Прибыли стальных деталей составляют значительную часть веса отливок, хотя на пополнение усадки металла в форме полезно используется не более 10% веса прибыли, а остальной металл затвердевает и идет в переплав.
Предлагаемый способ получения плотных стальных отливок имеет целью повысить плотность металла и, увеличить выход годного металла путем отливки деталей с повышенным давлением внутри прибыли, для чего в форму прибыли помещается вещество (заряд), выделяющее газы при его нагревании. Выделение газов должно начаться через некоторое время после заливки во избежание выбрасывания жидкого металла из формы через стояк.
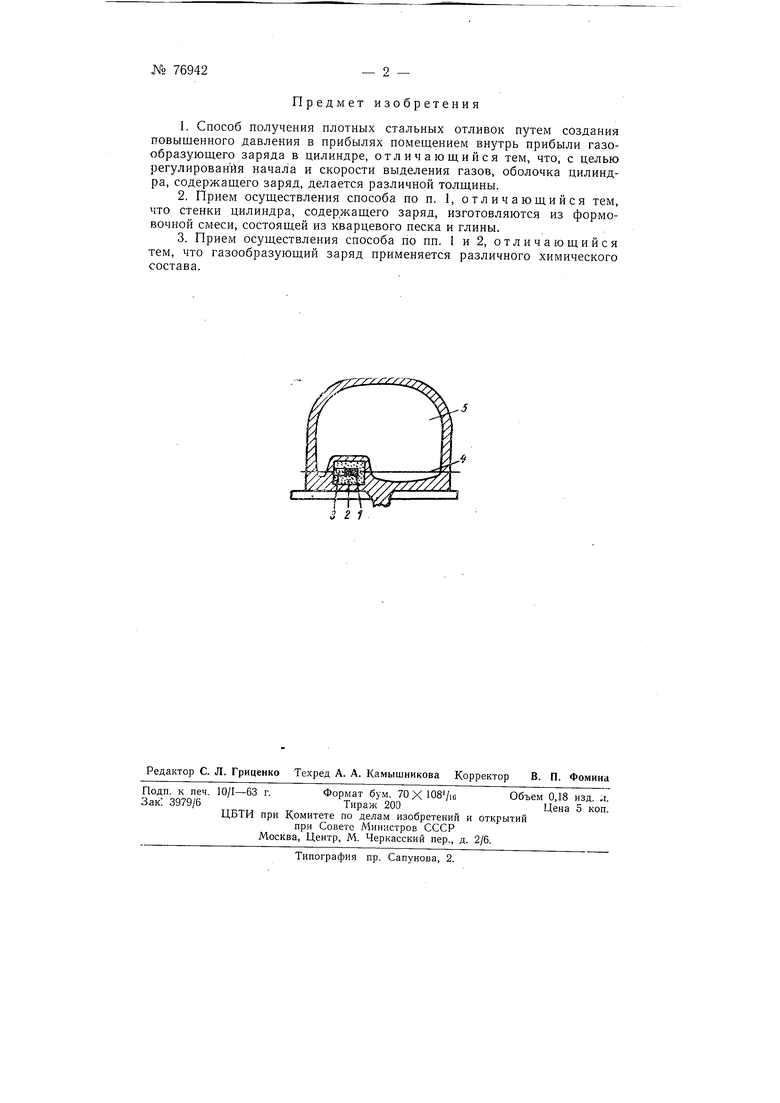
Заряд / (см. чертеж) изготовляется из мела с добавкой кокса или древесного угля, замешивается водой и высушивается при 100 в течение часа.
Для изоляции от жидкого металла заряд / помещается в пустотелый цилиндр 2, дно, стенки и пробка 3 которого имеют одинаковую толщину. Цилиндр и пробка изготовляются из смеси кварцевого песка-85% и глины-15%, просушиваются при 100° в течение часа и затем прокаливаются при 900° до полного удаления влаги.
Изолирующий цилиндр с зарядом удерживается в форме прибыли на проволочке 4, укрепленной в цилиндре при его изготовлении.
Количество газов и начало их выделения регулируются, в зависимости от веса отливки, весом заряда и толщиной стенок, дна и пробки цилиндра, изолирующего заряд от жидкого металла.
Газы начнут выделяться лищь после нагрева изоляции до температуры диссоциации заряда. Это должно произойти после затвердевания металла в стояке и образования корки в металле на поверхности, прибыли; выделяющиеся газы останутся в усадочной раковине 5.
Предмет изобретения
1.Способ получения плотных стальных отливок путем создания повышенного давления в прибылях помещением внутрь прибыли газообразующего заряда в цилиндре, отличающийся тем, что, с целью регулирования начала и скорости выделения газов, оболочка цилиндра, содержащего заряд, делается различной толщины.
2.Прием осуществления способа по п. 1, отличающийся тем, что стенки цилиндра, содержащего заряд, изготовляются из формовочной смеси, состоящей из кварцевого песка и глины.
3.Прием осуществления способа по пп. 1 и 2, отличающийся тем, что газообразующий заряд применяется различного химического состава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 1990 |
|
RU1777286C |
| Способ увеличения выхода годного в стальных слитках и крупных фасонных отливках | 1951 |
|
SU93968A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2000 |
|
RU2192331C2 |
| ПРОТИВОПРИГАРНАЯ СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2002 |
|
RU2207214C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| Экзотермическая смесь для обогрева прибылей отливок из железоуглеродистых сплавов | 1978 |
|
SU772709A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Способ подготовки литейных форм под заливку и опорный наполнитель для формовки | 1979 |
|
SU876288A1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2008 |
|
RU2369461C1 |

