ОПИСАНИЕ ИЗОБРЕТЕНИЯ
2420-537466RU/040
СПОСОБ ИЗГОТОВЛЕНИЯ РАСТЯГИВАЮЩЕГОСЯ ЭЛАСТИЧНОГО ЭЛЕМЕНТА И ОДНОРАЗОВЫЙ ПОДГУЗНИК С ИСПОЛЬЗОВАНИЕМ РАСТЯГИВАЮЩЕГОСЯ ЭЛАСТИЧНОГО ЭЛЕМЕНТА
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение предлагает способ изготовления растягивающегося эластичного элемента и одноразовый подгузник использование растягивающегося эластичного элемента. Способом изготовления растягивающегося эластичного элемента согласно настоящему изобретению может быть получен растягивающийся эластичный элемент, имеющий превосходный внешний вид, и при этом предотвращается открытие разрезанных частей листов, между которыми находятся упругие и эластичные элементы. Кроме того, когда растягивающийся эластичный элемент используется для наружного листа одноразового подгузника, может быть изготовлен одноразовый подгузник, имеющий превосходный внешний вид, и при этом предотвращается образование складок в секции наружного листа, который перекрывается с внутренним корпусом, и предотвращается открытие разрезанных частей наружного листа.
Уровень техники
[0002]
Хорошо известно, что традиционный растягивающийся эластичный элемент, который используется для одноразового подгузника, образуется посредством нанесения связующего материала между двумя слоями листов и помещения и фиксации продолговатых упругих и эластичных элементов в растянутом состоянии. Кроме того, хорошо известно также, что растягивающийся эластичный элемент, в котором растягивающиеся части располагаются периодически, образуется посредством периодического нанесения связующего материала между двумя слоями листов, помещения продолговатых упругих и эластичных элементов в растянутом состоянии и последующего разрезания листов в областях ненанесения связующего материала.
[0003]
В качестве способа изготовления растягивающегося эластичного элемента, в котором периодически располагаются растягивающиеся части, патентный документ 1 предлагает способ изготовления растягивающегося эластичного элемента, согласно которому образуются области нанесения, в которых связующий материал наносится на верхнюю поверхность листа на одной стороне, и области ненанесения, в которых не наносится связующий материал, располагаются и фиксированно устанавливаются, от стороны верхней поверхности листа, продолговатые упругие и эластичные элементы и лист на другой стороне, а затем разрезаются продолговатые упругие и эластичные элементы, расположенные в областях ненанесения.
[0004]
Кроме того, патентный документ 2 предлагает способ изготовления растягивающегося эластичного элемента, согласно которому образуются области нанесения на верхней поверхности листа на одной стороне посредством непрерывного нанесения связующего материала, располагаются и фиксированно устанавливаются, от стороны верхней поверхности листа, продолговатые упругие и эластичные элементы и лист на другой стороне, имеющий области нанесения, в котором связующий материал наносится на его нижнюю поверхность, противоположную листу на одной стороне, и области ненанесения, в котором не наносится связующий материал, а затем разрезаются продолговатые упругие и эластичные элементы, расположенные на слабосвязанных частях, на которых области нанесения листа на одной стороне и области ненанесения листа на другой стороне перекрываются друг с другом.
Список цитируемой литературы
Патентный документ
[0005]
Патентный документ 1: японская патентная заявка JP-A № 2000-26015
Патентный документ 2: японская патентная заявка JP-A № 2004-229857
Сущность изобретения
Техническая проблема
[0006]
Однако в способе изготовления растягивающегося эластичного элемента, который описывается в патентном документе 1, когда разрезанные продолговатые упругие и эластичные элементы сжимаются, концевые части разрезанных продолговатых упругих и эластичных элементов свободно перемещаются в областях ненанесения. По этой причине продолговатые упругие и эластичные элементы сгибаются или складываются и становятся неоднородными, и в результате этого ухудшается внешний вид.
С другой стороны, в способе изготовления растягивающегося эластичного элемента, который описывается в патентном документе 2, оказывается необходимым чрезвычайно большое количество связующего материала, что представляет собой недостаток в отношении стоимости, а также может ухудшаться гибкость растягивающегося эластичного элемента вследствие чрезмерного нанесения связующего материала. Кроме того, когда растягивающийся эластичный элемент, полученный таким способом изготовления, используется в качестве наружного листа одноразового подгузника, воздухопроницаемость может снижаться в значительной степени.
Основная задача настоящего изобретения заключается в том, чтобы предложить способ изготовления растягивающегося эластичного элемента, имеющего превосходный внешний вид и уменьшенную себестоимость изготовления.
Решение проблемы
[0007]
В качестве решения вышеупомянутых проблем настоящее изобретение заключается в следующем:
[0008]
Изобретение по пункту 1 формулы изобретения представляет собой способ изготовления растягивающегося эластичного элемента, причем данный растягивающийся эластичный элемент включает растягивающуюся область и нерастягивающуюся область, и для этого фиксированно устанавливаются многочисленные продолговатые упругие и эластичные элементы между двумя слоями листов в растянутом состоянии, а затем продолговатые упругие и эластичные элементы разрезаются, причем, согласно данному способу, первый связующий материал наносится на внутреннюю поверхность листа на одной стороне с заданными интервалами, и второй связующий материал наносится на продолговатые упругие и эластичные элементы с заданными интервалами; образуются первые области нанесения, в которых наносится первый связующий материал, и первые области ненанесения между первыми областями нанесения и прилегающими первыми областями нанесения; образуются вторые области нанесения, в которых второй связующий материал наносится на многочисленные первые области нанесения и вторые области ненанесения между вторыми областями нанесения и прилегающими вторыми областями нанесения; фиксированно устанавливаются, на внутренней поверхности листа на одной стороне, продолговатые упругие и эластичные элементы и лист на другой стороне на наружной поверхности продолговатых упругих и эластичных элементов; и продолговатые упругие и эластичные элементы разрезаются в секциях, в которых первые области ненанесения и вторые области нанесения оказываются противоположными по отношению друг к другу при наблюдении сверху.
[0009]
Изобретение по пункту 2 формулы изобретения представляет собой способ изготовления растягивающегося эластичного элемента по пункту 1 формулы изобретения, в котором продолговатые упругие и эластичные элементы разрезаются режущим блоком, включающим режущее лезвие.
[0010]
Изобретение по пункту 3 формулы изобретения представляет собой способ изготовления растягивающегося эластичного элемента по пункту 2 формулы изобретения, в котором ширина нанесения первых областей нанесения устанавливается в пределах от 0,5 мм до 4 мм, и интервал первых областей ненанесения устанавливается в пределах от 4 мм до 8 мм.
[0011]
Изобретение по пункту 4 формулы изобретения представляет собой способ изготовления растягивающегося эластичного элемента по пункту 2 формулы изобретения или 3, в котором режущий блок составляют режущий ролика и разглаживающий ролик, режущие лезвия находятся на наружной окружной поверхности режущего ролика в стоячем положении с заданными интервалами в направлении окружной поверхности, и режущий ролик располагается на наружной поверхности листа на одной стороне, и разглаживающий ролик располагается на наружной поверхности листа на другой стороне.
[0012]
Изобретение по пункту 5 формулы изобретения представляет собой способ изготовления растягивающегося эластичного элемента по любому из пунктов 1-4, в котором второй связующий материал не наносится на секции продолговатых упругих и эластичных элементов, которые находятся напротив листа на другой стороне.
[0013]
Изобретение по пункту 6 формулы изобретения представляет собой способ изготовления растягивающегося эластичного элемента по пункту 4 формулы изобретения или 5, в котором устанавливается больший интервал первых областей ненанесения, чем интервал режущих лезвий между режущими лезвиями и прилегающими режущими лезвиями.
[0014]
Изобретение по пункту 7 формулы изобретения представляет собой одноразовый подгузник, в котором растягивающийся эластичный элемент, изготовленный способом изготовления растягивающегося эластичного элемента по любому из пунктов 1-6, используется в качестве наружного листа, и внутренний корпус, содержащий абсорбирующий материал, располагается на внутренней поверхности наружного листа.
[0015]
Изобретение по пункту 8 формулы изобретения представляет собой одноразовый подгузник по пункту 7 формулы изобретения, в котором третьи области нанесения, в которых связующий материал параллельно с первым связующим материалом наносится с заданными интервалами в направлении справа налево, образуются на поверхности внутреннего корпуса, прикрепленной к наружному листу, и третьи области нанесения и первые области нанесения перекрываются друг с другом при наблюдении сверху.
[0016]
Изобретение по пункту 9 формулы изобретения представляет собой одноразовый подгузник по пункту 8 формулы изобретения, в котором область ненанесения, в котором не наносится связующий материал, образуется на промежуточной секции третьих областей нанесения в направлении спереди назад.
Полезные эффекты изобретение
[0017]
Согласно изобретению по пункту 1 формулы изобретения, первый связующий материал наносится на внутреннюю поверхность листа на одной стороне с заданными интервалами, второй связующий материал наносится на продолговатые упругие и эластичные элементы с заданными интервалами, первые области нанесения, в которых наносится первый связующий материал, и образуются первые области ненанесения между первыми областями нанесения и прилегающими первыми областями нанесения, образуются вторые области нанесения, в которых второй связующий материал наносится на многочисленные первые области нанесения, и вторые области ненанесения между вторыми областями нанесения и прилегающими вторыми областями нанесения, продолговатые упругие и эластичные элементы и лист на другой стороне на наружной поверхности продолговатых упругих и эластичных элементов фиксированно устанавливаются на внутренней поверхности листа на одной стороне, и продолговатые упругие и эластичные элементы разрезаются в секциях, в которых первые области ненанесения и вторые области нанесения оказываются противоположными по отношению друг к другу при наблюдении сверху. Таким образом, разрезанные части разрезанных продолговатых упругих и эластичных элементов сжимаются вдоль траекторий расположения, что предотвращает открытие разрезанных частей листов, которые образуются во время резания. Кроме того, может предотвращаться образование складок листов в секциях, в которых первые области ненанесения и вторые области нанесения оказываются противоположными по отношению друг к другу, и, таким образом, получаются превосходные характеристики внешнего вида. Кроме того, не требуется нанесение связующего материала в избыточным количестве, и в результате этого снижается себестоимость изготовления.
[0018]
Согласно изобретению по пункту 2 формулы изобретения, продолговатые упругие и эластичные элементы разрезаются режущим блоком, включающим режущее лезвие. Таким образом, в качестве дополнения к эффектам, получаемым посредством изобретения по пункту 1 формулы изобретения, разрезанные части разрезанных продолговатых упругих и эластичных элементов могут ориентироваться в постоянной форме.
[0019]
Согласно изобретению по пункту 3 формулы изобретения, ширина нанесения первых областей нанесения устанавливается в пределах от 0,5 мм до 4 мм, и первый интервал устанавливается в пределах от 4 мм до 8 мм. Таким образом, в качестве дополнения к эффектам, получаемым посредством изобретения по пункту 2 формулы изобретения, может предотвращаться разделение между первым листом и продолговатыми упругими и эластичными элементами в фиксированно установленных секциях вследствие сжимающей силы разрезанных продолговатых упругих и эластичных элементов. Соответственно, может предотвращаться падение разрезанных частей и других частей разрезанных продолговатых упругих и эластичных элементов на первые области ненанесения.
[0020]
Согласно изобретению по пункту 4 формулы изобретения, режущий блок составляют режущий ролик и разглаживающий ролик, причем режущие лезвия находятся на наружной окружной поверхности режущего ролика в стоячем положении с заданными интервалами в направлении окружной поверхности, и режущий ролик располагается на наружной поверхности листа на одной стороне и разглаживающий ролик располагается на наружной поверхности листа на другой стороне. Таким образом, в качестве дополнения к эффектам, получаемым посредством изобретения по пункту 2 формулы изобретения или 3, фиксация между первым листом и продолговатыми упругими и эластичными элементами ослабляется посредством давления режущего ролика, и разрезанные части разрезанных продолговатых упругих и эластичных элементов могут эффективно сжиматься к прилегающим первым областям нанесения.
[0021]
Согласно изобретению по пункту 5 формулы изобретения, второй связующий материал не наносится на секции продолговатых упругих и эластичных элементов, которые находятся напротив листа на другой стороне. Таким образом, в качестве дополнения к эффектам, получаемым посредством изобретения по любому из пунктов 1-4, разрезанные части разрезанных продолговатых упругих и эластичных элементов могут эффективно сжиматься к прилегающим первым областям нанесения, не испытывая сопротивления от листа на другой стороне.
[0022]
Согласно изобретению по пункту 6 формулы изобретения, устанавливается больший первый интервал первых областей ненанесения, чем интервал режущих лезвий между режущими лезвиями и прилегающими режущими лезвиями. Таким образом, в качестве дополнения к эффектам, получаемым посредством изобретения по пункту 4 формулы изобретения или 5, могут надежно разрезаться продолговатые упругие и эластичные элементы в секциях, в которых первые области ненанесения и вторые области нанесения оказываются противоположными по отношению друг к другу.
[0023]
Согласно изобретению по пункту 7 формулы изобретения, растягивающийся эластичный элемент используется в качестве наружного листа, и внутренний корпус, содержащий абсорбирующий материал, располагается на внутренней поверхности наружного листа. Таким образом, в качестве дополнения к эффектам, получаемым посредством изобретения по любому из пунктов 1-6, может предотвращаться открытие разрезанных частей, которые образуются на наружном листе, может предотвращаться образование складок на наружный лист, и в результате этого улучшаются характеристики внешнего вида одноразового подгузника.
[0024]
Согласно изобретению по пункту 8 формулы изобретения, образуются третьи области нанесения, в которых связующий материал параллельно с первым связующим материалом наносится на поверхность внутреннего корпуса, прикрепленную к наружному листу, с заданными интервалами в направлении справа налево, и третьи области нанесения и первые области нанесения перекрываются друг с другом при наблюдении сверху. Таким образом, в качестве дополнения к эффектам, получаемым посредством изобретения по пункту 7 формулы изобретения, может повышаться воздухопроницаемость одноразового подгузника в направлении спереди назад, и в результате этого повышается воздухопроницаемость одноразового подгузника.
[0025]
Согласно изобретению по пункту 9 формулы изобретения, область ненанесения, в котором не наносится связующий материал, образуется в промежуточной секции третьих областей нанесения в направлении спереди назад. Таким образом, в качестве дополнения к эффектам, получаемым посредством изобретения по пункту 8 формулы изобретения, может повышаться воздухопроницаемость промежностной части.
Краткое описание чертежей
[0026]
Фиг. 1 представляет схематическое изображение, иллюстрирующее способ изготовления растягивающегося эластичного элемента;
фиг. 2 представляет пояснительное изображение, иллюстрирующее связующий материал, нанесенный на первый лист растягивающегося эластичного элемента, связующий материал, нанесенный на продолговатые упругие и эластичные элементы, расположенные между вторым листом и первым листом, и положения разрезания продолговатых упругих и эластичных элементов режущим блоком;
фиг. 3 представляет пояснительное изображение, иллюстрирующее состояние до разрезания продолговатых упругих и эластичных элементов режущим блоком;
фиг. 4 представляет пояснительное изображение, иллюстрирующее состояние после разрезания продолговатых упругих и эластичных элементов режущим блоком;
фиг. 5 представляет вид сверху, иллюстрирующий внутреннюю поверхность одноразового подгузника типа нижнего белья в состоянии, в котором подгузник является открытым;
фиг. 6 представляет вид сверху, иллюстрирующий наружную поверхность одноразового подгузника типа нижнего белья в состоянии, в котором подгузник является открытым;
фиг. 7 представляет изображение поперечного сечения, проведенного вдоль линии 3-3 на фиг. 5;
фиг. 8 представляет изображение поперечного сечения, проведенного вдоль линии 4-4 на фиг. 5;
фиг. 9 представляет изображение поперечного сечения, проведенного вдоль линии 5-5 на фиг. 5;
фиг. 10 представляет изображение поперечного сечения, иллюстрирующее только основную часть одноразового подгузника типа нижнего белья;
фиг. 11 представляет перспективное изображение одноразового подгузника типа нижнего белья; и
фиг. 12 представляет вид сверху, иллюстрирующий наружную поверхность другого одноразового подгузника типа нижнего белья в состоянии, в котором подгузник является открытым.
Описание вариантов осуществления
[0027]
(Способ изготовления растягивающегося эластичного элемента)
Сначала способ изготовления растягивающегося эластичного элемента согласно настоящему изобретению будет подробно описан со ссылкой на сопровождающие чертежи.
Фиг. 1 представляет схематическое изображение, иллюстрирующее способ изготовления растягивающегося эластичного элемента 120. Растягивающийся эластичный элемент 120 представляет собой элемент, который используется в качестве наружного корпуса 12 одноразового подгузника типа нижнего белья 100, что будет описано далее. Растягивающийся эластичный элемент 120 имеет конфигурацию, которую составляют первый лист (ему соответствует термин «лист» в формуле изобретения) 12S, состоящий из нетканого полотна или аналогичного материала, второй лист (ему соответствует термин «лист» в формуле изобретения) 12H, состоящий из нетканого полотна или аналогичного материала, и продолговатые упругие и эластичные элементы 110, расположенные между первым листом 12S и вторым листом 12H.
[0028]
Наносящее связующий материал устройство 13, расположенное на стороне верхней поверхности (сторона поверхности, противоположная второму листу 12H) первого листа 12S непрерывно наносит первый связующий материал 71 с заданными интервалами на первый лист 12S, который непрерывно направляет подающее первый лист устройство (не проиллюстрированное на чертеже). Как проиллюстрировано на фиг. 1 и 2, образуются области нанесения (им соответствует термин «первые области нанесения» в формуле изобретения) 71A, в которых наносится первый связующий материал 71, и которые имеют практически прямоугольные формы, в которых стороны, перпендикулярные по отношению к машинному направлению, в котором перемещается первый лист 12S при наблюдении сверху, представляют собой более длинные стороны. Кроме того, области ненанесения (им соответствует термин «первые области ненанесения» в формуле изобретения) 71B, в которых не наносится первый связующий материал 71, располагаются между областями нанесения 71A и прилегающими областями нанесения 71A.
[0029]
В качестве первого листа 12S, может использоваться любой материал в листовой форме без определенного ограничения, но нетканое полотно является предпочтительным. В отношении исходных волокон для нетканого полотна также не существует определенного ограничения. Например, исходные волокна могут представлять собой синтетические волокна, основу которых составляют полиолефин, такой как полиэтилен и полипропилен, сложный полиэфир, или полиамид, восстановленные волокна вискозы или медноаммиачного шелка, натуральные волокна их хлопка или аналогичного материала, или смешанные волокна или композитные волокна, которые составляют волокна двух или более из вышеупомянутых видов. Для изготовления нетканого полотна может осуществляться любой технологический процесс. Данный технологический процесс может представлять собой любой общеизвестный процесс, такой как, например, гидросплетение, сплетение прядением, термическое соединение, плавление с раздувом, иглопробивание, аэродинамическая обработка и точечное соединение.
[0030]
В качестве связующего материала 71 предпочтительно используется термоплавкий связующий материал 71. Что касается термоплавкого связующего материала 71, существуют, например, разнообразные связующие материалы, основу которых составляют сополимер этилена и винилацетата (EVA), связующий каучук (эластомер), полиолефин, сложный полиэфир и полиамид, и они могут использоваться без определенного ограничения. Среди них желательно используется связующий материал, основу которого составляет связующий каучук (эластомер). Не существует определенного ограничения в отношении способа нанесения термоплавкого связующего материала 71. Когда устанавливается малая ширина соединяющей листы секция 70 в направлении растяжения, которая, например, равняется или составляет менее чем 1 мм, ширина нанесения термоплавкого связующего материала уменьшается, и оказывается затруднительным нанесение термоплавкого связующего материала 71 посредством периодического нанесения с использованием способа нанесения, включающего выпуск материала из сопел, полив, твердофазное нанесение или аналогичного способа. Соответственно, в таком случае желательно используется трафаретное покрытие (нанесение термоплавкого связующего материала 71 в процессе рельефной печати), которое является предпочтительным для нанесения покрытия малой ширины.
Даже когда используется способ нанесения посредством вышеупомянутого трафаретного покрытия, термоплавкий связующий материал 71 может проявлять тягучесть в зависимости от типов термоплавкого связующего материала 71, и в результате этого возникает риск уменьшения точности ширины покрытия 70w или снижения производственной устойчивости. По этой причине в качестве термоплавкого связующего материала 71 желательно используется термоплавкий связующий материал 71, у которого вязкость расплава равняется или составляет менее чем 10000 мПа⋅с при температуре, составляющей 140°C, и вязкость расплава равняется или составляет менее чем 5000 мПа⋅с при температуре, составляющей 160°C, и определяемая по липкости петли адгезия равняется или составляет более чем 2000 г/25 мм. При этом может уменьшаться риск тягучести и повышаться точность ширины покрытия и производственная устойчивость.
Определяемая по липкости петли адгезия термоплавкого связующего материала 71 представляет собой значение, которое измеряется следующим образом. Для этой цели наносится термоплавкий связующий материал с толщиной покрытия 50 мкм на пластинку из полиэтилентерефталата (PET), у которой толщина составляет 50 мкм. Из нее вырезается образец, имеющий ширину 25 мм и длину 125 мм и форму ленты. После этого оба конца ленты перекрываются, и образуется петля. Эта петля прикрепляется к прибору для измерения адгезии петли типа LT-100, изготовленного компанией Cheminstruments, Inc., а затем прикрепляется пластинка, изготовленная из полиэтилена (PE) и имеющая площадь адгезии 25 мм × 25 мм, причем продолжительность периода адгезии составляет 2 секунды. После этого имеющая форму петли лента отрывается при температуре 20°C и скорости отрыва 300 мм/мин, и измеряется максимальное усилие, которое представляет собой определяемую по липкости петли адгезию.
Кроме того, вязкость расплава термоплавкого связующего материала 71 измеряется как определенная температура с использованием вискозиметра Брукфильда (Brookfield) типа B (шпиндель № 027) в соответствии с японским промышленным стандартом JIS Z 8803.
В областях нанесения (им соответствует термин «вторые области нанесения» в формуле изобретения) 75A продолговатых упругих и эластичных элементов 110, которые будут описано далее, чтобы разрезать продолговатые упругие и эластичные элементы 110 в областях ненанесения 71B между прилегающими областями нанесения 71A и 71A и улучшать характеристики внешнего вида растягивающегося эластичного элемента 120, оказывается предпочтительным, что интервал (ему соответствует термин «первый интервал» в формуле изобретения) 70d областей ненанесения 71B, ширина нанесения 70W областей нанесения 71A и интервал между разрезами 70P продолговатых упругих и эластичных элементов 110, которые проиллюстрированы на фиг. 2, должны устанавливаться таким образом, чтобы выполнялось соотношение, которое определяет уравнение 1 или уравнение 2. Следует отметить, что интервал между разрезами 70P представляет собой интервал, которому соответствует интервал режущих лезвий 18B между прилегающими режущими лезвиями 18A и 18A режущего ролика 18 режущего блока 130, который проиллюстрирован на фиг. 3 и 4.
Уравнение 1: интервал 70d+ширина нанесения 70W=интервал между разрезами 70P
Уравнение 2: интервал 70d > интервал между разрезами 70P > ширина нанесения 70W
Оказывается предпочтительным, что ширина нанесения 70W в уравнении 1 устанавливается в пределах от 0,5 мм до 4 мм, а интервал 70d устанавливается в пределах от 4 мм до 8 мм, предпочтительнее от 5 мм до 7 мм, чтобы предотвращать разделение между продолговатыми упругими и эластичными элементами 110 и первым листом 12S в областях нанесения 71A вследствие сжатия разрезанных частей продолговатых упругих и эластичных элементов 110, которые разрезаются режущим блоком 130. Интервалы режущих лезвий 18B между прилегающими режущими лезвиями 18A и 18A режущего ролика 18 могут быть одинаковыми или различными.
[0031]
Наносящее связующий материал устройство 14, которое располагается на передней стороне продолговатых упругих и эластичных элементов 110, непрерывно наносит второй связующий материал 75 с заданными интервалами на продолговатые упругие и эластичные элементы 110, которые непрерывно направляет подающее упругие и эластичные элементы устройство (не проиллюстрированное на чертеже). Как проиллюстрировано на фиг. 2, области нанесения 75A, в которых наносится второй связующий материал 75, образуются в областях, покрывающих многочисленные области нанесения 71A, в которых наносится первый связующий материал 71, при наблюдении сверху. Кроме того, области ненанесения (им соответствует термин «вторые области ненанесения» в формуле изобретения) 75B, в которых второй связующий материал 75 не наносится, располагаются между областями нанесения 75A и прилегающими областями нанесения 75A.
[0032]
Продолговатые упругие и эластичные элементы 110 устанавливаются таким образом, что они имеют заданный коэффициент растяжения. В качестве продолговатых упругих и эластичных элементов 110 может использоваться синтетический каучук или натуральный каучук.
[0033]
Продолговатые упругие и эластичные элементы 110, на которые наносится второй связующий материал 75, располагаются параллельно на верхней поверхности первого листа 12S с заданными интервалами в поперечном направлении посредством направляющего ролика 14A. Хотя наносящее связующий материал устройство 14 располагается между подающим упругие и эластичные элементы устройством и направляющим роликом 14A на фиг. 1, наносящее связующий материал устройство 14 предпочтительно находится на расположенной ниже по потоку стороне направляющего ролика 14A в направлении перемещения, чтобы сокращалась операция удаления связующего материала, который прикрепляется к направляющему ролику 14A.
[0034]
В качестве второго связующего материала желательно используется термоплавкий связующий материал, основу которого составляет связующий каучук (эластомер), у которого определяемая по липкости петли адгезия равняется или составляет более чем 40 г/25 мм, таким образом, что сила адгезии к первому листу 12S составляет менее чем сила адгезии первого связующего материала 71, нанесенного на первый лист 12S, и сила адгезии, которая заставляет продолговатые упругие и эластичные элементы 110 прикрепляться к первому листу 12S с первым связующим материалом, нанесенным на первый лист 12S, и вторым связующим материалом, нанесенным на продолговатые упругие и эластичные элементы 110, составляет более чем сила адгезии, которая заставляет продолговатые упругие и эластичные элементы 110 прикрепляться к первому листу 12S, с первым связующим материалом, нанесенным на первый лист 12S. В качестве способов нанесения связующего материала осуществляется полное нанесение, в процессе которого связующий материал наносится на все наружные окружные поверхности продолговатых упругих и эластичных элементов 110, и частичное нанесение, в процессе которого связующий материал частично наносится на соответствующие наружные окружные поверхности.
Второй связующий материал наносится на продолговатые упругие и эластичные элементы 110, чтобы предотвращать разделение между продолговатыми упругими и эластичными элементами 110 и первым листом 12S в областях нанесения 71A вследствие сжимающей силы продолговатых упругих и эластичных элементов 110 в направлении растяжения, которая создается во время сжатия разрезанных частей продолговатых упругих и эластичных элементов 110, которые разрезаются режущим блоком 130.
В частности, чтобы эффективно перемещались разрезанные части продолговатых упругих и эластичных элементов 110, которые разрезаются режущим блоком 130, к областям нанесения 71A и 71A, которые прилегают к разрезанным частям, оказывается предпочтительным частичное нанесение, в процессе которого второй связующий материал наносится на секции на наружных окружных поверхностях продолговатых упругих и эластичных элементов 110, которые располагаются напротив первого листа 12S, и второй связующий материал не наносится на секции на наружных окружных поверхностях продолговатых упругих и эластичных элементов 110, которые располагаются напротив второго листа 12H.
[0035]
Второй лист 12H, который непрерывно направляет подающее второй лист устройство (не проиллюстрировано на чертеже), располагается на верхней поверхности первого листа 12S от верхней стороны продолговатых упругих и эластичных элементов 110, расположенных параллельно на верхней поверхности первого листа 12S, через прижимающий ролик 12B. В качестве второго листа 12H, любой материал в листовой форме может использоваться без определенного ограничения, как и в качестве первого листа 12S, но предпочтительным оказывается нетканое полотно. Не существует определенного ограничения в отношении исходных волокон, составляющих нетканое полотно, и способов его изготовления.
[0036]
После этого многослойный корпус, который получается, когда укладываются друг на друга первый лист 12S, продолговатые упругие и эластичные элементы 110, и второй лист 12H, вставляются между составляющими пару прижимающими роликами 12B и 12B, расположенными в направлении сверху вниз и прикрепляются друг к другу под действием давления прижимающих роликов 12B и 12B, и получается промежуточный корпус 120A. Промежуточный корпус 120A присутствует в состоянии перед тем, как разрезаются продолговатые упругие и эластичные элементы 110, на которые наносится связующий материал 75, и которые располагаются между прилегающими областями нанесения 71A и 71A первого листа 12S.
[0037]
Далее будут подробно описаны сила соединения между первым листом 12S и продолговатыми упругими и эластичными элементами 110, сила соединения между продолговатыми упругими и эластичные элементы 110 и вторым листом 12H и сила соединения между первым листом 12S и вторым листом 12H в промежуточном корпусе 120A.
[0038]
В областях нанесения 75A, в которых второй связующий материал 75 наносится на продолговатые упругие и эластичные элементы 110, оказывается значительной сила соединения между первым листом 12S и продолговатыми упругими и эластичными элементами 110 в секциях, в которых области нанесения 71A первого листа 12S и области нанесения 75A продолговатых упругих и эластичных элементов 110 перекрываются друг с другом. С другой стороны, соответствующая сила соединения в других секциях составляет менее чем сила соединения в секциях, в которых области нанесения 71A первого листа 12S и области нанесения 75A продолговатых упругих и эластичных элементов 110 перекрываются друг с другом, потому что первый связующий материал 71 не наносится на верхнюю поверхность первого листа 12S.
Кроме того, сила соединения между продолговатыми упругими и эластичными элементами 110 и вторым листом 12H составляет менее чем сила соединения в секциях, в которых области нанесения 71A первого листа 12S и области нанесения 75A продолговатых упругих и эластичных элементов 110 перекрываются друг с другом потому что не наносится связующий материал на нижнюю поверхность второго листа 12H.
Кроме того, сила соединения между первым листом 12S и вторым листом 12H оказывается значительной в секциях, в которых области нанесения 71A первого листа 12S и области нанесения 75A продолговатых упругих и эластичных элементов 110 перекрываются друг с другом, и соответствующая сила соединения в других секциях составляет менее чем сила соединения в секциях, в которых области нанесения 71A первого листа 12S и области нанесения 75A продолговатых упругих и эластичных элементов 110 перекрываются друг с другом, как в случае силы соединения между первым листом 12S и продолговатыми упругими и эластичными элементами 110.
[0039]
При этом в областях ненанесения 75B, в которых второй связующий материал 75 не наносится на продолговатые упругие и эластичные элементы 110, сила соединения между первым листом 12S и продолговатыми упругими и эластичными элементами 110 в секциях, в которых области нанесения 71A первого листа 12S и продолговатые упругие и эластичные элементы 110 перекрываются друг с другом, является малой, потому что второй связующий материал 75 не наносится на продолговатые упругие и эластичные элементы 110. Кроме того, первый лист 12S и продолговатые упругие и эластичные элементы 110 не фиксируются в других секциях, потому что первый связующий материал 71 не наносится на верхнюю поверхность первого листа 12S, и второй связующий материал 75 не наносится на продолговатые упругие и эластичные элементы 110.
Кроме того, продолговатые упругие и эластичные элементы 110 и второй лист 12H не фиксируются, потому что не наносится связующий материал на нижнюю поверхность второго листа 12H.
Кроме того, сила соединения между первым листом 12S и вторым листом 12H в секциях, в которых области нанесения 71A первого листа 12S и продолговатые упругие и эластичные элементы 110 перекрываются друг с другом, является малой, и первый лист 12S и второй лист 12H не фиксируются в других секциях, как в случае силы соединения между первым листом 12S и продолговатыми упругими и эластичными элементами 110.
[0040]
В областях ненанесения 75B, в котором второй связующий материал 75 не наносится на продолговатые упругие и эластичные элементы 110, продолговатые упругие и эластичные элементы 110 и второй лист 12H слабо прикрепляются к первому листу 12S в прилегающих областях нанесения 71A и 71A. В этом случае верхняя поверхность первого листа 12S и продолговатые упругие и эластичные элементы 110 не прикрепляются друг к другу, и нижняя поверхность второго листа 12H и продолговатые упругие и эластичные элементы 110 не прикрепляются друг к другу. Таким образом, когда растягивающийся эластичный элемент 120 используется в качестве наружного корпуса 12 одноразового подгузника типа нижнего белья 100, однородные складки, которые обычно называются гофрировкой, образуются на обоих листах, включая первый лист 12S и второй лист 12H, посредством расположения областей ненанесения 75B и 75B в секциях на обеих сторонах внутреннего корпуса 200 одноразового подгузника типа нижнего белья 100 в направлении ширины. Это может сделать привлекательным внешний вид в секциях на обеих сторонах внутреннего корпуса 200 одноразового подгузника типа нижнего белья 100 в направлении ширины. Кроме того, когда растягивающийся эластичный элемент 120 используется в качестве наружного корпуса 12 одноразового подгузника типа нижнего белья 100, продолговатые упругие и эластичные элементы 110 фиксированно и прочно устанавливаются в обеих концевых частях одноразового подгузника типа нижнего белья 100 в направлении ширины, что предотвращает вытягивание продолговатых упругих и эластичных элементов 110 посредством расположения областей нанесения 75A и 75A, в которых второй связующий материал 75 наносится на обе концевые части одноразового подгузника типа нижнего белья 100 в направлении ширины.
[0041]
После этого промежуточный корпус 120A перемещается в режущий блок 130, который находится на расположенной ниже по потоку стороне прижимающих роликов 12B и 12B в направлении перемещения. В качестве режущего блока 130 могут использоваться разнообразные режущие устройства. Согласно варианту осуществления, как проиллюстрировано на фиг. 3 и 4, режущий блок 130 имеет конфигурацию, которую составляют режущий ролик 18, который располагается на нижней стороне первого листа 12S, и на котором режущие лезвия 18 располагаются на наружной окружной поверхности в стоячем положении с заданными интервалами, и разглаживающий ролик 19 который располагается на верхней стороне второго листа 12H.
[0042]
Регулирующее устройство (не проиллюстрировано на чертеже) регулирует скорость перемещения, с которой промежуточный корпус 120A перемещается к расположенной ниже по потоку стороне в направлении перемещения, и скорость вращения режущего ролика 18. В областях нанесения 75A, в которых второй связующий материал 75 наносится на продолговатые упругие и эластичные элементы 110, когда центральные части продолговатых упругих и эластичных элементов 110, расположенные на области ненанесения 71B между прилегающими областями нанесения 71A и 71A первого листа 12S в направлении перемещения перемещаются к верхней стороне режущего ролика 18, режущее лезвие 18A режущего ролика 18 упирается в разглаживающий ролик 19 и разрезает центральную часть первого листа 12S в области ненанесения 71B между прилегающими областями нанесения 71A и 71A и центральными частями продолговатых упругих и эластичных элементов 110 в направлении перемещения. Оказывается предпочтительным, что в прилегающих областях нанесения 75A режущий блок 130 не разрезает продолговатые упругие и эластичные элементы 110.
[0043]
Кроме того, выполнение условия вышеупомянутого уравнения 1 упрощает осуществление регулирования положения, в котором продолговатые упругие и эластичные элементы 110 обязательно разрезаются в центральной части в областях ненанесения 71B и не разрезаются в областях нанесения 71A в состоянии, в котором скорость перемещения промежуточного корпуса 120A и скорость вращения режущего ролика 18 полностью синхронизируются друг с другом, и, таким образом, является предпочтительным.
[0044]
Кроме того, выполнение условия вышеупомянутого уравнения 2 обеспечивает обязательное разрезание продолговатых упругих и эластичных элементов 110 в областях ненанесения 71B между прилегающими областями нанесения 71A и 71A первого листа 12S, который перемещается к расположенной ниже по потоку стороне от расположенной выше по потоку стороне в направлении перемещения, даже когда регулирующим устройством не осуществляется позиционирование (регулирование положения) областей ненанесения 71B между прилегающими областями нанесения 71A и 71A первого листа 12S и режущими лезвиями 18A режущего ролика 18, и может предотвращать образование разрезов на листе в более чем необходимом количестве.
[0045]
Продолговатые упругие и эластичные элементы 110, разрезанные в областях ненанесения 71B, сжимаются следующим образом. А именно, фиксация между продолговатые упругие и эластичные элементы 110 и первый лист 12S и фиксация между продолговатые упругие и эластичные элементы 110 и второй лист 12H ослабляются посредством сжимающей силы, с помощью которой они восстанавливаются и переходят в состояние 3 из растянутого состояния, и разрезанные концевые части продолговатых упругих и эластичных элементов 110 на стороне заднего конца сжимаются вдоль траекторий расположения по направлению к прилегающей области нанесения 71A первого листа 12S, которая располагается на обратной стороне, в то время как разрезанные концевые части продолговатых упругих и эластичных элементов 110 на стороне переднего конца сжимаются вдоль траекторий расположения по направлению к прилегающей области нанесения 71A первого листа 12S, которая располагается на передней стороне. За счет этого может предотвращаться образование складок, которые ухудшают внешний вид первого листа 12S и второго листа 12H, и может предотвращаться открытие в машинном направлении разрезанных частей 12M на центральных частях прилегающих областей нанесения 71A и 71A первого листа.
[0046]
Когда растягивающийся эластичный элемент 120 используется в качестве наружного корпуса 12 одноразового подгузника типа нижнего белья 100, секции растягивающегося эластичного элемента 120, которым соответствуют продолговатые упругие и эластичные элементы 110, разрезанные в областях ненанесения 71B, располагаются на наружной поверхности внутреннего корпуса 200 одноразового подгузника типа нижнего белья 100. В такой конфигурации предотвращается образование складок, которое ухудшает внешний вид и открытие, в направлении справа налево, разрезанной части 12M, образующееся в первом листе 12S, когда продолговатые упругие и эластичные элементы 110 разрезаются, как проиллюстрировано на фиг. 3. Это может сделать привлекательным внешний вид наружной секции внутреннего корпуса 200 одноразового подгузника типа нижнего белья 100.
[0047]
Выше описан способ изготовления растягивающегося элемента 120, в котором не наносится связующий материал на второй лист 12H. В качестве альтернативы, когда третий связующий материал непрерывно наносится на нижнюю поверхность второго листа 12H, который располагается напротив первого листа 12S, с заданными интервалами, и образуются четвертые области нанесения, а четвертые области нанесения второго листа 12H располагаются на первых областях нанесения 71A первого листа 12S, и между ними располагаются продолговатые упругие и эластичные элементы 110, причем может дополнительно предотвращаться разделение между продолговатыми упругими и эластичными элементами 110 и первым листом 12S в областях нанесения 71A вследствие сжатия разрезанных частей продолговатых упругих и эластичных элементов 110, которые разрезаются режущим блоком 130.
В качестве третьего связующего материала желательно используется связующий материал, у которого вязкость расплава равняется или составляет менее чем 10000 мПа·с при температуре, составляющей 140°C, и вязкость расплава равняется или составляет менее чем 5000 мПа⋅с при температуре, составляющей 160°C, и определяемая по липкости петли адгезия равняется или составляет более чем 2000 г/25 мм, аналогично первому связующему материалу 71. В качестве способа нанесения желательно используется трафаретное покрытие.
[0048]
Растягивающийся эластичный элемент 120, изготовленный способом изготовления растягивающегося элемента согласно настоящему изобретению, предпочтительно используется в качестве наружного корпуса 12 одноразового подгузника типа нижнего белья 100. Кроме того, растягивающийся эластичный элемент 120 может также использоваться в качестве трехмерные складки 60 или аналогичные элементы одноразового подгузника типа нижнего белья 100, который будет описан далее.
[0049]
(Одноразовый подгузник типа нижнего белья)
Далее одноразовый подгузник типа нижнего белья 100, в котором растягивающийся эластичный элемент 120, изготовленный способом изготовления растягивающегося эластичного элемента согласно настоящему изобретению, используется в качестве наружного корпуса 12, будет описан подробно со ссылкой на сопровождающие чертежи.
Фиг. 5-11 иллюстрируют примерный одноразовый подгузник типа нижнего белья 100. Одноразовый подгузник типа нижнего белья 100 составляют наружный корпус 12, из которого образуется наружная поверхность (задняя поверхность) изделия, и внутренний корпус 200, к которому прикрепляется внутренняя поверхность наружного корпуса 12. Условное обозначение Y определяет полную длину подгузника, и условное обозначение X определяет полную ширину подгузника.
[0050]
Внутренний корпус 200 представляет собой часть, которая абсорбирует и удерживает выделения и аналогичные продукты, такие как моча, и наружный корпус 12 представляет собой часть, которую прикрепляет к себе пользователь. Отмеченные точками части на изображениях поперечного сечения представляют собой соединительные секции, в которых составляющие элементы соединяются друг с другом. Соединительные секции образуются посредством нанесения термоплавкого связующего материала или аналогичного материала, и для этого осуществляется сплошное, бисерное, поливное, выпуклое или спиральное покрытие. Следует отметить, что «направление спереди назад» означает направление, которым соединяются брюшная сторона (передняя сторона) и спинная сторона (задняя сторона), а «направление ширины» означает направление (направление слева направо), перпендикулярное про отношению к направлению спереди назад. «Направление сверху вниз» означает направление, которое становится перпендикулярным по отношению к направлению талии, когда подгузник 100 надевается, то есть когда подгузник 100 складывается пополам в промежностной части, таким образом, что передняя панель и задняя панель перекрываются с обеих сторон, другими словами, направление, которым соединяются отверстие для талии WO и промежностная часть.
[0051]
(Внутренний корпус)
Может быть изготовлен внутренний корпус 200, имеющий любую форму, хотя на черте проиллюстрирована прямоугольная форма. Внутренний корпус 200 представляет собой основную часть корпуса, которая выполняет абсорбирующую функцию и включает верхний лист 30 на прилегающей к пользователю стороне корпуса сторона, непроницаемый для жидкостей лист 11 и абсорбирующий элемент 50, который располагается между этими листами, как проиллюстрировано на фиг. 7 до 9. Условное обозначение 40 определяет промежуточный лист (второй лист), который располагается между верхним листом 30 и абсорбирующим элементом 50, чтобы обеспечивать быстрое прохождение жидкости через верхний лист 30 в абсорбирующий элемент 50. Условное обозначение 60 определяет трехмерные складки 60, которые выступают с обеих сторон внутреннего корпуса 200 по направлению к телу пользователя, чтобы предотвращать вытекание выделений по направлению к обеим сторонам внутреннего корпуса 200.
[0052]
(Верхний лист)
Верхний лист 30 является проницаемым для жидкостей и может представлять собой, например, пористое или непористое нетканое полотно или пористый пластмассовый лист. Не существует определенного ограничения в отношении исходных волокон для нетканого полотна. Например, исходные волокна могут представлять собой синтетические волокна, основу которых составляет полиолефин, такой как полиэтилен и полипропилен, сложный полиэфир или полиамид, восстановленные волокна вискозы, медноаммиачного шелка или аналогичного материала, натуральные волокна из хлопка или аналогичного материала и смешанные волокна или композитные волокна, состоящие из вышеупомянутых волокон двух или более типов. Нетканое полотно может быть изготовлено посредством любого технологического процесса. Технологический процесс может представлять собой любой из общеизвестных процессов, таких как, например, гидросплетение, сплетение прядением, термическое соединение, плавление с раздувом, иглопробивание, аэродинамическая обработка и точечное соединение. Для свойств гибкости и дражируемости являются предпочтительными, например, сплетение прядением и гидросплетение. Для объемности и мягкости являются предпочтительными аэродинамическая обработка, точечное соединение и термическое соединение.
[0053]
Верхний лист 30 может представлять собой однослойный лист или многослойный лист, получаемый посредством скрепления двух или более листов друг с другом. Аналогичным образом, верхний лист 30 может состоять из одного листа или двух или более листов в направлении плоскости.
[0054]
В случае изготовления трехмерных складок 60 оказывается предпочтительным, что обе стороны верхнего листа 30 растягиваются до обратной стороны абсорбирующего элемента 50 между непроницаемым для жидкостей листом 11 и трехмерными складками 60 и прикрепляются к непроницаемому для жидкостей листу 11 и трехмерным складкам 60 посредством термоплавкого связующего материала или аналогичного материала в целях предотвращения проникновения жидкости.
[0055]
(Промежуточный лист)
Чтобы быстро перемещать жидкость, которая проходит через верхний лист 30, в абсорбирующий материал, может присутствовать промежуточный лист (также называется термином «второй лист») 40, который имеет более высокую скорость пропускания жидкости, чем верхний лист 30. Промежуточный лист 40 может не только быстро перемещать жидкость в абсорбирующий материал, улучшая абсорбционные характеристики абсорбирующего материала, но также предотвращать явление обратного течения абсорбированной жидкости из абсорбирующего материала, сохраняя верхний лист 30 в сухом состоянии в любое время. Промежуточный лист 40 может отсутствовать.
[0056]
Промежуточный лист 40 может представлять собой такой же материал, как верхний лист 30, такой как, например, гидросплетение, соединенное прядением, композитное (соединенное прядением - полученное раздуванием из расплава - соединенное прядением (SMS)) или целлюлозное нетканое полотно, смесь целлюлозы и вискозы, точечно-соединенное полотно или крепированная бумага. В частности, воздухопроницаемое нетканое полотно является предпочтительным вследствие своей объемности. Воздухопроницаемое нетканое полотно предпочтительно содержит композитные волокна, имеющие структуру, состоящую из сердцевины и оболочки. Приемлемый полимер для сердцевины представляет собой полипропилен (PP), но предпочтительно используется сложный полиэфир (PET), имеющий высокую жесткость. Поверхностная плотность полотна составляет предпочтительно от 20 до 80 г/м2 и предпочтительнее от 25 до 60 г/м2. Линейная плотность исходных волокон для нетканого полотна составляет предпочтительно от 2,2 до 10 дтекс. Для увеличения объема нетканого полотна все из исходных волокон или некоторые из смешанных волокон предпочтительно представляют собой эксцентрические волокна, у которых сердцевины не являются центрированными, полые волокна или эксцентрические полые волокна. Так называемая «поверхностная плотность» измеряется следующим образом. А именно, исследуемый предмет или образец предварительно высушивается и выдерживается в испытательном помещении или испытательном устройстве в стандартных условиях (при температуре, составляющей 20±5°C, и относительной влажности, составляющей 65% или менее) до достижения постоянной массы. Предварительное высушивание означает, что исследуемый предмет или образец доводится до постоянной массы в условиях относительной влажности, составляющей от 10 до 25%, и температуры, не превышающей 50°C. Предварительное высушивание не является обязательным для волокон, у которых стандартная остаточная влажность составляет 0,0%. Вырезается исследуемый образец, имеющий постоянную массу и размеры 200 мм × 250 мм (±2 мм) посредством использования пластины для измерения поверхностной плотности, имеющей размеры 200 мм × 250 мм±2 мм. Измеряется масса образца, измеренное значение умножается на 20, и определяется поверхностная плотность, выраженная в граммах на квадратный метр.
[0057]
Промежуточный лист 40 в проиллюстрированной форме занимает центральное положение на абсорбирующем материале 56 и является уже, чем абсорбирующий материал 56, в направлении ширины. В качестве альтернативы, промежуточный лист 40 может распространяться на полную ширину абсорбирующего материала 56. Промежуточный лист 40 может иметь такую же длину, как абсорбирующий материал 56, или он может быть короче, чем абсорбирующий материал 56, находясь в центральной области для приема жидкости.
[0058]
(Непроницаемый для жидкостей лист)
В отношении материала непроницаемого для жидкостей листа 11 отсутствуют определенные ограничения. Например, в качестве непроницаемого для жидкостей листа 11 может присутствовать пластмассовая пленка, изготовленная из полиолефинового полимера, такого как полиэтилен и полипропилен, ламинированное нетканое полотно, содержащее пластмассовую пленку на поверхности нетканого полотна, многослойный лист, в котором нетканое полотно или аналогичный материал накладывается на пластмассовую пленку. Непроницаемый для жидкостей лист 11 предпочтительно составляет непроницаемый для жидкостей, но проницаемый для водяного пара материал, который успешно используется в последние годы, с точки зрения предотвращения затхлости. Пример широко используемой проницаемой для водяного пара пластмассовой пленки представляет собой микропористая пластмассовая пленка, для изготовления которой неорганический наполнитель добавляется в расплав полиолефиного полимера, такого как полиэтилен и полипропилен, получается лист, а затем этот лист растягивается в одноосном или двуосном направлении. Кроме того, непроницаемый для жидкостей лист 11 может представлять собой нетканое полотно, которое составляют волокна, имеющие микронную толщину, или может присутствовать непроницаемый для жидкостей лист, который изготавливается без использования пластмассовой пленки посредством усиления свойства непротекаемости за счет уменьшения размеров расстояний между волокнами путем воздействия нагревания или давления или путем нанесения на лист полимера, обладающего высокой водопоглощающей способностью, гидрофобного полимера или водоотталкивающего вещества.
[0059]
Для усиления свойства непротекаемости непроницаемый для жидкостей лист 11 предпочтительно выступает с обеих сторон абсорбирующего элемента 50 к обеим сторонам абсорбирующего элемента 50 на стороне верхнего листа 30. Соответствующая ширина выступающей части составляет приблизительно от 5 до 20 мм на каждой из правой и левой сторон.
[0060]
Индикатор выделений, который изменяет свой цвет после абсорбции жидкости, может присутствовать на внутренней стороне непроницаемого для жидкостей листа 11, в частности, на боковых поверхностях абсорбирующего материала 56.
Термоплавкий связующий материал может принимать разнообразные трафаретные формы посредством нанесения таким способом, как полив, сплошное нанесение, перенос и аналогичные способы. Чтобы прикрепить внутренний корпус 200 к внутренней поверхности наружного листа 12 и улучшить воздухопроницаемость внутреннего корпуса 200, как проиллюстрировано на фиг. 6, термоплавкий связующий материал желательно наносится непрерывно на нижнюю поверхность непроницаемого для жидкостей листа 11, таким образом, что они принимает формы, имеющие небольшую ширину с заданными интервалами в направлении ширины. Кроме того, чтобы улучшить воздухопроницаемость от концевых частей внутреннего корпуса 200 в направлении спереди назад наружу, ширина 11B областей нанесения (им соответствует термин «третьи области нанесения» в формуле изобретения) 11A, в которой наносится термоплавкий связующий материал, предпочтительно составляет менее чем интервал 70d областей ненанесения 71B первого листа 12S, и обе концевые части областей нанесения 11A в направлении спереди назад предпочтительнее располагаются таким образом, что напротив них находятся соответствующие соединяющие листы секции 70.
В качестве термоплавкого связующего материала присутствуют, например, разнообразные связующие материалы, основу которых составляют EVA, связующий каучук (эластомер), полиолефин, сложный полиэфир и полиамид, причем они могут использоваться без определенного ограничения. Среди них желательно используется связующий материал, основу которых составляет связующий каучук (эластомер). В отношении способа нанесения термоплавкого связующего материала не существует определенного ограничения. Когда устанавливается небольшая ширина 11B области нанесения 11A, которая, например, равняется или составляет менее чем 1 мм, ширина нанесения термоплавкого связующего материала уменьшается, и становится затруднительным нанесение термоплавкого связующего материала посредством периодического нанесения с использованием способа нанесения, включающего выпуск материала из сопел, полив, сплошное нанесение или аналогичный процесс. Соответственно, в таком случае желательно используется трафаретное покрытие, которое является предпочтительным для нанесения покрытий, имеющих небольшую ширину.
Как проиллюстрировано на фиг. 12, существует область ненанесения 11C, в которой никакой термоплавкий связующий материал не наносится на промежуточную часть области нанесения 11A в направлении спереди назад, и в результате этого дополнительно улучшается воздухопроницаемость.
[0061]
(Трехмерные складки)
Трехмерные складки 60 представляют собой лентоподобные элементы, которые проходят по всей длине обеих сторон внутреннего корпуса 200 в направлении спереди назад. Трехмерные складки 60 предназначаются, чтобы останавливать боковое перемещение мочи или жидкого стула по поверхности верхнего листа 30, что предотвращает боковое вытекание жидкости. Согласно данному варианту осуществления, трехмерные складки 60 располагаются на сторонах внутреннего корпуса 200. Каждая из трехмерных складок 60 стоит наклонно по направлению к центральной части в направлении ширины на основной части и стоит наклонно по направлению наружу в направлении ширины от промежуточной части к переднему краю
[0062]
Более конкретно, каждая из трехмерных складок 60 образуется так, что содержащий лентоподобные складки лист 62, имеющий такую же длину, как длина внутреннего корпуса 200 в направлении спереди назад, складывается назад пополам в направлении ширины, и многочисленные продолговатые упругие и эластичные элементы фиксируются в растянутом состоянии в продольном направлении с соответствующими промежутками в направлении ширины между листами в сложенной части и ее окрестности. Концевые части трехмерных складок 60 на сторонах напротив сложенных частей в направлении ширины составляют фиксирующие части 65, которые прикрепляются к задней поверхности внутреннего корпуса 200 по боковым краям. Части трехмерных складок 60, которые не представляют собой фиксирующие части 65, составляют выступы 66 (сложенные части), которые выступают от фиксирующих частей 65. Оба конца выступов 66 в направлении спереди назад включают основные части, которые проходят от фиксирующих частей 65 через стороны внутреннего корпуса 200 к боковым поверхностям верхнего листа 30 и прикрепляются через проходящие спереди назад фиксирующие части 67 с помощью термоплавкого связующего материала или термической сварки к боковым поверхностям верхнего листа 30, и краевые части, которые складываются назад от краев основных частей наружу в направлении ширины и прикрепляются к основным частям. Центральные части выступов в направлении спереди назад представляют собой нефиксированные свободные части (внутренние свободные части), к которым прикрепляются продолговатые упругие и эластичные элементы 63 в растянутом состоянии в направлении спереди назад.
[0063]
Содержащий складки лист 62 может предпочтительно изготавливаться посредством осуществления водоотталкивающей обработки кремнийорганическим соединением или аналогичным материалом, что является обязательным для получения гибкого нетканого полотна, которое имеет превосходные характеристики однородности и маскирующие свойства, такого как соединенное прядением нетканое полотно (SS, SSS, или аналогичное полотно), композитное нетканое полотно (SMS, SSMMS или аналогичное полотно) и полученное раздуванием из расплава нетканое полотно. Поверхностная плотность полотна предпочтительно составляет приблизительно от 10 до 30 г/м2. Продолговатые упругие и эластичные элементы 63 могут представлять собой каучуковые нити или аналогичные элементы. В том случае, где используются каучуковые полиуретановые нити Spandex, линейная плотность нитей составляет предпочтительно от 470 до 1240 дтекс и предпочтительнее от 620 до 940 дтекс. Коэффициент растяжения нитей во время фиксации составляет предпочтительно от 150 до 350% и предпочтительнее от 200 до 300%. Термин «коэффициент растяжения» определяет значение по отношению к натуральной длине, которая принимается равной 100%. Кроме того, водонепроницаемая пленка 64 может присутствовать в содержащем складки листе, сложенном пополам, как проиллюстрировано на чертеже.
[0064]
Число продолговатых упругих и эластичных элементов 63, которые присутствуют в свободных частях трехмерных складок 60, составляет предпочтительно от двух до шести, более конкретно, от трех до пяти. Соответствующее разделяющее расстояние 60d между ними составляет от 3 до 10 мм. Согласно этой конфигурации, подгузник должен касаться кожи поверхностью, на которой располагаются продолговатые упругие и эластичные элементы 63. Продолговатые упругие и эластичные элементы 63 могут располагаться не только в краевых частях, но также в основных частях.
[0065]
Фиксирующие части 65 трехмерных складок 60 могут прикрепляться к соответствующим элементам во внутреннем корпусе 200, таким как верхний лист 30, непроницаемый для жидкостей лист 11 и абсорбирующий элемент 50.
[0066]
В имеющих такую конфигурацию трехмерных складках 60, сжимающая сила продолговатых упругих и эластичных элементов 63 своим действием приближает друг к другу концевые части в направлении спереди назад. Обе концевые части выступов 66 в направлении спереди назад прикрепляются таким образом, что они не стоят, в то время как средние части между обоими концами выступов 66 представляют собой нефиксированные свободные части. Соответственно, только свободные части стоят и касаются тела пользователя, как проиллюстрировано на фиг. 7. В частности, когда фиксирующие части 65 располагаются на задней поверхности внутреннего корпуса 200, трехмерные складки 60 стоят и открываются наружу в направлении ширины в промежностной части и ее окрестности. Соответственно, трехмерные складки 60 вступают в поверхностный контакт вокруг ног, обеспечивая повышенное удобство.
[0067]
Размеры трехмерных складок 60 могут определяться соответствующим образом. Например, в случае одноразовых подгузников для детей, однако, высота стойки 66w (ширина выступов 66 в открытом состоянии) составляет предпочтительно от 15 до 60 мм, более конкретно, от 20 до 40 мм, как проиллюстрировано на фиг. 10. Кроме того, Разделяющее расстояние 60d между складками на внутренней стороне составляет предпочтительно от 60 до 190 мм и предпочтительнее от 70 до 140 мм в плоско сложенном состоянии, в котором трехмерные складки 60 становятся параллельными по отношению к поверхности верхнего листа 30.
[0068]
В отличие от проиллюстрированной формы, трехмерные складки могут присутствовать в двойном количестве (в два ряда) на каждой из правой и левой сторон внутреннего корпуса 200.
[0069]
(Абсорбирующий элемент)
Абсорбирующий элемент 50 содержит абсорбирующий материал 56 и оберточный лист 58, которым обертывается весь абсорбирующий материал 56. Оберточный лист 58 может отсутствовать.
[0070]
(Абсорбирующий материал)
Абсорбирующий материал 56 может представлять собой скопление волокон. Это скопление волокон могут составлять распушенные целлюлозные волокна или собранные короткие волокна, такие как синтетические волокна, или скопление волокон может быть получено посредством распушения жгутов (пучков) волокон, которые составляют синтетические волокна, такие как волокна на основе ацетата целлюлозы, если это необходимо. Например, поверхностная плотность материала из распушенных целлюлозных волокон или собранных коротких волокон может составлять приблизительно от 100 до 300 г/м2, а поверхностная плотность скопления волокон может составлять приблизительно от 30 до 120 г/м2. Линейная плотность синтетических волокон составляет, например, от 1 до 16 дтекс, предпочтительно от 1 до 10 дтекс и предпочтительнее от 1 до 5 дтекс. В случае скопления волокон эти волокна могут представлять собой негофрированные волокна, но предпочтительно они представляют собой гофрированные волокна. Число изгибов в гофрированных волокнах может составлять, например, приблизительно от 5 до 75 на 1 дюйм (от 2 до 30 на 1 см), предпочтительно приблизительно от 10 до 50 на 1 дюйм (от 4 до 20 на 1 см) и предпочтительнее приблизительно 15 до 50 на 1 дюйм (от 6 до 20 на 1 см). Во многих случаях гофрированные волокна являются равномерно гофрированными. Высокоабсорбирующие полимерные частицы предпочтительно диспергируются и содержатся в абсорбирующем материале 56.
[0071]
Абсорбирующий материал 56 может иметь прямоугольную форму, но предпочтительно он имеет форму песочных часов, которую составляют передняя концевая часть, задняя концевая часть и узкая часть, которая располагается между передней и задней концевыми частями и имеет меньшую ширину, чем две концевые части, как проиллюстрировано на фиг. 5, чтобы улучшалось прилегание абсорбирующий материал 56 и трехмерных складок 60 по краям вокруг ног.
[0072]
Размеры абсорбирующего материала могут определяться соответствующим образом. Тем не менее, абсорбирующий материал предпочтительно проходит до краев периферии внутреннего корпуса или их окрестностей в направлении спереди назад и в направлении ширины. Условное обозначение 56X определяет ширину абсорбирующего материала 56.
[0073]
(Высокоабсорбирующие полимерные частицы)
Абсорбирующий материал 56 могут частично или полностью составлять высокоабсорбирующие полимерные частицы. Высокоабсорбирующие полимерные частицы представляют собой «частицы» и «порошок». Диаметр высокоабсорбирующих полимерных частиц может быть таким же, как диаметр частиц, которые обычно используются в абсорбирующих изделиях этого типа, и он составляет желательно 1000 мкм или менее, в частности от 150 до 400 мкм. Не существует определенного ограничения в отношении материала, из которого состоят высокоабсорбирующие полимерные частицы, но предпочтительным является материал, у которого водопоглощающая способность составляет 40 г/г или более. Основу высокоабсорбирующих полимерных частиц могут составлять крахмал, целлюлоза, или синтетический полимер. Высокоабсорбирующие полимерные частицы могут содержать привитой сополимер крахмала и акрилата, омыленный материал на основе сополимера крахмала и акрилонитрила, сшитый материал на основе натриевой соли карбоксиметилцеллюлозы, акрилатный полимер или аналогичный материал. Высокоабсорбирующие полимерные частицы предпочтительно используются в обычной зернистой форме, но они могут использоваться и в другой форме.
[0074]
Скорость водопоглощения высокоабсорбирующих полимерных частиц составляет предпочтительно 40 секунд или менее. Когда скорость водопоглощения составляет более чем 40 секунд, абсорбированный жидкость с более высокой вероятностью вытекает обратно из абсорбирующего материала 56 за пределы абсорбирующего материала 56 (осуществляется так называемое «обратное течение»).
[0075]
Поверхностная плотность высокоабсорбирующих полимерных частиц может определяться соответствующим образом в зависимости от абсорбируемого объема, для которого требуется использование абсорбирующего материала 56. Таким образом, хотя это не является абсолютным определением, поверхностная плотность может составлять от 50 до 350 г/м2. Когда поверхностная плотность полимера составляет менее чем 50 г/м2, оказывается затруднительным обеспечение абсорбируемого объема. Когда поверхностная плотность полимера превышает 350 г/м2, данный эффект становится насыщенным.
[0076]
В случае необходимости у высокоабсорбирующих полимерных частиц может регулироваться плотность диспергирования или величина диспергирования в направлении плоскости абсорбирующего материала 56. Например, величина диспергирования высокоабсорбирующих полимерных частиц может быть больше в той области, в которую попадают выделения, чем в других областях. Что касается половых различий, плотность (величина) диспергирования высокоабсорбирующих полимерных частиц может увеличиваться в передней части мужского изделия и может увеличиваться в центральной части женского изделия. Кроме того, полимер может отсутствовать в некоторых местах (например, в точках) абсорбирующего материала 56 в направлении плоскости.
[0077]
(Оберточный лист)
В том случае, если используется оберточный лист 58, в качестве его материала могут присутствовать тонкая бумага, в частности, крепированная бумага, нетканое полотно, ламинированное полиэтиленом нетканое полотно, пористый лист или аналогичный материал. Однако листовой материал лист желательно выполняется с возможностью удерживания высокоабсорбирующих полимерных частиц. В том случае, если используется нетканое полотно, а не крепированная бумага, оказывается предпочтительным, в частности, гидрофильное композитное нетканое полотно (SMS, SSMMS или аналогичное полотно), и соответствующий материал может представлять собой полипропилен, композитный материал на основе полиэтилена/полипропилена или аналогичный материал. Поверхностная плотность материала составляет желательно от 5 до 40 г/м2, в частности, от 10 до 30 г/м2.
[0078]
Форма обертки посредством оберточного листа 58 может определяться соответствующим образом. Тем не менее, с точки зрения простоты изготовления и предотвращения утечки высокоабсорбирующих полимерных частиц с переднего и заднего концевых краев, оберточный лист 58 предпочтительно обертывает абсорбирующий материал 56 в цилиндрической форме, окружая переднюю и заднюю поверхности и обе боковые поверхности абсорбирующего материала 56, и имеет передний и задний края, проходящие от верхней боковой поверхности и под боковой поверхностью абсорбирующего материала 56, таким образом, что вытянутые части раздавливаются в направлении от верхней стороны к нижней стороне и соединяются друг с другом с помощью связующего материала, такого как термоплавкий связующий материал.
[0079]
(Наружный корпус)
Наружный корпус 12 составляют часть, которая представляет собой переднюю панель F и проходит от промежностной части до передней стороны, и часть, которая представляет собой заднюю панель B и проходит от промежностной части до задней стороны. Передняя панель F и задняя панель B соединяются друг с другом по обеим сторонам, образуя отверстие для талии WO, через которое проходит талия пользователя, и парные правое и левое отверстия для ног LO, через которые проходят ноги пользователя, как проиллюстрировано на фиг. 11. Условное обозначение 12A определяет соединительные секции (далее также называются термином «боковые уплотнительные части»). Промежностная часть означает центральную часть в направлении спереди назад от соответствующего талии края передней панели F до соответствующего талии края задней панели B в открытом состоянии. Части на передней стороне и задней стороне промежностной части называются терминами «передняя панель F» и «задняя панель B», соответственно.
[0080]
Наружный корпус 12 составляют соответствующие талии части T, определяемые как проходящие спереди назад области от отверстия для талии WO до верхних концов отверстий для ног LO, и промежуточная часть L, определяемая как проходящая спереди назад область, которая образует отверстия для ног LO (между проходящей спереди назад областью, имеющей боковые уплотнительные части 12A передней панели F, и проходящей спереди назад областью, имеющей боковые уплотнительные части 12A задней панели B). Соответствующие талии части T концептуально разделяются на «соответствующая талии краевые части» W, которые образуют край отверстия для талии, и «соответствующие низу талии части» U, представляющие собой части под соответствующими талии краевыми частями W. Длины этих частей в вертикальном направлении изменяются в зависимости от размера изделия и могут определяться соответствующим образом. В качестве примера, длина соответствующей талии краевой части W может составлять от 15 до 40 мм, и длина соответствующей низу талии части U может составлять от 65 до 120 мм. Оба конца промежуточной части L сужаются вдоль окружности ног пользователя, и ноги пользователя проходят через суженные концы. В результате этого наружный корпус 12 в целом имеет форму, весьма напоминающую песочные часы. Степень сужения наружного корпуса 12 может определяться соответствующим образом. Как в конструкциях, которые проиллюстрированы на фиг. 5-11, наружный корпус 12 предпочтительно имеет меньшую ширину, чем внутренний корпус 200 в самой узкой области для простоты внешнего вида. В качестве альтернативы, наружный корпус 12 может быть шире, чем внутренний корпус 200, даже в самой узкой области.
[0081]
Наружный корпус 12 образуется посредством соединения двух листовых материалов 12S и 12H друг с другом, как проиллюстрировано на фиг. 7-9. Второй листовой материал 12H, расположенный на внутренней стороне, проходит только до края отверстия для талии WO, в то время как первый листовой материал 12S, расположенный на наружной стороне, складывается назад внутрь по краям второго листового материала 12H на стороне талии. Сложенные части 12r проходят таким образом, что они покрывают концевые части внутреннего корпуса 200 на стороне талии.
[0082]
Более конкретно, между внутренней боковой поверхность второго листового материала 12H и наружными боковыми поверхностями сложенных частей 12r первого листового материала 12S в соответствующих талии краевых частях W задней панели B и передней панели F, многочисленные упругие и эластичные элементы 17 соответствующих талии краевых частей фиксируются в растянутом состоянии в направлении ширины с заданным коэффициентом растяжения, причем их разделяют промежутки в направлении сверху вниз таким образом, что они являются полностью непрерывными в направлении ширины. Один или несколько упругих и эластичных элементов 17 соответствующей талии краевой части, которые располагаются в областях, прилегающих к соответствующим низу талии частям U, могут перекрывать внутренний корпус 200 или могут присутствовать по обеим сторонам центральной части в направлении ширины, перекрывая внутренний корпус 200. В качестве упругих и эластичных элементов 17 соответствующей талии краевой части приблизительно от 3 до 22 каучуковых нитей, у которых линейная плотность составляет от 155 до 1880 дтекс, в частности, приблизительно от 470 до 1240 дтекс (это условие применяется в случае синтетического каучука, а в случае натурального каучука площадь поперечного сечения составляет от 0,05 до 1,5 мм2, в частности приблизительно от 0,1 до 1,0 мм2), предпочтительно фиксируются с коэффициентом растяжения, составляющим от 150 до 400%, в частности, приблизительно от 220 до 320%, причем расстояние между ними составляет от 4 до 12 мм. Все из упругих и эластичных элементов 17 соответствующей талии краевой части могут иметь различные значения линейной плотности и коэффициента растяжения. Например, упругие и эластичные элементы верхней и нижней сторон соответствующих талии краевых частей W могут иметь различные значения линейной плотности и коэффициента растяжения.
[0083]
Между наружной боковой поверхностью второго листового материала 12H и внутренней боковой поверхностью первого листового материала 12S в соответствующих низу талии частях U передней панели F и задней панели B, многочисленные соответствующие нижней части талии упругие и эластичные элементы 15, представляющие собой продолговатые упругие и эластичные элементы, фиксируются в растянутом состоянии в направлении ширины с заданным коэффициентом растяжения и промежутками в направлении сверху вниз, таким образом, что они являются полностью непрерывными в направлении ширины, в секциях у верхней стороны и обеих сторон центральной части в направлении ширины, за исключением центральной части в направлении ширины, перекрывая внутренний корпус 200.
[0084]
В качестве соответствующих нижней части талии упругих и эластичных элементов 15 приблизительно от 5 до 30 каучуковых нитей, у которых линейная плотность составляет от 155 до 1880 дтекс, в частности, приблизительно от 470 до 1240 дтекс (это условие применяется в случае синтетического каучука, а в случае натурального каучука площадь поперечного сечения составляет от 0,05 до 1,5 мм2, в частности, приблизительно от 0,1 до 1,0 мм2), предпочтительно фиксируются с коэффициентом растяжения, составляющим от 200 до 350%, в частности, приблизительно от 240 до 300%.
[0085]
Кроме того, между наружной боковой поверхностью второго листового материала 12H и внутренней боковой поверхностью первого листового материала 12S в промежуточной части L передней панели F и задней панели B многочисленные упругие и эластичные элементы 16 промежуточной части, представляющие собой продолговатые упругие и эластичные элементы, фиксируются в растянутом состоянии в направлении ширины с заданным коэффициентом растяжения и соответствующими промежутками в направлении сверху вниз, таким образом, что они являются полностью непрерывными в направлении ширины, в секциях у сторон центральной части в направлении ширины, за исключением центральной части в направлении ширины, перекрывая внутренний корпус 200.
[0086]
В качестве промежуточных упругих и эластичных элементов 16 приблизительно от 2 до 10 каучуковых нитей, у которых линейная плотность составляет от 155 до 1880 дтекс, в частности, приблизительно от 470 до 1240 дтекс (это условие применяется в случае синтетического каучука, а в случае натурального каучука площадь поперечного сечения составляет от 0,05 до 1,5 мм2, в частности, приблизительно от 0,1 до 1,0 мм2), предпочтительно фиксируются с коэффициентом растяжения, составляющим от 150 до 300%, в частности, приблизительно от 180 до 260%, причем промежутки составляют от 5 до 40 мм, в частности, от 5 до 20 мм.
[0087]
Когда соответствующие нижней части талии упругие и эластичные элементы и соответствующие промежуточной части упругие и эластичные элементы 15 и 16 присутствуют по обеим сторонам от центральной части в направлении ширины, за исключением центральной части в направлении ширины, перекрывая внутренний корпус 200, как проиллюстрировано на чертежах, внутренний корпус 200 не сжимается в направлении ширины более чем это необходимо, не подвергается распушению, которое ухудшает внешний вид, и при этом не уменьшается абсорбционная способность. Вышеупомянутая форма включает форму, в которой упругие и эластичные элементы присутствуют только по обеим сторонам в направлении ширины, и форму, в которой присутствуют упругие и эластичные элементы, пересекающие внутренний корпус 200 с одного края до другого в направлении ширины, но упругие и эластичные элементы являются тонконарезанными и не проявляют сжимающую силу в центральной части в направлении ширины, перекрывая внутренний корпус 200 (по существу, это означает, что упругие и эластичные элементы не присутствуют), и, таким образом, сжимающая сила упругих и эластичных элементов действует только по обеим сторонам в направлении ширины. Само собой разумеется, что формы, в которых располагаются соответствующие нижней части талии упругие и эластичные элементы и соответствующие промежуточной часть упругие и эластичные элементы 15 и 16, не ограничиваются вышеупомянутыми формами. В качестве альтернативы, некоторые или все соответствующие нижней части талии упругие и эластичные элементы и соответствующие промежуточной части упругие и эластичные элементы 15 и 16 могут присутствовать, пересекая внутренний корпус 200 от одного края до другого в направлении ширины, таким образом, что сжимающая сила действует на все соответствующие низу талии части U в направлении ширины.
Промышленная применимость
[0088]
Растягивающийся эластичный элемент, получаемый способом изготовления согласно настоящему изобретению, применяется для наружных листов одноразовых подгузников типа нижнего белья, но он может также применяться для одноразовых подгузников типа ленты или типа прокладки и других обычных абсорбирующих изделий, таких как гигиенические салфетки.
Список условных обозначений
[0089]
11A - Область нанесения (третья область нанесения)
11B - Ширина
11C - Область ненанесения
12 - Наружный лист
12S - Первый лист (лист)
12H - Второй лист (лист)
18 - Режущий ролик
18A - Режущее лезвие
18B - Интервал режущих лезвий
19 - Разглаживающий ролик
56 - Абсорбирующий материал
70d - Интервал (первый интервал)
70P - Интервал между разрезами
71 - Первый связующий материал
71A - Область нанесения (первая область нанесения)
71B - Область ненанесения (первая область ненанесения)
75 - Второй связующий материал
75A - Область нанесения (вторая область нанесения)
75B - Область ненанесения (вторая область ненанесения)
110 - Продолговатый упругий и эластичный элемент
130 - Режущий блок
200 - Внутренний корпус


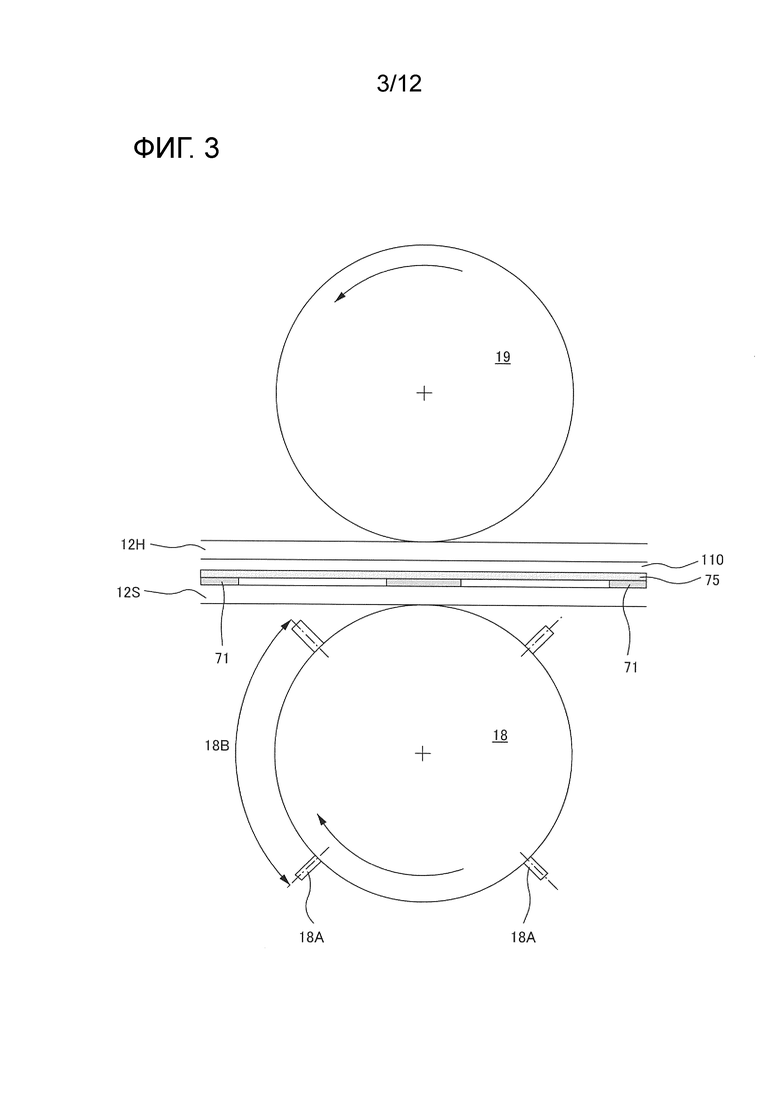









Изобретение относится к одноразовым впитывающим предметам одежды, предназначенным для впитывания выделений организма, в частности к подгузникам. Способ изготовления растягивающегося эластичного элемента, характеризующийся нанесением первого связующего материала (71) на внутреннюю поверхность листа (12S) на одной стороне с заданными интервалами, нанесением второго связующего материала на продолговатые упругие и эластичные элементы (110) с заданными интервалами, образованием первых областей нанесения (71A), в которых наносится первый связующий материал (71), и первых областей ненанесения между первыми областями нанесения (71A) и прилегающими первыми областями нанесения (71A), образованием вторых областей нанесения, причем второй связующий материал наносится на многочисленные первые области нанесения (71A) и вторые области ненанесения между вторыми областями нанесения и прилегающими вторыми областями нанесения, затем на внутренней поверхности листа (12S) на одной стороне фиксированно устанавливаются продолговатые упругие и эластичные элементы (110) и лист (12H) на другой стороне на наружной поверхности продолговатых упругих и эластичных элементов (110) и продолговатые упругие и эластичные элементы (110) разрезаются в секциях, в которых первые области ненанесения и вторые области нанесения оказываются противоположными по отношению друг к другу при наблюдении сверху. Технический результат – превосходный внешний вид, улучшение эргономических свойств, предотвращение образования складок в секции наружного листа и открытия разрезанных частей наружного листа, а также уменьшение себестоимости изготовления. 2 н. и 7 з.п. ф-лы, 12 ил.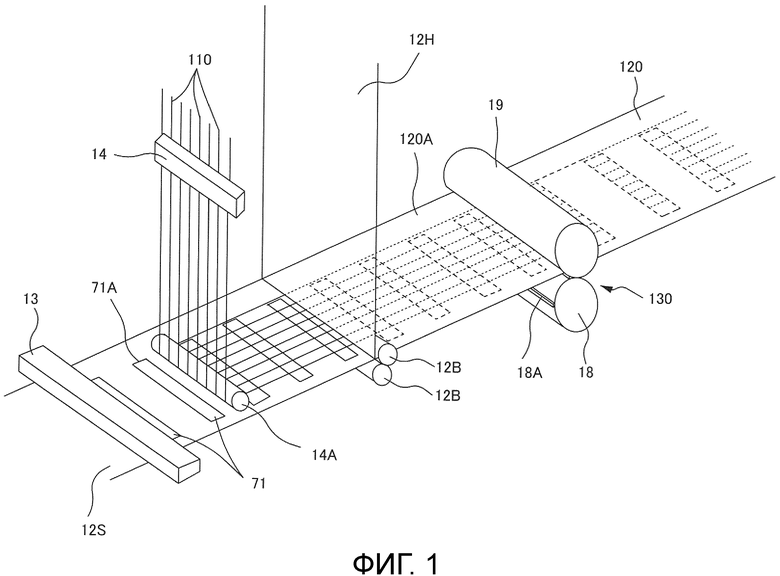
| JP 2004229857 A, 19.08.2004 | |||
| JP 2008284058 A, 27.11.2008 | |||
| Бумажно-литой сменный элемент для фильтров тонкой очистки масла | 1960 |
|
SU136711A1 |

