I. Область техники
Настоящее изобретение относится к несъемной опалубке и способу ее изготовления, в частности к новой складываемой несъемной АТБ-опалубке сборного типа, применяемой в промышленных и гражданских строительных сооружениях, гидротехнических сооружениях и морских сооружениях и т.д. и способу ее изготовления, и относится к технической области строительства зданий из железобетона.
II. Уровень техники
В области местного строительства большинство используемых в настоящее время опалубок являются деревянными опалубками, стальными опалубками и т.д., которые не могут быть использоваться повторно, что приводит к значительному расходу ресурсов. Кроме того, эти опалубки имеют недостатки, включая неудобство при демонтаже и повторной сборке, большие затраты на оборачиваемость, затраты труда и времени и т.д. Помимо этого, после снятия опалубки обычные бетонные поверхности в строительных конструкциях подвергаются естественному воздействию и имеют низкую долговечность.
В результате постоянного совершенствования и развития технологии волокнистых материалов появилась новая несъемная АТБ-опалубка. АТБ (армированный текстилем бетон) представляет собой новый высокопрочный композиционный материал на основе цемента, выполненный из множества продольных сеток из тканого материала и высокопрочного бетона с мелкозернистым заполнителем, и имеющий преимущества, включающие высокую прочность, высокую коррозионную стойкость, высокую пластичность и т.д. Несъемные АТБ-опалубки имеют хорошие перспективы для развития. С одной стороны, опалубки имеют небольшой вес и удобны при строительстве, они могут соединяться с монолитным бетоном после выполнения строительных работ с образованием прочной единой конструкции, достигать теоретического «скрепляющего эффекта» и улучшать механические свойства конструктивных элементов; в свою очередь, высокопрочный бетон с мелкозернистым заполнителем, используемый в опалубке, работает с сеткой из тканого материала в качестве конструктивного элемента, чтобы воспринимать нагрузку после укладки бетона и придания формы и, таким образом, может повышать долговечность конструкции и влиять на развитие трещин, снижать затраты на последующее обслуживание конструкции и, наконец, продлить срок эксплуатационной службы конструкции.
Несъемная АТБ-опалубка, применяемая в реальных проектах, в настоящее время все еще имеет следующие недостатки: проблему соединения при сборке несъемной опалубки, потеря прочности все еще имеет место в соединяемых частях; прочность сцепления между несъемной опалубкой и монолитным бетоном все еще требует дополнительного улучшения, а также могут возникать такие нежелательные явления, как отслаивание и образование полостей; формы для сборки опалубки являются слишком простыми и ограниченными, их нельзя легко изменять в соответствии с конкретными техническими требованиями.
III. Раскрытие сущности изобретения
Техническая проблема: задача настоящего изобретения состоит в преодолении недостатков предшествующего уровня техники и предоставлении складываемой несъемной АТБ-опалубки сборного типа, которая имеет простую конструкцию, может многократно разбираться и повторно собираться, является гибкой в использовании и легкой в обращении, и способа изготовления складываемой несъемной АТБ-опалубки сборного типа.
Техническая схема: складываемая несъемная АТБ-опалубка сборного типа по настоящему изобретению содержит сетку из тканого материала, фиброармированные пластиковые (ФАП) реберные крючки и множество форм; причем на сетке из тканого материала расположены и закреплены множество форм на расстоянии друг от друга, причем расстояние между множеством форм является расстоянием, которое позволяет формам складываться под прямым углом друг к другу, при этом каждую форму заполняют высокопрочным бетоном с мелкозернистым заполнителем для армирования сетки из тканого материала, два конца ФАП-реберных крючков симметрично прикреплены к верхнему концу, нижнему концу и средней части форм, соответственно, и когда формы сложены под прямым углом, крючковые соединения увеличивают прочность сетки из тканого материала и, таким образом, повышается целостность складываемой несъемной опалубки сборного типа, и предотвращается поломка при сборке.
Формы образованы путем крепления внутренней панели и внешней панели, и на внутренней панели расположено множество вертикальных ребер в виде полос.
Внутренняя панель и внешняя панель выполнены из пластиковой ПВХ-панели или фибролитовой панели.
Способ изготовления вышеупомянутой складываемой несъемной АТБ-опалубки сборного типа включает следующие этапы:
a. изготовление множества форм в соответствии с размером форм для литья под давлением, отрезание сетки из тканого материала до соответствующей высоты в соответствии с высотой форм, определение длины сетки из тканого материала в соответствии с шириной и расстоянием между множеством форм, размещение внешних панелей множества форм на расстоянии друг от друга, прикрепление отрезанной сетки из тканого материала к внешним панелям, расположенным на расстоянии друг от друга, и последующее аккуратное и равномерное нанесение сконфигурированной жидкой эпоксидной смолы на сетку из тканого материала, прикрепленную к формам, с помощью кисти, чтобы предотвратить скопление эпоксидной смолы или отсутствие покрытия на пучках волокон во время всего процесса;
b. выполнение пескоструйной обработки кварцевым песком до отверждения жидкой эпоксидной смолы для увеличения прочности сцепления между сеткой из тканого материала и высокопрочным бетоном с мелкозернистым заполнителем;
d. подвешивание сетки из тканого материала в проветриваемом и прохладном помещении для сушки после пескоструйной обработки и последующая установка высушенной сетки из тканого материала в среднем положении форм;
e. возведение форм, заливка высокопрочного бетона с мелкозернистым заполнителем в формы, выполнение ударов руками по поверхностям форм или придание формам легкой вибрации за несколько приемов при достижении бетоном уровня 1/4 высоты форм для выталкивания пузырьков воздуха из раствора в форме, так чтобы улучшить степень уплотнения высокопрочного бетона с мелкозернистым заполнителем, при этом сетку из тканого материала между смежными формами не заливают;
f. отверждение бетона во влажной среде после завершения заливки; выполнение зачистки формы после того, как складываемая несъемная АТБ-опалубка сборного типа достигнет достаточной прочности после окончания отверждения, чтобы избежать повреждений складываемой несъемной АТБ-опалубки сборного типа при выполнении зачистки формы.
При заливке высокопрочного бетона с мелкозернистым заполнителем в формы, для предотвращения смещения сетки из тканого материала под воздействием высокопрочного бетона с мелкозернистым заполнителем в процессе заливки между формами помещают тонкую пластину, и сетку из тканого материала прикрепляют к тонкой пластине с последующим постепенным удалением тонкой пластины в процессе заливки. При сборке опалубки для балок имеется три формы, и сетку из тканого материала для выполнения нахлеста не сохраняют на двух внешних панелях; при сборке опалубки для колонн имеется четыре формы, и сетку из тканого материала для выполнения нахлеста сохраняют на двух внешних панелях (3).
Процесс изготовления жидкой эпоксидной смолы заключается в следующем: чтобы избежать попадания прямого солнечного света и воздействия ветра, весь процесс перемешивания выполняют в закрытом помещении, эпоксидную смолу, отвердитель и разбавитель смешивают в соотношении 1:1:0,5 и перемешивают до полного смешивания.
Преимущества: согласно технической схеме, описанной выше, складываемая несъемная АТБ-опалубка сборного типа по настоящему изобретению предусматривает поочередное складывание и сборку несъемных АТБ-опалубок. По сравнению с предшествующим уровнем техники складываемая несъемная АТБ-опалубка сборного типа, предусмотренная по настоящему изобретению, обладает следующими преимуществами:
(1) Сетка из тканого материала представлена в виде непрерывного целого куска без разрывов, когда складываемую несъемную АТБ-опалубку сборного типа собирают в несъемную опалубку, что может в полной мере обеспечивать скрепляющий эффект;
(2) Сетка из тканого материала и ФАП-реберные крючки работают в соединениях совместно, что обеспечивает возможность того, что прочность и долговечность соединений будут не ниже, чем у цельной несъемной опалубки;
(3) Складываемая несъемная АТБ-опалубка сборного типа может быть произвольным образом собрана в опалубку для балок, опалубку для плит и опалубку для колонн, как это требуется на строительной площадке, и связующая способность монолитного бетона и опалубки может быть улучшена при помощи канавок на внутренних поверхностях опалубки. Опалубки могут быть спроектированы и изготовлены на заводе в соответствии с требованиями к фактическими размерам и после изготовления могут храниться в сложенном состоянии; таким образом, опалубки являются более гибкими в применении и универсальными. Во время строительства в условиях площадки складываемые опалубки могут быть собраны согласно требованиям в несъемную опалубку для балки, плиты или колонны, и края могут быть заделаны безусадочным цементом для заделки мест соединений.
Опалубка использует новую технологию сборки, проста в изготовлении и удобна в эксплуатации, она может быть простой в обращении, она может повысить долговечность и срок службы конструкций и имеет широкие возможности для применения.
IV. Краткое описание чертежей
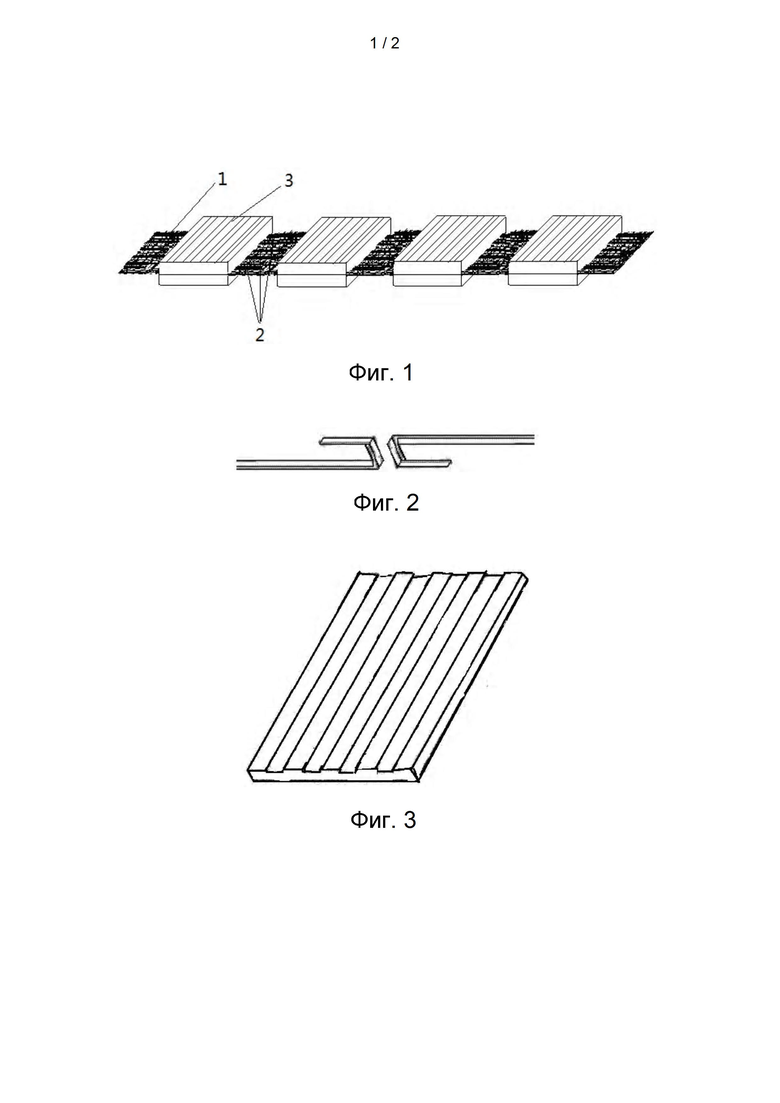
На фиг. 1 показана принципиальная схема развернутой конструкции складываемой несъемной АТБ-опалубки сборного типа согласно настоящему изобретению;
На фиг. 2 представлена принципиальная схема конструкции ФАП-реберного крючка по настоящему изобретению;
На фиг. 3 представлена принципиальная схема конструкции внутренней панели формы по настоящему изобретению;
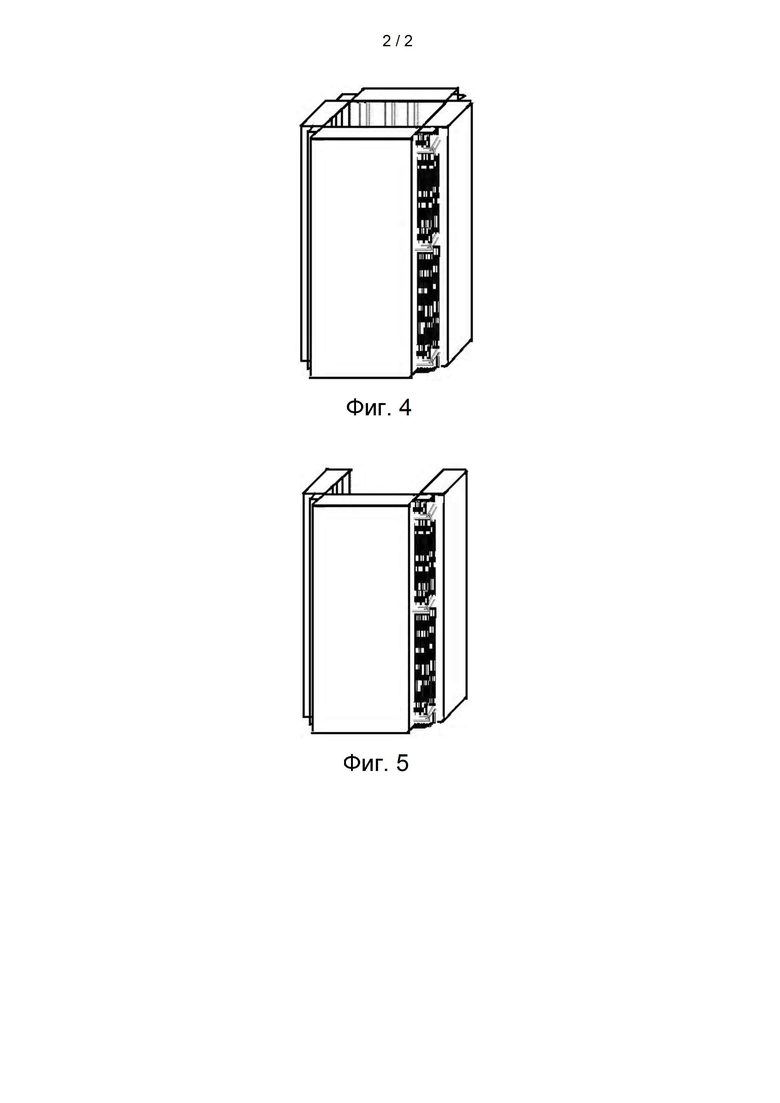
На фиг. 4 представлена принципиальная схема конструкции примера I складываемой
несъемной АТБ-опалубки сборного типа для колонн по настоящему изобретению;
На фиг. 5 представлена схематическая структурная схема примера II складываемой несъемной АТБ-опалубки сборного типа для балок по настоящему изобретению.
На фигурах: 1 - сетка из тканого материала; 2 ФАП-реберный крючок; 3 - форма.
V. Осуществление изобретения
Далее настоящее изобретение будет описано более подробно в вариантах осуществления со ссылкой на прилагаемые чертежи.
Как показано на фиг. 1, складываемая несъемная АТБ-опалубка сборного типа по настоящему изобретению в целом содержит сетку 1 из тканого материала, ФАП-реберные крючки 2 и множество форм 3; причем множество форм 3 расположены и закреплены на сетке 1 из тканого материала на расстоянии друг от друга, форма 3 образована путем прикрепления внутренней и внешней панели, и в местах соединений соединена при помощи гвоздезабивного инструмента, и на внутренней панели расположено множество вертикальных ребер в виде полос, как показано на фиг. 3. Внутренняя панель и внешняя панель выполнены из пластиковой ПВХ-панели или фибролитовой панели. Множество форм 3 расположены и закреплены на расстоянии друг от друга, причем расстояние между множеством форм 3 является расстоянием, которое позволяет формам складываться под прямым углом друг к другу, каждая форма заполнена высокопрочным бетоном с мелкозернистым заполнителем с армированием сеткой 1 из тканого материала, ФАП-реберные крючки 2 показаны на фиг. 2, два конца ФАП-реберных крючков 2 симметрично прикреплены к верхнему концу, нижнему концу и средней части форм соответственно, и когда формы 3 сложены под прямым углом, образованные крючковые соединения увеличивают прочность сетки 1 из тканого материала и, таким образом, улучшается целостность складываемой несъемной опалубки сборного типа, и предотвращается поломка при сборке.
Способ изготовления вышеупомянутой складываемой несъемной АТБ-опалубки сборного типа содержит следующие этапы:
а. изготовление множества форм 3 в соответствии с размером форм для литья под давлением, отрезание сетки 1 из тканого материала до соответствующей высоты в соответствии с высотой форм 3, определение длины сетки 1 из тканого материала в соответствии с шириной и расстоянием между множеством форм 3, размещение внешних панелей множества форм 3 на расстоянии друг от друга, прикрепление отрезанной сетки из тканого материала к внешним панелям, расположенным на расстоянии друг от друга, и последующее равномерное и аккуратное нанесение сконфигурированной жидкой эпоксидной смолы на сетку из тканого материала, прикрепленную к формам, с помощью кисти, чтобы предотвратить скопление эпоксидной смолы или отсутствие покрытия на пучках волокон во время всего процесса; процесс изготовления жидкой эпоксидной смолы заключается в следующем: чтобы избежать попадания прямого солнечного света и воздействия ветра весь процесс перемешивания выполняют в закрытом помещении, эпоксидную смолу, отвердитель и разбавитель смешивают в соотношении 1:1:0,5 и перемешивают до полного смешивания.
b. выполнение пескоструйной обработки кварцевым песком до отверждения жидкой эпоксидной смолы для увеличения прочности сцепления между сеткой из тканого материала и высокопрочным бетоном с мелкозернистым заполнителем;
d. подвешивание сетки из тканого материала в проветриваемом и прохладном помещении для сушки после пескоструйной обработки и последующая установка высушенной сетки из тканого материала в положении посередине форм 3, симметричное закрепление двух концов ФАП-реберных крючков 2 к верхнему концу, нижнему концу и средней части форм соответственно, и зацепление ФАП-реберных крючков друг с другом в процессе сборки, так чтобы ФАП-реберный крючок 2 работал с сеткой из тканого материала в процессе сборки для повышения прочности соединений, улучшения целостности складываемой несъемной опалубки сборного типа, предотвращения разрушения в местах соединений и полного проявления "скрепляющего эффекта" несъемной АТБ-опалубки;
e. возведение форм 3, заливка высокопрочного бетона с мелкозернистым заполнителем в формы 3, выполнение ударов руками по поверхностям форм или придание формам легкой вибрации за несколько приемов при достижении бетоном уровня 1/4 высоты форм для выталкивания пузырьков воздуха из раствора в форме, так чтобы улучшить степень уплотнения высокопрочного бетона с мелкозернистым заполнителем, при этом сетку из тканого материала между смежными формами не заливают; для предотвращения смещения сетки из тканого материала под воздействием высокопрочного бетона с мелкозернистым заполнителем в процессе заливки, когда высокопрочный бетон с мелкозернистым заполнителем заливают в форму 3, тонкую пластину помещают между формами, и сетку из тканого материала прикрепляют к тонкой пластине с последующим постепенным удалением тонкой пластины в процессе заливки; снаружи форм предусмотрены боковые опоры для предотвращения боковой деформации форм в процессе заливки высокопрочного бетона с мелкозернистым заполнителем.
f. отверждение складываемой несъемной АТБ-опалубки сборного типа во влажной среде после завершения заливки до определенного продолжительности; выполнение зачистки форм для литья под давлением после того, как складываемая несъемная АТБ-опалубка сборного типа достигнет достаточной прочности после окончания отверждения, чтобы избежать повреждений складываемой несъемной АТБ-опалубки сборного типа при выполнении зачистки формы. Сетка 1 из тканого материала соткана из волокон одного типа или соткана из двух различных типов волокон в направлении основы и в направлении утка, соответственно, и волокна представляют собой коррозионно-стойкие волокна с высокой прочностью на растяжение, такие как углеродные волокна, арамидные волокна, устойчивые к щелочи стеклянные волокна, базальтовые волокна, поливинилспиртовые волокна или полиэтиленовые волокна. Высокопрочный бетон с мелкозернистым заполнителем получают путем перемешивания 52,5 силикатного цемента, угольной золы I сорта, кварцевого песка с размером частиц 0 ~ 0,6 мм, воды, пластификатора Sika третьего поколения и измельченных волокон. Способ приготовления заключается в следующем:
(1) Необходимые материалы: 500 кг/м3 52,5 силикат-цемента, 180 кг/м3 угольной золы 1-го сорта, 40 кг/м3 кварцевой пыли, 800 кг/м3 кварцевого песка с размером частиц 0 ~ 0,6 мм, 400 кг/м3 кварцевого песка с размером частиц 0,6 ~ 1,2 мм, 252 кг/м3 воды, 4,0 кг/м3 пластификатора Sika третьего поколения и измельченные волокна, составляющие 0,5-2% от общего объема.
(2) Перемешивание: после подготовки необходимых материалов в мешалке перемешивают цемент, угольную золу I сорта, кварцевую пыль и кварцевый песок в течение 2-3 минут, затем после хорошего перемешивания добавляют воду и затем добавляют пластификатор Sika третьего поколения и смесь перемешивается в течение 2-3 минут. В дальнейшем могут быть добавлены измельченные волокна, и затем смесь дополнительно перемешивают в течение 3-5 минут, чтобы повысить пластичность и стойкость к растрескиванию раствора, и чтобы образовались трещины в тонкой и плотной форме. Наконец, высокопрочный бетон с мелкозернистым заполнителем сформирован. Вышеупомянутые измельченные волокна: используют один или более типов поливинилспиртовых волокон, обладающих гибкостью и высоким водопоглощением, полиэтиленовые волокна с высокой прочностью и коррозионной стойкостью, углеродные волокна с высокими свойствами на растяжение, щелочестойкие стеклянные волокна с высокой термостойкостью и кислотно-щелочной коррозионной стойкостью, базальтовые волокна с высокой прочностью и термостойкостью или полипропиленовые волокна с высокой прочностью и хорошей электроизоляцией и т.д.
Высокопрочный бетон с мелкозернистым заполнителем: обеспечивает возможность достаточного прохождения бетона через сетку из тканого материала и хорошее сцепление с сеткой из тканого материала; обладает свойствами самоуплотнения с высокой подвижностью и отсутствием расслоения; коррозионное воздействие на сетку из тканого материала находится в допустимых пределах.
Цели пропитки жидкой эпоксидной смолой включают в себя: (1) упрочнение поверхности сетки из тканого материала, объединение неплотно соединенных отдельных пучков волокон сетки из тканого материала в один пучок и уменьшение проскальзывания между волокнами в пучках волокон; (2) повышение прочности сцепления на поверхности раздела между сеткой из тканого материала и высокопрочным бетоном с мелкозернистым заполнителем; (3) образование защитного покрытия на поверхности сетки из тканого материала, чтобы эффективно предотвращать просачивание щелочной жидкости в бетоне к сетке из тканого материала.
На фиг. 4 показан пример I несъемной опалубки сборного типа для колонн. Для сборки опалубки для колонн используют четыре формы 3, и сетку из тканого материала для выполнения нахлеста сохраняют в качестве края, соединяемого внахлестку, на двух внешних панелях 3.
На фиг. 5 показан пример II несъемной опалубки сборного типа для балок. Для сборки опалубки для балок используют три формы 3, и сетку из тканого материала для выполнения нахлеста не сохраняют на двух внешних панелях 3.
Изобретение относится к области строительства железобетонных конструкций. В изобретении раскрыта складываемая несъемная АТБ-опалубка сборного типа и способ ее изготовления. Несъемная опалубка сборного типа содержит сетку из тканого материала, ФАП (фиброармированные пластиковые) реберные крючки и множество форм. Множество форм размещены и закреплены на сетке из тканого материала на расстоянии друг от друга, причем расстояние между множеством форм является расстоянием, которое позволяет формам складываться под прямым углом друг к другу. Каждую форму заполняют высокопрочным бетоном с мелкозернистым заполнителем для армирования сетки из тканого материала, и сетка из тканого материала представляет собой непрерывный целый кусок без разрывов, когда формы собирают в несъемную опалубку. Сетка из тканого материала и ФАП реберные крючки работают совместно, что обеспечивает прочность и долговечность соединений; складываемая несъемная АТБ-опалубка сборного типа может быть собрана в опалубку для балок, опалубку для плит и опалубку для колонн в соответствии с требованиями на строительной площадке. Связующая способность монолитного бетона и опалубки может быть улучшена при помощи канавок на внутренних поверхностях опалубки. Опалубка может быть сложена для хранения, является гибкой в применении и универсальной, простой в изготовлении и удобной в использовании. 2 н. и 5 з.п. ф-лы, 5 ил.
1. Складываемая несъемная опалубка из армированного текстилем бетона (АТБ-опалубка) сборного типа, отличающаяся тем, что она содержит сетку (1) из тканого материала, фиброармированные пластиковые (ФАП) реберные крючки (2) и множество форм (3); причем на сетке (1) из тканого материала расположены и закреплены множество форм (3) на расстоянии друг от друга, причем расстояние между множеством форм (3) является расстоянием, которое обеспечивает возможность складывания форм (3) под прямым углом друг к другу, при этом каждую форму заполняют высокопрочным бетоном с мелкозернистым заполнителем для армирования сетки (1) из тканого материала, два конца ФАП-реберных крючков (2) симметрично прикреплены к верхнему концу, нижнему концу и средней части форм соответственно, и когда формы (3) сложены под прямым углом, крючковые соединения обеспечивают возможность увеличения прочности сетки (1) из тканого материала, и, таким образом, улучшается целостность складываемой несъемной опалубки сборного типа и предотвращается поломка при сборке.
2. Складываемая несъемная АТБ-опалубка сборного типа по п. 1, отличающаяся тем, что формы (3) образованы путем крепления внутренней панели и внешней панели и множество вертикальных ребер в виде полос расположены на внутренней панели.
3. Складываемая несъемная АТБ-опалубка сборного типа по п. 1, отличающаяся тем, что внутренняя панель и внешняя панель выполнены из пластиковой ПВХ-панели или фибролитовой панели.
4. Способ изготовления складываемой несъемной АТБ-опалубки сборного типа по п. 1, отличающийся тем, что он включает следующие этапы:
а. изготовление множества форм (3) в соответствии с размером форм для литья под давлением, отрезание сетки (1) из тканого материала до соответствующей высоты в соответствии с высотой форм (3), определение длины сетки (1) из тканого материала в соответствии с шириной и расстоянием между множеством форм (3), размещение внешних панелей множества форм (3) на расстоянии друг от друга, прикрепление отрезанной сетки из тканого материала к внешним панелям, расположенным на расстоянии друг от друга, и последующее аккуратное и равномерное нанесение сконфигурированной жидкой эпоксидной смолы на сетку из тканого материала, прикрепленную к формам, с помощью кисти, чтобы предотвратить скопление эпоксидной смолы или отсутствие покрытия на пучках волокон во время всего процесса;
b. выполнение пескоструйной обработки кварцевым песком до отверждения жидкой эпоксидной смолы для увеличения прочности сцепления между сеткой из тканого материала и высокопрочным бетоном с мелкозернистым заполнителем;
d. подвешивание сетки из тканого материала в проветриваемом и прохладном помещении для сушки после пескоструйной обработки и последующая установка высушенной сетки из тканого материала в среднем положении форм (3);
e. возведение форм (3), заливка высокопрочного бетона с мелкозернистым заполнителем в формы (3), выполнение ударов руками по поверхностям форм или придание формам легкой вибрации за несколько приемов при достижении бетоном уровня 1/4 высоты форм для выталкивания пузырьков воздуха из раствора в форме, так чтобы улучшить степень уплотнения высокопрочного бетона с мелкозернистым заполнителем, при этом сетку из тканого материала между смежными формами не заливают;
f. отверждение бетона во влажной среде после завершения заливки; выполнение зачистки формы только после того, как складываемая несъемная АТБ-опалубка сборного типа достигнет достаточной прочности после окончания отверждения, чтобы избежать повреждений складываемой несъемной АТБ-опалубки сборного типа при выполнении зачистки формы.
5. Способ изготовления складываемой несъемной АТБ-опалубки сборного типа по п. 4, отличающийся тем, что при заливке высокопрочного бетона с мелкозернистым заполнителем в формы (3) для предотвращения смещения сетки из тканого материала под воздействием высокопрочного бетона с мелкозернистым заполнителем в процессе заливки между формами помещают тонкую пластину и сетку из тканого материала прикрепляют к тонкой пластине с последующим постепенным удалением тонкой пластины в процессе заливки.
6. Способ изготовления складываемой несъемной АТБ-опалубки сборного типа по п. 4, отличающийся тем, что для сборки опалубки для балок имеется три формы (3) и сетку из тканого материала для выполнения нахлеста не сохраняют на двух внешних панелях (3); для сборки опалубки для колонн имеется четыре формы (3) и сетку из тканого материала для выполнения нахлеста сохраняют на двух внешних панелях (3).
7. Способ изготовления складываемой несъемной АТБ-опалубки сборного типа по п. 4, отличающийся тем, что процесс изготовления жидкой эпоксидной смолы заключается в следующем: чтобы избежать попадания прямого солнечного света и воздействия ветра весь процесс перемешивания выполняют в закрытом помещении, эпоксидную смолу, отвердитель и разбавитель смешивают в соотношении 1:1:0,5 и перемешивают до полного смешивания.
| CN 106401065 A, 15.02.2017 | |||
| Способ получения плотных стальных отливок | 1948 |
|
SU76942A1 |
| CN 106760207 A, 31.05.2017 | |||
| CN 102806592 A, 05.12.2012 | |||
| Способ автоматического определения степени декарбонизации сырьевой смеси | 1990 |
|
SU1719856A1 |
| FR 2990714 B1, 02.05.2014 | |||
| WO 1996022431 A1, 25.07.1996 | |||
| US 20050066592 A1, 31.03.2005. | |||

