ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] В этой заявке испрашивается приоритет обыкновенной заявки на патент США № 15/625,185, поданной 16 июня 2017 г., и предварительной заявки на патент США № 62/476185, поданной 24 марта 2017 г., содержания которых во всей их полноте включены в настоящее описание посредством отсылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Данное изобретение относится в целом к контейнерам для раздачи сварочной проволоки, и более конкретно к конусу для размотки, предназначенному для таких контейнеров.
УРОВЕНЬ ТЕХНИКИ
[0003] Во многих системах высокопроизводительной сварки осуществляют подачу сварочной проволоки на место использования в контейнере, таком, как барабан. Барабан вмещает катушку проволоки, достаточно длинную, чтобы поддерживать операции высокопроизводительной сварки в течение длительного периода времени.
[0004] Чтобы способствовать подаче проволоки с барабана, можно использовать конус для размотки. Типичный конус для размотки включает в себя три концентрических кольца – внутреннее кольцо, сквозь которое подают проволоку, внешнее кольцо, прилегающее к стенкам барабана, и промежуточное кольцо, размещенное между внутренним и внешним кольцами. Кольца расположены на разных высотах и соединены ножками или спицами, которые проходят радиально наружу и вниз от внутреннего кольца к внешнему кольцу, определяя конусообразный профиль. Конус для размотки оперт поверх картонного кольца, которое опирается на катушку сварочной проволоки внутри барабана. Сварочная проволока расходуется, когда сварочная система подачи вытаскивает проволоку с барабана сквозь внутреннее кольцо конуса для размотки. Конус для размотки и картонное кольцо движутся поверх проволоки, опускаясь вниз в барабан при расходовании проволоки.
[0005] Потребители ожидают непрерывной подачи сварочной проволоки в свою сварочную систему, до тех пор, пока барабан не опустеет. Однако внутри барабана время от времени возникают петли. В некоторых приложениях, в частности – если используется проволока большего диаметра или более жесткие сплавы, из которых изготавливают проволоку, проволока склонна к петлеобразованию из–за скручивания, вносимого в проволоку системой подачи, которую применяет потребитель. Один из наиболее распространенных типов петель, наблюдаемых в данной области техники, возникает, когда сварочная проволока поднимается выше конуса для размотки, между конусом для размотки и внутренней облицовкой барабана во время сварки, проводимой пользователем. Когда это случается, проволока, в конце концов, зацепляется за конус для размотки, вызывая прекращение подачи, и требуется вмешательство оператора.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] В одном аспекте, настоящее изобретение содержит систему для раздачи сварочной проволоки. Система содержит контейнер, включающий в себя множество стенок, ограничивающих множество внутренних углов, катушку сварочной проволоки, размещенную внутри контейнера, и конус для размотки, размещенный поверх катушки сварочной проволоки. Катушка сварочной проволоки включает в себя внешнюю окружную поверхность, расположенную рядом со множеством стенок, и внутреннюю окружную поверхность, ограничивающую центральное отверстие. Конус для размотки включает в себя внутреннее кольцо, имеющее первый диаметр, меньший, чем у внутренней окружной поверхности катушки сварочной проволоки, внешнее кольцо, имеющее второй диаметр, больший, чем первый диаметр, и меньший, чем у внешней окружной поверхности катушки сварочной проволоки, и множество ножек, проходящих радиально наружу от внутреннего кольца в положения рядом с внутренними углами контейнера и соединяющими внутреннее и внешнее кольца. Каждая из множества ножек включает в себя первый участок ножки, соединяющий внутреннее кольцо с внешним кольцом, второй участок ножки, проходящий радиально наружу от первого участка ножки, и загнутый назад участок ножки рядом с соответствующим внутренним углом контейнера. В возможном варианте осуществления каждая ножка может включать в себя третий участок ножки, который проходит вертикально вверх от горизонтального второго участка ножки, а загнутый назад участок ножки может проходить радиально внутрь и вниз от третьего участка ножки.
[0007] В еще одном аспекте, данное изобретение содержит конус для размотки для раздачи проволоки из контейнера. Конус для размотки содержит внутреннее кольцо, имеющее первый диаметр, внешнее кольцо, имеющее второй диаметр, больший, чем первый диаметр, и множество ножек, проходящих радиально наружу от внутреннего кольца и соединяющих внутреннее и внешнее кольца. Каждая из множества ножек включает в себя первый участок ножки, соединяющий внутреннее кольцо c внешним кольцом, второй участок ножки, проходящий радиально наружу от первого участка ножки, и загнутый назад участок ножки. В возможном варианте осуществления, каждая ножка может включать в себя третий участок ножки, который проходит вертикально вверх от горизонтального второго участка ножки, а загнутый назад участок ножки может проходить радиально внутрь и вниз от третьего участка ножки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
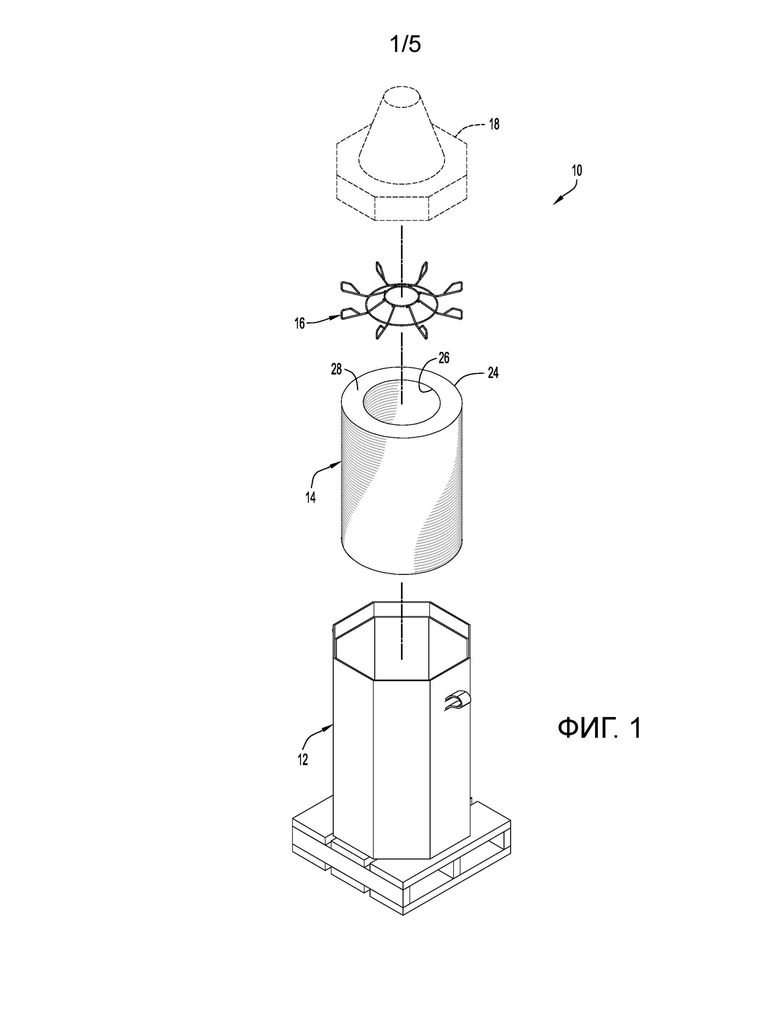
[0008] На фиг.1 представлено изображение в перспективе в разобранном виде возможной системы для раздачи сварочной проволоки из контейнера в соответствии с вариантом осуществления настоящего изобретения.
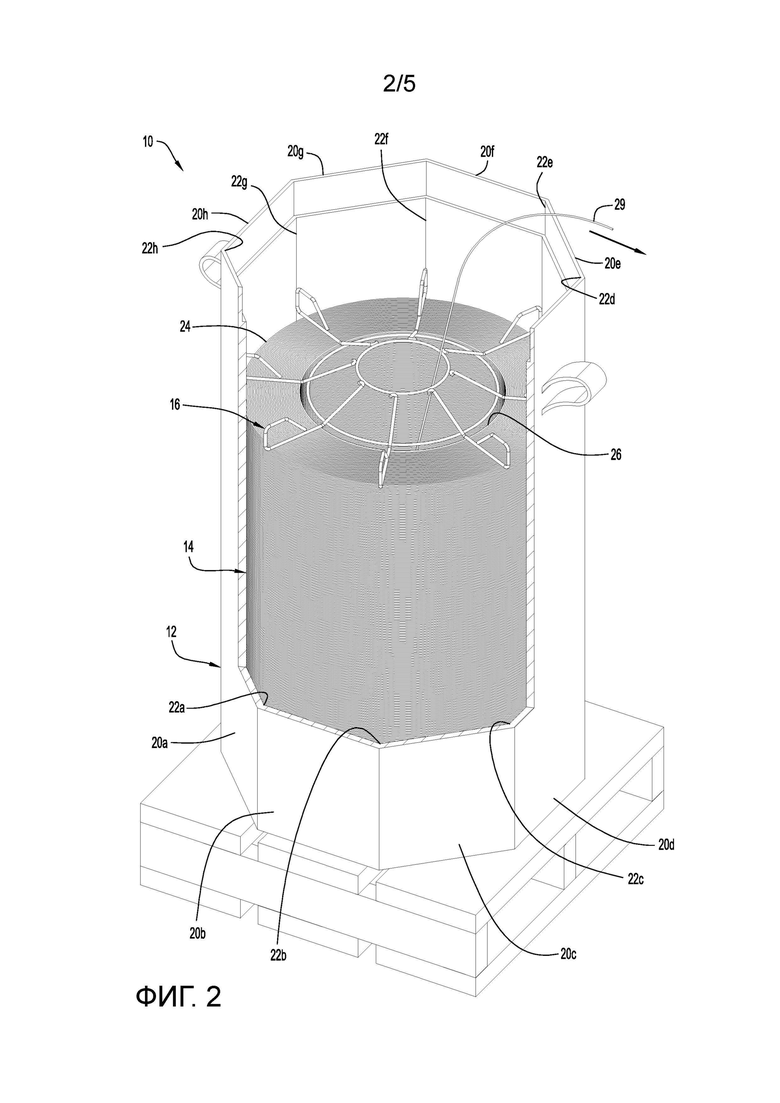
[0009] На фиг.2 представлено изображение в перспективе варианта осуществления согласно фиг.1, при этом в контейнере сделан частичный вырез, чтобы показать подробности конуса для размотки и катушку сварочной проволоки.
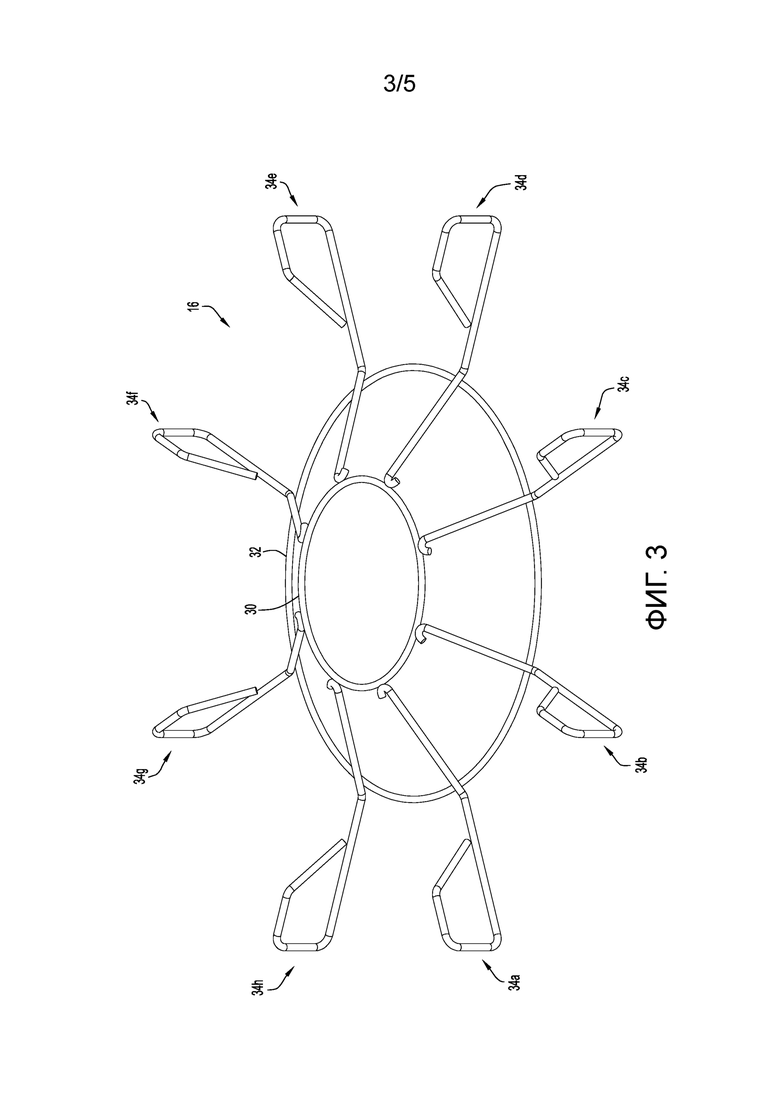
[0010] На фиг.3 представлено изображение в перспективе конуса для размотки, предназначенного для применения при раздаче сварочной проволоки из контейнера в соответствии с вариантом осуществления данного изобретения
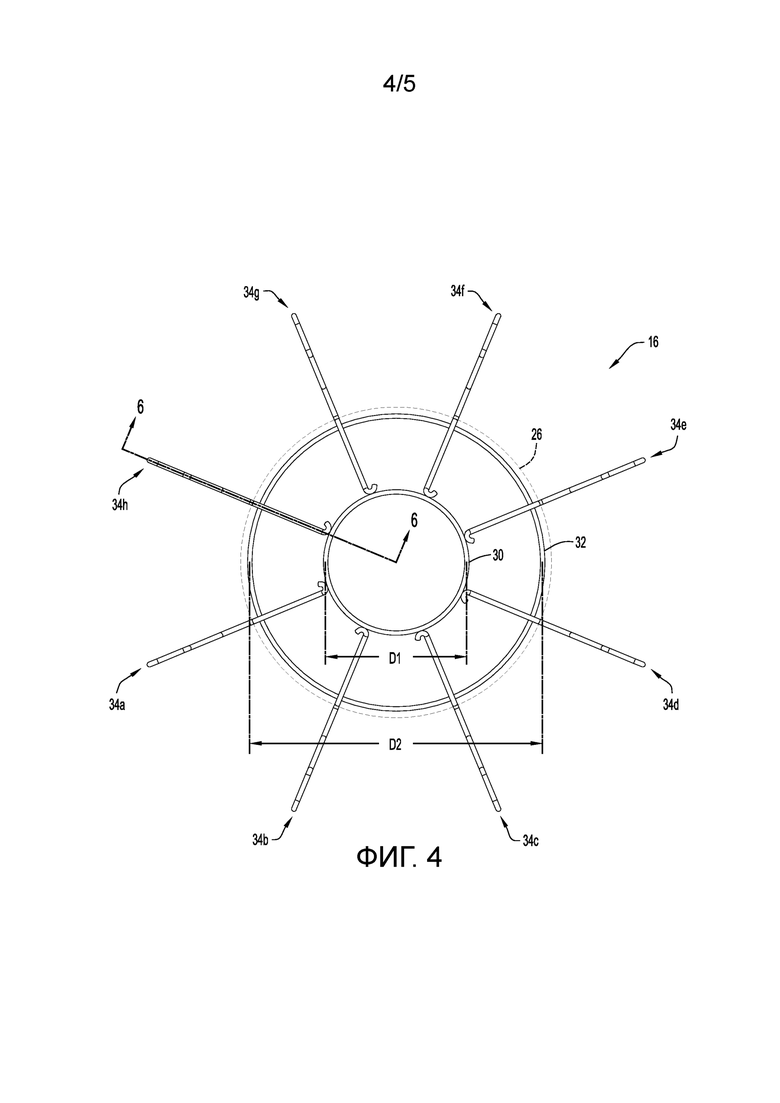
[0011] На фиг.4 представлен вид сверху конуса для размотки, показанного на фиг.3.
[0012] На фиг.5 представлен вид сбоку конуса для размотки, показанного на фиг.3.
[0013] На фиг.6 представлено поперечное сечение участка конуса для размотки, проведенное по линии 6—6, показанной на фиг.4.
ОПИСАНИЕ ПРИМЕРНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0014] Замысел данного изобретения лучше всего представлять посредством определенных вариантов его осуществления, которые подробно описываются далее со ссылками на прилагаемые чертежи, где сходные позиции везде обозначают сходные конструктивные элементы. Следует понимать, что, когда употребляется термин «изобретение», это делается для обозначения изобретательского замысла, лежащего в основе вариантов осуществления, описываемых ниже, а не только самих вариантов осуществления. Также следует понять, что общий изобретательский замысел не ограничивается иллюстрируемыми вариантами осуществления, описываемыми ниже, и нижеследующее нужно читать именно в таком свете.
[0015] Кроме того, слово «возможный» употребляется здесь в смысле «служащий в качестве примера, варианта или иллюстрации». Любой вариант осуществления конструкции, процесса, дизайна, метода, и т.д., обозначаемый здесь как возможный, не следует рассматривать обязательно как более предпочтительный или выгодный, чем другие такие варианты осуществления.
[0016] На фиг.1 и 2 показана система 10 для раздачи непрерывно движущейся сварочной проволоки из контейнера в соответствии с вариантом осуществления настоящего изобретения. Система 10 включает в себя контейнер 12, катушку 14 сварочной проволоки, размещенную внутри контейнера, и конус 16 для размотки. Система также может включать в себя крышку 18. Контейнер 12 включает в себя множество стенок 20a—h, ограничивающих множество внутренних углов 22a—h. В возможном варианте осуществления контейнер представляет собой барабан с восьмиугольным поперечным сечением, ограниченный восемью вертикальными стенками и имеющий восемь внутренних углов. Катушка 14 сварочной проволоки имеет в целом цилиндрическую конфигурацию и включает в себя внешнюю окружную поверхность 24, расположенную рядом со множеством стенок, и внутреннюю окружную поверхность 26, ограничивающую центральное отверстие. Катушка 14 сварочной проволоки также имеет в целом плоский верх 28. Конус 16 для размотки опирается непосредственно поверх катушки сварочной проволоки внутри контейнера, а сварочную проволоку 29 можно подавать из катушки посредством конуса для размотки, как показано.
[0017] Как лучше всего видно на фиг.3—6, конус 16 для размотки включает в себя внутреннее кольцо 30, внешнее кольцо 32 и множество ножек 34a—h. В возможном варианте осуществления количество ножек равно количеству внутренних углов контейнера. Например, конус для размотки из восьмиугольного контейнера может иметь восемь ножек, как показано. Внутреннее кольцо 30 находится в первой плоскости P1, а внешнее кольцо 32 находится во второй плоскости P2 ниже первой плоскости. Плоскости P1 и P2 предпочтительно параллельны, как показано. Внутреннее кольцо 30 имеет диаметр D1, а внешнее кольцо 32 имеет второй диаметр D2, больший, чем D1. Внутреннее и внешнее кольца 30 и 32 предпочтительно являются концентрическими. Ножки 34a—h проходят радиально наружу из разнесенных под углом мест вокруг внутреннего кольца 30, соединяясь с внешним кольцом 32, и проходят радиально наружу от внешнего кольца.
[0018] Как лучше всего видно на фиг.6, каждая из множества ножек включает в себя наклонный первый участок 36, соединяющий внутреннее кольцо 30 с внешним кольцом 32, горизонтальный (или плоский) второй участок 38, проходящий радиально наружу от внешнего кольца, третий участок 40, проходящих вверх от горизонтального участка, и загнутый назад четвертый участок 42, проходящий радиально внутрь и вниз от горизонтального участка. Хотя третий участок показан проходящим вертикально вверх от второго участка, следует понять, что третий участок может быть криволинейным, обеспечивая более короткий и/или закругленный переход между горизонтальным участком ножки и загнутым назад участком.
[0019] Загнутый назад участок проходит на номинальную длину каждой ножки, тем самым увеличивая общий вес конуса для размотки, что позволяет конусу касаться катушки сварочной проволоки во время операций размотки без необходимости промежуточного элемента (такого, как картонное кольцо) между конусом для размотки и катушкой сварочной проволоки. Загнутый назад участок также способствует устранению острых кромок, которые могут цепляться за контейнер и препятствовать надлежащему движению конуса для размотки и поддержанию контакта с катушкой по мере расходования сварочной проволоки. Кончик загнутого назад участка 42 может касаться горизонтального участка 38 или он может отстоять немного вверх от горизонтального участка с небольшим зазором G между ними, как показано, чтобы не дать проволоке запутаться в ножках. Зазор G предпочтительно не превышает удвоенную толщину сварочной проволоки в контейнере (скажем, не превышает примерно 3,175 мм (0,125 дюйма) для типичной проволоки, применяемой при дуговой сварке плавящимся электродом в среде инертного газа). В еще одном варианте осуществления кончик загнутого назад участка 42 может быть приварен или иным образом прикреплен к горизонтальному участку 38, исключая возможность какого–либо зазора.
[0020] Хотя загнутый назад участок ножки показан имеющим первую горизонтальную часть, которая проходит радиально внутрь от вертикального участка ножки, и вторую наклонную часть, которая проходит радиально внутрь и вниз первой горизонтальной части, следует понять, что загнутый назад участок ножки может иметь другие конфигурации, включая – но не в ограничительном смысле – единственную наклонную часть, которая проходит радиально внутрь и вниз от вертикального участка ножки, непрерывно криволинейную конфигурацию (например, спиральную конфигурацию), конфигурацию с несколькими коленами (например, зигзагообразную конфигурацию), прямоугольную конфигурацию, и т.д. В возможном варианте осуществления длина загнутого назад участка ножки может быть, по меньшей мере, такой же, как у горизонтального участка, тем самым значительно увеличивая вес конуса для размотки.
[0021] Соответствующие нижние поверхности горизонтальных участков 38 ножек предпочтительно находятся в одной и той же плоскости. В возможном варианте осуществления нижняя поверхность внешнего кольца 32 тоже находится в той же плоскости, что и нижние поверхности горизонтальных участков 38 ножек.
[0022] Как лучше всего видно на фиг.2 и 4, диаметр D2 внешнего кольца 32 может быть меньшим, чем у внутренней окружной поверхности 26 катушки 14 сварочной проволоки, а множество ножек 34a—h могут проходить радиально наружу от внешнего кольца в положения рядом с внутренними углами контейнера 12 так, что над катушкой сварочной проволоки находятся только ножки. Придавая внешнему кольцу конуса для размотки конфигурацию, делающую его несколько меньшим, чем внутренняя окружная поверхность катушки сварочной проволоки (скажем, примерно на 12,7 мм (0,5 дюйма) меньшим), стимулируют плавное скольжение сварочной проволоки через это кольцо по мере вытаскивания проволоки вверх из контейнера. Кроме того, если стенки контейнера деформируются, вероятность их контакта с внешним концом оказывается меньшей и задерживает движение конуса для размотки вниз в контейнере по мере расходования проволоки. В возможном варианте осуществления, подходящем для большинства сварочных проволок, внутреннее кольцо может иметь диаметр примерно 146,05 мм (5,75 дюйма), а внешнее кольцо может иметь диаметр примерно 314,52 мм (12,38 дюйма), при этом вертикальный промежуток между внутренним и внешним кольцами составляет примерно 50,8 мм (2 дюйма), так что угол Ɵ между наклонным участком 36 ножки и горизонтальным участком 38 ножки, имеющимися у каждой ножки (см. фиг.6), обеспечивает плавную подачу. В возможном варианте осуществления угол Ɵ между наклонным и горизонтальным участками каждой ножки составляет примерно 152° (± несколько градусов). В возможном варианте осуществления количество ножек равно количеству внутренних углов контейнера, а длина каждой ножки обуславливает конфигурацию, обеспечивающую положение вертикального участка 40 на конце ножки рядом с соответственным внутренним углом контейнера, ограничивая поперечное движение конуса для размотки в контейнере и мешая проволоке подниматься над конусом для размотки в углах. В возможном варианте осуществления концы ножек (например, вертикальные участки 40) прилегают непосредственно к соответствующим углам контейнера, но немного отдалены от них зазором, достаточно малым, чтобы предотвратить поворот конуса для размотки более чем на несколько градусов, препятствуя при этом контакту с углом, могущему привести к изгибу. В возможном варианте осуществления горизонтальный участок каждой ножки имеет длину, составляющую 15% — 25% диаметра внешнего кольца, а предпочтительно – примерно 20% диаметра внешнего кольца.
[0023] В возможном варианте осуществления компоненты конуса для размотки согласно настоящему изобретению могут быть выполнены из стальной проволоки и приварены друг к другу. Например, можно использовать оцинкованную проволоку круглого поперечного сечения. Хотя можно использовать другие материалы и способы изготовления, важно, чтобы вес конуса для размотки был достаточным для того, чтобы избежать его подъема с катушки сварочной проволоки или иного перемещения во время операций размотки. Заявитель обнаружил, что вес конуса примерно 0,726—0,907 кг (1,6—2,0 фунта) достаточен для большинства сварочных проволок, хотя конусу для размотки можно придать конфигурацию, делающую его легче или тяжелее, если это желательно.
[0024] Вышеизложенное описание предназначены для того, чтобы проиллюстрировать возможные воплощения замысла данного изобретения, и не являются ограничительными. Специалисту в данной области техники, рассмотревшему это описание, будут очевидны многие варианты, модификации и альтернативы. Например, хотя показан контейнер с восемью стенками, очевидно, что контейнер может включать в себя меньше или больше восьми стенок. Также возможно расположение контейнера рядом с внешним контейнером, имеющим поперечное сечение другой формы, такое, как квадратное поперечное сечение. Хотя предпочтителен конус для размотки, имеющий такое же количество ножек, как количество внутренних углов контейнера, конус может иметь ножек меньше или больше, чем количество внутренних углов. Помимо этого, хотя конфигурация конуса для размотки позволяет ему опираться непосредственно на катушку сварочной проволоки без необходимости какого–либо промежуточного элемента (такого, как картонное кольцо) между ними, картонное кольцо можно размещать между конусом для размотки и катушкой сварочной проволоки. Также, хотя конус для размотки, имеющий лишь два концентрических кольца, предпочтителен для минимизации затрат на изготовление и запрета контакта между стенкам контейнера и конусом для размотки, над ножками можно разместить третье концентрическое кольцо большего диаметра для добавления веса конусу для размотки, в частности, если диаметр третьего кольца таков, что между кольцом и стенками контейнера имеется достаточно места для ограничения возможности контакта между ними в случае деформации стенок. Таким образом, ясно, что возможна замена компонентами, эквивалентными показанным и описанным, элементы и способы, описанные по отдельности, можно объединять, а элементы, описанные как дискретные, можно распределять по многим компонентам. Поэтому объем притязаний изобретения следует определять, обратившись не к вышеизложенному описанию, а обратившись к прилагаемой формуле изобретения, наряду с ее эквивалентами в полном объеме.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТЕЙНЕР С ПОДДОНОМ | 2017 |
|
RU2720561C2 |
| Контейнер для газированных напитков | 1989 |
|
SU1813058A3 |
| ПРОТЕЗ АОРТАЛЬНОГО КЛАПАНА | 2016 |
|
RU2703646C2 |
| УПАКОВКА ДЛЯ СОДЕРЖАНИЯ И ВЫДАЧИ БОЛЬШИХ КОЛИЧЕСТВ ПРОВОЛОКИ | 2002 |
|
RU2226171C1 |
| ВЫХОДНАЯ НАСАДКА ДЛЯ ДОЗАТОРА | 2011 |
|
RU2562982C2 |
| ВОРОНКООБРАЗНАЯ СОСТАВЛЯЮЩАЯ ЧАСТЬ И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО КОНТЕЙНЕРА, ИСПОЛЬЗУЮЩЕГО ВОРОНКООБРАЗНУЮ СОСТАВНУЮ ЧАСТЬ | 2012 |
|
RU2596731C2 |
| ПЛАСТИКОВЫЙ КОНТЕЙНЕР ДУТЬЕВОГО ФОРМОВАНИЯ | 1993 |
|
RU2094341C1 |
| УКУПОРОЧНАЯ ПРОБКА И КОЛПАЧОК | 2003 |
|
RU2329186C2 |
| ТРУБЧАТАЯ ОПРАВКА ДЛЯ РАЗМОТКИ И ПАКОВКА ВОЛОКНИСТОГО МАТЕРИАЛА, НАМОТАННОГО В КОНФИГУРАЦИИ ВОСЬМЕРКИ | 2020 |
|
RU2788483C1 |
| УСТОЙЧИВЫЙ КОНТЕЙНЕР C ПЕТАЛОИДНЫМ ОСНОВАНИЕМ | 2011 |
|
RU2598995C9 |

Группа изобретений относится к контейнерам для раздачи сварочной проволоки, а именно к конусу для размотки, предназначенному для таких контейнеров. Система для раздачи сварочной проволоки содержит контейнер, включающий в себя стенки и внутренние углы, катушку сварочной проволоки, размещенную внутри контейнера, и конус для размотки, находящийся на сварочной проволоке. Катушка включает в себя внутреннюю и внешнюю окружные поверхности. Конус для размотки включает в себя внутреннее кольцо, внешнее кольцо и множество ножек, проходящих радиально наружу от внутреннего кольца в положения рядом с внутренними углами контейнера. Каждая ножка включает в себя первый участок ножки, второй участок ножки, загнутый назад участок ножки рядом с соответствующим внутренним углом контейнера и третий участок ножки. Использование группы изобретений позволит повысить эффективность работы при раздаче сварочной проволоки. 2 н. и 16 з.п. ф-лы, 6 ил.
1. Система для раздачи сварочной проволоки, содержащая:
контейнер, включающий в себя множество стенок, ограничивающих множество внутренних углов;
катушку сварочной проволоки, размещенную внутри контейнера, причем катушка сварочной проволоки включает в себя внешнюю окружную поверхность, расположенную рядом с множеством стенок, и внутреннюю окружную поверхность, ограничивающую центральное отверстие; и
конус для размотки, размещенный поверх катушки сварочной проволоки, причем конус для размотки включает в себя внутреннее кольцо, имеющее первый диаметр, меньший, чем диаметр внутренней окружной поверхности катушки сварочной проволоки, внешнее кольцо, имеющее второй диаметр, больший, чем первый диаметр, и меньший, чем диаметр внешней окружной поверхности катушки сварочной проволоки, и множество ножек, проходящих радиально наружу от внутреннего кольца в положения рядом с внутренними углами контейнера и соединяющими внутреннее и внешнее кольца;
при этом каждая из множества ножек включает в себя первый участок ножки, соединяющий внутреннее кольцо с внешним кольцом, второй участок ножки, проходящий горизонтально наружу от первого участка ножки, загнутый назад участок ножки рядом с соответствующим внутренним углом контейнера, и третий участок ножки, который проходит вертикально вверх от горизонтального второго участка ножки,
причем загнутый назад участок ножки проходит радиально внутрь и вниз от третьего участка ножки.
2. Система по п.1, отличающаяся тем, что общий вес конуса для размотки обеспечивает контакт конуса для размотки с катушкой сварочной проволоки,
при этом общий вес конуса для размотки зависит от длины загнутого назад участка ножки.
3. Система по п.1, отличающаяся тем, что упомянутый второй диаметр меньше, чем диаметр внутренней окружной поверхности катушки сварочной проволоки.
4. Система по п.1, отличающаяся тем, что между кончиком загнутого назад участка ножки и вторым участком ножки образован зазор, причем упомянутый зазор меньше удвоенной толщины раздаваемой сварочной проволоки.
5. Система по п.1, отличающаяся тем, что загнутый назад участок ножки проходит радиально внутрь и вертикально вниз от упомянутого третьего участка ножки.
6. Система по п.1, отличающаяся тем, что загнутый назад участок ножки имеет спиральную конфигурацию.
7. Система по п.2, отличающаяся тем, что длина загнутого назад участка ножки по меньшей мере равна длине упомянутого второго участка ножки.
8. Конус для размотки для раздачи сварочной проволоки из контейнера, содержащий:
внутреннее кольцо, имеющее первый диаметр;
внешнее кольцо, имеющее второй диаметр, больший, чем первый диаметр; и
множество ножек, проходящих радиально наружу от внутреннего кольца и соединяющих внутреннее и внешнее кольца;
при этом каждая из множества ножек включает в себя первый участок ножки, соединяющий внутреннее кольцо c внешним кольцом, второй участок ножки, проходящий радиально наружу от первого участка ножки, загнутый назад участок ножки, и третий участок ножки, который проходит вертикально вверх от горизонтального второго участка ножки,
при этом загнутый назад участок ножки проходит радиально внутрь и вниз от третьего участка ножки.
9. Конус для размотки по п.8, отличающийся тем, что общий вес конуса для размотки зависит от длины загнутого назад участка ножки, при этом при размещении конуса для размотки на опоре, общий вес конуса для размотки обеспечивает контакт конуса для размотки с опорой.
10. Конус для размотки по п.9, отличающийся тем, что упомянутая опора представляет собой картонное кольцо, расположенное на катушке сварочной проволоки.
11. Конус для размотки по п.9, отличающийся тем, что упомянутая опора представляет собой катушку сварочной проволоки.
12. Конус для размотки по п.11, отличающийся тем, что упомянутый второй диаметр меньше, чем диаметр внешней окружной поверхности катушки сварочной проволоки.
13. Конус для размотки по п.11, отличающийся тем, что упомянутый второй диаметр меньше, чем диаметр внутренней окружной поверхности катушки сварочной проволоки.
14. Конус для размотки по п.9, отличающийся тем, что между кончиком загнутого назад участка ножки и вторым участком ножки образован зазор, причем упомянутый зазор меньше удвоенной толщины раздаваемой сварочной проволоки.
15. Конус для размотки по п.9, отличающийся тем, что загнутый назад участок ножки проходит радиально внутрь и вертикально вниз от упомянутого третьего участка ножки.
16. Конус для размотки по п.9, отличающийся тем, что загнутый назад участок ножки имеет спиральную конфигурацию.
17. Конус для размотки по п.9, отличающийся тем, что длина загнутого назад участка ножки по меньшей мере равна длине упомянутого второго участка ножки.
18. Конус для размотки по п.9, отличающийся тем, что угол между первым и вторым участками каждой ножки составляет примерно 152°.
| W O9852844A1, 26.11.1998 | |||
| US 2013193257A, 01.08.2013 | |||
| US 2011186677A1), 04.08.2011 | |||
| Устройство для выбивных решеток литейного цеха | 1960 |
|
SU144971A1 |

