют седло 36 для люнета, которое расположено ближе к зажимному патрону 4, а затем - седло 35 для люнета.
Как показано на фиг.3, оба люнета 11 и 12 устанавливают под соответствующие седла 35, 36, тем самым концевая часть имеет надежную опору. Затем приводят в рабочее положение второй шлифовальный шпиндель 18 со вторым шлифовальным кругом 21. Его первый отдельный круг 31 используют затем для вышлифовывания первого торцевого конуса 37 на обращенной к задней бабке 7 торцевой поверхности круглого стержня 6, соответственно, его концевой части 23. Первый торцевой конус 37 имеет такие размеры, что он входит во внутренний центр 10 пиноли 8, которая расположена в задней бабке 7 с возможностью сдвигания в направлении стрелки 9.
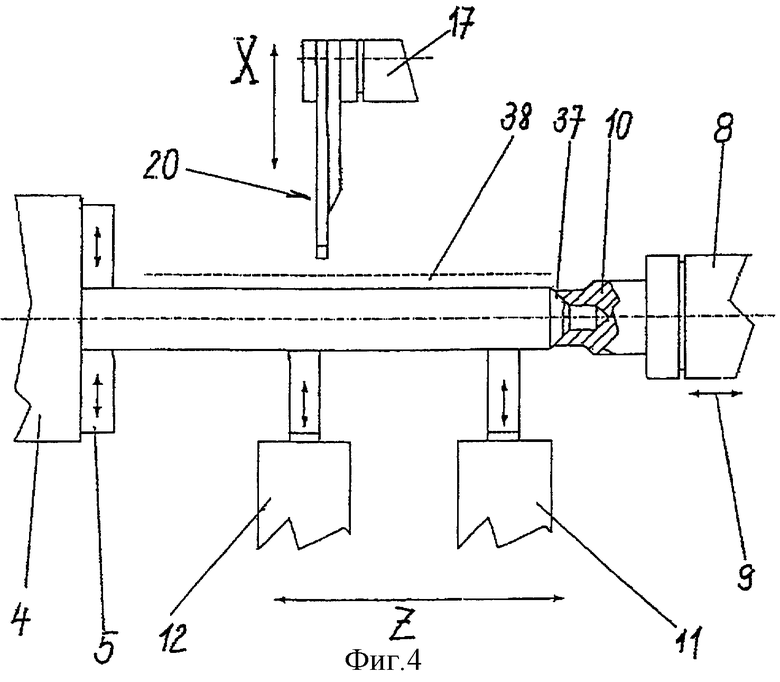
На фиг.4 показано состояние, в котором свободный конец концевой части 23 с первым торцевым конусом 37 зажат во внутреннем центре 10. В рабочем положении снова находится первый шлифовальный шпиндель 17 шлифовальной бабки 16, который с помощью ЧПУ подается в направлении оси Х к концевой части 23. Одновременно шлифовальный стол 2 с помощью ЧПУ перемещается в направлении оси Z. Таким образом, с помощью первого шлифовального круга 20 шлифуют почти всю длину концевой части 23 способом круглого шлифования. Это означает, что эту длину шлифуют за один проход шлифовального круга 20 по концевой части 23. Однако можно также применять более широкий шлифовальный круг и выполнять процесс способом маятникового шлифования. При этом выполняют несколько радиальных движений подачи и необходимо несколько раз повторять продольное движение, пока не будет снесен припуск 38 на шлифование и не будет достигнуто желаемое состояние поверхности концевой части 23.
На фиг.4 показано состояние, в котором люнеты 11 и 12 также во время этого частичного процесса установлены у концевой части 23. Однако это не является обязательно необходимым. Использование люнетов 11 и 12 необходимо прежде всего при вышлифовывании первого торцевого конуса 37. При последующих процессах можно также работать с отведенными назад люнетами.
Показанный на фиг.4 процесс круглого шлифования ни коим образом не ограничивается лишь получением непрерывного цилиндрического контура с желаемым качеством поверхности. Наоборот, на этой стадии способа должен обеспечиваться весь окончательный контур круглого шлифования возникающего готового инструмента из твердого сплава. То есть в зависимости от окончательного контура инструмента уже на этой стадии способа, на которой концевая часть 23 еще находится на круглом стержне 6, можно вышлифовывать частичные зоны с градациями цилиндрического, конусного или бочкообразного контура. Возможны все контуры, которые можно осуществлять с помощью круглого шлифования. Это можно осуществлять также с использованием комплекта шлифовальных кругов с заданными контурами. Однако на фиг.4 это не изображено.
Примеры таких окончательных контуров круглого шлифования показаны на фиг.7.
Таким образом, концевая часть 23 круглого стержня 6 и тем самым возникающий инструмент из твердого сплава отшлифованы до промежуточного готового состояния. Обозначение шлифования до готового состояния не означает в данном случае окончательное шлифование в смысле чистовой обработки в противоположность обдирке, а ту окончательную стадию, которая достигается для возникающего инструмента в самом крайнем случае с помощью круглого шлифования. Затем необходимо еще шлифовать режущие кромки, спиральные канавки и т.п. с помощью отдельных способов. Однако сначала необходимо промежуточно окончательно отшлифованный инструмент отделить от круглого стержня 6.
Этот процесс показан на фиг.5, а также 5а, 5b и 5с. Концевая часть 23 круглого стержня 6 сначала еще зажата на своих обоих концах, как показано на фиг.4. Один или несколько люнетов могут быть установлены у концевой части 23; однако это не является обязательно необходимым. В отличие от вида на фиг.4 снова приводят в рабочее положение второй шлифовальный шпиндель 18 за счет поворота шлифовальной бабки 16 вокруг поворотной оси 19. Однако из второго шлифовального круга 21, который является многокруговым шлифовальным кругом, используют теперь второй отдельный круг 32, который имеет больший диаметр, чем первый отдельный круг 31. Затем вращающийся второй отдельный круг 32 подводят к также вращающейся концевой части 23 круглого стержня 6. Этот процесс подачи прерывают, как только второй отдельный круг 32 завершит шлифование второго торцевого конуса 39 (смотри фиг.5а).
Затем второй шлифовальный круг 21 отводят от концевой части 23 круглого стержня 6. Выполняют осевое смещение относительно друг друга круглого стержня 6 и второго отдельного круга 32. Смещение равно примерно толщине второго отдельного круга 32. Затем снова подводят отдельный круг 32 к концевой части 23 круглого стержня 6 и выполняют на этот раз разделительный разрез 40. Процесс продолжают, пока соединение между остающейся остаточной длиной круглого стержня 6 и его концевой частью 23 не станет лишь узкой соединительной связкой 41. Вплоть до этого момента концевая часть 23 круглого стержня 6 была зажата на своих обоих концах и приводилась во вращение (смотри фиг.5b).
Затем останавливают привод бабки 3 изделия и отводят назад заднюю бабку 7 с пинолью 8 из положения зажимания. В этом случае концевая часть 23 круглого стержня 6 со своим первым торцевым конусом 37 освобождаются и охватываются зажимными частями 24, 25 захватного блока 22 с надежным удерживанием. За счет дальнейшей подачи второго отдельного круга 32 затем продолжают процесс отделения и вышлифовывают еще соединительную связку 41 (смотри фиг.5с). Отшлифованный окончательно относительно круглого шлифования инструмент отделяют от остатка круглого стержня 6, и он промежуточно готов. Возникающий инструмент из твердого сплава удерживается в захватном блоке 22 и с помощью его удаляется из станка и укладывается (смотри фиг.5).
Затем круглый стержень снова выводят на заданную длину из зажимного патрона 4 для обеспечения обработки следующей концевой части 23.
На фиг.7 показаны два разных инструмента из твердого сплава в одной стадии, достигаемой с помощью способа согласно изобретению и круглошлифовального станка согласно изобретению. Показанные промежуточно окончательно шлифованные инструменты имеют еще второй торцевой конус на одном своем конце. Исходный цилиндрический контур круглого стержня 6 изображен штрихпунктирной линией, так что можно видеть, как получается желаемый окончательный контур круглого шлифования с помощью лишь круглого шлифования. Как показано на фиг.7, можно легко получать градации цилиндрических, конусных или бочкообразных контуров. Особенность состоит в том, что эти различные формы получены посредством единственного зажимания по меньшей мере на одном конце образующего исходный материал круглого стержня.
Следует еще отметить, что выполнение способа не ограничивается показанными на фиг.1-5 мерами. Можно даже все процессы выполнять с помощью единственного шлифовального круга, когда существует возможность подачи этого шлифовального круга в наклонном направлении к круглому стержню.
Перечень позиций
1 Станина станка
2 Шлифовальный стол
3 Бабка изделия
4 Зажимной патрон
5 Зажимные кулачки
6 Заготовка
7 Задняя бабка
8 Пиноль
9 Стрелка (движения пиноли)
10 Внутренний центр
11 Первый люнет
12 Второй люнет
13 Стрелка (движение установки люнета 11)
14 Стрелка (движение установки люнета 12)
15 Общая ось (функциональная ось)
16 Шлифовальная бабка
17 Первый шлифовальный шпиндель
18 Второй шлифовальный шпиндель
19 Ось поворота шлифовальной бабки
20 Первый шлифовальный круг
21 Второй шлифовальный круг
22 Захватный блок
23 Концевая часть заготовки 6
24 Зажимная часть захватного блока 22
25 Зажимная часть захватного блока 22
26 Стрелка
27 Стрелка
28 Основной корпус
29 Узкая зона
30 Абразивное покрытие
31 Первый отдельный круг
32 Второй отдельный круг
33 Абразивное покрытие первого отдельного круга 31
34 Абразивное покрытие второго отдельного круга 32
35 Первое седло для люнета
36 Второй седло для люнета
37 Первый торцевой конус
38 Припуск на шлифование
39 Второй торцевой конус
40 Разделительный разрез
41 Соединительная связка



Изобретение относится к области машиностроения и может быть использовано на круглошлифовальных станках при изготовлении инструментов из твердого сплава. Круглый стержень из твердого сплава проталкивают через зажимной патрон бабки изделия и осуществляют его зажим. На свободно выступающей концевой части круглого стержня вышлифовывают по меньшей мере одно седло для люнета с последующей установкой люнета. Надежная опора концевой части позволяет шлифовать первый торцевой конус на обращенном к пиноли задней бабки конце круглого стержня. После чего первый торцевой конус круглого стержня устанавливают во внутреннем центре пиноли задней бабки и посредством круглого шлифования изготавливают желаемый окончательный контур концевой части круглого стержня. Для осуществления упомянутых операций шлифования используют шлифовальную бабку, содержащую по меньшей мере один шлифовальный шпиндель и выполненную с возможностью установки у круглого стержня по меньшей мере одного или нескольких шлифовальных кругов. После достижения у концевой части круглого стержня окончательного контура ее захватывают захватным блоком, отрезают с помощью шлифовального круга от круглого стержня и удаляют из станка. В результате обеспечивается обработка с однократным зажимом круглого стержня и исключением его радиального биения, что повышает точность и производительность обработки инструмента из твердого сплава. 2 н. и 12 з.п. ф-лы, 7 ил.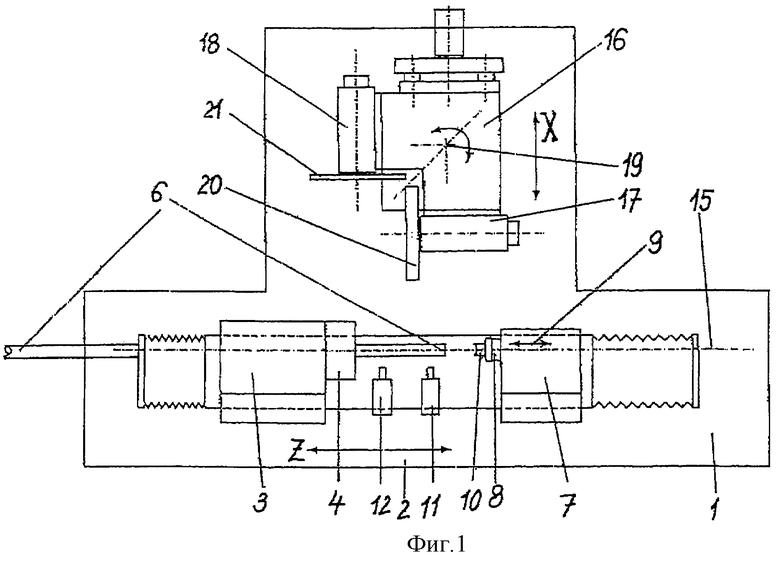
крепление круглого стержня в зажимном патроне бабки изделия с выступанием из нее наружу концевой части круглого стержня, обращенной к задней бабке;
шлифование седла для люнета на указанной выступающей наружу концевой части круглого стержня и установку люнета на седло;
шлифование первого торцевого конуса на торцевой поверхности выступающей наружу концевой части круглого стержня;
прочное закрепление первого торцевого конуса круглого стержня с внутренним центром, находящимся на пиноли задней бабки, путем вдвигания друг в друга;
круглое шлифование выступающей наружу концевой части круглого стержня до окончательного контура круглого шлифования на длине, соответствующей длине отдельного инструмента;
отрезание отдельного инструмента от круглого стержня;
ослабление зажимного патрона бабки изделия, перемещение круглого стержня в бабке изделия в направлении задней бабки, зажим круглого стержня в зажимном патроне с выступанием из бабки изделия наружу другой, подлежащей обработке, концевой части круглого стержня в направлении задней бабки.
отвод и осевое перемещение шлифовального круга относительно круглого стержня;
шлифование второго торцевого конуса на круглом стержне на другой концевой торцевой поверхности отдельного инструмента, противоположной концевой торцевой поверхности выступающей наружу концевой части круглого стержня;
шлифование разделительного разреза в круглом стержне с образованием центральной соединительной связки;
и вышлифовывание соединительной связки и удаление отдельного инструмента.
станину станка;
шлифовальный стол, установленный с возможностью перемещения на станине станка;
бабку изделия и заднюю бабку, расположенные на шлифовальном столе;
зажимной патрон, установленный на бабке изделия с возможностью обеспечения перемещения круглого стержня и его осевого позиционирования в зажимном патроне;
люнет и захватный блок, расположенные между бабкой изделия и задней бабкой;
шлифовальную бабку, содержащую по меньшей мере один шлифовальный шпиндель и выполненную с возможностью установки у круглого стержня по меньшей мере одного или несколько шлифовальных кругов,
при этом задняя бабка, и/или люнет, и/или захватный блок предназначены для поддержания концевой части круглого стержня, расположенной снаружи зажимного патрона,
а захватный блок установлен с возможностью захвата круглого стержня и удаления из станка отдельного инструмента, образованного на круглом стержне с помощью круглошлифовального станка.
| DE 19857359 А, 21.06.2000 | |||
| Многошпиндельный токарный автомат | 1989 |
|
SU1682042A1 |
| Одношпиндельный шлифовальный автоматический станок для разрезания прутков, например вольфрамовых, на изделия | 1958 |
|
SU120140A1 |

