Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к способу и устройству для изготовления композитного растягивающегося многослойного материала.
Предшествующий уровень техники
[0002]
В области впитывающих изделий, таких как одноразовые подгузники, практикуется размещение композитного растягивающегося многослойного материала в качестве наружного покрывающего элемента с наружной стороны впитывающего элемента для обеспечения улучшенного прилегания и тому подобного посредством этого. Известные композитные растягивающиеся многослойные материалы включают многослойные материалы, которые состоят из двух листовых материалов и эластичных элементов, закрепленных в их растянутом состоянии между листовыми материалами.
[0003]
В нижеуказанном патентном литературном источнике 1 раскрыт одноразовый натягиваемый подгузник, включающий в себя наружный покрывающий элемент 2, имеющий эластифицированную зону 4 из композитного материала и деэластифицированную зону 51, которые расположены в направлении ширины подгузника. Наружный покрывающий элемент 2 образован посредством скрепления листа 21 и листа 22 вместе в местах скрепления, которые расположены дискретно как в направлении растягивания эластифицированной зоны 4 из композитного материала, так и в направлении, перпендикулярном к направлению растягивания. В деэластифицированной зоне 51 расположенные ниже пояса, эластичные элементы 23 разделены на части, например, посредством разрезания их на куски, посредством чего растянутое состояние эластичных элементов 23 устраняется и они теряют свою способность к растягиванию и стягиванию. Выполненный с такой конфигурацией, наружный покрывающий элемент 2 получают посредством пропускания непрерывного полотна из листов 21 и 22 с эластичными элементами 23 между ними между двумя роликами 62 и 63. В этом процессе скрепление листов 21 и 22 и разрезание эластичных элементов (деэластификация) выполняются одновременно посредством одного прохода через зону зажима между роликами 62 и 63.
Перечень ссылок
Патентная литература
[0004]
Патентный литературный источник 1: JP 2008-142341 А
[0005]
В одном аспекте изобретения предложен способ изготовления композитного растягивающегося многослойного материала, включающего в себя: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в данном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона. Способ включает: выполнение композитного листа, включающего в себя первый листовой материал, второй листовой материал и множество эластичных элементов, размещенных вдоль одного направления между данными двумя листовыми материалами в их растянутом состоянии, при этом композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны; выполнение первого этапа обработки на композитном листе в первой обрабатывающей части во время перемещения композитного листа в данном направлении, при этом первая обрабатывающая часть включает в себя первый опорный ролик и первый обрабатывающий ролик, и выполнение второго этапа обработки на композитном материале во второй обрабатывающей части во время перемещения композитного листа в данном направлении, при этом вторая обрабатывающая часть включает в себя второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения. В данном аспекте способа по изобретению в зоне композитного листа, подлежащей обработке, дистальную зону зоны, подлежащей обработке, обрабатывают в первой обрабатывающей части, при этом дистальная зона расположена дистально в поперечном направлении, перпендикулярном к направлению перемещения, и проксимальную зону зоны, подлежащей обработке, обрабатывают во второй обрабатывающей части, при этом проксимальная зона является проксимальной по отношению к дистальной зоне в поперечном направлении.
[0006]
В другом аспекте изобретения также предложен способ изготовления композитного растягивающегося многослойного материала, включающего в себя: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в данном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона. Способ включает: выполнение композитного листа, включающего в себя первый листовой материал, второй листовой материал и множество эластичных элементов, размещенных вдоль одного направления между данными двумя листовыми материалами в их растянутом состоянии, при этом композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны; выполнение первого этапа обработки на композитном листе в первой обрабатывающей части во время перемещения композитного листа в данном направлении, при этом первая обрабатывающая часть включает в себя первый опорный ролик и первый обрабатывающий ролик, и выполнение второго этапа обработки на композитном материале во второй обрабатывающей части во время перемещения композитного листа в данном направлении, при этом вторая обрабатывающая часть включает в себя второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения. В данном аспекте способа по изобретению в зоне композитного листа, подлежащей обработке, проксимальную зону зоны, подлежащей обработке, обрабатывают в первой обрабатывающей части, при этом проксимальная зона расположена проксимально в поперечном направлении, перпендикулярном к направлению перемещения, и дистальную зону зоны, подлежащей обработке, обрабатывают во второй обрабатывающей части, при этом дистальная зона является дистальной по отношению к проксимальной зоне в поперечном направлении.
[0007]
В еще одном аспекте изобретения также предложено устройство для изготовления композитного растягивающегося многослойного материала, включающего в себя: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в данном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона. Устройство по изобретению включает в себя: транспортное устройство для перемещения композитного листа, который включает в себя первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, при этом транспортное устройство обеспечивает перемещение композитного листа в данном направлении, и композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны; первую обрабатывающую часть для выполнения первого этапа обработки на композитном листе, при этом первая обрабатывающая часть включает в себя первый опорный ролик и первый обрабатывающий ролик, и вторую обрабатывающую часть для выполнения второго этапа обработки на композитном листе, при этом вторая обрабатывающая часть включает в себя второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения. В данном аспекте устройства по изобретению первая обрабатывающая часть выполнена с возможностью обработки дистальной зоны подлежащей обработке зоны композитного листа, при этом дистальная зона расположена дистально в поперечном направлении, перпендикулярном к направлению перемещения, и вторая обрабатывающая часть выполнена с возможностью обработки проксимальной зоны подлежащей обработке зоны композитного листа, при этом проксимальная зона является проксимальной по отношению к дистальной зоне в поперечном направлении.
[0008]
В еще одном аспекте изобретения также предложено устройство для изготовления композитного растягивающегося многослойного материала, включающего в себя: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в данном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона. Устройство по изобретению включает в себя: транспортное устройство для перемещения композитного листа, который включает в себя первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, при этом транспортное устройство обеспечивает перемещение композитного листа в данном направлении, и композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны; первую обрабатывающую часть для выполнения первого этапа обработки на композитном листе, при этом первая обрабатывающая часть содержит первый опорный ролик и первый обрабатывающий ролик, и вторую обрабатывающую часть для выполнения второго этапа обработки на композитном листе, при этом вторая обрабатывающая часть включает в себя второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения. В данном аспекте устройства по изобретению первая обрабатывающая часть выполнена с возможностью обработки проксимальной зоны подлежащей обработке зоны композитного листа, при этом проксимальная зона расположена проксимально в поперечном направлении, перпендикулярном к направлению перемещения, и вторая обрабатывающая часть выполнена с возможностью обработки дистальной зоны подлежащей обработке зоны композитного листа, при этом дистальная зона является дистальной по отношению к проксимальной зоне в поперечном направлении.
Краткое описание чертежей
[0009]
[Фиг.1] Фиг.1 представляет собой вид в плане варианта осуществления композитного растягивающегося многослойного материала, изготовленного посредством изобретения.
[Фиг.2] Фиг.2 представляет собой схематическую иллюстрацию варианта осуществления устройства, соответственно используемого для изготовления композитного растягивающегося многослойного материала, показанного на фиг.1.
[Фиг.3] Фиг.3 представляет собой вид в плане композитного листа как исходного материала композитного растягивающегося многослойного материала по фиг.1.
[Фиг.4] Фиг.4 представляет собой вид в плане композитного листа, подвергнутого обработке посредством первой обрабатывающей части устройства, проиллюстрированного на фиг.2.
[Фиг.5] Фиг.5 представляет собой увеличенное схематическое изображение, иллюстрирующее зазор между первой и второй обрабатывающими частями устройства, проиллюстрированного на фиг.2.
[Фиг.6] Фиг.6 представляет собой схематическую иллюстрацию другого варианта осуществления устройства, соответственно используемого для изготовления композитного растягивающегося многослойного материала, показанного на фиг.1 (эквивалентную фиг.2).
Описание вариантов осуществления
[0010]
Когда скрепление двух листов и разрезание эластичных элементов выполняются одновременно в соответствии со способом, предложенным в патентном литературном источнике 1, иногда затруднено выполнение операций скрепления и разрезания стабильным образом вследствие взаимного влияния данных двух операций.
[0011]
Изобретение относится к усовершенствованию при изготовлении композитного растягивающегося многослойного материала, более конкретно - к созданию системы для стабильного выполнения операций скрепления и разрезания при изготовлении композитного растягивающегося многослойного материала.
[0012]
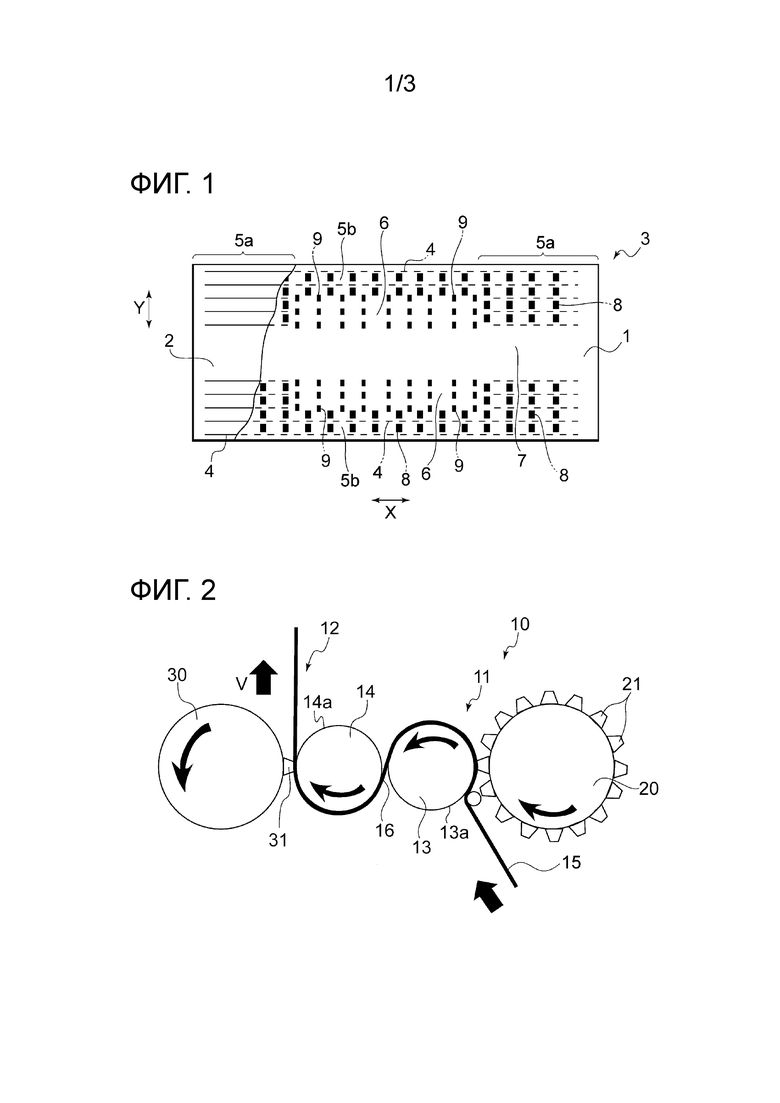
Изобретение будет описано на основе предпочтительных вариантов его осуществления со ссылкой на сопровождающие чертежи. Фиг.1 представляет собой вид в плане композитного растягивающегося многослойного материала, изготовленного посредством изобретения. Композитный растягивающийся многослойный материал 3, проиллюстрированный на фиг.1, имеет продольное направление Х и поперечное направление Y, перпендикулярное к продольному направлению Х. Композитный растягивающийся многослойный материал 3 включает в себя первый листовой материал 1 и второй листовой материал 2. Между двумя листовыми материалами 1 и 2 размещено множество эластичных элементов 4. Эластичные элементы 4 размещены так, что они проходят в продольном направлении Х в противоположных в поперечном направлении, продольных боковых частях композитного растягивающегося многослойного материала 3. Эластичные элементы 4 отсутствуют в части композитного растягивающегося многослойного материала 3, средней в поперечном направлении.
[0013]
Эластичный элемент 4 представляет собой тонкий и длинный элемент, обычно называемый резиновой нитью или жилкой. Множество эластичных элементов 4 могут быть одинаковыми или разными по толщине, материалу, модулю упругости и тому подобным характеристикам. Множество эластичных элементов 4 являются обычно, но не исключительно, одинаковыми. Отдельные эластичные элементы 4 прикреплены в растянутом состоянии так, что они проходят в одном направлении, более конкретно в продольном направлении Х, между двумя листовыми материалами 1 и 2. Эластичные элементы 4 расположены по существу параллельно так, что расстояние между любыми соседними двумя эластичными элементами 4, как правило, является постоянным. Интервалы между соседними эластичными элементами 4 могут быть постоянными или могут изменяться.
[0014]
Каждый эластичный элемент 4 прикреплен в растянутом состоянии на его обоих концах к каждому из листовых материалов 1 и 2, между которыми он размещен, для образования посредством этого первой эластифицированной зоны 5а композитного растягивающегося многослойного материала 3. В варианте осуществления, проиллюстрированном на фиг.1, композитный растягивающийся многослойный материал 3 имеет две разнесенные в продольном направлении, первые эластифицированные зоны 5а в каждой из его боковых частей, противоположных в поперечном направлении. Каждая первая эластифицированная зона 5а является растягивающейся и стягивающейся в направлении протяженности эластичных элементов 4, то есть в продольном направлении Х.
[0015]
Композитный растягивающийся многослойный материал 3 имеет вторую эластифицированную зону 5b между двумя разнесенными в продольном направлении, первыми эластифицированными зонами 5а. Вторая эластифицированная зона 5b является растягивающейся и стягивающейся в направлении протяженности эластичных элементов 4, то есть в продольном направлении Х, аналогично первым эластифицированным зонам 5а. Первая эластифицированная зона 5а и вторая эластифицированная зона 5b ограничены их соответствующими противоположными боковыми краями (дистальными и проксимальными), проходящими в продольном направлении Х. В то время как положение дистального края второй эластифицированной зоны 5b в поперечном направлении совпадает с положением дистального края первой эластифицированной зоны 5а в поперечном направлении, положение проксимального края второй эластифицированной зоны 5b в поперечном направлении не совпадает с положением проксимального края первой эластифицированной зоны 5а в поперечном направлении, а является дистальным по отношению к нему. Следовательно, ширина второй эластифицированной зоны 5b меньше ширины первой эластифицированной зоны 5а. Эластичный элемент 4 во второй эластифицированной зоне 5b соответствует продолжению эластичного элемента 4 первой эластифицированной зоны 5а во второй эластифицированной зоне 5b. В дальнейшем термин «эластифицированная зона» относится к любой одной или обеим из первой эластифицированной зоны 5а и второй эластифицированной зоны 5b в зависимости от контекста.
[0016]
Композитный растягивающийся многослойный материал 3 имеет менее эластифицированную зону 6, способность которой к растягиванию меньше соответствующей способности первой эластифицированной зоны 5а и второй эластифицированной зоны 5b. Менее эластифицированная зона 6 расположена между двумя разнесенными в продольном направлении, первыми эластифицированными зонами 5а. Местоположение менее эластифицированной зоны 6 в продольном направлении Х совпадает с местоположением второй эластифицированной зоны 5b. Менее эластифицированная зона 6 представляет собой зону, имеющую меньшую растяжимость, чем первая эластифицированная зона 5а и вторая эластифицированная зона 5b, или зону, не обладающую растяжимостью. Хотя фиг.1 показывает отсутствие эластичных элементов 4 в менее эластифицированной зоне 6, это необязательно означает то, что в менее эластифицированной зоне 6 вообще нет никаких эластичных элементов 4, и в ней может иметься эластичный элемент 4, который был деэластифицирован посредством разрезания его на куски в одном или более местах.
[0017]
Таким образом, композитный растягивающийся многослойный материал 3 имеет в каждой из его продольных боковых частей одну из спаренных первых эластифицированных зон 5а, менее эластифицированную зону 6 и другую из спаренных первых эластифицированных зон 5а, расположенные в данном порядке вдоль продольного направления Х, представляющего собой направление протяженности эластичных элементов 4, а также имеет вторую эластифицированную зону 5b, расположенную рядом с менее эластифицированной зоной 6 вдоль поперечного направления Y. Кратко формулируя, можно указать, что менее эластифицированная зона 6 находится рядом с первыми эластифицированными зонами 5а в направлении протяженности эластичных элементов 4 и рядом со второй эластифицированной зоной 5b в направлении, перпендикулярном к направлению протяженности эластичных элементов 4. Часть композитного растягивающегося многослойного материала 3, средняя в поперечном направлении и не имеющая эластичных элементов 4, представляет собой менее эластифицированную зону 7. Растяжимость менее эластифицированной зоны 6 и растяжимость менее эластифицированной зоны 7 могут быть или одинаковыми, или разными.
[0018]
Первый листовой материал 1 и второй листовой материал 2 прикреплены друг к другу в эластифицированных зонах 5а и 5b в множестве мест 8 скрепления, выполненных прерывисто в направлении растягивания композитного растягивающегося многослойного материала 3 (то есть, в продольном направлении Х композитного растягивающегося многослойного материала 3) и в направлении, перпендикулярном к направлению растягивания (то есть, в поперечном направлении Y композитного растягивающегося многослойного материала 3). Эластичные элементы 4 расположены в местах, которые не перекрывают никакие места 8 скрепления, так что только два листовых материала 1 и 2 скреплены в местах 8 скрепления. Другими словами, каждый из эластичных элементов 4 расположен между соседними местами 8 скрепления, выровненными в поперечном направлении Y.
[0019]
Менее эластифицированная зона 6 может быть образована посредством выполнения обработки для скрепления в противоположных в поперечном направлении, дистальных зонах в первой обрабатывающей части (описанной в дальнейшем) и последующего подвергания зоны, проксимальной в поперечном направлении, обработке для разрезания во второй обрабатывающей части (описанной в дальнейшем). Менее эластифицированная зона 6 также может быть образована посредством подвергания зоны, проксимальной в поперечном направлении, обработке для разрезания в первой обрабатывающей части (описанной в дальнейшем) перед скреплением зон, дистальных в поперечном направлении, во второй обрабатывающей части (описанной в дальнейшем).
[0020]
Два листовых материала 1 и 2 прикрепляют друг другу способом скрепления, выбранным в зависимости от конкретного случая из способов, обычно используемых для композитных растягивающихся многослойный материалов данного типа, таких как скрепление адгезивом, скрепление методом сплавления и скрепление под действие ультразвуковых колебаний.
[0021]
Ссылочная позиция 9 в менее эластифицированной зоне 6 указывает место, в котором эластичный элемент 4 был разрезан. Желательно, чтобы только эластичный элемент 4 был разрезан в местах 9 разрезания и чтобы при этом первый листовой материал 1 и второй листовой материал 2 оставались неразрезанными. Однако допустимо, чтобы часть первого листового материала 1 и/или второго листового материала 2 была разрезана, если не ухудшаются требуемые характеристики композитного растягивающегося многослойного материала 3. Место 9 разрезания находится на воображаемой линии продолжения (в направлении растягивания) эластичного элемента 4, предусмотренного в первой эластифицированной зоне 5а с обеих сторон менее эластифицированной зоны 6.
[0022]
Два листовых материала 1 и 2, образующих композитный растягивающийся многослойный материал 3, могут быть изготовлены из различных нетканых материалов или пленок. Два листовых материала 1 и 2 могут быть одинаковыми или разными. Примеры нетканых материалов включают фильерные нетканые материалы, нетканые материалы, скрепленные пропусканием воздуха насквозь, нетканые материалы, полученные гидроперепутыванием, и нетканые материалы, полученные аэродинамическим способом из расплава. Также может быть использована стопа из любых двух или более из данных нетканых материалов.
[0023]
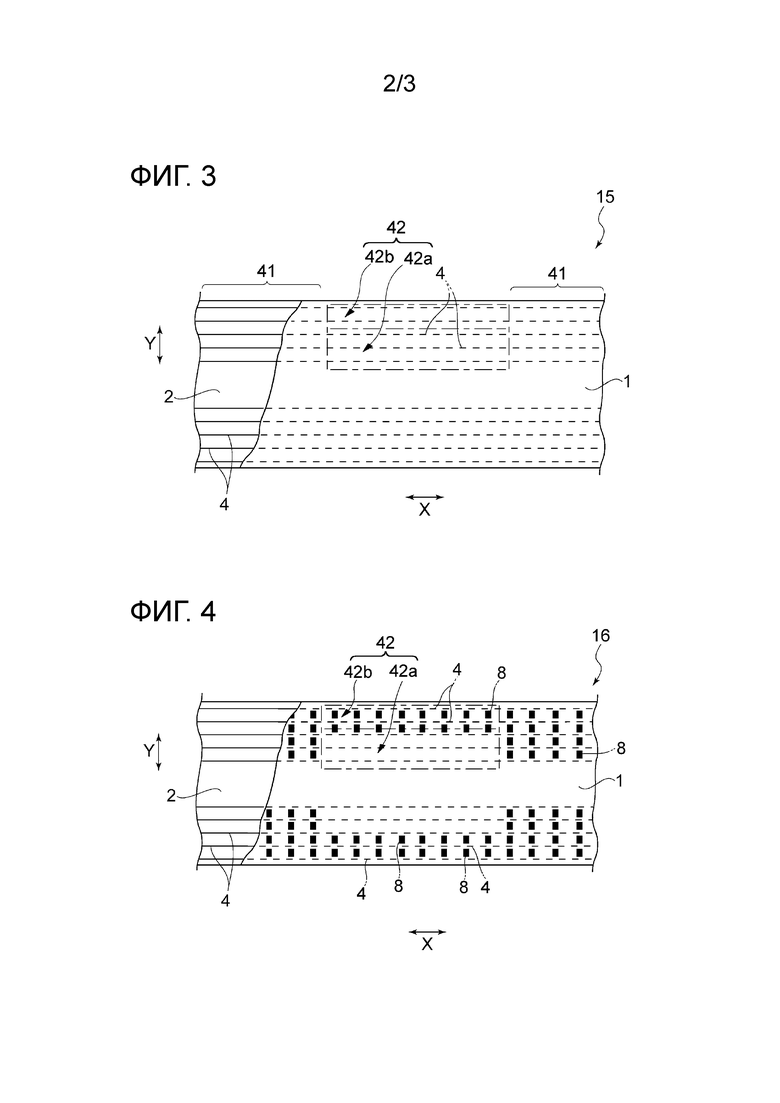
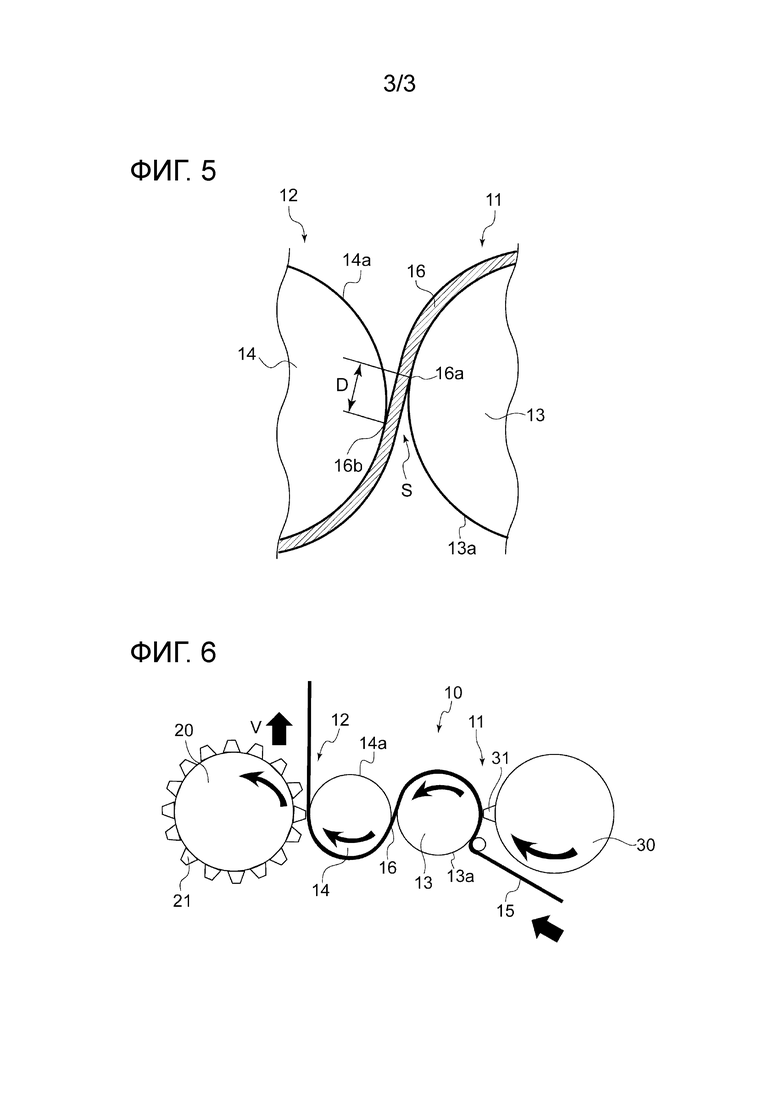
Фиг.2 иллюстрирует приведенное в качестве примера устройство, соответственно используемое для изготовления композитного растягивающегося многослойного материала 3, показанного на фиг.1. Непрерывное полотно из композитного листа 15 обрабатывают, используя устройство по фиг.2, для получения предусмотренного композитного растягивающегося многослойного материала 3. Композитный лист 15 имеет, например, структуру, проиллюстрированную на фиг.3. Композитный лист 15 имеет непрерывную длину и имеет продольное направление Х и перпендикулярное поперечное направление Y. Продольное направление Х и поперечное направление Y композитного листа 15 совпадают с продольным направлением Х и поперечным направлением Y композитного растягивающегося многослойного материала 3, показанного на фиг.1. Композитный лист 15 перемещают в направлении, показанном ссылочной позицией V на фиг.2. Направление V перемещения совпадает с продольным направлением Х композитного листа 15.
[0024]
Как проиллюстрировано на фиг.3, композитный лист 15 имеет первый листовой материал 1 и второй листовой материал 2. Множество эластичных элементов 4 расположены между двумя листовыми материалами 1 и 2. Эластичные элементы 4 расположены в каждой из противоположных в поперечном направлении, продольных боковых частей композитного листа 15 так, что они проходят в продольном направлении Х, но они отсутствуют в части композитного листа 15, средней в поперечном направлении. Эластичные элементы 4 проходят непрерывно на всей длине композитного листа 15. То есть, все эластичные элементы 4 не имеют никаких разрезов. Отдельные эластичные элементы 4 частично прикреплены в растянутом состоянии к первому листовому материалу 1 и/или второму листовому материалу 2, например, посредством прикрепления адгезивом/приклеивания. Композитный лист 15 не имеет никаких мест 8 скрепления, которые должны быть образованы в композитном растягивающемся многослойный материале 3.
[0025]
Устройство 10, проиллюстрированное на фиг.2, включает в себя первую обрабатывающую часть 11 и вторую обрабатывающую часть 12. Первая обрабатывающая часть 11 и вторая обрабатывающая часть 12 расположены в данном порядке от входной стороны к выходной стороне на пути перемещения. А именно, вторая обрабатывающая часть 12 расположена за первой обрабатывающей частью 11. Первая обрабатывающая часть 11 предназначена для выполнения первой обработки на композитном листе 15, и вторая обрабатывающая часть 12 предназначена для выполнения второй обработки на композитном листе 15. За первой обработкой вторая обработка следует непосредственно непрерывным образом при отсутствии какого-либо другого этапа обработки между ними.
[0026]
Первая обрабатывающая часть 11 включает в себя ролики 13 и 20, в частности, первый опорный ролик 13 и сварочный ролик 20. Вторая обрабатывающая часть 12 включает в себя ролики 14 и 30, в частности, второй опорный ролик 14 и режущий ролик 30.
[0027]
Первый опорный ролик 13 и сварочный ролик 20, образующие первую обрабатывающую часть 11, расположены параллельно друг другу и напротив друг друга. Ролики 13 и 20 выполнены с возможностью вращения в том же направлении, что и направление V перемещения композитного листа 15. Ролики 13 и 20 выполнены с возможностью их нагрева. Композитный лист 15 подвергается первой обработке при его прохождении через зону между противостоящими роликами 13 и 20.
[0028]
Сварочный ролик 20 первой обрабатывающей части 11 имеет множество выступов 21 на его периферийной поверхности. Выступы 21 образованы на периферийной поверхности с такой схемой расположения, чтобы места 8 скрепления были образованы с заданной схемой расположения в композитном растягивающемся многослойный материале 3. Первый опорный ролик 13 имеет гладкую периферийную поверхность 13а. При прохождении между периферийными поверхностями роликов 13 и 20 композитный лист 15 прижимается выступами 21 сварочного ролика 20 к периферийной поверхности 13а первого опорного ролика 13, посредством чего первый листовой материал 1 и второй листовой материал 2 скрепляются вместе. Для гарантирования скрепления предпочтительно, чтобы как первый опорный ролик 13, так и сварочный ролик 20 были нагреты. В частности, предпочтительно, чтобы температура нагрева первого опорного ролика 13 была ниже температуры нагрева сварочного ролика 20, и это предпочтительно вследствие того, что два листовых материала 1 и 2 скрепляются более надежно при минимизации термического повреждения двух листовых материалов 1 и 2.
[0029]
Решение в отношении температуры нагрева каждого из первого опорного ролика 13 и сварочного ролика 20 принимают в соответствии с материалом, толщиной, поверхностной плотностью и тому подобными характеристиками первого и второго листовых материалов 1 и 2. Каждая из температуры нагрева первого опорного ролика 13 и температуры нагрева сварочного ролика 20 может быть выбрана независимо, и каждая из них в большинстве случаев предпочтительно составляет 80°С или более, более предпочтительно 100°С или более и предпочтительно 200°С или менее, более предпочтительно 130°С или менее. В частности, температура нагрева предпочтительно составляет 80°-200°С, более предпочтительно 100°-130°С. Разность температур нагрева первого опорного ролика 13 и сварочного ролика 20 предпочтительно составляет 10°С или более, более предпочтительно 20°С или более и предпочтительно 60°С или менее, более предпочтительно 40°С или менее, в частности, предпочтительно 10°-60°С, более предпочтительно 20°-40°С при условии, что температура нагрева сварочного ролика 20 выше температуры нагрева первого опорного ролика 13.
[0030]
В первой обрабатывающей части 11 первый опорный ролик 13 имеет меньший диаметр, чем сварочный ролик 20. То есть, диаметр сварочного ролика 20 больше диаметра первого опорного ролика 13. При данной конфигурации эффективно предотвращается смещение/изгибание оси вращения сварочного ролика 20 во время работы устройства 10, что обеспечивает стабильное формирование мест 8 скрепления. Для дополнительного усиления этого эффекта отношение диаметра сварочного ролика 20 к диаметру первого опорного ролика 13 предпочтительно составляет 1,1 или более, более предпочтительно 1,2 или более, еще более предпочтительно 1,25 или более.
[0031]
Как описано выше, сварочный ролик 20 имеет выступы 21 на его периферийной поверхности. Термин «диаметр», используемый в отношении сварочного ролика 20, относится к диаметру круговой траектории, по которой проходят вершины выступов 21 при вращении сварочного ролика 20.
[0032]
Выше приведено описание первой обрабатывающей части 11.
Во второй обрабатывающей части второй опорный ролик 14 и режущий ролик 30, которые образуют вторую обрабатывающую часть 12, расположены параллельно друг другу и напротив друг друга. Ролики 14 и 30 выполнены с возможностью вращения в том же направлении, что и направление V перемещения композитного листа 15. Оба ролика 14 и 30 выполнены с возможностью их нагрева. Композитный лист 15, подвергшийся первой обработке, дополнительно подвергается второй обработке при его прохождении через зону между противостоящими роликами 14 и 30.
[0033]
Режущий ролик 30 второй обрабатывающей части 12 имеет множество режущих ножей 31 на его периферийной поверхности. Режущие ножи 31 предусмотрены на периферии режущего ролика 30 с такой схемой расположения, что эластичные элементы 4, предпочтительно только эластичные элементы 4 разрезаются в местах 9 разрезания (см. фиг.1). Второй опорный ролик 14 имеет гладкую периферийную поверхность 14а. При прохождении между периферийными поверхностями роликов 14 и 30 композитный лист 15, подвергшийся первой обработке в первой обрабатывающей части 11, прижимается режущими ножами 31 режущего ролика 30 к периферийной поверхности 14а второго опорного ролика 14, посредством чего разрезаются только эластичные элементы 4, при этом первый листовой материал 1 и второй листовой материал 2 остаются неразрезанными. Для гарантирования разрезания предпочтительно, чтобы как второй опорный ролик 14, так и режущий ролик 30 были нагреты. В частности, предпочтительно, чтобы температура нагрева второго опорного ролика 14 была ниже температуры нагрева режущего ролика 30, и это предпочтительно вследствие того, что эластичные элементы 4 разрезаются с большей определенностью при обеспечении избежания разрезания первого и второго листовых материалов 1 и 2.
[0034]
Решение в отношении температуры нагрева каждого из второго опорного ролика 14 и режущего ролика 30 принимают в соответствии с материалом и толщиной эластичных элементов, материалом, толщиной и поверхностной плотностью первого и второго листовых материалов 1 и 2 и тому подобными характеристиками. Каждая из температуры нагрева второго опорного ролика 14 и температуры нагрева режущего ролика 30 может быть выбрана независимо, и каждая из них в большинстве случаев предпочтительно составляет 60°С или более, более предпочтительно 90°С или более и предпочтительно 200°С или менее, более предпочтительно 130°С или менее. В частности, температура нагрева предпочтительно составляет 60°-200°С, более предпочтительно 90°-130°С. Разность температур нагрева второго опорного ролика 14 и режущего ролика 30 предпочтительно составляет 10°С или более, более предпочтительно 20°С или более и предпочтительно 60°С или менее, более предпочтительно 40°С или менее, в частности, предпочтительно 10°-60°С, более предпочтительно 20°-40°С при условии, что температура нагрева режущего ролика 30 выше температуры нагрева второго опорного ролика 14.
[0035]
Во второй обрабатывающей части 12 второй опорный ролик 14 имеет меньший диаметр, чем режущий ролик 30. То есть диаметр режущего ролика 30 больше диаметра второго опорного ролика 14. При данной конфигурации эффективно предотвращается смещение/изгибание оси вращения режущего ролика 30 во время работы устройства 10, что обеспечивает стабильное разрезание эластичных элементов 4. Для дополнительного усиления этого эффекта отношение диаметра режущего ролика 30 к диаметру второго опорного ролика 14 предпочтительно составляет 1,1 или более, более предпочтительно 1,2 или более, еще более предпочтительно 1,25 или более.
[0036]
Как описано выше, режущий ролик 30 имеет режущие ножи 31 на его периферийной поверхности. Термин «диаметр», используемый в отношении режущего ролика 30, относится к диаметру круговой траектории, по которой проходят концы режущих ножей 31 при вращении режущего ролика 30.
[0037]
Далее будет описан способ изготовления композитного растягивающегося многослойного материала 3 при использовании устройства 10, имеющего вышеописанную конструкцию. Прежде всего, композитный лист 15 вводят в первую обрабатывающую часть 11 устройства 10. Структура композитного листа 15 является такой, как проиллюстрированная на фиг.3 и рассмотренная выше. Композитный лист 15, проиллюстрированный на фиг.3, может быть подготовлен на той же производственной линии, которая включает в себя устройство 10 для изготовления композитного растягивающегося многослойного материала 3. Пример такой производственной линии проиллюстрирован посредством устройства, проиллюстрированного на фиг.11 и 12 патентного литературного источника 1, приведенного выше. Вместо изготовления композитного листа 15 на той же линии композитный лист 15 может быть изготовлен вне линии посредством непоказанного отдельного устройства и подан в устройство 10.
[0038]
Композитный лист 15 подают в первую обрабатывающую часть 11 устройства 10 при эластичных элементах 4, находящихся в растянутом состоянии. На первом этапе обработки в первой обрабатывающей части 11 первый и второй листовые материалы 1 и 2 композитного листа 15 скрепляют вместе посредством образования мест 8 скрепления с помощью сварочного ролика 20. Как показано на фиг.3, зона, в которой места 8 скрепления должны быть образованы, включает в себя первую заданную зону 41, которая предназначена для образования первой эластифицированной зоны 5а, и заданную подзону 42b, которая предназначена для образования второй эластифицированной зоны 5b. Заданная подзона 42b образует вторую заданную зону 42 вместе с заданной подзоной 42а, которая предназначена для образования менее эластифицированной зоны 6. Заданная подзона 42а является проксимальной в поперечном направлении по отношению к заданной подзоне 42b, и заданная подзона 42b является дистальной в поперечном направлении по отношению к заданной подзоне 42а.
[0039]
Как описано выше, вторая заданная подзона 42 композитного листа 15 включает в себя заданные подзоны 42а и 42b, при этом заданная подзона 42а предназначена для образования менее эластифицированной зоны 6, и первая обрабатывающая часть 11 выполняет обработку для скрепления в той зоне второй заданной зоны 42, которая является дистальной в поперечном направлении, а именно в заданной подзоне 42b. Таким образом, посредством данной обработки заданной подзоны 42b образуют вторую эластифицированную зону 5b. В то же время первая заданная зона 41 также подвергается обработке для скрепления в первой обрабатывающей части 11 для образования первой эластифицированной зоны 5а. Композитный лист 15, подвергнутый обработке для скрепления в первой обрабатывающей части 11, в дальнейшем будет также упоминаться как обработанный композитный лист 16. Как проиллюстрировано на фиг.4, обработанный композитный лист 16 имеет первый и второй листовые материалы 2, скрепленные в множестве мест 8 скрепления, с множеством эластичных элементов 4, расположенных между ними в растянутом состоянии так, что они проходят в одном направлении. Ни одно из мест 8 скрепления не расположено на эластичном элементе 4, так что эластичные элементы 4 не прикреплены ни к первому листовому материалу 1, ни ко второму листовому материалу 2 посредством мест 8 скрепления. Места 8 скрепления образованы только в зоне, соответствующей эластифицированным зонам 5а и 5b (см. фиг.1).
[0040]
Полученный в результате, обработанный композитный лист 16 затем последовательно перемещают ко второй обрабатывающей части 12, при этом эластичные элементы 4 в нем остаются натянутыми. Во второй обрабатывающей части 12 обработанный композитный лист 16 подвергается обработке для разрезания (второму этапу обработки), при которой эластичные элементы 4 обработанного композитного листа 16 разрезаются посредством режущего ролика 30. Места разрезания находятся в пределах заданной подзоны 42а второй заданной зоны 42. Заданная подзона 42а расположена в поперечном направлении проксимально по отношению к заданной подзоне 42b, в которой обработка для скрепления была выполнена в первой обрабатывающей части 11. Места разрезания соответствуют местам, обозначенным ссылочной позицией 9 на фиг.1. Режущие ножи 31 режущего ролика 30 расположены в аксиальном направлении внутри по отношению к месту расположения выступов 21 сварочного ролика 20, предназначенных для образования мест 8 скрепления в заданной подзоне 42b. При данной конфигурации части эластичных элементов 4, расположенные в пределах заданной подзоны 42а, которая является проксимальной в поперечном направлении по отношению к заданной подзоне 42b, разрезаются во второй обрабатывающей части 12, как проиллюстрировано на фиг.4. После разрезания эластичных элементов 4 в пределах заданной подзоны 42а менее эластифицированная зона 6 (см. фиг.1) образуется в заданной подзоне 42а.
[0041]
Во второй обрабатывающей части 12 каждый из эластичных элементов 4 обычно разрезается в более чем одном месте. Однако необязательно требуется разрезание каждого из эластичных элементов 4 в более чем одном месте, и любой из эластичных элементов 4 может быть разрезан только в одном месте. В последнем случае единственное место разрезания может находиться в центре менее эластифицированной части 6 (в центре в продольном направлении Х) (см. фиг.1).
[0042]
При выполнении второй обработки на обработанном композитном листе 16 предпочтительно, чтобы были разрезаны только эластичные элементы 4 при оставлении первого и второго листовых материалов 1 и 2 неповрежденными.
[0043]
Таким образом получают композитный эластифицированный многослойный материал 3, имеющий эластифицированные зоны 5а и 5b и менее эластифицированные зоны 6, как проиллюстрировано на фиг.1.
[0044]
Как становится понятным из вышеприведенного описания, согласно способу по изобретению вторую заданную зону 42, включающую в себя заданную подзону 42а, в которой должна быть образована менее эластифицированная зона 6, обрабатывают в нижеуказанной последовательности. Дистальную в поперечном направлении, заданную подзону 42b подвергают обработке для скрепления в первой обрабатывающей части 11, и затем проксимальную в поперечном направлении, заданную подзону 42а подвергают обработке для разрезания во второй обрабатывающей части 12. Композитный лист 15 перемещают при его первом листовом материале 1, обращенном к сварочному ролику 20 при прохождении через первую обрабатывающую часть 11, и его втором листовом материале 2, обращенном к режущему ролику 30 при прохождении через вторую обрабатывающую часть 12. В результате эффективно предотвращается смещение/изгибание осей вращения сварочного ролика 20 и режущего ролика 30, и даже если смещение/изгибание возникает, первый и второй этапы обработки выполняются стабильно.
[0045]
В отличие от способа по патентному литературному источнику 1, в котором сварка и разрезание выполняются в одной обрабатывающей части, способ и устройство согласно изобретению отличаются тем, что обработка для сварки и обработка для скрепления, выполняемые на композитном листе 15, обеспечиваются отдельно в первой обрабатывающей части 11, в которой подвергается обработке дистальная в поперечном направлении, заданная подзона 42b второй заданной зоны 42 на обеих сторонах композитного листа 15, и во второй обрабатывающей части 12, в которой подвергаются обработке проксимальные в поперечном направлении, заданные подзоны 42а. Следовательно, предупреждается возникновение прогиба или вибрации роликов, которые могут возникать из-за взаимных влияний обработки для разрезания и обработки для сварки, посредством чего эффективно предотвращается дестабилизация обработки для сварки и/или разрезания. Таким образом, способ и устройство по изобретению обеспечивают возможность успешного выполнения сварки и разрезания даже, например, в условиях сварки при низкой температуре и высоком давлении, которые обычно приводили к невозможности успешного выполнения обработки вследствие взаимных влияний прогиба и вибрации.
[0046]
В способе или устройстве по изобретению предпочтительно, чтобы, как проиллюстрировано на фиг.5, расстояние D, которое проходит обработанный композитный лист 16 в зазоре S между первым опорным роликом 13 первой обрабатывающей части 11 и вторым опорным роликом 14 второй обрабатывающей части 14, было меньше длины окружности сварочного ролика 20 первой обрабатывающей части 11. За счет этого, когда, например, композитный растягивающийся многослойный материал 3 имеет эластичный элемент 4, который способен растягиваться и стягиваться вдоль направления ширины (то есть направления Y на фиг.1), эффективно предотвращается стягивание композитного растягивающегося многослойного материала 3 в направлении ширины при его перемещении в зазоре S. По этим соображениям более предпочтительно, чтобы расстояние D было меньше, чем одна n-я часть длины окружности сварочного ролика 20, где n - натуральное число, превышающее единицу.
[0047]
Как показано на фиг.5, расстояние D представляет собой длину прямой линии, соединяющей место 16а, в котором обработанный композитный лист 16 отделяется от периферийной поверхности 13а первого опорного ролика 13, и местом 16b, в котором обработанный композитный лист 16 в первый раз входит в контакт с периферийной поверхностью 14а второго опорного ролика 14. Отрезок от места 16а до места 16b является касательным к периферийной поверхности 13а первого опорного ролика 13 в месте 16а, а также касательным к периферийной поверхности 14а второго опорного ролика 14 в месте 16b. Термин «длина окружности», используемый в отношении сварочного ролика 20, относится к длине окружности круговой траектории, по которой проходят вершины выступов 21 при вращении сварочного ролика 20.
[0048]
Вышеизложенное описывает вариант осуществления способа и устройства по изобретению, в которых первая обрабатывающая часть 11 и вторая обрабатывающая часть 12 имеют соответственно сварочный ролик 20 и режущий ролик 30. Согласно изобретению также предложен другой вариант осуществления, в котором первая обрабатывающая часть 11 имеет режущий ролик 30, в то время как вторая обрабатывающая часть 12 имеет сварочный ролик 20, как проиллюстрировано на фиг.6.
[0049]
В варианте осуществления, проиллюстрированном на фиг.6, первая обрабатывающая часть 11 включает в себя первый опорный ролик 13 и режущий ролик 30, и вторая обрабатывающая часть 12 включает в себя второй опорный ролик 14 и сварочный ролик 20. Режущие ножи 31 режущего ролика 30 расположены внутри в аксиальном направлении по отношению к месту расположения выступов 21 сварочного ролика 20, предназначенных для образования мест 8 скрепления в заданной подзоне 42b. При данной конфигурации вторую заданную зону 42, включающую в себя заданную подзону 42а, в которой должна быть образована менее эластифицированная зона 6, обрабатывают в нижеуказанной последовательности. Проксимальную в поперечном направлении, заданную подзону 42а подвергают обработке в первой обрабатывающей части 11, и затем дистальную в поперечном направлении, заданную подзону 42b подвергают обработке во второй обрабатывающей части 12. Более конкретно, при перемещении композитного листа 15 в устройстве 10 заданную подзону 42а второй заданной зоны 42 подвергают обработке в первой обрабатывающей части 11 для разрезания эластичных элементов 4 в заданной подзоне 42а посредством режущего ролика 30 для образования менее эластифицированной зоны 6 (см. фиг.1), и заданную подзону 42b второй заданной зоны 42 подвергают обработке во второй обрабатывающей части 12 для скрепления первого и второго листовых материалов 1 и 2 в заданной подзоне 42b вместе посредством сварочного ролика 20. Таким образом, в данном варианте осуществления разрезание эластичных элементов 4 выполняют в качестве первого этапа обработки, и скрепление листовых материалов 1 и 2 выполняют в качестве второго этапа обработки. Композитный лист 15 перемещают при его первом листовом материале 1, обращенном к режущему ролику 30 при прохождении через первую обрабатывающую часть 11, и его втором листовом материале 2, обращенном к сварочному ролику 20 при прохождении через вторую обрабатывающую часть 12. В результате эффективно предотвращается смещение/изгибание осей вращения режущего ролика 30 и сварочного ролика 20, и даже если смещение/изгибание возникает, первый и второй этапы обработки выполняются стабильно.
[0050]
В первой обрабатывающей части 11 варианта осуществления, проиллюстрированного на фиг.6, первый опорный ролик 13 предпочтительно имеет меньший диаметр, чем режущий ролик 30. При данной конфигурации эффективно предотвращается смещение/изгибание оси вращения режущего ролика 30. По той же причине второй опорный ролик 14 второй обрабатывающей части 12 предпочтительно имеет меньший диаметр, чем сварочный ролик 20.
[0051]
В варианте осуществления, проиллюстрированном на фиг.6, предпочтительно, чтобы оба ролика 13 и 30 первой обрабатывающей части 11 были нагреты и чтобы температура нагрева первого опорного ролика 13 была ниже температуры нагрева режущего ролика 30. Это предпочтительно вследствие того, что эластичные элементы 4 будут непременно разрезаны при избежании разрезания листовых материалов 1 и 2. Также предпочтительно, чтобы оба ролика 14 и 20 второй обрабатывающей части 12 были нагреты и чтобы температура нагрева второго опорного ролика 14 была ниже температуры нагрева сварочного ролика 20. Это предпочтительно вследствие того, что обеспечивается прочное скрепление двух листовых материалов 1 и 2 при минимизации термического повреждения двух листовых материалов 1 и 2.
[0052]
Если контекст не подразумевает иное, неописанные элементы/характеристики варианта осуществления по фиг.6 такие же, как соответствующие элементы/характеристики варианта осуществления, проиллюстрированного на фиг.1-5. Например, в варианте осуществления по фиг.6 расстояние D, которое проходит композитный лист 15 в зазоре S между первым опорным роликом 13 первой обрабатывающей части 11 и вторым опорным роликом 14 второй обрабатывающей части 12, также предпочтительно меньше длины окружности режущего ролика 30 первой обрабатывающей части 11.
[0053]
Посредством способа и устройства, описанных выше, успешным образом получают композитный растягивающийся многослойный материал 3, включающий в себя первый и второй листовые материалы 1 и 2, прикрепленные друг к другу, и эластичные элементы 4, которые разрезаны. Полученный таким образом, композитный растягивающийся многослойный материал 3 пригоден для использования, например, в качестве наружного покрывающего элемента одноразового натягиваемого подгузника, включающего в себя впитывающий комплект, при этом наружный покрывающий элемент расположен с наружной стороны впитывающего комплекта. В этом случае композитный растягивающийся многослойный материал 3 и впитывающий комплект могут быть соединены вместе при совпадении направления Y композитного растягивающегося многослойного материала 3 с продольным направлении впитывающего комплекта таким образом, что части впитывающего комплекта, передняя и задняя в продольном направлении, будут расположены на менее эластифицированных зонах 6 композитного растягивающегося многослойного материала 3.
[0054]
Несмотря на то, что изобретение было описано на основе предпочтительных вариантов его осуществления, следует понимать, что изобретение не рассматривается как ограниченное ими и что различные изменения и модификации могут быть выполнены в них, если эффекты от изобретения не уменьшаются. Например, в варианте осуществления, проиллюстрированном на фиг.2, первый и второй листовые материалы 1 и 2 скрепляют посредством сварочного ролика 20 в первой обрабатывающей части 11, и затем эластичные элементы 4 разрезают посредством режущего ролика 30 во второй обрабатывающей части 12. Этот вариант осуществления может быть модифицирован следующим образом: первая обрабатывающая часть имеет режущий ролик 30 в качестве первого обрабатывающего ролика, в то время как вторая обрабатывающая часть 12 имеет сварочный ролик 20 в качестве второго обрабатывающего ролика; эластичные элементы 4 в зоне, дистальной в поперечном направлении, разрезают посредством режущего ролика 30 в первой обрабатывающей части 11 для образования менее эластифицированной зоны 6, и затем первый и второй листовые материалы 1 и 2 скрепляют в зоне, проксимальной в поперечном направлении по отношению к дистальной зоне, посредством сварочного ролика 20 во второй обрабатывающей части 12. В данной модификации вторая эластифицированная зона 5b и менее эластифицированная зона 6 расположены в порядке, обратном по отношению к показанному на фиг.1.
[0055]
В варианте осуществления, проиллюстрированном на фиг.6, эластичные элементы 4 разрезают посредством режущего ролика 30 в первой обрабатывающей части 11, и затем первый и второй листовые материалы 1 и 2 скрепляют посредством сварочного ролика 20 во второй обрабатывающей части 12. Этот вариант осуществления может быть модифицирован следующим образом: первая обрабатывающая часть 11 имеет сварочный ролик 20 в качестве первого обрабатывающего ролика, в то время как вторая обрабатывающая часть 12 имеет режущий ролик 30 в качестве второго обрабатывающего ролика; первый и второй листовые материалы 1 и 2 скрепляют в зоне, проксимальной в поперечном направлении по отношению к дистальной зоне, посредством сварочного ролика 20 в первой обрабатывающей части 11, и затем эластичные элементы 4 в зоне, дистальной в поперечном направлении по отношению к проксимальной зоне, разрезают посредством режущего ролика 30 во второй обрабатывающей части 12 для образования менее эластифицированной зоны 6. В данной модификации вторая эластифицированная зона 5b и менее эластифицированная зона 6 расположены в порядке, обратном по отношению к показанному на фиг.1.
[0056]
Варианты осуществления, проиллюстрированные на фиг.2 и 6, могут быть модифицированы следующим образом: первая обрабатывающая часть 11 имеет сварочный ролик в качестве первого обрабатывающего ролика, в то время как вторая обрабатывающая часть 12 имеет другой сварочный ролик в качестве второго обрабатывающего ролика, и первый и второй листовые материалы 1 и 2 скрепляют посредством сварочного ролика в первой обрабатывающей части 11 и дополнительно скрепляют посредством другого сварочного ролика во второй обрабатывающей части 12. Композитный растягивающийся многослойный материал, полученный в данной модификации, может иметь форму, отличающуюся от показанной на фиг.1.
[0057]
Варианты осуществления, проиллюстрированные на фиг.2 и 6, могут быть модифицированы следующим образом: первая обрабатывающая часть 11 имеет режущий ролик в качестве первого обрабатывающего ролика, в то время как вторая обрабатывающая часть 12 имеет другой режущий ролик в качестве второго обрабатывающего ролика, и эластичные элементы 4 разрезают посредством режущего ролика в первой обрабатывающей части 11 и дополнительно разрезают посредством другого режущего ролика во второй обрабатывающей части 12. Композитный растягивающийся многослойный материал, полученный в данной модификации, может иметь форму, отличающуюся от показанной на фиг.1.
[0058]
Рассмотрены нижеследующие пункты, дополнительно описывающие раскрытый способ изготовления композитного растягивающегося многослойного материала.
1. Способ изготовления композитного растягивающегося многослойного материала, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в данном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона, при этом способ включает:
выполнение композитного листа, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, при этом композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны;
выполнение первого этапа обработки на композитном листе в первой обрабатывающей части во время перемещения композитного листа в данном направлении, при этом первая обрабатывающая часть содержит первый опорный ролик и первый обрабатывающий ролик, и
выполнение второго этапа обработки на композитном материале во второй обрабатывающей части во время перемещения композитного листа в данном направлении, при этом вторая обрабатывающая часть содержит второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения,
при этом в зоне композитного листа, подлежащей обработке,
дистальную зону зоны, подлежащей обработке, обрабатывают в первой обрабатывающей части, при этом дистальная зона расположена дистально в поперечном направлении, перпендикулярном к направлению перемещения, и
проксимальную зону зоны, подлежащей обработке, обрабатывают во второй обрабатывающей части, при этом проксимальная зона является проксимальной по отношению к дистальной зоне в поперечном направлении.
[0059]
2. Способ по пункту 1, в котором первый обрабатывающий ролик представляет собой сварочный ролик, второй обрабатывающий ролик представляет собой режущий ролик, первый этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в дистальной зоне посредством сварочного ролика, и второй этап обработки предназначен для разрезания эластичного элемента в проксимальной зоне посредством режущего ролика для образования менее эластифицированной зоны.
3. Способ по пункту 1, в котором первый обрабатывающий ролик представляет собой режущий ролик, второй обрабатывающий ролик представляет собой сварочный ролик, первый этап обработки предназначен для разрезания эластичного элемента в дистальной зоне посредством режущего ролика для образования менее эластифицированной зоны, и второй этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в проксимальной зоне посредством сварочного ролика.
4. Способ по пункту 1, в котором первый обрабатывающий ролик представляет собой первый сварочный ролик, второй обрабатывающий ролик представляет собой второй сварочный ролик, первый этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в дистальной зоне посредством первого сварочного ролика, и второй этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в проксимальной зоне посредством второго сварочного ролика.
5. Способ по пункту 1, в котором первый обрабатывающий ролик представляет собой первый режущий ролик, второй обрабатывающий ролик представляет собой второй режущий ролик, первый этап обработки предназначен для разрезания эластичного элемента в дистальной зоне посредством первого режущего ролика, и второй этап обработки предназначен для разрезания эластичного элемента в проксимальной зоне посредством второго режущего ролика.
6. Способ изготовления композитного растягивающегося многослойного материала, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в данном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона, при этом способ включает:
выполнение композитного листа, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, при этом композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны;
выполнение первого этапа обработки на композитном листе в первой обрабатывающей части во время перемещения композитного листа в данном направлении, при этом первая обрабатывающая часть содержит первый опорный ролик и первый обрабатывающий ролик; и
выполнение второго этапа обработки на композитном материале во второй обрабатывающей части во время перемещения композитного листа в данном направлении, при этом вторая обрабатывающая часть содержит второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения,
при этом в зоне композитного листа, подлежащей обработке,
проксимальную зону зоны, подлежащей обработке, обрабатывают в первой обрабатывающей части, при этом проксимальная зона расположена проксимально в поперечном направлении, перпендикулярном к направлению перемещения, и
дистальную зону зоны, подлежащей обработке, обрабатывают во второй обрабатывающей части, при этом дистальная зона является дистальной по отношению к проксимальной зоне в поперечном направлении.
7. Способ по пункту 6, в котором первый обрабатывающий ролик представляет собой режущий ролик, второй обрабатывающий ролик представляет собой сварочный ролик, первый этап обработки предназначен для разрезания эластичного элемента в проксимальной зоне посредством разрезающего ролика для образования менее эластифицированной зоны, и второй этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в дистальной зоне посредством сварочного ролика.
8. Способ по пункту 6, в котором первый обрабатывающий ролик представляет собой сварочный ролик, второй обрабатывающий ролик представляет собой режущий ролик, первый этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в проксимальной зоне посредством сварочного ролика, и второй этап обработки предназначен для разрезания эластичного элемента в дистальной зоне посредством режущего ролика для образования менее эластифицированной зоны.
9. Способ по пункту 6, в котором первый обрабатывающий ролик представляет собой первый сварочный ролик, второй обрабатывающий ролик представляет собой второй сварочный ролик, первый этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в проксимальной зоне посредством первого сварочного ролика, и второй этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в дистальной зоне посредством второго сварочного ролика.
10. Способ по пункту 6, в котором первый обрабатывающий ролик представляет собой первый режущий ролик, второй обрабатывающий ролик представляет собой второй режущий ролик, первый этап обработки предназначен для разрезания эластичного элемента в проксимальной зоне посредством первого режущего ролика, и второй этап обработки предназначен для разрезания эластичного элемента в дистальной зоне посредством второго режущего ролика.
11. Способ по любому из пунктов 1-10, в котором расстояние, которое проходит композитный лист в зазоре между первым опорным роликом первой обрабатывающей части и вторым опорным роликом второй обрабатывающей части, меньше длины окружности первого обрабатывающего ролика первой обрабатывающей части.
[0061]
12. Способ по любому из пунктов 1-11, в котором диаметр первого опорного ролика первой обрабатывающей части меньше диаметра первого обрабатывающего ролика первой обрабатывающей части.
13. Способ по любому из пунктов 1-12, в котором диаметр второго опорного ролика второй обрабатывающей части меньше диаметра второго обрабатывающего ролика второй обрабатывающей части.
14. Способ по любому из пунктов 1-13, в котором первый опорный ролик и первый обрабатывающий ролик первой обрабатывающей части нагревают, и температура нагрева первого опорного ролика ниже температуры нагрева первого обрабатывающего ролика.
15. Способ по любому из пунктов 1-14, в котором второй опорный ролик и второй обрабатывающий ролик второй обрабатывающей части нагревают, и температура нагрева второго опорного ролика ниже температуры нагрева второго обрабатывающего ролика.
16. Устройство для изготовления композитного растягивающегося многослойного материала, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в данном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона, при этом устройство содержит:
транспортное устройство для перемещения композитного листа, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, при этом транспортное устройство обеспечивает перемещение композитного листа в данном направлении, и композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны;
первую обрабатывающую часть для выполнения первого этапа обработки на композитном листе, при этом первая обрабатывающая часть содержит первый опорный ролик и первый обрабатывающий ролик; и
вторую обрабатывающую часть для выполнения второго этапа обработки на композитном листе, при этом вторая обрабатывающая часть содержит второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения,
при этом
первая обрабатывающая часть выполнена с возможностью обработки дистальной зоны подлежащей обработке зоны композитного листа, при этом дистальная зона расположена дистально в поперечном направлении, перпендикулярном к направлению перемещения, и
вторая обрабатывающая часть выполнена с возможностью обработки проксимальной зоны подлежащей обработке зоны композитного листа, при этом проксимальная зона является проксимальной по отношению к дистальной зоне в поперечном направлении.
[0062]
17. Устройство по пункту 16, в котором первый обрабатывающий ролик представляет собой сварочный ролик, второй обрабатывающий ролик представляет собой режущий ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к сварочному ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном к режущему ролику во время прохождения через вторую обрабатывающую часть.
18. Устройство по пункту 16, в котором первый обрабатывающий ролик представляет собой режущий ролик, второй обрабатывающий ролик представляет собой сварочный ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к режущему ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном к сварочному ролику во время прохождения через вторую обрабатывающую часть.
19. Устройство по пункту 16, в котором первый обрабатывающий ролик представляет собой первый сварочный ролик, второй обрабатывающий ролик представляет собой второй сварочный ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к первому сварочному ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном ко второму сварочному ролику во время прохождения через вторую обрабатывающую часть.
20. Устройство по пункту 16, в котором первый обрабатывающий ролик представляет собой первый режущий ролик, второй обрабатывающий ролик представляет собой второй режущий ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к первому режущему ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном ко второму режущему ролику во время прохождения через вторую обрабатывающую часть.
21. Устройство для изготовления композитного растягивающегося многослойного материала, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в данном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона, при этом устройство содержит:
транспортное устройство для перемещения композитного листа, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, при этом транспортное устройство обеспечивает перемещение композитного листа в данном направлении, и композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны;
первую обрабатывающую часть для выполнения первого этапа обработки на композитном листе, при этом первая обрабатывающая часть содержит первый опорный ролик и первый обрабатывающий ролик; и
вторую обрабатывающую часть для выполнения второго этапа обработки на композитном листе, при этом вторая обрабатывающая часть содержит второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения,
при этом
первая обрабатывающая часть выполнена с возможностью обработки проксимальной зоны подлежащей обработке зоны композитного листа, при этом проксимальная зона расположена проксимально в поперечном направлении, перпендикулярном к направлению перемещения, и
вторая обрабатывающая часть выполнена с возможностью обработки дистальной зоны подлежащей обработке зоны композитного листа, при этом дистальная зона является дистальной по отношению к проксимальной зоне в поперечном направлении.
[0063]
22. Устройство по пункту 21, в котором первый обрабатывающий ролик представляет собой режущий ролик, второй обрабатывающий ролик представляет собой сварочный ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к режущему ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном к сварочному ролику во время прохождения через вторую обрабатывающую часть.
23. Устройство по пункту 21, в котором первый обрабатывающий ролик представляет собой сварочный ролик, второй обрабатывающий ролик представляет собой режущий ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к сварочному ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном к режущему ролику во время прохождения через вторую обрабатывающую часть.
24. Устройство по пункту 21, в котором первый обрабатывающий ролик представляет собой первый сварочный ролик, второй обрабатывающий ролик представляет собой второй сварочный ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к первому сварочному ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном ко второму сварочному ролику во время прохождения через вторую обрабатывающую часть.
25. Устройство по пункту 21, в котором первый обрабатывающий ролик представляет собой первый режущий ролик, второй обрабатывающий ролик представляет собой второй режущий ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к первому режущему ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном ко второму режущему ролику во время прохождения через вторую обрабатывающую часть.
26. Устройство по любому из пунктов 16-25, в котором первый опорный ролик первой обрабатывающей части имеет меньший диаметр, чем первый обрабатывающий ролик первой обрабатывающей части.
[0064]
27. Устройство по любому из пунктов 16-26, в котором второй опорный ролик второй обрабатывающей части имеет меньший диаметр, чем второй обрабатывающий ролик второй обрабатывающей части.
28. Устройство по любому из пунктов 16-27, в котором первый опорный ролик и первый обрабатывающий ролик первой обрабатывающей части выполнены с возможностью их нагрева.
29. Устройство по любому из пунктов 16-28, в котором второй опорный ролик и второй обрабатывающий ролик второй обрабатывающей части выполнены с возможностью их нагрева.
Промышленная применимость
[0065]
Согласно изобретению предложен способ изготовления композитного растягивающегося многослойного материала, обеспечивающий возможность выполнения скрепления листовых материалов и разрезания эластичных элементов стабильным образом.
Способ изготовления композитного растягивающегося многослойного материала включает выполнение первого этапа обработки на перемещающемся композитном листе 15 в первой обрабатывающей части 11 и выполнение второго этапа обработки на перемещающемся композитном листе 15 во второй обрабатывающей части 12 во время перемещения композитного листа 15. Первая обрабатывающая часть 11 включает в себя опорный ролик 13 и первый обрабатывающий ролик. Вторая обрабатывающая часть 12 включает в себя опорный ролик 14 и второй обрабатывающий ролик. Композитный лист 15 перемещают при его первом листовом материале 1, обращенном к первому обрабатывающему ролику в первой обрабатывающей части 11, и при его втором листовом материале 2, обращенном ко второму обрабатывающему ролику во второй обрабатывающей части 12. Композитный лист 15 подвергается обработке для скрепления для скрепления вместе его первого и второго листовых материалов 1 и 2, за которой следует обработка для разрезания для разрезания его эластичных элементов 4, или подвергается обработке для разрезания с последующей обработкой для скрепления, чтобы посредством этого образовать менее эластифицированную зону 6. 4 н. и 21 з.п. ф-лы, 6 ил.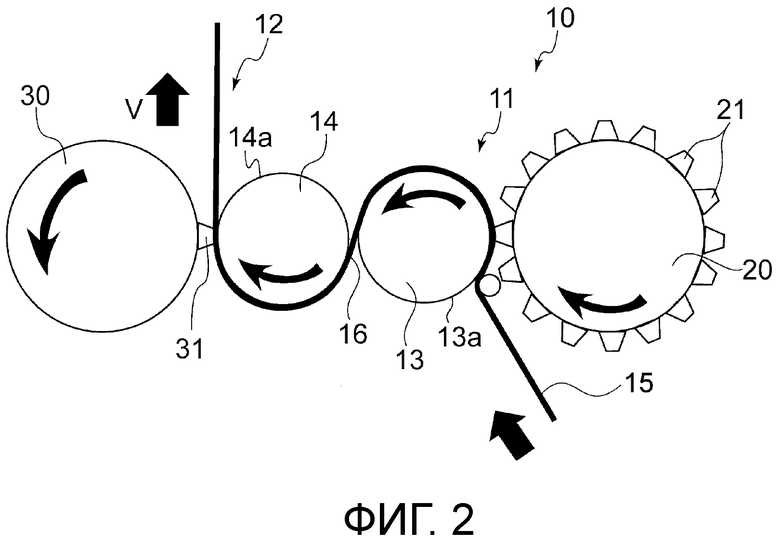
1. Способ изготовления композитного растягивающегося многослойного материала, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в одном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона, при этом способ включает:
выполнение композитного листа, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, при этом композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны;
выполнение первого этапа обработки на композитном листе в первой обрабатывающей части во время перемещения композитного листа в данном направлении, при этом первая обрабатывающая часть содержит первый опорный ролик и первый обрабатывающий ролик, и
выполнение второго этапа обработки на композитном листе во второй обрабатывающей части во время перемещения композитного листа в данном направлении, при этом вторая обрабатывающая часть содержит второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения,
при этом в зоне композитного листа, подлежащей обработке,
дистальную зону зоны, подлежащей обработке, обрабатывают в первой обрабатывающей части, при этом дистальная зона расположена дистально в поперечном направлении, перпендикулярном к направлению перемещения, и
проксимальную зону зоны, подлежащей обработке, обрабатывают во второй обрабатывающей части, при этом проксимальная зона является проксимальной по отношению к дистальной зоне в поперечном направлении, причем
первый обрабатывающий ролик представляет собой первый сварочный ролик, второй обрабатывающий ролик представляет собой второй сварочный ролик, первый этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в дистальной зоне посредством первого сварочного ролика, и второй этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в проксимальной зоне посредством второго сварочного ролика.
2. Способ по п.1, в котором первый обрабатывающий ролик представляет собой сварочный ролик, второй обрабатывающий ролик представляет собой режущий ролик, первый этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в дистальной зоне посредством сварочного ролика, и второй этап обработки предназначен для разрезания эластичного элемента в проксимальной зоне посредством режущего ролика для образования менее эластифицированной зоны.
3. Способ по п.1, в котором первый обрабатывающий ролик представляет собой режущий ролик, второй обрабатывающий ролик представляет собой сварочный ролик, первый этап обработки предназначен для разрезания эластичного элемента в дистальной зоне посредством режущего ролика для образования менее эластифицированной зоны, и второй этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в проксимальной зоне посредством сварочного ролика.
4. Способ по п.1, в котором первый обрабатывающий ролик представляет собой первый режущий ролик, второй обрабатывающий ролик представляет собой второй режущий ролик, первый этап обработки предназначен для разрезания эластичного элемента в дистальной зоне посредством первого режущего ролика, и второй этап обработки предназначен для разрезания эластичного элемента в проксимальной зоне посредством второго режущего ролика.
5. Способ изготовления композитного растягивающегося многослойного материала, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в одном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона, при этом способ включает:
выполнение композитного листа, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, при этом композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны;
выполнение первого этапа обработки на композитном листе в первой обрабатывающей части во время перемещения композитного листа в данном направлении, при этом первая обрабатывающая часть содержит первый опорный ролик и первый обрабатывающий ролик; и
выполнение второго этапа обработки на композитном листе во второй обрабатывающей части во время перемещения композитного листа в данном направлении, при этом вторая обрабатывающая часть содержит второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения,
при этом в зоне композитного листа, подлежащей обработке,
проксимальную зону зоны, подлежащей обработке, обрабатывают в первой обрабатывающей части, при этом проксимальная зона расположена проксимально в поперечном направлении, перпендикулярном к направлению перемещения, и
дистальную зону зоны, подлежащей обработке, обрабатывают во второй обрабатывающей части, при этом дистальная зона является дистальной по отношению к проксимальной зоне в поперечном направлении, причем
первый обрабатывающий ролик представляет собой первый сварочный ролик, второй обрабатывающий ролик представляет собой второй сварочный ролик, первый этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в проксимальной зоне посредством первого сварочного ролика, и второй этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в дистальной зоне посредством второго сварочного ролика.
6. Способ по п.5, в котором первый обрабатывающий ролик представляет собой режущий ролик, второй обрабатывающий ролик представляет собой сварочный ролик, первый этап обработки предназначен для разрезания эластичного элемента в проксимальной зоне посредством разрезающего ролика для образования менее эластифицированной зоны, и второй этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в дистальной зоне посредством сварочного ролика.
7. Способ по п.5, в котором первый обрабатывающий ролик представляет собой сварочный ролик, второй обрабатывающий ролик представляет собой режущий ролик, первый этап обработки предназначен для прикрепления первого листового материала и второго листового материала друг к другу в проксимальной зоне посредством сварочного ролика, и второй этап обработки предназначен для разрезания эластичного элемента в дистальной зоне посредством режущего ролика для образования менее эластифицированной зоны.
8. Способ по п.5, в котором первый обрабатывающий ролик представляет собой первый режущий ролик, второй обрабатывающий ролик представляет собой второй режущий ролик, первый этап обработки предназначен для разрезания эластичного элемента в проксимальной зоне посредством первого режущего ролика, и второй этап обработки предназначен для разрезания эластичного элемента в дистальной зоне посредством второго режущего ролика.
9. Способ по п.1 или 5, в котором расстояние, которое проходит композитный лист в зазоре между первым опорным роликом первой обрабатывающей части и вторым опорным роликом второй обрабатывающей части, меньше длины окружности первого обрабатывающего ролика первой обрабатывающей части.
10. Способ по п.1 или 5, в котором диаметр первого опорного ролика первой обрабатывающей части меньше диаметра первого обрабатывающего ролика первой обрабатывающей части.
11. Способ по п.1 или 5, в котором диаметр второго опорного ролика второй обрабатывающей части меньше диаметра второго обрабатывающего ролика второй обрабатывающей части.
12. Способ по п.1 или 5, в котором первый опорный ролик и первый обрабатывающий ролик первой обрабатывающей части нагревают, и температура нагрева первого опорного ролика ниже температуры нагрева первого обрабатывающего ролика.
13. Способ по п.1 или 5, в котором второй опорный ролик и второй обрабатывающий ролик второй обрабатывающей части нагревают, и температура нагрева второго опорного ролика ниже температуры нагрева второго обрабатывающего ролика.
14. Устройство для изготовления композитного растягивающегося многослойного материала, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в данном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона, при этом устройство содержит:
транспортное устройство для перемещения композитного листа, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, при этом транспортное устройство обеспечивает перемещение композитного листа в данном направлении, и композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны;
первую обрабатывающую часть для выполнения первого этапа обработки на композитном листе, при этом первая обрабатывающая часть содержит первый опорный ролик и первый обрабатывающий ролик; и
вторую обрабатывающую часть для выполнения второго этапа обработки на композитном листе, при этом вторая обрабатывающая часть содержит второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения,
при этом
первая обрабатывающая часть выполнена с возможностью обработки дистальной зоны подлежащей обработке зоны композитного листа, при этом дистальная зона расположена дистально в поперечном направлении, перпендикулярном к направлению перемещения, и
вторая обрабатывающая часть выполнена с возможностью обработки проксимальной зоны подлежащей обработке зоны композитного листа, при этом проксимальная зона является проксимальной по отношению к дистальной зоне в поперечном направлении, причем
первый обрабатывающий ролик представляет собой первый сварочный ролик, второй обрабатывающий ролик представляет собой второй сварочный ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к первому сварочному ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном ко второму сварочному ролику во время прохождения через вторую обрабатывающую часть.
15. Устройство по п.14, в котором первый обрабатывающий ролик представляет собой сварочный ролик, второй обрабатывающий ролик представляет собой режущий ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к сварочному ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном к режущему ролику во время прохождения через вторую обрабатывающую часть.
16. Устройство по п.14, в котором первый обрабатывающий ролик представляет собой режущий ролик, второй обрабатывающий ролик представляет собой сварочный ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к режущему ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном к сварочному ролику во время прохождения через вторую обрабатывающую часть.
17. Устройство по п.14, в котором первый обрабатывающий ролик представляет собой первый режущий ролик, второй обрабатывающий ролик представляет собой второй режущий ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к первому режущему ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном ко второму режущему ролику во время прохождения через вторую обрабатывающую часть.
18. Устройство для изготовления композитного растягивающегося многослойного материала, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, и имеющего эластифицированную зону, способную растягиваться и стягиваться в данном направлении, и менее эластифицированную зону, растягивающуюся и стягивающуюся в меньшей степени, чем эластифицированная зона, при этом устройство содержит:
транспортное устройство для перемещения композитного листа, содержащего: первый листовой материал, второй листовой материал и множество эластичных элементов, которые проходят вдоль одного направления и которые размещены в их растянутом состоянии между первым листовым материалом и вторым листовым материалом, при этом транспортное устройство обеспечивает перемещение композитного листа в одном направлении, и композитный лист имеет зону, подлежащую обработке, при этом данная зона включает в себя подзону, предназначенную для образования менее эластифицированной зоны;
первую обрабатывающую часть для выполнения первого этапа обработки на композитном листе, при этом первая обрабатывающая часть содержит первый опорный ролик и первый обрабатывающий ролик; и
вторую обрабатывающую часть для выполнения второго этапа обработки на композитном листе, при этом вторая обрабатывающая часть содержит второй опорный ролик и второй обрабатывающий ролик и расположена за первой обрабатывающей частью в направлении перемещения,
при этом
первая обрабатывающая часть выполнена с возможностью обработки проксимальной зоны подлежащей обработке зоны композитного листа, при этом проксимальная зона расположена проксимально в поперечном направлении, перпендикулярном к направлению перемещения, и
вторая обрабатывающая часть выполнена с возможностью обработки дистальной зоны подлежащей обработке зоны композитного листа, при этом дистальная зона является дистальной по отношению к проксимальной зоне в поперечном направлении, причем
первый обрабатывающий ролик представляет собой первый сварочный ролик, второй обрабатывающий ролик представляет собой второй сварочный ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к первому сварочному ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном ко второму сварочному ролику во время прохождения через вторую обрабатывающую часть.
19. Устройство по п.18, в котором первый обрабатывающий ролик представляет собой режущий ролик, второй обрабатывающий ролик представляет собой сварочный ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к режущему ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном к сварочному ролику во время прохождения через вторую обрабатывающую часть.
20. Устройство по п.18, в котором первый обрабатывающий ролик представляет собой сварочный ролик, второй обрабатывающий ролик представляет собой режущий ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к сварочному ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном к режущему ролику во время прохождения через вторую обрабатывающую часть.
21. Устройство по п.18, в котором первый обрабатывающий ролик представляет собой первый режущий ролик, второй обрабатывающий ролик представляет собой второй режущий ролик, и перемещение композитного листа осуществляется при первом листовом материале, обращенном к первому режущему ролику во время прохождения через первую обрабатывающую часть, и при втором листовом материале, обращенном ко второму режущему ролику во время прохождения через вторую обрабатывающую часть.
22. Устройство по п.14 или 18, в котором первый опорный ролик первой обрабатывающей части имеет меньший диаметр, чем первый обрабатывающий ролик первой обрабатывающей части.
23. Устройство по п.14 или 18, в котором второй опорный ролик второй обрабатывающей части имеет меньший диаметр, чем второй обрабатывающий ролик второй обрабатывающей части.
24. Устройство по п.14 или 18, в котором первый опорный ролик и первый обрабатывающий ролик первой обрабатывающей части выполнены с возможностью их нагрева.
25. Устройство по п.14 или 18, в котором второй опорный ролик и второй обрабатывающий ролик второй обрабатывающей части выполнены с возможностью их нагрева.
| JP 2004136068 A, 13.05.2004 | |||
| JP 2014045846 A, 17.03.2014 | |||
| JP 2011177275 A, 15.09.2011 | |||
| JP 2009153754 A, 16.07.2009 | |||
| JP 2004122605 A, 22.04.2004 | |||
| JP 2015058061 A, 30.03.2015 | |||
| НЕТКАНЫЙ КОМПОЗИТНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ПЕРФОРИРОВАННУЮ ЭЛАСТИЧНУЮ ПЛЕНКУ | 2007 |
|
RU2439223C2 |

