Область техники
Настоящее изобретение относится к фильтру курительного изделия и способу его изготовления.
Уровень техники
В качестве фильтра курительного изделия в основном используется ацетатный фильтр, в котором в качестве фильтрующего материала используется пучок волокон ацетата целлюлозы (ацетатное волокно). Тем не менее, в качестве фильтра курительного изделия известен пленочный фильтр, который сформирован сложенным гармошкой пленочным материалом путем его сгибания для формирования продольных путей воздушного потока и его обертывания бумажной лентой в качестве обертки жгута фильтра (например, см. патентный документ Великобритании № 2118423 и заявку на патент Японии публикация KOKAI № H9-294577). Пленочный фильтр имеет характеристики, обнаруживающие, по сравнению с ацетатным фильтром, более высокие скорости проникновения компонентов, которые дают вклад в основном в аромат при курении, что дает пользователю возможность наслаждаться ароматом изделия при курении.
Сущность изобретения
Техническая проблема
Настоящее изобретение сфокусировано на том, что причиной, по которой пленочный фильтр не используется широко, является то, что пленочный фильтр недостаточно твердый и имеет недостаточное сопротивление затяжке по сравнению с ацетатным фильтром. Недостаточная твердость фильтра вызывает у пользователя недостаточное ощущение использования (например, меньший комфорт от захвата или меньший комфорт при удержании губами), в то время как недостаточное сопротивление затяжке фильтра вызывает у пользователя ощущение затруднения при вдыхании. Следовательно, целью настоящего изобретения является обеспечение пленочного фильтра курительного изделия с достаточной твердостью фильтра и достаточным сопротивлением фильтра затяжке, при этом сохраняя свойства фильтрации пленочного фильтра.
Решение проблемы
В одном аспекте предлагается фильтр курительного изделия, содержащий:
фильтрующий материал в форме круглого цилиндра с первой и второй торцевыми поверхностями и боковой поверхностью, и включающий гофрированную пленку с участками гребней и участками впадин, расположенными поочередно, участки гребней и участи впадин продолжаются от первой торцевой поверхности до второй торцевой поверхности для формирования множества путей воздушного потока, которые обеспечивают возможность прохождения воздуха от первой торцевой поверхности ко второй торцевой поверхности;
множество частиц, расположенных в путях воздушного потока; и
бумажную обертку фильтра, обертывающую фильтрующий материал, чтобы боковая поверхность была покрыта бумажной оберткой фильтра.
В другом аспекте предлагается фильтр курительного изделия, содержащий:
фильтрующий материал с низкой фильтрацией с производительностью фильтра при фильтрации смол 40% или менее, когда сопротивление затяжке фильтра составляет 90 мм водяного столба;
множество частиц, расположенных в пустотах фильтрующего материала с низкой фильтрацией; и
бумажную обертку фильтра, обертывающую фильтрующий материал с низкой фильтрацией.
В другом аспекте предлагается курительное изделие, содержащее упомянутый выше фильтр курительного изделия.
В другом аспекте предлагается сигарета, содержащая:
упомянутый выше фильтр курительного изделия;
табачный стержень, содержащий табачный наполнитель и присоединенный к одному концу фильтра; и
ободочную бумагу, обернутую вокруг фильтра и табачного стержня, чтобы соединить фильтр и табачный стержень.
В другом аспекте предлагается способ изготовления фильтра курительного изделия, включающий:
добавление множества частиц на гофрированную пленку;
формирование фильтрующего материала путем собирания гофрированной пленки для получения множества путей воздушного потока в продольном направлении и достижения формы круглого цилиндра в целом, тем самым, располагая частицы в путях воздушного потока; и
обертывание фильтрующего материала бумажной оберткой фильтра для получения фильтра.
Полезный эффект изобретения
По настоящему изобретению можно обеспечить пленочный фильтр курительного изделия с достаточной твердостью фильтра и достаточным сопротивлением затяжке фильтра при сохранении свойств фильтрации пленочного фильтра.
Краткое описание чертежей
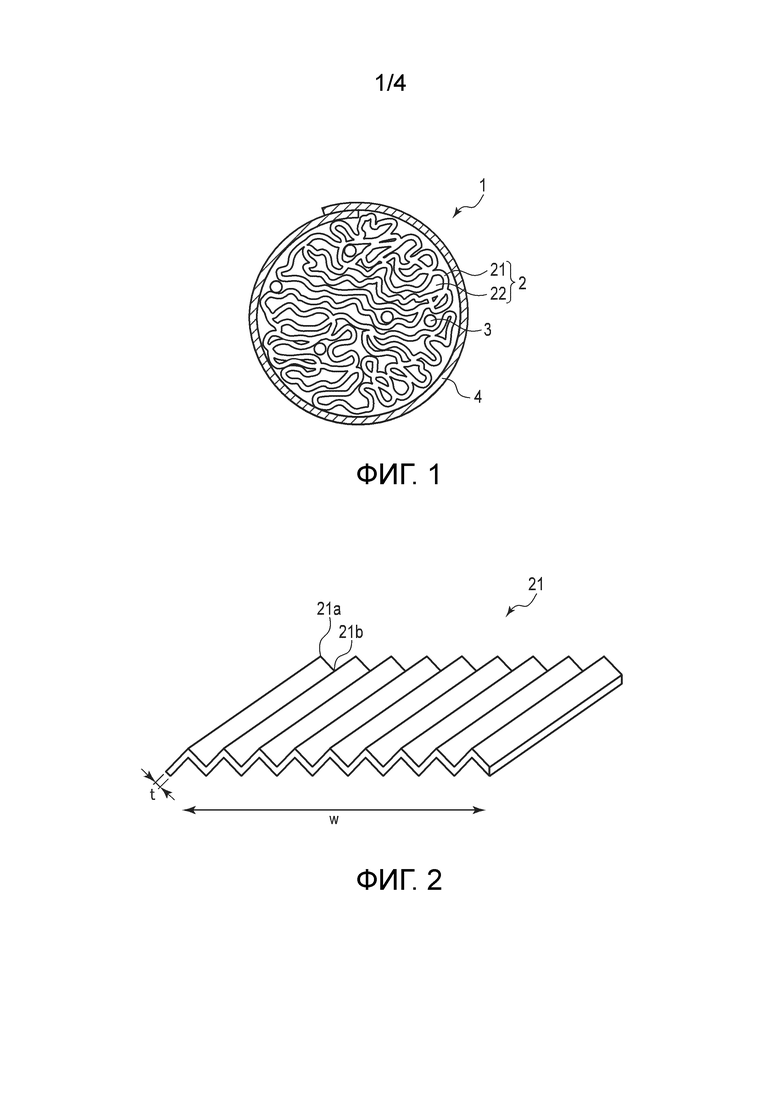
На фиг. 1 показан вид в разрезе примера фильтра курительного изделия;
На фиг. 2 представлен вид, показывающий толщину и ширину гофрированной пленки;
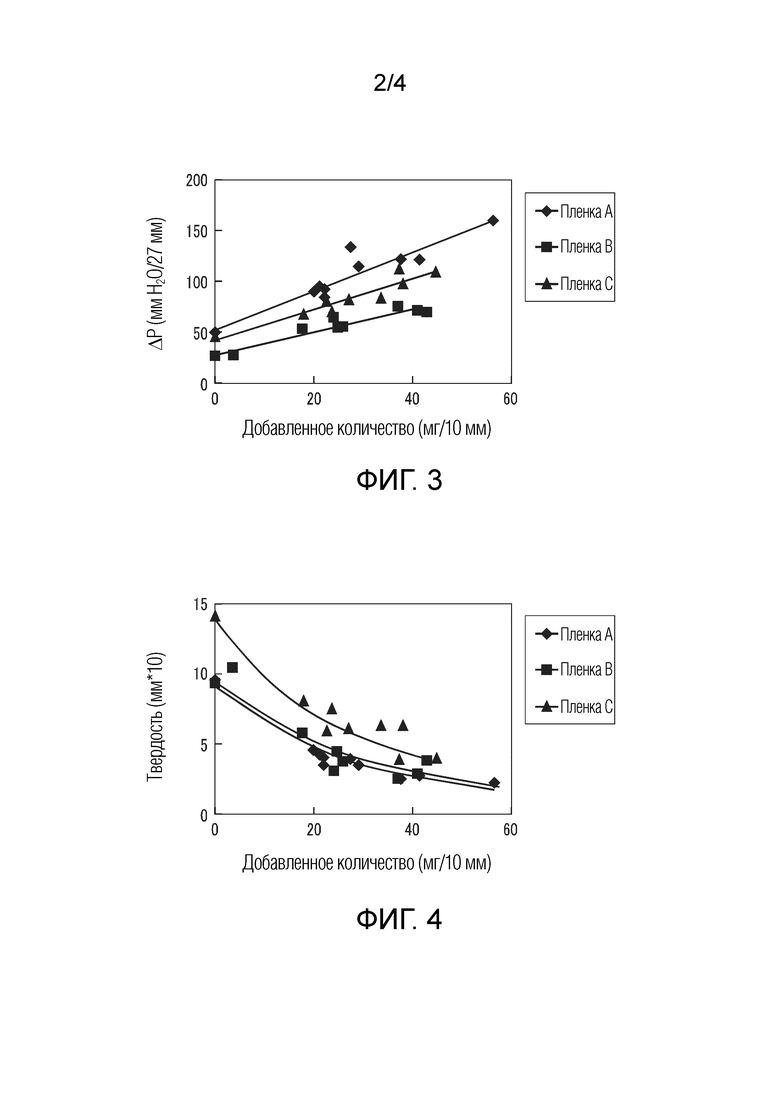
На фиг. 3 представлен график зависимости сопротивления затяжки фильтра от количества добавленных частиц;
На фиг. 4 представлен график зависимости твердости фильтра от количества добавленных частиц;
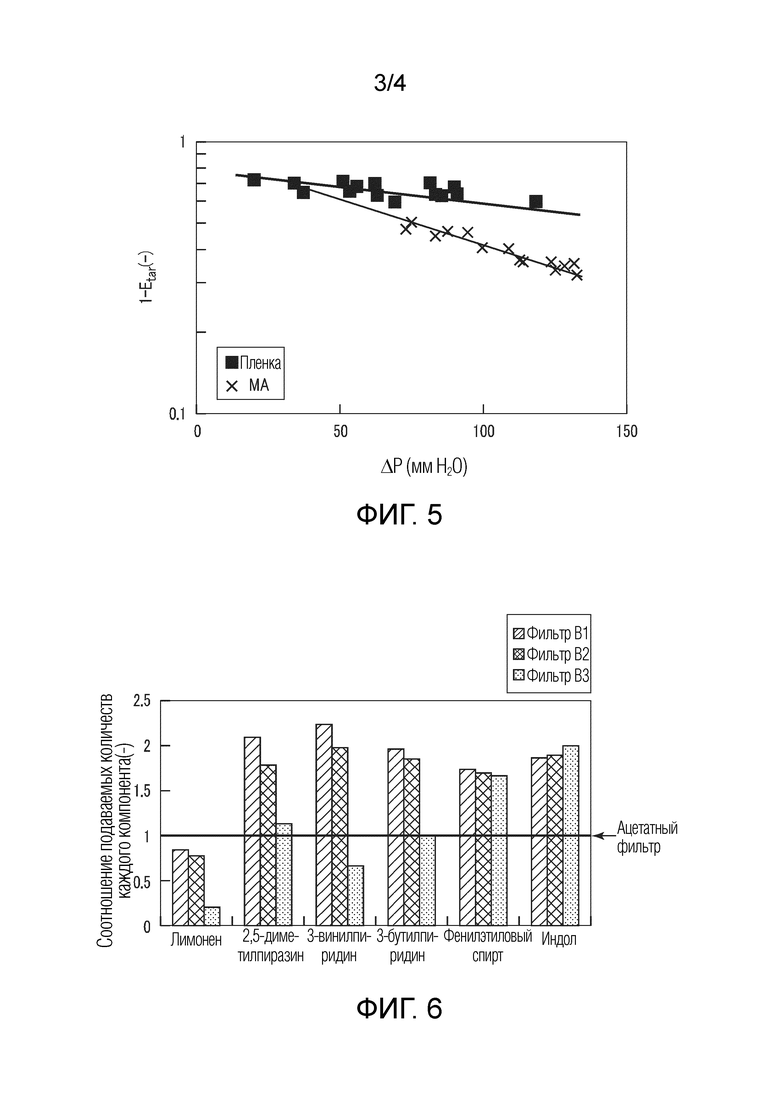
На фиг. 5 представлен график зависимости сопротивления затяжке фильтра от степени фильтрации смол;
На фиг. 6 представлен график результатов соотношений подаваемых количеств полулетучих компонентов;
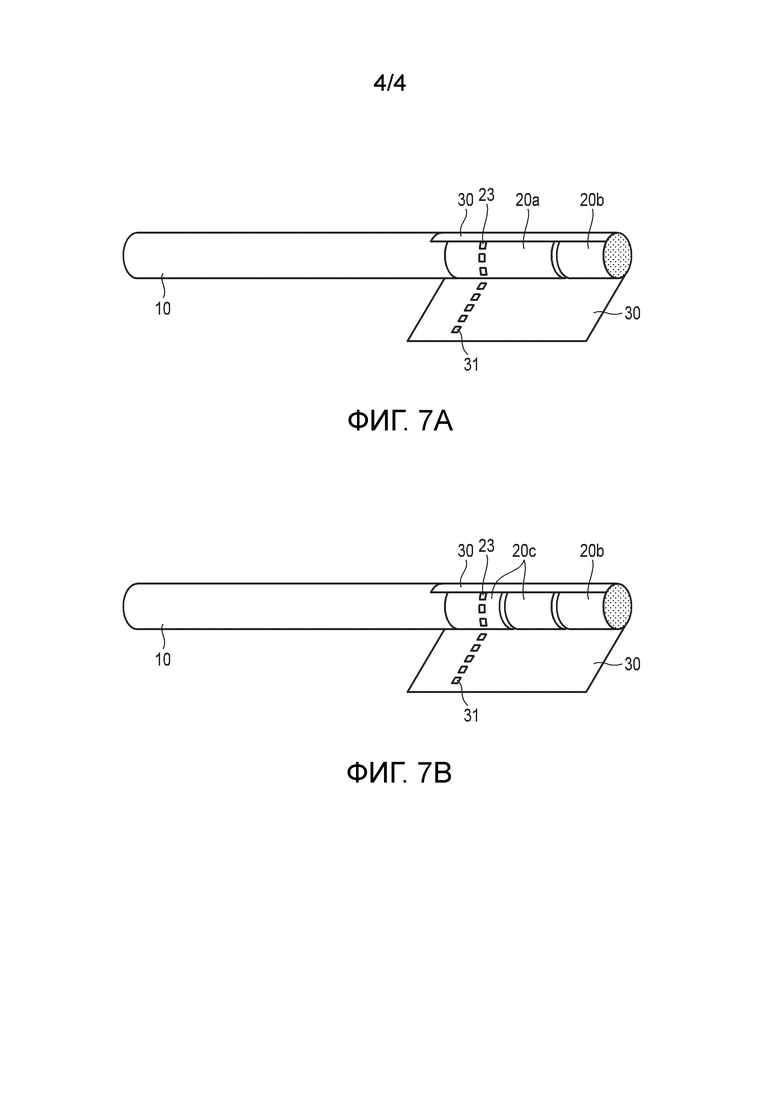
На фиг. 7A схематично показана сигарета, оцениваемая в примере 2; и
На фиг. 7B схематично показана сигарета, оцениваемая в примере 2.
Подробное описание
Далее описано настоящее изобретение, но следующее описание предназначено для цели подробного пояснения изобретения и не подразумевает ограничения настоящего изобретения им.
1. Фильтр курительного изделия
На фиг. 1 показан в разрезе пример фильтра курительного изделия. Фильтр 1 курительного изделия по фиг. 1 включает:
фильтрующий материал 2 в форме круглого цилиндра с первой и второй торцевыми поверхностями и боковой поверхностью, содержащий гофрированную пленку 21 с участками гребней и участками впадин, расположенными поочередно, участки гребней и участки впадин продолжаются от первой торцевой поверхности до второй торцевой поверхности для формирования множества путей 22 воздушного потока, которые обеспечивают возможность прохождения воздуха от первой торцевой поверхности ко второй торцевой поверхности;
множество частиц 3, расположенных в путях 22 воздушного потока; и
бумажную обертку 4 фильтра, обертывающую фильтрующий материал, чтобы боковая поверхность была покрыта бумажной оберткой фильтра.
В другом аспекте фильтр 1 курительного изделия включает:
фильтрующий материал 2, сформированный путем собирания гофрированной пленки 21 с наличием множества путей 22 воздушного потока в продольном направлении и имеющий формой круглого цилиндра в целом;
множество частиц 3, расположенных в путях 22 воздушного потока; и
бумажную обертку 4 фильтра, обертывающую фильтрующий материал 2.
В следующем описании фильтр курительного изделия также может быть упомянут просто, как фильтр.
Фильтрующий материал имеет форму круглого цилиндра с первой и второй торцевыми поверхностями и боковой поверхностью. Фильтрующий материал сформирован собирания гофрированной пленки таким образом, чтобы были сформированы несколько путей воздушного потока в продольном направлении (способ собирания), и фильтрующий материал обернут бумажной оберткой фильтра. Таким образом, первая и вторая торцевые поверхности выглядят, как будто в них есть поры, за счет присутствия путей воздушного потока. Первая и вторая торцевые поверхности не являются полностью плоскими, и, точнее говоря, боковая поверхность имеет неровность. Первая и вторая торцевые поверхности необязательно являются идеально круглыми и могут быть эллиптическими.
Гофрированная пленка 21, из которой состоит фильтрующий материал, упоминается, как пленка со складками типа гармошки, т.е., пленка, в которой участки 21a гребней и участки 21b впадин расположены поочередно (см. фиг. 2). Участки гребней и участки впадин гофрированной пленки продолжаются от первой торцевой поверхности до второй торцевой поверхности фильтрующего материала для формирования множества путей воздушного потока, которые обеспечивают возможность прохождения воздуха от первой торцевой поверхности ко второй торцевой поверхности.
Гофрированная пленка может быть изготовлена применением широко известного способа добавления складок типа гармошки. Такой способ также называется способом гофрирования, сгибания складок или крепирования и широко известен. Например, в публикации заявки на патент Японии, публикация KOKAI № H9-294577, предлагается способ добавления складок путем пропускания листа исходного материала для бумажного табачного фильтра между двумя гибочными вальцами.
Предпочтительно гофрированная пленка представляет собой пленку, сформированную из расплавленного материала пленки. Способ формирования пленки из расплавленного материала пленки широко известен, его примеры включают способ Т-образной экструзионной головки (способ литья) и способ раздува. Пленка может быть растянута по одной оси или по двум осям после формирования расплавленного материала пленки.
Если гофрированная пленка является пленкой, сформированной из расплавленного материала пленки, она по существу непроницаема для воздуха. В этом случае гофрированная пленка не формируется из скопления волокон (например, бумага или нетканый материал). То есть, гофрированная пленка не является пленкой, формуемой в виде листа путем приложения силы сжатия или нагревания волокон.
Если гофрированная пленка формируется из расплавленного материала пленки, она имеет характеристики однородной поверхности по сравнению с формированием гофрированной пленки из скопления волокон. Такие характеристики пленки (т.е., однородные характеристики поверхности) дают вклад в предотвращение внедрения частиц, расположенных в путях воздушного потока, в пленку в направлении по толщине. Если частицы расположены в путях воздушного потока без внедрения в пленку, они могут эффективно давать вклад в повышение сопротивления затяжке фильтра и также могут эффективно давать вклад в повышение твердости фильтра.
Более предпочтительно гофрированная пленка представляет собой высокомолекулярную полимерную пленку. Даже более предпочтительно гофрированная пленка является полимерной пленкой. В частности, гофрированная пленка является пленкой из полиолефина или полиэфира. Более конкретно, гофрированная пленка является пленкой из полипропилена, полибутиленсукцината, адипината полибутиленсукцината, полиэтилена, поливинилхлорида, полиэтилентерефталата, полимолочной кислоты, ацетата целлюлозы или пленкой, сформированной из двух или более типов материалов, составляющих эти пленки. Гофрированной пленкой также может быть биологически разлагаемая пленка. Если гофрированная пленка сформирована из двух или более типов пленочных материалов, гофрированная пленка может быть изготовлена путем соединения (смешивания) пленочных материалов в виде гранул исходного материала и их расплавления для получения пленки. Таким образом, если гофрированная пленка сформирована из двух или более типов материалов пленки, можно регулировать различные физические свойства, такие как термостойкость или удлинение при растяжении гофрированной пленки.
Гофрированная пленка в основном имеет толщину от 30 до 200 мкм, предпочтительно от 30 до 100 мкм. Толщиной называется толщина пленки до образования складок. Когда пленка имеет толщину в пределах указанного выше диапазона, маловероятно частичное повреждение (разрыв) при создании складок.
Гофрированная пленка в основном имеет шаг гофры от 0,5 до 1,5 мм, предпочтительно от 0,5 до 1,0 мм. Шаг гофры - это среднее значение расстояния между соседними складками, когда складки гофрированной пленки растянуты до плоского состояния. Если шаг гофры превышает 1,5 мм, становится трудно достичь идеально круглого сечения, когда гофрированная пленка собирается складками для формирования формы круглого цилиндра в целом. Шаг менее 0,5 мм не подходит с точки зрения точности формирования складок и долговечности гибочных вальцов.
В одной гофрированной пленке предпочтительно, чтобы складки (т.е. рифление) были предусмотрены равномерно (т.е. с одинаковым шагом) по всей площади пленки.
Гофрированная пленка имеет удлинение при растяжении в основном 100% или более, предпочтительно от 100 до 1000%, более предпочтительно от 150 до 800%. Удлинение при растяжении относится к величине, измеряемой путем проведения испытаний на растяжение пленки до формирования складок. Удлинение при растяжении может быть определено проведением испытаний на растяжение по стандарту ASTM D882 и использованием результата испытаний по следующей формуле:
Удлинение при растяжении (%) = 100 × (L−L0) / L0
(где L - длина пленки при разрыве, и L0 - первоначальная длина пленки (до испытаний))
Если пленка имеет удлинение при растяжении в пределах указанного выше диапазона, по всей вероятности при формировании складок не происходит частичного повреждения (разрыва). Если в гофрированной пленке происходит повреждение (разрыв), гофрированная пленка частично пропускает воздух, что приводит к увеличению степени фильтрации смол/никотина в зависимости от сопротивления затяжке фильтра, когда сформирован фильтр с пленкой.
Кроме того, если пленка имеет большое удлинение при растяжении, изготовленный фильтр имеет большое сопротивление затяжке фильтра (см. фиг. 3). Следовательно, сопротивление затяжке фильтра можно отрегулировать посредством выбора материала пленки на основе характеристик удлинения при растяжении.
Описанная выше гофрированная пленка получена собиранием пленки таким образом, чтобы существовало несколько путей воздушного потока в продольном направлении, а также в целом была форма круглого цилиндра, тем самым, формируется фильтрующий материал. То есть, фильтрующий материал сформирован из гофрированной пленки, имеет множество путей воздушного потока, проходящими в продольном направлении, образованными пустотами в гофрированной пленке, и имеет форму круглого цилиндра в целом.
Уровень заполнения гофрированной пленки в фильтре, т.е., коэффициент наполнения гофрированной пленки предпочтительно составляет от 10 до 40%, более предпочтительно от 20 до 40%. “Коэффициент наполнения” определяется по следующей формуле:
Коэффициент наполнения (%) = {(толщина пленки × ширина пленки) / площадь поперечного сечения фильтра} × 100.
Толщина и ширина гофрированной пленки обозначены t и w, соответственно, на фиг. 2. Ширина пленки (w) относится к ширине пленки, измеренной с растянутыми складками.
Если коэффициент наполнения меньше 10%, частицы, расположенные в путях воздушного потока, просто удерживаются в путях воздушного потока и легко выпадают. Кроме того, в этом случае из-за высокой доли путей воздушного потока необходимо добавлять большое число частиц, чтобы отрегулировать сопротивление затяжке, в результате чего поверхность фильтра по всей вероятности будет неровной. С другой стороны, если коэффициент наполнения выше 40%, становится трудно сформировать фильтр на высокой скорости из-за упругости пленки, и часто возникают проколы на обернутом участке, приклеенном при обертывании бумажной оберткой фильтра. Коэффициент наполнения может быть отрегулирован соответствующим образом в пределах указанного выше диапазона в отношении достижения нужной твердости фильтра и сопротивления затяжке фильтра.
Если фильтрующий материал сформирован собиранием гофрированной пленки, фильтрующий материал может быть сформирован путем собирания одиночной гофрированной пленки в виде круглого цилиндра по способу, которым они сложены, или фильтрующий материал может быть сформирован собиранием множества гофрированных пленок в виде круглого цилиндра.
Как указано выше, если фильтрующий материал сформирован собирания гофрированной пленки, пустоты в гофрированной пленке образуют несколько путей воздушного потока, проходящих в продольном направлении. В настоящем изобретении множество частиц расположено в путях воздушного потока. Когда частицы расположены в путях воздушного потока, они дают вклад в повышение твердости и сопротивления затяжке пленочного фильтра (см. фиг. 3 и 4). Предпочтительно, чтобы частицы были расположены таким образом, чтобы они заполняли пути воздушного потока, не внедряясь в гофрированную пленку, и это может эффективно давать вклад в повышение твердости фильтра и повышение сопротивления затяжке фильтра.
Частицы имеют диаметр частиц предпочтительно от 10 до 70 меш (т.е. отверстиями от 1,7 до 0,212 мм), более предпочтительно от 12 до 70 меш (т.е. отверстиями от 1,4 до 0,212 мм), более предпочтительно от 10 до 42 меш (т.е. отверстиями от 1,7 до 0,355 мм) на базе стандарта JIS Z8801-1 (2006). Диаметр частиц от 10 до 70 меш относится к размеру частицы, которая проходит через сито калибром 10 меш, но не через сито калибром 70 меш.
Частицы диаметром в пределах указанного выше диапазона могут заполнять пути воздушного потока, чтобы эффективно давать вклад в повышение сопротивления затяжке фильтра, и они легко удерживаются в путях воздушного потока надежным образом без использования связующего вещества, такого как адгезив или пластификатор. Если используются частицы, которые не проходят через сито калибром 10 меш, неравномерность частиц по всей вероятности проявляется на поверхности фильтра, что может влиять на качество склеивания при приклеивании ободочной бумаги для присоединения фильтра к табачному стержню. Если используются частицы, проходящие через сито с отверстиями меньшего размера, чем сито калибра 70 меш, частицы по всей вероятности будут выпадать из торцевой поверхности среза фильтра.
Частицы могут быть расположены в путях воздушного потока без использования связующего вещества, такого как адгезив или пластификатор, или могут быть расположены в путях воздушного потока с использованием связующего вещества. Примеры адгезива, используемого в качестве связующего вещества, включают: поливинилацетат; поливиниловый спирт; полиэтиленгликоль; водорастворимые простые или сложные эфиры; полисахариды, такие как пектин, агар, крахмал, гуаровая камедь, каррагинан, геллановая камедь, ксантановая камедь, камедь бобов рожкового дерева, аравийская камедь, тамариндовая камедь, альгиновая кислота или альгинаты; жиры и масла; натуральные полимеры (например, белок); воски, такие как парафин; и производные целлюлозы, такие как CMC (карбоксиметилцеллюлоза), HEC (гидроксиэтилцеллюлоза) или HPMC (гидроксипропилметилцеллюлоза). Пластификатором, используемым в качестве связующего вещества, может быть вещество с текучестью относительно используемой пленки. В качестве пластификатора могут быть использованы, например, триацетин или триэтилцитрат для пленки из ацетата целлюлозы.
Если используется связующее вещество, выпадение частиц может быть снижено. Связующее вещество может быть нанесено на поверхность пленки или поверхность частиц. Путем выбора типа используемого связующего вещества можно выборочно удалять конкретный компонент из компонентов дыма и добиться более предпочтительного аромата при курении.
В случае использования пленки с характеристиками при расплавлении при повышенной температуре без использования связующего вещества, тепло прикладывается к фильтру до или после формирования фильтра, чтобы частично расплавить пленку, тем самым, увеличивается площадь контакта с частицами или частичное слияние пленки с частицами, чтобы частицы могли удерживаться в путях воздушного потока надежным образом.
Частицы содержатся в количестве от предпочтительно 20 до 100 мг, более предпочтительно от 20 до 60 мг, даже более предпочтительно от 20 до 50 мг, на 10 мм длины фильтра, когда длина окружности фильтра составляет 24,0 мм. Количество добавленных частиц можно соответствующим образом отрегулировать в пределах указанного выше диапазона с учетом достижения нужного сопротивления затяжке фильтра.
Если длина окружности фильтра меняется, количество добавленных частиц может быть рассчитано таким образом, чтобы количество добавленных частиц на единицу объема фильтра было тем же самым. В частности, количество Ax [мг] добавленных частиц, когда длина окружности фильтра составляет X [мм], может быть рассчитано по следующей формуле:
Ax=A24 × Vx/V24,
(где A24 - количество [мг] добавленных частиц, когда длина окружности фильтра составляет 24,0 мм, Vx - объем фильтра [мм3], когда длина окружности фильтра составляет X [мм], и V24 - объем фильтра [мм3], когда длина окружности фильтра составляет 24,0 мм).
Например, если длина окружности фильтра составляет 20,0 мм, частицы содержатся в количестве предпочтительно от 13,9 до 41,7 мг, более предпочтительно от 20,8 до 34,7 мг, на 10 мм длины фильтра.
Эти частицы предпочтительно имеют характеристики и относительно слабого поглощения по отношению к компонентам всей паровой фазы основного потока дыма, т.е., частицы имеют относительно малую удельную площадь поверхности. В частности, предпочтительны частицы с удельной площадью поверхности BET от 1 до 500 м2/г, и более предпочтительны частицы с удельной площадью поверхности BET от 1 до 100 м2/г. Нижний предел 1 м2/г указывает предел обнаружения или ниже.
Частицы также могут быть слабо поглощающими частицами, которые по существу не устраняют всех компонентов паровой фазы основного потока дыма. Когда такие слабо поглощающие частицы добавлены в фильтрующий материал, сформированный из гофрированной пленки, низкие характеристики фильтрации фильтрующего материала и низкие характеристики поглощения частиц могут обеспечивать для пользователя улучшенный аромат табака (т.е., ощущение большего удовлетворения).
Примеры слабо поглощающих частиц включают частицы, выбранные из частиц целлюлозы, частиц ацетата целлюлозы, частиц карбоната кальция, частиц активированного угла с низкой степенью активации, частиц неактивированного угля и комбинации этих частиц. Эти частицы по существу не удаляют каких-либо компонентов паровой фазы основного потока дыма.
В отношении частиц целлюлозы и частиц ацетата целлюлозы см. публикацию WO2013/084661.
Частицы ацетата целлюлозы могут обладать любой средней степенью ацетилирования, но частицы триацетата целлюлозы с высокой средней степенью ацетилирования от 2,76 до 3,0 предпочтительны с точки зрения непоглощения различных создающих аромат летучих компонентов, присутствующих в сигаретной пачке при хранении сигарет. Средняя степень ацетилирования может быть измерена в соответствии со способом фильтрации: ASTM D871-96. Степень замещения ацетильной группой ацетата целлюлозы, полученная по этому способу измерений, обнаружила нормальное распределение и, следовательно, определяется, как “средняя степень ацетилирования”. Например, частицы ацетата целлюлозы могут быть подготовлены путем использования имеющихся в продаже хлопьев триацетата целлюлозы в качестве исходного материала, путем их распыления до нужного диаметра частиц с помощью форсунки, например, дробилки, и их распределения по размеру с помощью сита. В другом способе изготовления могут быть использованы имеющиеся в продаже хлопья триацетата целлюлозы в качестве исходного материала путем их распыления с помощью форсунки, например, дробилки, выполнения прессования в форме полученного порошка гранулятором компрессионного типа, дополнительного распыления полученной спрессованной части и их распределения по размеру.
Частицы целлюлозы могут быть подготовлены путем использования имеющегося в продаже порошка микрокристаллической целлюлозы и т.д. в качестве исходного материала, выполнения его прессования гранулятором компрессионного типа, распыления полученной спрессованной части и их распределения по размеру.
Частицами активированного угля с низкой степенью активации могут быть частицы активированного угля с удельной площадью поверхности BET от 300 до 1000 м2/г. Кроме того, частицами неактивированного угля могут быть частицы угля с удельной площадью поверхности BET от 1 до 300 м2/г.
В альтернативном варианте частицами могут быть выборочно поглощающие частицы, которые выборочно удаляют конкретный раздражающий компонент из компонентов паровой фазы основного потока дыма. Когда такие выборочно поглощающие частицы добавляются в фильтрующий материал, сформированный из гофрированной пленки, характеристики низкой фильтрации фильтрующего материала и характеристики выборочного удаления компонента частиц могут обеспечивать для пользователя улучшенный аромат табака (т.е. ощущение большего удовлетворения), при этом раздражение подавляется.
Такими выборочно поглощающими частицами являются, например, частицы, выбранные из гидроталькитного соединения, и частицы анионообменной смолы (например, анионообменной смолы амберлит Amberlite, предлагаемой для продажи компанией Organo Corporation). В частности, частицы гидроталькитного соединения могут выборочно удалять альдегидные соединения из компонентов паровой фазы основного потока дыма.
Частицы гидроталькитного соединения являются частицами широко известного соединения со слоистой структурой, аналогичной структуре гидроталькита. Например, см. публикацию WO2003/056947.
Гидроталькитное соединение представлено следующей общей формулой:
[M 2+ 1-x M 3+ x (OH)2] [(A n-) x/n ⋅ m H2O]
где M 2+ - двухвалентный ион металла, выбранный из группы, состоящей из ионов Mg, Zn, Ni и Ca; M 3+ - ион Al; A n- - n-валентный анион, выбранный из группы, состоящей из CO3, SO4, OOC-COO, Cl, Br, F, NO3, Fe(CN)6 3-, Fe(CN)6 4-, анионов фталевой кислоты, изофталевой кислоты, терефталевой кислоты, малеиновой кислоты, алкенов и их производных, оксиянтарной кислоты, ортооксибензойной кислоты, акриловой кислоты, адипиновой кислоты, бутандикислоты, лимонной кислоты и сульфоновой кислоты; x удовлетворяет условию 0,1 < x < 0,4; и m удовлетворяет условию 0 < m < 2.
В указанных выше общих формулах предпочтительно, чтобы M 2+ представлял собой ион Mg, M 3+ - ион Al, A n- - CO3 2- или SO4 2-, x удовлетворял условию 0,1 < x < 0,4, и m удовлетворяло условию 0 < m < 2. Гидроталькитное соединение на базе Mg-Al является стабильным в случае, когда значение x попадает в диапазон от 0,20 до 0,33. Приведенная выше формула наиболее предпочтительно имеет вид Mg6Al2(OH)16CO3·4H2O.
Гидроталькитное соединение на базе Mg-Al может быть изготовлено путем добавления карбоната щелочного металла или и карбоната щелочного металла, и едкой щелочи к водному раствору, содержащему водорастворимую соль магния и любое из водорастворимой соли алюминия, выбранной из сульфата алюминия, ацетата алюминия и сульфата алюминия или алюминиевой кислоты, и осуществления реакции при поддержании pH реагирующей смеси на уровне 8,0 или выше. Полученное гидроталькитное соединение может быть распылено и распределено, тем самым, подготавливаются частицы гидроталькитного соединения.
Частицы гидроталькитного соединения и частицы анионообменной смолы (например, анионообменной смолы Amberlite, предлагаемой для продажи компанией Organo Corporation) могут быть гранулированными и распределенными по размеру для обработки с предпочтительным диаметром частиц. В качестве способа грануляции предпочтительна грануляция посредством экструзионного формования или грануляции посредством прессования в форме, поскольку легко получить частицы с удельной площадью поверхности BET 500 м2/г или менее. В частности, предпочтительна грануляция экструзионным формованием, поскольку легко получить частицы с удельной площадью поверхности BET 100 м2/г или менее.
Как указано выше, частицы могут не только давать вклад в повышение твердости фильтра и повышение сопротивления затяжке фильтра, но также менять степень фильтрации компонентов паровой фазы основного потока дыма путем изменения типа или добавленного количества. Например, упомянутые выше частицы с низким поглощением и упомянутые выше частицы с выборочным поглощением могут быть использованы в комбинации. В этом случае, хотя слабо поглощающие частицы по существу не удаляют каких-либо компонентов паровой фазы основного потока дыма, частицы с выборочным поглощением дают вклад в выборочное удаление вызывающего раздражение компонента. Тем самым, можно выборочно удалять вызывающий раздражение компонент, сохраняя свойства фильтрации пленочного фильтра.
В альтернативном варианте, с точки зрения увеличения изменений аромата при курении курительного изделия, вместо описанных выше слабо поглощающих частиц и выборочно поглощающих частиц можно использовать неизбирательно поглощающие частицы со способностью обширного удаления всех компонентов паровой фазы основного потока дыма неизбирательно, например, частиц активированного угля, цеолита, пористого оксида алюминия или силикагеля. В качестве активированного угля может быть использован активированный уголь, полученный путем активации, распыления и распределения по размеру исходного материала из скорлупы кокосового ореха, пальмы или угля. В этом случае удельная площадь поверхности BET активированного угля может составлять от 1000 до 1800 м2/г. За счет комбинации свойства низкой фильтрации смол пленочного фильтра и высокой поглощающей способности компонентов паровой фазы неизбирательно поглощающих частиц можно получить новый аромат при курении, который не был достигнут ранее.
Фильтр по настоящему изобретению содержит описанный выше фильтрующий материал, сформированный из гофрированной пленки и имеющий пути воздушного потока, описанные выше частицы, расположенные в путях воздушного потока, и бумажную обертку фильтра, обертывающую фильтрующий материал. В качестве бумажной обертки фильтра может быть использована бумага, в основном используемая для обертывания фильтрующего материала, из ацетата целлюлозы.
Как указано выше, фильтр по настоящему изобретению содержит фильтрующий материал, сформированный из гофрированной пленки и включающий пути воздушного потока, и частицы, расположенные в путях воздушного потока. При такой структуре фильтр по настоящему изобретению может обладать низкими степенями фильтрации всех компонентов основного потока дыма и может достигать достаточной твердости фильтра и достаточного сопротивления затяжке фильтра. Поэтому курительное изделие с фильтром по настоящему изобретению может обеспечивать для пользователя комфорт при захвате и комфорт удержания губами, без ощущения дискомфорта и может также обеспечивать для пользователя умеренное сопротивление вдыханию и улучшенное ощущение от табака (большее удовлетворение от вдыхания).
Фильтр по настоящему изобретению имеет длину окружности предпочтительно от 16 до 26 мм, более предпочтительно от 24 до 26 мм. То есть, фильтр имеет диаметр предпочтительно от 5,1 до 8,3 мм, более предпочтительно от 7,6 до 8,3 мм.
Для достаточной твердости фильтра он может обладать твердостью от 2 до 10 [мм*10]. Для достаточного сопротивления затяжке фильтра он может обладать сопротивлением затяжке от 50 до 140 мм H2O на 10 мм длины фильтра.
Для измерения твердости фильтра используется измерительное устройство, изготовленное компанией Cerulean Corporation, с нагрузкой 300 г и надавливающей поверхностью площадью 113 мм2 круглой формы, чтобы измерить величину деформации [мм](ΔD) при надавливании на фильтр в течение 10 секунд. По измеренному значению твердость фильтра может быть рассчитана по следующей формуле.
Твердость фильтра [мм*10] = ΔD × 10
Перед измерением твердости фильтра его оставляют на 12 часов или более в условиях температуры 22°C и влажности 60%, а затем выполняют измерение.
При установлении твердости фильтра на 10 [мм*10] или менее, т.е., “твердости, при которой фильтр не слишком мягкий”, пользователь может ощущать комфортный захват, комфорт удержания губами и комфорт прикусывания, без какого-либо дискомфорта. Кроме того, при установлении твердости фильтра на 10 [мм*10] или менее не возникает неожиданной деформации фильтра, например, когда золу удаляют постукиванием сигареты при курении, или когда сигарету тушат вдавливанием горящей сигареты в пепельницу в конце курения. Кроме того, при установлении твердости фильтра на 2 [мм*10] или более, т.е., “твердости, которая не слишком высока”, этап приклеивания и присоединения сигаретного стержня и стержня фильтра ободочной бумагой при изготовлении сигареты может быть выполнен на высокой скорости с использованием существующего устройства для изготовления сигарет.
Сопротивление затяжке фильтра измеряется в соответствии со способом по стандарту ISO (ISO 6565) путем использования, например, устройства для измерения затяжки фильтра, изготовленного компанией Cerulean Corporation. Сопротивление затяжки фильтра указывает перепад давлений между первой и второй торцевыми поверхностями, когда воздух с заранее определенной скоростью потока (17,5 куб. см/с) протекает от одной торцевой поверхности (первая торцевая поверхность) до другой торцевой поверхности (вторая торцевая поверхность), при этом воздух не проходит через боковую поверхность фильтра. Единицей измерения в основном является давление в мм H2O. Известно, что соотношение между сопротивлением затяжки фильтра и длиной фильтра является пропорциональной зависимостью в обычно используемом диапазоне длин (от 5 до 200 мм), и если длина удвоена, сопротивление затяжки фильтра удваивается.
При установлении сопротивления затяжке фильтра в пределах указанного выше диапазона можно добиться сопротивления вдыханию, которое не вызывает ощущения дискомфорта, когда пользователь выкуривает курительное изделие (например, сигарету).
В другом аспекте фильтр курительного изделия по настоящему изобретению включает:
фильтрующий материал с низкой фильтрацией со степенью фильтрации смол 40% или менее при сопротивлении затяжке фильтра 90 мм H2O;
множество частиц, расположенных в пустотах фильтрующего материала с низкой фильтрацией; и
бумажную обертку фильтра, обертывающую фильтрующий материал с низкой фильтрацией.
“Степень фильтрации смол (%) при сопротивлении затяжке фильтра 90 мм H2O” может быть получена следующим образом. Степень фильтрации смол (E_tar) (в: %) в фильтре рассчитывается по следующей формуле с использованием количества генерируемых смол (Tar_0) сигареты в случае, когда оцениваемый на степень фильтрации смол фильтр не присоединен, и количество генерируемых смол (Tar_1) сигареты в случае, когда указанный выше фильтр присоединен.
E_tar [%] = {(Tar_0 - Tar_1) / Tar_0} x 100
Кроме того, степень проникновения смол (%) в фильтре представлена формулой: 100 - E_tar.
Для измерения количества смол курение выполняли с использованием автоматической курительной машины с постоянным объемом поршневого типа (RM20/CS, изготовленной компанией Borgwaldt KC, Inc.) при условиях выдуваемого объема 17,5 мл/с, длительности выдувания 2 с/выдувание и частоте выдуваний 1 выдувание/мин. Никотин и необезвоженные смолы в дыме, который проходит через фильтр, собирали фильтром из стекловолокна (кембриджский фильтр), и “количество никотина” и “массу влаги” измеряли с использованием газового хроматографа (7890A, изготовленного компанией Agilent). Количество смол измеряли посредством гравиметрического способа. Разность между массой фильтра из стекловолокна до курения и после курения представляет собой массу необезвоженных смол, и по этой массе необезвоженных смол массу никотина и массу влаги вычитали, чтобы получить “количество смол”.
Фильтрующим материалом с низкой фильтрацией со степенью фильтрации смол 40% или менее при сопротивлении затяжке фильтра 90 мм H2O является, например, фильтрующий материал, описанный выше, то есть, фильтрующий материал, который имеет форму круглого цилиндра с первой и второй торцевыми поверхностями и боковой поверхностью и содержит гофрированную пленку с участками гребней и участками впадин, расположенными поочередно, причем участки гребней и участки впадин продолжаются от первой торцевой поверхности до второй торцевой поверхности, чтобы сформировать несколько путей воздушного потока, которые позволяют воздуху протекать от первой торцевой поверхности до второй торцевой поверхности. Другими словами, фильтрующим материалом с низкой фильтрацией со степенью фильтрации смол 40% или менее при сопротивлении затяжке фильтра 90 мм H2O является, например, фильтрующий материал, сформированный собиранием гофрированной пленки для получения множества путей воздушного потока в продольном направлении и имеющий форму круглого цилиндра в целом.
В обычном многослойном заполненном волокном фильтре (т.е., ацетатном фильтре) степень фильтрации смол при сопротивлении затяжке фильтра 90 мм H2O составляет приблизительно 55%. Фильтр по настоящему изобретению имеет сопротивление затяжке, аналогичным сопротивлению затяжке обычного многослойного заполненного волокном фильтра, но может достигать степени фильтрации смол значительно ниже, чем у обычного многослойного заполненного волокном фильтра. Таким образом, по настоящему изобретению может обеспечиваться курительное изделие с сопротивлением вдыханию без ощущения дискомфорта и превосходный аромат табака. В частности, когда в качестве частиц используются упомянутые выше “слабо поглощающие частицы”, можно обеспечить курительное изделие с сопротивлением вдыханию без ощущения дискомфорта и улучшенный аромат табака. В альтернативном варианте, когда в качестве частиц используются упомянутые выше “избирательно поглощающие частицы”, можно обеспечить курительное изделие с сопротивлением вдыханию без ощущения дискомфорта и улучшенным ароматом табака при подавлении раздражения. В альтернативном варианте, когда в качестве частиц выбраны упомянутые выше “неизбирательно поглощающие частицы”, можно обеспечить курительное изделие с сопротивлением вдыханию без ощущения дискомфорта и новым ароматом табака, которого не было ранее.
2. Курительное изделие
В другом аспекте предлагается курительное изделие, содержащее фильтр курительного изделия по настоящему изобретению. Примеры курительного изделия включают: курительное изделие горючего типа, такое как сигарета, в котором горит табачный наполнитель; курительное изделие термического, но не горючего типа, в котором нагрев осуществляется без горения табачного наполнителя; и курительное изделие без нагревания, в котором ароматические компоненты табачного наполнителя вдыхаются без горения или нагревания табачного наполнителя. Примеры курительного изделия с нагревом без горения включают: изделие для вдыхания, относящееся к типу углеродосодержащего источника тепла, который нагревает табачный наполнитель с теплотой сгорания углеродосодержащего источника тепла (см., например, публикацию WO2006/073065); изделие для вдыхания с электрическим типом нагревания, предусмотренное с ингалятором и нагревательным устройством для электрического нагрева ингалятора (см., например, публикацию WO2010/110226); и устройство для вдыхания, относящееся к типу распыления жидкости, которое распыляет, посредством нагрева, источник жидкой аэрозоли, содержащий источник курительного аромата (см., например, публикацию WO2015/046385). Примеры курительного изделия, относящегося к типу без нагрева, включают: ингалятор аромата, который содержит держатель для вдыхания и табачный наполнитель, заполняющий основной путь потока держателя для вдыхания, через который вдыхаются ароматизирующие компоненты табачного наполнителя (см., например, публикацию WO2010/095659).
Сигарета по настоящему изобретению включает:
фильтр курительного изделия по настоящему изобретению;
табачный стержень, содержащий табачный наполнитель и присоединенный к одному концу фильтра; и
ободочную бумагу, обернутую вокруг фильтра и табачного стержня для соединения фильтра и табачного стержня.
Как указано выше, курительное изделие по настоящему изобретению предусмотрено с фильтром по настоящему изобретению, что позволяет обеспечить для пользователя удобство при захвате, комфорт при удержании губами и комфорт прикусывания, без ощущения какого-либо дискомфорта при этом, а также умеренное сопротивление вдыханию и улучшенное ощущение табака.
3. Способ изготовления фильтра курительного изделия
Способ изготовления фильтра курительного изделия по настоящему изобретению включает следующие этапы:
добавление множества частиц на гофрированную пленку;
формирование фильтрующего материала путем собирания гофрированной пленки для получения множества путей воздушного потока в продольном направлении и достижения формы круглого цилиндра в целом, тем самым, расположения частиц в путях воздушного потока; и
обертывание фильтрующего материала бумажной оберткой фильтра для получения фильтра.
Этот способ может быть выполнен с использованием широко известных устройств для изготовления стержней фильтров, например, с использованием устройства, предложенного в заявке на патент Японии, публикация KOKAI № H1-243979 или в заявке на патент Японии KOKAI, публикация № H9294577.
Этот способ может включать этап приклеивания накладывающегося участка бумажной обертки фильтра после обертывания фильтрующего материала бумажной оберткой фильтра.
Кроме того, этот способ может включать этап распыления жидкой добавки (т.е. жидкого связующего вещества), содержащей связующее вещество, например, адгезив или пластификатор на гофрированную пленку после этапа добавления множества частиц на гофрированную пленку. В частности, этот способ может включать этап нанесения жидкой добавки, содержащей связующее вещество, такое как адгезив или пластификатор, на поверхность гофрированной пленки и поверхности частиц распылением или подобным, между этапом добавления множества частиц на гофрированную пленку и этапом формирования фильтрующего материала путем собирания гофрированной пленки для получения множества путей воздушного потока в продольном направлении и имеющего форму круглого цилиндра в целом. В альтернативном варианте этот способ может включать этап нанесения жидкой добавки, содержащей связующее вещество, такое как адгезив или пластификатор, на поверхность гофрированной пленки путем распыления или подобного, перед этапом добавления множества частиц на гофрированную пленку. Включение этапа нанесения связующего вещества позволяет частицам надежно удерживаться в путях воздушного потока.
Кроме того, этот способ может дополнительно включать этап, после этапа обертывания фильтрующего материала бумажной оберткой фильтра для получения фильтра, нагревания полученного фильтра. В частности, после этапа обертывания фильтрующего материала бумажной оберткой фильтра для получения фильтра, фильтр, полученный обертыванием фильтрующего материала бумажной оберткой фильтра, может подвергнуться этапу размещения фильтра в емкости для обработки с высокой окружающей температурой в течение заранее определенного периода времени, этапу нагрева микроволновым излучением или этапу нагрева посредством применения горячего воздуха. Путем включения любого из этих этапов, если добавлена жидкая добавка, содержащая связующее вещество, можно способствовать сушке жидкой добавки, содержащей связующее вещество, в то время как, если жидкая добавка, содержащая связующее вещество не добавлена, поверхность пленки частично расплавляется для увеличения площади адгезии между частицами и пленкой, тем самым, частицы надежно удерживаются на пленке.
Кроме того, этот способ может дополнительно включать этап нагрева гофрированной пленки перед умеренным полурасплавом поверхности гофрированной пленки до этапа добавления множества частиц на гофрированную пленку. В частности, путем нагрева заранее двух металлических крепирующих вальцов, которые добавляют рифление на пленку, можно нагреть пленку параллельно с формированием рифленой формы и умеренно полурасплавить поверхность пленки. Это увеличивает площадь адгезии между добавленными частицами и пленкой, и частицы могут надежно удерживаться на пленке.
4. Многосегментный фильтр
Фильтр курительного изделия по настоящему изобретению может быть использован в качестве обычного фильтра (т.е. монофильтра) или в качестве сегмента фильтра многосегментного фильтра. Если фильтр по настоящему изобретению используется в качестве сегмента фильтра многосегментного фильтра, остальной сегмент(ы) фильтра могут быть совмещены в продольном направлении с фильтром по настоящему изобретению, тем самым, формируя многосегментный фильтр. Что касается остальных сегментов фильтра, например, фильтра, сформированного из обычного слоя, заполненного волокном ацетата целлюлозы, может быть использована полая бумажная трубка, не содержащая фильтрующего материала, с запрессованной основной частью, сформированной из пластика или металла и т.д.
Выбор сегментов фильтра, используемых в комбинации с фильтром по настоящему изобретению, или порядок компоновок выше по потоку/ниже по потоку может быть определен в соответствии с различными целями. Например, если курящий знаком с внешним видом фильтра, сформированного из обычного слоя, заполненного волокном ацетата целлюлозы, чтобы он не ощущал дискомфорта от внешнего вида поверхности мундштучного конца фильтра, фильтр по настоящему изобретению может быть предусмотрен, как сегмент выше по потоку, в то время как фильтр, сформированный из слоя, заполненного волокном ацетата целлюлозы, может быть предусмотрен, как сегмент ниже по потоку. Это позволяет предотвратить ощущение дискомфорта у курящего, связанного с внешним видом поверхности конца мундштука, помимо эффекта, полученного за счет фильтра по настоящему изобретению. Кроме того, если сегмент фильтра, содержащий элемент с функцией выпускания аромата (например, ароматические гранулы), и фильтр по настоящему изобретению используются в сочетании, можно расширить варианты аромата курительного изделия.
В случае многосегментного фильтра длина каждого сегмента фильтра может быть приблизительно выбрана в соответствии с назначением, и число сегментов фильтра может быть выбрано подходящим образом в соответствии с назначением. Фильтр, в котором скомбинированы два сегмента, в основном называется двойным фильтром, в то время как фильтр, в котором скомбинированы три сегмента, в основном называется тройным фильтром. Многосегментный фильтр может быть изготовлен, например, приготовлением каждого сегмента фильтра и отрезанием сегментов фильтра заранее определенной длины, с последующим их обертыванием наружной бумажной оберткой фильтра.
5. Предпочтительные варианты осуществления
Предпочтительные варианты осуществления кратко указаны далее.
[1] Фильтр курительного изделия, содержащий:
фильтрующий материал в форме круглого цилиндра с первой и второй торцевыми поверхностями и боковой поверхностью, и содержащий гофрированную пленку с участками гребней и участками впадин, расположенными поочередно, участки гребней и участки впадин продолжаются от первой торцевой поверхности до второй торцевой поверхности для формирования множества путей воздушного потока, которые обеспечивают возможность прохождения воздуха от первой торцевой поверхности ко второй торцевой поверхности;
множество частиц, расположенных в путях воздушного потока; и
бумажную обертку фильтра, обертывающую фильтрующий материал таким образом, чтобы боковая поверхность была покрыта бумажной оберткой фильтра.
[2] Фильтр курительного изделия, содержащий:
фильтрующий материал, сформированный собиранием гофрированной пленки для создания множества путей воздушного потока в продольном направлении, имеющий форму круглого цилиндра в целом;
множество частиц, расположенных в путях воздушного потока; и
бумажную обертку фильтра, обертывающую фильтрующий материал.
[3] Фильтр курительного изделия по п. [1] или [2], в котором гофрированная пленка представляет собой пленку, сформированную из расплавленного материала пленки.
[4] Фильтр курительного изделия по п. [3], в котором гофрированная пленка представляет собой пленку, по существу непроницаемую для воздуха.
[5] Фильтр курительного изделия по любому из пп. [1]-[4], в котором гофрированная пленка имеет толщину от 30 до 200 мкм, предпочтительно от 30 до 100 мкм.
[6] Фильтр курительного изделия по любому из пп. [1]-[5], в котором гофрированная пленка имеет удлинение при растяжении 100% или более, предпочтительно от 100 до 1000%, более предпочтительно от 150 до 800%.
[7] Фильтр курительного изделия по любому из пп. [1]-[6], в котором гофрированная пленка имеет шаг рифления от 0,5 до 1,5 мм, предпочтительно от 0,5 до 1,0 мм.
[8] Фильтр курительного изделия по любому из пп. [1]-[7], в котором гофрированная пленка содержится с коэффициентом заполнения от 10 до 40%, предпочтительно от 20 до 40%.
[9] Фильтр курительного изделия по любому из пп. [1]-[8], в котором частицы имеют диаметр частиц от 10 до 70 меш, предпочтительно от 12 до 70 меш, предпочтительно от 10 до 42 меш, на основе стандарта JIS Z8801-1 (2006).
[10] Фильтр курительного изделия по любому из пп. [1]-[9], в котором частицы содержатся в количестве от 20 до 100 мг, предпочтительно от 20 до 60 мг, более предпочтительно от 20 до 50 мг, на 10 мм длины фильтра, когда длина окружности фильтра составляет 24,0 мм.
[11] Фильтр курительного изделия по любому из пп. [1]-[10], причем фильтр курительного изделия имеет длину окружности от 16 до 26 мм.
[12] Фильтр курительного изделия по любому из пп. [1]-[10], причем фильтр курительного изделия имеет диаметр от 5,1 до 8,3 мм, предпочтительно от 7,6 до 8,3 мм.
[13] Фильтр курительного изделия по любому из пп. [1]-[12], в котором гофрированная пленка представляет собой пленку высокомолекулярного полимера.
[14] Фильтр курительного изделия по любому из пп. [1]-[13], в котором гофрированная пленка представляет собой полимерную пленку.
[15] Фильтр курительного изделия по любому из пп. [1]-[14], в котором гофрированная пленка представляет собой пленку из полиолефина или сложного полиэфира.
[16] Фильтр курительного изделия по любому из пп. [1]-[15], в котором пленка является пленкой, выбранной из полипропиленовой пленки, пленки из полибутиленсукцината, пленки из адипата полиэтиленсукцината, пленки из полиэтилена, пленки из поливинилхлорида, пленки из полиэтилентерефталата, пленки из полимолочной кислоты, пленки из ацетата целлюлозы и пленки, сформированной из двух или более типов материалов, составляющих эти пленки.
[17] Фильтр курительного изделия по любому из пп. [1]-[16], в котором гофрированная пленка является биологически разлагаемой пленкой.
[18] Фильтр курительного изделия по любому из пп. [1]-[17], в котором частицами являются частицы с удельной площадью поверхности BET от 1 до 500 м2/г, предпочтительно от 1 до 100 м2/г.
[19] Фильтр курительного изделия по любому из пп. [1]-[18], в котором частицами являются частицы, выбранные из частиц целлюлозы, частиц ацетата целлюлозы, частиц карбоната кальция, частиц активированного угля с низкой степенью активации, частиц неактивированного угля и комбинацией указанных частиц.
[20] Фильтр курительного изделия по любому из пп. [1]-[19], в котором частицами являются частицы, выбранные из частиц гидроталькитного соединения и частиц анионообменной смолы.
[21] Фильтр курительного изделия по любому из пп. [1]-[20], в котором частицами являются частицы гидроталькитного соединения, представленного следующей общей формулой:
[M 2+ 1-x M 3+ x (OH)2] [(A n-) x/n ⋅ m H2O]
где M 2+ - двухвалентный ион металла, выбранный из группы, состоящей из ионов Mg, Zn, Ni и Ca; M 3+ - ион Al; A n- - n-валентный анион, выбранный из группы, состоящей из CO3, SO4, OOC-COO, Cl, Br, F, NO3, Fe(CN)6 3-, Fe(CN)6 4-, анионов фталевой кислоты, изофталевой кислоты, терефталевой кислоты, малеиновой кислоты, алкенов и их производных, оксиянтарной кислоты, ортооксибензойной кислоты, акриловой кислоты, адипиновой кислоты, бутандикислоты, лимонной кислоты и сульфоновой кислоты; x удовлетворяет условию 0,1 < x < 0,4; и m удовлетворяет условию 0 < m < 2.
[22] Фильтр курительного изделия по п. [21], в котором M 2+ - ион Mg, M 3+ - ион Al, A n- - CO3 2- или SO4 2-, x удовлетворяет условию 0,1 < x < 0,4, и m удовлетворяет условию 0 < m < 2, в общей формуле.
[23] Фильтр курительного изделия по п. [22], в котором x попадает в пределы диапазона от 0,20 до 0,33.
[24] Фильтр курительного изделия по п. [21], в котором общая формула следующая Mg6Al2(OH)16CO3⋅4H2O.
[25] Фильтр курительного изделия по любому из пп. [1]-[24], в котором частицами являются частицы, выбранные из частиц активированного угля, частиц цеолита, частиц оксида алюминия, частиц силикагеля и комбинации указанных частиц.
[26] Фильтр курительного изделия по любому из пп. [1]-[18], в котором частицы представляют собой комбинацию частиц, упомянутых в п. [19], и частиц, упомянутых в любом из п.п. [20]-[24].
[27] Фильтр курительного изделия по любому из пп. [1]-[26], в котором частицы расположены в путях воздушного потока за счет связующего вещества.
[28] Фильтр курительного изделия по любому из пп. [1]-[26], в котором связующим веществом является адгезив или пластификатор.
[29] Фильтр курительного изделия по любому из пп. [1]-[28], в котором фильтр курительного изделия имеет сопротивление затяжке от 50 до 140 мм H2O на 10 мм длины фильтра.
[30] Фильтр курительного изделия по любому из пп. [1]-[29], в котором фильтр курительного изделия имеет твердость от 2 до 10 мм*10.
[31] Фильтр курительного изделия, содержащий:
фильтрующий материал с низкой фильтрацией со степенью фильтрации смол 40% или менее, когда сопротивление затяжке фильтра составляет 90 мм H2O;
множество частиц, расположенных в пустотах фильтрующего материала с низкой фильтрацией; и
бумажную обертку фильтра, обертывающую фильтрующий материал с низкой фильтрацией.
[32] Фильтр курительного изделия по п. [31], в котором фильтрующим материалом с низкой фильтрацией является фильтрующий материал в форме круглого цилиндра с первой и второй торцевыми поверхностями и боковой поверхностью, и содержащий гофрированную пленку с участками гребней и участками впадин, расположенными поочередно, участки гребней и участки впадин продолжаются от первой торцевой поверхности до второй торцевой поверхности для формирования множества путей воздушного потока, которые обеспечивают возможность прохождения воздуха от первой торцевой поверхности ко второй торцевой поверхности.
[33] Фильтр курительного изделия по п. [31], в котором фильтрующим материалом с низкой фильтрацией является фильтрующий материал, сформированный собирания гофрированной пленки для создания множества путей воздушного потока в продольном направлении, имеющий форму круглого цилиндра в целом.
[34] Курительное изделие, содержащее фильтр курительного изделия по любому из п.п. [1]-[33].
[35] Курительное изделие по п. [34], причем курительное изделие относится к курительному изделию горючего типа, в котором сжигается табачный наполнитель.
[36] Курительное изделие по п. [34], причем курительное изделие относится к курительному изделию нагреваемого, но не горючего типа, которое нагревается без сжигания табачного наполнителя.
[37] Курительное изделие по п. [36], в котором курительное изделие нагреваемого, но не горючего типа представляет собой изделие для вдыхания, относящееся к типу углеродосодержащих источников тепла, в котором нагревается табачный наполнитель с теплотой сгорания угольного источника тепла; изделие для вдыхания, относящееся к типу электрического нагрева, предусмотренное с ингалятором и нагревательным устройством для электрического нагрева ингалятора; или устройство для вдыхания, относящееся к типу распыления жидкости, которое распыляет, посредством нагрева, жидкий источник аэрозоли, содержащий источник курительного аромата.
[38] Курительное изделие по п. [34], причем курительное изделие является курительным изделием негорючего типа, в котором ароматические компоненты табачного наполнителя вдыхаются без горения или нагревания табачного наполнителя.
[39] Курительное изделие по п. [38], причем курительным изделием негорючего типа является ароматический ингалятор, который содержит держатель для ингаляции и табачный наполнитель, заполняющий путь основного потока держателя для ингаляций, и в который вдыхаются ароматические компоненты табачного наполнителя.
[40] Сигарета, содержащая:
фильтр курительного изделия по любому из пп. [1]-[33];
табачный стержень, включающий табачный наполнитель и присоединенный к одному концу фильтра; и
ободочную бумагу, обертывающую фильтр и табачный стержень для соединения фильтра и табачного стержня.
[41] Способ изготовления фильтра курительного изделия, включающий этапы:
добавления множества частиц на гофрированную пленку;
формирования фильтрующего материала путем собирания гофрированной пленки для получения множества путей воздушного потока в продольном направлении, имеющего форму круглого цилиндра в целом, тем самым, расположения частиц в путях воздушного потока; и
обертывания фильтрующего материала бумажной оберткой фильтра для получения фильтра.
[42] Способ по п. [41], в котором фильтр курительного изделия является фильтром курительного изделия по любому из пп. [1]-[33].
[43] Способ по п. [41] или [42], дополнительно включающий этап приклеивания наложенного участка бумажной обертки фильтра после этапа обертывания фильтрующего материала бумажной оберткой фильтра для получения фильтра.
[44] Способ по любому из пп. [41]-[43], дополнительно включающий этап распыления жидкого связующего вещества на гофрированную пленку после этапа добавления множества частиц на гофрированную пленку.
[45] Способ по любому из пп. [41]-[43], дополнительно включающий этап распыления жидкого связующего вещества на гофрированную пленку перед этапом добавления множества частиц на гофрированную пленку.
[46] Способ по п. [44] или [45], в котором жидкое связующее вещество содержит адгезив или пластификатор в качестве связующего вещества.
[47] Способ по любому из пп. [41]-[46], дополнительно включающий этап нагревания фильтра после этапа обертывания фильтрующего материала бумажной оберткой фильтра для получения фильтра.
[48] Способ по любому из пп. [41]-[46], дополнительно включающий этап нагревания фильтра перед этапом обертывания фильтрующего материала бумажной оберткой фильтра для получения фильтра.
[49] Способ по любому из пп. [41]-[46], дополнительно включающий этап нагревания гофрированной пленки перед этапом добавления множества частиц на гофрированную пленку.
Примеры
[Пример 1]
1. Подготовка фильтра
1-1. Подготовка гофрированной пленки
Пленки с A по C, описанные далее, использовали для подготовки гофрированных пленок.
Пленка A: Полипропиленовая пленка (продается компанией Mitsui Chemicals Tohcello, Inc.)
толщина: 50 мкм
удлинение при растяжении: 700%
Пленка B: пленка из полибутиленсукцината FZ91 (продается компанией Mitsubishi Chemical Corporation)
толщина: 50 мкм
удлинение при растяжении: 160%
Пленка C: Пленка из адипата полиэтиленсукцината FD92 (продается компанией Mitsubishi Chemical Corporation)
толщина: 50 мкм
удлинение при растяжении: 380%
По мере того, как пленки A-C, намотанные на бобины, разматываются, они проходят между двумя крепирующими вальцами с канавкой (вальцы для тиснения), чтобы выполнить сгибание. Каждый из крепирующих вальцов с канавкой имеет на его поверхности множество канавок, продолжающихся параллельно в направлении по периферии с шагом 1 мм. Тем самым, множество канавок (складок типа гармошки) добавлено на пленке вдоль направления перемещения пленки, и изготавливаются гофрированные пленки A-C.
1-2. Подготовка фильтрующего материала, содержащего частицы
При использовании гофрированных пленок A-C (ширина пленки (w): 260 мм) содержащие частицы фильтрующие материалы A-C были подготовлены следующим образом.
В качестве частиц использовались частицы гидроталькитного соединения (сорт: G-7, купленные в компании Kyowa Chemical Industry Co., Ltd.). Частицы обладали диаметром частиц 10-42 меш и удельной площадью поверхности BET 65 м2/г. Частицы добавляли на гофрированные пленки в количестве от 20 до 45 мг на 10 мм длины фильтра.
После этого, гофрированные пленки собирали в сложенном виде для формирования путей воздушного потока в продольном направлении и создания цилиндра в целом круглой формы, тем самым, подготавливая содержащие частицы фильтрующие материалы. Таким образом, изготавливаются содержащие частицы фильтрующие материалы A-C с частицами, расположенными в путях воздушного потока.
С другой стороны, фильтрующие материалы A-C сформированы из гофрированных пленок A-C по одному и тому же способу, за исключением того, что частицы не были добавлены. Фильтрующие материалы A-C имеют степень фильтрации смол от приблизительно 30 до 35%, когда сопротивление затяжке фильтра составляет 90 мм H2O.
1-3. Изготовление фильтра
Содержащие частицы фильтрующие материалы A-C были обернуты бумажной оберткой фильтра (бумага, изготовленная главным образом из древесного волокна, толщина 110 мкм, основная масса 52 г/м3, проницаемость для воздуха 7000 [условных единиц]) для изготовления фильтров A-C.
Фильтры A-C имеют диаметр 7,7 мм, длиной окружности 24,1 мм и длиной 120 мм. Кроме того, в фильтрах A-C соотношение наполнения гофрированной пленки составило 28%.
2. Оценки
2-1. Оценка 1 (соотношение между количеством добавленных частиц и сопротивлением затяжки фильтра).
Для каждого из фильтров A-C количество добавленных частиц менялось для изучения соотношения между количеством добавленных частиц и сопротивлением затяжки фильтра.
Сопротивление затяжки фильтра было измерено по стандартному способу ISO (ISO 6565) с использованием, например, устройства для измерения затяжки фильтра, изготовленного компанией Cerulean Corporation.
На фиг. 3 показано соотношение между количеством добавленных частиц и сопротивлением затяжки фильтра. На фиг. 3 количество добавленных частиц указывает количество, добавленное на 10 мм длины фильтра. На фиг. 3 сопротивление затяжки фильтра представлено сопротивлением затяжке [мм H2O] на длину фильтра 27 мм. Поскольку сопротивление затяжки фильтра пропорционально длине фильтра, если должно быть получено, например, значение сопротивления затяжке на 10 мм длины фильтра, сопротивление затяжке [мм H2O] на длину фильтра 27 мм умножается на 10/27, тем самым, получается сопротивление затяжке [мм H2O] на 10 мм длины фильтра.
Для всех фильтров A-C сопротивление затяжки фильтра увеличивалось по мере возрастания количества добавленных частиц. По сравнению с фильтрами A-C, сопротивление затяжки фильтра было больше, поскольку удлинение пленки при растяжении было больше. Эти результаты показывают, что требуемое сопротивление затяжке фильтра может быть предусмотрено путем регулировки типов пленки (удлинение при растяжении) и количества добавленных частиц.
2-2. Оценка 2 (соотношение между количеством добавленных частиц и твердостью фильтра).
Для каждого из фильтров A-C количество добавленных частиц менялось для изучения соотношения между количеством добавленных частиц и твердостью фильтра.
Твердость фильтра измерялась следующим образом.
Для твердости фильтра было использовано измерительное устройство для твердости фильтра, изготовленное компанией Cerulean Corporation с нагрузкой 300 г и надавливающей поверхностью площадью 113 мм2 круглой формы, чтобы измерить степень деформации [мм](ΔD) при надавливании на фильтр в течение 10 с. По измеренному значению твердость фильтра рассчитывали по следующей формуле.
Твердость фильтра [мм*10] = ΔD × 10
Перед измерением твердости фильтра его оставляли на 12 часов или более в условиях температуры 22°C и влажности 60%, а затем выполняли измерение.
На фиг. 4 показана зависимость количества добавленных частиц и твердости фильтра. На фиг. 4 количество добавленных частиц указывает количество, добавленное на 10 мм длины фильтра. Для всех фильтров A-C твердость фильтра возрастала в соответствии с увеличением количества добавленных частиц. Кроме того, по сравнению с фильтрами A-C пленки A и B безусловно выражают твердость фильтра по сравнению с пленкой C. Эти результаты показывают, что требуемая твердость фильтра может быть предусмотрена за счет регулировки типа пленки (материал) и количества добавленных частиц.
2-3. Оценка 3 (зависимость между сопротивлением затяжки фильтра и степенью проницаемости для смол).
Для каждого из фильтров A-C сопротивление затяжки фильтра менялось для изучения зависимости между сопротивлением затяжки фильтра и степенью проницаемости для смол. В качестве контроля также для обычного ацетатного фильтра изучали зависимость между сопротивлением затяжки фильтра и степенью проницаемости для смол.
Сопротивление затяжки фильтра было измерено по статье стандартного способа ISO (ISO 6565) с использованием измерительного устройства для сопротивления затяжки фильтра, изготовленного компанией Cerulean Corporation.
Степень проницаемости для смол измерялась путем присоединения фильтров A-C, сопротивление затяжки фильтра которых менялось, и обычного ацетатного фильтра к табачному стержню следующим образом.
Фильтры A-C и обычный ацетатный фильтр отрезали по длине 20 мм. Разрезанные фильтры присоединяли целлофановой лентой к части табачного стержня имеющихся в продаже сигарет MEVIUS SUPER LIGHTS (компании JAPAN TOBACCO INC.), у которых удаляли фильтр, и их торцевые поверхности плотно присоединяли друг к другу. Затем ацетатные фильтры для подготовки образца сигареты с той же самой длиной окружности, что и у фильтров A-C, отрезали по длине 7 мм (в которых фильтры содержали, в качестве фильтрующего материала, волокно ацетата целлюлозы с весовым номером одиночной нити 5,5 денье, с формой фильтра в разрезе в виде У-образного сечения и массовым номером волокна 31000 денье, и они содержали 6% триацетина в качестве пластификатора по отношению к массе волокна). Разрезанные фильтры плотно присоединяли к торцевым поверхностям фильтров A-C, не присоединенным к табачному стержню, и присоединяли лентой из ацетата целлюлозы. Для фильтров A-C длиной 20 мм, обычный ацетатный фильтр и ацетатные фильтры длиной 7 мм при подготовке образца сигареты по всей боковой поверхности были покрыты целлофановой лентой, чтобы не допустить утечки воздуха.
Степень фильтрации смол фильтра, у которого оценивали степень проницаемости смол, получали следующим образом. Сначала степень фильтрации смол (E_tar) рассчитывали по следующей формуле, используя количество генерируемых смол (Tar_0) сигареты в случае, когда фильтр, который нужно было оценить на степень проницаемости смол, не был присоединен (т.е., сигарета, в которой только ацетатный фильтр длиной 7 мм для подготовки образца сигареты был присоединен к части табачного стержня MEVIUS SUPER LIGHTS), и количество генерируемых смол (Tar_1) сигареты в случае, когда оцениваемый на степень проницаемости смол фильтр был присоединен (т.е., сигарета, в которой фильтр, полученный разрезанием любого из фильтров A-C и обычного ацетатного фильтра по длине 20 мм и ацетатного фильтра по длине 7 мм для подготовки образца сигареты были присоединены к части табачного стержня MEVIUS SUPER LIGHTS).
Степень фильтрации смол (E_tar) = {(Tar_0 - Tar_1) / Tar_0}
Степень проникновения смол рассчитывалась по значению степени фильтрации смол (E_tar) по следующей формуле:
Степень проникновения смол=1 - E_tar
Для измерения количества смол и количества никотина курение выполняли с использованием автоматической курительной машины поршневого типа с постоянным объемом (RM20/CS, изготовленная компанией Borgwaldt KC, Inc.) при условиях выдуваемого объема 17,5 мл/с, длительности выдувания 2 с/выдувание и частоте выдуваний 1 выдувание/мин. Никотин и необезвоженные смолы в дыме, который проходит через фильтр, собираются фильтром из стекловолокна (кембриджский фильтр), и “количество никотина” и “масса влаги” измеряются с использованием газового хроматографа (7890A, изготовленный компанией Agilent). Количество смол измеряли по гравиметрическому способу. Разность между массой фильтра из стекловолокна до курения и после курения представляет собой массу необезвоженных смол, и из массы необезвоженных смол вычитали массу никотина и массу влаги, чтобы, тем самым, получить “количество смол”.
На фиг. 5 показана зависимость от сопротивления затяжки фильтра степени проницаемости смол. На фиг. 5 “пленка” представляет собой фильтры A-C, и “MA” представляет ацетатный фильтр, сформированный из слоя, заполненного волокном ацетата целлюлозы. На фиг. 5 результаты фильтров A-C показаны без различения.
Фильтры A-C имеют более высокую степень проницаемости для смол по сравнению с ацетатным фильтром. Этот результат показывает, что даже если добавлены частицы, фильтр по настоящему изобретению может сохранять характеристики пленочного фильтра с низкой степенью фильтрации.
Если для фильтра по настоящему изобретению пытаться получить то же самое сопротивление затяжке фильтра, что и у ацетатного фильтра, степень проницаемости смол становится выше, чем у ацетатного фильтра. Если сигарета изготовлена присоединением к табачному стержню, фильтр по настоящему изобретению и ацетатный фильтр, которые имеют разную степень проницаемости для смол, доля (Vf) количества воздуха, протекающего наружу через сквозные отверстия в ободочной бумаге сигареты, к которой присоединен фильтр по настоящему изобретению, повышается и регулируется, так что количество подаваемых смол от каждой сигареты может быть одинаково. Таким образом, фильтр по настоящему изобретению позволяет достигать низкого отношения CO/смолы. Кроме того, настоящее изобретение позволяет обеспечивать сигареты с низкими характеристиками фильтрации и высоким значением Vf за счет увеличения Vf, и, в результате, можно подавлять проницаемость раздражающих компонентов паровой фазы, и повышать проницаемость полулетучих компонентов (компоненты курительного аромата).
[Пример 2]
1. Подготовка фильтра
По способу, аналогичному упомянутому выше способу, любые из частиц B1-B3, описанных ниже, были добавлены на гофрированную пленку B для изготовления содержащих частицы фильтрующих материалов B1-B3, и они были обернуты бумажной оберткой фильтра, тем самым, подготавливаются фильтры. После того длину регулировали до 20 мм, тем самым, были изготовлены фильтры B1-B3.
Частицы B1: Частицы целлюлозы 86 мг/20 мм
Диаметр частиц от 28 до 70 меш, удельная площадь поверхности BET менее 5 м2/г
Частицы B1 были изготовлены с использованием имеющегося в продаже порошка целлюлозы (Endurance MCC VE090, производство компании FMC Corporation) в качестве сырья, путем его прессования в форме с помощью пресса-гранулятора (роликовый пресс TF-208, производства компании Freund Corporation), с последующим распылением и распределением по размеру.
Частицы B2: Смесь гидроталькитных частиц и частиц целлюлозы
Гидроталькитные частицы (сорт: G-7, продажа компанией Kyowa Chemical Industry) 41 мг/10 мм,
Диаметр частиц от 10 до 42 меш, удельная площадь поверхности BET 65 м2/г
Частицы целлюлозы 43 мг/10 мм
Диаметр частиц от 28 до 70 меш, удельная площадь поверхности BET менее 5 м2/г
Фильтр B2, содержащий и гидроталькитные частицы, и частицы целлюлозы, был приготовлен соединением 10 мм фильтра с добавленными гидроталькитными частицами и 10 мм фильтра с добавленными частицами целлюлозы.
Частицы B3: Частицы активированного угля (Ch) 76 мг/20 мм
Диаметр частиц от 28 до 70 меш, удельная площадь поверхности 1100 м2/г, имеющийся в продаже активированный уголь из скорлупок кокоса
Сопротивление затяжки фильтров B1-B3 следующее.
Фильтр B1: 51 [мм H2O/20 мм]
Фильтр B2: 52 [мм H2O/20 мм]
Фильтр B3: 52 [мм H2O/20 мм]
2. Подготовка сигареты
Сигарета 1 была подготовлена присоединением фильтра B1 к части табачного стержня Peace Super Lights (JAPAN TOBACCO INC.).
Сигарета 2 была подготовлена присоединением фильтра B2 к части табачного стержня Peace Super Lights (JAPAN TOBACCO INC.).
Сигарета 3 была подготовлена присоединением фильтра B3 к части табачного стержня Peace Super Lights (JAPAN TOBACCO INC.).
Фильтры B1, B2 и B3 были присоединены к табачному стержню следующим способом. От части фильтра (длиной 27 мм, ацетатный фильтр) сигареты Peace Super Lights (JAPAN TOBACCO INC.), слой, заполненный исходным волокном ацетата целлюлозы 7 мм с конца ниже по потоку дыма был сохранен, в то время как слой, заполненный волокном ацетата целлюлозы части, соответствующей длине 20 мм части выше по потоку, был удален, и был вставлен фильтр B1 или фильтр B3 (см. фиг. 7A).
Аналогичным образом, часть фильтра (длиной 27 мм, ацетатный фильтр) сигареты Peace Super Lights (JAPAN TOBACCO INC.), слой, заполненный волокном ацетата целлюлозы, части, соответствующей длине 20 мм части выше по потоку, была удалена, и был вставлен фильтр B2 (см. фиг. 7B). Как указано выше, фильтр B2 состоит из двух сегментов фильтра с добавленными гидрокалькитными частицами (10 мм) и фильтра с добавленными частицами целлюлозы (10 мм).
Когда проводилась “Оценка проницаемости полулетучих компонентов” и “Оценка курительного аромата”, чтобы привести в соответствие значение для смол сигареты Peace Super Lights (JAPAN TOBACCO INC.) со значением для смол сигарет, к которым были присоединены фильтры B1, B2, и B3, ободочная бумага была перфорирована для засасывания разбавленного воздуха после введения фильтров B1, B2, и B3, так что эта оценка была выполнена со степенью вентиляции фильтра 37%.
На фиг. 7A и 7B схематично показана сигарета, оцениваемая в этом примере. На фиг. 7A и 7B ссылочные номера обозначают следующие структуры.
10: Табачный стержень
20a: Фильтр B1 или B3
20b: Слой, заполненный волокном ацетата целлюлозы
20c: Фильтр B2
23: Перфорация оберточной бумаги фильтра
30: Ободочная бумага
31: Перфорация ободочной бумаги
3. Оценка
3-1. Оценка проницаемости полулетучих компонентов
Для сигарет 1-3 и Peace Super Lights (JAPAN TOBACCO INC.), содержащих ацетатный фильтр, оценивали подаваемое количество полулетучих компонентов.
Подаваемое количество полулетучих компонентов измеряли следующим образом.
Автоматическое курение выполняли с использованием автоматической курительной машины (RM20D, изготовленной компанией Borgwaldt KC, Inc.) в условиях выдуваемого объема 35,0 мл/2 с, длительности выдувания 2 с/выдувание и частоты выдувания 1 выдувание/мин. Аэрозольные частицы в сигаретном дыме собирали с помощью кембриджского фильтра (CM-133, изготовленного компанией Borgwaldt KC, Inc.). Дым, проходивший через кембриджский фильтр, собирали в 10 мл метанола, охлажденного до температуры -70°C с охладителем из сухого льда и изопропанола. Полученный раствор метанола содержит d-32 пентадекан в концентрации 5 мкг/мл в качестве внутреннего стандартного вещества.
Кембриджский фильтр с собранными аэрозольными частицами и 10 мл раствора метанола, содержащего собранный сигаретный дым, переносили в бутыль с сывороткой, которую встряхивали в течение 30 минут. После встряхивания отстоенную жидкость собирали и использовали в качестве образца для анализа.
Образец для анализа анализировали посредством газовой хроматографии-масс спектрометрии (GC-MSD). Для газовой хроматографии GC использовали прибор Agilent 7890A (компании Agilent Technologies Inc.), а для масс-спектрометрии MSD использовали прибор Agilent 5975C (компании Agilent Technologies Inc.).
Область пика каждого компонента (стандартизованную посредством внутреннего стандарта) на хроматограмме, полученной путем анализа, сравнивали с областью пика каждого компонента на хроматограмме относящейся к сигарете контроля (Peace Super Lights (JAPAN TOBACCO INC.)), тем самым, рассчитывая соотношение подаваемых количеств каждого компонента.
В качестве полулетучих компонентов измеряли лимонен, 2,5-диметилпиразин, 3-винилпиридин, 3-бутилпиридин, фенилэтиловый спирт и индол.
На фиг. 6 показаны результаты соотношений подаваемых количеств полулетучих компонентов. Сигарета 1 обеспечивала большую подачу полулетучих компонентов за исключением лимонена по сравнению с сигаретой Peace Super Lights. Сигарета 2 обеспечивала большую подачу полулетучих компонентов за исключением лимонена по сравнению с сигаретой Peace Super Lights. Сигарета 3 обеспечивала большую подачу полулетучих компонентов за исключением лимонена и 3-винилпиридина по сравнению с сигаретой Peace Super Lights.
Этот результат показывает, что фильтр по настоящему изобретению может обеспечивать для пользователя улучшенное ощущение табака за счет более высоких степеней проникновения большинства полулетучих компонентов, чем ацетатный фильтр.
3-2. Оценка аромата при курении
Сигарета 4 была подготовлена в дополнение к сигаретам 1-3. В частности, сигарета 4 была подготовлена путем присоединения фильтра B2 к части табачного стержня сигареты MEVIUS ORIGINAL (JAPAN TOBACCO INC.).
Для сигарет 1-4 десять экспертов оценивали аромат при курении.
Сигарета 1 могла обеспечивать для экспертов сильный аромат курительного табака по сравнению с сигаретой, содержащей ацетатный фильтр. Сигареты 2 и 4 предусматривали для экспертов сильное ощущение табака, а также сниженное ощущение раздражения по сравнению с сигаретой 1. Сигарета 3 обеспечивала для экспертов сильное ощущение табака, а также аромат нового типа с мягким ощущением при вдыхании по сравнению с сигаретами Peace Super Lights.
Эти результаты показывают, что курительное изделие по настоящему изобретению может обеспечивать для пользователя комфорт при захватывании, комфорт при удержании губами и комфорт при прикусывании, без ощущения дискомфорта, а также может обеспечивать для них умеренное сопротивление при вдыхании и улучшенное ощущение табака. Кроме того, хотя использование частиц с характеристиками выборочного удаления раздражающих компонентов в виде добавленных частиц, курительное изделие по настоящему изобретению также может обеспечивать для пользователя усиленное ощущение табака при подавлении раздражения. Кроме того, посредством использования частиц с характеристиками удаления всех компонентов паровой фазы в виде добавленных частиц, можно обеспечить для пользователя новый табачный аромат.
Изобретение относится к фильтру курительного изделия и способу его изготовления. Фильтр курительного изделия содержит материал фильтра в виде круглого цилиндра с первой и второй торцевыми поверхностями и боковой поверхностью, содержащий гофрированную пленку с участками гребней и участками впадин, расположенными поочередно. Гофрированная пленка представляет собой пленку, сформированную из расплавленного материала пленки. Участки гребней и участки впадин продолжаются от первой торцевой поверхности до второй торцевой поверхности для формирования множества путей воздушного потока, которые обеспечивают возможность прохождения воздуха от первой торцевой поверхности ко второй торцевой поверхности. Фильтр курительного изделия также содержит множество частиц, расположенных в путях воздушного потока, и бумажную обертку фильтра, обертывающую фильтрующий материал таким образом, чтобы боковая поверхность была покрыта бумажной оберткой фильтра. Изобретение позволяет обеспечить пленочный фильтр курительного изделия с достаточной твердостью фильтра и достаточным сопротивлением затяжке фильтра при сохранении свойств фильтрации пленочного фильтра. 5 н. и 17 з.п. ф-лы, 2 пр., 8 ил.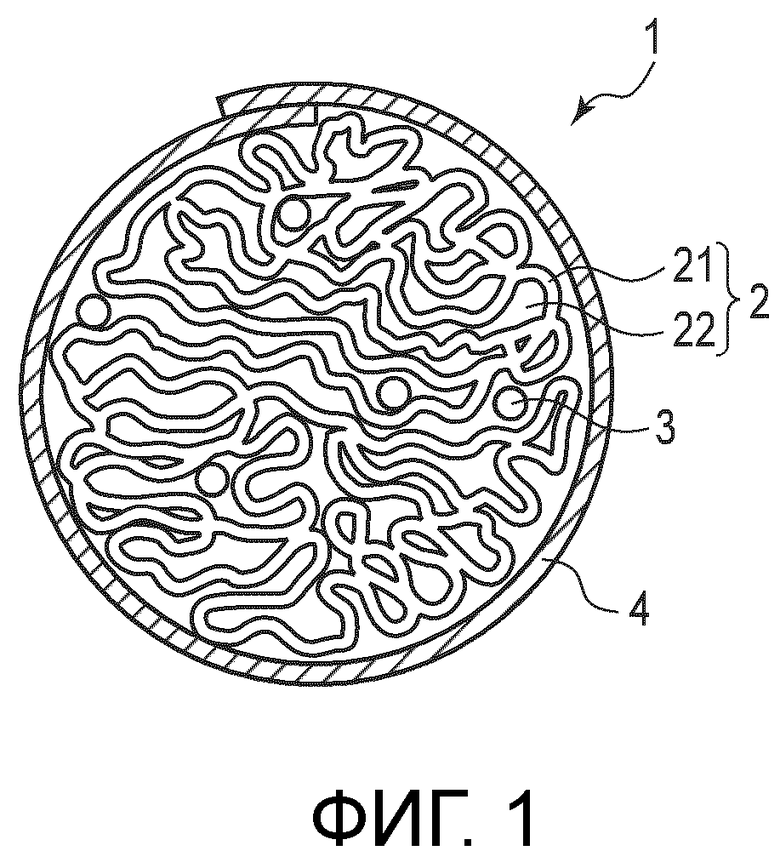
1. Фильтр курительного изделия, содержащий:
фильтрующий материал в форме круглого цилиндра с первой и второй торцевыми поверхностями и боковой поверхностью, содержащий гофрированную пленку с участками гребней и участками впадин, расположенными поочередно, причем гофрированная пленка представляет собой пленку, сформированную из расплавленного материала пленки, а участки гребней и участки впадин продолжаются от первой торцевой поверхности до второй торцевой поверхности для формирования множества путей воздушного потока, которые обеспечивают возможность прохождения воздуха от первой торцевой поверхности ко второй торцевой поверхности;
множество частиц, расположенных в путях воздушного потока; и
бумажную обертку фильтра, обертывающую фильтрующий материал таким образом, что боковая поверхность покрыта бумажной оберткой фильтра.
2. Фильтр курительного изделия по п. 1, в котором гофрированная пленка имеет толщину от 30 до 200 мкм.
3. Фильтр курительного изделия по п. 1 или 2, в котором гофрированная пленка имеет удлинение при растяжении 100% или более.
4. Фильтр курительного изделия по любому из пп. 1-3, в котором гофрированная пленка имеет шаг рифления от 0,5 до 1,5 мм.
5. Фильтр курительного изделия по любому из пп. 1-4, в котором гофрированная пленка содержится с коэффициентом заполнения от 10 до 40%.
6. Фильтр курительного изделия по любому из пп. 1-5, в котором частицы имеют диаметр частиц от 12 до 70 меш на основе JIS Z8801-1 (2006).
7. Фильтр курительного изделия по любому из пп. 1-6, в котором частицы содержатся в количестве от 20 до 60 мг на 10 мм длины фильтра, когда длина окружности фильтра составляет 24,0 мм.
8. Фильтр курительного изделия по любому из пп. 1-7, причем фильтр курительного изделия имеет длину окружности от 16 до 26 мм.
9. Фильтр курительного изделия по любому из пп. 1-8, в котором пленка является полимерной пленкой.
10. Фильтр курительного изделия по любому из пп. 1-9, в котором пленка выбрана из полипропиленовой пленки, пленки из полибутиленсукцината, пленки из адипата полибутиленсукцината, полиэтиленовой пленки, пленки из поливинилхлорида, пленки из полиэтилентерефталата, пленки из полимолочной кислоты, пленки из ацетата целлюлозы и пленки, сформированной из двух или более типов материалов, составляющих эти пленки.
11. Фильтр курительного изделия по любому из пп. 1-10, в котором частицы имеют удельную площадь поверхности BET от 1 до 500 м2/г.
12. Фильтр курительного изделия по любому из пп. 1-11, в котором частицы выбраны из частиц целлюлозы, частиц ацетата целлюлозы, частиц карбоната кальция, частиц активированного угля с низкой степенью активации, частиц неактивированного угля и комбинации указанных частиц.
13. Фильтр курительного изделия по любому из пп. 1-11, в котором частицы выбраны из частиц гидроталькитного соединения и частиц анионообменной смолы.
14. Фильтр курительного изделия по любому из пп. 1-13, причем фильтр курительного изделия имеет сопротивление затяжке от 50 до 140 мм H2O на 10 мм длины фильтра.
15. Фильтр курительного изделия по любому из пп. 1-14, причем фильтр курительного изделия имеет твердость от 2 до 10 мм*10.
16. Фильтр курительного изделия, содержащий:
фильтрующий материал с низкой фильтрацией со степенью фильтрации смол 40% или менее, когда сопротивление затяжке фильтра составляет 90 мм H2O, содержащий гофрированную пленку с участками гребней и участками впадин, расположенными поочередно, причем гофрированная пленка представляет собой пленку, сформированную из расплавленного материала пленки;
множество частиц, расположенных в пустотах фильтрующего материала с низкой фильтрацией; и
бумажную обертку фильтра, обертывающую фильтрующий материал с низкой фильтрацией.
17. Фильтр курительного изделия по п. 16, в котором фильтрующим материалом с низкой фильтрацией является фильтрующий материал в форме круглого цилиндра с первой и второй торцевыми поверхностями и боковой поверхностью, причем участки гребней и участки впадин продолжаются от первой торцевой поверхности до второй торцевой поверхности для формирования множества путей воздушного потока, которые обеспечивают возможность прохождения воздуха от первой торцевой поверхности ко второй торцевой поверхности.
18. Курительное изделие, содержащее фильтр курительного изделия по любому из пп. 1-17.
19. Сигарета, содержащая:
фильтр курительного изделия по любому из пп. 1-17;
табачный стержень, содержащий табачный наполнитель и присоединенный к одному концу фильтра; и
ободочную бумагу, обернутую вокруг фильтра и табачного стержня для соединения фильтра и табачного стержня.
20. Способ изготовления фильтра курительного изделия, включающий этапы:
добавления множества частиц на гофрированную пленку, причем гофрированная пленка представляет собой пленку, сформированную из расплавленного материала пленки;
формирования фильтрующего материала путем собирания гофрированной пленки для получения множества путей воздушного потока в продольном направлении и получения формы круглого цилиндра в целом, тем самым, располагая частицы в путях воздушного потока; и
обертывания фильтрующего материала бумажной оберткой фильтра для получения фильтра.
21. Способ по п. 20, дополнительно включающий этап распыления жидкого связующего вещества на гофрированную пленку после этапа добавления множества частиц на гофрированную пленку.
22. Способ по п. 20 или 21, дополнительно включающий этап нагревания фильтра до или после этапа обертывания фильтрующего материала бумажной оберткой фильтра для получения фильтра.
| US 5365951 A1, 22.11.1994 | |||
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2605833C2 |
| АВТОМАТИЧЕСКАЯ ГИДРАВЛИЧЕСКАЯ ЭЛЕКТРОСТАНЦИЯ | 1996 |
|
RU2118423C1 |
| Устройство для дезинтеграции микроорганизмов | 1986 |
|
SU1470761A1 |
| JPS 5529932 A, 25.06.2014 | |||
| Самосмазывающаяся композиция | 1977 |
|
SU664983A1 |

