Область технического применения
[0001] Настоящее изобретение относится к натягиваемому предмету одежды.
Предпосылки к созданию изобретения
[0002] Натягиваемый предмет одежды содержит пару боковых уплотнительных соединений, образованных посредством соединения обеих боковых сторон передней части, расположенной на передней стороне пользователя во время носки, и на обеих боковых сторонах задней части, расположенной на задней стороне пользователя во время носки. В общем, такой натягиваемый предмет одежды может быть легко снят посредством разрыва боковых уплотнительных соединений после использования натягиваемого предмета одежды. Было предложено подвергнуть исследованию натягиваемый предмет одежды такой конфигурации по определению способа соединения и т.п. бокового уплотнительного соединения с точки зрения обеспечения легкости разрыва бокового уплотнительного соединения во время снимания натягиваемого предмета одежды.
[0003] Например, заявителем настоящего изобретения было ранее предложено натягиваемое впитывающее изделие, в котором боковое уплотнительное соединение содержало части, отличавшиеся количеством составляющих элементов, где часть, содержавшая большее количество составляющих элементов, имела меньшую площадь, скрепленную сплавлением, в боковом уплотнительном соединении (см. Патентный документ 1). В этом натягиваемом впитывающем изделии формирующий рисунок соединенных областей (уплотнительных частей), сформированных в боковом уплотнительном соединении, варьировали таким образом, чтобы, даже если части, отличавшиеся количеством составляющих элементов, присутствовали в боковом уплотнительном соединении, то, по существу, могла быть достигнута равномерная прочность скрепления сплавлением. Соответственно, боковое уплотнительное соединение могло быть расслоено посредством приложения равномерной силы во время расслаивания бокового уплотнительного соединения после использования.
[0004] Заявителем настоящего изобретения был также ранее предложен одноразовый натягиваемый подгузник, в котором область, составлявшая боковое уплотнительное соединение, имела слоеную структуру, образованную из множества листов, и содержала множество частей, отличавшихся количеством наслоенных листов; и между листами наносили количество вещества для уменьшения нагрева при сплавлении, соответствовавшее количеству наслоенных листов (см. Патентный документ 2). При использовании такого одноразового натягиваемого подгузника, разрыв бокового уплотнительного соединения, частичное расслаивание и т.п. не происходили во время носки, и боковое уплотнительное соединение могло быть легко расслоено во время снимания подгузника.
Перечень цитируемых документов
Патентная литература
[0005] Патентный документ 1: Японская заявка на патент 2010-115424A
Патентный документ 2: Японский патент № 5086055
Краткое описание изобретения
[0006] Настоящее изобретение направлено на создание натягиваемого предмета одежды, содержащего: переднюю часть, расположенную с передней стороны пользователя во время носки, и заднюю часть, расположенную с задней стороны пользователя во время носки; где обе стороны передней части и обе стороны задней части соединены друг с другом с образованием пары боковых уплотнительных соединений; отверстие для талии и пару отверстий для ног. Боковые уплотнительные соединения содержат соединенную область, в которой передняя часть и задняя часть соединены друг с другом; и область, скрепленную сплавлением, в которой по меньшей мере любое одно из множества составляющих листов для передней части и множества составляющих листов для задней части соединены сплавлением. Длина области, скрепленной сплавлением, в направлении ширины бокового уплотнительного соединения короче длины бокового уплотнительного соединения в направлении ширины бокового уплотнительного соединения.
Краткое описание чертежей
[0007] На фиг. 1 изображен вид в перспективе одноразового натягиваемого подгузника в состоянии использования (в состоянии носки), являющегося одним вариантом осуществления настоящего изобретения;
на фиг. 2 - вид в плане одноразового натягиваемого подгузника, показанного на фиг. 1, в его распластанном, нестянутом состоянии, а также вид со стороны поверхности, обращенной к коже потребителя;
на фиг. 3 - поперечное сечение вдоль бокового направления изделия (в увеличенном масштабе) поясной эластифицированной части одноразового натягиваемого подгузника, показанного на фиг. 1;
на фиг. 4 - поперечное сечение вдоль бокового направления изделия (в увеличенном масштабе) нижней эластифицированной части, расположенной ниже талии, одноразового натягиваемого подгузника, показанного на фиг. 1;
на фиг. 5 - схематический вид взаимного расположения соединенных областей и областей, скрепленных сплавлением, в боковом уплотнительном соединении одноразового натягиваемого подгузника, показанного на фиг. 1;
на фиг. 6 - схематический вид состояния во время разрыва бокового уплотнительного соединения одноразового натягиваемого подгузника, показанного на фиг. 1;
на фиг. 7(a)-7(g) - рисунки расположения соединенных областей и областей, скрепленных сплавлением, в боковом уплотнительном соединении согласно настоящему изобретению;
на фиг. 8 - схематическое поперечное сечение устройства для формирования боковых уплотнительных соединений одноразового натягиваемого подгузника, показанного на фиг. 1.
Описание вариантов осуществления
[0008] Требуется, чтобы натягиваемый предмет одежды обладал прочностью соединения бокового уплотнительного соединения, достаточной для того, чтобы разрушение боковых уплотнительных соединений не происходило во время носки. В то же время также требуется, чтобы можно было легко разорвать боковые уплотнительные соединения натягиваемого предмета одежды во время снимания натягиваемого предмета одежды. Натягиваемый предметы одежды, раскрытые в Патентном документе 1 и Патентном документе 2, обладали возможностью дальнейшего повышения прочности соединения бокового уплотнительного соединения.
[0009] Настоящее изобретение относится к созданию натягиваемого предмета одежды, в котором были бы реализованы оба требования: обеспечение прочности соединения бокового уплотнительного соединения во время носки и обеспечение легкости разрыва боковых уплотнительных соединений во время снимания натягиваемого предмета одежды.
[0010] Ниже описано впитывающее изделие согласно настоящему изобретению со ссылками на чертежи, основанные на предпочтительном варианте осуществления.
Одноразовый подгузник 1, являющийся одним вариантом осуществления настоящего изобретения, описан со ссылками на фиг. 1 и 2. Ниже одноразовый подгузник 1 также просто называется «подгузником» 1. Как показано на фиг. 1, подгузник 1 согласно этому варианту осуществления является натягиваемым одноразовым подгузником и содержит наружное покрытие 2, и впитывающую сборку 3, прикрепленную к наружному покрытию 2. Подгузник 1 также содержит переднюю часть A, располагаемую на передней стороне пользователя во время носки, и заднюю часть B, располагаемую на задней стороне пользователя. Подгузник 1 выполнен таким образом, чтобы обе боковые стороны передней части A и обе боковые стороны задней части B были соединены друг с другом с образованием пары боковых уплотнительных соединений 4, 4, отверстия 5 для талии и пары отверстий 6, 6 для ног. Обе боковые стороны передней части A являются концами передней части A вдоль бокового направления Y изделия, а обе боковые стороны задней части B являются концами задней части B вдоль бокового направления Y изделия. Подгузник 1 содержит промежностную часть C между передней частью A и задней частью B, где промежностную часть C располагают в области промежности пользователя.
[0011] Наружное покрытие 2 подгузника 1 данного варианта осуществления содержит: переднюю панель 2A, образующую переднюю часть A; и заднюю панель 2B, образующую заднюю часть B. Передняя панель 2A и задняя панель 2B соединены друг с другом в паре боковых уплотнительных соединений 4, 4. Как показано на фиг. 2, впитывающий узел 3 проходит между и прикреплена к центральной части передней панели 2A в боковом направлении Y изделия и к центральной части задней панели 2B в боковом направлении Y изделия. Части впитывающей сборки 3, которые, соответственно, наложены на переднюю панель 2A и заднюю панель 2B, полностью или частично соединены с обоими листами панелей 2A, 2B с помощью известных средств соединения, например, с помощью связующего вещества.
Наружное покрытие 2 может содержать, на обоих концах передней панели или задней панели в боковом направлении Y изделия область, имеющую маленькую ширину, в которой передняя панель 2A и задняя панель 2B не соединены, например, область, имеющую ширину 10 мм или менее. Такой случай также включен в число случаев, в которых передняя часть A и задняя часть B соединены друг с другом на обоих концах передней части A и задней части B в боковом направлении Y изделия.
[0012] Как показано на фиг. 2, подгузник 1 данного варианта осуществления сформирован с соблюдением левой-правой симметрии относительно центральной линии CL в продольном направлении изделия, которая проходит в продольном направлении X изделия и которой подгузник 1 разделен пополам по ширине в боковом направлении Y изделия. Соответственно, в описании, приведенном ниже, части, сформированные с соблюдением левой-правой симметрии, описаны в основном как части, расположенные на правой стороне на фиг. 2. Однако части, расположенные на левой стороне, также имеют подобную конфигурацию, за исключением того, что части, расположенные на левой стороне, обладают лево-правой симметрией относительно частей, расположенных с правой стороны.
Продольное направление X изделия соответствует направлению спереди-назад пользователя. Более конкретно: продольное направление X изделия является направлением, идущим от части, расположенной на передней стороне пользователя, к части, расположенной на задней стороне, через часть, расположенную в области промежностной части. Обычно продольное направление X изделия совмещено с продольным направлением впитывающей сборки 3. Как показано на фиг. 2, боковое направление Y изделия является направлением, перпендикулярным к продольному направлению X изделия с впитывающим изделием, например, подгузника, находящегося в распластанном, нестянутом состоянии. Далее, как показано на фиг. 1, боковое направление Y изделия совмещено с круговым направлением цилиндрической части D, расположенной ниже талии, сформированной посредством соединения передней части A и задней части B друг с другом. Продольное направление X изделия соответствует направлению вверх и вниз передней части A и задней части B во время носки. Соответственно, каждая из передней части A со стороны отверстия 5 для талии и задней части B со стороны отверстия 5 для талии также называется «верхней стороной» или «верхним направлением»; и каждая боковая сторона промежностной части C передней части A и боковая сторона промежностной части C задней части B, также называется «нижней стороной», или «направлением вниз».
[0013] Словосочетание «распластанное, нестянутое состояние» подгузника 1 означает состояние, в котором боковые уплотнительные соединения 4, расположенные с обеих боковых сторон натягиваемого предмета одежды, разорваны для приведения натягиваемого предмета одежды в распластанное состояние, и натягиваемый предмет одежды в распластанном состоянии растянут для того, чтобы он принял запроектированный размер посредством роспуска эластичных элементов соответствующих частей. Запроектированный размер равен размеру натягиваемого предмета одежды, когда он растянут в плоскости в состоянии, в котором влияние эластичных элементов полностью исключено. Размеры, шаги расположения и т.п. соответствующих частей, описанные в данном документе, получены посредством измерения подгузника в его распластанном, нестянутом состоянии, если не указано конкретно иное.
[0014] В данном документе словосочетание «поверхность, обращенная к коже (пользователя)» означает из передней поверхности и задней поверхности каждого элемента, например, верхнего листа 31, описанного ниже, из которого сформирован впитывающий узел 3, поверхность, располагаемую на коже пользователя во время носки. Словосочетание «поверхность, не обращенная к коже (пользователя)» означает, из передней поверхности и задней поверхности каждого элемента, например, верхнего листа 31, описанного ниже, из которого сформирован впитывающий узел 3, поверхность, обращенную в сторону, противоположную коже пользователя во время носки.
[0015] Подгузник 1 данного варианта осуществления выполнен таким образом, чтобы, как показано на фиг. 2, каждая передняя панель 2A и задняя панель 2B, из которых сформировано наружное покрытие 2, содержали: наружный лист 22, образующее наружную поверхность подгузника; внутренний лист 23, расположенное на внутренней стороне поверхности наружного листа 22; и множество филаментарных эластичных элементов 24, расположенных между обоими листами 22, 23 в нестянутом состоянии. Каждая из передней панели 2A и задней панели 2B содержит поясную эластифицированную часть G1 и нижнюю эластифицированную часть G2, расположенную ниже талии. Ниже поясная эластифицированная часть G1 и нижняя эластифицированная часть G2, расположенная ниже талии, также вместе называются «эластифицированной частью G». В подгузнике 1 данного варианта осуществления наружный лист 22, образующее наружную поверхность подгузника, составляет наружный лист, расположенное на стороне, отдаленной от кожи пользователя. Внутренний лист 23 составляет внутренний лист наружного покрытия 2, где внутренний лист расположено на стороне, более близкой к коже пользователя, чем наружный лист. Это внутренний лист 23 является «внутренним листом, расположенным на стороне, более близкой к коже пользователя, чем наружный лист», согласно настоящему изобретению.
[0016] Поясные эластифицированные части G1, соответственно, сформированы снаружи от обоих продольных концов 3a, 3b впитывающей сборки 3 в продольном направлении X подгузника 1. Поясные эластифицированные части G1 сформированы около периферийной краевой части отверстия 5 для талии, и расположены возле талии пользователя во время носки. Нижняя эластифицированная часть G2, расположенная ниже талии, сформирована около части передней панели 2A ниже поясной эластифицированной части G1 и выше нижних концов боковых уплотнительных соединений 4, а нижняя эластифицированная часть G2, расположенная ниже талии, сформирована около части задней панели 2B ниже поясной эластифицированной части G1 и выше нижних концов боковых уплотнительных соединений 4.
В поясных эластифицированных частях G1 и нижних эластифицированных частях G2, расположенных ниже талии, в данном варианте осуществления, наружный лист 22 и внутренний лист 23 соединены друг с другом посредством множества областей 26, скрепленных сплавлением, сформированных с промежутками в продольном направлении X изделия и в боковом направлении Y изделия. Как описано выше, наружное покрытие 2 подгузника 1 содержит области 26, скрепленные сплавлением, которыми частично соединены наружный лист 22 и внутренний лист 23 друг с другом. Это означает, что, в данном варианте осуществления, посредством областей 26, скрепленных сплавлением, скреплено множество составляющих листов передней части A, т.е. наружный лист 22 и внутренний лист 23 соединены сплавлением. Посредством областей 26, скрепленных сплавлением, также скреплено множество составляющих листов задней части B, т.е. наружный лист 22 и внутренний лист 23 соединены сплавлением.
[0017] Более конкретно, как показано на фиг. 2: каждая из поясной эластифицированной части G1 и нижней эластифицированной части G2, расположенной ниже талии, содержит области 26, скрепленные сплавлением, в которых наружный лист 22 и внутренний лист 23 соединены сплавлением, где области 26, скрепленные сплавлением, сформированы с промежутками с образованием одного ряда вдоль продольного направления X изделия. Множество рядов 26S областей, скрепленных сплавлением, каждый из которых сформирован из множества областей 26, скрепленных сплавлением, сформирован с интервалами в боковом направления Y изделия. Ниже, ряд областей, скрепленных сплавлением, в поясной эластифицированной части G1, обозначен как ряд 26Sa областей, скрепленных сплавлением, а ряд областей, скрепленных сплавлением, в нижней эластифицированной части G2, расположенной ниже талии, обозначен как ряд 26Sb областей, скрепленных сплавлением.
[0018] В поясной эластифицированной части G1, в данном варианте осуществления, все ряды 26Sa областей, скрепленных сплавлением, содержат области 26, скрепленные сплавлением, расположенные, по существу, в одних и тех же позициях в продольном направлении X изделия. Далее, множество эластичных элементов 24 пропущено в боковом направлении Y изделия таким образом, чтобы эластичный элемент 24 проходил через пространства, сформированные между областями 26, скрепленными сплавлением, в каждом ряду 26Sa областей, скрепленных сплавлением, где области 26, скрепленные сплавлением, являются смежными по отношению друг к другу в продольном направлении X изделия. Это означает, что в поясной эластифицированной части G1 эластичные элементы 24 расположены таким образом, чтобы каждый эластичный элемент 24 проходил через пространства, каждое из которых сформировано между областями 26, скрепленными сплавлением, которые образуют (каждая) область, скрепленную сплавлением, ряда 26Sa; где каждый эластичный элемент 24 не закреплен посредством области 26, скрепленной сплавлением. Также в нижней эластифицированной части G2, расположенной ниже талии, в данном варианте осуществления, таким же образом, как и в поясной эластифицированной части G1, эластичные элементы 24 расположены таким образом, чтобы каждый эластичный элемент 24 проходил через пространства, каждое из которых сформировано между двумя областями 26, скрепленными сплавлением, из которых сформирован ряд 26Sb областей, скрепленных сплавлением; где каждый эластичный элемент 24 не закреплен посредством области 26, скрепленной сплавлением.
[0019] В подгузнике 1 данного варианта осуществления, как показано на фиг. 2, обе панели: передняя панель 2A и задняя панель 2B, содержат, с обеих боковых сторон центральной линии CL, проходящей в продольном направлении изделия, пару наружных фиксирующих областей 27, в которых наружный лист 22 и внутренний лист 23 соединены друг с другом с помощью связующего вещества. Обе панели: передняя панель 2A и задняя панель 2B, также содержат, в их частях вблизи позиций боковых краев 3c впитывающей сборки 3, боковые фиксирующие области 28 сборки, в которых наружный лист 22 и внутренний лист 23 соединены друг с другом с помощью связующего вещества. В каждой передней панели 2A (передней части A) и задней панели 2B (задней части B) пара наружных фиксирующих областей 27 сформирована в частях, расположенных снаружи от боковых фиксирующих областей 28 сборки в боковом направлении Y изделия, т.е. в частях, отделенных от боковых фиксирующих областей 28 сборки к стороне бокового уплотнительного соединения 4. Более конкретно: пара наружных фиксирующих областей 27 сформирована на концевых частях каждой передней панели 2A и задней панели 2B в боковом направлении Y изделия или в частях вблизи концевых частей. Предпочтительно, чтобы наружные фиксирующие области 27 были наложены полностью или частично в боковых уплотнительных соединениях 4.
[0020] Поясная эластифицированная часть G1 содержит множество эластичных элементов 24, расположенных таким образом, чтобы они проходили между парой наружных фиксирующих областей 27. Эти эластичные элементы 24 закреплены между листами 22, 23 в каждой из пар наружных фиксирующих областей 27. Однако эти эластичные элементы 24 не прикреплены ни к листу 22, ни к листу 23 в диапазоне между наружными фиксирующими областями 27.
При этом нижняя эластифицированная часть G2, расположенная ниже талии, содержит множество эластичных элементов 24, расположенных таким образом, чтобы они проходили между наружными фиксирующими областями 27 и боковыми фиксирующими областями 28 сборки. Эти эластичные элементы 24 закреплены между листами 22, 23 в каждой из наружных фиксирующих областей 27 и боковых фиксирующих областей 28 сборки. Однако эти эластичные элементы 24 не прикреплены ни к листу 22, ни к листу 23 в диапазонах между наружными фиксирующими областями 27 и боковыми фиксирующими областями 28 сборки.
[0021] Боковые фиксирующие области 28 сборки могут быть сформированы таким образом, чтобы все боковые фиксирующие области 28 сборки были наложены на впитывающую сборку 3, как показано на фиг. 2. Боковые фиксирующие области 28 сборки могут быть сформированы таким образом, чтобы каждая боковая фиксирующая область 28 сборки перекрывала боковой край 3c впитывающей сборки 3. Далее, боковые фиксирующие области 28 сборки могут быть сформированы снаружи от боковых краев 3c впитывающей сборки 3 в боковом направлении подгузника l. Способ, согласно которому все боковые фиксирующие области 28 сборки наложены на впитывающую сборку 3, включает способ, согласно которому и позиция наружной концевой части каждой боковой стороны фиксирующей области 28 сборки в боковом направлении подгузника, и позиция бокового края 3c впитывающей сборки 3 совмещены друг с другом; и способ, согласно которому каждая боковая фиксирующая область 28 сборки сформирована с предварительно определенным пространственным интервалом между боковой фиксирующей областью 28 сборки и боковым краем 3c впитывающей сборки 3.
[0022] Поясная эластифицированная часть G1 также содержит множество рядов 26Sa областей, скрепленных сплавлением, сформированных с интервалами в боковом направлении Y изделия. Более конкретно: множество рядов 26Sa областей, скрепленных сплавлением, расположено в диапазоне от позиции вблизи одной наружной фиксирующей области 27 до позиции вблизи другой наружной фиксирующей области 27. Нижняя эластифицированная часть G2, расположенная ниже талии, также содержит множество рядов 26Sb областей, скрепленных сплавлением, сформированных в диапазоне от позиции вблизи одной наружной фиксирующей области 27 до позиции вблизи другой наружной фиксирующей области 27. Между парой боковых фиксирующих областей 28 сборки не расположены эластичные элементы 24 или эластичные элементы 24 расположены в состоянии, в котором осуществляют обработку эластичных элементов 24, например, разрезание, для предотвращения проявления эластичной растяжимости.
[0023] В поясной эластифицированной части G1 подгузника 1 в данном варианте осуществления, как показано на фиг. 3, стяжение эластичных элементов 24, расположенных между наружным листом 22 и внутренним листом 23 в нестянутом состоянии, ведет к деформированию листа 22 и листа 23 между смежными рядами 26Sa областей, скрепленных сплавлением, и выпучиванию наружу. Соответственно, между смежными рядами 26Sa областей, скрепленных сплавлением, образуется складка 29 из листа 22 или листов 23, 22R, и, в то же самое время, между обоими листами 22, 23 образуется полая часть 30, окруженная складкой 29 и складкой 29.
В подгузнике 1, согласно данному варианту осуществления, лист, который составляет наружный лист 22 каждой из частей: передней части A и задней части B, собирается складками назад к поверхности, обращенной к коже (пользователя), внутреннего листа 23 вдоль периферической краевой части 51 отверстия 5 для талии. Уложенная складками часть 22R покрывает поверхность, обращенную к коже (пользователя) внутреннего листа 23 поясной эластифицированной части G1 (см. фиг. 3). Далее, собранную складками часть 22R присоединяют к поверхности, обращенной к коже (пользователя), внутреннего листа 23 и/или к впитывающей сборке 3 посредством связующего вещества, которое наносят сплошь или частично на собранную складками часть 22R. При этом собранную складками часть 22R не соединяют сплавлением с областью 26, скрепленной сплавлением.
[0024] В нижней эластифицированной части G2, расположенной ниже талии, как показано на фиг. 4, стяжение эластичных элементов 24, расположенных в нестянутом состоянии между наружным листом 22 и внутренним листом 23, ведет к деформированию листа 22 и листа 23 между смежными рядами 26Sb областей, скрепленных сплавлением, и к выпучиванию наружу. Соответственно, складка 29, сформированная из листа 22 или листа 23, образуется между смежными рядами 26Sb областей, скрепленных сплавлением, и, в то же самое время, между обоими листами 22, 23 образуется полая часть 30, окруженная складкой 29 и складкой 29.
[0025] Как показано на фиг. 5, боковое уплотнительное соединение 4 содержит соединенные области 40, в которых соединены передняя часть A и задняя часть B. Боковые уплотнительные соединения 4 в данном варианте осуществления сформированы таким образом, чтобы обе боковые стороны передней части A и обе боковые стороны задней части B были наложены одна на другую, и наложенные части были соединены друг с другом посредством нагрева и прессования во множестве частей бокового уплотнительного соединения 4, расположенных вдоль продольного направления 4X бокового уплотнительного соединения 4. Боковое уплотнительное соединение 4 в данном варианте осуществления содержит множество соединенных областей 40, расположенных с промежутками с образованием одного ряда вдоль продольного направления 4X бокового уплотнительного соединения 4.
Боковое уплотнительное соединение 4 является областью, в которой соединенные области 40 присутствуют в направлении ширины бокового уплотнительного соединения 4. Как показано на фиг. 7(f) и 7(g), в случае, в котором боковое уплотнительное соединение 4 содержит множество соединенных областей 40, расположенных в направлении ширины бокового уплотнительного соединения 4, боковое уплотнительное соединение 4 является областью, проходящей от внутренней концевой части 4e соединенной области 40, расположенной на самой внутренней боковой стороне в направлении ширины бокового уплотнительного соединения 4, к наружной концевой части 4f соединенной области 40, расположенной на самой наружной боковой стороне в направлении ширины бокового уплотнительного соединения 4.
[0026] Продольное направление 4X бокового уплотнительного соединения 4 является направлением, вдоль которого проходит боковое уплотнительное соединение 4, и обычно является направлением, которое проходит вдоль продольного направления X натягиваемого предмета одежды. Направление ширины 4Y бокового уплотнительного соединения 4 является направлением, перпендикулярным к продольному направлению 4X бокового уплотнительного соединения 4, и обычно является направлением, которое проходит вдоль бокового направления Y натягиваемого предмета одежды.
Длина W бокового уплотнительного соединения 4 в направлении ширины 4Y (см. фиг. 5) является расстоянием между внутренней концевой частью 4e соединенной области 40, расположенной на самой внутренней стороне в направлении ширины 4Y бокового уплотнительного соединения 4, и наружной концевой частью 4f соединенной области 40, расположенной на самой наружной стороне в направлении ширины 4Y бокового уплотнительного соединения 4. Длину W измеряют вдоль направления ширины 4Y бокового уплотнительного соединения 4. Как показано на фиг. 7(f) или 7(g), внутренняя концевая часть 4e соединенной области, расположенная на самой внутренней стороне, и наружная концевая часть 4f соединенной области, расположенная на самой наружной стороне, могут быть концевыми частями 4e, 4f различных соединенных областей 40. В данном варианте осуществления внутренняя сторона является стороной, более близкой к впитывающей сборке 3 в направлении ширины 4Y бокового уплотнительного соединения, а наружная сторона является стороной, более, отдаленной от впитывающей сборки 3.
[0027] Далее, словосочетание «внутрь к центральной позиции» в направлении ширины бокового уплотнительного соединения 4, приведенное ниже, означает сторону соединенной области 40, более близкую к впитывающей сборке 3, чем центральная позиция соединенной области 40 в упомянутом выше направлении ширины. Далее, словосочетание «снаружи от центральной позиции» в направлении ширины бокового уплотнительного соединения 4, означает сторону, более, отдаленную от кожи пользователя, чем упомянутая выше центральная позиция. Центральная позиция соединенной области 40 в упомянутом выше направлении ширины является позицией центральной линии, которой длина соединенной области 40 разделена пополам по ширине бокового уплотнительного соединения.
[0028] Боковое уплотнительное соединение 4 подгузника 1 данного варианта осуществления содержит, как показано на фиг. 5, области 26, скрепленные сплавлением, в дополнение к упомянутым выше соединенным областям 40. Соединенная область 40 является частью, в которой передняя часть A и задняя часть B соединены друг с другом. При этом область 26, скрепленная сплавлением, является частью, в которой множество листов, образующих переднюю часть A, соединено сплавлением, или множество листов, образующих заднюю часть B, соединено сплавлением. Области 26, скрепленные сплавлением, передней части A, сформированы посредством сплавления множества листов, из которых сформирована передняя часть A, до наложения листов, из которых сформирована задняя часть B. Области 26, скрепленные сплавлением, задней части B сформированы посредством сплавления множества листов, из которых сформирована задняя часть B до наложения листов, из которых сформирована передняя часть A. Уплотнение сплавлением является процессом обработки с образованием области, скрепленной сплавлением, в которой множество листов соединено посредством сплавления, и не только термосплавлением, например, термотиснением, но также и ультразвуковым сплавлением, высокочастотным сплавлением; или может быть использован другой способ уплотнения сплавлением.
В подгузнике 1 данного варианта осуществления большое количество областей 26, скрепленных сплавлением, обеспечено не только для создания боковых уплотнительных соединений наружного покрытия 2, но также для создания частей наружного покрытия 2, отличных от боковых уплотнительных соединений, и, как показано на фиг. 2, некоторые из большого количества областей 26, скрепленных сплавлением, присутствуют в боковом уплотнительном соединении 4. Однако наружное покрытие 2 может содержать области 26, скрепленные сплавлением, только в боковом уплотнительном соединении 4. Боковое уплотнительное соединение 4 может содержать только области 26, скрепленные сплавлением, в которых множество составляющих листов передней части A соединено сплавлением. Боковое уплотнительное соединение 4 может содержать только области 26, скрепленные сплавлением, в которых множество составляющих листов задней части B соединено сплавлением. Боковое уплотнительное соединение 4 может содержать оба вида областей 26, скрепленных сплавлением, в которых множество составляющих листов передней части A соединено сплавлением, и областей 26, скрепленных сплавлением, в которых множество составляющих листов задней части B соединено сплавлением.
[0029] В боковом уплотнительном соединении 4 в данном варианте осуществления, как показано на фиг. 5, соединенные области 40 сформированы с промежутками в продольном направлении бокового уплотнительного соединения 4, и каждая область 26, скрепленная сплавлением, расположена между соединенными областями 40, смежными по отношению друг к другу в продольном направлении 4X. Более конкретно: соединенная область 40 и область 26, скрепленная сплавлением, расположены в чередующемся порядке в продольном направлении 4X бокового уплотнительного соединения 4. Область 26, скрепленная сплавлением, не обязательно сформирована в каждом пространстве, сформированном между соединенными областями 40, присутствующими в боковом уплотнительном соединении 4. Пространство, сформированное между соединенными областями 40 и содержащее область 26, скрепленную сплавлением, и пространство, сформированное между соединенными областями 40 и содержащее область 26, скрепленную сплавлением, могут быть расположены в соответствующем порядке в продольном направлении бокового уплотнительного соединения 4. В варианте, показанном на фиг. 7(f), пространство, сформированное между соединенными областями 40 и содержащее область 26, скрепленную сплавлением, и пространство, сформированное между соединенными областями 40 и содержащее область 26, скрепленную сплавлением, расположены в чередующемся порядке вдоль продольного направления 4X бокового уплотнительного соединения 4.
[0030] Далее, в боковом уплотнительном соединении 4, в данном варианте осуществления, длина W2 области 26, скрепленной сплавлением, в направлении ширины 4Y бокового уплотнительного соединения 4, короче длины W бокового уплотнительного соединения 4 в направлении ширины 4Y бокового уплотнительного соединения 4. Далее, вся область 26, скрепленная сплавлением, попадает в направление ширины бокового уплотнительного соединения 4. Согласно настоящему изобретению, область 26, скрепленная сплавлением, может частично заходить внутрь к внутренней концевой части бокового уплотнительного соединения 4 в направлении ширины бокового уплотнительного соединения 4. В данном случае длина части, идущей от бокового уплотнительного соединения 4, не включена в длину W2 области, скрепленной сплавлением, а только длина части области, скрепленной сплавлением, присутствующая в боковом уплотнительном соединении 4, принимается за длину W2 области, скрепленной сплавлением.
[0031] Подгузник 1 данного варианта осуществления можно носить таким же образом, как обычный одноразовый натягиваемый подгузник. Во время снимания подгузника 1 после носки, подгузник 1 может быть снят с пользователя посредством разрыва боковых уплотнительных соединений таким же образом, как обычный одноразовый натягиваемый подгузник.
Во время разрыва бокового уплотнительного соединения 4 подгузника 1 данного варианта осуществления со стороны отверстия 5 для талии, как показано на фиг. 6(a), например, обе боковые стороны бокового уплотнительного соединения 4, соответственно, крепко захватывают руками вблизи отверстия 5 для талии и разрывают боковое уплотнительное соединение 4 в направлении отверстия 6 для ноги. Направление к отверстию 6 для ноги это - направление T на фиг. 6(a). Затем, как показано на фиг. 6(b), разрывают боковое уплотнительное соединение 4 в направлении отверсти 6 для ноги.
[0032] Согласно исследованиям авторов настоящего изобретения, даже в случае, когда направление, вдоль которого разрывают боковое уплотнительное соединение 4, является направлением T на фиг. 6(a), в соответствующих частях бокового уплотнительного соединения в продольном направлении происходит следующее явление.
При разрыве бокового уплотнительного соединения 4, во-первых, начинается расслаивание между передней панелью 2A и задней панелью 2B около внутренней концевой части бокового уплотнительного соединения 4 в направлении ширины, и составляющие волокна передней панели 2A и задней панели 2B, соединенных друг с другом, вытягиваются в направлениях, вдоль которых оба листа панелей 2A, 2B расслаивают. При продолжении разрыва бокового уплотнительного соединения 4 с внутренней боковой стороны к наружной боковой стороне в направлении ширины бокового уплотнительного соединения 4, количество вытягиваемых составляющих волокон увеличивается. С увеличением количества вытянутых составляющих волокон прочность соединения соединенной области 40 увеличивается, в результате этого процесс разрыва бокового уплотнительного соединения 4 становится не легким.
С другой стороны, в боковом уплотнительном соединении 4 натягиваемого предмета одежды согласно настоящему изобретению, составляющие волокна в областях 26, скрепленных сплавлением, заформованы в смоляные композиции таким образом, что форма волокон не сохраняется. Соответственно, количество составляющих волокон, вытягиваемых при разрыве, получается меньшим в сравнении со случаем бокового уплотнительного соединения, не содержащего область, скрепленную сплавлением, и, следовательно, прочность бокового уплотнительного соединения 4 во время разрыва уменьшается в сравнении с боковым уплотнительным соединением, не содержащим область, скрепленную сплавлением. Таким образом, можно легко разорвать боковое уплотнительное соединение 4.
[0033] Благодаря использованию настоящего изобретения может быть достигнут упомянутый выше благоприятный эффект уменьшения прочности бокового уплотнительного соединения 4, где достижение благоприятного эффекта может быть подтверждено, например, результатами следующих испытаний на разрыв.
Во-первых, два отрезка нетканого материала размером 30 мм × 50 мм соединяли сплавлением, и две сборки соединенных нетканых материалов изготавливали наложением одного на другой. Затем две сборки соединенных нетканых материалов соединяли сплавлением в одной части, используя ультразвуковую укупорочную машину US-60B компании FUJIIMpulse, с образованием соединенной области. Элемент, сформированный так, как описано выше, принимали за образец «a» для измерений. Четыре отрезка нетканых материалов размером 30 мм × 50 мм изготавливали для наложения одного на другой и соединяли сплавлением в одной части, используя ультразвуковую укупорочную машину, с образованием соединенной области. Элемент, сформированный так, как описано выше, принимали за образец «b» для измерений. Образец «a» для измерений и образец «b» для измерений являлись образцами для испытаний, посредством которых имитировали части бокового уплотнительного соединения. Соединенная область каждого образца «b» для измерений имела форму и размеры, идентичные форме и размерам образца «a» для измерений, и имела прямоугольную форму, вытянутую в одном направлении. Далее, длина каждой области, скрепленной сплавлением, образца «a» для измерений вдоль продольного направления соединенной области была короче длины соединенной области в продольном направлении соединенной области. Области, скрепленные сплавлением, образца «a» для измерений были сформированы с воспроизведением того же рисунка, что и в периферийной области S бокового уплотнительного соединения 4, показанного на фиг. 2. В качестве нетканых материалов, использованных для изготовления образца «a» для измерений и образца «b» для измерений, применяли материалы, использовавшиеся для изготовления наружного листа 22 и внутреннего листа 23, описанных ниже.
Далее, образец «a» для измерений и образец «b» для измерений разрывали вдоль продольного направления соединенной области со скоростью растяжения 300 мм/мин, и во время разрыва измеряли разрывную прочность (Н). Разрывную прочность измеряли, используя машину AUTOGRAPH AG-X компании SHIMADZU CORPORATION.
При использовании упомянутой выше методики измерения, с увеличением растяжения образца для измерений, т.е. с увеличением расстояния между зажимами разрывной машины, в которых был закреплен образец для измерений, разрывная прочность любого одного образца «a» для измерений и образца «b» для измерений увеличивалась, а после того, как разрывная прочность достигала максимального значения, разрывная прочность снижалась. Например, максимальная разрывная прочность образца «a» для измерений составляла 4,3 Н (Ньютона), а максимальная разрывная прочность образца «b» для измерений составляла 6,2 Н. Как описано выше, максимальное значение разрывной прочности образца «a» для измерений является меньшим, чем максимальное значение разрывной прочности образца «b» для измерений. Причина высказанного выше усматривается в следующем. Составляющие волокна в областях, скрепленных сплавлением, образца «a» для измерений были заформованы в смоляных композициях таким образом, что форма волокон не сохранялась. Соответственно, количество составляющих волокон, вытянутых в процессе разрыва, было меньшим количества в образце «b» для измерений, не содержавшем область, скрепленную сплавлением. Результат показывает, что прочность на разрыв соединения образца «a» для измерений уменьшалась в сравнении с этим значением образца «b» для измерений, не содержавшим область, скрепленную сплавлением.
[0034] Далее, в боковом уплотнительном соединении 4 натягиваемого предмета одежды согласно настоящему изобретению, длина области 26, скрепленной сплавлением, в направлении ширины бокового уплотнительного соединения 4 короче длины W бокового уплотнительного соединения 4 в направлении ширины бокового уплотнительного соединения 4. Соответственно, при разрыве бокового уплотнительного соединения 4, растягивающая сила может быть легко передана в продольном направлении бокового уплотнительного соединения 4, и, следовательно, можно легко разорвать боковое уплотнительное соединение 4 в продольном направлении бокового уплотнительного соединения 4.
[0035] Необходимо предотвращение непреднамеренного разрыва бокового уплотнительного соединения 4 предмета одежды во время его носки. Например, может быть случай, когда при движении пользователя прикладывается сила, оттягивающая соединенную область к боковому уплотнительному соединению, таким образом, вызывая разрыв бокового уплотнительного соединения 4. Соответственно, возможно предотвращение непреднамеренного расслаивания бокового уплотнительного соединения 4 подгузника 1 данного варианта осуществления во время носки. Конкретно: сила, растягивающая соединенную область 40, легко передается через части, заформованные в смоляные композиции. Однако в боковом уплотнительном соединении 4 натягиваемого предмета одежды, согласно настоящему изобретению, длина области 26, скрепленной сплавлением, в направлении ширины бокового уплотнительного соединения 4 короче длины W бокового уплотнительного соединения 4 в направлении ширины бокового уплотнительного соединения 4. Соответственно, боковое уплотнительное соединение 4 не содержит часть, в которой весь диапазон бокового уплотнительного соединения 4, включающий области 26, скрепленные сплавлением, в направлении ширины бокового уплотнительного соединения 4, заформован в смоляной композиции. Таким образом, требуемая минимальная прочность уплотнения во время носки гарантированно обеспечивается для предотвращения непреднамеренного разрыва бокового уплотнительного соединения 4.
Как описано выше, можно легко обеспечить и прочность соединения бокового уплотнительного соединения натягиваемого предмета одежды согласно настоящему изобретению во время носки, и легкий разрыв бокового уплотнительного соединения во время снимания натягиваемого предмета одежды.
[0036] Далее, боковые уплотнительные соединения 4 являются частями, которые крепко захватывают во время разрыва подгузника, и, таким образом, они являются важными частями, благодаря которым создается ощущение мягкости продукта и, следовательно, предпочтительно, чтобы боковое уплотнительное соединение 4 не было жестким. В боковом уплотнительном соединении 4 натягиваемого предмета одежды согласно настоящему изобретению, длина области 26, скрепленной сплавлением, в направлении ширины бокового уплотнительного соединения 4 короче длины W бокового уплотнительного соединения 4 в направлении ширины бокового уплотнительного соединения 4. Соответственно, можно обеспечить условия, при которых боковое уплотнительное соединение 4 не было бы чрезмерно твердым из-за того, что части заформованы в смоляные композиции. В то же самое время, имеются одна или большее количество частей, которые не заформованы в смоляные композиции, вокруг области 26, скрепленной сплавлением, и, следовательно, из таких частей формируют места сгиба, таким образом, повышая мягкость всего бокового уплотнительного соединения 4. И наоборот, в случае, когда все боковое уплотнительное соединение в направлении ширины заформовано в смоляную композицию посредством создания области, скрепленной сплавлением, боковое уплотнительное соединение становится чрезмерно твердым из-за области, скрепленной сплавлением, и, таким образом, становится жестким.
[0037] Как показано на фиг. 5, рисунок расположения соединенных областей 40 и областей 26, скрепленных сплавлением, в боковом уплотнительном соединении 4 в данном варианте осуществления содержит области 26, скрепленные сплавлением, около центра бокового уплотнительного соединения 4 в направлении ширины. Центральная позиция бокового уплотнительного соединения 4 в направлении ширины и центральные позиции областей 26, скрепленных сплавлением, в направлении ширины выровнены друг с другом. Предпочтительно, чтобы боковое уплотнительное соединение 4 содержало множество областей 26, скрепленных сплавлением, как описано выше. В дополнение к рисунку, показанному на фиг. 5, рисунки, показанные, например, на фиг. 7(a)-(g), могут быть названы «рисунками расположения» соединенных областей 40 и областей 26, скрепленных сплавлением, в боковом уплотнительном соединении 4.
Как показано на фиг. 7(a), области 26, скрепленные сплавлением, могут быть расположены снаружи от центральной позиции бокового уплотнительного соединения 4 в направлении ширины. Как показано на фиг. 7(b), области 26, скрепленные сплавлением, могут быть расположены внутрь к центральной позиции бокового уплотнительного соединения 4 в направлении ширины. На фиг. 7 площадь, расположенная снаружи от центральной позиции бокового уплотнительного соединения 4 в направлении ширины, обозначена литерой «F», а площадь, расположенная внутрь к центральной позиции обозначена литерой «E».
[0038] Предпочтительно, чтобы области 26, скрепленные сплавлением, как показано на фиг. 7(b), были расположены внутри центральной позиции бокового уплотнительного соединения 4 в направлении ширины. В общем, во время снимания подгузника, боковое уплотнительное соединение разрывают с внутренней стороны. Соответственно, посредством обеспечения областей, скрепленных сплавлением, расположенных внутри центральной позиции, составляющие волокна на начальной стадии разрыва бокового уплотнительного соединения 4 оказываются заформованными в смоляные композиции для уничтожения формы волокон. При такой конфигурации можно предотвратить увеличение количества составляющих волокон, вытянутых во время разрыва бокового уплотнительного соединения 4 и, следовательно, боковое уплотнительное соединение 4 может быть разорвано более легко.
[0039] Только некоторые области 26, скрепленные сплавлением, могут быть расположены внутри центральной позиции бокового уплотнительного соединения 4 в направлении ширины. Однако предпочтительно, чтобы все области 26, скрепленные сплавлением, были расположены внутри центральной позиции, как показано на фиг. 7(b).
Области 26, скрепленные сплавлением, и соединенные области 40 могут быть расположены таким образом, чтобы внутренние боковые края областей 26, скрепленных сплавлением, и внутренние боковые края соединенных областей 40, в направлении ширины бокового уплотнительного соединения 4, или наружные боковые края областей 26, скрепленных сплавлением, и наружные боковые края соединенных областей 40 в направлении ширины бокового уплотнительного соединения 4, были наложены друг на друга в продольном направлении бокового уплотнительного соединения 4.
[0040] Боковое уплотнительное соединение 4 в данном варианте осуществления, показанное на фиг. 5, и боковое уплотнительное соединение 4, показанное на фиг. 7(a)-(g), содержат множество соединенных областей 40, расположенных в один ряд вдоль продольного направления бокового уплотнительного соединения 4, и содержат одну или большее количество областей 26, скрепленных сплавлением, в позициях вблизи соединенных областей 40. Предпочтительно, чтобы боковое уплотнительное соединение 4 содержало множество соединенных областей 40, прерывисто выровненных в продольном направлении бокового уплотнительного соединения 4, и содержало одну или большее количество областей 26, скрепленных сплавлением, расположенных между соединенными областями 40, как описано выше. При такой конфигурации можно уменьшить прочность соединения соединенных областей 40 таким образом, чтобы боковое уплотнительное соединение 4 можно было легко разорвать.
[0041] С точки зрения более легкой реализации как легкости разрыва бокового уплотнительного соединения 4, так и прочности соединения бокового уплотнительного соединения 4, общая площадь областей 26, скрепленных сплавлением, в боковом уплотнительном соединении 4 предпочтительно должна составлять 10% или более, а более предпочтительно - 150% или более, от общей площади соединенных областей 40. Общая площадь областей 26, скрепленных сплавлением, предпочтительно должна составлять 700% или менее, а более предпочтительно - 450% или менее, от общей площади соединенных областей 40. Далее, общая площадь областей 26, скрепленных сплавлением, предпочтительно должна составлять 10% или более и 700% или менее, а более предпочтительно - 150% или более и 450% или менее, от общей площади соединенных областей 40. Общая площадь областей 26, скрепленных сплавлением, равна сумме общей площади областей 26, скрепленных сплавлением, в боковом уплотнительном соединении 4 передней части A и общей площади областей 26, скрепленных сплавлением, в боковом уплотнительном соединении 4 задней части B.
С той же самой точки зрения, как упомянуто выше, площадь одной области 26, скрепленной сплавлением, в боковом уплотнительном соединении 4 предпочтительно должна составлять 10% или более, а более предпочтительно - 50% или более, от площади одной соединенной области 40. Площадь одной области 26, скрепленной сплавлением, предпочтительно должна составлять 300% или менее, а более предпочтительно - 120% или менее, от площади одной соединенной области 40. Далее, площадь одной области 26, скрепленной сплавлением, предпочтительно должна составлять 10% или более и 300% или менее, а более предпочтительно - 50% или более и 120% или менее, от площади одной соединенной области 40.
[0042] В наружном покрытии 2 в данном варианте осуществления передняя панель 2A и задняя панель 2B содержат области 26, скрепленные сплавлением. Области 26, скрепленные сплавлением, показанные на фиг. 5 и фиг. 7(a)-(g) могут быть областями 26, скрепленными сплавлением, передней части A; областями 26, скрепленными сплавлением, задней части B; или областями 26, скрепленными сплавлением, передней части A и задней части B. Как описано выше, боковое уплотнительное соединение 4 образовано посредством соединения частей, где обе боковые стороны передней части A и обе боковые стороны задней части B изготовлены для наложения одна на другую. Однако области 26, скрепленные сплавлением, в боковом уплотнительном соединении 4 передней панели 2A и области 26, скрепленные сплавлением, в боковом уплотнительном соединении 4 задней панели 2B могут быть или не быть наложены одна на другую.
[0043] Предпочтительно, чтобы боковое уплотнительное соединение 4 передней части A и боковое уплотнительное соединение 4 задней части B содержали области 26, скрепленные сплавлением. Предпочтительно также, чтобы области 26, скрепленные сплавлением, передней части A и области 26, скрепленные сплавлением, задней части B отличались расположением в направлении ширины 4Y бокового уплотнительного соединения 4.
Области 26, скрепленные сплавлением, передней части A и области 26, скрепленные сплавлением, задней части B совместно существуют в состоянии, при котором области 26, скрепленные сплавлением, передней части A и области 26, скрепленные сплавлением, задней части B отличаются расположением в направлении ширины 4Y бокового уплотнительного соединения 4. Соответственно, можно подавить условия, при которых области 26, скрепленные сплавлением, частично сжимаются, что, таким образом, ведет к частичному и чрезмерному уменьшению прочности соединения бокового уплотнительного соединения 4.
В данном варианте осуществления существенно для областей 26, скрепленных сплавлением, передней части A и областей 26, скрепленных сплавлением, задней части B, чтобы они были смещены в продольном направлении, направлении ширины или продольном направлении и направлении ширины бокового уплотнительного соединения 4. Области 26, скрепленные сплавлением, передней части A и области 26, скрепленные сплавлением, задней части B могут быть частично наложены одна на другую. С точки зрения выравнивания прочности соединения вдоль всех боковых уплотнительных соединений 4, площадь части, где области 26, скрепленные сплавлением, в боковом уплотнительном соединении 4 передней части A, и области 26, скрепленные сплавлением, в боковом уплотнительном соединении 4 задней части B, наложены одна на другую, предпочтительно должна составлять 50% или менее, а более предпочтительно - 20% или менее, от общей площади областей 26, скрепленных сплавлением, в боковом уплотнительном соединении 4 передней части A, и областей 26, скрепленных сплавлением, в боковом уплотнительном соединении 4 задней части B.
[0044] Рисунок расположения, показанный на фиг. 5, 7(a) и 7(b), содержит одну область 26, скрепленную сплавлением, между соединенными областями 40, смежными по отношению друг к другу, в продольном направлении бокового уплотнительного соединения 4. Рисунок расположения соединенных областей 40 и областей 26, скрепленных сплавлением, в боковом уплотнительном соединении 4 содержит, как показано на фиг. 7(c) и 7(d), две области 26, скрепленные сплавлением, между соединенными областями 40, смежными по отношению друг к другу в продольном направлении бокового уплотнительного соединения 4. При такой конфигурации возможен более легкий разрыв бокового уплотнительного соединения 4. Как описано выше, предпочтительно, чтобы рисунок расположения содержал множество областей 26, скрепленных сплавлением, между соединенными областями 40.
С точки зрения обеспечения более легкой реализации как легкого разрыва бокового уплотнительного соединения 4, так и прочности соединения бокового уплотнительного соединения 4, количество областей 26, скрепленных сплавлением, расположенных между соединенными областями 40, смежными по отношению друг к другу в продольном направлении бокового уплотнительного соединения 4, предпочтительно должно составлять 2 или более, а более предпочтительно - 3 или более; и предпочтительно - 10 или менее, а более предпочтительно - 5 или менее, а предпочтительно - 2 или более и 10 или менее, а более предпочтительно - 3 или более и 5 или менее.
[0045] Рисунок расположения соединенных областей 40 и областей 26, скрепленных сплавлением, показанный на фиг. 7(c), содержит, между соединенными областями 40, смежными по отношению друг к другу в продольном направлении бокового уплотнительного соединения 4, множество областей 26, скрепленных сплавлением, выровненных в продольном направлении бокового уплотнительного соединения 4. Как описано выше, множество областей 26, скрепленных сплавлением, может быть выровнено в продольном направлении бокового уплотнительного соединения 4.
[0046] В рисунке расположения соединенных областей 40 и областей 26, скрепленных сплавлением, показанных на фиг. 7(d), между каждым пространством, сформированным между соединенными областями 40, смежными по отношению друг к другу в продольном направлении бокового уплотнительного соединения 4, область 26, скрепленная сплавлением, расположенная на внутренней стороне в направлении ширины бокового уплотнительного соединения 4, и область 26, скрепленная сплавлением, расположенная на наружной стороне в направлении ширины бокового уплотнительного соединения 4, выровнены в направлении ширины бокового уплотнительного соединения 4. При такой конфигурации области 26, скрепленные сплавлением, выровнены, по существу, вдоль направления, вдоль которого разрывают боковое уплотнительное соединение 4, и, следовательно, боковое уплотнительное соединение 4 может быть разорвано более легко. Как описано выше, предпочтительно, чтобы множество областей 26, скрепленных сплавлением, было выровнено в направлении ширины 4Y бокового уплотнительного соединения 4.
Далее, с точки зрения выравнивания прочности соединения бокового уплотнительного соединения 4 в направлении ширины бокового уплотнительного соединения 4, более предпочтительно, чтобы множество областей 26, скрепленных сплавлением, выровненных в направлении ширины бокового уплотнительного соединения 4, было выровнено с одинаковыми интервалами в направлении ширины 4Y бокового уплотнительного соединения 4.
[0047] Как описано выше, область 26, скрепленная сплавлением, сформирована посредством соединения сплавлением наружного листа 22 и внутреннего листа 23 друг с другом. Соответственно, область 26, скрепленная сплавлением, обладает малой мягкостью и легко затвердевает. С точки зрения смягчения бокового уплотнительного соединения 4 для облегчения разрыва бокового уплотнительного соединения 4, как показано на фиг. 7(d), множество областей 26, скрепленных сплавлением, расположено в направлении ширины 4Y бокового уплотнительного соединения 4 с шагом расположения P5 в направлении ширины 4Y бокового уплотнительного соединения 4, и шаг расположения P5 предпочтительно в два раза или более, а более предпочтительно - в три раза или более больше длины W2 области 26, скрепленной сплавлением, в направлении ширины 4Y. Шаг расположения P5 областей 26, скрепленных сплавлением, в направлении ширины является длиной P5 от наружного конца области 26a, скрепленной сплавлением, расположенной на самой внутренней стороне в направлении ширины, до наружного конца другой области 26b, скрепленной сплавлением, смежной с областью 26a, скрепленной сплавлением, в направлении ширины.
[0048] Далее, с точки зрения усреднения силы, требующейся для расслаивания в направлении ширины бокового уплотнительного соединения, предпочтительно, чтобы область 26, скрепленная сплавлением, передней части A и область 26, скрепленная сплавлением, задней части B, расположенные в различных позициях в направлении ширины 4Y бокового уплотнительного соединения 4, были выровнены в направлении ширины бокового уплотнительного соединения 4. Предпочтительно также, чтобы область 26, скрепленная сплавлением, передней части A и область 26, скрепленная сплавлением, задней части B были сформированы в общем пространстве, образованном между соединенными областями, смежными по отношению друг к другу, в продольном направлении 4X.
Например, в боковом уплотнительном соединении 4, показанном на фиг. 7(d), только области, скрепленные сплавлением, боковой стороны передней части A или только области, скрепленные сплавлением, боковой стороны задней части B могут быть сформированы способом, показанным на фиг. 7(d). Альтернативно, области, скрепленные сплавлением, боковой стороны передней части A и области, скрепленные сплавлением, боковой стороны задней части B могут существовать в смешанном порядке по способу, показанному на фиг. 7(d). Например, области, скрепленные сплавлением, расположенные снаружи от внутренней центральной позиции, могут быть областями, скрепленными сплавлением, передней части A, а области, скрепленные сплавлением, расположенные внутрь от центральной позиции, могут быть областями, скрепленными сплавлением, задней части B. С другой стороны, области, скрепленные сплавлением, расположенные внутрь от центральной позиции, могут быть областями, скрепленными сплавлением, передней части A, а области, скрепленные сплавлением, расположенные снаружи от центральной позиции, могут быть областями, скрепленными сплавлением, задней части B. Далее, область, скрепленная сплавлением, передней части A и область, скрепленная сплавлением, задней части B могут совместно существовать во множестве позиций в продольном направлении таким образом, чтобы область, скрепленная сплавлением, передней части A и область, скрепленная сплавлением, задней части B были расположены в чередующемся порядке.
[0049] Как показано на фиг. 7(e), область 26, скрепленная сплавлением, может быть расположена таким образом, чтобы она проходила в диапазоне между одним пространством, сформированным между соединенными областями 40, смежными по отношению друг к другу, в продольном направлении 4X бокового уплотнительного соединения 4, и другим пространством, сформированным между соединенными областями 40, смежными по отношению друг к другу, в продольном направлении 4X.
На рисунке расположения соединенных областей 40 и областей 26, скрепленных сплавлением, показанном на фиг. 7(e), область 26, скрепленная сплавлением, проходящая в продольном направлении 4X бокового уплотнительного соединения 4, расположена с внутренней стороны бокового уплотнительного соединения 4 в направлении ширины 4Y и содержит одну часть, наложенную на соединенную область 40. При такой конфигурации можно более легко реализовать как прочность соединения бокового уплотнительного соединения, так и легкость разрыва. Предпочтительно, чтобы была включена часть, где соединенная область 40 и область 26, скрепленная сплавлением, были бы наложены одна на другую, как описано выше.
[0050] В боковом уплотнительном соединении 4 в данном варианте осуществления, как показано на фиг. 5, множество соединенных областей 40 расположено в один ряд в продольном направлении 4X бокового уплотнительного соединения 4. Однако, как показано на фиг. 7(f) и 7(g), боковое уплотнительное соединение 4 может содержать, в направлении ширины 4Y бокового уплотнительного соединения 4, множество рядов 42 соединенных областей, каждый из которых сформирован из множества соединенных областей 40, расположенных в продольном направлении 4X бокового уплотнительного соединения 4. В боковом уплотнительном соединении 4, как показано на фиг. 7(g), количество соединенных областей 40, из которых сформирован ряд 42 соединенных областей, может отличаться от соответствующих рядов 42 соединенных областей.
В случае, когда боковое уплотнительное соединение 4 содержит множество рядов 42 соединенных областей, как показано на фиг. 7(f) и 7(g), длина W5 от внутреннего бокового края ряда 42 соединенных областей, расположенного на самой внутренней боковой стороне в направлении ширины 4Y бокового уплотнительного соединения 4, до наружного бокового края ряда 42 соединенных областей, расположенного на самой наружной боковой стороне в направлении ширины 4Y бокового уплотнительного соединения 4, также называется «шириной» W5 ряда 42 соединенных областей. Ширина W5 ряда 42 соединенных областей длиннее области 26, скрепленной сплавлением, в направлении ширины 4Y бокового уплотнительного соединения 4. Далее, предпочтительно, чтобы ширина W5 ряда 42 соединенных областей была больше длины L1 соединенной области 40 в продольном направлении 4X бокового уплотнительного соединения 4.
[0051] Как показано на фиг. 5, 7(a)-7(e), соединенная область 40 может иметь форму, вытянутую в направлении ширины 4Y бокового уплотнительного соединения 4, или может иметь форму, вытянутую в продольном направлении 4X бокового уплотнительного соединения 4. С точки зрения обеспечения более легкой реализации как прочности соединения бокового уплотнительного соединения, так и легкости разрыва, предпочтительно, чтобы длина L1 соединенной области 40 в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5) была короче длины бокового уплотнительного соединения 4 в направлении ширины (см. фиг. 5).
С точки зрения достижения упомянутого выше благоприятного эффекта с большей определенностью, длина L1 соединенной области 40 в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5) предпочтительно должна составлять 5% или более, а более предпочтительно - 15% или более, от длины W бокового уплотнительного соединения 4 в направлении ширины бокового уплотнительного соединения 4 (см. фиг. 5). Длина L1 предпочтительно должна составлять 100% или менее, а более предпочтительно - 50% или менее, от длины W. Далее, длина L1 предпочтительно должна составлять 5% или более и 100% или менее, а более предпочтительно - 15% или более и 50% или менее, от длины W.
С той же самой точки зрения, длина L2 области 26, скрепленной сплавлением, в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5) предпочтительно должна составлять 10% или более, а более предпочтительно - 50% или более, от длины W2 бокового уплотнительного соединения 4 в направлении ширины бокового уплотнительного соединения 4 (см. фиг. 5). Длина L2 предпочтительно должна составлять 800% или менее, а более предпочтительно - 400% или менее, от длины W2. Далее, длина L2 предпочтительно должна составлять 10% или более и 800% или менее, а более предпочтительно - 50% или более и 400% или менее, от длины W2.
[0052] С точки зрения обеспечения легкой реализации как прочности соединения бокового уплотнительного соединения, так и легкости разрыва бокового уплотнительного соединения, предпочтительно, чтобы расположение соединенных областей 40 и областей 26, скрепленных сплавлением, в боковом уплотнительном соединении 4 попадало в следующий диапазон.
[0053] Предпочтительно, чтобы шаг расположения P1 соединенных областей 40 в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5) был длиннее W бокового уплотнительного соединения 4 в направлении ширины бокового уплотнительного соединения 4, или длины W1 соединенной области 40 в направлении ширины бокового уплотнительного соединения 4 (см. фиг. 5). Как показано на фиг. 5, шаг расположения P1 соединенных областей 40 в продольном направлен бокового уплотнительного соединения 4 представляет собой длину P1 от верхнего края 40F1 одной соединенной области 40 в продольном направлении бокового уплотнительного соединения 4 до верхнего края 40F2 другой соединенной области 40, смежной по отношению к первой соединенной области 40 в продольном направлении бокового уплотнительного соединения 4.
Шаг расположения P1 соединенных областей 40 в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5) предпочтительно должен составлять 50% или более, а более предпочтительно - 60% или более, от длины W бокового уплотнительного соединения 4 в направлении ширины бокового уплотнительного соединения 4 или длины W1 соединенной области 40 в направлении ширины бокового уплотнительного соединения 4 (см. фиг. 5). Шаг расположения P1 предпочтительно должен составлять 200% или менее, а более предпочтительно - 160% или менее, от длины W или длины W1. Далее, шаг расположения P1 предпочтительно должен составлять 50% или более и 200% или менее, а более предпочтительно - 60% или более и 160% или менее, от длины W или длины W1.
Шаг расположения P1 соединенных областей 40 в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5) предпочтительно должен составлять 100% или более, а более предпочтительно - 300% или более, от длины L1 соединенной области 40 в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5). Шаг расположения P1 предпочтительно должен составлять 1000% или менее, а более предпочтительно - 700% или менее, от длины L1. Далее, шаг расположения P1 предпочтительно должен составлять 100% или более и 1000% или менее, а более предпочтительно - 300% или более и 700% или менее, от длины L1.
[0054] Шаг расположения P2 областей 26, скрепленных сплавлением, в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5) предпочтительно должен составлять 10% или более, а более предпочтительно - 100% или более, от длины L2 области 26, скрепленной сплавлением, в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5). Шаг расположения P2 предпочтительно должен составлять 600% или менее, а более предпочтительно - 500% или менее, от длины L2. Далее, шаг расположения P2 предпочтительно должен составлять 10% или более и 600% или менее, а более предпочтительно - 100% или более и 500% или менее, от длины L2. Шаг расположения P2 областей 26, скрепленных сплавлением, в продольном направлении бокового уплотнительного соединения 4, как показано на фиг. 5, представляет собой длину P2 от верхнего края 26F1 одной области, скрепленной сплавлением, в продольном направлении бокового уплотнительного соединения 4 до верхнего края 26F2 другой области 26, скрепленной сплавлением, смежной с первой областью 26, скрепленной сплавлением, в продольном направлении бокового уплотнительного соединения 4.
Шаг расположения P2 областей 26, скрепленных сплавлением, в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5) предпочтительно должен составлять 300% или более, а более предпочтительно - 400% или более, от длины W2 области 26, скрепленной сплавлением, в направлении ширины бокового уплотнительного соединения 4 (см. фиг. 5). Шаг расположения P2 предпочтительно должен составлять 2000% или менее, а более предпочтительно - 1400% или менее, от длины W2. Далее, шаг расположения P2 предпочтительно должен составлять 300% или более и 2000% или менее, а более предпочтительно - 400% или более и 1400% или менее, от длины W2.
[0055] С точки зрения расположения одной области 26, скрепленной сплавлением, относительно одной соединенной области 40 для облегчения разрыва бокового уплотнительного соединения 4, предпочтительно, чтобы шаг расположения P2 областей 26, скрепленных сплавлением, в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5) был короче шага расположения P1 соединенных областей 40 в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5). Шаг расположения P2 областей 26, скрепленных сплавлением, в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5) предпочтительно должен составлять 10% или более, а более предпочтительно - 50% или более, от шага расположения P1 соединенных областей 40 в продольном направлении бокового уплотнительного соединения 4 (см. фиг. 5). Шаг расположения P2 предпочтительно должен составлять 100% или менее, а более предпочтительно - 90% или менее, от шага расположения P1. Далее, шаг расположения P2 предпочтительно должен составлять 10% или более и 100% или менее, а более предпочтительно - 50% или более и 90% или менее, от шага расположения P1.
[0056] Как показано на фиг. 2, боковое уплотнительное соединение 4 в данном варианте осуществления содержит области 26, скрепленные сплавлением, во всей области бокового уплотнительного соединения 4 в продольном направлении 4X. Однако боковое уплотнительное соединение 4 может частично содержать области 26, скрепленные сплавлением, в продольном направлении бокового уплотнительного соединения 4.
С точки зрения обеспечения более легкого разрыва бокового уплотнительного соединения 4, предпочтительно, чтобы боковое уплотнительное соединение 4 содержало области, скрепленные сплавлением, по меньшей мере в одной области на стороне отверстия 5 для талии из двух областей, определенных посредством деления всего бокового уплотнительного соединения 4 в продольном направлении 4X на две области; более предпочтительно - из трех областей, определенных посредством деления всего бокового уплотнительного соединения 4 в продольном направлении 4X на три области.
С той же самой точки зрения, как упомянуто выше, боковое уплотнительное соединение 4 содержит области 26, скрепленные сплавлением, в области, размер которой предпочтительно составляет 50 мм, а более предпочтительно - 30 мм в продольном направлении 4X бокового уплотнительного соединения 4 от концевой части бокового уплотнительного соединения 4 на стороне отверстия 5 для талии.
[0057] Как описано выше, в поясничной эластифицированной части G1 и в нижней эластифицированной части G2, расположенной ниже талии, эластичные элементы 24 подгузника 1 данного варианта осуществления проходят в боковом направлении Y изделия, проходя при этом через пространства, сформированные между областями 26, скрепленными сплавлением, соответствующими рядам 26Sa областей 26, скрепленных сплавлением, расположенными рядом в продольном направлении X изделия. Это означает, что области 26, скрепленные сплавлением, и эластичные элементы 24 не наложены одна на другую в поясной эластифицированной части G1 и в нижней эластифицированной части G2, расположенной ниже талии.
[0058] В подгузнике 1 данного варианта осуществления упомянутые выше складки 29 сформированы, как показано на фиг. 3 и 4, таким образом, чтобы наружное покрытие 2 было мягким, благодаря чему подгузник 1 создавал бы хорошее ощущение при носке. Далее, каждая полая часть 30 между складками 29, 29, сформированными на наружной поверхности или внутренней поверхности подгузника 1, действует, как вентиляционный канал, и, следовательно, влага из подгузника 1 может быть легко отведена наружу таким образом, чтобы не легко происходило образование затхлого воздуха. Предпочтительно, чтобы такие складки 29 были сформированы в поясной эластифицированной части G1 и/или нижней эластифицированной части G2, расположенной ниже талии, по меньшей мере в естественном состоянии. Предпочтительно, чтобы пространства, сформированные между складкой 29 и складкой 29, сохранялись также в состоянии при носке изделия.
С точки зрения обеспечения воздухопроницаемости складок 29, сформированных на наружном покрытии 2, и облегчения разрыва бокового уплотнительного соединения 4, предпочтительно, чтобы эластичный элемент 24 был расположен в пространстве, сформированном между областями 26, скрепленными сплавлением, смежными по отношению друг к другу в продольном направлении X изделия.
[0059] В подгузнике 1, области 26, скрепленные сплавлением, сформированы в передней панели 2A и задней панели 2B с различными интервалами в боковом направлении Y изделия. Как показано на фиг. 2, в подгузнике 1, шаг расположения P7 областей 26, скрепленных сплавлением, в боковом направлении Y изделия в периферийных областях S боковых уплотнительных соединений 4, т.е. в паре наружных областей S, S, расположенных снаружи в боковом направлении Y подгузника 1, короче шага в центральной области M, расположенной между наружными областями S, S. При такой конфигурации в наружной области S, ширина складок 29, сформированных на наружном покрытии 2, в боковом направлении Y изделия, короче их ширины в центральной области M, и количество областей 26, скрепленных сплавлением, больше их количества в центральной области M. В результате наружные области S не легко растягиваются в боковом направлении Y изделия, в сравнении с центральной областью M, и, следовательно, разрыв в боковом направлении не легко происходит в наружной области S во время разрыва бокового уплотнительного соединения 4. Как описано выше, в распластанном, нестянутом состоянии подгузника 1, предпочтительно, чтобы шаг расположения областей 26, скрепленных сплавлением, в боковом направлении Y изделия был короче в периферийных областях бокового уплотнительного соединения 4, чем в других частях.
С точки зрения обеспечения более эффективного подавления разрыва в боковом направлении в наружных областях S, шаг расположения P7 областей 26, скрепленных сплавлением, в боковом направлении Y изделия, в наружной области S (см. фиг. 2) предпочтительно должен составлять 100% или менее, а более предпочтительно - 50% или менее, от шага расположения P8 областей 26, скрепленных сплавлением, в боковом направлении Y изделия, в центральной области M (см. фиг. 2). Шаг расположения P7, P8 представляет собой длину P7, P8 от наружного конца одной области 26, скрепленной сплавлением, до наружного конца другой области 26, скрепленной сплавлением, смежной с первой областью 26, скрепленной сплавлением, в боковом направлении Y изделия, в наружной области S или центральной области M.
[0060] С той же самой точки зрения, как упомянуто выше, в распластанном, нестянутом состоянии подгузника 1, предпочтительно, чтобы шаг расположения P7 областей 26, скрепленных сплавлением, в боковом направлении Y изделия, в наружной области S, был равен или был короче шага расположения областей 26, скрепленных сплавлением, в боковом направлении Y изделия, в других частях. Наружная область S предпочтительно должна попадать в диапазон 50 мм, а более предпочтительно должна попадать в диапазон 30 мм от наружного конца части подгузника 1 в боковом направлении Y изделия до внутренней стороны в боковом направлении Y изделия. Шаг расположения P7 областей 26, скрепленных сплавлением, в боковом направлении Y изделия, в наружной области S предпочтительно должен составлять 100% или менее, а более предпочтительно - 50% или менее, от шага расположения областей 26, скрепленных сплавлением, в других частях.
[0061] Формы соединенной области 40 и области 26, скрепленной сплавлением, как показано на виде в плане, не особенно ограничены. Каждая соединенная область 40 и область 26, скрепленная сплавлением, может иметь желаемую форму, включая четырехугольную форму, например, прямоугольную форму и квадратную форму, круглую форму, эллипсную форму, полукруглую форму и т.п.
[0062] Область 26, скрепленню сплавлением, подгузника 1 данного варианта осуществления образуют посредством выполнения этапа формирования области, скрепленной сплавлением, на котором наружный лист 22 и внутренний лист 23 накладывают одно на другое и подвергают слоеную часть термотиснению.
Для осуществления этапа формирования области, скрепляемой сплавлением, может быть использовано устройство для термотиснения, содержащее, например, тиснильный вал и опорный вал, где наружная периферийная поверхность тиснильного вала содержит выступы для скрепления сплавлением или подобные средства, где отдаленная концевая поверхность выступа для скрепления сплавлением имеет форму, по существу соответствующую профилю области 26, скрепляемой сплавлением.
В подгузнике 1 данного варианта осуществления области 26, скрепляемые сплавлением, формируют посредством осуществления этапа формирования области, скрепляемой сплавлением, на наружном листе 22 и внутреннем листе 23, наложенных одно на другое с эластичными элементами 24, проложенными между ними.
[0063] В качестве способа формирования бокового уплотнительного соединения 4 используют термотиснение, ультразвуковое тиснение, высокочастотное тиснение или подобный способ. Устройство 700, показанное на фиг. 8, используют для формирования боковых уплотнительных соединений 4 подгузника 1. Как показано на фиг. 8, устройство 700 содержит сварочный блок 710 и опорный блок 750, и посредством устройства 700 формируют боковое уплотнительное соединение 4, осуществляя термотиснение на непрерывном теле 100 подгузника 1.
Температуру нагрева сварочного блока 710 и температуру нагрева опорного блока 750 регулируют посредством блока управления (не показан на чертеже), который содержит устройство 700. Сварочная поверхность сварочного блока 710 обеспечена выступами (не показаны на чертеже), сформированными таким образом, чтобы они соответствовали форме бокового уплотнительного соединения 4, показанного на фиг. 5, таким образом, формируя рисунок на участке соединения сплавлением на боковом уплотнительном соединении подгузника.
[0064] Как показано на фиг. 8, через устройство 700 проводят непрерывное тело 100 непрерывных подгузников 1 между сварочным блоком 710 и опорным блоком 750, содержащим плоскую поверхность, и осуществляют тиснение в позиции части, где боковая сторона передней части A и боковая сторона задней части B наложены одна на другую, таким образом, формируя боковое уплотнительное соединение 4. Сварочный блок 710 содержит выступы для формирования соединенных областей 40. Выступы сформированы таким образом, чтобы направление, перпендикулярное к направлению Q потока непрерывного тела 100 непрерывных подгузников 1 соответствовало продольному направлению бокового уплотнительного соединения 4, показанного на фиг. 5. Посредством осуществления тиснения на непрерывном теле 100 подгузников 1 между сварочным блоком 710 и опорным блоком 750 формируют пару уплотнительных частей. Эта пара уплотнительных частей образует боковые уплотнительные соединения 4, 4 подгузника 1 после разрезания непрерывного тела 100 подгузников 1 на этапе разрезания в позиции Pc.
[0065] Ниже дополнительно описан упомянутый выше подгузник 1. Впитывающий узел 3 содержит: верхний лист 31, проницаемый для жидкости; задний лист 32, минимально проницаемый для жидкости; и впитывающий элемент 33, расположенный между верхним листом 31 и задним листом 32. Минимально проницаемый для жидкости <лист> содержит непроницаемый для жидкости <материал> и минимально проницаемый для жидкости <материал>. Далее, пара листов 34, 34 для формирования препятствующих протечке манжет расположена с обеих боковых сторон впитывающей сборки 3. Лист 34 для формирования препятствующих протечке манжет содержит, в позиции вблизи краев листа 34 для формирования препятствующих протечке манжет, ближе к центральной линии CL, проходящей в продольном направлении изделия, эластичный элемент 35 для формирования препятствующих протечке манжет. Во время носки подгузника часть, имеющая предварительно определенную ширину от края листа 34 для формирования препятствующих протечке манжет, направлена вверх таким образом, чтобы она была отделена от верхнего листа 31 благодаря действию стягивающей силы эластичного элемента 35, для формирования, таким образом, препятствующих протечке манжет.
[0066] Ниже описаны материалы для формирования соответствующих частей подгузника 1. Для каждого из листов: верхнего листа 31, заднего листа 32, впитывающего элемента 33, листа 34 для формирования препятствующих протечке манжет и т.п., может быть использован без каких-либо ограничений материал, по существу, являющийся таким же, как материал, обычно используемый для формирования впитывающего изделия данного вида. Например, в качестве верхнего листа 31 можно использовать проницаемый для жидкости нетканый материал, перфорированную пленку, слоеное тело проницаемого для жидкости нетканого материала и перфорированную пленку или подобный материал. В качестве заднего листа 32 можно использовать полимерную пленку, слоеное тело полимерной пленки и нетканого материала или подобный материал. В качестве впитывающего элемента 33 можно использовать материал, получаемый посредством намотки, со структурой «сердцевина-оболочка», изготовленный из тонкой бумаги, водопроницаемого нетканого материала или подобного материала, где впитывающая сердцевина изготовлена из волокнистого заполнителя из волокнистого материала, например, из древесной волокнистой массы или впитывающей сердцевины, где упомянутая выше впитывающая сердцевина обогащена сверхвпитывающим полимером. В качестве листа 34 для формирования препятствующих протечке манжет можно использовать эластичную пленку, водоотталкивающий нетканый материал, тканый материал или многослойный лист из этих материалов.
[0067] В качестве материала для формирования наружного листа 22 и внутреннего листа 23 можно использовать без каких-либо ограничений любой из различных материалов, которые обычно используют для изделий данного вида. Однако предпочтительно использовать нетканый материал. Конкретно, с точки зрения обеспечения мягкости и т.п., предпочтительно использовать однослойный нетканый материал или двухслойный нетканый материал, или нетканый материал, содержащий большее количество слоев, изготовленный из воздухопроницаемого нетканого материала; нетканый материал, скрепленный прокатыванием в горячих валах; нетканый материал «спанлейс»; нетканый материал «спанбонд»; нетканый материал «мелтблоун» и т.п. Можно также использовать полотно, полученное посредством формирования этих нетканых материалов и пленки, выполненными за одно целое. Наружный лист, изготовленное из нетканого материала, пленки или подобного материала, может быть также расположено на стороне, не обращенной к коже (пользователя), заднего листа 32 в промежностной части C.
В качестве материала для формирования эластичного элемента 24, 35 можно использовать без каких-либо ограничений любой из различных известных эластичных материалов, используемых в впитывающих изделиях, например, одноразовых подгузниках и гигиенических пеленках. Материалом для формирования эластичного материала может служить, например: синтетический каучук, например, стиролбутадиен, бутадиен, изопрен или неопрен, натуральный каучук, этиленвинилацетат (ЭВА), эластичный полиолефин, полиуретан и т.п. Предпочтительной формой использования эластичного элемента может служить филаментарный эластичный элемент (резиновая мононить и т.п.) или шнурообразный эластичный элемент (резиновая лента и т.п.), имеющий прямоугольную, квадратную, круглую, многоугольную или подобную форму поперечного сечения, эластичный элемент из множества мононитей и т.п.
[0068] Настоящее изобретение описано выше на основе предпочтительного варианта осуществления настоящего изобретения. Однако настоящее изобретение не ограничено упомянутым выше вариантом осуществления и может быть соответствующим образом модифицировано.
Например, наружное покрытие 2 передней части A или задней части B может быть выполнено таким образом, чтобы, как в случае с упомянутым выше подгузником 1, только материал листа, который составляет наружный лист, был уложен складкой назад в периферийной краевой части отверстия для талии. Альтернативно, материал листа, который составляет наружный лист, и материал листа, который составляет внутренний лист, могут быть совместно уложены складкой назад, или ни одно из листов: ни наружный лист, ни внутренний лист, не содержало бы сложенную складками часть. Далее, уложенная складкой часть наружного листа или внутреннего листа может быть присоединена к противоположной поверхности способом, отличным от способа, примененного в упомянутом выше подгузнике 1. Например, уложенная складкой часть наружного листа или внутреннего листа может быть присоединена ко всей противоположной поверхности.
[0069] Настоящее изобретение, относящееся к варианту осуществления (способу осуществления) упомянутого выше настоящего изобретения, дополнительно относится к следующему натягиваемому предмету одежды.
1. Натягиваемый предмет одежды содержит: переднюю часть, располагаемую с передней стороны пользователя во время носки, и заднюю часть, располагаемую с задней стороны пользователя во время носки; где обе боковые стороны передней части и обе боковые стороны задней части соединены друг с другом с образованием пары боковых уплотнительных соединений, отверстия для талии и пары отверстий для ног; где
боковые уплотнительные соединения содержат: соединенную область, в которой передняя часть и задняя часть соединены друг с другом; и область, скрепленную сплавлением, в которой по меньшей мере любое одно из множества составляющих листов передней части и множества составляющих листов задней части соединены сплавлением; и
длина области, скрепленной сплавлением, в направлении ширины бокового уплотнительного соединения короче длины бокового уплотнительного соединения в направлении ширины бокового уплотнительного соединения.
[0070] 2. Натягиваемый предмет одежды, как изложено в пункте 1, в котором боковые уплотнительные соединения содержат область, скрепленную сплавлением, расположенную в центре бокового уплотнительного соединения в направлении ширины бокового уплотнительного соединения; где центральная позиция бокового уплотнительного соединения в направлении ширины бокового уплотнительного соединения и центральная позиция области, скрепленной сплавлением, в направлении ширины бокового уплотнительного соединения совмещены друг с другом.
3. Натягиваемый предмет одежды, как изложено в пункте 1 или 2, в котором область, скрепленная сплавлением, расположена внутрь от центральной позиции бокового уплотнительного соединения в направлении ширины бокового уплотнительного соединения.
4. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-3, в котором боковые уплотнительные соединения содержат множество соединенных областей, расположенных прерывисто в продольном направлении бокового уплотнительного соединения, и одна или большее количество областей, скрепленных сплавлением, расположено между соединенными областями.
5. Натягиваемый предмет одежды, как изложено в пункте 4, в котором общая площадь областей, скрепленных сплавлением, в боковом уплотнительном соединении должна составлять 10% или более, а предпочтительно - 150% или более; должна составлять 700% или менее, а предпочтительно - 450% или менее; и должна составлять 10% или более и 950% или менее, а предпочтительно - 150% или более и 700% или менее, от общей площади соединенных областей.
6. Натягиваемый предмет одежды, как изложено в пункте 4 или 5, в котором площадь одной области, скрепленной сплавлением, в боковом уплотнительном соединении должна составлять 10% или более, а предпочтительно - 50% или более; должна составлять 300% или менее, а предпочтительно - 120% или менее; и должна составлять 10% или более, и 300% или менее, а предпочтительно - 50% или более и 120% или менее, от площади одной соединенной области.
7. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 4-6, в котором количество областей, скрепленных сплавлением, расположенных между соединенными областями, смежными по отношению друг к другу, в продольном направлении бокового уплотнительного соединения должно составлять 2 или более, а предпочтительно - 3 или более; должно составлять 10 или менее, а предпочтительно - 5 или менее; и должно составлять 2 или более, и 10 или менее, а предпочтительно - 3 или более и 5 или менее.
8. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-7, в котором боковые уплотнительные соединения содержат области, скрепленные сплавлением, в передней части и в задней части; и
область, скрепленная сплавлением, передней части и область, скрепленная сплавлением, задней части расположены в различных позициях в направлении ширины бокового уплотнительного соединения.
9. Натягиваемый предмет одежды, как изложено в пункте 8, в котором область, скрепленная сплавлением, передней части и область, скрепленная сплавлением, задней части, частично наложены одна на другую; и
площадь части, в которой область, скрепленная сплавлением, передней части и область, скрепленная сплавлением, задней части, наложены одна на другую в боковом уплотнительном соединении, должна составлять 50% или менее, а предпочтительно - 20% или менее, от общей площади областей, скрепленных сплавлением, передней части, и областей, скрепленных сплавлением, задней части, в боковом уплотнительном соединении.
10. Натягиваемый предмет одежды, как изложено в пункте 8 или 9, в котором область, скрепленная сплавлением, передней части и область, скрепленная сплавлением, задней части, выровнены в направлении ширины бокового уплотнительного соединения; где область, скрепленная сплавлением, передней части и область, скрепленная сплавлением, задней части расположены в различных позициях в направлении ширины бокового уплотнительного соединения.
[0071] 11. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-10, в котором боковые уплотнительные соединения содержат множество соединенных областей, выровненных прерывисто в продольном направлении бокового уплотнительного соединения; где множество областей, скрепленных сплавлением, расположено в общем пространстве, сформированном между соединенными областями, смежными по отношению друг к другу, в продольном направлении.
12. Натягиваемый предмет одежды, как изложено в пункте 11, в котором область, скрепленная сплавлением, передней части и область, скрепленная сплавлением, задней части сформированы в общем пространстве, сформированном между соединенными областями, смежными по отношению друг к другу, в продольном направлении бокового уплотнительного соединения.
13. Натягиваемый предмет одежды, как изложено в пункте 11 или 12, в котором множество областей, скрепленных сплавлением, выровнены в направлении ширины бокового уплотнительного соединения.
14. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 11-13, в котором множество областей, скрепленных сплавлением, выровнены с одинаковыми интервалами в направлении ширины бокового уплотнительного соединения.
15. Натягиваемый предмет одежды, как изложено в пункте 14, в котором шаг расположения областей, скрепленных сплавлением, в направлении ширины бокового уплотнительного соединения, в два раза или более больше длины области, скрепленной сплавлением, в направлении ширины.
16. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-15, содержит часть, в которой соединенная область и область, скрепленная сплавлением, наложены одна на другую.
17. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-16, в котором длина соединенной области в продольном направлении бокового уплотнительного соединения короче длины бокового уплотнительного соединения в направлении ширины.
18. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-17, в котором длина L1 соединенной области в продольном направлении бокового уплотнительного соединения должна составлять 5% или более, а предпочтительно - 15% или более; должна составлять 100% или менее, а предпочтительно - 50% или менее; и должна составлять 5% или более и 100% или менее, а предпочтительно - 15% или более и 50% или менее, от длины W бокового уплотнительного соединения в направлении ширины.
19. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-18, в котором длина L2 области, скрепленной сплавлением, в продольном направлении бокового уплотнительного соединения должна составлять 10% или более, а предпочтительно - 50% или более; должна составлять 800% или менее, а предпочтительно - 400% или менее; и должна составлять 10% или более и 800% или менее, а предпочтительно - 50% или более и 400% или менее, от длины W2 бокового уплотнительного соединения в направлении ширины.
20. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-19, в котором шаг расположения соединенных областей в продольном направлении бокового уплотнительного соединения длиннее соединенной области в направлении ширины бокового уплотнительного соединения.
[0072] 21. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-20, в котором шаг расположения P1 соединенных областей в продольном направлении бокового уплотнительного соединения должен составлять 50% или более, а предпочтительно - 60% или более; должен составлять 200% или менее, а предпочтительно - 160% или менее; и должен составлять 50% или более и 200% или менее, а предпочтительно - 60% или более и 160% или менее, от длины W бокового уплотнительного соединения в направлении ширины бокового уплотнительного соединения или от длины W1 соединенной области в направлении ширины бокового уплотнительного соединения.
22. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-21, в котором шаг расположения P1 соединенных областей в продольном направлении бокового уплотнительного соединения должен составлять 100% или более, а предпочтительно - 300% или более; должен составлять 1000% или менее, а предпочтительно - 700% или менее; и должен составлять 100% или более и 1000% или менее, а предпочтительно - 300% или более и 700% или менее, от длины L1 соединенной области в продольном направлении бокового уплотнительного соединения.
23. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-22, в котором шаг расположения P2 областей, скрепленных сплавлением, в продольном направлении бокового уплотнительного соединения должен составлять 10% или более, а предпочтительно - 100% или более; должен составлять 600% или менее, а предпочтительно - 500% или менее; и должен составлять 10% или более и 600% или менее, а предпочтительно - 100% или более и 500% или менее, от длины L2 области, скрепленной сплавлением, в продольном направлении бокового уплотнительного соединения.
24. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-23, в котором шаг расположения P2 областей, скрепленных сплавлением, в продольном направлении бокового уплотнительного соединения должен составлять 300% или более, а предпочтительно - 400% или более; должен составлять 2000% или менее, а предпочтительно - 1400% или менее; и должен составлять 300% или более и 2000% или менее, а предпочтительно - 400% или более и 1400% или менее, от длины W2 области, скрепленной сплавлением, в направлении ширины бокового уплотнительного соединения.
25. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-24, в котором шаг расположения P2 областей, скрепленных сплавлением, в продольном направлении бокового уплотнительного соединения должен составлять 10% или более, а предпочтительно - 50% или более; должен составлять 100% или менее, а предпочтительно - 90% или менее; и должен составлять 10% или более, и 100% или менее, а предпочтительно - 50% или более и 90% или менее, от шага расположения P1 соединенных областей в продольном направлении бокового уплотнительного соединения.
26. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-24, в котором боковые уплотнительные соединения содержат область, скрепленную сплавлением, по меньшей мере в области на стороне отверстия для талии из двух областей, определенных посредством деления всего бокового уплотнительного соединения в продольном направлении на две области.
27. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-26, в котором боковые уплотнительные соединения содержат область, скрепленную сплавлением, по меньшей мере в области на стороне отверстия для талии из трех областей, определенных посредством деления всего бокового уплотнительного соединения в продольном направлении на три области.
28. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-27, в котором боковые уплотнительные соединения содержат область, скрепленную сплавлением, в области, охватывающей диапазон в 50 мм в продольном направлении бокового уплотнительного соединения от концевой части бокового уплотнительного соединения на стороне отверстия для талии.
29. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-28, в котором шаг расположения областей, скрепленных сплавлением, в продольном направлении бокового уплотнительного соединения короче шага расположения соединенных областей в продольном направлении бокового уплотнительного соединения.
30. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-29, в котором натягиваемый предмет одежды содержит, между составляющими листами передней части и между составляющими листами задней части, эластичный элемент, проходящий в направлении ширины натягиваемого предмета одежды, и
эластичный элемент расположен между областями, скрепленными сплавлением, смежными по отношению друг к другу, в продольном направлении натягиваемого предмета одежды.
[0073] 31. Натягиваемый предмет одежды, как изложено в пункте 30, в котором, в распластанном, нестянутом состоянии натягиваемого предмета одежды, шаг расположения областей, скрепленных сплавлением, в направлении ширины натягиваемого предмета одежды короче по периферии бокового уплотнительного соединения, чем в части, отличной от периферии бокового уплотнительного соединения.
32. Натягиваемый предмет одежды, как изложено в пункте 30 или 31, в котором, в разложенном, нестянутом состоянии натягиваемого предмета одежды шаг расположения областей, скрепленных сплавлением, в направлении ширины натягиваемого предмета одежды короче в области, которая попадает в диапазон 50 мм от наружной концевой части натягиваемого предмета одежды, в направлении ширины, до внутренней стороны, в направлении ширины натягиваемого предмета одежды, чем в части, отличной от диапазона.
33. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-32, в котором каждая из задней части и передней части содержит поясную эластифицированную часть и нижнюю эластифицированную часть, расположенную ниже талии, и, в части каждой из задней части и передней части, отличной от боковых уплотнительных соединений, множество рядов областей, скрепленных сплавлением, сформировано с интервалами в боковом направлении изделия, где каждый ряд областей, скрепленных сплавлением, сформирован из множества областей, скрепленных сплавлением, прерывисто сформирован с образованием одного ряда вдоль продольного направления изделия; и
в поясной эластифицированной части, все ряды областей, скрепленных сплавлением, содержат области, скрепленные сплавлением, расположенные по существу в одинаковых позициях в продольном направлении изделия.
34. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-33, в котором и передняя часть, и задняя часть содержит пару наружных фиксирующих областей, где составляющие листа соединены друг с другом с помощью связующего вещества, с обеих боковых сторон от центральной линии CL, проходящей в продольном направлении изделия, которой натягиваемый предмет одежды разделен пополам по ширине.
35. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 1-34, где натягиваемый предмет одежды содержит наружное покрытие, и впитывающую сборку, прикрепленную к наружному покрытию, и натягиваемый предмет одежды содержит боковую фиксирующую область сборки, в которой составляющие листа соединены друг с другом с помощью связующего вещества, в частях вблизи позиций боковых краев впитывающей сборки.
36. Натягиваемый предмет одежды, как изложено в пункте 34 или 35, в котором наружная фиксирующая область полностью или частично наложена на боковое уплотнительное соединение.
37. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 34-36, в котором поясничная эластифицированная часть содержит множество эластичных элементов, расположенных таким образом, чтобы они проходили между парой наружных фиксирующих областей, где множество эластичных элементов закреплено между составляющими листами в каждой из пар наружных фиксирующих областей, но они не прикреплены ни к одному из составляющих листов между наружными фиксирующими областями.
38. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 35-37, в котором нижняя эластифицированная часть, расположенная ниже талии, содержит множество эластичных элементов, расположенных таким образом, чтобы они проходили между наружной фиксирующей областью и боковой фиксирующей областью сборки, где множество эластичных элементов закреплено между составляющими листами в каждой наружной фиксирующей области и в боковой фиксирующей области сборки, но они не прикреплены ни к одному из составляющих листов между наружной фиксирующей областью и боковой фиксирующей областью сборки.
39. Натягиваемый предмет одежды, как изложено в любом одном из пунктов 33-38, в котором каждая из передней части и задней части содержит, в качестве составляющих листов, внутренний лист, расположенное на поверхности, обращенной к коже (пользователя), и наружный лист, не расположенное на поверхности, обращенной к коже (пользователя); где наружный лист уложено складкой назад к поверхности, обращенной к коже (пользователя), внутреннего листа вдоль периферийной краевой части отверстия для талии с образованием части, уложенной складкой, где частью, уложенной складкой, покрыта поверхность, обращенная к коже (пользователя), внутреннего листа поясной эластифицированной части; и
часть, уложенная складкой, присоединена к поверхности, обращенной к коже (пользователя), одного внутреннего листа или к внутреннему листу и к впитывающей сборке посредством связующего вещества, которое нанесено на всю или на часть уложенной складкой части, но уложенная складкой часть не присоединена сплавлением к области, скрепленной сплавлением.
Промышленное применение
[0074] Согласно настоящему изобретению, можно создать натягиваемый предмет одежды, при использовании которого могут быть реализованы обе цели: обеспечение прочности соединения бокового уплотнительного соединения во время носки и легкости разрыва бокового уплотнительного соединения во время снятия.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАТЯГИВАЕМОЕ ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2538524C2 |
| ИМЕЮЩЕЕ ВИД ТРУСОВ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2658584C2 |
| НАТЯГИВАЕМОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2010 |
|
RU2552767C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2007 |
|
RU2434619C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2016 |
|
RU2678010C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2016 |
|
RU2676993C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ТИПА ТРУСОВ | 2020 |
|
RU2774354C1 |
| ПРЕДМЕТ ОДЕЖДЫ ТИПА НИЖНЕГО БЕЛЬЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2614608C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2019 |
|
RU2750576C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2766849C1 |
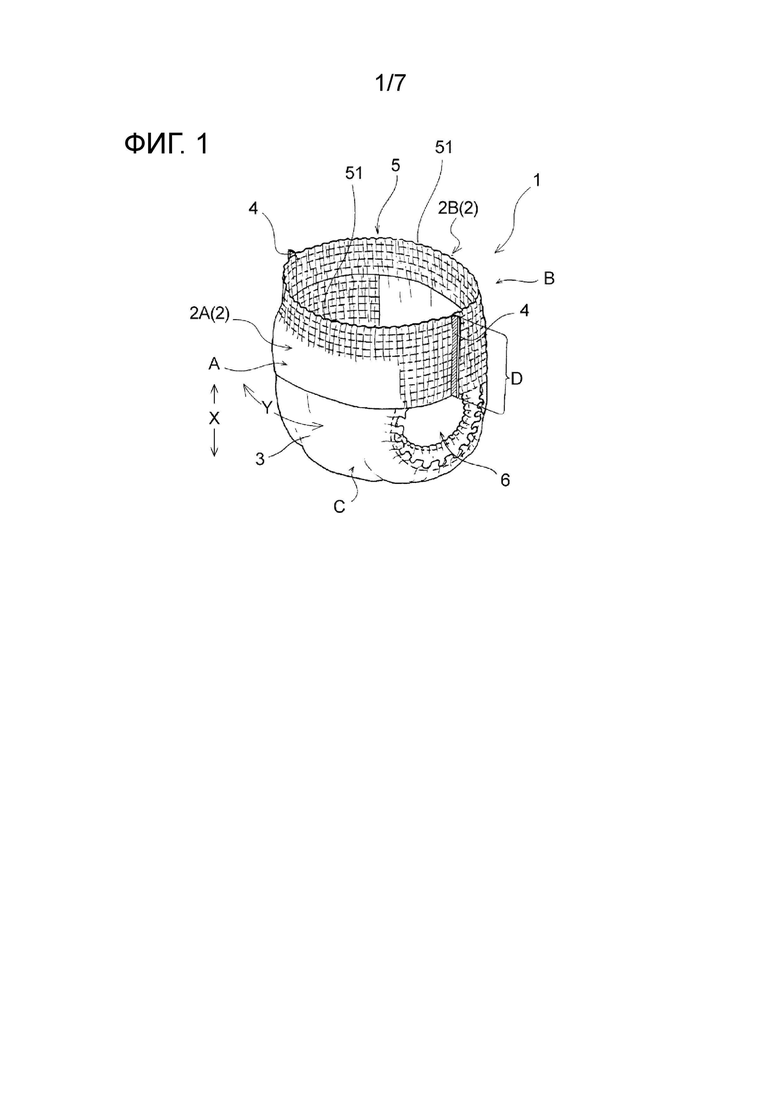
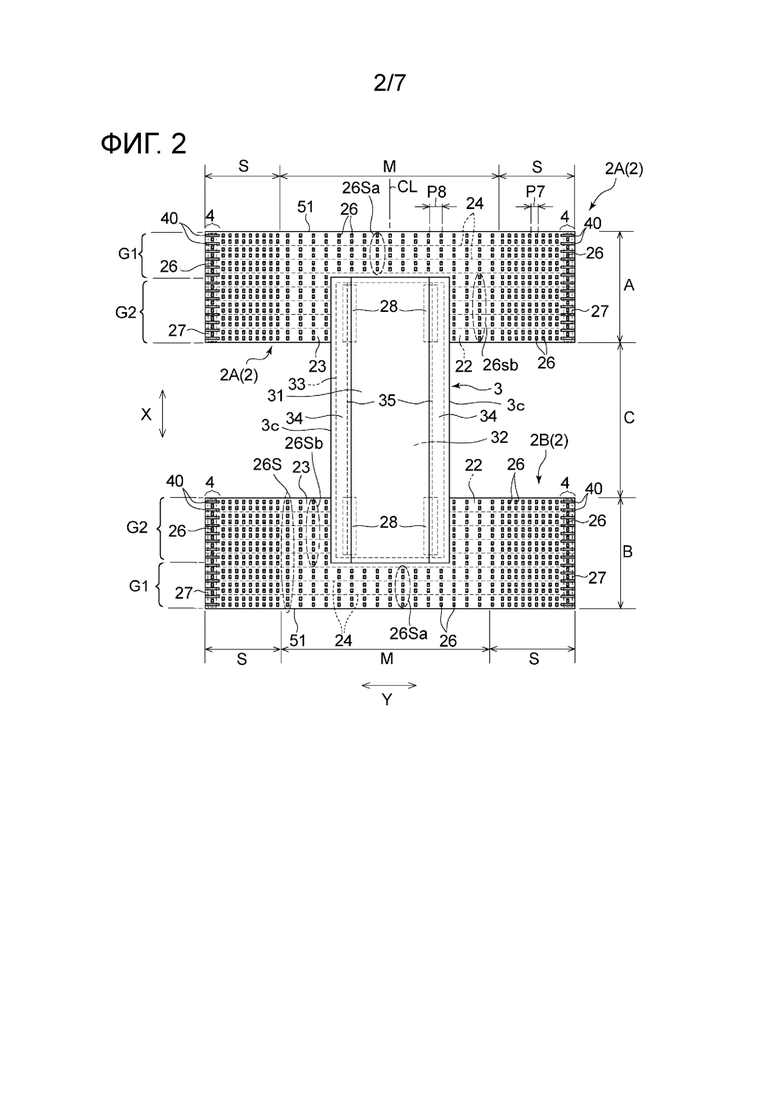
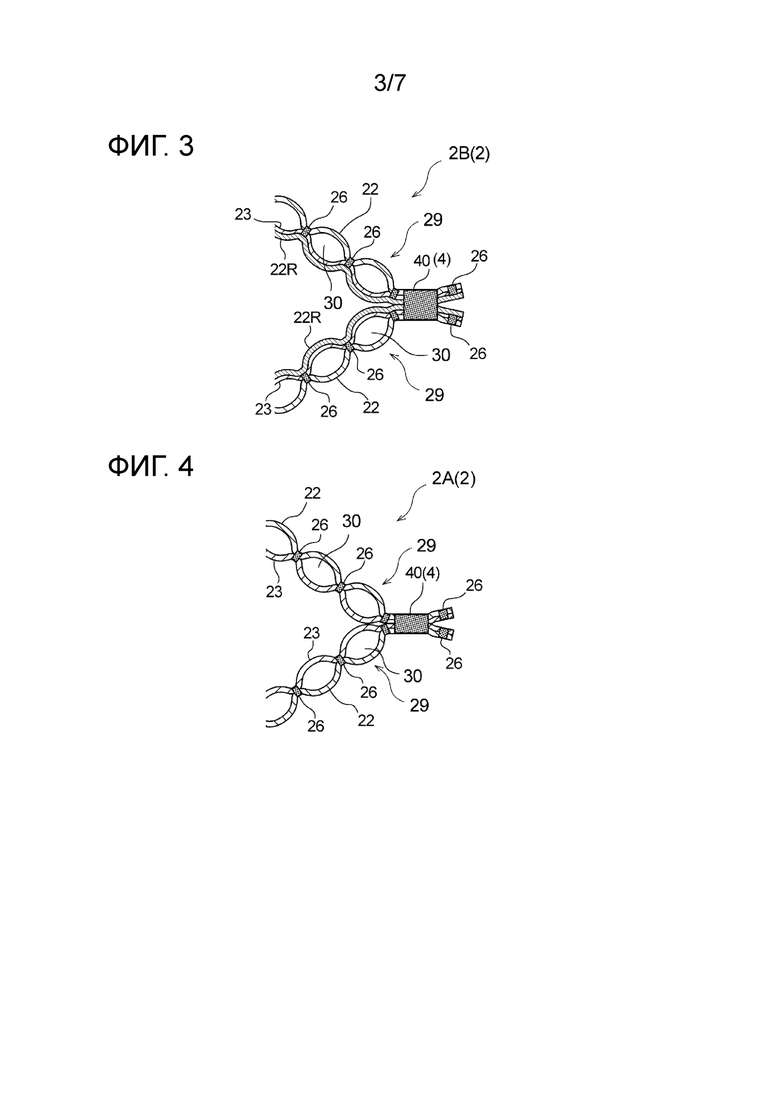
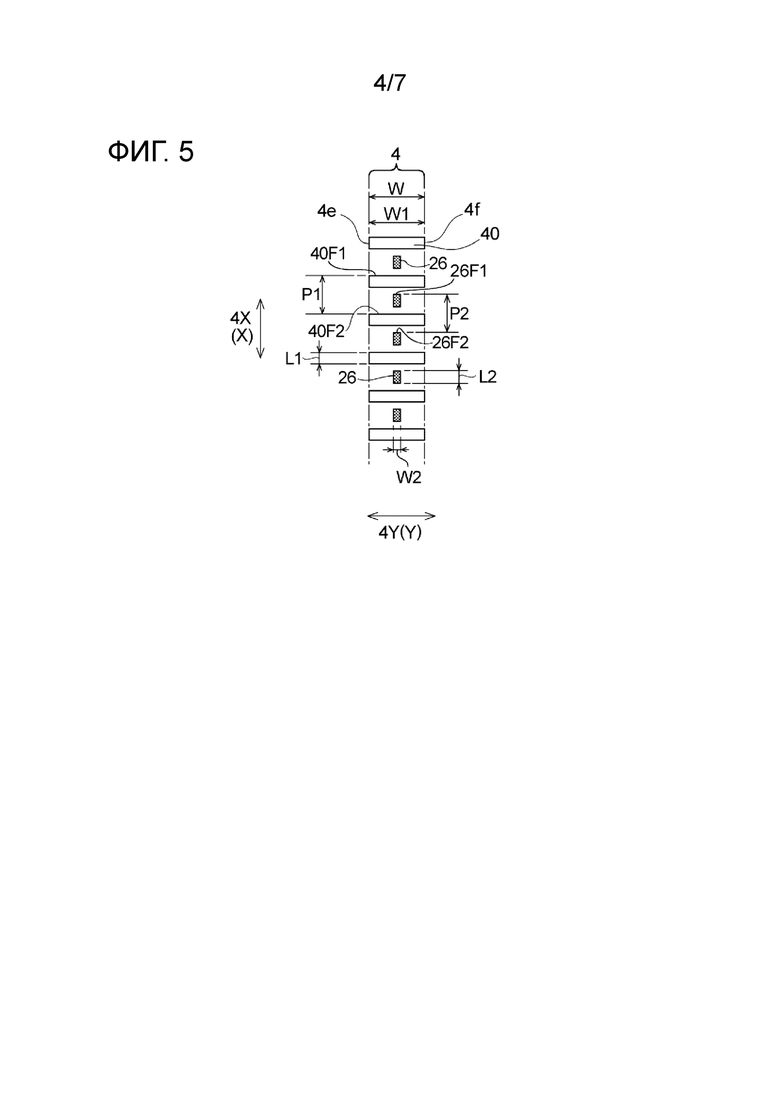
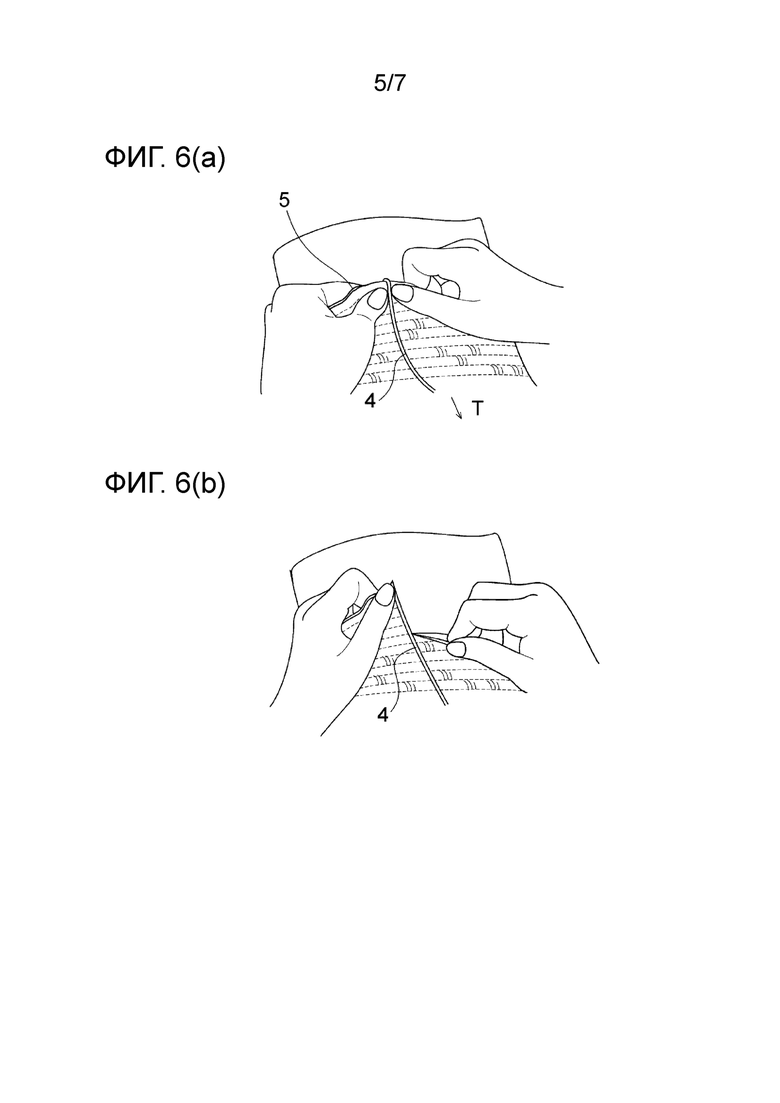
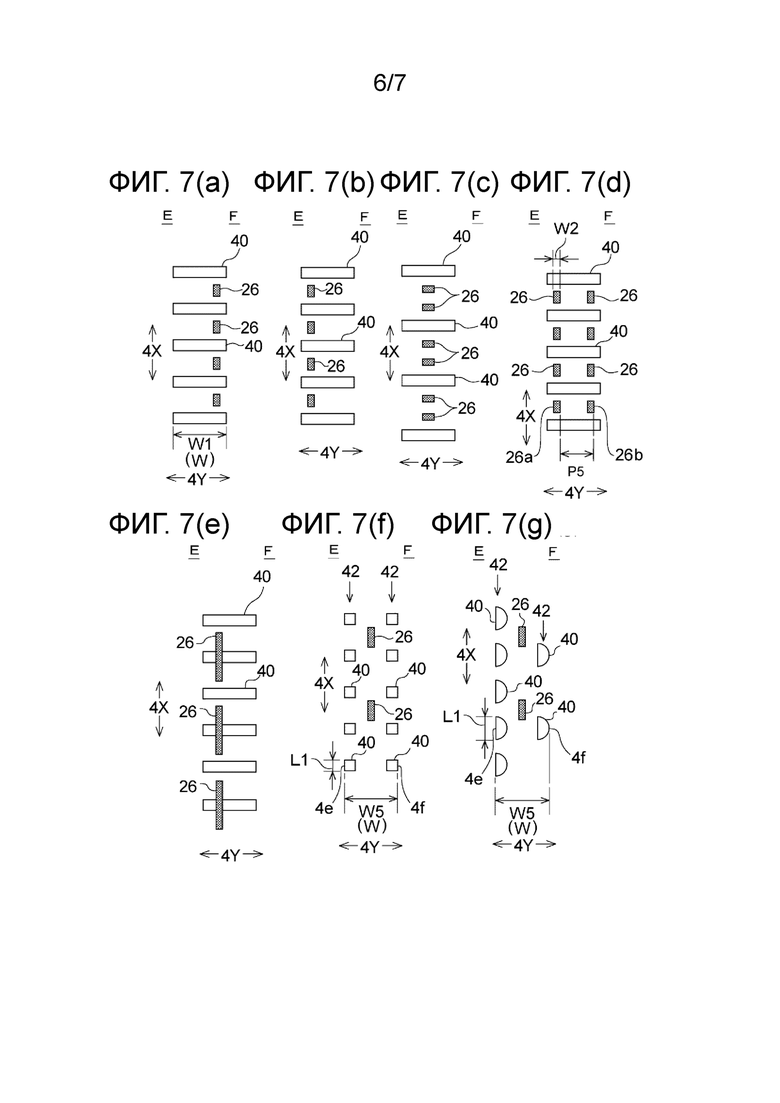
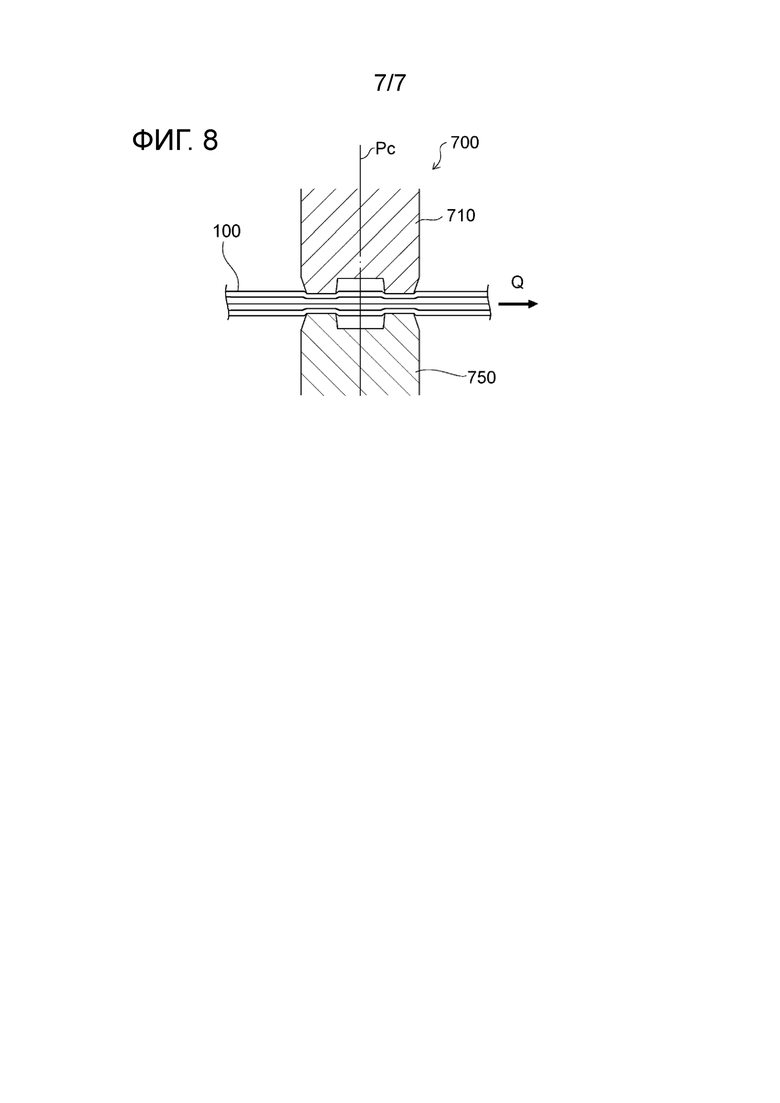
Натягиваемый предмет одежды (1) согласно настоящему изобретению содержит переднюю часть (A), расположенную с передней стороны пользователя во время носки, и заднюю часть (B), расположенную с задней стороны пользователя во время носки; и обе боковые стороны передней части (A), и обе боковые стороны задней части (B) соединены друг с другом с образованием пары боковых уплотнительных соединений (4), отверстия (5) для талии и пары отверстий (6) для ног. Боковое уплотнительное соединение (4) содержит соединенные области (40), в которых передняя часть (A) и задняя часть (B) соединены друг с другом; а боковое уплотнительное соединение (4) содержит область (26), скрепленную сплавлением, в которой по меньшей мере любое одно из множества составляющих листов для передней части (A) и из множества составляющих листов для задней части (B) соединены сплавлением. Длина (W2) области (26), скрепленной сплавлением, в направлении ширины бокового уплотнительного соединения (4) короче длины (W) бокового уплотнительного соединения (4) в направлении ширины бокового уплотнительного соединения (4). 13 з.п. ф-лы, 15 ил. 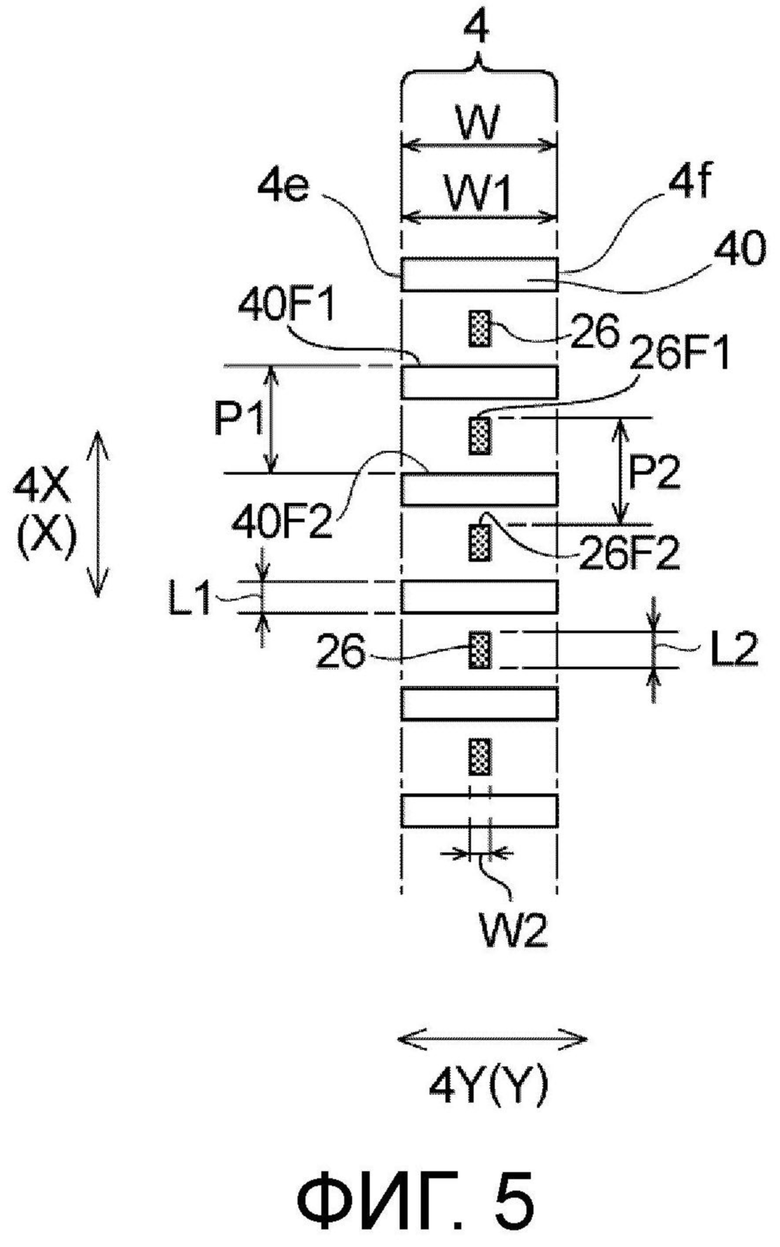
1. Натягиваемый предмет одежды, содержащий: переднюю часть, расположенную на передней стороне пользователя во время носки, и заднюю часть, расположенную на задней стороне пользователя во время носки; где обе боковые стороны передней части и обе боковые стороны задней части соединены друг с другом с образованием пары боковых уплотнительных соединений, отверстия для талии и пары отверстий для ног, в котором:
боковые уплотнительные соединения содержат соединенную область, в которой передняя часть и задняя часть соединены друг с другом; и область, скрепленную сплавлением, в которой по меньшей мере любое одно из множества составляющих листов для передней части и множества составляющих листов для задней части соединены сплавлением; и
длина области, скрепленной сплавлением, в направлении ширины бокового уплотнительного соединения короче длины бокового уплотнительного соединения в направлении ширины бокового уплотнительного соединения, причем
боковые уплотнительные соединения содержат область, скрепленную сплавлением, в передней части и в задней части; и
область, скрепленная сплавлением, передней части и область, скрепленная сплавлением, задней части расположены в различных положениях в направлении ширины бокового уплотнительного соединения.
2. Натягиваемый предмет одежды по п. 1, в котором область, скрепленная сплавлением, расположена внутрь от центрального положения бокового уплотнительного соединения в направлении ширины бокового уплотнительного соединения.
3. Натягиваемый предмет одежды по п. 1 или 2, в котором боковые уплотнительные соединения содержат множество соединенных областей, расположенных прерывисто в продольном направлении бокового уплотнительного соединения, и по меньшей мере одна из областей, скрепленных сплавлением, расположена между соединенными областями.
4. Натягиваемый предмет одежды по п. 1, в котором область, скрепленная сплавлением, передней части и область, скрепленная сплавлением, задней части выровнены в направлении ширины бокового уплотнительного соединения; область, скрепленная сплавлением, передней части и область, скрепленная сплавлением, задней части расположены в различных положениях в направлении ширины бокового уплотнительного соединения.
5. Натягиваемый предмет одежды по п. 1 или 2, в котором боковые уплотнительные соединения содержат множество соединенных областей, расположенных прерывисто в продольном направлении боковых уплотнительных соединений, и множество областей, скрепленных сплавлением, расположенных в общем пространстве, сформированном между соединенными областями, смежными по отношению друг к другу в продольном направлении.
6. Натягиваемый предмет одежды по п. 4, в котором область, скрепленная сплавлением, передней части и область, скрепленная сплавлением, задней части сформированы в общем пространстве, сформированном между соединенными областями, смежными по отношению друг к другу в продольном направлении бокового уплотнительного соединения.
7. Натягиваемый предмет одежды по п. 5, в котором множество областей, скрепленных сплавлением, выровнены в направлении ширины бокового уплотнительного соединения.
8. Натягиваемый предмет одежды по п. 5, в котором множество областей, скрепленных сплавлением, выровнены с одинаковыми интервалами в направлении ширины бокового уплотнительного соединения.
9. Натягиваемый предмет одежды по п. 8, в котором шаг расположения областей, скрепленных сплавлением, в направлении ширины бокового уплотнительного соединения в по меньшей мере два раза больше длины области, скрепленной сплавлением, в направлении ширины.
10. Натягиваемый предмет одежды по п. 1 или 2, в котором длина соединенной области в продольном направлении бокового уплотнительного соединения короче длины соединенной области в направлении ширины бокового уплотнительного соединения.
11. Натягиваемый предмет одежды по п. 1 или 2, в котором шаг расположения соединенных областей в продольном направлении бокового уплотнительного соединения длиннее, чем длина соединенной области в направлении ширины бокового уплотнительного соединения.
12. Натягиваемый предмет одежды по п. 1 или 2, в котором шаг расположения областей, скрепленных сплавлением, в продольном направлении бокового уплотнительного соединения короче шага расположения соединенных областей в продольном направлении бокового уплотнительного соединения.
13. Натягиваемый предмет одежды по п. 1 или 2, в котором, в разложенном, нестянутом состоянии натягиваемого предмета одежды, шаг расположения областей, скрепленных сплавлением, в направлении ширины натягиваемого предмета одежды короче по периферии бокового уплотнительного соединения в части, отличной от периферии бокового уплотнительного соединения.
14. Натягиваемый предмет одежды по п. 13, в котором, в разложенном, нестянутом состоянии натягиваемого предмета одежды, шаг расположения областей, скрепленных сплавлением, в направлении ширины натягиваемого предмета одежды короче в области, попадающей в диапазон 50 мм от наружной концевой части натягиваемого предмета одежды в направлении ширины до внутренней стороны в направлении ширины натягиваемого предмета одежды, чем в части, вне этого диапазона.
| JP 2017131451 A, 03.08.2017 | |||
| JP 2017012232 A, 19.01.2017 | |||
| WO 2017017831 A1, 02.02.2017 | |||
| ПОДГУЗНИК-ТРУСЫ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2002 |
|
RU2296547C2 |

