Изобретение относится к ядерной технике и может быть использовано при изготовлении и сборке источника ионизирующего излучения, входящего в состав устройств радиационного контроля качества материалов и изделий.
Известен способ сборки источников ионизирующего излучения на основе радионуклида кобальта-60 (патент РФ №2558752 от 14.04.2014, опубликован 10.08.2015), включающий порционное заполнение капсулы источниками ионизирующего излучения (ИИИ) в виде заготовок из кобальта диаметром 1 мм и длиной 1 мм, которые заранее складированы в открытом бункере. ИИИ порционно транспортируются сепаратором через узел загрузки в капсулу, причем нижняя часть узла загрузки капсулы в процессе загрузки капсулы опущена ниже верхней части капсулы, а количество порционно транспортируемых ИИИ и их масса определяется размерами пазов сепаратора и их количеством.
Известен способ сборки источников ионизирующего излучения с применением компенсаторов (патент РФ №2560107 от 14.04.2014, опубликован 20.08.2015), включающий заполнение капсулы источниками ионизирующего излучения (ИИИ) в виде заготовок из кобальта диаметром 1 мм и длиной 1 мм. ИИИ заранее складированные в первом открытом бункере по одной единице транспортируются с помощью магнитных сил через узел загрузки в капсулу, куда дополнительно из второго открытого бункера транспортируются компенсаторы по одной единице с помощью магнитных сил через узел загрузки в капсулу, причем количество ИИИ и компенсаторов фиксируется счетчиком.
Во всех устройствах, содержащих ИИИ, срок применения ИИИ по назначению ограничен из-за естественного снижения радиоактивности материала ИИИ с течением времени. Например, период полураспада изотопа иридия-192 составляет 72 дня, кобальта-60 - 5,3 года. В приведенных способах сборки, из-за отсутствия ограничения срока хранения ИИИ (в вышеуказанных патентах ИИИ заранее складированы), в капсулу может устанавливаться ИИИ с существенно уменьшенной радиоактивностью вследствие значительного срока хранения с момента изготовления ИИИ до его установки в капсулу. В этом случае срок эксплуатации ИИИ уменьшается, а стоимость изготовления и технического обслуживания увеличивается вследствие больших затрат на складское хозяйство (затраты на содержание дополнительных площадей, а также на учет и охрану хранящихся ИИИ) и на более частое проведение регламентных работ по замене потерявшего требуемую радиоактивность ИЙИ. Все это является недостатком данных способов сборки ИИИ.
Задачей заявляемого способа является изготовление составных частей ИИИ в последовательности, позволяющей собирать ИИИ с максимальным значением его радиоактивности. В этом случае увеличивается срок эксплуатации ИИИ, расширяется период между регламентными работами но замене отработавшего ИИИ на вновь изготовленный ИИИ. Снижается стоимость изготовления и технического обслуживания ИИИ.
Техническим результатом является увеличение срока эксплуатации ИИИ, уменьшение стоимости изготовления ИИИ и технического обслуживания по замене потерявшего требуемую радиоактивность ИИИ на вновь изготовленный ИИИ.
Технический результат достигается тем, что способ сборки источника ионизирующего излучения, включающий изготовление защитного имеющего отверстие корпуса, изготовленного из материалов с повышенной радиационной защитой, например из обедненного урана или сплава, содержащего вольфрам, защитной пробки, изготовленной из тех же материалов, по крайней мере, одной ампулы, содержащей радиоактивный материал. Ампулу устанавливают на защитной пробке, которую, в свою очередь, помещают в имеющееся отверстие защитного корпуса, при этом последовательность изготовления вышеупомянутых составных частей источника ионизирующего излучения определяют сроком их изготовления, начинают изготовление с составной части с наибольшим сроком изготовления, заканчивают - составной частью с наименьшим сроком изготовления, причем завершение изготовления ампулы проводят одновременно с завершением изготовления защитной пробки, завершение изготовления корпуса проводят одновременно с завершением установки ампулы на пробку.
На защитную пробку могут устанавливать несколько ампул, при этом завершение изготовления последней ампулы проводят одновременно с завершением изготовления защитной пробки, завершение изготовления корпуса проводят одновременно с завершением установки последней ампулы на пробку.
Последовательность изготовления составных частей ИМИ, определяемая сроком их изготовления (начинают изготовление с составной части с наибольшим сроком изготовления, заканчивают - составной частью с наименьшим сроком изготовления), в совокупности с одновременным завершением изготовления ампулы и защитной пробки, с последующим одновременным завершением изготовления корпуса и установки ампулы в пробку позволяет избежать хранение ампулы, содержащей радиоактивный материал, в ожидании изготовления других составных частей ИИИ. В этом случае радиоактивность ампулы, содержащей радиоактивный материал, будет иметь наибольшую величину, в связи с чем срок эксплуатации ИИИ будет максимально возможным. Максимально увеличивается период между регламентными работами по замене отработавшего ИИИ на вновь изготовленный ИИИ, снижается стоимость изготовления и эксплуатации ИИИ.
Кроме того, любая другая последовательность изготовления составных частей ИИИ, отличная от вышеописанной, может сопровождаться вынужденным хранением не только ампулы, содержащей радиоактивный материал, но и защитного корпуса и защитной пробки, изготовленных ранее, чем требовалось. Это неоправданно повышает затраты на складское хозяйство, увеличивает стоимость изготовления ИИИ.
Например, если период изготовления пробки из материала с повышенной радиационной защитой и ампулы, содержащей радиоактивный материал, одинаков и составляет 20 дней, установка ампулы на защитную пробку составляет 1 день, а изготовление защитного корпуса из материала с повышенной радиационной защитой составляет 30 дней, то, например, в случае одновременного начала изготовления этих составных частей ИИИ, пробка с установленной ампулой будет находиться на складе в ожидании завершения изготовления защитного корпуса 9 дней. В этом случае, во-первых, снизится радиоактивность материала ампулы во время сборки ИИИ, что сократит срок эксплуатации ИИИ, уменьшит период между регламентными работами по замене отработавшего ИИИ, и, во-вторых, увеличатся затраты на изготовление ИИИ из-за вынужденного хранения на складе данных составных частей ИИИ.
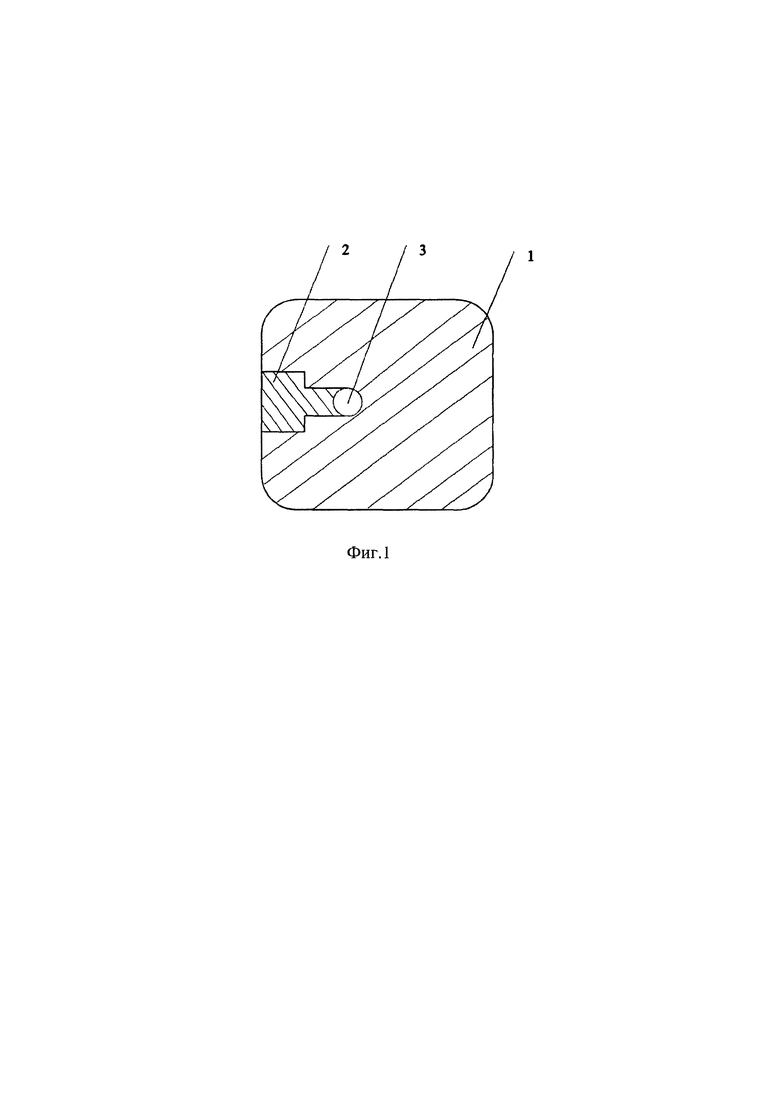
На фиг. 1 приведена схема ИИИ, где:
1 - защитный корпус из материала с повышенной радиационной защитой,
2 - защитная пробка из материала с повышенной радиационной защитой,
3 - ампула, содержащая радиоактивный материал.
Ампулу 3 устанавливают на защитную пробку 2, которую, в свою очередь, помещают в имеющееся отверстие защитного корпуса 1.
В качестве примера конкретного исполнения можно рассмотреть следующую ситуацию. Срок изготовления защитного корпуса 1 составляет 30 дней, защитной пробки 2-20 дней, ампулы 3-15 дней. Время установки ампулы 3 на защитную пробку 1 день. Время установки защитной пробки с установленной ампулой в отверстие корпуса 1 день.
В этом случае вначале запускают изготовление защитного корпуса I, имеющего наибольший срок изготовления. Затем, через 9 дней начинают изготавливать защитную пробку 2, а еще через 5 дней запускают изготовление ампулы 3, имеющей наименьший из перечисленных составных частей срок изготовления. Таким образом, завершение изготовления ампулы 3 и защитной пробки 2 происходит одновременно. Через один день (срок установки ампулы 3 на защитную пробку 2) защитную пробку 2 с установленной на ней ампулой 3 помещают в отверстие изготовленного в этот же день защитного корпуса 1.
Рассмотрим случай установки на защитную пробку 2 нескольких, например, двух ампул 3, срок изготовления каждой начинается и завершается в одно и то же время. Примем, что сроки изготовления защитного корпуса 1, защитной пробки 2, ампул 3 и время установки одной ампулы 3 на защитную пробку 2, а ее - в отверстие защитного корпуса 1 те же, что и в рассмотренном выше примере конкретного исполнения. Тогда, учитывая общее время установки ампул 3 на защитную пробку 2, составляющее 2 дня (по одному дню на установку каждой ампулы 3), защитную пробку 2 начинают изготавливать через 8 дней после начала изготовления защитного корпуса 1. Изготовление двух ампул 3 начинают через 5 дней после начала изготовления защитной пробки 2. Таким образом, завершение изготовления двух ампул 3 и защитной пробки 2 происходит одновременно. Через два дня (срок установки двух ампул 3 на защитную пробку 2) защитную пробку 2 с установленными на ней ампулами 3 помещают в отверстие изготовленного в этот же день защитного корпуса 1.
Таким образом, все составные части ИИИ после изготовления, сразу, минуя хранение на складе, начинают участвовать в сборке ИИИ. При этом ампула, содержащая радиоактивный материал, имеет максимальную радиоактивность. Тем самым увеличивается срок эксплуатации ИИИ, уменьшается стоимость изготовления ИИИ и технического обслуживания по замене потерявшего требуемую радиоактивность ИИИ на вновь изготовленный.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ ИСТОЧНИКА ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2555749C1 |
| Способ и устройство контроля герметичности капсул с источником ионизирующего излучения | 2016 |
|
RU2649080C9 |
| СПОСОБ СБОРКИ ИСТОЧНИКОВ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ НА ОСНОВЕ РАДИОНУКЛИДА КОБАЛЬТА-60 И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2558752C1 |
| ИСТОЧНИК ГАММА-ИЗЛУЧЕНИЯ С АКТИВНЫМ СЕРДЕЧНИКОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2035076C1 |
| Двухцелевой транспортный упаковочный комплект для технологического обращения и транспортирования по дорогам общего пользования изделий активной зоны реактора | 2022 |
|
RU2793228C1 |
| УСТРОЙСТВО РАДИАЦИОННОГО И ТЕМПЕРАТУРНОГО КОНТРОЛЯ ВЫВЕДЕННОГО ИЗ ЭКСПЛУАТАЦИИ УРАН-ГРАФИТОВОГО РЕАКТОРА | 2019 |
|
RU2716002C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ИСТОЧНИКА ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ | 2006 |
|
RU2336583C1 |
| СПОСОБ СБОРКИ ИСТОЧНИКОВ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ С ПРИМЕНЕНИЕМ КОМПЕНСАТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2560107C1 |
| ГЕНЕРАТОР РУБИДИЯ-82 И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2013 |
|
RU2546731C1 |
| ОБОРОТНЫЙ ТРАНСПОРТНЫЙ КОНТЕЙНЕР ДЛЯ НИЗКОАКТИВНЫХ И СРЕДНЕАКТИВНЫХ РАДИОАКТИВНЫХ ОТХОДОВ | 2022 |
|
RU2783912C1 |
Использование: изобретение относится к ядерной технике и может быть использовано при изготовлении и сборке источника ионизирующего излучения (ИИИ), входящего в состав устройств радиационного контроля качества материалов и изделий. Сущность изобретения: способ сборки источника ионизирующего излучения включает изготовление защитного имеющего отверстие корпуса из материалов с повышенной радиационной защитой, например из обедненного урана или сплава, содержащего вольфрам, защитной пробки, изготовленной из тех же материалов, по крайней мере, одной ампулы, содержащей радиоактивный материал. Ампулу устанавливают на защитной пробке, которую, в свою очередь, помещают в имеющееся отверстие защитного корпуса, при этом последовательность изготовления вышеупомянутых составных частей ИИИ определяют сроком их изготовления, начинают изготовление с составной части с наибольшим сроком изготовления, заканчивают - составной частью с наименьшим сроком изготовления, причем завершение изготовления ампулы проводят одновременно с завершением изготовления защитной пробки, завершение изготовления корпуса проводят одновременно с завершением установки ампулы в пробку. На защитную пробку могут устанавливать несколько ампул, при этом завершение изготовления последней ампулы проводят одновременно с завершением изготовления защитной пробки, завершение изготовления корпуса проводят одновременно с завершением установки последней ампулы на пробку. Технический результат: увеличение срока эксплуатации ИИИ, уменьшение технического обслуживания по замене потерявшего требуемую радиоактивность ИИИ на вновь изготовленный ИИИ. 1 з.п. ф-лы, 1 ил.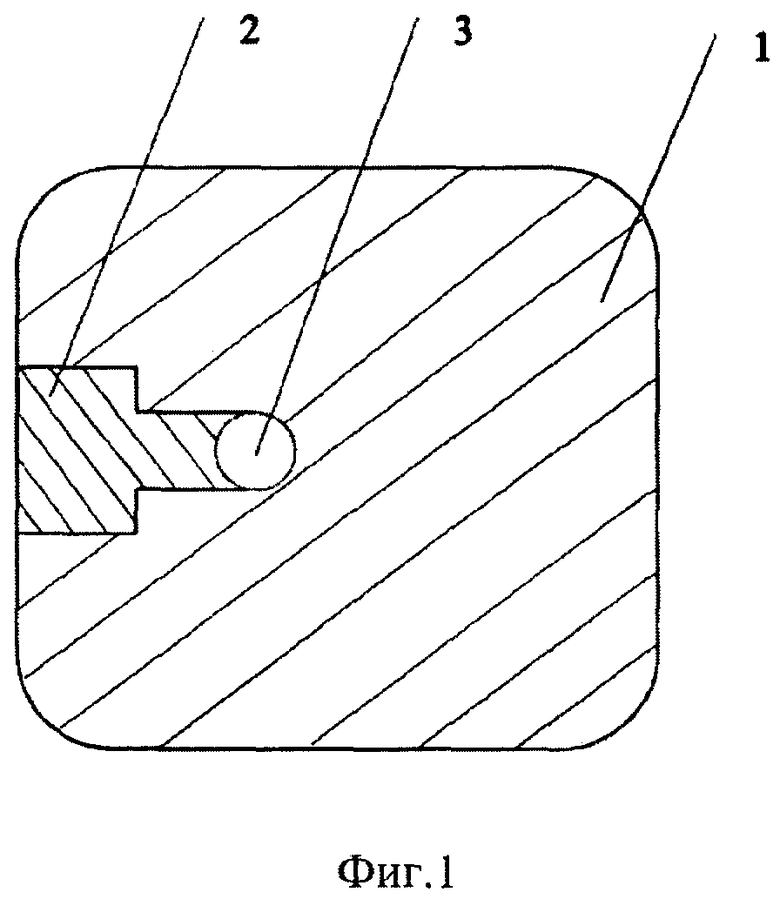
1. Способ сборки источника ионизирующего излучения, включающий изготовление защитного имеющего отверстие корпуса, изготовленного из материалов с повышенной радиационной защитой, например из обедненного урана или сплава, содержащего вольфрам, защитной пробки, изготовленной из тех же материалов, по крайней мере, одной ампулы, содержащей радиоактивный материал, ампулу устанавливают на защитной пробке, которую, в свою очередь, помещают в имеющееся отверстие защитного корпуса, при этом последовательность изготовления вышеупомянутых составных частей ИИИ определяют сроком их изготовления, начинают изготовление с составной части с наибольшим сроком изготовления, заканчивают - составной частью с наименьшим сроком изготовления, причем завершение изготовления ампулы проводят одновременно с завершением изготовления защитной пробки, завершение изготовления корпуса проводят одновременно с завершением установки ампулы на пробку.
2. Способ сборки источника ионизирующего излучения по п. 1, отличающийся тем, что на защитную пробку устанавливают несколько ампул, при этом завершение изготовления последней ампулы проводят одновременно с завершением изготовления защитной пробки, завершение изготовления корпуса проводят одновременно с завершением установки последней ампулы на пробку.
| СПОСОБ СБОРКИ ИСТОЧНИКОВ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ С ПРИМЕНЕНИЕМ КОМПЕНСАТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2560107C1 |
| СПОСОБ СБОРКИ ИСТОЧНИКОВ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ НА ОСНОВЕ РАДИОНУКЛИДА КОБАЛЬТА-60 И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2558752C1 |
| Способ и устройство сборки источника ионизирующего излучения | 2016 |
|
RU2639723C1 |
| Прибор для определения вкусовой чувствительности | 1929 |
|
SU30803A1 |
| US 6166388 A, 26.12.2000. | |||

