ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления предмета мебели и, более конкретно, к способу изготовления предмета мебели, в котором первая мебельная панель предварительно смонтирована со второй мебельной панелью.
УРОВЕНЬ ТЕХНИКИ
Иногда желательно облегчить сборку мебели не оказывая негативного влияния на обработку, упаковку и транспортировку мебели в плоской и тонкой упаковке. В настоящее время покупатель предмета мебели, такого как шкаф, полка или выдвижной ящик, должен произвести сборку такой мебели. Для облегчения сборки может быть выполнено предварительное изготовление некоторых деталей, что, однако, также делает упаковку более громоздкой. Хотя предварительно изготовленные предметы мебели легче собрать в готовое изделие, было бы желательно предложить способ изготовления предмета мебели без ущерба для его обработки, упаковки или транспортировки.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является создание усовершенствованного способа изготовления. Данная задаче решена, как определено в независимых пунктах прилагаемой формулы изобретения, при этом определенный вариант осуществления изложен в соответствующих зависимых пунктах формулы изобретения.
Согласно первому аспекту предложен способ изготовления предмета мебели, содержащего первую мебельную панель и по меньшей мере вторую мебельную панель.
Способ включает следующие этапы:
- размещение указанной первой панели и указанной второй панели рядом друг с другом таким образом, что боковая часть указанной первой панели находится по существу на одном уровне с боковой частью указанной второй панели,
- фрезерование боковой части первой панели и боковой части второй панели посредством по меньшей мере одного фрезерного инструмента для образования соединительных поверхностей соответствующих боковых частей, и
- соединение боковой части первой панели и боковой части второй панели путем нанесения адгезива на обе соединительные поверхности, причем указанный адгезив создает шарнирное соединение между указанной первой и второй панелями.
В контексте данного описания термин «фрезерование» должен толковаться в широком смысле и включать в себя все процессы, которые способны и обеспечивают возможность выборочного удаления материала с деревянных панелей. Следовательно, фрезерование охватывает также обрезку и любой другой процесс, который удаляет древесный материал.
При помощи фрезерования формируют соединительные поверхности, которые выровнены, что обеспечивает хорошо контролируемое соединение между мебельными панелями.
Этап фрезерования может включать фрезерование боковой части указанной первой панели и боковой части указанной второй панели одновременно.
Этап фрезерования может включать фрезерование боковой части указанной первой панели при помощи по меньшей мере первого фрезерного резца указанного фрезерного инструмента и фрезерование боковой части указанной второй панели при помощи по меньшей мере второго фрезерного резца указанного фрезерного инструмента, причем указанный первый фрезерный резец выполняет фрезеровочное действие, отличающееся от фрезеровочного действия, выполняемого вторым фрезерным резцом.
В одном варианте осуществления этап фрезерования включает фрезерование боковой части указанной первой панели посредством первого фрезерного резца и фрезерование боковой части указанной второй панели посредством второго фрезерного резца.
По меньшей мере один фрезерный инструмент может быть выполнен с возможностью прохождения по всей длине соответствующих боковых частей указанной первой панели и указанной второй панели.
Этап соединения первой панели и второй панели может включать соединение боковой части первой панели и боковой части второй панели посредством соединительного инструмента, наносящего указанный адгезив по меньшей мере вокруг области соединения боковых частей указанной первой панели и указанной второй панели.
Соединительный инструмент может наносить адгезив по существу по всей длине боковых частей указанной первой панели и указанной второй панели.
Адгезив может содержать клей, предпочтительно расплавленный клей, например, расплавленный клей реактивного типа или термопластичный расплавленный клей.
Первая панель может соединяться со второй панелью одновременно с соединением третьей панели с четвертой панелью, причем первая и четвертая панели образуют боковые части или верхнюю и нижнюю части предмета мебели, а вторая и третья панели образуют складываемый задний элемент, при этом первая клеевая нить соединяет первую и вторую панели, а вторая клеевая нить соединяет третью и четвертую панели, при этом область, свободная от адгезива, отделяет первую и вторую клеевые нити.
Этап фрезерования может включать обрезку участка боковой части указанной первой панели вокруг области соединения, создающей соединительную поверхность, причем указанная соединительная поверхность принимает указанный адгезив во время этапа соединения первой панели и второй панели.
Этап фрезерования может дополнительно включать удаление фрезерованием другого участка боковой части указанной первой панели, следующей за соединительной поверхностью, создавая промежуточную поверхность, причем указанная промежуточная поверхность приподнята относительно соединительной поверхности, создавая тем самым кромку между промежуточной поверхностью и соединительной поверхностью, при этом указанная кромка удерживает адгезив на соединительной поверхности во время нанесения адгезива.
Этап фрезерования может включать обрезку участка боковой части указанной второй панели вокруг области соединения, создающей соединительную поверхность, причем указанная соединительная поверхность принимает указанный адгезив во время этапа соединения первой панели и второй панели.
Этап фрезерования может дополнительно включать удаление фрезерованием другого участка боковой части указанной второй панели, следующей за соединительной поверхностью, создавая промежуточную поверхность, причем указанная промежуточная поверхность приподнята относительно соединительной поверхности, создавая тем самым кромку между промежуточной поверхностью и соединительной поверхностью, при этом указанная кромка удерживает адгезив на соединительной поверхности во время нанесения адгезива.
Этап фрезерования и этап соединения могут выполняться по меньшей мере частично одновременно в различных местах боковых частей.
Этап фрезерования может дополнительно включать фрезерование боковой части указанной первой панели и боковой части указанной второй панели таким образом, что их внешние поверхности располагаются под углом от 10° до 300°, более предпочтительно от 30° до 240°.
Этап фрезерования может дополнительно включать фрезерование боковой части указанной первой панели и боковой части указанной второй панели таким образом, что их внешние поверхности располагаются под углом от 80° до 100°, предпочтительно около 90°.
Согласно второму аспекту предложен способ сборки предмета мебели. Способ включает следующие этапы: обеспечение наличия предмета мебели, изготовленного путем осуществления способа в соответствии с первым аспектом, и раскладывание указанной первой панели и указанной второй панели таким образом, что указанный адгезив, нанесенный на первую панель, обращен к адгезиву, нанесенному на вторую панель.
Согласно третьему аспекту предложен предмет мебели. Предмет мебели содержит по меньшей мере одну первую панель, имеющую фрезерованную соединительную поверхность боковой части, и по меньшей мере одну вторую панель, имеющую фрезерованную соединительную поверхность боковой части, причем указанные боковые части соединены друг с другом посредством адгезива, размещенного на обеих соединительных поверхностях и образующего шарнирное соединение между указанной первой и второй панелями.
Адгезив, образующий шарнирное соединение между указанной первой и второй панелями, может содержать первую часть клеевой нити, проходящую вдоль соединительной поверхности первой панели, и вторую часть клеевой нити, проходящую вдоль соединительной поверхности второй панели, причем ширина каждой соответствующей части клеевой нити составляет 1-10 мм, более предпочтительно 2-7 мм, предпочтительно общая толщина адгезива, образующего шарнирное соединение и содержащего первую и вторую части клеевой нити, составляет 3-18 мм, более предпочтительно 4-14 мм.
Толщина адгезива, образующего шарнирное соединение, может составлять от 0,1 до 2 мм, более предпочтительно от 0,2 до 1 мм.
Предмет мебели может представлять собой мебель корпусного типа, например шкаф, буфет или комод, и он может содержать задний элемент предмета мебели, причем указанный задний элемент содержит по меньшей мере указанную первую панель, боковую стенку или верхнюю панель предмета мебели, содержащую указанную вторую панель, и дополнительную боковую стенку или нижнюю панель предмета мебели, содержащую четвертую панель, при этом первый адгезив образует первое шарнирное соединение, соединяющее задний элемент с боковой стенкой или с верхней панелью, а второй адгезив образует второе шарнирное соединение, соединяющее задний элемент с дополнительной боковой стенкой или с нижней панелью.
Задний элемент может быть складываемым задним элементом, разделенным, по меньшей мере, на указанную первую панель и третью панель, причем указанные первая и третья панели являются складываемыми относительно друг друга, при этом первый адгезив образует первое шарнирное соединение, соединяющее первую панель складываемого заднего элемента с боковой стенкой или с верхней панелью, а второй адгезив образует второе шарнирное соединение, соединяющее третью панель складываемого заднего элемента с дополнительной боковой стенкой или с нижней панелью.
Между первым адгезивом и вторым адгезивом может располагаться область, свободная от адгезива, что делает указанную первую панель и указанную третью панель не соединенными друг с другом вблизи первого и второго адгезивов, причем указанная область, свободная от адгезива, предпочтительно имеет ширину по меньшей мере 0,5 мм, предпочтительно по меньшей мере 1,0 мм.
Предмет мебели может представлять собой мебель с выдвижными ящиками, и он может содержать нижнюю часть предмета мебели, причем указанная нижняя часть содержит по меньшей мере указанную первую панель, боковую стенку предмета мебели, содержащую указанную вторую панель, и дополнительную боковую стенку предмета мебели, содержащую четвертую панель, причем первый адгезив образует первое шарнирное соединение, соединяющее нижний элемент с боковой стенкой, а второй адгезив образует второе шарнирное соединение, соединяющее нижний элемент с дополнительной боковой стенкой.
Согласно с четвертому аспекту предложен производственный блок для изготовления предмета мебели, имеющего первую мебельную панель и вторую мебельную панель, соединенные друг с другом посредством адгезива, образующего шарнирное соединение. Производственный блок содержит по меньшей мере один фрезерный инструмент, имеющий по меньшей мере один фрезерный резец, выполненный с возможностью перемещения вдоль боковых частей мебельных панелей и обрезки указанных первой и второй панелей для образования соединительных поверхностей в боковых частях, и по меньшей мере один соединительный инструмент, выполненный с возможностью нанесения адгезива на указанные соединительные поверхности указанной первой и второй панелей для образования шарнирного соединения, соединяющего указанные первую и вторую боковые панели друг с другом.
Соединительный инструмент может быть выполнен с возможностью следования за фрезерным инструментом, при этом фрезерный инструмент и соединительный инструмент предпочтительно выполнены с возможностью одновременной работы во время производственного процесса.
Фрезерный инструмент может содержать по меньшей мере два фрезерных резца, причем каждый фрезерный резец выполнен с возможностью обрезки указанной первой и второй панели аналогичным образом.
В одном варианте осуществления фрезерные резцы были выполнены с возможностью обрезки указанной первой и второй панели различным образом.
Фрезерный инструмент может содержать по меньшей мере четыре фрезерных резца, причем различные фрезерные резцы размещены чередующимся образом.
Фрезерный инструмент может содержать по меньшей мере три фрезерных резца, причем первый фрезерный резец выполнен с возможностью обрезки указанной первой и второй панели способом, отличным от второго и третьего фрезерного резца, а указанный второй фрезерный резец выполнен с возможностью обрезки указанной первой и второй панели способом, отличным от обрезки указанным третьим фрезерным резцом.
Соединительный инструмент может быть выполнен с возможностью нанесения первого адгезива на первую и вторую панель и одновременного нанесения второго адгезива на третью и четвертую панель.
Соединительный инструмент может иметь разделительную часть, выполненную с возможностью образования области, свободной от адгезива между первым адгезивом и вторым адгезивом, причем область, свободная от адгезива, предпочтительно имеет ширину по меньшей мере 0,5 мм, предпочтительно по меньшей мере 1 мм.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты осуществления изобретения будут описаны ниже со ссылкой на прилагаемые чертежи, которые иллюстрируют неограничивающие примеры того, как концепция изобретения может быть применена на практике.
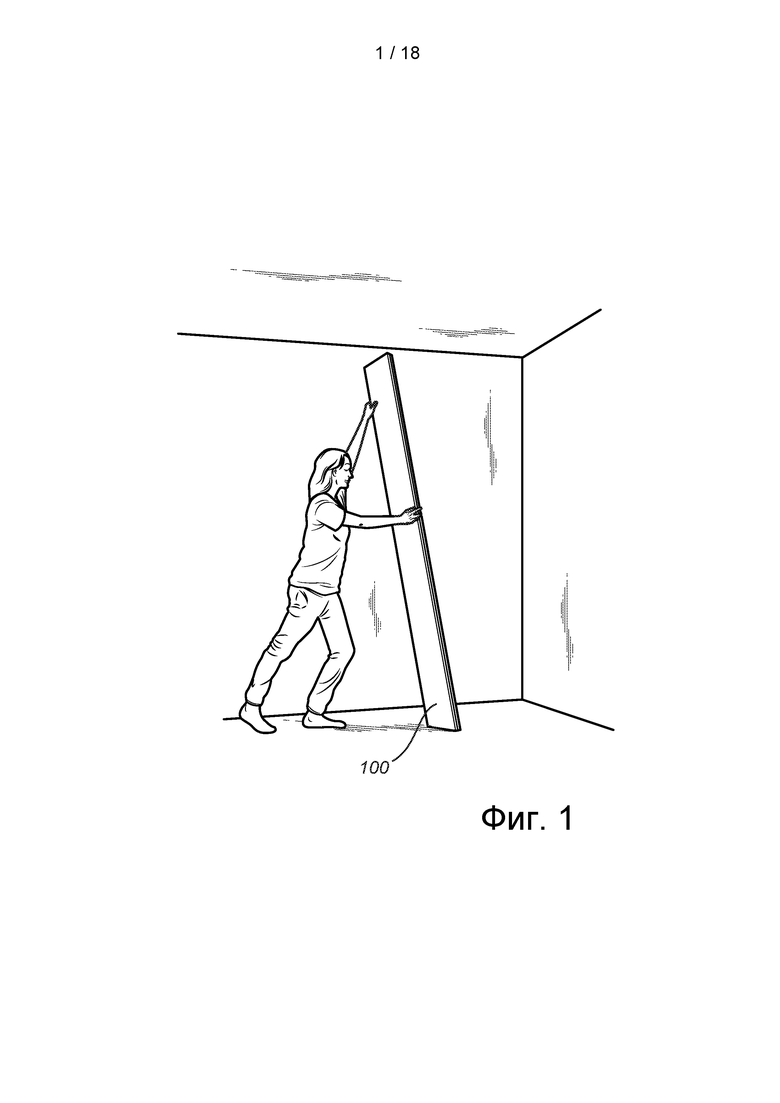
На ФИГ. 1 представлен вид в перспективе сложенного предварительно изготовленного предмета мебели;
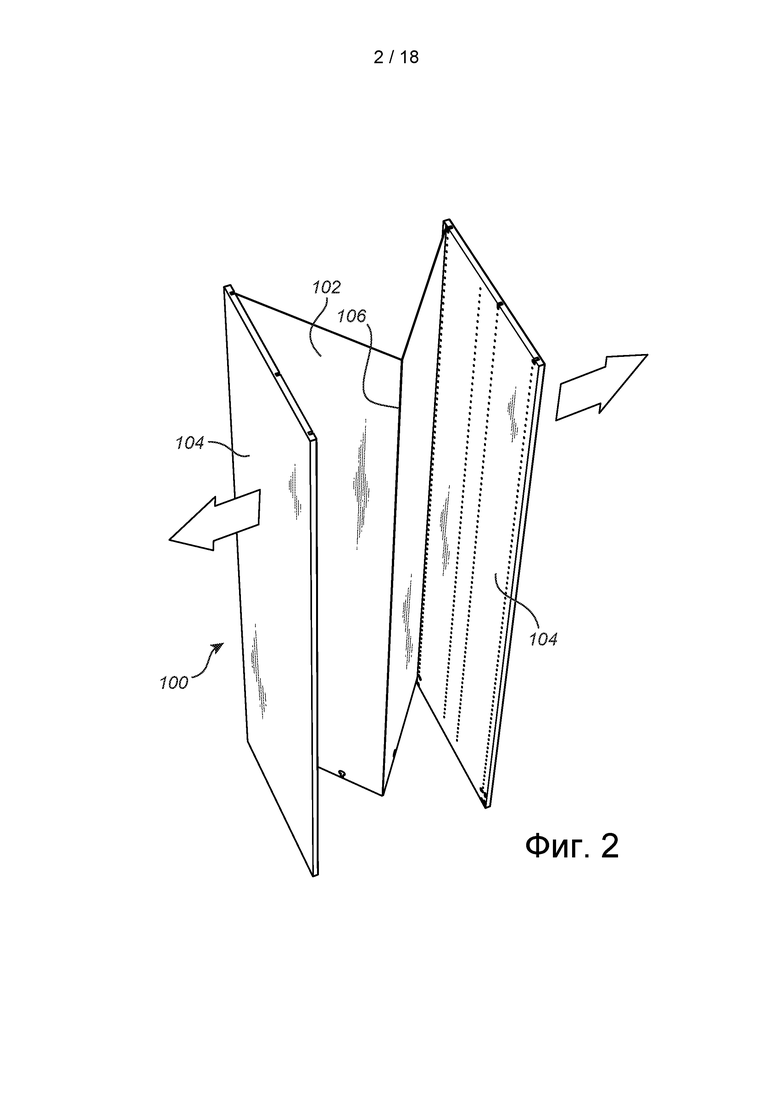
На ФИГ. 2 представлен вид в перспективе частично разложенного предмета мебели, показанного на ФИГ. 1;
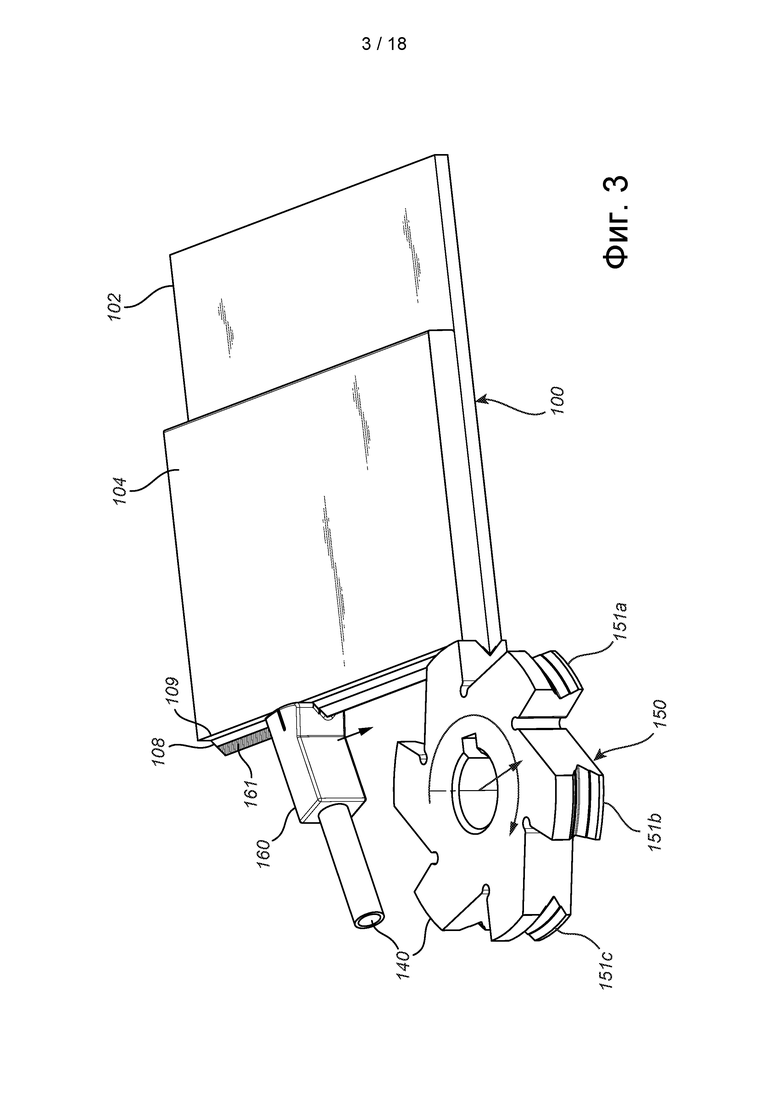
На ФИГ. 3 представлен вид в перспективе предмета мебели, изготавливаемого производственным блоком согласно варианту осуществления;
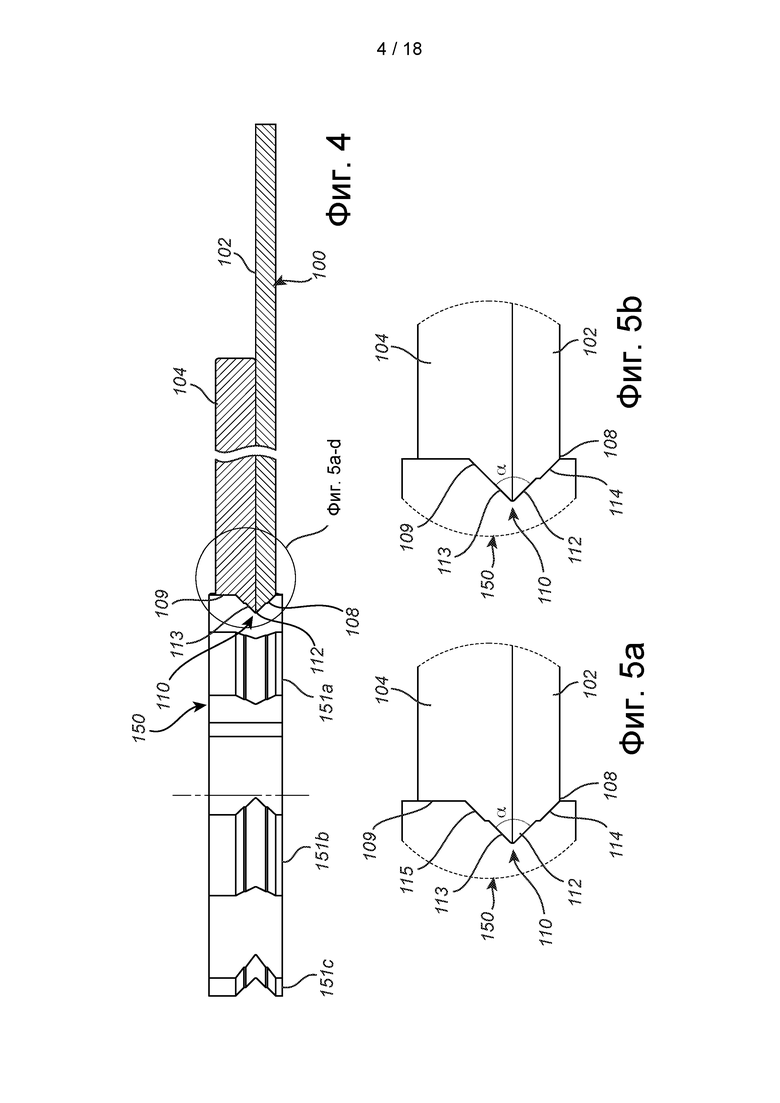
На ФИГ. 4 представлен вид спереди предмета мебели, изготавливаемого по ФИГ. 3;
На ФИГ. 5a-d представлены подробные виды поперечного сечения шаблонов фрезерования согласно вариантам осуществления изобретения;
На ФИГ. 6a-c схематично показаны три различных варианта осуществления способа изготовления предмета мебели;
На ФИГ. 7a представлен вид поперечного сечения производственного блока во время работы согласно варианту осуществления;
На ФИГ. 7b представлен вид поперечного сечения производственного блока во время работы согласно варианту осуществления;
На ФИГ. 7c представлен вид поперечного сечения, полученного в результате изготовления предмета мебели, схематично показанного на ФИГ. 5b;
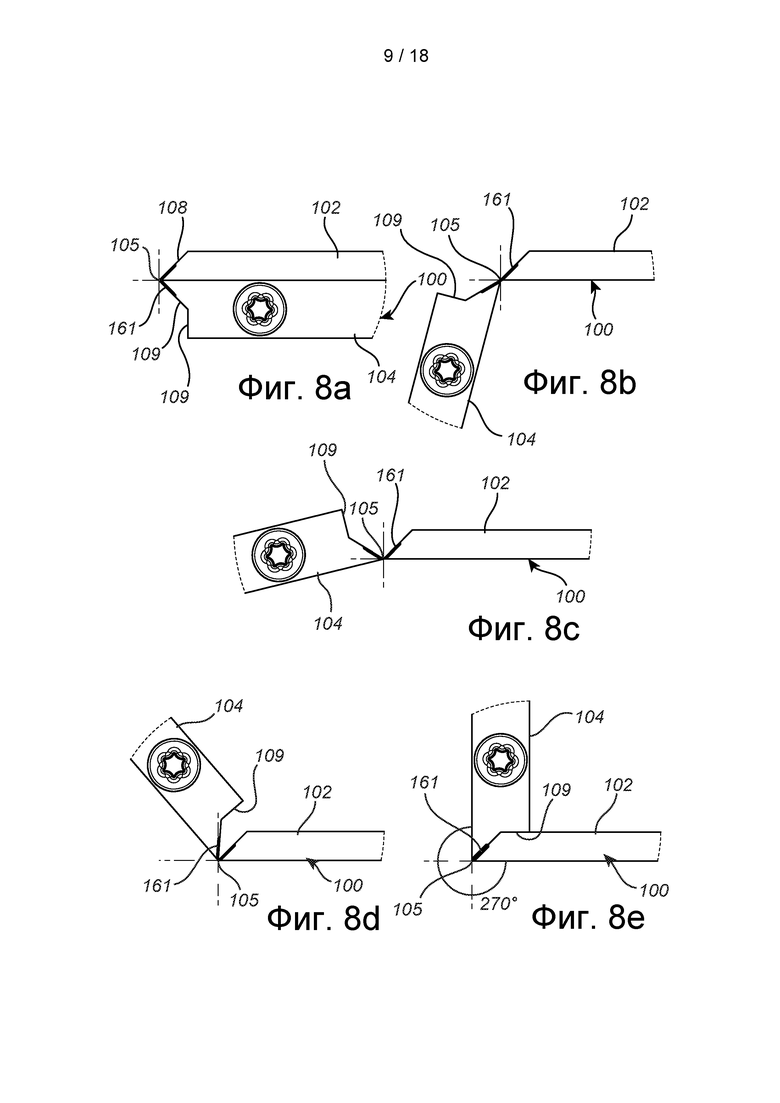
На ФИГ. 8a-e представлены подробные виды способа сборки предмета мебели, показанного на ФИГ. 3;
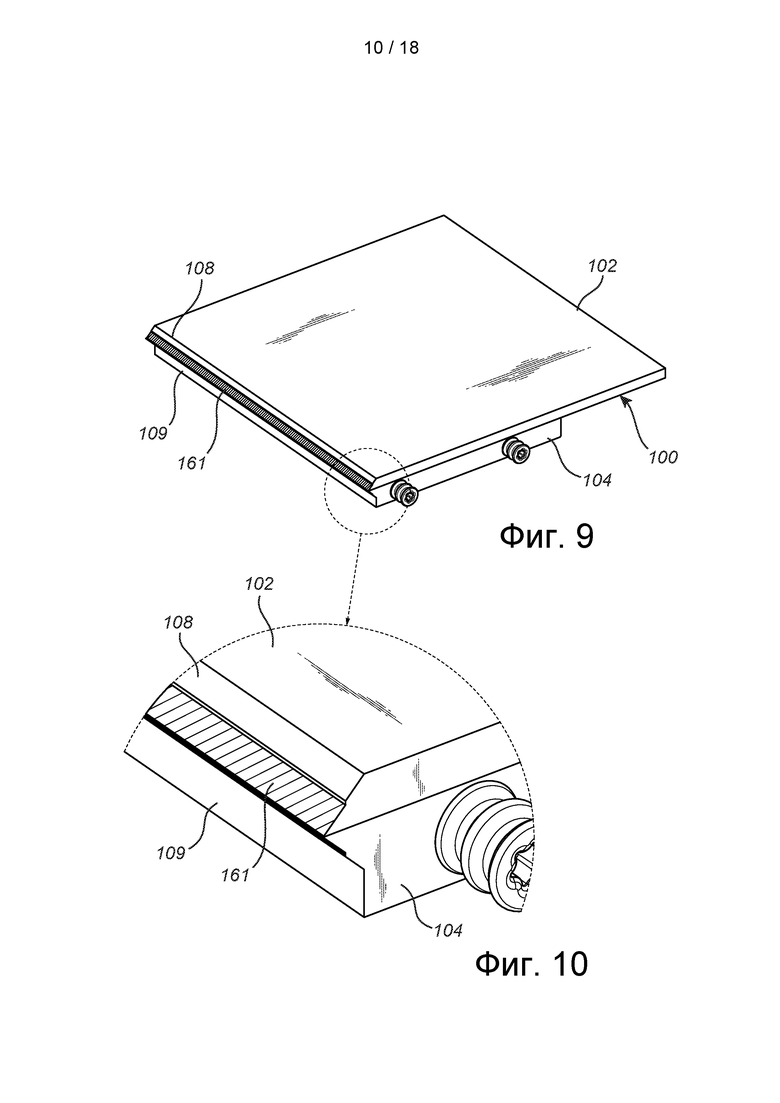
На ФИГ. 9 представлен вид в перспективе предмета мебели в сложенном состоянии после процесса изготовления;
На ФИГ. 10 представлен детальный вид угла предмета мебели, показанного на ФИГ. 9;
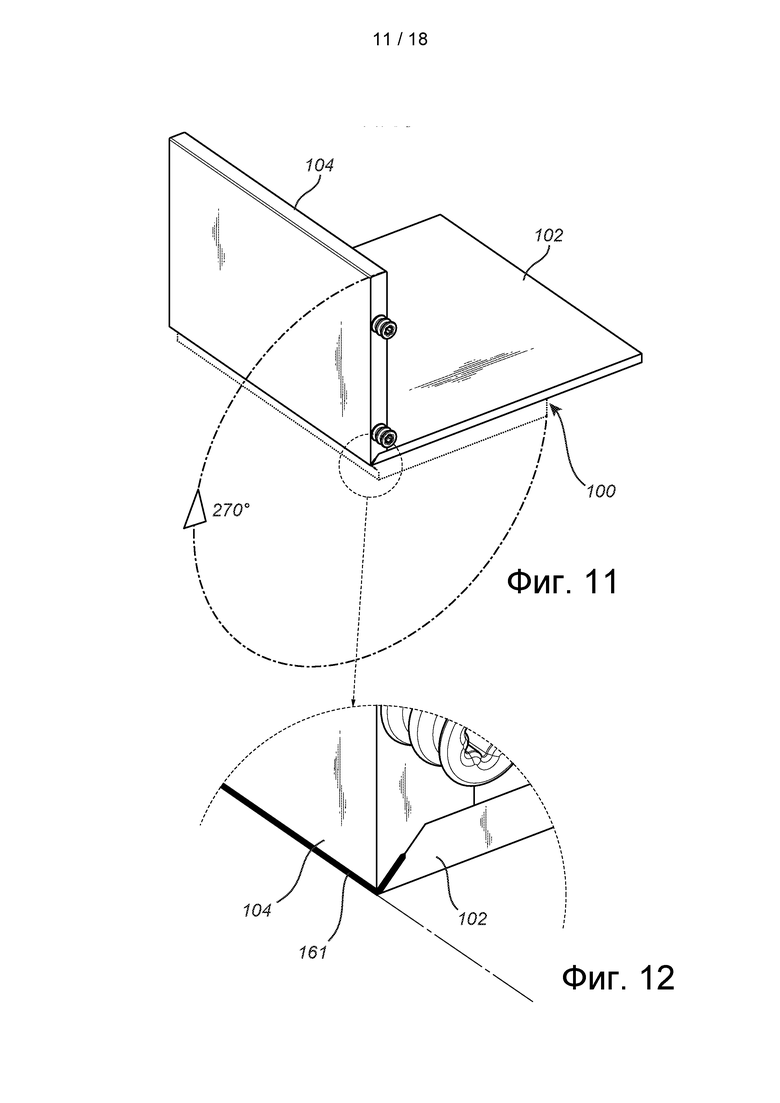
На ФИГ. 11 представлен вид в перспективе предмета мебели, показанного на ФИГ. 9, в разложенном состоянии;
На ФИГ. 12 представлен детальный вид угла предмета мебели, показанного на ФИГ. 11;
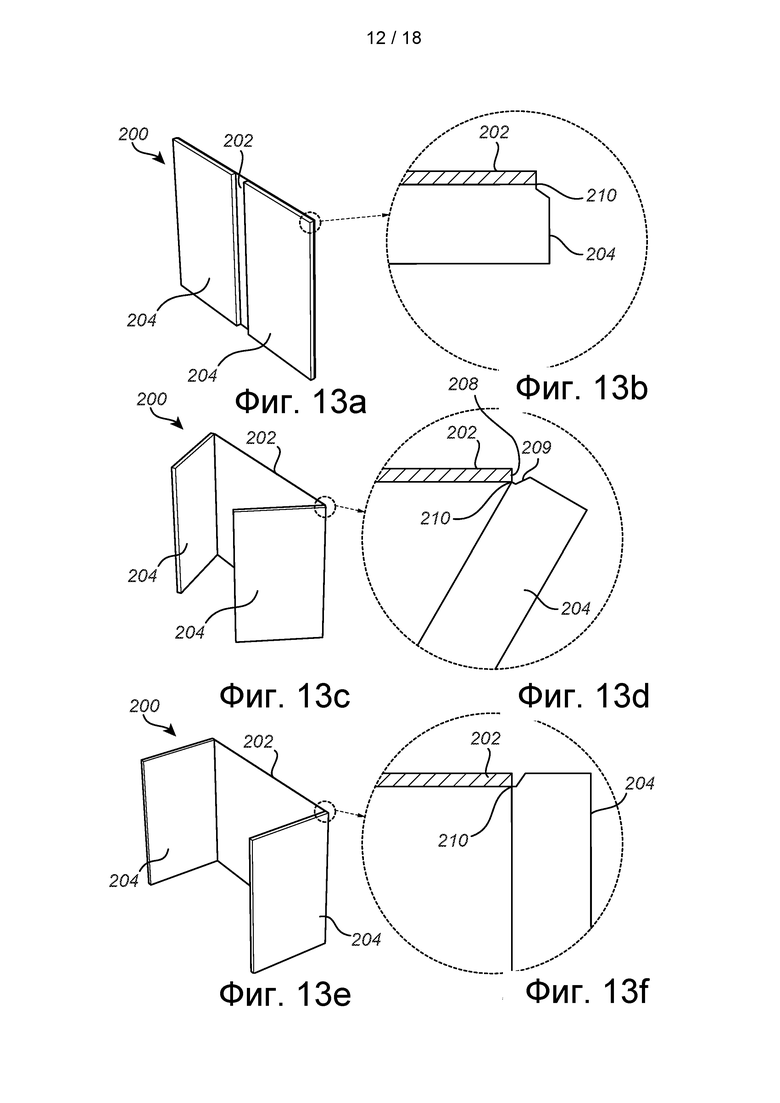
На ФИГ. 13A - F представлены виды в перспективе и подробные виды предмета мебели, раскладываемого согласно варианту осуществления;
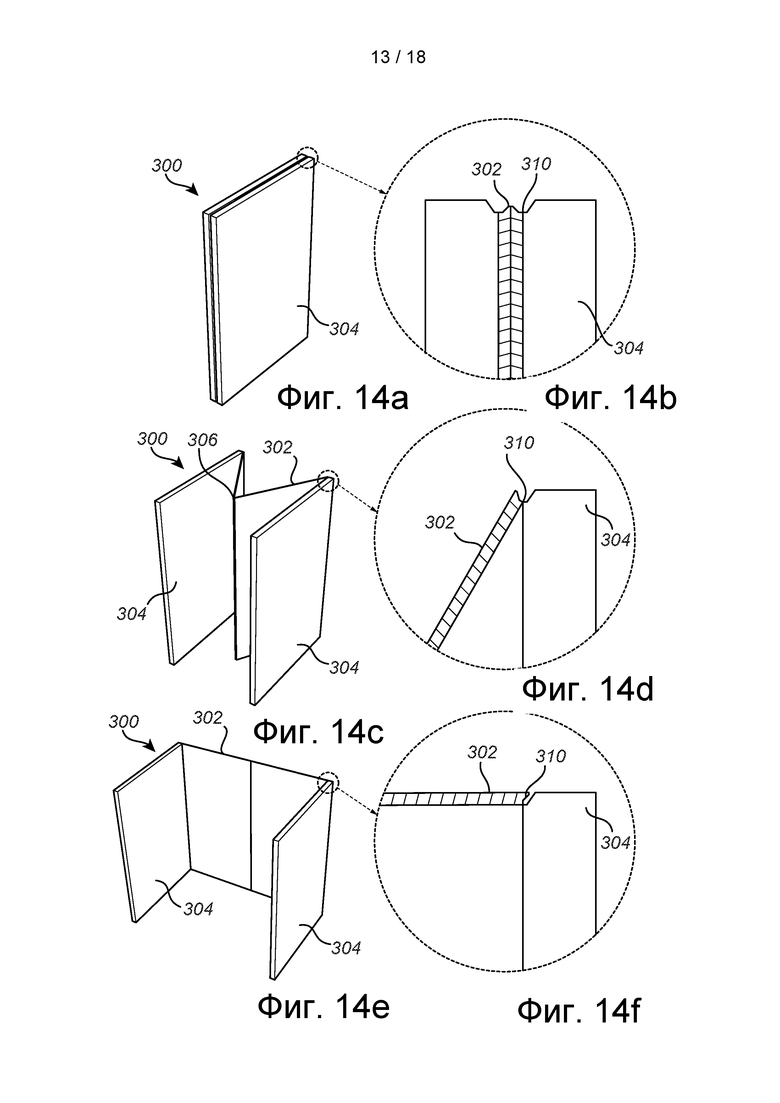
На ФИГ. 14A - F представлены виды в перспективе и подробные виды предмета мебели, раскладываемого согласно с другой вариант осуществления;
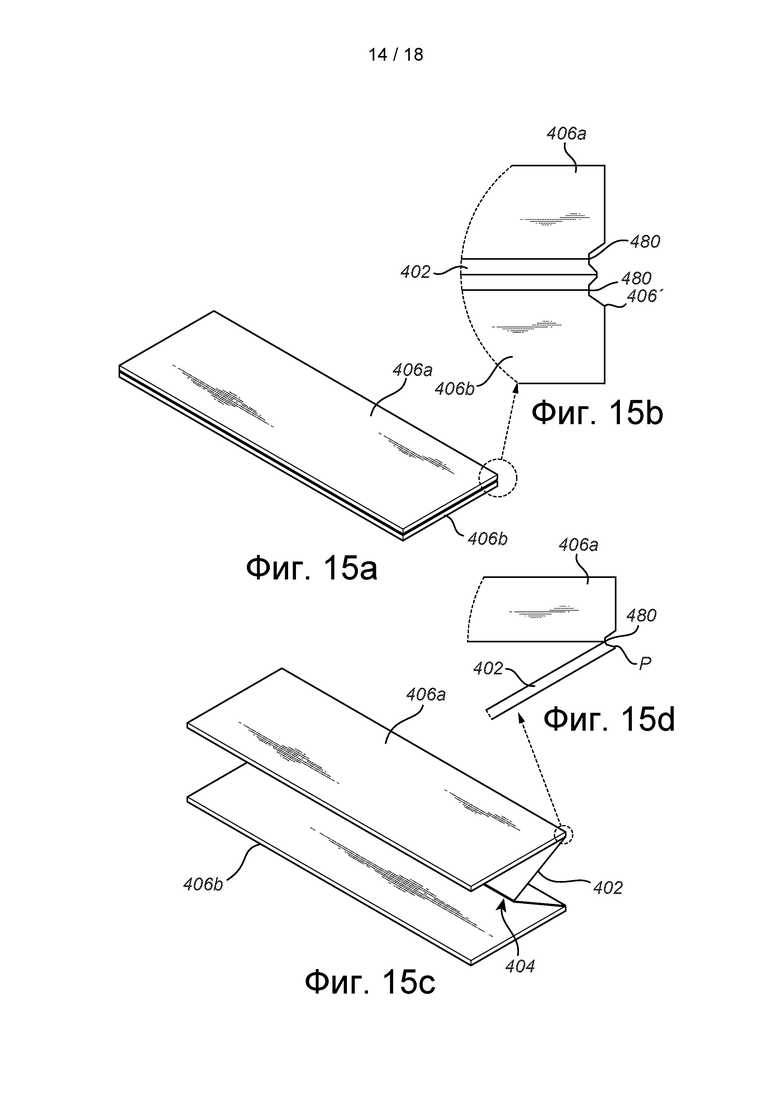
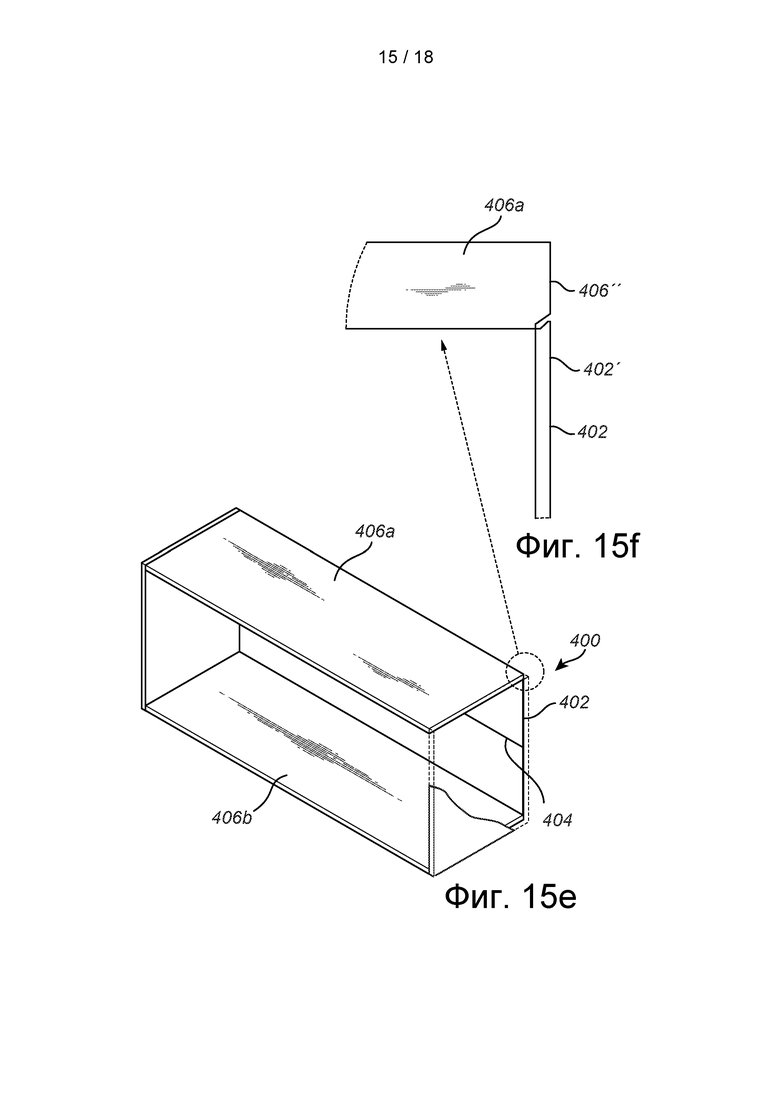
На ФИГ. 15A - F представлены виды в перспективе и подробные виды предмета мебели согласно еще одному варианту осуществления изобретения; и
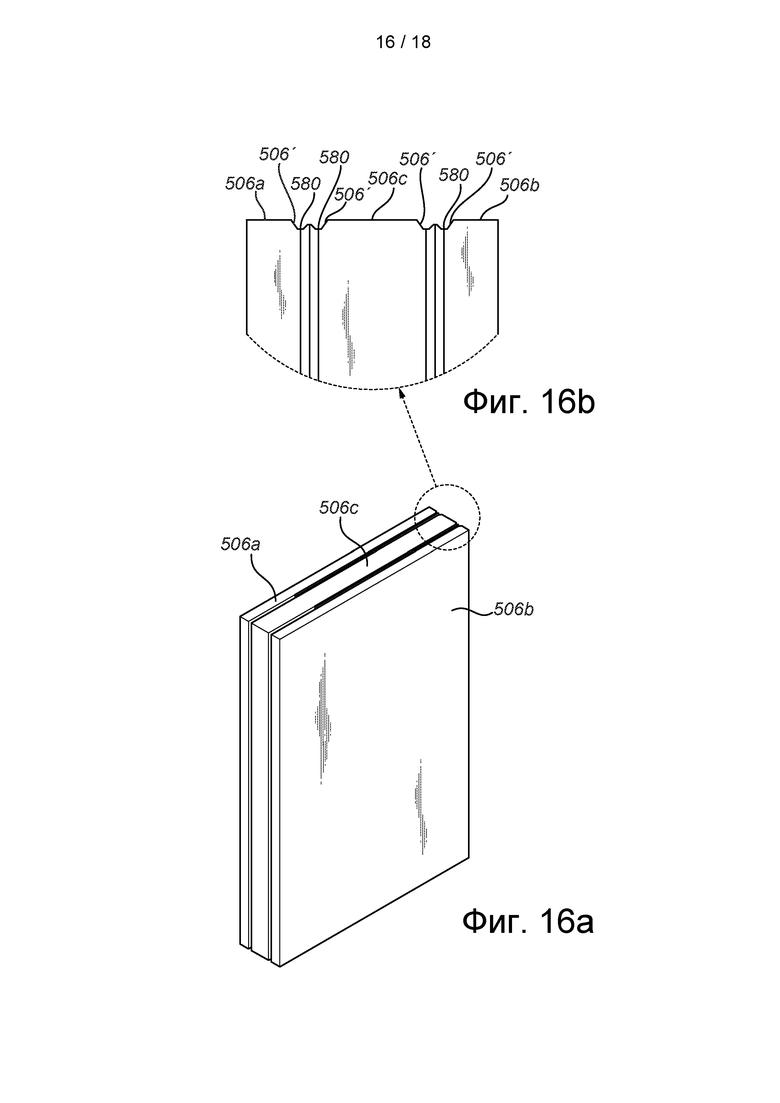
На ФИГ. 16A - F представлены виды в перспективе и подробные виды предмета мебели согласно еще одному варианту осуществления изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Со ссылкой на прилагаемые чертежи показан предмет 100 мебели и процесс изготовления предварительно смонтированного предмета 100 мебели. Предмет 100 мебели может быть частью шкафа (как показано на ФИГ. 1), частью полки, частью выдвижного ящика, частью комода (например, его корпусом) или тому подобным. Предмет 100 мебели содержит первую мебельную панель, называемую в данном случае и впоследствии задним элементом 102, и по меньшей мере одну вторую мебельную панель, называемую в данном случае и впоследствии боковой стенкой 104, причем задний элемент 102 предварительно смонтирован по меньшей мере с одной боковой стенкой 104. Для облегчения упаковки и транспортировки предмет 100 мебели может быть складываемым. Как показано на ФИГ. 2, задний элемент 102 складывается вдоль линии 106 складывания, проходящей по всей длине заднего элемента 102, предпочтительно по центру заднего элемента 102. В другом варианте осуществления (не показанном) боковые стенки 104 складываются внутрь и по направлению к заднему элементу 102. В результате раскладывания предмета 100 мебели образуется корпус, например, шкафа, полки или выдвижного ящика, имеющий задний элемент 102 и две боковые стенки 104, проходящие перпендикулярно от заднего элемента 102. Процесс раскладывания можно выполнять, например, путем раскладывания заднего элемента 102 и боковых стенок 104 на 90° или 270° относительно друг друга, что будет описано более подробно ниже. Также ниже описаны различные варианты осуществления способа изготовления предварительно смонтированного предмета мебели.
ФИГ. 3 иллюстрирует существующий способ изготовления предварительно смонтированного предмета 100 мебели, тогда как ФИГ. 6a-c схематично иллюстрируют различные типы способов. Сначала задний элемент 102 и боковую стенку 104 размещают рядом друг с другом таким образом, что боковая часть 108 заднего элемента 102 находится по существу на одном уровне с боковой частью 109 боковой стенки 104. Затем боковую часть 108 заднего элемента 102 и боковую часть 109 боковой стенки 104 фрезеруют посредством по меньшей мере одного фрезерного инструмента 150, предпочтительно многолезвийного вращающегося инструмента с несколькими фрезерными резцами 151a-c. В показанном варианте осуществления есть только один фрезерный инструмент 150, имеющий множество фрезерных резцов 151a-c, режущих задний элемент 102 и боковую стенку 104 одновременно. Фрезерный инструмент 150 выполнен с возможностью вращения с определенной скоростью и одновременного перемещения вдоль длины боковых частей 108, 109 заднего элемента 102 и боковой стенки 104. Фрезерный инструмент 150 предпочтительно проходит по всей длине боковых частей 108, 109 и фрезерные резцы 151a-c снабжены соответствующими шаблонами для обрезки боковых частей 108, 109 заданным образом при вращении фрезерного инструмента 150. За фрезерным инструментом 150 следует соединительный инструмент 160, выполненный с возможностью нанесения адгезива 161 на боковые части 108, 109 для образования шарнирного соединения 105 между задним элементом 102 и боковой стенкой 104.
ФИГ. 4 и 5a-d иллюстрируют фрезерование заднего элемента 102 и боковой стенки 104 по различным возможным шаблонам обрезки.
В альтернативном варианте осуществления (не показанном) фрезерование заднего элемента 102 выполняется первым фрезерным инструментом, а фрезерование боковой стенки 104 выполняется вторым фрезерным инструментом, при этом фрезерные резцы соответствующих фрезерных инструментов имеют различные шаблоны обрезки.
Еще в одном альтернативном варианте осуществления (не показанном) фрезерование включает в себя фрезерование боковой части 108 заднего элемента 102 посредством по меньшей мере первого фрезерного резца фрезерного инструмента и фрезерование боковой части 109 боковой стенки 104 посредством по меньшей мере второго фрезерного резца фрезерного инструмента. Первый фрезерный резец в этом варианте осуществления может иметь шаблон, отличный от второго фрезерного резца, так что они обрабатывают задний элемент 102 и боковую стенку 104 различным образом. Для вращающегося фрезерного инструмента, имеющего множество фрезерных резцов, предпочтительно, чтобы каждый второй фрезерный резец был выполнен с возможностью обработки первой панели 102, а остальные фрезерные резцы были выполнены с возможностью обработки второй панели 104.
Фрезерный инструмент может быть сконструирован любым подходящим или желаемым способом. Еще в одном примере предложен фрезерный инструмент, имеющий по меньшей мере три фрезерных резца, причем первый фрезерный резец выполнен с возможностью обработки первой мебельной панели (то есть, заднего элемента 102) и второй мебельной панели (то есть, боковой стенки 104) способом, отличным от второго и третьего фрезерного резца, а второй фрезерный резец выполнен с возможностью обработки первой и второй мебельной панели 102, 104 способом, отличным от третьего фрезерного резца. Шаблоны фрезерных резцов и их соответствующие положения могут варьироваться.
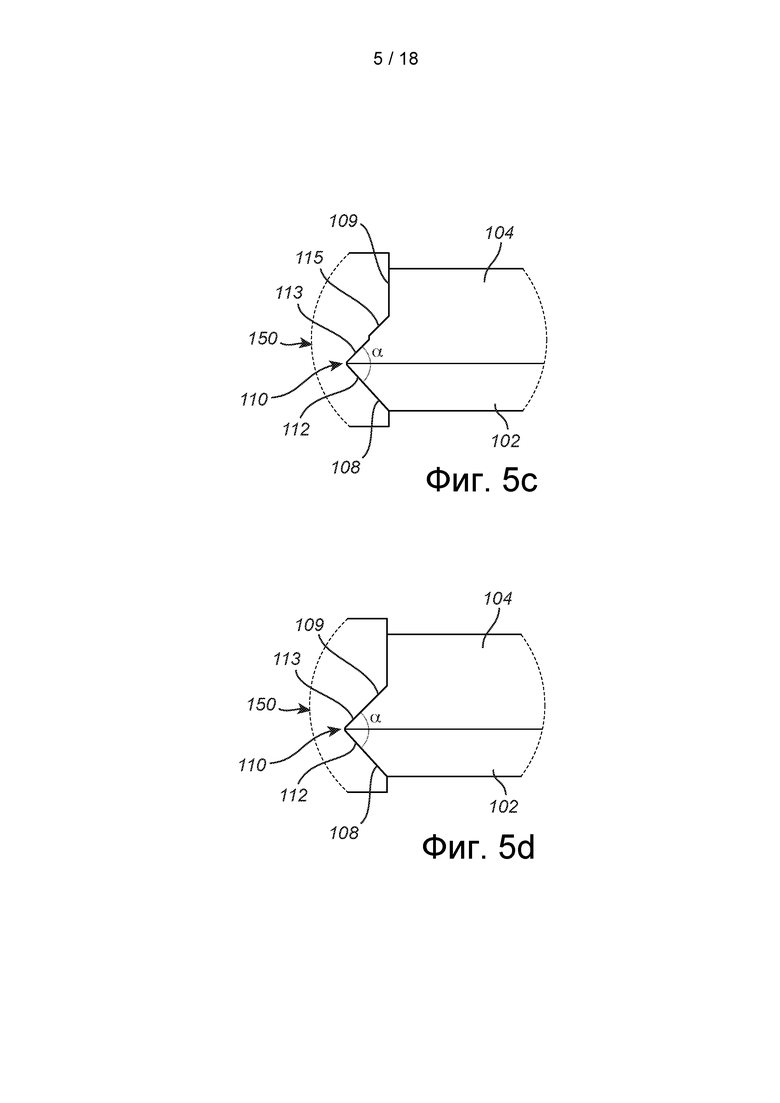
Со ссылкой на ФИГ. 4 и 5a-d показаны возможные результаты процесса фрезерования. Например, во время процесса фрезерования участка боковой части 108 первой панели 102 вокруг области 110 соединения обрезают, образуя поверхность, называемую соединительной поверхностью 112. В то же время участок боковой части 109 второй панели 104 вокруг области 110 соединения обрезают, образуя соответствующую поверхность, также называемую соединительной поверхностью 113. Две соединительные поверхности 112, 113 имеют размеры, позволяющие принимать адгезив 161 во время этапа соединения первой панели 102 и второй панели 104. Соединительная поверхность 112 первой панели 102 и соединительная поверхность 113 второй панели 104 размещаются под углом α от 10° до 170°, предпочтительно под углом от 80° до 100° и еще более предпочтительно около 90°.
Процесс фрезерования может дополнительно включать обрезку другого участка боковых частей 108, 109 первой и второй панелей 102, 104, следующих за соединительными поверхностями 112, 113, создавая другие промежуточные поверхности 114, 115. Каждая промежуточная поверхность 114, 115 параллельна и слегка приподнята относительно смежной соединительной поверхности 112, 113, соответственно. Поскольку промежуточные поверхности 114, 115 слегка приподняты, они образуют естественное препятствие для адгезива 161, а также направляющую, вдоль которой может следовать соединительный инструмент 160 при нанесении адгезива 161. Это показано на ФИГ. 5a.
Боковые части 108, 109, показанные на ФИГ. 6a также могут быть выполнены при помощи ряда операций фрезерования. Например, боковая часть 108 первой панели 102 может фрезероваться в первой операции, так что образуется соединительная поверхность 112 и промежуточная поверхность 114. В данной операции боковая часть 109 второй панели 104 предпочтительно остается нетронутой. Это показано на ФИГ. 5b.
Для такого варианта осуществления боковая часть 109 второй панели 104 может фрезероваться во второй операции, так что образуется соединительная поверхность 113 и промежуточная поверхность 115. В данной операции боковая часть 108 первой панели 102 предпочтительно остается нетронутой. Это показано на ФИГ. 5c.
В некоторых случаях операциям, показанным на ФИГ. 5b и 5c могут предшествовать операции фрезерования, в которых фрезеруются как первая, так и вторая боковые части 108, 109, однако только до такой степени, как показано на ФИГ. 5d. Данная операция фрезерования не обеспечивает различия между соединительной поверхностью 112, 113 и промежуточной поверхностью 114, 115.
После того как первая панель 102 и вторая панель 104 были фрезерованы, их соединяют посредством адгезива 161, предпочтительно в виде клея. Способ изготовления включает соединение первой панели 102 и второй панели 104 посредством соединительного инструмента 160. Соединительный инструмент 160 выполнен с возможностью нанесения адгезива 161 по меньшей мере вокруг области 110 соединения боковой части 108 первой панели 102 и боковой части 109 второй панели 104. Кроме того, соединительный инструмент 160 наносит адгезив 161 по существу по всей длине боковых частей 108, 109 первой панели 102 и второй панели 104.
Согласно еще одному аспекту предложен производственный блок 140 для изготовления предварительно смонтированного предмета мебели. Блок 140 содержит фрезерный инструмент 150 по меньшей мере с одним фрезерным резцом 151a-c, выполненным с возможностью обрезки заднего элемента 102 и боковой стенки 104, и по меньшей мере один соединительный инструмент 160, выполненный с возможностью нанесения адгезива 161 на задний элемент 102 и боковую стенку 104. Соединительный инструмент 160 следует за фрезерным инструментом 150 и фрезерный инструмент 150 и соединительный инструмент 160 работают во время процесса изготовления одновременно. Фрезерный инструмент может иметь по меньшей мере два фрезерных резца 151a-c, выполненных с возможностью обрезки заднего элемента 102 и боковой стенки 104 аналогичным образом.
Альтернатива состоит в необходимости иметь фрезерный инструмент, имеющий по меньшей мере два фрезерных резца, причем первый фрезерный резец выполнен с возможностью обрезки заднего элемента 102 и боковой стенки 104 способом, отличным от второго фрезерного резца. Фрезерный инструмент, который также был описан выше, может иметь по меньшей мере четыре фрезерных резца, причем каждый второй фрезерный резец является первым фрезерным резцом, а остальные - вторым фрезерным резцом.
Еще одна альтернатива состоит в том, чтобы иметь фрезерный инструмент, имеющий по меньшей мере три фрезерных резца, причем первый фрезерный резец выполнен с возможностью обрезки заднего элемента 102 и боковой стенки 104 способом, отличным от второго фрезерного резца, а другой фрезерный резец выполнен с возможностью обрезки способом, отличным от третьего фрезерного резца.
Соединительный инструмент 160 предпочтительно наносит адгезив 161 на задний элемент 102 и боковую стенку 104 одновременно.
Производственный блок 140 можно рассматривать как один блок, движущийся с заданной скоростью вдоль длины боковых частей 108, 109 заднего элемента 102 и боковой стенки 104. Это означает, что фрезерный инструмент 150 и соединительный инструмент 160 движутся поступательно, при этом соединительный инструмент 160 следует за фрезерным инструментом 150. В то же время фрезерный инструмент 150 вращается с заданной скоростью.
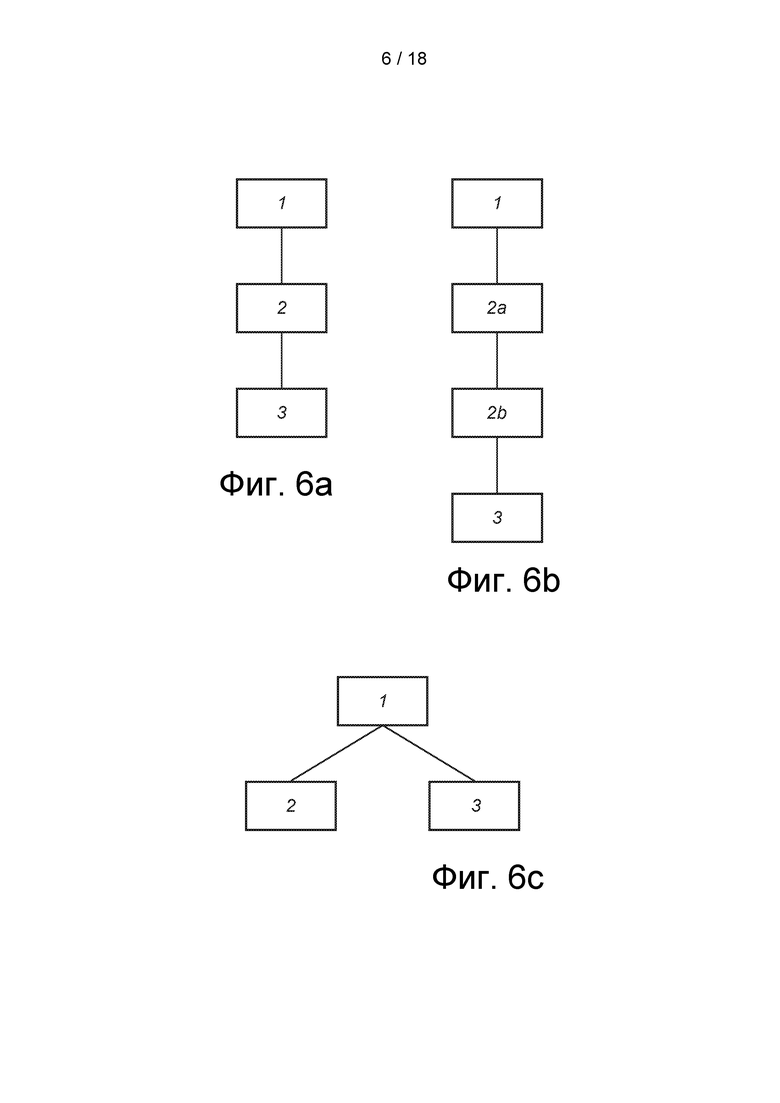
На ФИГ. 6a-c дополнительно показаны различные типы процессов изготовления для изготовления предварительно смонтированного мебельного модуля 100. На ФИГ. 6a описан следующий процесс:
1. размещение первой мебельной панели 102 и второй мебельной панели 104 рядом друг с другом таким образом, что боковая часть 108 первой мебельной панели 102 находится по существу на одном уровне с боковой частью 109 второй мебельной панели 104;
2. фрезерование боковой части 108 первой мебельной панели 102 и боковой части 109 второй мебельной панели 104 посредством фрезерного инструмента 150, и
3. соединение боковой части 108 первой мебельной панели 102 с боковой частью 109 второй мебельной панели 104 посредством адгезива 161, при этом адгезив создает шарнирное соединение 105 между первой и второй мебельными панелями 102, 104.
На ФИГ. 6b описан следующий процесс:
1. размещение первой мебельной панели 102 и второй мебельной панели 104 рядом друг с другом таким образом, что боковая часть 108 первой мебельной панели 102 находится по существу на одном уровне с боковой частью 109 второй мебельной панели 104;
2a. фрезерование боковой части 108 первой мебельной панели 102 посредством первого фрезерного инструмента,
2b. фрезерование боковой части 109 второй мебельной панели 104 посредством второго фрезерного инструмента, и
3. соединения боковой части 108 первой мебельной панели 102 с боковой частью 109 второй мебельной панели 104 посредством адгезива 161, при этом адгезив создает шарнирное соединение 105 между первой и второй мебельными панелями 102, 104.
Дополнительно, на ФИГ. 6c описан следующий процесс:
1. размещение первой мебельной панели 102 и второй мебельной панели 104 рядом друг с другом таким образом, что боковая часть 108 первой мебельной панели 102 находится по существу на одном уровне с боковой частью 109 второй мебельной панели 104;
2. фрезерование боковой части 108 первой мебельной панели 102 и боковой части 109 второй мебельной панели 104 посредством фрезерного инструмента 150, и одновременного
3. соединение боковой части 108 первой мебельной панели 102 с боковой частью 109 второй мебельной панели 104 посредством адгезива 161, при этом адгезив создает шарнирное соединение 105 между первой и второй мебельными панелями 102, 104.
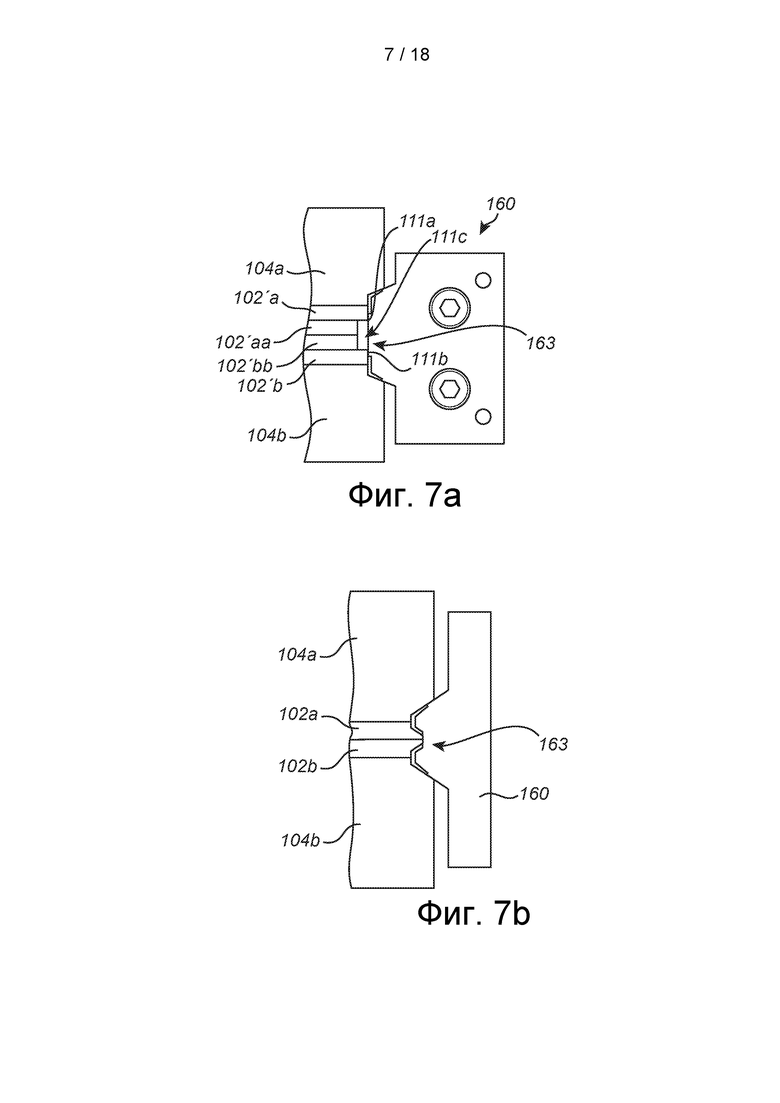
На ФИГ. 7a показана оснастка во время изготовления предмета 100 мебели. Оснастка включает в себя соединительный инструмент 160 и несколько панелей 102'a-b, 102'aa-bb, 104-b. Панели 102'a-b, 102'aa-bb вместе образуют объединенную панель, например, задний элемент, тогда как панели 104a-b образуют соответствующую боковую стенку.
Первая боковая стенка 104a прикреплена к панели 102' посредством первого шарнирного соединения, образованного посредством адгезива, нанесенного с помощью соединительного инструмента 160. Вторая боковая стенка 104b прикреплена к панели 102'b посредством второго шарнирного соединения, образованного посредством адгезива, нанесенного с помощью того же соединительного инструмента 160 в одновременной операции. При каждом соединении адгезив размещают так, что область 111a-b без адгезива располагается рядом с местом, где соединенная панель 102'ab встречается с соответствующей панелью 102'aa-bb. Для этой цели соединительный инструмент 160 снабжен разделительной частью 163, которая выполнена с возможностью образования области 111a-b, свободной от адгезива, между первой и второй клеевыми нитями. Предпочтительно каждая область 111a-b, свободная от адгезива, имеет ширину по меньшей мере 0,5 мм, предпочтительно по меньшей мере 1 мм.
Задняя панель 102'ab, 102'aa-bb образована путем соединения первой панели 102'a с соответствующей панелью 102'aa таким образом, что эти панели 102'a, 102'aa могут складываться относительно друг друга. Кроме того, панель 102'b соединена с соответствующей панелью 102'bb таким образом, что эти панели 102'b, 102'bb могут складываться относительно друг друга.
Объединенные панели 102'aa, 102'bb соединены друг с другом в области 111c, например, посредством пленки или подобного материала, так что эти панели 102'aa, 102'bb также могут складываться относительно друг друга. Это означает, что задний элемент будет иметь возможность складываться по трем линиям, то есть в соединении между панелями 102'a, 102'aa, между панелями 102'aa, 102'bb и между панелями 102'bb, 102'b. Кроме того, адгезив образует два соответствующих шарнирных соединения, так что задний элемент также может складываться относительно боковых стенок 104a, 104b.
На ФИГ. 7b показана другая оснастка для изготовления предмета мебели другого типа. Здесь задний элемент образован только двумя панелями 102a, 102b. Каждая панель 102a, 102b заднего элемента соединена с соответствующей боковой стенкой 104a, 104b путем нанесения адгезива на разделяющую поверхность между панелями 102a-b, 104a-b. Кроме того, в данном варианте осуществления соединительный инструмент 160 предусмотрен с разделительной частью 163, которая выполнена с возможностью образования области, свободной от адгезива, между первой и второй клеевыми нитями. Предпочтительно область, свободная от адгезива, имеет ширину по меньшей мере 0,5 мм, предпочтительно по меньшей мере 1 мм.
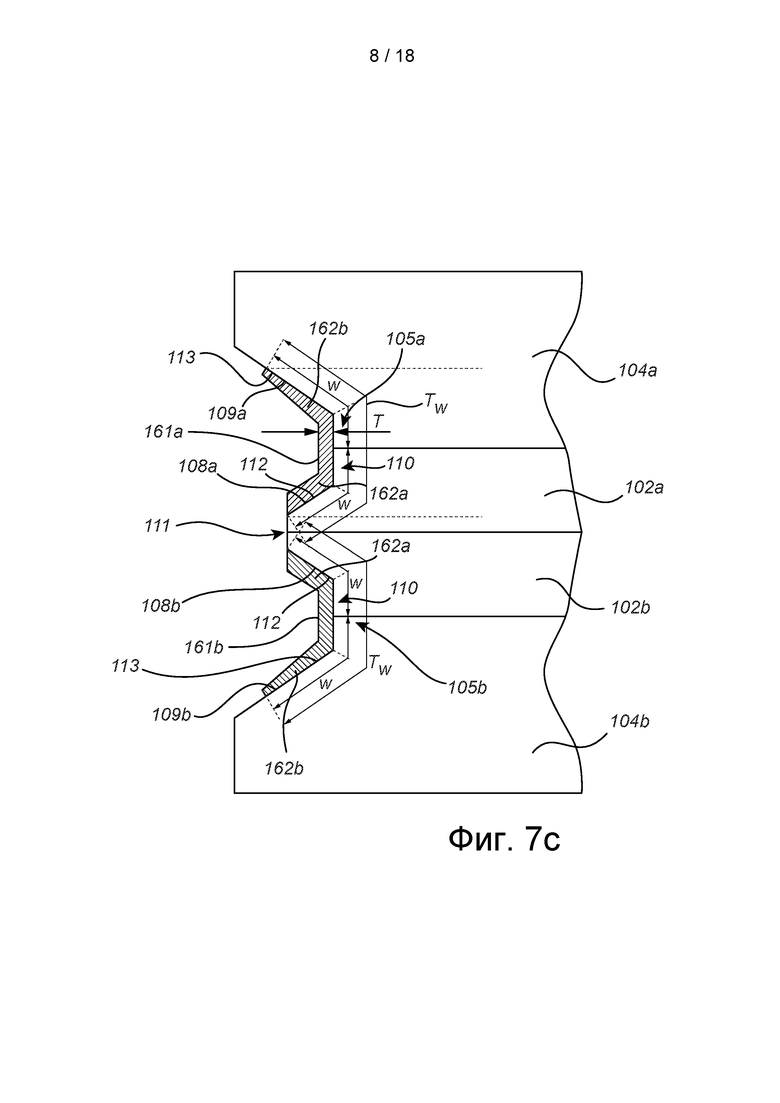
На ФИГ.7с показаны дополнительные детали шарнирных соединений 105а, 105b. Первое шарнирное соединение 105a, образующее соединение между панелью 102a заднего элемента и панелью 104a боковой стенки, обеспечено посредством адгезива 161a, имеющего первую часть 162a, расположенную вдоль участка боковой части 108a панели 102a, и вторую часть 162b, расположенную вдоль участка боковой части 109a панели 104a. Первая часть 108a и вторая часть 109a соединены.
Второе шарнирное соединение 105b, образующее соединение между панелью 102b заднего элемента и панелью 104b боковой стенки, обеспечено посредством адгезива 161b, имеющего первую часть 162a, расположенную вдоль участка боковой части 108b панели 102b, и вторую часть 162b, расположенную вдоль участка боковой части 109b панели 104b. Первая часть 108b и вторая часть 109b соединены.
Длина первой и второй частей 108a-b, 109a-b естественно будет зависеть от ширины панелей 102a-b, 104a-b и конфигурации боковых частей 108a-b, 109a-b. В одном варианте осуществления длина каждой первой части 108a-b составляет приблизительно 2,8 мм, а длина каждой второй части 109a-b составляет приблизительно 3,5мм. Следовательно, общая ширина соединительного адгезива (то есть сумма длин первой и второй частей 108а, 109а) составляет приблизительно 5,3 мм. В зависимости от конкретного применения ширина адгезива 161a, 161b должна предпочтительно находиться в диапазоне от 1,0 до 20 мм, например от 2,0 до 10 мм.
Каждый адгезив 161a-b, образующий шарнирное соединение 105a-b, содержит первую часть 162a клеевой нити, расположенную на первой панели 102a-b, и вторую часть 162b клеевой нити, расположенную на второй панели 104a-b. Ширина W каждой соответствующей части 162a, 162b клеевой нити предпочтительно находится в диапазоне от 1 до 10 мм, более предпочтительно от 2 до 7 мм. Общая ширина TW адгезива 161, образующего шарнирное соединение 105a-b и содержащего первую и вторую части 162a, 162b клеевой нити, предпочтительно составляет от 3 до 18 мм, более предпочтительно от 4 до 14 мм.
Толщина T адгезива 161a-b, образующего шарнирное соединение 105a-b, обычно составляет от 0,1 до 2 мм, более предпочтительно от 0,2 до 1 мм.
Как можно видеть на ФИГ. 7c, между первым и вторым адгезивами 161a-b предусмотрена область 111, свободная от адгезива. Это позволяет панелям 102a-b заднего элемента складываться относительно друг друга посредством шарнирного соединения (не показанного) на своих концах, противоположных концам, присоединяющимся к боковым стенкам 104a-b.
При сборке предмета мебели вторую панель(и) 104 поворачивают относительно первой панели 102 из сложенного состояния в разложенное состояние, как показано на ФИГ. 8а-е. Это становится возможным благодаря тому, что адгезив 161 образует шарнирное соединение 105 между первой и второй панелями 102, 104.
Сначала пользователь раскладывает первую панель 102 относительно второй панели 104. Угол относительного поворота между первой панелью 102 и второй панелью 104 составляет приблизительно 270°. Как показано на ФИГ.8е, боковая часть 108 первой панели 102 и боковая часть 109 второй панели 104 будут обращены друг к другу и встретятся, когда образуется окончательная форма угла. Кроме того, боковая часть 109 второй панели 104 снабжена упорной поверхностью 109', расположенной под углом 90° к общей плоскости, в которой проходит вторая панель 104. Эта упорная поверхность 109' будет препятствовать повороту второй панели 104 за пределы желаемого конечного положения, которое в данном варианте осуществления составляет 270°. Это означает, что адгезив 161 располагается только на внутренней стороне мебельного модуля 100, то есть полностью покрыт первой и второй панелями 102, 104.
На ФИГ. 9 показаны части предмета 100 мебели с первой панелью 102 и второй панелью 104, которые предварительно смонтированы друг с другом. На ФИГ. 9 первая и вторая панели 102, 104 расположены в сложенном состоянии, то есть в состоянии предварительной сборки. Первая и вторая панели 102, 104 предварительно смонтированы друг с другом посредством адгезива 161, предпочтительно в виде клея, размещенного вдоль длины боковой части 108 первой панели 102 и боковой части 109 второй панели 104. Это дополнительно показано на ФИГ. 10.
На ФИГ. 11 - 12 показан предмет мебели, описаннный ранее со ссылкой на ФИГ. 9. На этих фигурах предмет мебели показан в разложенном состоянии, то есть после того, как панели 102, 104 разложены под углом 270° относительно друг друга. Адгезив 161 по существу покрыт двумя панелями 102, 104. После того, как предмет 100 мебели разложен, он может быть соединен с другими панелями (не показанными).
На ФИГ. 13A-E и 14A-E показаны два примера предварительно смонтированного предмета мебели во время процесса сборки, имеющего различные профили обреза, выполненные режущим инструментом.
Согласно еще одному варианту осуществления на ФИГ. 13A, 13C и 13E показана последовательность складывания при установке боковых стенок 206 в вертикальное положение относительно заднего элемента 202. На ФИГ. 13B представлен детальный вид угла предмета мебели 200, показанного на ФИГ. 13A. На ФИГ. 13D представлен детальный вид угла между задним элементом 202 и боковой стенкой 206 корпуса 200, показанного на ФИГ. 13C, и на ФИГ. 13F представлен детальный вид угла, показанного на ФИГ. 13E. В этом другом альтернативном варианте осуществления задний элемент 202 не имеет возможности складывания вдоль центральной линии. Вместо этого боковые стенки 206 складываются вдоль заднего элемента 202 по направлению к центру заднего элемента 202 для компактной упаковки и транспортировки разобранного шкафа. При раскладывании предмета мебели 200 боковые стенки 206 раскладываются приблизительно на 90 градусов от заднего элемента 202. Задний элемент 202 и боковые стенки 206 предварительно смонтированы друг с другом посредством адгезива 280, например, клея. Адгезив 280 предпочтительно предусмотрен вдоль всей высоты заднего элемента 202 и/или боковой стенки 206. При отверждении клей образует эластичное крепежное соединение между боковой стенкой 206 и задним элементом 202. Участок кромки 206' боковой стенки 206 обрезан, чтобы создать область для крепления заднего элемента 202. Высота обрезанной кромки 206' соответствует толщине заднего элемента 202, так что, когда корпус 200 находится в разложенном состоянии (см. ФИГ. 13E и F), задняя поверхность 202' заднего элемента 202 находится на одном уровне с большей частью заднего участка 206'' боковой стенки 206.
Согласно другому варианту осуществления, на ФИГ. 14A, 14C и 14E показана последовательность складывания при установке боковых стенок 306 в вертикальное положение относительно заднего элемента 302. На ФИГ. 14B представлен детальный вид угла предмета мебели 300, показанного на ФИГ. 14A. На ФИГ. 14D представлен детальный вид угла между задним элементом 302 и боковой стенкой 306 предмета мебели 300, показанного на ФИГ. 14C, и на ФИГ. 14F представлен детальный вид угла, показанного на ФИГ. 14E. В данном варианте осуществления задний элемент 302 также может быть складываемым, имея центральную линию 304, относительно которой может складываться задний элемент 302. Также в данном варианте осуществления задний элемент 302 и боковые стенки 306 предварительно смонтированы друг с другом посредством адгезива 380, например, клея. Адгезив 380 предпочтительно предусмотрен вдоль всей высоты заднего элемента 302 и/или боковой стенки 306, соответственно. При отверждении клей образует эластичное крепежное соединение между боковой стенкой 306 и задним элементом 302. И здесь часть кромки 306' боковой стенки 306 обрезана, чтобы создать требуемую область для крепления заднего элемента 302 адгезивом 380. Высота обрезанной кромки 306' соответствует толщине заднего элемента 302, так что, когда корпус 300 находится в разложенном состоянии (см. ФИГ. 14E и F), задняя поверхность 302' заднего элемента 302 находится на одном уровне с большей частью заднего участка 306'' боковой стенки 306. Кроме того, кромка заднего элемента 302, которая прикреплена к боковой стенке 306, имеет наклонную поверхность, проходящую от точки Р крепления к ее задней поверхности 306'. Наклон поверхности предпочтительно соответствует наклону обрезанной кромки 306' боковой стенки 306.
В дополнение, мебельный модуль был описан как имеющий «верхний» и «нижний» концы и содержащий «боковые» стенки. Специалист в данной области понимает, что такой мебельный модуль при сборке можно располагать таким образом, чтобы «боковые» стенки были обращены к полу и потолку соответственно, а «верхний» и «нижний» концы были, таким образом, «левым» и «правым» концами. Например, подставка для телевизора, которая обычно представляет собой небольшой по высоте, но широкий мебельный модуль, может быть выполнена с использованием настоящего изобретения путем наличия заднего элемента предварительно смонтированного с верхней и нижней мебельными панелями. Такой вариант осуществления описан на ФИГ. 15A-F. На ФИГ. 15A, 15C и 15E показана последовательность складывания при установке мебельных панелей 406a-b в вертикальное положение относительно задней части 402. На ФИГ. 15B представлен детальный вид заднего конца сложенного корпуса 400, показанного на ФИГ. 15A. На ФИГ. 15D представлен детальный вид угла между задним элементом 402 и мебельной панелью 406a корпуса 400, показанного на ФИГ. 15C, и на ФИГ. 15F представлен детальный вид угла, показанного на ФИГ. 15E. В данном варианте осуществления задний элемент 402 в очередной раз является складываемый и имеет центральную линию 404, вокруг которой может складываться задний элемент 402. Также в данном варианте осуществления задний элемент 402 и мебельные панели 406a-b предварительно смонтированы друг с другом посредством адгезива 480, например, клея. Адгезив 480 предпочтительно предусмотрен вдоль всей высоты задней части 402 и/или мебельных панелей 406a-b, соответственно. При отверждении клей образует эластичное крепежное соединение между каждой из мебельных панелей 406a-b и задним элементом 402. И здесь участок кромки 406' каждой мебельной панели 406a-b обрезан, чтобы создать требуемую область для крепления задней части 402 адгезивом 480. Высота обрезанной кромки 406' соответствует толщине задней части 402, так что, когда корпус 400 находится в разложенном состоянии (см. фиг 15E и F), задняя поверхность 402' задней части 402 находится на одном уровне с большей частью заднего участка 406'' мебельной панели 406a-b. Кроме того, кромка заднего элемента 402, прикрепленного к мебельной панели 406, имеет наклонную поверхность, проходящую от точки Р крепления до ее задней поверхности 402'. Наклон поверхности предпочтительно соответствует наклону обрезанной кромки 406' мебельной панели 406.
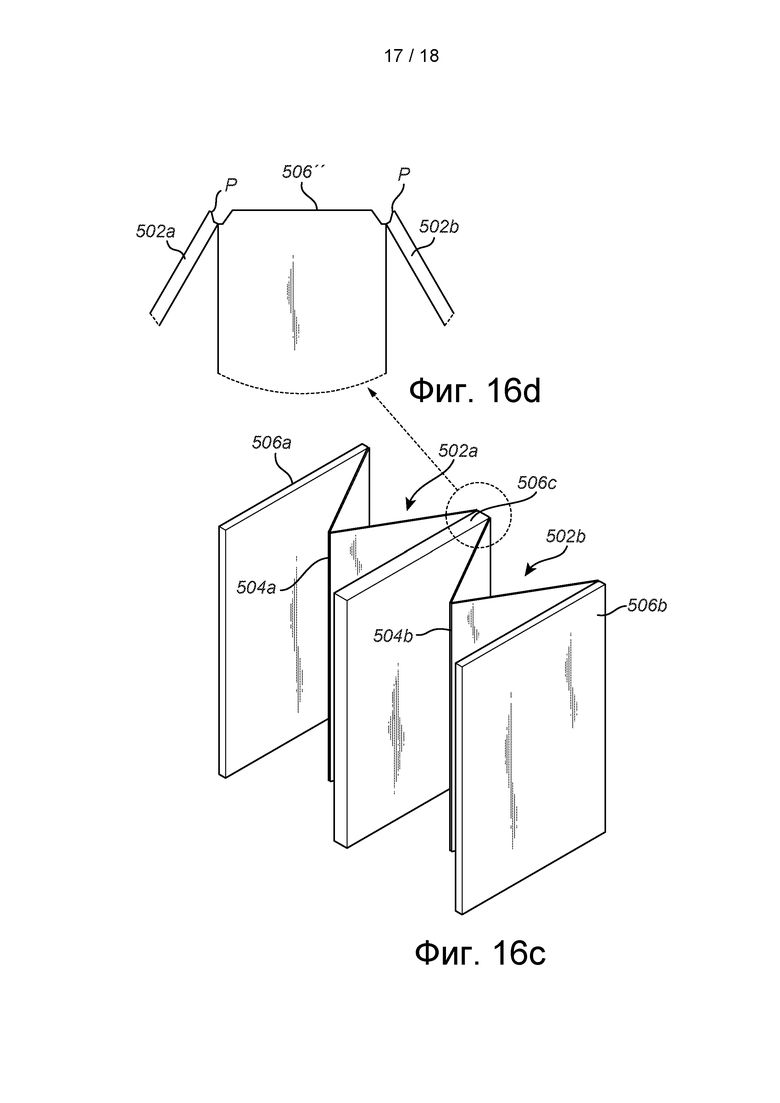
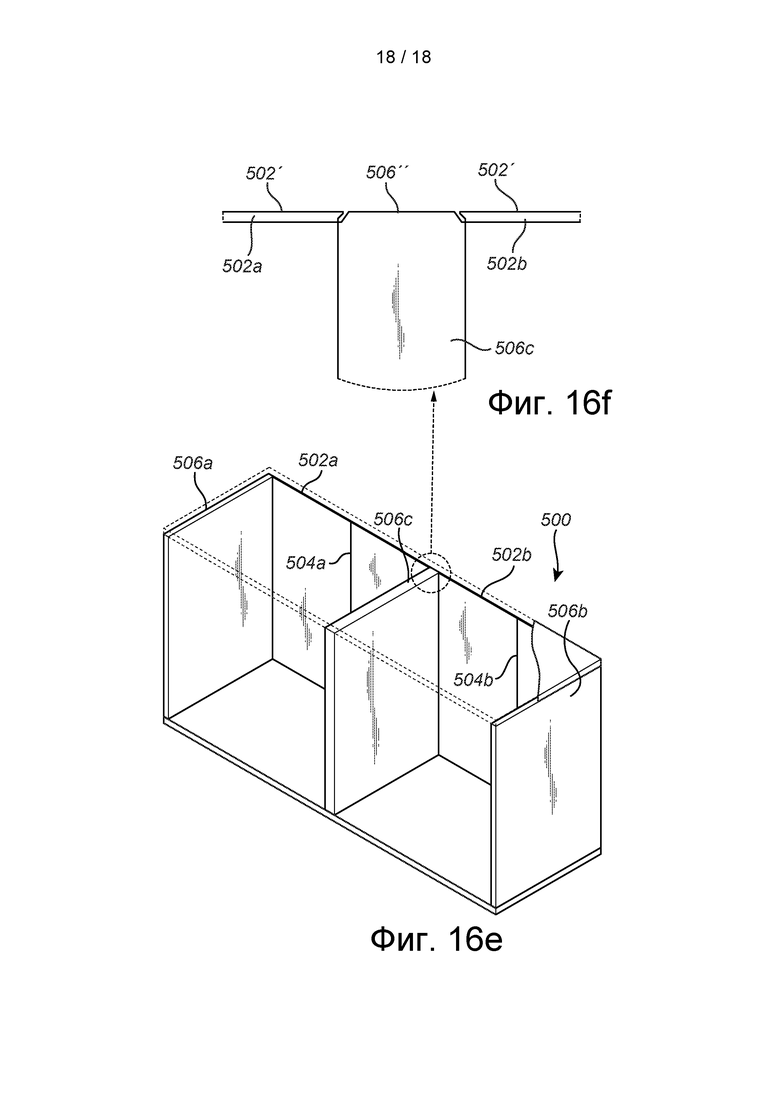
Также понятно, что мебельный модуль согласно настоящему изобретению может иметь одну или более внутренних стенок, параллельных боковым стенкам или мебельным панелям. Внутренние стенки могут быть необходимы, например, для широкого шкафа, например, шкафа, имеющего большую ширину, например, 1 метр. Такой и вариант осуществления показан на ФИГ. 16A-F.
На ФИГ. 16A, 16C, и 16E показана последовательность складывания при установке в вертикальное положение мебельных панелей 506a-b, образующих боковые стенки, а также мебельной панели 506c, образующей внутреннюю стенку относительно задних элементов 502a-b. На ФИГ. 16B представлен детальный вид заднего конца сложенного корпуса 500, показанного на ФИГ. 16A. На ФИГ. 16D представлен детальный вид угла между каждым из задних элементов 502a-b и внутренней стенкой 506c корпуса 500, показанного на ФИГ. 16C, и на ФИГ. 16F представлен детальный вид угла, показанного на ФИГ. 16E. В данном варианте осуществления каждый задний элемент 502a-b также является складываемым и имеет центральную линию 504a-b, вокруг которой может складываться соответствующий задний элемент 502a-b. Также в данном варианте осуществления каждый задний элемент 502a-b предварительно смонтирован с мебельными панелями 506a-c посредством адгезива 580, например клея. Адгезив 580 предпочтительно предусмотрен вдоль всей высоты каждого заднего элемента 502a-b и/или мебельных панелей 506a-c, соответственно. При отверждении клей образует эластичное крепежное соединение между каждой из мебельных панелей 506a-c, то есть, боковыми стенками, а также внутренней стенкой и задними элементами 502a-b. И здесь участок кромки 506' каждой мебельной панели 506a-c обрезан, чтобы создать требуемую область для крепления соответствующей заднего элемента 502a-b адгезивом 580. Высота обрезанной кромки 506' соответствует толщине заднего элемента 502a-b, так что, когда корпус 500 находится в разложенном состоянии (см. фиг 16E и F), задняя поверхность 502' каждого заднего элемента 502a-b находится на одном уровне с большей частью заднего участка 506'' мебельной панели 506a-c. Кроме того, кромка каждого заднего элемента 502a-b, прикрепленного к мебельной панели 506a-c, имеет наклонную поверхность, проходящую от точки Р крепления к ее задней поверхности 502'. Наклон поверхности предпочтительно соответствует наклону обрезанной кромки 506' каждой мебельной панели или стенки 506a-c.
Если мебельный модуль содержит внутреннюю стенку 506c, то понятно, что задний элемент 502a-b предпочтительно не соединен с первой и второй боковой стенкой 506a-b, а вместо этого первый задний элемент 502a соединен с первой боковой стенкой 506a и с внутренней стенкой 506c. Тогда внутренняя стенка 506c в свою очередь соединена со вторым задним элементом 502b, а второй задний элемент 502b соединен со второй боковой стенкой 506b. Очевидно, что если требуются очень широкие мебельные модули, может иметься более одной внутренней стенки 506с,.
Хотя настоящее изобретение описано выше со ссылкой на конкретные варианты осуществления, оно не ограничено конкретной формой, изложенной в данном документе. Наоборот, изобретение ограничено только прилагаемой формулой изобретения.
В формуле изобретения термин «содержит/содержащий» не исключает наличия других элементов или этапов. Кроме того, хотя отдельные признаки могут быть включены в различные пункты формулы изобретения, они могут быть эффективно объединены, и включение в различные пункты формулы изобретения не означает, что сочетание признаков не представляется возможным и/или эффективным. Кроме того, ссылки на единственное число не исключают множественности. Термины «первый», «второй» и тому подобные не исключают множественности. Ссылочные позиции в формуле изобретения представлены только в качестве поясняющего примера и не должны истолковываться как ограничивающие объем формулы изобретения каким-либо образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕБЕЛЬНЫЙ МОДУЛЬ | 2017 |
|
RU2745627C2 |
| ПРЕДМЕТ МЕБЕЛИ И СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛИ | 2012 |
|
RU2621389C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕМЕНТА МЕБЕЛЬНОЙ ФУРНИТУРЫ | 2014 |
|
RU2607053C1 |
| Стенка для монтажа мебели | 1989 |
|
SU1782160A3 |
| СБОРНЫЙ ЭЛЕМЕНТ И УСТАНАВЛИВАЕМАЯ В НЕМ КОНСТРУКЦИЯ ЗАДНЕЙ СТЕНКИ | 2012 |
|
RU2600089C2 |
| УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2654635C1 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЛИЦЕВОЙ ПАНЕЛИ НА ВЫДВИЖНОМ ЯЩИКЕ | 2012 |
|
RU2566480C2 |
| РАЗБОРНАЯ МЕБЕЛЬ | 2007 |
|
RU2433772C2 |
| ПРЕДМЕТ СИДЯЧЕЙ МЕБЕЛИ (ВАРИАНТЫ) И СПОСОБ СБОРКИ ПРЕДМЕТА СИДЯЧЕЙ МЕБЕЛИ | 2020 |
|
RU2813408C2 |
| СОСТАВНОЙ ЭЛЕМЕНТ, МНОГОСЛОЙНАЯ ПЛИТА И ЭЛЕМЕНТ В ФОРМЕ ПАНЕЛИ ДЛЯ СБОРКИ СОСТАВНОГО ЭЛЕМЕНТА | 2009 |
|
RU2541279C2 |
Группа изобретений относится к мебельной промышленности. Размещают первую панель (102) и вторую панель (104) рядом друг с другом таким образом, что боковая часть (108) первой панели находится по существу на одном уровне с боковой частью (109) второй панели. Фрезеруют боковую часть первой панели и боковую часть второй панели посредством по меньшей мере одного фрезерного инструмента (150). Соединяют боковую часть первой панели и боковую часть второй панели путем нанесения адгезива (161) на обе соединительные поверхности. Адгезив создает шарнирное соединение между первой и второй панелями. Первую панель соединяют со второй панелью одновременно с тем, когда третью панель соединяют с четвертой панелью. Причём первая и четвертая панели образуют боковые части или верхнюю и нижнюю части предмета мебели, а вторая и третья панели образуют складываемый задний элемент. Первая клеевая нить соединяет первую и вторую панели. Вторая клеевая нить соединяет третью и четвертую панели. Первую и вторую клеевые нити разделяет область, свободная от адгезива. Упрощается сборка предмета мебели. 2 н. и 12 з.п. ф-лы, 16 ил.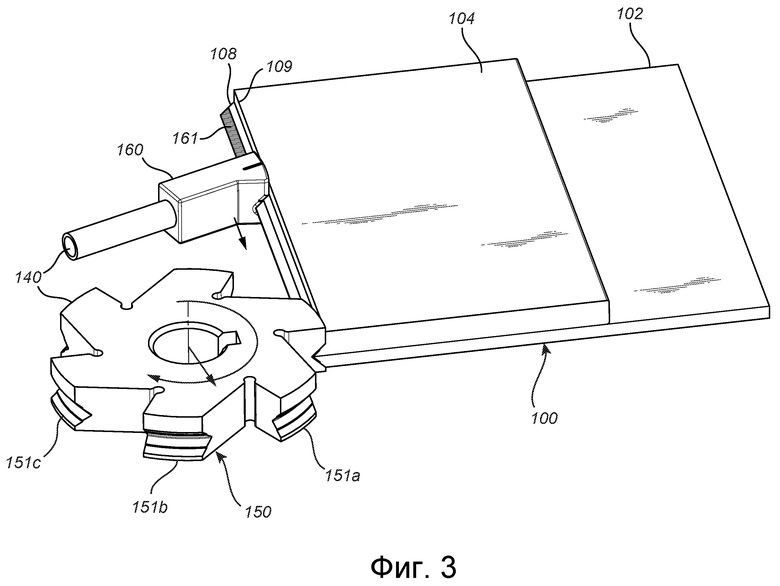
1. Способ изготовления предмета (100) мебели, содержащего первую мебельную панель (102) и по меньшей мере вторую мебельную панель (104), включающий следующие этапы: размещение первой панели (102) и второй панели (104) рядом друг с другом таким образом, что боковая часть (108) первой панели (102) находится по существу на одном уровне с боковой частью (109) второй панели (104), фрезерование боковой части (108) первой панели (102) и боковой части (109) второй панели (104) посредством по меньшей мере одного фрезерного инструмента (150) для образования соединительных поверхностей (112, 113) соответствующих боковых частей (108, 109) и соединение боковой части (108) первой панели (102) и боковой части (109) второй панели (104) путем нанесения адгезива (161) на обе соединительные поверхности (112, 113), при этом указанный адгезив создает шарнирное соединение (105) между первой и второй панелями (102, 104), отличающийся тем, что первую панель (102a) соединяют со второй панелью (104a) одновременно с тем, когда третью панель (102b) соединяют с четвертой панелью (104b), причём первая и четвертая панели (104a, 104b) образуют боковые части (104, 204, 304) или верхнюю и нижнюю части (406a, 406b) предмета мебели, а вторая и третья панели (102a, 102b) образуют складываемый задний элемент (102, 302, 402), первая клеевая нить (161a) соединяет первую и вторую панели (102a, 104a), а вторая клеевая нить (161b) соединяет третью и четвертую панели (102b, 104b), при этом первую и вторую клеевые нити (161a, 161b) разделяет область (111), свободная от адгезива.
2. Способ по п. 1, согласно которому этап фрезерования включает фрезерование боковой части (108) первой панели (102) и боковой части (109) второй панели (104) одновременно.
3. Способ по п. 1 или 2, согласно которому этап фрезерования включает фрезерование боковой части (108) первой панели (102) при помощи по меньшей мере первого фрезерного резца (151a-d) фрезерного инструмента (150) и фрезерование боковой части (109) второй панели (104) при помощи по меньшей мере второго фрезерного резца (151a-d) фрезерного инструмента (150), при этом первый фрезерный резец (151a-d) предпочтительно выполняет фрезеровочное действие, отличающееся от фрезеровочного действия, выполняемого вторым фрезерным резцом (151a-d).
4. Способ по п. 1, согласно которому этап фрезерования включает фрезерование боковой части (108) первой панели (102) посредством первого фрезерного резца и фрезерование боковой части (109) второй панели (104) посредством второго фрезерного резца.
5. Способ по любому из предшествующих пунктов, согласно которому указанный по меньшей мере один фрезерный инструмент (150) выполнен с возможностью прохождения по всей длине соответствующих боковых частей (108, 109) первой панели (102) и второй панели (104).
6. Способ по любому из предшествующих пунктов, согласно которому этап соединения первой панели (102) и второй панели (104) включает соединение боковой части (108) первой панели (102) и боковой части (109) второй панели (104) посредством соединительного инструмента (160), наносящего адгезив (161), по меньшей мере, вокруг области соединения (110) боковых частей (108, 109) первой панели (102) и второй панели (104).
7. Способ по п. 6, согласно которому соединительный инструмент (160) выполнен с возможностью нанесения адгезива (161) по существу по всей длине боковых частей (108, 109) первой панели (102) и второй панели (104).
8. Способ по любому из предшествующих пунктов, согласно которому адгезив (161) содержит клей, предпочтительно расплавленный клей, например расплавленный клей реактивного типа или расплавленный клей термопластичного типа.
9. Способ по любому из предшествующих пунктов, согласно которому этап фрезерования включает обрезку участка боковой части (108) первой панели (102) вокруг области соединения (110), создавая соединительную поверхность (112), причем соединительная поверхность (112) принимает адгезив (161) во время этапа соединения первой панели (102) и второй панели (104), и согласно которому этап фрезерования дополнительно включает удаление фрезерованием другого участка боковой части (108) первой панели (102), следующей за соединительной поверхностью (112), создание промежуточной поверхности (114), причем промежуточная поверхность (114) приподнята относительно соединительной поверхности (112), создавая тем самым кромку между промежуточной поверхностью (114) и соединительной поверхностью (112), при этом указанная кромка удерживает адгезив (161) на соединительной поверхности (112) во время нанесения адгезива.
10. Способ по любому из предшествующих пунктов, согласно которому этап фрезерования включает обрезку участка боковой части (109) второй панели (104) вокруг области соединения (110), создавая соединительную поверхность (113), причем соединительная поверхность (113) принимает адгезив (161) во время этапа соединения первой панели (102) и второй панели (104), и согласно которому этап фрезерования дополнительно включает удаление фрезерованием другого участка боковой части (109) второй панели (104), следующей за соединительной поверхностью (113), создание промежуточной поверхности (115), причем промежуточная поверхность (115) приподнята относительно соединительной поверхности (113), создавая тем самым кромку между промежуточной поверхностью (115) и соединительной поверхностью (113), при этом указанная кромка удерживает адгезив на соединительной поверхности (113) во время нанесения адгезива (161).
11. Способ по любому из предшествующих пунктов, согласно которому этап фрезерования и этап соединения выполняют по меньшей мере частично одновременно при различных положениях боковых частей (108, 109).
12. Способ по любому из предшествующих пунктов, согласно которому этап фрезерования дополнительно включает фрезерование боковой части (108) первой панели (102) и боковой части (109) второй панели (104) таким образом, что их внешние поверхности (112, 113, 114, 115) расположены под углом (α) от 10 до 300°, более предпочтительно от 30 до 240°.
13. Способ по любому из предшествующих пунктов, согласно которому этап фрезерования дополнительно включает фрезерование боковой части (108) первой панели (102) и боковой части (109) второй панели (104) таким образом, что их внешние поверхности (112, 113, 114, 115) расположены под углом (α) от 80 до 100°, предпочтительно около 90°.
14. Способ сборки предмета мебели, включающий следующие этапы: обеспечение наличия предмета (100) мебели, изготовленного в соответствии со способом по любому из предшествующих пунктов, и раскладывание первой панели (102) и второй панели (104) таким образом, что адгезив (161), нанесенный на первую панель (102), обращен к адгезиву (161), нанесенному на вторую панель (104).
| US 2004045246 A1, 11.03.2004 | |||
| Устройство для межкустовой обработки почвы | 1960 |
|
SU137705A1 |
| Башенный кран | 1986 |
|
SU1364599A1 |
| ШАРНИР ДЛЯ ИСПОЛЬЗОВАНИЯ С ПОДВИЖНЫМИ ЭЛЕМЕНТАМИ КОНСТРУКЦИИ | 2013 |
|
RU2560062C2 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛЕМЕНТА МЕБЕЛЬНОЙ ФУРНИТУРЫ К ДЕРЕВЯННОМУ ЭЛЕМЕНТУ, КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ И ЭЛЕМЕНТ МЕБЕЛЬНОЙ ФУРНИТУРЫ | 2006 |
|
RU2368494C2 |

