ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к индивидуально упакованному впитывающему изделию, к впитывающему изделию, а также к способу складывания впитывающего изделия.
УРОВЕНЬ ТЕХНИКИ
Известные впитывающие изделия, такие как прокладка, прикрепляемая к нижнему белью, санитарная салфетка и подгузник, делаются путем прослаивания впитывающего элемента между проницаемым верхним листом и непроницаемым задним листом.
Кроме того, современное впитывающее изделие включает в себя некоторую часть (бедренную удерживающую часть) для удержания бедра, которая образуется путем увеличения длины и ширины задних боковых частей и задней концевой части впитывающего изделия для того, чтобы предотвратить утечку телесной жидкости из впитывающего изделия в направлении назад и/или назад и в сторону.
Например, Патентный документ 1 раскрывает санитарную салфетку, включающую задний клапан, который включает в себя переднюю расширяющуюся часть, половина ширины которой в боковом направлении постепенно увеличивается от исходной точки, в которой половина ширины является минимальной, к заднему положению, среднюю часть, имеющую края, параллельные продольной центральной линии, и заднюю сходящуюся часть, половина ширины которой постепенно уменьшается к заднему концу.
Патентный документ 2 раскрывает впитывающее изделие, включающее задний клапан, который включает в себя непроницаемый лист и нетканую ткань, уложенную на контактирующей с кожей стороне непроницаемого листа.
Жесткость заднего клапана Патентного документа 2 увеличивается путем формирования посредством горячего тиснения вдавленного рисунка на многослойной структуре из непроницаемого листа и нетканой ткани.
Кроме того, Патентный документ 3 раскрывает впитывающее изделие, которое имеет большую длину и включает в себя пару трехмерных складок, сформированных на сторонах впитывающего изделия вдоль продольного направления, и пару задних клапанов, проходящих наружу в направлении ширины от боковых краев задней области впитывающего изделия.
Здесь, когда впитывающее изделие, включающее в себя бедренную удерживающую часть и имеющее большую длину продукта, как в Патентных документах 1-3, индивидуально упаковывается для компактности, впитывающее изделие, предпочтительно складывается по линиям сгиба, которые предусмотрены с интервалами в продольном направлении.
Патентный документ 3 раскрывает три линии сгиба, проходящие в направлении ширины впитывающего изделия. В Патентном документе 3 положения двух линий сгиба, находящихся ближе к концам впитывающего изделия, определяются относительно положений, в которых фиксируются концы эластичных частей трехмерных складок.
[ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ]
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[Патентный документ 1] Японский патент № 5082007
[Патентный документ 2] Японский патент № 3871611
[Патентный документ 3] Японский патент № 5947517
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
Однако задние клапаны впитывающих изделий, имеющих формы, описанные в Патентных документах 1-3, не могут гибко деформироваться вдоль округлой формы бедра. Соответственно, задние клапаны могут не очень хорошо прилегать к бедру.
Кроме того, хотя Патентный документ 3 раскрывает, как складывать длинное впитывающее изделие, позиционное соотношение между формой бедренной удерживающей части и линиями сгиба не принимается во внимание во впитывающем изделии Патентного документа 3.
Настоящее изобретение сделано с учетом вышеупомянутых проблем технологий предшествующего уровня техники. Задачей настоящего изобретения является предложить индивидуально упакованное впитывающее изделие, которое может лучше соответствовать телу и может предотвращать или уменьшать дискомфорт благодаря, например, складкам, сформированным в бедренной удерживающей части.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМ
Для того, чтобы решить вышеупомянутые проблемы, первый вариант осуществления настоящего изобретения предлагает индивидуально упакованное впитывающее изделие, которое включает в себя впитывающее изделие, включающее тело, которое включает в себя проницаемый верхний лист, непроницаемый задний лист и впитывающий элемент, расположенный между верхним листом и задним листом, а также упаковочный лист, который индивидуально упаковывает впитывающее изделие. Тело имеет форму, имеющую заданную длину в продольном направлении и заданную ширину в направлении, перпендикулярном к продольному направлению. Впитывающее изделие включает в себя бедренную удерживающую часть, которая включает в себя боковую область, выступающую из края задней стороны тела, и эта боковая область включает в себя первую выступающую часть, которая включает в себя часть, имеющую самую большую ширину от продольной центральной линии тела, первую углубленную часть, смежную с задним концом первой выступающей части, и вторую углубленную часть, смежную с передним концом первой выступающей части. Впитывающее изделие складывается таким образом, что линия сгиба наружу формируется в боковой области бедренной удерживающей части, и эта линия сгиба наружу пересекается с краем боковой области бедренной удерживающей части в положении между первой точкой перегиба между первой углубленной частью и первой выступающей частью и второй точкой перегиба между первой выступающей частью и второй углубленной частью, и является по существу перпендикулярной к продольной центральной линии.
В первом варианте осуществления боковая область бедренной удерживающей части включает в себя первую выступающую часть, включающую в себя часть, имеющую самую большую ширину от продольной центральной линии тела, первую углубленную часть, смежную с задним концом первой выступающей части, и вторую углубленную часть, смежную с передним концом первой выступающей части.
При такой конфигурации, когда бедренная удерживающая часть приводится в контакт с бедром для ношения впитывающего изделия, первая выступающая часть может деформироваться относительно независимо, не оказывая влияния на части до и после первой выступающей части.
Эта деформация позволяет бедренной удерживающей части гибко деформироваться вдоль криволинейной формы (округлой формы) бедра и лучше соответствовать телу.
Также в настоящем варианте осуществления, когда впитывающее изделие индивидуально упаковывается, впитывающее изделие складывается таким образом, что линия сгиба наружу формируется в боковой области бедренной удерживающей части, и эта линия сгиба наружу пересекается с краем боковой области бедренной удерживающей части в положении между первой точкой перегиба между первой углубленной частью и первой выступающей частью и второй точкой перегиба между первой выступающей частью и второй углубленной частью, и является по существу перпендикулярной к продольной центральной линии.
Линия сгиба наружу выступает в направлении к бедру, и этот выступ имеет тенденцию первым контактировать с бедром при ношении впитывающего изделия.
Когда бедренная удерживающая часть прижимается к бедру, этот выступ немедленно прижимается к нижнему белью. В результате области на сторонах линии сгиба наружу естественным образом проталкиваются к первой углубленной части и второй углубленной части, которые являются смежными с этими областями.
Это проталкивание заставляет самую широкую первую выступающую часть растягиваться в продольном направлении, и тем самым предотвращает образование морщин в первой выступающей части.
Это в свою очередь позволяет улучшить комфорт при ношении впитывающего изделия.
Во втором варианте осуществления настоящего изобретения боковая область бедренной удерживающей части складывается вдоль продольной линии сгиба, проходящей в продольном направлении; и каждый из угла между линией сгиба наружу и прямой линией, которая проходит через точку пересечения линии сгиба наружу с продольной линией сгиба и нижнюю точку первой углубленной части, и угла между линией сгиба наружу и прямой линией, которая проходит через эту точку пересечения и нижнюю точку второй углубленной части, составляет от 30 до 60 градусов.
В соответствии со вторым вариантом осуществления линия сгиба наружу в боковой области бедренной удерживающей части формируется в заданном положении относительно первой углубленной части и второй углубленной части.
Эта конфигурация позволяет обеспечить подходящие области на сторонах первой выступающей части так, чтобы формирующая складки сила, прикладываемая к первой выступающей части, могла передаваться окружающим областям, и тем самым уменьшать дискомфорт.
В третьем варианте осуществления настоящего изобретения фиксатор смещения для фиксации впитывающего изделия предусматривается на заднем листе в боковой области, и этот фиксатор смещения располагается так, чтобы он пересекал прямую линию, проходящую через точку пересечения и нижнюю точку второй углубленной части.
В соответствии с третьим вариантом осуществления фиксатор смещения располагается в положении около нижней точки второй углубленной части.
При такой конфигурации, даже когда напряжение может чрезмерно концентрироваться на второй углубленной части, смежной с передним концом первой выступающей части, это напряжение распределяется, потому что область около второй углубленной части является зафиксированной на нижнем белье. Соответственно, эта конфигурация позволяет предотвратить или уменьшить образование больших морщин.
Четвертый вариант осуществления настоящего изобретения предлагает впитывающее изделие, включающее тело, которое включает в себя проницаемый верхний лист, непроницаемый задний лист и впитывающий элемент, расположенный между верхним листом и задним листом. Тело имеет форму, имеющую заданную длину в продольном направлении и заданную ширину в направлении, перпендикулярном к продольному направлению. Впитывающее изделие дополнительно включает в себя бедренную удерживающую часть, которая включает в себя боковую область, выступающую из края задней стороны тела. Эта боковая область включает в себя первую выступающую часть, которая включает в себя часть, имеющую самую большую ширину от продольной центральной линии тела, первую углубленную часть, смежную с задним концом первой выступающей части, и вторую углубленную часть, смежную с передним концом первой выступающей части. Линия сгиба наружу формируется в боковой области бедренной удерживающей части. Линия сгиба наружу пересекается с краем боковой области бедренной удерживающей части в положении между первой точкой перегиба между первой углубленной частью и первой выступающей частью и второй точкой перегиба между первой выступающей частью и второй углубленной частью, и является по существу перпендикулярной к продольной центральной линии.
Четвертый вариант осуществления может обеспечить впитывающее изделие, которое имеет те же самые выгодные эффекты, что и первый вариант осуществления, описанный выше.
Кроме того, даже когда впитывающее изделие индивидуально упаковывается без складывания, или множество впитывающих изделий укладываются в стопку и упаковываются без складывания, четвертый вариант осуществления может обеспечить те же самые выгодные эффекты, что и первый вариант осуществления.
Пятый вариант осуществления настоящего изобретения предлагает способ складывания впитывающего изделия. Впитывающее изделие включает в себя тело, включающее в себя проницаемый верхний лист, непроницаемый задний лист, и впитывающий элемент, расположенный между верхним листом и задним листом. Тело имеет форму, имеющую заданную длину в продольном направлении и заданную ширину в направлении, перпендикулярном к продольному направлению. Впитывающее изделие также включает в себя бедренную удерживающую часть, которая включает в себя боковую область, выступающую из края задней стороны тела, и эта боковая область включает в себя первую выступающую часть, которая включает в себя часть, имеющую самую большую ширину от продольной центральной линии тела, первую углубленную часть, смежную с задним концом первой выступающей части, и вторую углубленную часть, смежную с передним концом первой выступающей части. Способ включает в себя складывание впитывающего изделия таким образом, что линия сгиба наружу формируется в боковой области бедренной удерживающей части. Линия сгиба наружу пересекается с краем боковой области бедренной удерживающей части в положении между первой точкой перегиба между первой углубленной частью и первой выступающей частью и второй точкой перегиба между первой выступающей частью и второй углубленной частью, и является по существу перпендикулярной к продольной центральной линии.
Пятый вариант осуществления может обеспечить способ складывания впитывающего изделия, которое имеет те же самые выгодные эффекты, что и первый вариант осуществления, описанный выше.
ПОЛЕЗНЫЕ ЭФФЕКТЫ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Один аспект настоящего изобретения предлагает индивидуально упакованное впитывающее изделие, которое может лучше соответствовать телу и может предотвратить или уменьшить дискомфорт, возникающий, например, из-за морщин, образующихся в бедренной удерживающей части.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
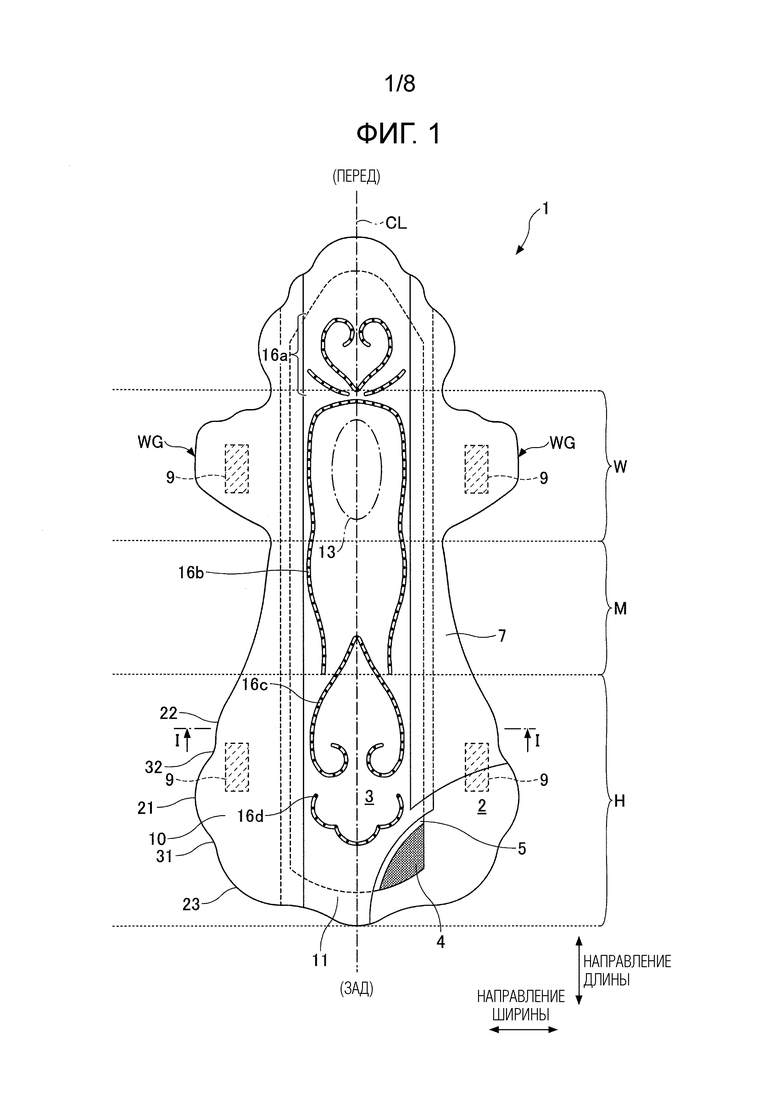
Фиг. 1 представляет собой частично разрезанный вид впитывающего изделия в соответствии с одним вариантом осуществления настоящего изобретения;
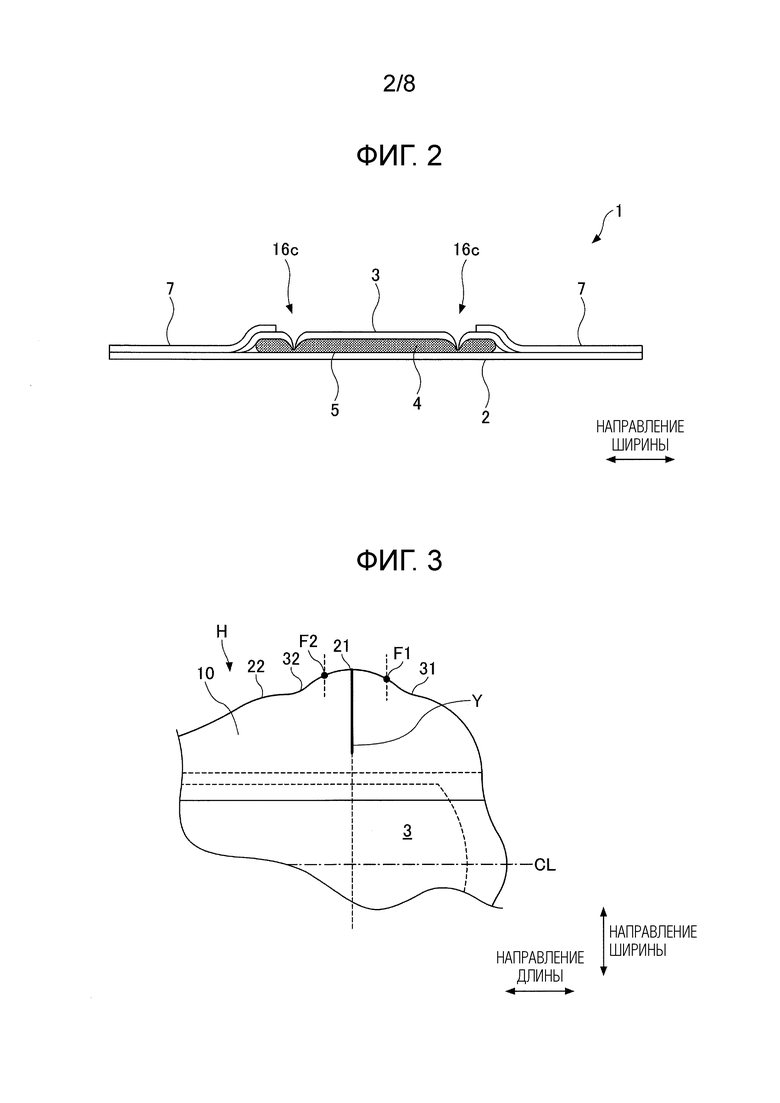
Фиг. 2 представляет собой поперечное сечение вдоль линии I-I впитывающего изделия в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 3 представляет собой увеличенный вид части боковой области бедренной удерживающей части в соответствии с одним вариантом осуществления настоящего изобретения;
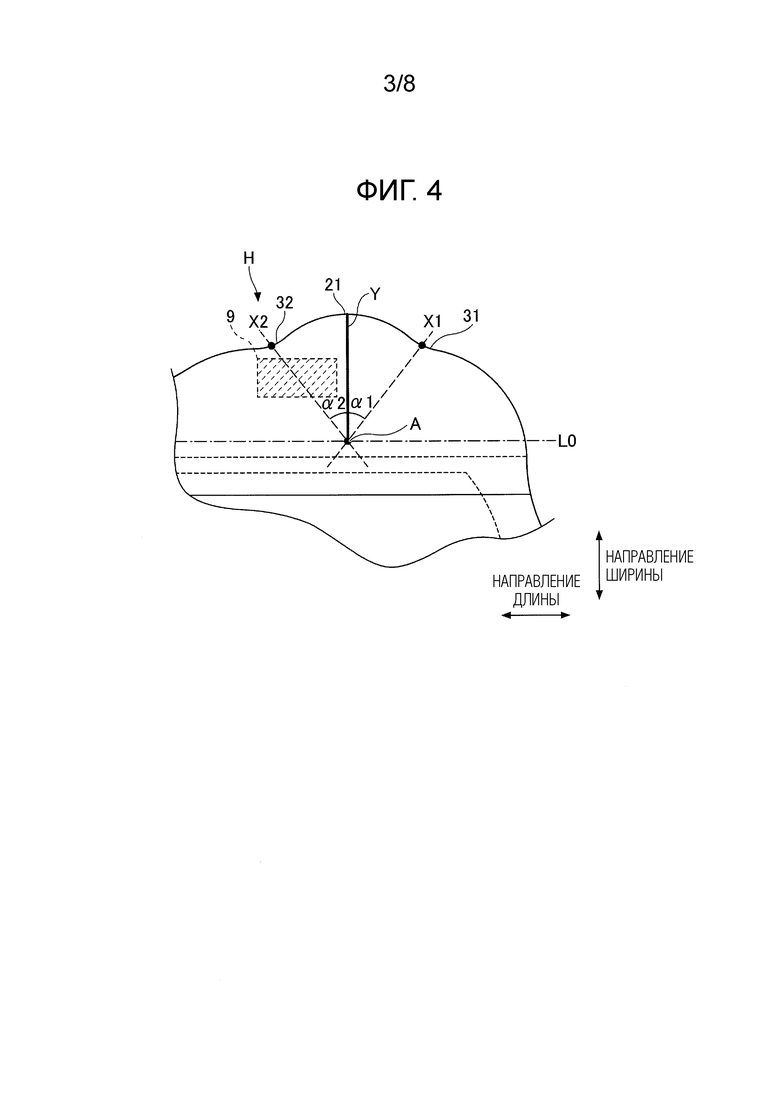
Фиг. 4 представляет собой увеличенный вид части боковой области бедренной удерживающей части в соответствии с одним вариантом осуществления настоящего изобретения;
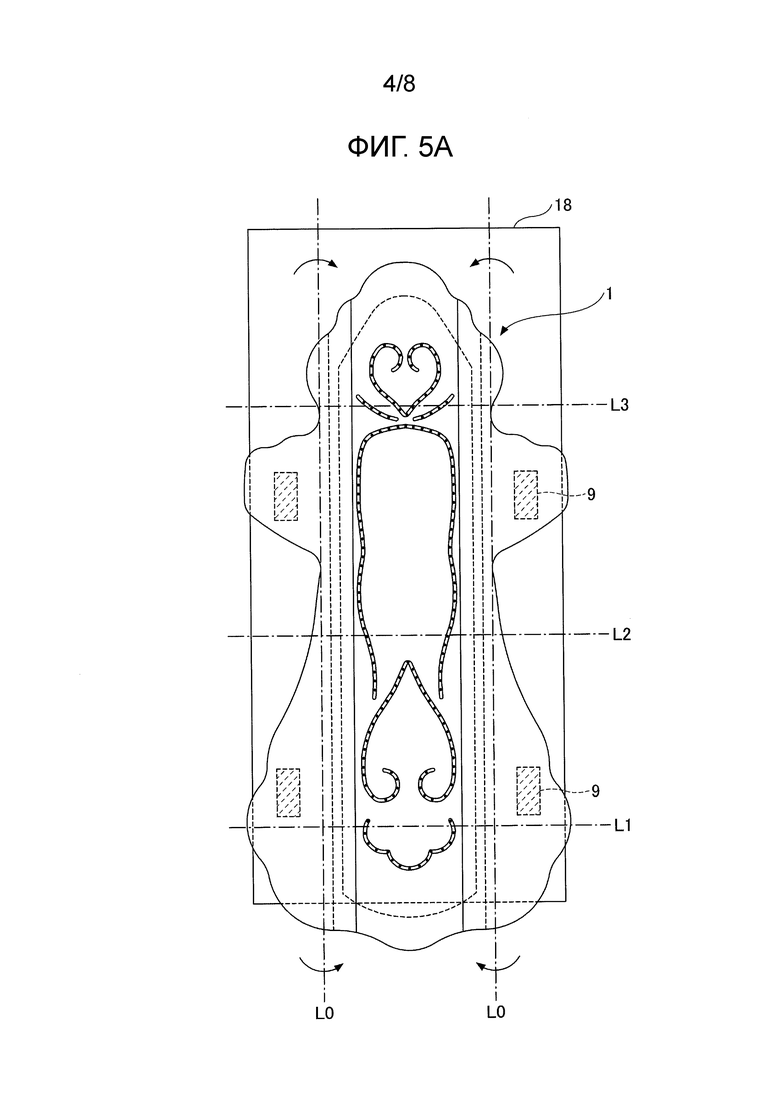
Фиг. 5A иллюстрирует процесс индивидуальной упаковки впитывающего изделия в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 5B иллюстрирует процесс индивидуальной упаковки впитывающего изделия в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 5С иллюстрирует процесс индивидуальной упаковки впитывающего изделия в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 5D иллюстрирует процесс индивидуальной упаковки впитывающего изделия в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 5E иллюстрирует процесс индивидуальной упаковки впитывающего изделия в соответствии с одним вариантом осуществления настоящего изобретения; и
Фиг. 6 иллюстрирует впитывающее изделие одного варианта осуществления настоящего изобретения, которое надето на тело.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Варианты осуществления настоящего изобретения описываются ниже со ссылками на сопроводительные чертежи.
<ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ>
Как проиллюстрировано на Фиг. 1 и 2, впитывающее изделие 1 включает в себя тело (тело впитывающего изделия) 8, включающее в себя непроницаемый задний лист 2, проницаемый верхний лист 3 и впитывающий элемент 4, расположенный между листами 2 и 3.
Впитывающий элемент 4 может быть заключен в обволакивающий лист 5, сделанный, например, из крепированной бумаги или нетканой ткани, чтобы поддерживать форму впитывающего элемента 4.
Как проиллюстрировано на Фиг. 1, впитывающее изделие 1 также включает в себя бедренную удерживающую часть H, крыльевую часть W, включающую крылья WG, и среднюю часть M, расположенную между бедренной удерживающей частью H и крыльевой частью W.
Бедренная удерживающая часть H может проходить от заднего конца паховой области нижнего белья к заднему концу впитывающего изделия 1 при ношении впитывающего изделия 1, и крыльевая часть W может быть областью, которая проходит от передних концов крыльев WG к задним концам крыльев WG.
Впитывающее изделие 1 используется путем присоединения впитывающего изделия 1 к нижнему белью таким образом, чтобы крыльевая часть W была обращена вперед, а бедренная удерживающая часть H была обращена назад.
Как проиллюстрировано на Фиг. 1, тело 8 имеет удлиненную форму, имеющую заданную длину в продольном направлении и по существу постоянную ширину в направлении, перпендикулярном к продольному направлению.
Впитывающее изделие 1 имеет форму, которая является по существу осесимметричной относительно средней линии CL, проходящей в продольном направлении.
На передних краях и на задних краях впитывающего элемента 4 внешние края заднего листа 2 и внешние края верхнего листа 3 соединяются друг с другом, например, с использованием клейкого вещества, такого как термоклей, термосварки или ультразвуковой сварки.
Кроме того, боковые нетканые ткани 7 предусматриваются на сторонах верхнего листа 3 вдоль продольного направления.
Боковые нетканые ткани 7 частично выступают из тела 8 в боковых направлениях и укладываются на задний лист 2, также выступающий в боковых направлениях. Боковые нетканые ткани 7 соединяются с задним листом 2 с использованием, например, клейкого вещества, такого как термоклей, термосварки или ультразвуковой сварки, и формируют боковые области 10 бедренной удерживающей части H и крыльев WG.
Задний лист 2 может быть реализован из непроницаемого листового материала, такого как лист олефиновой смолы, сформированный, например, из полиэтилена или полипропилена.
Кроме того, задний лист 2 может быть реализован из ламинированной нетканой ткани, сформированной путем укладывания нетканой ткани, например, на лист полиэтилена или ламинированный лист, который делается по существу непроницаемым путем укладывания водонепроницаемой пленки между неткаными тканями.
Кроме того, для предотвращения ощущения духоты более предпочтительно используется лист, обладающий влагопроницаемостью.
В качестве непроницаемого и влагопроницаемого листа предпочтительно используется микропористый лист. Микропористый лист получается путем смешивания в расплаве неорганического наполнителя с олефиновой смолой, такой как полиэтилен или полипропилен, чтобы сформировать лист, и одноосного или двухосного растяжения этого листа.
Верхний лист 3 является проницаемым листом, через который телесные жидкости, такие как кровь, выделения и моча, могут проникать быстро.
Верхний лист 3 предпочтительно формируется из пористой или плотной нетканой ткани или пористого пластикового листа.
Нетканая ткань может быть сформирована путем использования одного или комбинации из двух или более из следующих материалов: олефинов, таких как полиэтилен и полипропилен, искусственных волокон, таких как полиэстер и полиамид, регенерированных волокон, таких как искусственный шелк и купра, смеси этих волокон, а также натуральных волокон, таких как хлопок.
Нетканая ткань может быть произведена, например, с помощью процесса гидросплетения, процесса скрепления прядением, процесса термического связывания, процесса аэродинамического распыления расплава или процесса иглопробивания.
Среди этих способов производства процесс гидросплетения является предпочтительным для производства гибкой нетканой ткани, процесс скрепления прядением является предпочтительным для производства нетканой ткани с хорошими драпирующими характеристиками, и процесс термического связывания является предпочтительным для производства объемной и мягкой нетканой ткани.
Кроме того, для нетканой ткани могут использоваться двухкомпонентные волокна. Примеры двухкомпонентных волокон включают в себя волокно типа «ядро в оболочке», включающее в себя волокно с высокой температурой плавления в качестве ядра и волокно с низкой температурой плавления в качестве оболочки, волокно параллельного типа, а также расщепленное волокно.
Впитывающий элемент 4, расположенный между задним листом 2 и верхним листом 3, предпочтительно включает в себя хлопковую пульпу и впитывающий полимер, но может быть сформирован из любого материала, способного абсорбировать и удерживать телесные жидкости.
В качестве впитывающего полимера может использоваться зернистый порошок супервпитывающего полимера (SAP), супервпитывающее полимерное волокно (SAF) или комбинация этих материалов.
Примеры пульпы включают в себя целлюлозу, полученную из древесины, целлюлозные волокна, такие как целлюлоза для химического производства, и искусственные целлюлозные волокна, такие как искусственный шелк и ацетат.
Твердая древесина и мягкая древесина могут использоваться в качестве исходных материалов для целлюлозы, но предпочтительно используется мягкая древесина из-за ее большой длины волокна.
Искусственные волокна могут также быть добавлены к впитывающему элементу 4.
Примеры материалов искусственных волокон включают в себя полиолефин, такой как полиэтилен и полипропилен, полиэстер, такой как полиэтилентерефталат или полибутилентерефталат, полиамид, такой как нейлон, а также сополимер этих материалов. Кроме того, искусственные волокна могут быть сформированы путем смешивания двух или более из этих материалов.
Кроме того, двухкомпонентные волокна могут использоваться в качестве искусственных волокон. Примеры двухкомпонентных волокон включают в себя волокно типа «ядро в оболочке», включающее в себя волокно с высокой температурой плавления в качестве ядра и волокно с низкой температурой плавления в качестве оболочки, волокно параллельного типа, а также расщепленное волокно.
Кроме того, материал, получаемый путем обработки поверхности гидрофобных волокон гидрофильным агентом для создания сродства к телесным жидкостям, может использоваться в качестве искусственных волокон.
Толщина впитывающего элемента 4 предпочтительно составляет приблизительно 0,5-25 мм.
Впитывающий элемент 4 необязательно должен иметь однородную толщину по его длине и ширине, и часть впитывающего элемента 4, соответствующая области выделения телесной жидкости, может иметь утолщенную форму.
Впитывающий элемент 4 предпочтительно производится путем укладки волокна или путем воздушной укладки.
Боковые нетканые ткани 7 могут быть реализованы с помощью водоотталкивающей нетканой ткани или гидрофильно обработанной нетканой ткани.
Например, водоотталкивающая нетканая ткань, покрытая репеллентом из силикона, парафина или алкилхромхлорида, предпочтительно используется для того, чтобы более эффективно предотвратить проникновение телесных жидкостей, таких как кровь и выделения, или улучшить ощущения.
Кроме того, гидрофильно обработанная нетканая ткань предпочтительно используется для того, чтобы улучшить функцию бедренной удерживающей части H с тем, чтобы абсорбировать телесную жидкость, такую как кровь.
Что касается типа нетканой ткани, предпочтительно используется продувная нетканая ткань, которая является мягкой и практически не мнется и не сморщивается.
Тисненые части, в которых формируется точечное тиснение или тиснение с заданными формами, могут быть предусмотрены в заданных положениях на внешних краях боковых областей 10 бедренной удерживающей части H и крыльев WG крыльевой части W для соединения боковых нетканых тканей 7 с задним листом 2 и увеличения жесткости.
Сжатые бороздки (тиснения для прилегания) 16 могут быть сформированы на теле 8 для улучшения контакта между впитывающим изделием 1 и телом пользователя и для предотвращения утечки.
В варианте осуществления, показанном на Фиг. 1, эти сжатые бороздки 16 включают в себя переднюю сжатую бороздку 16a, которая в основном расположена ближе к переднему концу, чем крыльевая часть W, среднюю сжатую бороздку 16b, проходящую в продольном направлении и окружающую область 13 выделения телесной жидкости, и первую заднюю сжатую бороздку 16c и вторую заднюю сжатую бороздку 16d, которые в основном расположены в бедренной удерживающей части H и соответствуют области от ягодичной расселины до бедра.
<БЕДРЕННАЯ УДЕРЖИВАЮЩАЯ ЧАСТЬ>
Впитывающее изделие 1 настоящего варианта осуществления включает в себя бедренную удерживающую часть H.
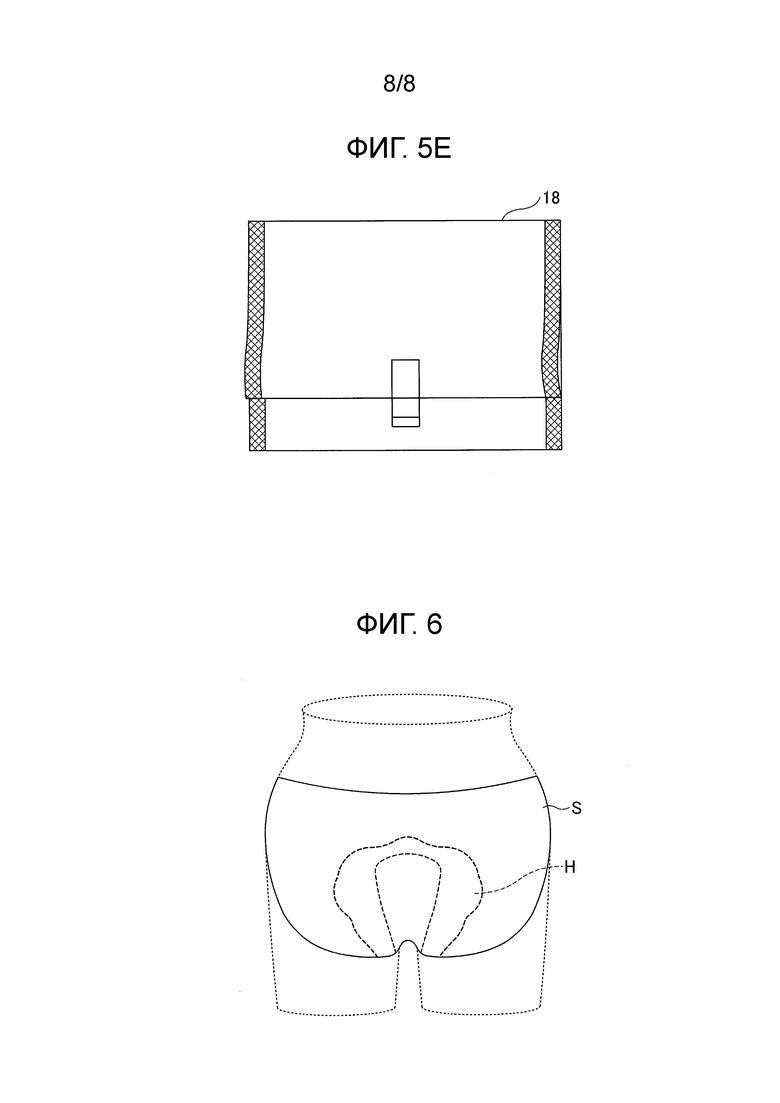
Бедренная удерживающая часть H является частью с расширенной площадью, формируемой путем увеличения длины и ширины задних боковых частей и части заднего конца впитывающего изделия 1. Как проиллюстрировано на Фиг. 6, когда бедренная удерживающая часть H присоединяется к внутренней поверхности нижнего белья S в положении, соответствующем бедру, бедренная удерживающая часть H может предотвращать утечку телесной жидкости из впитывающего изделия 1 в направлении назад и/или назад и в сторону.
Как проиллюстрировано на Фиг. 1, бедренная удерживающая часть H включает в себя подобные клапанам части, которые формируются путем укладывания боковых нетканых тканей 7 на задний лист 2 и проходят от задних боковых частей до заднего конца тела 8 впитывающего изделия 1.
Бедренная удерживающая часть H включает в себя боковые области 10, выступающие из задних боковых краев тела 8, и заднюю область 11, выступающую из заднего конца тела 8.
Боковые области 10 бедренной удерживающей части H состоят главным образом из областей, формируемых путем соединения заднего листа 2 с боковыми неткаными тканями 7, а задняя область 11 состоит главным образом из области, формируемой путем соединения заднего листа 2 с верхним листом 3.
Боковые области 10 и задняя область 11 бедренной удерживающей части H предпочтительно не включают в себя впитывающий элемент 4 и предпочтительно являются более тонкими, чем тело 8.
Эта конфигурация позволяет боковым областям 10 и задней области 11 быть более гибкими, чем тело 8.
Альтернативно более тонкий впитывающий элемент, чем впитывающий элемент 4, включенный в тело 8, может быть предусмотрен между задним листом 2 и боковыми неткаными тканями 7 в бедренной удерживающей части H.
Бедренная удерживающая часть H может проходить от заднего конца паховой области нижнего белья к заднему концу впитывающего изделия 1 при его ношении.
В варианте осуществления, показанном на Фиг. 1, бедренная удерживающая часть H проходит в продольном направлении от переднего конца второй выступающей части 22, смежной с передним концом второй углубленной части 32, к заднему концу впитывающего изделия 1.
Например, длина бедренной удерживающей части H в продольном направлении предпочтительно составляет 5-20 см и более предпочтительно 8-18 см.
Полная длина впитывающего изделия 1 может быть больше или равной 27 см, больше или равной 30 см, и меньше или равной 45 см.
Процент длины бедренной удерживающей части H относительно полной длины предпочтительно составляет 10-50%.
Бедренная удерживающая часть H может включать в себя самую широкую часть впитывающего изделия 1, и ширина этой самой широкой части предпочтительно составляет 12-23 см.
<ВНЕШНЯЯ ФОРМА БЕДРЕННОЙ УДЕРЖИВАЮЩЕЙ ЧАСТИ>
Схема (контур) бедренной удерживающей части H включает в себя выступы и углубления.
Например, как проиллюстрировано на Фиг. 1, каждая из боковых областей 10 бедренной удерживающей части H включает в себя первую выступающую часть 21, включая часть, имеющую самую большую ширину от продольной центральной линии тела 8, первую углубленную часть 31, смежную с задним концом первой выступающей части 21, и вторую углубленную часть 32, смежную с передним концом первой выступающей части 21.
Задняя область 11 бедренной удерживающей части H, выступающая из заднего конца тела 8, также может включать в себя выступающие части и углубленные части, как проиллюстрировано на Фиг. 1.
Далее описывается эффект формирования выступов и углублений в контуре бедренной удерживающей части H.
Бедренная удерживающая часть H имеет по существу плоскую форму.
Когда плоская бедренная удерживающая часть H входит в контакт с бедром, периферийные области (боковые области 10 и задняя область 11) бедренной удерживающей части H могут деформироваться и морщиться благодаря разнице между плоской формой бедренной удерживающей части H и криволинейной формой поверхности бедра.
Размер и количество образующихся складок зависят от общей площади бедренной удерживающей части H и от форм криволинейных поверхностей бедра. Если выступы и углубления, описанные выше, не формируются в контуре бедренной удерживающей части H, складки и скручивания могут образовываться во множестве положений в периферийных областях бедренной удерживающей части H.
Если такие складки контактируют с кожей бедра, пользователь может чувствовать себя некомфортно. В частности, когда пользователь сидит на стуле в течение длительного времени или лежит на спине ночью, часть веса тела прикладывается к бедру, и ощущения неудобства или дискомфорта увеличиваются.
Кроме того, когда вес тела, прикладываемый к бедру, или состояние контакта между бедром и бедренной удерживающей частью H изменяется благодаря изменениям положения пользователя во время сна или изменениям положения пользователя, сидящего на стуле, размер складок может дополнительно увеличиваться.
Кроме того, когда пользователь спит на спине или на боку ночью, вероятность просачивания телесной жидкости через зазор, образуемый складками, увеличивается.
В настоящем варианте осуществления первая выступающая часть 21 и первая и вторая углубленные части 31 и 32, смежные с концами первой выступающей части 21, формируются в бедренной удерживающей части H. При такой конфигурации, даже если сила, которая вызывает образование складок, прикладывается к первой выступающей части 21, эта сила не передается ко всей бедренной удерживающей части H, а передается только к первой углубленной части 31 и второй углубленной части 32, где напряжение имеет тенденцию к концентрации.
Соответственно, эта конфигурация позволяет предотвратить распространение складок на область средней части M, близкой к части вокруг ноги, где складки вызывают особый дискомфорт.
Таким образом, первая выступающая часть 21 может деформироваться независимо, лишь незначительно влияя на части, смежные с первой выступающей частью 21.
Соответственно, когда бедренная удерживающая часть H входит в контакт с криволинейной поверхностью бедра при ношении впитывающего изделия, бедренная удерживающая часть H может деформироваться вдоль криволинейной поверхности бедра.
Это также улучшает прилегание бедренной удерживающей части H к бедру.
Радиусы кривизны (в мм) первой выступающей части 21, первой углубленной части 31 и второй углубленной части 32, сформированных в боковых областях 10 бедренной удерживающей части H, выбираются подходящим образом в соответствии с формами и размерами тела 8 и бедренной удерживающей части H, и не ограничиваются конкретными значениями.
Например, радиус кривизны первой выступающей части 21 может составлять 25-35 мм, радиус кривизны первой углубленной части 31 может составлять 15-25 мм, и радиус кривизны второй углубленной части 32 может составлять 10-20 мм.
Кроме того, когда вторая выступающая часть 22 формируется смежной с передним концом второй углубленной части 32, радиус кривизны второй выступающей части 22 может составлять 36-46 мм.
Когда третья выступающая часть 23 формируется смежной с задним концом первой углубленной части 31, радиус кривизны третьей выступающей части 23 может составлять 30-40 мм.
В настоящем варианте осуществления первая выступающая часть 21, первая углубленная часть 31 и вторая углубленная часть 32 формируются в каждой из боковых областей 10 бедренной удерживающей части H. В примере, показанном на Фиг. 1, также формируются вторая выступающая часть 22, смежная с передним концом второй углубленной части 32, и третья выступающая часть 23, смежная с задним концом первой углубленной части 31.
Однако количество и формы выступающих частей и углубленных частей не ограничиваются проиллюстрированными на Фиг. 1.
Например, от одной до пяти выступающих частей и от двух до пяти углубленных частей могут быть сформированы в каждой из боковых областей 10 бедренной удерживающей части H.
<ИНДИВИДУАЛЬНО УПАКОВАННОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ>
Настоящий вариант осуществления относится к индивидуально упакованному впитывающему изделию, то есть впитывающему изделию 1, которое индивидуально упаковывается для удобной и гигиеничной переноски.
Индивидуально упакованное впитывающее изделие включает в себя впитывающее изделие 1 и упаковочный лист 18.
Упаковочный лист 18 предпочтительно имеет форму, которая позволяет завернуть впитывающее изделие 1.
Например, упаковочный лист 18 может иметь прямоугольную форму на виде сверху, как проиллюстрировано на Фиг. 5A - 5E.
Альтернативно упаковочный лист 18 может иметь квадратную форму на виде сверху.
Упаковочный лист 18 может быть сформирован, например, из полиолефиновой пленки, сформированной из полипропилена или полиэтилена, пленки, сформированной из полиэстера или поливинилового спирта, нетканой ткани или ламинированной нетканой ткани (такой как ламинированная полиэтиленом нетканая ткань).
Когда важен печатный дизайн, предпочтительно используется пленка; а когда важны текстура и мягкость, предпочтительно используется нетканая ткань.
Впитывающее изделие индивидуально упаковывается после складывания. Впитывающее изделие предпочтительно складывается в три раза или больше и более предпочтительно складывается в четыре раза или больше вдоль линий сгиба, которые являются по существу перпендикулярными к продольному направлению.
Складывание впитывающего изделия в четыре или более раз (с тремя или более линиями сгиба) позволяет обеспечить компактный продукт, который можно легко переносить и хранить, даже если впитывающее изделие является длинным.
В дополнение к складыванию впитывающего изделия вдоль линий сгиба, которые являются по существу перпендикулярными к продольному направлению, боковые области 10 бедренной удерживающей части H и крыльев WG предпочтительно складываются внутрь вдоль боковых краев тела 8.
Таким образом, боковые области 10 и крылья WG предпочтительно складываются вдоль линий сгиба L0 (Фиг. 5A), проходящих в продольном направлении.
Складывание боковых расширенных частей облегчает переноску индивидуально упакованного впитывающего изделия.
Боковые области 10 бедренной удерживающей части H и крыльев WG являются тонкими частями в форме клапанов. Следовательно, боковые области 10 и крылья WG предпочтительно складываются вдоль продольного направления перед тем, как впитывающее изделие будет сложено вдоль линий сгиба, по существу перпендикулярных к продольному направлению, так, чтобы образование ненужных складок в боковых областях 10 и крыльях WG могло быть уменьшено.
<ЛИНИИ СГИБА НАРУЖУ>
Впитывающее изделие 1 настоящего варианта осуществления складывается таким образом, что линия сгиба наружу Y формируется в боковых областях 10 бедренной удерживающей части H.
Фиг. 3 в увеличенном виде показывает часть одной из боковых областей 10 бедренной удерживающей части H.
Как проиллюстрировано на Фиг. 3, линия Y сгиба наружу пересекается с краем боковой области 10 бедренной удерживающей части H в положении между первой точкой F1 перегиба между первой углубленной частью 31 и первой выступающей частью 21 и второй точкой F2 перегиба между первой выступающей частью 21 и второй углубленной частью 32, и является по существу перпендикулярной к продольной центральной линии CL.
Таким образом, линия сгиба Y, сформированная в бедренной удерживающей части H, пересекается с краем самой широкой первой выступающей части 21 в положении около пика первой выступающей части 21 и является по существу перпендикулярной к продольной центральной линии CL.
Здесь линия сгиба наружу является линией, которая формируется путем складывания впитывающего изделия 1 таким образом, чтобы верхняя сторона (сторона, на которой предусмотрен верхний лист 3) впитывающего изделия 1 выступала вверх.
Кроме того, определение «по существу перпендикулярный к продольной центральной линии CL» не обязательно означает, что линия сгиба Y является точно перпендикулярной к продольной центральной линии CL. Например, линия сгиба Y может образовывать угол ±15 градусов с продольной центральной линией CL и может предпочтительно образовывать угол ±5 градусов с продольной центральной линией CL.
Линия Y сгиба наружу предпочтительно формируется на расстоянии меньше или равном 15 мм, более предпочтительно меньше или равном 8 мм, и еще более предпочтительно меньше или равном 5 мм от пика первой выступающей части 21 в направлении вперед или назад.
Кроме того, линия Y сгиба наружу более предпочтительно является линией, которая проходит через пик первой выступающей части 21 и является перпендикулярной к продольной центральной линии CL.
Кроме того, линия Y сгиба наружу может проходить до положения около бокового края тела 8, и предпочтительно может проходить до самой близкой продольной линии сгиба L0 или до бокового края тела 8.
Обычно при ношении впитывающего изделия складки и скручивания (которые могут далее упоминаться просто как складки или морщины), имеют тенденцию формироваться случайным образом (с нерегулярными глубинами и длинами) в боковых областях 10 и в задней области 11 бедренной удерживающей части H.
Эта тенденция особенно явно проявляется в первой выступающей части 21, которая является самой широкой частью в боковой области 10.
Когда складки в первой выступающей части 21 контактируют с кожей, они могут вызывать дискомфорт.
В настоящем варианте осуществления впитывающее изделие 1 складывается таким образом, что линия Y сгиба наружу формируется около первой выступающей части 21 боковой области 10 бедренной удерживающей части H.
Линия Y сгиба наружу поддерживается, то есть сгиб на линии Y сгиба наружу выступает на стороне верхнего листа 3 даже тогда, когда упаковка открывается для использования впитывающего изделия 1.
Следовательно, когда впитывающее изделие 1 носится, выступающая часть вдоль линии Y сгиба наружу выступает в направлении к бедру и первой контактирует с кожей.
Когда бедренная удерживающая часть H устанавливается вдоль бедра, выступающая часть вдоль линии Y сгиба наружу немедленно прижимается к нижнему белью силой бедра.
В результате области на противоположных сторонах линии Y сгиба наружу естественным образом проталкиваются к смежным первой и второй углубленным частям 31 и 32.
Когда эти области на противоположных сторонах линии Y сгиба наружу проталкиваются как описано выше, первая выступающая часть 21, которая наиболее вероятно будет перемещаться, и где складки наиболее вероятно будут образовываться среди частей бедренной удерживающей части H, гладко растягивается в продольном направлении.
Это в свою очередь позволяет предотвратить формирование складок в первой выступающей части 21.
Как было описано выше, поскольку первая выступающая часть 21 является самой широкой областью во впитывающем изделии 1, нерегулярные складки, образующиеся в первой выступающей части 21, могут непосредственно вызывать дискомфорт.
Настоящий вариант осуществления может подавить формирование складок в первой выступающей части 21 с большой площадью и тем самым улучшить комфорт ношения впитывающего изделия 1.
Кроме того, даже когда большая сила прикладывается к боковым областям 10 бедренной удерживающей части H, и формирование складок не может быть предотвращено, складки формируются главным образом в углубленных частях, таких как первая углубленная часть 31 и вторая углубленная часть 32, где напряжение имеет тенденцию к концентрации.
Поскольку длина углубленной части в направлении ширины меньше, чем длина выступающей части в направлении ширины, длина складок, образующихся в углубленной части, меньше, чем длина складок, образующихся в выступающей части. Следовательно, дискомфорт, вызываемый складками, образующимися в углубленной части, меньше, чем дискомфорт, вызываемый складками, образующимися в выступающей части с большей шириной.
Как было описано выше, в индивидуально упакованном впитывающем изделии настоящего варианта осуществления выступы и углубления формируются в боковых областях 10 бедренной удерживающей части H, и впитывающее изделие складывается таким образом, что линия Y сгиба наружу формируется около первой выступающей части 21. Эта конфигурация позволяет впитывающему изделию лучше прилегать к телу и эффективно предотвращать или уменьшать дискомфорт.
Линия Y сгиба наружу может при желании проходить непрерывно от пика первой выступающей части 21 к боковому краю тела 8.
Например, как проиллюстрировано на Фиг. 3, линия Y сгиба наружу может проходить от положения около пика первой выступающей части 21 к середине первой выступающей части 21.
Множество линий Y сгиба наружу могут быть сформированы, когда линии Y сгиба наружу пересекаются с краем боковой области 10 бедренной удерживающей части H в положениях между первой точкой F1 перегиба и второй точкой F2 перегиба и являются по существу перпендикулярными к продольной центральной линии CL. Однако если предусматривается большое количество линий Y сгиба наружу, они сами вызывают дискомфорт и могут уменьшить эффект уменьшения дискомфорта за счет растяжения случайно образующихся складок в направлении к окружающим областям. Следовательно, количество линий Y сгиба наружу предпочтительно равно одной и меньше или равно трем.
Боковые области 10 бедренной удерживающей части H предпочтительно складываются вдоль продольных линий сгиба L0 (Фиг. 5A), как было описано выше.
Позиционное соотношение между линией Y сгиба наружу и первой и второй углубленными частями 31 и 32 описывается ниже со ссылкой на Фиг. 4, которая показывает увеличенный вид части одной из боковых областей 10 бедренной удерживающей части H.
Как проиллюстрировано на Фиг. 4, угол α1 между линией Y сгиба наружу (или ее продолжением) и прямой линией X1, которая проходит через точку А пересечения линии Y сгиба наружу (или ее продолжения) с продольной линией сгиба L0 и нижнюю точку первой углубленной части 31, предпочтительно составляет 30-60 градусов и более предпочтительно 35-45 градусов.
Аналогичным образом угол α2 между линией Y сгиба наружу и прямой линией X2, которая проходит через точку A пересечения и нижнюю точку второй углубленной части 32, предпочтительно составляет 30-60 градусов и более предпочтительно 35-45 градусов.
В настоящей патентной заявке нижняя точка первой углубленной части 31 является точкой у дна углубления между первой выступающей частью 21 и третьей выступающей частью 23, которые являются смежными с первой углубленной частью 31. Когда проводится линия, контактирующая как с первой выступающей частью 21, так и с третьей выступающей частью 23 (линия, проходящая через пик первой выступающей части 21 и пик третьей выступающей части 23), и перпендикуляр к этой линии проводится до первой углубленной части 31, нижняя точка первой углубленной части 31 соответствует положению, в котором длина этого перпендикуляра становится максимальной.
Нижняя точка второй углубленной части 32 является точкой на дне углубления между первой выступающей частью 21 и второй выступающей частью 22, которые являются смежными со второй углубленной частью 32. Когда проводится линия, контактирующая как с первой выступающей частью 21, так и со второй выступающей частью 22 (линия, проходящая через пик первой выступающей части 21 и пик второй выступающей части 22), и перпендикуляр к этой линии проводится до второй углубленной части 32, нижняя точка второй углубленной части 32 соответствует положению, в котором длина этого перпендикуляра становится максимальной.
Задание соотношения между положением линии Y сгиба наружу и положением первой углубленной части 31, а также соотношения между положением линии Y сгиба наружу и положением второй углубленной части 32 так, чтобы удовлетворялись описанные выше условия, позволяет обеспечить подходящие области на сторонах первой выступающей части 21 так, чтобы формирующая складки сила, приложенная к первой выступающей части 21, могла быть передана окружающим областям.
Таким образом, задание углов α1 и α2 больше или равными 30 градусам позволяет предотвратить образование складок в положении около первой выступающей части 21 и увеличение дискомфорта. Кроме того, задание углов α1 и α2 меньше чем или равными 60 градусам позволяет сконцентрировать складки в углубленных частях, даже когда складки образуются благодаря чрезмерной концентрации напряжения.
Углы α1 и α2 могут быть одинаковыми или отличающимися друг от друга.
Когда пользователь сидит на стуле, например, бедро имеет тенденцию перемещаться относительно бедренной удерживающей части H из заднего положения в переднее положение, и кожа имеет тенденцию контактировать с бедренной удерживающей частью H в положении около переднего конца первой выступающей части 21.
Даже в таком случае, если угол α2 больше чем угол α1, более широкая область перед первой выступающей частью 21 растягивается. В результате формирование нерегулярных складок может быть предотвращено, и дискомфорт может быть уменьшен.
<ФИКСАТОР СМЕЩЕНИЯ>
Как проиллюстрировано на Фиг. 1 и 4, фиксаторы 9 смещения предусматриваются на заднем листе 2 бедренной удерживающей части H для того, чтобы фиксировать впитывающее изделие 1.
Фиксаторы 9 смещения являются клейкими или неклейкими слоями. Бедренная удерживающая часть H присоединяется посредством фиксаторов 9 смещения к нижнему белью для того, чтобы предотвратить перемещение бедренной удерживающей части H из заданного положения на нижнем белье.
Фиксаторы 9 смещения могут быть осуществлены с помощью клейких или неклейких слоев.
Например, клейкие слои могут состоять по существу из стирольного полимера, клейкого реагента, пластификатора или их комбинации.
Примеры клейкого реагента и пластификатора включают в себя полимеры сложного эфира и различные типы кумароноинденовых смол, которые являются твердыми при температуре окружающей среды.
Неклейкие слои могут быть осуществлены с помощью эластомера, такого как резина.
В настоящем варианте осуществления, как проиллюстрировано на Фиг. 4, фиксатор 9 смещения может быть расположен в положении около нижней точки второй углубленной части 32.
Фиксатор 9 смещения предпочтительно располагается так, чтобы он проходил поперек прямой линии X2, проходящей через точку пересечения линии Y сгиба наружу (или ее продолжения) с продольной линией сгиба L0 и нижнюю точку второй углубленной части 32.
При такой конфигурации, даже когда напряжение чрезмерно концентрируется на области около второй углубленной части 32, это напряжение распределяется, потому что область около второй углубленной части 32 является зафиксированной на нижнем белье. Соответственно, эта конфигурация позволяет предотвратить или уменьшить образование морщин или больших складок.
Кроме того, поскольку фиксатор 9 смещения формируется около второй углубленной части 32, которая является относительно близкой к области вокруг ноги, фиксатор 9 смещения может предотвращать образование складок и скручиваний в области вокруг ноги, где дискомфорт является особенно чувствительным, и может поддерживать комфорт при ношении впитывающего изделия 1.
В настоящем варианте осуществления радиус кривизны первой выступающей части 21 предпочтительно больше, чем радиус кривизны первой углубленной части 31 и радиус кривизны второй углубленной части 32.
Таким образом, вдавливания в первой углубленной части 31 и второй углубленной части 32 предпочтительно являются глубокими.
Это облегчает формирование линии Y сгиба наружу в первой выступающей части 21, когда впитывающее изделие складывается.
При такой конфигурации, даже когда сила, вызывающая образование складок и скручиваний, прикладывается к первой выступающей части 21, складки и скручивания могут быть эффективно переданы областям, смежным с первой выступающей частью 21, то есть первой углубленной части 31 и второй углубленной части 32.
<СПОСОБ СКЛАДЫВАНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ>
Далее подробно описывается способ складывания впитывающего изделия 1.
В настоящем варианте осуществления, как проиллюстрировано на Фиг. 5A - 5E, впитывающее изделие 1 складывается в четыре раза в продольном направлении впитывающего изделия 1 вместе с упаковочным листом 18 и разделительным листом 19.
Складывание впитывающего изделия 1 в четыре раза облегчает переноску впитывающих изделий 1, даже если их размер является большим.
Однако в зависимости от размера и использования впитывающего изделия 1 оно может складываться в три раза.
В процессе складывания впитывающее изделие 1 сначала помещается на упаковочный лист 18, как проиллюстрировано на Фиг. 5A.
Упаковочный лист 18 предпочтительно имеет ширину, которая по существу равна или больше, чем самая большая из максимальной ширины бедренной удерживающей части H и максимальной ширины крыльевой части W.
Кроме того, как проиллюстрировано на Фиг. 5A, длина упаковочного листа 18 в продольном направлении не обязательно должна быть больше, чем длина впитывающего изделия 1 в продольном направлении.
Даже в этом случае впитывающее изделие 1 предпочтительно помещается на упаковочный лист 18 таким образом, чтобы передний конец упаковочного листа 18 располагался перед передним концом впитывающего изделия 1.
Затем, как указано стрелками на Фиг. 5A, подобные клапанам части, проходящие в направлении наружу от боковых краев тела 8, то есть боковые области 10 бедренной удерживающей части H и крыльев WG, складываются внутрь (к верхнему листу 3) вдоль продольных линий сгиба L0.
В результате складывания боковых областей 10 и крыльев WG внутрь, углубленные линии сгиба формируются в продольном направлении вдоль боковых краев тела 8. Соответственно, когда впитывающее изделие 1 вынимается из упаковки и носится, боковые области 10 бедренной удерживающей части H образуют форму, покрывающую бедро. Таким образом, эта конфигурация позволяет впитывающему изделию 1 лучше прилегать к бедру.
Когда боковые области 10 и крылья WG складываются, фиксаторы 9 смещения на заднем листе 2 появляются на верхней стороне. Для сохранения адгезии фиксаторов 9 смещения разделительный лист 19 помещается на фиксаторах 9 смещения.
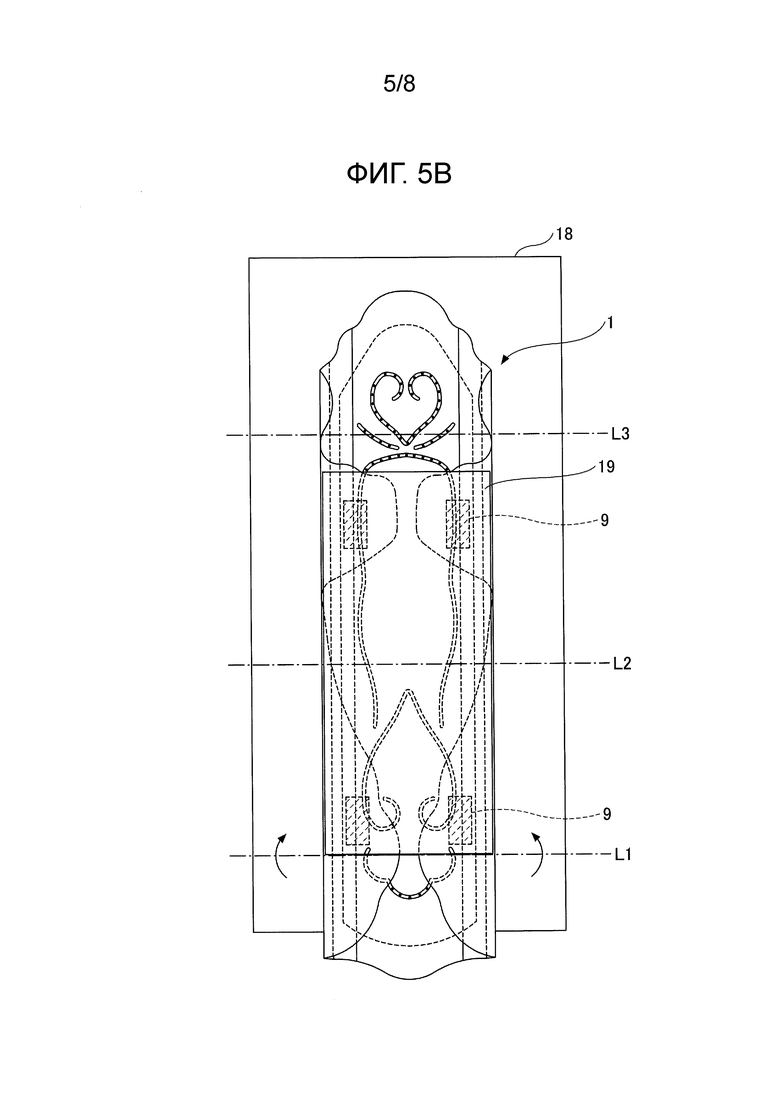
Фиг. 5B иллюстрирует состояние после помещения разделительного листа 19.
Разделительный лист 19 может иметь прямоугольную форму, как проиллюстрировано на Фиг. 5B. Однако форма разделительного листа 19 не ограничена прямоугольной, и может вместо этого быть, например, овальной, если разделительный лист 19 может быть помещен так, чтобы он покрывал фиксаторы 9 смещения во время процесса складывания.
Кроме того, могут быть предусмотрены множественные разделительные листы 19, чтобы соответственно покрыть фиксаторы 9 смещения на крыльях WG и боковых областях 10 бедренной удерживающей части H.
Разделительный лист 19 может быть реализован, например, с помощью бумаги, полиолефиновой пленки, сформированной из полипропилена или полиэтилена, пленки, сформированной из полиэстера или поливинилового спирта, нетканой ткани или ламинированной нетканой ткани (такой как ламинированная полиэтиленом нетканая ткань), включающей в себя контактную поверхность, которая контактирует с фиксаторами 9 смещения, и на которой выполняется разделительная обработка.
Разделительная обработка может быть выполнена путем нанесения или распыления жидкости для разделительной обработки, такой как силиконовая смола, фтористая смола, или тетрафторэтиленовая смола, на контактную поверхность.
Кроме того, любая пленка или нетканая ткань, на которой не выполнялась никакой разделительной обработки, может использоваться в качестве разделительного листа 19, если она может быть легко удалена с фиксаторов 9 смещения и не уменьшает адгезию фиксаторов 9 смещения.
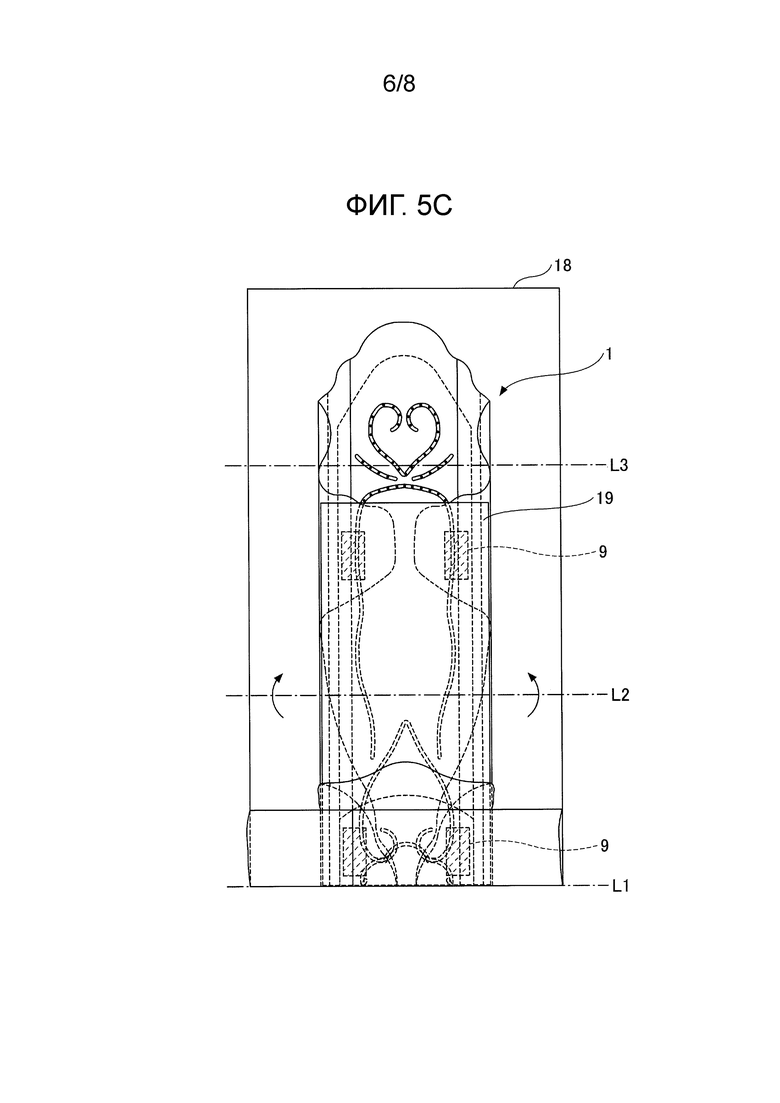
После помещения разделительного листа 19 впитывающее изделие 1 складывается вдоль первой линии сгиба L1 вместе с упаковочным листом 18 со стороны бедренной удерживающей части H.
Фиг. 5C иллюстрирует состояние после того, как впитывающее изделие 1 сложено вдоль первой линии сгиба L1.
В результате складывания впитывающего изделия 1 вдоль первой линии сгиба L1 линия Y сгиба наружу укрепляется в каждой боковой области 10 бедренной удерживающей части H. Как было описано выше, линия Y сгиба наружу пересекается с краем боковой области 10 бедренной удерживающей части H в положении между первой точкой перегиба между первой углубленной частью 31 и первой выступающей частью 21 и второй точкой перегиба между первой выступающей частью 21 и второй углубленной частью 32, и является по существу перпендикулярной к продольной центральной линии CL.
Линия Y сгиба наружу предпочтительно формируется так, чтобы она проходила через пик первой выступающей части 21 в направлении, которое является перпендикулярным к продольной центральной линии CL.
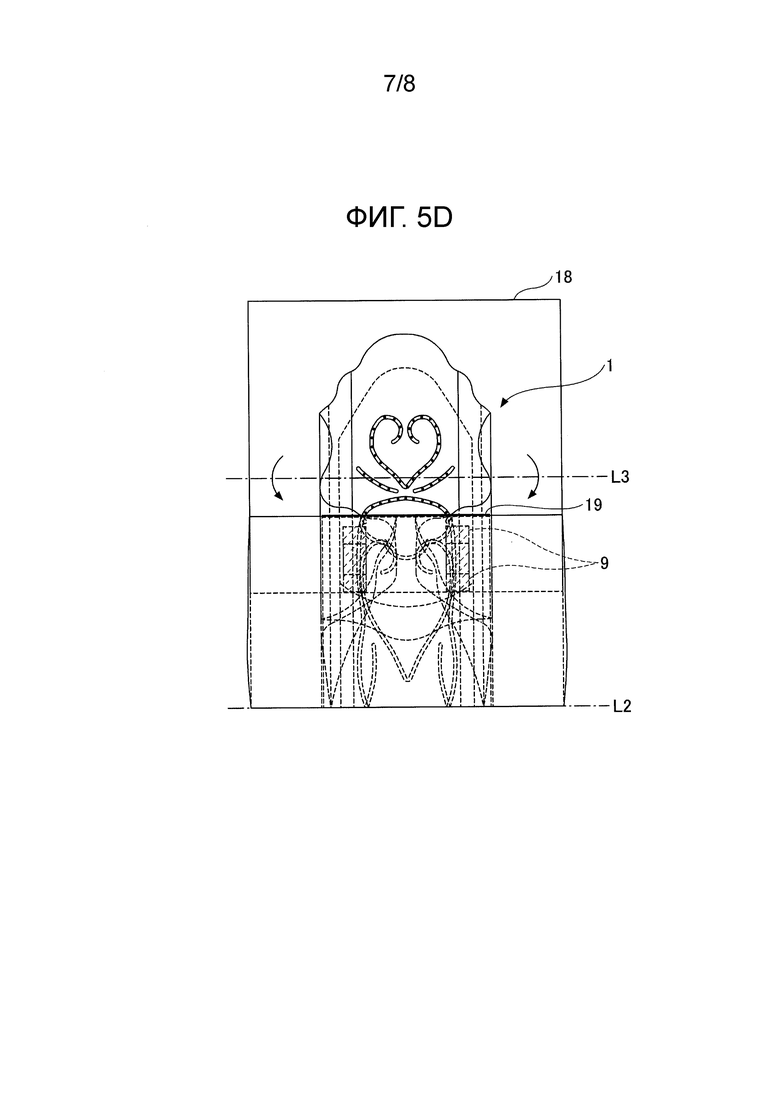
Затем впитывающее изделие 1 складывается внутрь с задней стороны вместе с упаковочным листом 18 вдоль второй линии сгиба L2, расположенной перед первой линией сгиба L1.
Фиг. 5D иллюстрирует состояние после того, как впитывающее изделие 1 будет сложено вдоль второй линии сгиба L2.
Вторая линия сгиба L2 формируется так, чтобы она пересекала среднюю часть M, расположенную позади крыльевой части W, в направлении ширины, и предпочтительно формируется в области, отличающейся от области 13 выделения телесной жидкости (Фиг. 1), так, чтобы эффективность поглощения области 13 выделения телесной жидкости не уменьшалась в результате изгиба впитывающего изделия 1.
Кроме того, вторая линия сгиба L2 предпочтительно формируется перед первой задней сжатой бороздкой 16c (Фиг. 1) сжатых бороздок 16, которая соответствует области от ягодичной расселины до бедра, для того, чтобы предотвратить изгиб первой задней сжатой бороздки 16c и ухудшение ее функции.
После складывания вдоль второй линии сгиба L2 впитывающее изделие 1 складывается с передней стороны (с верхней стороны на Фиг. 5D), как показано стрелками на Фиг. 5D, вдоль третьей линии сгиба L3 перед второй линией сгиба L2.
Третья линия сгиба L3 предпочтительно располагается перед крыльевой частью W, чтобы предотвратить формирование складок в крыльях WG.
Фиг. 5E иллюстрирует индивидуально упакованное впитывающее изделие, полученное путем складывания впитывающего изделия 1 вдоль третьей линии сгиба L3.
После того, как впитывающее изделие 1 сложено вдоль третьей линии сгиба L3, концы упаковочного листа 18 могут быть соединены с использованием, например, тиснения, термосоединения или клейкого вещества.
Кроме того, передний конец упаковочного листа 18 индивидуально упакованного впитывающего изделия может быть зафиксирован с использованием, например, запечатывающей ленты, тиснения, термосоединения или клейкого вещества, чтобы предотвратить открывание переднего конца упаковочного листа 18.
В настоящем варианте осуществления все впитывающее изделие 1 складывается в продольном направлении после складывания боковых областей 10 бедренной удерживающей части H и крыльев WG крыльевой части W внутрь, как показано стрелками на Фиг. 5A.
Альтернативно на начальной стадии боковые области 10 бедренной удерживающей части H и крыльев WG крыльевой части W могут быть сложены в направлениях, противоположных направлениям, показанным стрелками на Фиг. 5A. То есть боковые края тела 8 могут быть сложены в направлении наружу (к заднему листу 2) вдоль продольного направления.
Даже когда боковые края складываются наружу, линии Y сгиба наружу могут быть сформированы в боковых областях 10 бедренной удерживающей части H путем складывания впитывающего изделия 1 в продольном направлении таким образом, чтобы верхний лист 3 был обращен внутрь.
Первая линия сгиба L1 может располагаться на расстоянии от 30 мм до 200 мм от заднего конца впитывающего изделия 1.
Вторая линия сгиба L2 предпочтительно располагается на расстоянии от 120 мм до 350 мм от заднего конца впитывающего изделия 1.
Третья линия сгиба L3 предпочтительно располагается на расстоянии от 50 мм до 100 мм от переднего конца впитывающего изделия 1.
В варианте осуществления, проиллюстрированном на чертежах, фиксаторы 9 смещения заранее обеспечиваются на заднем листе 2 впитывающего изделия 1, и разделительный лист 19 предусматривается для того, чтобы покрыть фиксаторы 9 смещения. Однако фиксаторы 9 смещения могут быть предусмотрены на разделительном листе 19, а не на впитывающем изделии 1.
То есть фиксаторы 9 смещения могут быть предусмотрены на разделительном листе 19 таким образом, что когда разделительный лист 19 помещается на впитывающее изделие 1, которое сложено внутрь вдоль продольных линий сгиба L0, фиксаторы 9 смещения обращены к желаемым положениям на крыльях WG и боковых областях 10 бедренной удерживающей части H впитывающего изделия 1.
Затем разделительный лист 19 с фиксаторами 9 смещения помещается на впитывающее изделие 1, сложенное внутрь вдоль продольных линий сгиба L0, таким образом, чтобы поверхность разделительного листа 19, на которой предусмотрены фиксаторы 9 смещения, была обращена к впитывающему изделию 1. Даже в этом случае, аналогично вышеописанному варианту осуществления, впитывающее изделие 1 может быть сложено вдоль первой линии сгиба L1, второй линии сгиба L2 и третьей линии сгиба L3 в указанном порядке.
Когда фиксаторы 9 смещения предусматриваются заранее на разделительном листе 19, как было описано выше, клейкое вещество может быть нанесено на обращенные к впитывающему изделию 1 поверхности фиксаторов 9 смещения так, чтобы фиксаторы 9 смещения могли быть прикреплены к заднему листу 2 впитывающего изделия 1.
В вышеописанном варианте осуществления линия Y сгиба наружу формируется тогда, когда впитывающее изделие 1 складывается для его упаковывания. Альтернативно линия Y сгиба наружу может быть заранее сформирована во впитывающем изделии 1.
В этом случае линия Y сгиба наружу может быть сформирована с помощью, например, процесса складывания или процесса сжатия.
Например, в состоянии, проиллюстрированном на Фиг. 5A, где впитывающее изделие 1 разложено, линии Y сгиба наружу могут быть сформированы по меньшей мере в боковых областях 10 бедренной удерживающей части H.
Когда линии Y сгиба наружу формируются заранее, впитывающее изделие 1 может быть индивидуально упаковано в состоянии, проиллюстрированном на Фиг. 5B, без складывания впитывающего изделия 1 в продольном направлении.
Таким образом, впитывающее изделие 1 может быть индивидуально упаковано в состоянии, в котором подобные клапанам части, проходящие в направлении наружу от боковых краев тела 8, то есть боковые области 10 бедренной удерживающей части H и крыльев WG, сложены внутрь.
В этом случае ширина упаковочного листа 18 может быть по существу той же самой, что и ширина впитывающего изделия 1, сложенного внутрь или наружу вдоль продольных линий сгиба L0 (то есть может быть приблизительно той же самой, что и ширина тела 8).
Кроме того, множество впитывающих изделий 1, сложенных вдоль продольных линий сгиба L0, могут быть уложены в стопку и упакованы вместе.
Этот подход позволяет упаковывать стопку из множества впитывающих изделий 1 без большого увеличения массы и переносить их в форме тонкой упаковки.
Кроме того, этот способ упаковки позволяет уменьшить время и усилия для вынимания впитывающих изделий 1 из упаковки, и поэтому является полезным в таких приложениях, где большое количество впитывающих изделий 1 используются одно за другим.
Настоящая патентная заявка основывается на и испрашивает приоритет японской патентной заявки № 2016-229538 поданной 25 ноября 2016, полное содержание которой включено в настоящий документ посредством ссылки.
ОБЪЯСНЕНИЕ ССЫЛОЧНЫХ ЦИФР
1 - Впитывающее изделие;
2 - Задний лист;
3 - Верхний лист;
4 – Впитывающий элемент;
5 - Обволакивающий лист;
7 - Боковая нетканая ткань;
8 - Тело (тело впитывающего изделия);
9 - Фиксатор смещения;
10 - Боковые области;
11 - Задняя область;
13 - Область выделения телесной жидкости;
16a-16d - Сжатая бороздка;
18 - Упаковочный лист;
19 - Разделительный лист;
21 - Первая выступающая часть;
22 - Вторая выступающая часть;
23 - Третья выступающая часть;
31 - Первая углубленная часть;
32 - Вторая углубленная часть;
A - Пересечение между продольной линией сгиба и линией сгиба наружу;
CL - Продольная центральная линия;
H - Бедренная удерживающая часть;
L0 - Продольная линия сгиба;
L1 - Первая линия сгиба;
L2 - Вторая линия сгиба;
L3 - Третья линия сгиба;
M - Средняя часть;
S - Нижнее белье;
W - Крыльевая часть;
WG - Крыло;
Y - Линия сгиба наружу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2795252C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ОБЕРНУТОЕ ПО ОТДЕЛЬНОСТИ | 2019 |
|
RU2771274C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2006 |
|
RU2396931C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2798983C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2675449C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И ОБЕРНУТОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2812396C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2802180C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2007 |
|
RU2420252C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2802178C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2776336C2 |
Индивидуально упакованное впитывающее изделие или впитывающее изделие. Впитывающее изделие (1) включает в себя бедренную удерживающую часть (H), которая включает в себя боковую область (10), выступающую из края задней стороны тела (8). Боковая область (10) включает в себя первую выступающую часть (21), которая включает в себя часть, имеющую самую большую ширину от продольной центральной линии (CL) тела (8), первую углубленную часть (31), смежную с задним концом первой выступающей части (21), и вторую углубленную часть (32), смежную с передним концом первой выступающей части (21). Впитывающее изделие (1) складывается таким образом, что линия (Y) сгиба наружу формируется в боковой области (10) бедренной удерживающей части (H), и эта линия (Y) сгиба наружу пересекается с краем боковой области (10) бедренной удерживающей части (H) в положении между первой точкой (F1) перегиба между первой углубленной частью (31) и первой выступающей частью (21) и второй точкой (F2) перегиба между первой выступающей частью (21) и второй углубленной частью (32) и является по существу перпендикулярной к продольной центральной линии (CL). 3 н. и 2 з.п. ф-лы, 10 ил. 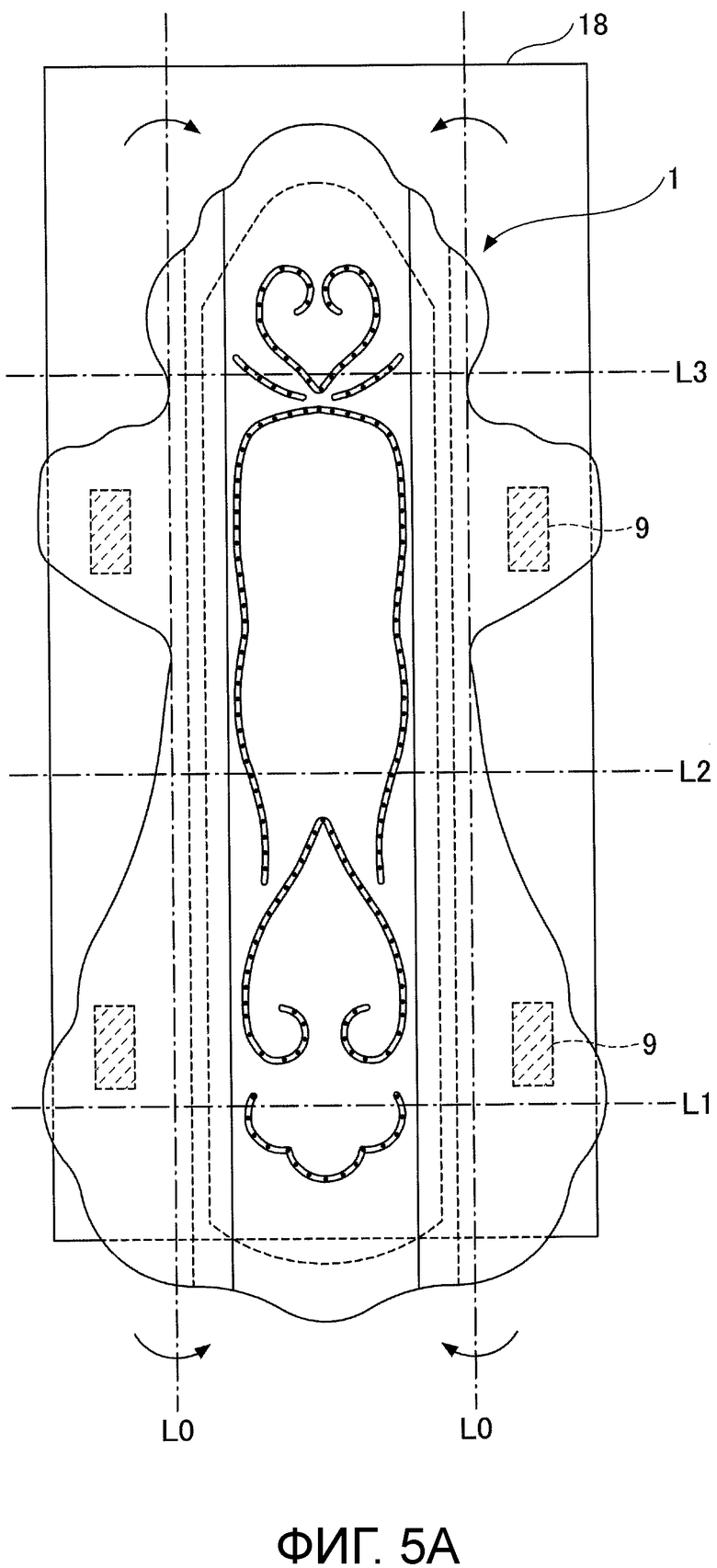
1. Индивидуально упакованное впитывающее изделие, содержащее:
впитывающее изделие, включающее тело, которое включает в себя проницаемый верхний лист, непроницаемый задний лист и впитывающий элемент, расположенный между верхним листом и задним листом; и
упаковочный лист, который индивидуально упаковывает впитывающее изделие, причем
тело имеет форму, имеющую заданную длину в продольном направлении и заданную ширину в направлении, перпендикулярном к продольному направлению;
впитывающее изделие включает в себя бедренную удерживающую часть, которая включает в себя боковую область, выступающую из края задней стороны тела, и эта боковая область включает в себя первую выступающую часть, которая включает в себя часть, имеющую самую большую ширину от продольной центральной линии тела, первую углубленную часть, смежную с задним концом первой выступающей части, и вторую углубленную часть, смежную с передним концом первой выступающей части;
впитывающее изделие сложено так, что линия сгиба наружу сформирована в боковой области бедренной удерживающей части; и
эта линия сгиба наружу пересекается с краем боковой области бедренной удерживающей части в положении между первой точкой перегиба между первой углубленной частью и первой выступающей частью и второй точкой перегиба между первой выступающей частью и второй углубленной частью, и является по существу перпендикулярной к продольной центральной линии.
2. Индивидуально упакованное впитывающее изделие по п. 1, в котором
боковая область бедренной удерживающей части сложена вдоль продольной линии сгиба, проходящей в продольном направлении; и
каждый из
угла между линией сгиба наружу и прямой линией, которая проходит через точку пересечения продолжения линии сгиба наружу с продольной линией сгиба и нижнюю точку первой углубленной части, и
угла между линией сгиба наружу и прямой линией, которая проходит через эту точку пересечения и нижнюю точку второй углубленной части,
составляет от 30 до 60 градусов.
3. Индивидуально упакованное впитывающее изделие по п. 2, в котором
фиксатор смещения для фиксации впитывающего изделия предусматривается на заднем листе в боковой области; и
фиксатор смещения расположен так, чтобы он пересекал прямую линию, проходящую через точку пересечения и нижнюю точку второй углубленной части.
4. Впитывающее изделие, содержащее:
тело, которое включает в себя проницаемый верхний лист, непроницаемый задний лист и впитывающий элемент, расположенный между верхним листом и задним листом, причем
тело имеет форму, имеющую заданную длину в продольном направлении и заданную ширину в направлении, перпендикулярном к продольному направлению;
впитывающее изделие дополнительно содержит бедренную удерживающую часть, которая включает в себя боковую область, выступающую из края задней стороны тела, и эта боковая область включает в себя первую выступающую часть, которая включает в себя часть, имеющую самую большую ширину от продольной центральной линии тела, первую углубленную часть, смежную с задним концом первой выступающей части, и вторую углубленную часть, смежную с передним концом первой выступающей части;
линия сгиба наружу образована в боковой области бедренной удерживающей части; и
эта линия сгиба наружу пересекается с краем боковой области бедренной удерживающей части в положении между первой точкой перегиба между первой углубленной частью и первой выступающей частью и второй точкой перегиба между первой выступающей частью и второй углубленной частью и является по существу перпендикулярной к продольной центральной линии.
5. Способ складывания впитывающего изделия, которое включает в себя тело, включающее в себя проницаемый верхний лист, непроницаемый задний лист, и впитывающий элемент, расположенный между верхним листом и задним листом,
причем это тело имеет форму, имеющую заданную длину в продольном направлении и заданную ширину в направлении, перпендикулярном к продольному направлению,
причем это впитывающее изделие включает в себя бедренную удерживающую часть, которая включает в себя боковую область, выступающую из края задней стороны тела, и
причем эта боковая область включает в себя первую выступающую часть, которая включает в себя часть, имеющую самую большую ширину от продольной центральной линии тела, первую углубленную часть, смежную с задним концом первой выступающей части, и вторую углубленную часть, смежную с передним концом первой выступающей части,
содержащий:
складывание впитывающего изделия таким образом, что линия сгиба наружу формируется в боковой области бедренной удерживающей части,
причем эта линия сгиба наружу пересекается с краем боковой области бедренной удерживающей части в положении между первой точкой перегиба между первой углубленной частью и первой выступающей частью и второй точкой перегиба между первой выступающей частью и второй углубленной частью и является по существу перпендикулярной к продольной центральной линии.
| JP 2010082061 A, 15.04.2010 | |||
| JP 2011172658 A, 08.09.2011 | |||
| ГИГИЕНИЧЕСКАЯ ПРОКЛАДКА | 2001 |
|
RU2285514C2 |
| ГИГИЕНИЧЕСКАЯ АБСОРБИРУЮЩАЯ ПРОКЛАДКА | 2000 |
|
RU2257189C2 |

