[0001] Настоящее изобретение относится к натягиваемому предмету одежды, включающему боковые уплотнения, и способ изготовления натягиваемого предмета одежды.
Уровень техники
[0002] Натягиваемый одноразовый подгузник, который включает абсорбирующий узел и наружное покрытие, образующее наружную поверхность предмета одежды, и в котором обе краевые части боковых сторон наружного покрытия в переднем сегменте и обе краевые части боковых сторон наружного покрытия в заднем сегменте присоединяются друг к другу, образуя пару боковых уплотнений, известен как натягиваемый предмет одежды в соответствующей области техники.
[0003] Как правило, когда пользователь снимает натягиваемый одноразовый подгузник со своего тела, пользователь натягивает боковое уплотнение, чтобы разорвать подгузник на передний сегмент и задний сегмент. Оказывается предпочтительным, чтобы боковое уплотнение было изготовлено приспособленным к легкому разрыву в целях быстрого снятия подгузника с тела пользователя, когда пользователь меняет подгузник после использования подгузника. Что касается свойств разрыва боковых уплотнений, например, патентный документ 1 описывает абсорбирующее изделие, в котором боковые уплотнения имеют три ступени прочности соединения сплавлением в целях совместимости между достаточной прочностью соединения сплавлением, которая позволяет подгузнику не сниматься, когда пользователь носит подгузник, и улучшением свойства разрыва.
[0004] Кроме того, в прошлом нагревательное роликовое устройство широко использовалось для соединения накладывающихся листов на стадиях изготовления абсорбирующего изделия, такого как одноразовый подгузник или гигиеническая салфетка, и боковые уплотнения, как правило, изготавливались нагревательным роликовым устройством, как описано ниже. Кроме того, в качестве альтернативного способа соединения, также известен способ осуществления соединения сплавлением посредством использования лазерного пучка. Например, патентный документ 2 описывает способ соединения сплавлением листов листового слоистого материала, в котором множество листов накладываются друг на друга и соединяются посредством направления лазерного пучка на листовой слоистый материал изнутри вращающегося ролика в процессе одновременной деформации листового слоистого материала и придания ему заданной формы вдоль окружной поверхности вращающегося ролика, который включает направляющие лазерный пучок устройства на своей окружной поверхности, и перемещения листового слоистого материала.
[0005] Как правило, натягиваемый одноразовый подгузник изготавливают, осуществляя несколько стадий. А именно, натягиваемый одноразовый подгузник изготавливают, осуществляя следующие стадии: стадия изготовления непрерывной полосы подгузников, в которой подгузники ориентируются в одном направлении (направление перемещения); стадия соединения наружного покрытия стороны переднего сегмента и наружного покрытия стороны заднего сегмента, которые накладываются в тех частях непрерывной полосы подгузников, в которых должны образовываться боковые уплотнения, посредством соединительного устройства, такого как нагревательное роликовое устройство; и стадия разделения непрерывной полосы подгузников на индивидуальные подгузники посредством разрезания соединенной части наружных покрытий режущим устройством, таким как резак. Боковые уплотнения традиционного натягиваемого одноразового подгузника, который изготавливается этим способом, образуются таким образом, что краевые части боковых сторон переднего сегмента и краевые части боковых сторон заднего сегмента накладываются так, что они соответствуют друг другу. Поскольку гребень наложенной части дополнительно выступает наружу из периферической части подгузника, гребень наложенной части может легко обнаруживаться визуально.
Список цитируемой литературы
Патентная литература
[0006] Патентный документ 1: японская патентная заявка JP 2001-120595 A
Патентный документ 2: японская патентная заявка JP 2010-188629 A
Патентный документ 3: японская патентная заявка JP 2000-14697 A
Сущность изобретения
[0007] В последние годы для натягиваемого одноразового подгузника требуется такой же внешний вид, как для обычного нижнего белья. Однако поскольку натягиваемый одноразовый подгузник включает боковые уплотнения, которые не присутствуют в обычном нижнем белье, а традиционные боковые уплотнения дополнительно выступают наружу из периферической части подгузника, эти боковые уплотнения оказываются весьма заметными и портят внешний вид подгузника. По этой причине вряд ли можно сказать, что натягиваемый одноразовый подгузник имеет такой же внешний вид, как нижнее белье.
[0008] Кроме того, поскольку ширина соединения наружного покрытия велика, и наружное покрытие в значительной степени сжимается во время соединения, имеющиеся боковые уплотнения, которые получаются на вышеупомянутых стадиях изготовления, вероятно, должны быть относительно жесткими. По этой причине остается место для повышения уровня комфорта при ношении и текстуры наружной поверхности.
[0009] Кроме того, когда пользователь снимает натягиваемое абсорбирующее изделие, такое как натягиваемый одноразовый подгузник, чтобы снять натягиваемое абсорбирующее изделие, пользователь разрывает боковые уплотнения в продольном направлении. Однако в то время, когда пользователь разрывает боковые уплотнения в продольном направлении, разрыв листа может распространяться и в поперечном направлении, и разрыв листа может достигать внутренней части подгузника под боковым уплотнением или может достигать поперечного бокового края подгузника. Когда образуется поперечный разрыв, оказывается затруднительным плавный разрыв бокового уплотнения в продольном направлении, и, например, пользователь должен прилагать усилие, чтобы снова разорвать боковое уплотнение в продольном направлении. По этой причине требуется усилие для разрыва бокового уплотнения. Способ модификации рисунка соединяемой сплавлением части, которая образуется на боковом уплотнении, и способ образования второй соединительной области, проходящей в вертикальном направлении параллельно боковому уплотнению (см. патентный документ 3) предлагаются в качестве средства предотвращения поперечного разрыва. Однако поскольку ширина бокового уплотнения уменьшается в способе модификации рисунка соединяемой сплавлением части, которая образуется на боковом уплотнении, оказывается затруднительным создание натягиваемого абсорбирующего изделия, у которого внешний вид напоминает внешний вид нижнего белья. Кроме того, в способе образования второй соединительной области также оказывается затруднительным создание натягиваемого абсорбирующего изделия, у которого внешний вид напоминает внешний вид нижнего белья.
[0010] Соответственно, настоящее изобретение предлагает натягиваемый предмет одежды, который имеет превосходный внешний вид, включает боковые уплотнения, превосходные по гибкости или текстуре, и проявляет устойчивость к поперечным разрывам, когда разрываются боковые уплотнения.
[0011] Настоящее изобретение предлагает натягиваемый предмет одежды, который включает наружное покрытие, образующее наружную поверхность предмета одежды, причем обе краевые части боковых сторон наружного покрытия переднего сегмента и обе краевые части боковых сторон наружного покрытия заднего сегмента присоединяются друг к другу, образуя пару боковых уплотнений, отверстие для талии и пару отверстий для ног. Каждое из боковых уплотнений включает краевую часть уплотнения, причем краевая часть наружного покрытия переднего сегмента и краевая часть наружного покрытия заднего сегмента присоединяются друг к другу посредством непрерывной линейной соединяемой сплавлением части, проходящей в продольном направлении бокового уплотнения. В поперечном сечении, перпендикулярном направлению, в котором проходит боковое уплотнение, когда направление, проходящее от приближенной к коже пользователя стороны к удаленной от кожи пользователя стороне предмета одежды, называется направлением изнутри наружу, и направление, перпендикулярное направлению изнутри наружу, называется направлением толщины, соединяемая сплавлением часть включает узкую секцию, которая образуется в ее средней части в направлении толщины, которая имеет малую ширину в направлении изнутри наружу. Узкая секция представляет собой секцию, где широкие секции располагаются на обеих сторонах узкой секции в направлении толщины, и ширина широкой секции является большей чем ширина узкой секции.
[0012] Кроме того, настоящее изобретение предлагает способ изготовления натягиваемого предмета одежды. Способ согласно настоящему изобретению включает стадию наложения-приложения давления, включающую приложение давления к части непрерывного наружного покрытия, где должно образовываться боковое уплотнение, в состоянии, в котором накладываются сторона переднего сегмента и сторона заднего сегмента; и стадию образования бокового уплотнения, включающую разделение наружного покрытия посредством облучения части, в которой должно образовываться боковое уплотнение, и которая находится в сжатом состоянии, лазерным пучком через пропускающий пучок участок, который проходит в направлении, пересекающем направление перемещения наружного покрытия, и в результате этого разрезается и отделяется наружное покрытие, и соединяются сплавлением краевые части разрезанного слоистого наружного покрытия, которые были образованы посредством разрезания/отделения. На стадии образования бокового уплотнения используется опорный элемент, причем соотношение ширины пропускающего пучок участка и диаметра пятна лазерного пучка регулируется таким образом, что образуется соединяемая сплавлением часть, включающая узкую секцию и широкую секцию.
Краткое описание чертежей
[0013] [Фиг. 1] Фиг. 1 представляет перспективное изображение, схематически иллюстрирующее натягиваемый одноразовый подгузник, который представляет собой натягиваемый предмет одежды согласно варианту осуществления настоящего изобретения.
[Фиг. 2] Фиг. 2 представляет изображение поперечного сечения, схематически иллюстрирующее поперечное сечение, проведенное вдоль линии I-I на фиг. 1.
[Фиг. 3] Фиг. 3 представляет вид сверху, схематически иллюстрирующий состояние, в котором подгузник, проиллюстрированный на фиг. 1, является развернутым и растянутым.
[Фиг. 4] Фиг. 4 представляет изображение поперечного сечения, иллюстрирующее поперечное сечение, которое демонстрирует боковые уплотнения подгузника, проиллюстрированного на фиг. 1, а также окрестности боковых уплотнений, и проведенное перпендикулярно направлению, в котором проходят боковые уплотнения.
[Фиг. 5] Фиг. 5 представляет перспективное изображение, схематически иллюстрирующее стадии изготовления непрерывной полосы подгузников в производстве подгузника, проиллюстрированного на фиг. 1.
[Фиг. 6] Фиг. 6 представляет перспективное изображение, иллюстрирующее соединительное устройство лазерного типа, которое предпочтительно используется для изготовления натягиваемого предмета одежды согласно настоящему изобретению, и аспект, в котором непрерывная полоса подгузников разрезается при плавлении соединительным устройством лазерного типа.
[Фиг. 7] Фиг. 7(a)-7(c) представляют диаграммы, иллюстрирующие аспект, в котором непрерывная полоса подгузников (непрерывное наружное покрытие) разделяется, и, в то же самое время боковые уплотнения (краевые части уплотнения) образуются соединительным устройством лазерного типа, которое проиллюстрировано на фиг. 6.
[Фиг. 8] Фиг. 8(a)-8(d) представляют схематические изображения, иллюстрирующие изменение сжатого состояния заданной части, на которую должен направляться лазерный пучок, и изменение формы соединяемой сплавлением части, которое происходит, когда изменяется соотношение ширины щелеобразного отверстия (пропускающего пучок участка) и диаметра пятна лазерного пучка.
[Фиг. 9] Фиг. 9 представляет график, иллюстрирующий изменение прочности соединения сплавлением, когда изменяется соотношение ширины щелеобразного отверстия (пропускающего пучок участка) и диаметра пятна лазерного пучка.
[Фиг. 10] Фиг. 10(a) и 10(b) представляют изображения поперечного сечения, иллюстрирующие поперечное сечение, которое демонстрирует боковые уплотнения подгузника согласно еще одному варианту осуществления настоящего изобретения и окрестности боковых уплотнений и проходит перпендикулярно направлению, в котором проходят боковые уплотнения.
Описание вариантов осуществления
[0014] Далее настоящее изобретение будет описано со ссылкой на чертежи на основе соответствующих предпочтительных вариантов осуществления. Как проиллюстрировано на фиг. 1-3, натягиваемый одноразовый подгузник 1, который представляет собой натягиваемый предмет одежды согласно варианту осуществления настоящего изобретения, представляет собой натягиваемый одноразовый подгузник, который включает абсорбирующий узел 2 и наружное покрытие 3, образующее наружную поверхность предмета одежды. В натягиваемом одноразовом подгузнике обе краевые части боковых сторон A1 и A1, которые проходят в продольном направлении X, наружного покрытия 3 в переднем сегменте F (передняя часть 1A), и обе краевые части боковых сторон B1 и B1, которые проходят в продольном направлении X, наружного покрытия 3 в заднем сегменте R (задний сегмент 1B) присоединяются друг к другу, образуя пару боковых уплотнений 4 и 4, отверстие для талии 8 и пару отверстий для ног 9 и 9. Наружное покрытие 3 располагается на не обращенной к коже стороне абсорбирующего узла 2 и фиксирует абсорбирующий узел 2.
[0015] Подгузник 1 имеет продольное направление X, соответствующее направлению пользователя перед-зад, и поперечное направление Y, перпендикулярное продольному направлению X на виде сверху, где подгузник находится в развернутом и растянутом состоянии, как проиллюстрировано на фиг. 3. Подгузник 1 можно разделить на промежностный сегмент 1C, который покрывает область промежности, когда пользователь носит подгузник, передний сегмент 1A, который располагается спереди от промежностного сегмента 1C в продольном направлении X, и задний сегмент 1B, который располагается сзади от промежностного сегмента 1C в продольном направлении X. Вогнутые вырезанные части, которые составляют отверстия для ног 9 и 9, образуются в обеих поперечных боковых краевых частях, которые проходят в продольном направлении X, наружного покрытия 3 в промежностном сегменте 1C. Кроме того, как проиллюстрировано на фиг. 3, подгузник 1 можно разделить на передний сегмент F и задний сегмент R виртуальной центральной линией CL, которая разделяет подгузник 1 на два сегмента в продольном направлении X.
[0016] При этом в настоящем описании обращенная к коже поверхность представляет собой поверхность натягиваемого предмета одежды или его компонента (например, абсорбирующего узла), которая обращена к кожа пользователя, когда пользователь носит натягиваемый предмет одежды, и не обращенная к коже поверхность представляет собой поверхность натягиваемого предмета одежды или его компонента, которая обращена в сторону (сторона верхней одежды) противоположную коже пользователя, когда пользователь носит натягиваемый предмет одежды. В подгузнике 1 продольное направление X соответствует направлению (продольное направление) вдоль длинной стороны одноразового подгузника или абсорбирующего узла 2, который представляет собой компонент одноразового подгузника, а поперечное направление Y соответствует направлению ширины одноразового подгузника или абсорбирующего узла 2, который представляет собой компонент одноразового подгузника.
[0017] Как проиллюстрировано на фиг. 3, абсорбирующий узел 2 имеет продолговатую форму, которая является относительно удлиненной в одном направлении (продольное направление X). Абсорбирующий узел 2 включает верхний лист (не проиллюстрировано на чертеже), который образует обращенную к коже поверхность, нижний лист (не проиллюстрировано на чертеже), который образует не обращенную к коже поверхность, и удерживающий жидкость абсорбирующий элемент (не проиллюстрировано на чертеже), который располагается между верхним листом и нижним листом. Абсорбирующий элемент имеет форму, которая является удлиненной в направлении, представляющем собой продольное направление X. Абсорбирующий узел 2 присоединяется к средней части наружного покрытия 3 общеизвестными соединительными средствами (связующее вещество или подобное средство) таким образом, что продольное направление абсорбирующего узла 2 соответствует продольному направлению X подгузника 1, который находится в развернутом и растянутом состоянии. Здесь, развернутое и растянутое состояние означает состояние, в котором боковые уплотнения растягиваются и отделяются, чтобы развернуть подгузник, и эластичные элементы каждой части растягиваются таким образом, что развернутый подгузник растягивается до заданных размеров (которые представляют собой такие же размеры, как размеры подгузника, при растягивании в плоской форме без воздействия эластичных элементов каждой части).
[0018] Как проиллюстрировано на фиг. 2 и 3, наружное покрытие 3 включает наружный лист 31, который образует наружную поверхность подгузника 1 (не обращенная к коже поверхность наружного покрытия 3), внутренний лист 32, который располагается на стороне внутренней поверхности наружного листа 31 и образует внутреннюю поверхность подгузника 1 (обращенная к коже поверхность наружного покрытия 3), и множество нитеобразных и лентообразных эластичных элементов 5, 6 и 7, которые фиксируются между наружным листом 31 и внутренним листом 32 посредством связующего вещества. Наружный лист 31 и внутренний лист 32 присоединяются друг к другу в заданных частях посредством связующего вещества или термосваривания (не проиллюстрировано на чертеже).
[0019] Наружное покрытие 3 (наружный лист 31 и внутренний лист 32) включает полимерный материал и состоит из полимерного материала, служащего в качестве основного компонента. Примеры наружного покрытия 3 (наружный лист 31 и внутренний лист 32) включают элемент, в котором содержится термоплавкий синтетический полимер, такой как полиэтилен, полиэтилентерефталат или полипропилен, в качестве полимерного материала, и который составляет нетканое полотно, пленка, слоистый лист из нетканого полотна и пленки и т. п. Примеры нетканого полотна представляют собой полученное воздушной набивкой нетканое полотно, горячекатаное нетканое полотно, гидросплетенное нетканое полотно, фильерное нетканое полотно, полученное аэродинамическим способом из расплава нетканое полотно и слоистый материал, в котором одно, два или большее число таких полотен наслаиваются таким образом, что образуются два или более слоев.
[0020] Как проиллюстрировано на фиг. 2, в паре боковых уплотнений 4 и 4 в подгузнике 1 присутствуют краевые части уплотнения 41, где краевые части наружного покрытия 3 в переднем сегменте F и краевые части наружного покрытия 3 в заднем сегменте R присоединяются друг к другу посредством непрерывных линейных соединяемых сплавлением частей 40, которые проходят в продольном направлении бокового уплотнения 4. Краевая часть уплотнения 41 подгузника 1 непрерывно проходит на протяжении всей длины части каждого из боковых уплотнений 4 и 4 между отверстием для талии 8 и отверстием для ноги 9. Соединяемая сплавлением часть 40 краевой части уплотнения 41 образуется посредством плавления и затвердевания полимеров, образующих множество листов (наружный лист 31 и внутренний лист 32), причем наружное покрытие 3 образуется, когда накладываются краевые части этих листов.
[0021] В поперечном сечении, перпендикулярном направлению, в котором проходит боковое уплотнение 4, когда направление, проходящее от приближенной к коже пользователя стороны к удаленной от кожи пользователя стороне предмета одежды, называется направлением изнутри наружу P, и направление, перпендикулярное направлению изнутри наружу P называется направлением толщины Q, как проиллюстрировано на фиг. 2 и 4, соединяемая сплавлением часть 40 каждой краевой части уплотнения 41 включает узкую секцию 4F, которая образуется в ее средней части в направлении толщины Q, и которая имеет малую ширину W в направлении изнутри наружу P, и узкая секция 4F представляет собой такую секцию, что широкие секции 4A и 4B располагаются по обеим сторонам от узкой секции 4F в направлении толщины Q, и ширина W широкой секции 4A составляет более чем ширина узкой секции. Когда соединяемая сплавлением часть 40 разделяется на пять областей в направлении толщины Q, таким образом, что полная толщина td соединяемой сплавлением части 40, которая измеряется после того, как положение конца 4a соединяемой сплавлением части 40, которому соответствует передний сегмент F, и положение конца 4b соединяемой сплавлением части 40, которому соответствует задний сегмент R, совмещаются друг с другом в направлении изнутри наружу P, разделяется на пять равных областей, средняя часть соединяемой сплавлением части 40 в направлении толщины Q соответствует трем средним областям, как проиллюстрировано на фиг. 4.
[0022] Как проиллюстрировано на фиг. 4, узкая секция 4F согласно этому варианту осуществления образуется в части соединяемой сплавлением части 40, где граница 3F наружного покрытия присутствует в направлении толщины Q.
Здесь, как проиллюстрировано на фиг. 4, граница 3F наружного покрытия представляет собой границу между частью наружного покрытия 3, которой соответствует передний сегмент F, и частью наружного покрытия 3, которой соответствует задний сегмент R, которые присоединяются сплавлением друг к другу в соединяемой сплавлением части 40. Граница наружного покрытия может быть установлена таким образом, что оказывается невозможным обнаружение границы наружного покрытия в соединяемой сплавлением части 40, или оказывается затруднительным обнаружение границы наружного покрытия в соединяемой сплавлением части 40. В этом случае граница части наружного покрытия, к которой прилегает соединяемая сплавлением часть 40 или часть соединяемой сплавлением части 40, присутствующая на линии продолжения границы, называется границей 3F наружного покрытия.
[0023] Как проиллюстрировано на фиг. 4, согласно этому варианту осуществления, наружный край 4g соединяемой сплавлением части 40 в направлении изнутри наружу P имеет форму поперечного сечения, которая изгибается таким образом, что она является выпуклой внутрь в направлении изнутри наружу P в поперечном сечении, которое является перпендикулярным направлению, в котором проходит боковое уплотнение 4. Более подробно, наружный край 4g соединяемой сплавлением части 40 включает имеющую высокую кривизну часть, которая образуется вблизи средней части соединяемой сплавлением части 40 в направлении толщины Q, и у которой радиус кривизны составляет менее чем радиусы кривизны других частей соединяемой сплавлением части, и ширина W значительно уменьшается в части соединяемой сплавлением части 40, которая включает имеющую высокую кривизну, таким образом, что образуется вышеупомянутая узкая секция 4F. Внутренняя часть в направлении изнутри наружу P представляет собой направление, которое проходит к коже пользователя.
Кроме того, как проиллюстрировано на фиг. 4, согласно этому варианту осуществления, внутренний край 4n соединяемой сплавлением части 40 в направлении изнутри наружу P также имеет форму поперечного сечения, которая выступает таким образом, что она является выпуклой внутрь в направлении изнутри наружу P. Соответственно, соединяемая сплавлением часть 40 имеет серповидную форму поперечного сечения в целом.
[0024] Поскольку в подгузнике 1 согласно этому варианту осуществления присутствует узкая секция 4F между широкой секцией 4A, расположенной на стороне переднего сегмента F, и широкой секцией 4B, расположенный на стороне заднего сегмента R, соединяемая сплавлением часть 40 разрывается в узкой секции 4F, и боковое уплотнение 4 надежно разрывается в соответствующем продольном направлении, когда разрывается боковое уплотнение. Соответственно, оказывается возможным предотвращение образования поперечного разрыва в боковом уплотнении 4. Кроме того, поскольку является затруднительным образование поперечного разрыва в боковом уплотнении, в случае подгузника 1, оказывается возможным легкое и плавное снятие подгузника после использования.
[0025] В целях надежного предотвращения поперечного разрыва бокового уплотнения 4, оказывается предпочтительным, что узкая секция 4F образуется в той части, где граница 3F наружного покрытия присутствует в направлении толщины Q соединяемой сплавлением части 40, согласно этому варианту осуществления.
Кроме того, с той же самой точки зрения, в соединяемой сплавлением части 40 минимальная ширина Wc узкой секции 4F составляет предпочтительно 95% или менее, предпочтительнее 90% или менее и предпочтительно 20% или более, предпочтительнее 30% или более и предпочтительно 20% до 95%, предпочтительнее 30% до 90% максимальной ширины Wa и Wb широких секций 4A и 4B, которые присутствуют по обеим сторонам узкой секции 4F.
Кроме того, минимальная ширина Wc узкой секции 4F соединяемой сплавлением части 40 составляет предпочтительно 3 мм или менее и предпочтительнее 2 мм или менее.
[0026] Как описано выше, боковое уплотнение 4 подгузника 1 согласно этому варианту осуществления включает краевую часть уплотнения 41, причем краевые части наружного покрытия 3 в переднем сегменте F и краевые части наружного покрытия 3 в заднем сегменте R присоединяются друг к другу посредством непрерывной линейной соединяемой сплавлением части 40, которая проходит в продольном направлении бокового уплотнения. Соответственно, по сравнению со структурой, в которой множество соединяемых сплавлением частей, проходящих в направлении ширины подгузника, образуются в продольном направлении бокового уплотнения 4, или соединяемые сплавлением части, проходящие в направлении ширины подгузника, и соединяемые сплавлением части, проходящие в продольном направлении бокового уплотнения, образуются в форме решетки, ширина соединения соединяемой сплавлением части наружного покрытия является небольшой, и углы и другие фрагменты соединяемых сплавлением частей не вступают в контакт с кожей, когда боковое уплотнение сжимается. По этой причине, поскольку боковое уплотнение, вероятно, является относительно гибким, подгузник также является превосходным в отношении комфорта при ношении и текстуры своей наружной поверхности. Поскольку длина части бокового уплотнения 4, которая выступает наружу на уровне талии, является небольшой, подгузник также является превосходным в отношении внешнего вида.
[0027] Что качается гибкости, текстуры, внешнего вида и других характеристик бокового уплотнения, полная ширина Wd соединяемой сплавлением части 40 в направлении изнутри наружу P составляет предпочтительно 95% или менее, предпочтительнее 50% или менее и предпочтительно 10% или более, предпочтительнее 30% или более и предпочтительно от 10% до 95%, предпочтительнее от 30% до 50% полной толщины td вышеупомянутой соединяемой сплавлением части 40.
Кроме того, полная ширина Wd соединяемой сплавлением части 40 составляет предпочтительно 3 мм или менее и предпочтительнее 2 мм или менее. Полная ширина Wd соединяемой сплавлением части 40 представляет собой расстояние, которое измеряется в направлении изнутри наружу P, между концом 4c соединяемой сплавлением части 40, который располагается на внутренней стороне в направлении изнутри наружу P, и концами 4a и 4b соединяемой сплавлением части 40, которые располагаются на наружной стороне в направлении изнутри наружу P.
[0028] В подгузнике 1 согласно этому варианту осуществления наружный край 4g соединяемой сплавлением части 40 имеет форму, которая изгибается внутрь в направлении изнутри наружу P. По этой причине, когда пользователь носит подгузник 1, видимость соединяемой сплавлением части 40 может уменьшаться. Соответственно, по своему внешнему виду подгузника 1 становится более похожим на нижнее белье. Кроме того, поскольку соединяемая сплавлением часть 40 включает узкую секцию 4F, повышается гибкость соединяемой сплавлением части 40, и дополнительно размягчается текстура подгузника 1.
[0029] Ширина W и полная толщина td соединяемой сплавлением части 40 измеряются посредством наблюдения поперечного сечения соединяемой сплавлением части 40, которое осуществляется при увеличении от 50-кратного до 200-кратного с помощью микроскопа (товарное наименование VHX-1000, производитель KEYENCE Corporation) в условиях, в которых передний сегмент 1A и задний сегмент 1B накладываются, как проиллюстрировано на фиг. 4, но нагрузка не прилагается. Кроме того, ширина W и полная толщина td соединяемой сплавлением части 40 измеряются после того, как положение конца 4a соединяемой сплавлением части 40, расположенного на стороне переднего сегмента F, и положение конца 4b соединяемой сплавлением части 40, расположенного на стороне заднего сегмента R, совмещаются друг с другом в направлении изнутри наружу P как проиллюстрировано на фиг. 4.
Оказывается предпочтительным, что средние значения измеряемых величин ширины W, полной толщины td и других параметров, которые измеряются в поперечных сечениях в трех или более различных положениях в направлении вдоль бокового уплотнения 4, используются как ширина W, полная толщина td и другие соответствующие параметры; и оказывается предпочтительным, что соответствующие размеры измеряются с точностью до двух десятичных знаков.
[0030] Вышеупомянутый подгузник 1 можно изготавливать, осуществляя, например, способ изготовления, который описывается ниже, и который представляет собой способ изготовления натягиваемого предмета одежды согласно варианту осуществления настоящего изобретения.
Способ изготовления подгузника 1 согласно этому варианту осуществления включает стадию наложения-приложения давления, включающую приложение давление к части непрерывного наружного покрытия 3, где должно образовываться боковое уплотнение, в состоянии, в котором накладываются сторона переднего сегмента и сторона заднего сегмента; и стадию образования бокового уплотнения, включающую разделение наружного покрытия 3 посредством облучения части, в которой должно образовываться боковое уплотнение 4, и которая находится в сжатом состоянии, лазерным пучком через пропускающий пучок участок 27, который проходит в направлении, пересекающем направление перемещения A наружного покрытия 3, и в результате этого разрезается и отделяется наружное покрытие, и соединяются сплавлением краевые части разрезанного слоистого наружного покрытия, которые образуются посредством разрезания/отделения. Кроме того, способ включает стадию фиксации абсорбирующего узла, на которой к абсорбирующему узлу 2 прикрепляется непрерывное наружное покрытие 3 (наружный лист 31 и внутренний лист 32), перед стадией наложения-приложения давления.
[0031] Более конкретно, как проиллюстрировано на фиг. 5, на стадии наложения-приложения давления способа изготовления подгузника 1 непрерывное наружное покрытие 3 (наружный лист 31 и внутренний лист 32) складывается в направлении своей ширины таким образом, что накладываются сторона переднего сегмента и сторона заднего сегмента непрерывного наружного покрытия 3, к которому прикрепляется абсорбирующий узел 2. Соответственно, изготавливается "непрерывная полоса подгузников 10, в которых заготовки натягиваемых одноразовых подгузников, где отсутствуют боковые уплотнения, выстраиваются в одном направлении". Затем, как проиллюстрировано на фиг. 6, на стадии образования бокового уплотнения, непрерывное наружное покрытие 3 непрерывной полосы подгузников 10 разделяется (разрезается при плавлении) на индивидуальные детали посредством направления лазерного пучка 30 и резки краевых частей, которые образуются в результате разделения непрерывного наружного покрытия, и множество слоистых наружных покрытий 3 (наружный лист 31 и внутренний лист 32) соединяются сплавлением друг с другом, таким образом, что непрерывно изготавливаются натягиваемые одноразовые подгузники 1, включающие наружное покрытие 3, в котором присутствует пара боковых уплотнений 4 и 4.
[0032] Более подробно, сначала, как проиллюстрировано на фиг. 5, множество эластичных элементов для талии 5, которые образуют сборки на талии, множество расположенных ниже талии эластичных элементов 6, которые образуют расположенные ниже талии сборки, и множество эластичных элементов для ног 7, которые образуют сборки на ногах, помещаются между непрерывным наружным листом 31, который непрерывно поступает с рулона исходного полотна (не проиллюстрировано на чертеже), и непрерывным внутренним листом 32, который непрерывно поступает с рулона исходного полотна (не проиллюстрировано на чертеже), таким образом, что они растягиваются с заданным коэффициентом растяжения. В этом случае эластичные элементы для ног 7 располагаются таким образом, что они образуют заданный рисунок для ног посредством известной направляющей качания (не проиллюстрировано на чертеже), которая совершает возвратно-поступательные движения в направлении, перпендикулярном направлению перемещения листа. Кроме того, перед тем, как накладываются непрерывный наружный лист 31 и непрерывный внутренний лист 32, термоплавкое связующее вещество наносится на заданные части на одну или обе поверхности, которые обращены друг к другу, непрерывного наружного листа 31 и непрерывного внутреннего листа 32 посредством устройства для нанесения связующего вещества (не проиллюстрировано на чертеже). При этом, когда эластичные элементы, такие как эластичные элементы талии 5 и расположенные ниже талии эластичные элементы 6, располагаются в растянутом состоянии таким образом, что они пересекают части, которые должны быть разделены посредством направления лазерного пучка (части, где должны образовываться боковые уплотнения 4, части, подлежащие разделению, обозначаются условным номером 1°C на фиг. 7) обоих листов, включая непрерывный наружный лист 31 и непрерывный внутренний лист 32, оказывается предпочтительным, что связующее вещество наносится на части или их окрестности, чтобы исключить проблемы, такие как значительное сжатие разделенных эластичных элементов или разделение эластичных элементов. Перед тем, как эластичные элементы талии 5 и расположенные ниже талии эластичные элементы 6 располагаются между непрерывным наружным листом 31 и непрерывным внутренним листом 32, термоплавкое связующее вещество можно периодически наносить на эластичные элементы талии 5 и расположенные ниже талии эластичные элементы 6 посредством устройства для нанесения связующего вещества (не проиллюстрировано на чертеже).
[0033] Затем, как проиллюстрировано на фиг. 5, непрерывный наружный лист 31 и непрерывный внутренний лист 32, между которыми помещаются эластичные элементы талии 5, расположенные ниже талии эластичные элементы 6 и эластичные элементы для ног 7 в растянутом состоянии, поступают в зазор между парой прижимных роликов 11 и 11 и подвергаются сжатию. В результате этого образуется непрерывное наружное покрытие 3, в котором многочисленные эластичные элементы 5, 6 и 7 располагаются в растянутом состоянии между непрерывным наружным листом 31 и непрерывным внутренним листом 32.
На стадии образования наружного покрытия 3 оказывается также предпочтительным, что многочисленные соединительные области (не проиллюстрировано на чертеже), где непрерывный наружный лист 31 и непрерывный внутренний лист 32 присоединяются друг к другу, образуются между двумя прилегающими расположенными ниже талии эластичными элементами 6 и 6 с помощью соединительного устройства (не проиллюстрировано на чертеже), такого как выпуклый ролик и опорный ролик, соответствующий выпуклому ролику.
После этого, по мере необходимости, многочисленные расположенные ниже талии эластичные элементы 6 и многочисленные эластичные элементы для ног 7 сжимаются и разрезаются на множество деталей без создания сжатия устройством для предварительного разрезания эластичных элементов (не проиллюстрировано на чертеже), таким образом, что они соответствуют положению, где должен располагаться абсорбирующий узел 2, описанный ниже. Примеры устройства для предварительного разрезания эластичных представляют собой разделяющие эластичные элементы части, которые используются в способ изготовления композитного эластичного элемента описанного в японской патентной заявке JP 2002-253605 A, и т. п.
[0034] Далее, как проиллюстрировано на фиг. 5, связующее вещество, такое как термоплавкое связующее вещество, наносится (не проиллюстрировано на чертеже) на абсорбирующий узел 2, который заблаговременно изготавливается на другой стадии, и абсорбирующий узел 2 поворачивается на угол 90°, и периодически поступает и фиксируется на внутреннем листе 32 непрерывного наружного покрытия 3 (стадия фиксации абсорбирующего узла). При этом связующее вещество для фиксации абсорбирующего узла может не наноситься на абсорбирующий узел 2 и может наноситься на часть внутреннего листа 32, причем абсорбирующий узел 2 должен помещаться заблаговременно.
Затем, как проиллюстрировано на фиг. 5, отверстие для ноги LO' образуется в кольцевой части, которая окружается кольцевым эластичным элементом для ноги 7, непрерывного наружного покрытия 3, на котором располагается абсорбирующий узел 2. Стадия образования отверстия для ноги может осуществляться посредством использования такого же устройства, как, например, вращающееся режущее устройство или лазерное режущее устройство, которое используется в способе изготовления изделия такого типа в соответствующей области техники. При этом, согласно варианту осуществления, который проиллюстрирован на чертежах, отверстие для ноги образуется после того, как абсорбирующий узел 2 располагается на непрерывном наружном покрытии 3. Однако отверстие для ноги может образовываться и до того, как помещается абсорбирующий узел 2.
[0035] После этого непрерывное наружное покрытие 3 складывается в направлении своей ширины (направление, перпендикулярное направлению перемещения наружного покрытия 3). Более конкретно, как проиллюстрировано на фиг. 5, после того, как обе боковые части 3a и 3a сторон, в направлении перемещения, непрерывного наружного покрытия 3 складываются таким образом, что они покрывают оба продольных конца абсорбирующего узла 2 и фиксируют оба продольных конца абсорбирующего узла 2, наружное покрытие 3 складывается пополам в направлении своей ширины вместе с абсорбирующим узлом 2 (этап наложения стадии наложения-приложения давления). Таким образом, получается непрерывная полоса подгузников 10.
Непрерывная полоса подгузников 10 включает непрерывное наружное покрытие 3, в котором накладываются сторона переднего сегмента и сторона заднего сегмента; и абсорбирующий узел 2, который периодически прикрепляется к непрерывному наружному покрытию 3. Непрерывная полоса подгузников 10 и непрерывное наружное покрытие 3 включают части 10C, где должны образовываться боковые уплотнения 4, между абсорбирующим узлом 2 и 2 в направлении перемещения. В частях 10C, где должны образовываться боковые уплотнения, сторона переднего сегмента и сторона заднего сегмента непрерывного наружного покрытия 3 непосредственно накладываются без помещения между ними абсорбирующего узла 2. Непрерывное наружное покрытию 3 непрерывной полосы подгузников 10 также упоминается как "непрерывное наружное покрытие, в котором накладываются сторона переднего сегмента и сторона заднего сегмента".
[0036] Далее, как проиллюстрировано на фиг. 6, пара боковых уплотнений 4 и 4 образуется посредством облучения лазерным пучком непрерывной полосы подгузников 10, которое изготавливается таким способом, с помощью соединительного устройства лазерного типа 20 (стадия образования бокового уплотнения), таким образом, что непрерывно изготавливаются натягиваемые одноразовые подгузники 1, включающие наружное покрытие 3, в котором присутствует пара боковых уплотнений 4. Как проиллюстрировано на фиг. 7, в способе изготовления согласно этому варианту осуществления пара боковых уплотнений 4 и 4, которые составляют боковые уплотнения двух подгузников (натягиваемых предметов одежды), образуется в каждой из частей 10C, где должны образовываться боковые уплотнения, "непрерывного наружного покрытия, в котором накладываются сторона переднего сегмента и сторона заднего сегмента", которое составляет часть непрерывной полосы подгузников 10.
[0037] Далее будет описано соединительное устройство лазерного типа 20. Как проиллюстрировано на фиг. 6, соединительное устройство лазерного типа 20 включает полый цилиндрический ролик 23, который приводится во вращательное движение в направлении стрелки A; облучающую головку 35, которая располагается в полой части цилиндрического ролика 23 и направляет лазерный пучок 30 на цилиндрический опорный элемент 21, который образует периферическую поверхность цилиндрического ролика 23; и прижимное устройство ленточного типа 26, которое включает бесконечную прижимную ленту 24 (прижимной элемент).
Соединительное устройство лазерного типа 20 включает механизм регулирования натяжения (не проиллюстрировано на чертеже), который может увеличивать и уменьшать (регулировать) натяжение прижимной ленты 24, которой обматывается наружная периферическая поверхность кольцевого опорного элемента 21 (периферическая поверхность цилиндрического ролика 23), а также может соответствующим образом регулироваться давление, действующее на непрерывную полосу подгузников 10 (листовой слоистый материал) посредством регулирования натяжения с помощью опорного элемента 21 и прижимной ленты 24.
[0038] Опорный элемент 21 образует периферическую поверхность (часть, которая вступает в контакт с заготовкой) цилиндрического ролика 23, помещается и фиксируется между парой рамок 22 и 22, образуя оба конца цилиндрического ролика 23 в направлении оси вращения цилиндрического ролика 23. Опорный элемент 21 изготовлен из металлического материала, такого как железо, алюминий, нержавеющая сталь или медь, или из термостойкого материала, такого как керамика.
[0039] Опорный элемент 21 включает пропускающие пучок участки 27, через которые может проходить лазерный пучок. Как проиллюстрировано на фиг. 6, опорный элемент 21 включает щелеобразные отверстия 27, которые пронизывают опорный элемент 21 в направлении толщины, в качестве пропускающих пучок участков. Каждое из отверстий 27 имеет прямоугольную форму на виде сверху, и многочисленные отверстия 27 образуются с заданными интервалами в окружном направлении цилиндрического опорного элемента 21, таким образом, что продольное направление каждого отверстия соответствует направлению, пересекающему направление перемещения A непрерывной полосы подгузников 10 (непрерывного наружного покрытия 3); более конкретно, направление, параллельное оси вращения цилиндрического ролика 23. Опорный элемент 21 позволяет лазерному пучку проходить сквозь отверстия 27, но не позволяет лазерному пучку проходить сквозь (пронизывать) другие части, не представляющие собой отверстия 27. Примерные способы образования отверстий 27 в опорном элементе 21 включают (1) способ образования отверстий 27 в заданных частях опорного элемента 21, который образуется из единственного кольцевого элемента, имеющего такую же длину, как длина окружности кольцевой рамки 22, посредством травления, перфорации, лазерной обработки и т. п.; и (2) способ использования множества изогнутых прямоугольных элементов в качестве опорного элемента 21 вместо единственного кольцевого элемента и помещения множества элементов между парой рамок 22 и 22 с заданными интервалами в окружном направлении рамки 22.
[0040] В соединительном устройстве лазерного типа 20, имеющем пропускающие пучок участки, через которые может проходить лазерный пучок, образуются на щелеобразном отверстии 27, которые пронизывают опорный элемент 21 в направлении толщины. Соответственно, когда прижимная лента 24 вступает в контакт с частями непрерывной полосы подгузников 10, которые накладываются на отверстия 27 (подлежащие разделению части 10C), части непрерывной полосы подгузников 10, которые накладываются на отверстия 27 (подлежащие разделению части 10C), не сжимают между собой опорный элемент 21 и прижимная лента 24 (прижимной элемент). Соответственно, строго говоря, прижимное усилие, которое образуется, когда подлежащие разделению части 1°C сжимают между собой опорный элемент 21 и прижимная лента 24, не создается в подлежащих разделению частях 10C. Однако поскольку окрестности подлежащих разделению частей 10C, то есть части непрерывной полосы подгузников 10, которые накладываются на окрестности отверстий 27 (краевые части отверстий), сжимают между собой опорный элемент 21 и прижимная лента 24 даже несмотря на то, что подлежащие разделению части 10C, которые накладываются на отверстия 27, не сжимают между собой опорный элемент 21 и прижимная лента 24, подлежащие разделению части 1°C не перемещаются до и после облучения лазерным пучком. Соответственно, отрезанные краевые части, которые образуются посредством разделения непрерывной полосы подгузников 10 под действием облучения лазерным пучком, не движутся. То есть подлежащие разделению части 1°C непрерывной полосы подгузников 10 (части листового слоистого материала, которые накладываются на отверстия 27) представляют собой части, удерживаемые прижимным усилием, которое создается, когда эти части сжимают между собой опорный элемент 21 и прижимная лента 24; и именно на эти части фактически действует прижимное усилие.
[0041] В прижимном устройстве ленточного типа 26 присутствуют бесконечная прижимная лента 24 (прижимной элемент) и три ролика 25a, 25b и 25c, которые вращаются в то время, как прижимная лента 24 наматывается на три ролика 25a, 25b и 25c. Ролики 25a, 25b и 25c могут представлять собой ведущие ролики, или они могут представлять собой ведомые ролики, которые приводятся во вращение прижимной лентой 24. Прижимная лента 24 движется с такой же скоростью, как цилиндрический ролик 23 (опорный элемент 21), под действием одного или нескольких из роликов 25a, 25b и 25c, представляющих собой ведущие ролики, или посредством вращения цилиндрического ролика 23. Оказывается предпочтительным, что температура опорного элемента 21 и температура прижимной ленты 24 поддерживаются в заданном температурном интервале посредством воздушного охлаждения, водяного охлаждения и т. п.
[0042] Лента, изготовленная из металла или полимера, который обладает термостойкостью, чтобы выдерживать тепло, которое образуется в процессе механической обработки, может использоваться как прижимная лента 24 (прижимной элемент). Например, в качестве прижимной ленты 24 может использоваться лента, изготовленная из металлического материала, такого как железо, алюминий или нержавеющая сталь. Кроме того, в качестве прижимной ленты 24, как правило, может использоваться лента, которая не обеспечивает пропускание излучения лазерного пучка, которому подвергается заготовка (непрерывное наружное покрытие 3), но в качестве прижимной ленты 24 может также использоваться лента, пропускающая излучение.
[0043] Как проиллюстрировано на фиг. 6, облучающая головка 35, которая направляет лазерный пучок 30 на опорный элемент 21, образующий периферическую поверхность цилиндрического ролика 23, располагается в полой части полого цилиндрического ролика 23. Облучающая головка 35 представляет собой гальваносканер (устройство, в котором зеркала установлены на вал мотора), который свободно сканирует предмет лазерным пучком 30. Облучающая головка 35 включает механизм, который заставляет лазерный пучок 30 совершать возвратно-поступательное движение в направлении, параллельном оси вращения цилиндрического ролика 23; механизм, который перемещает в окружном направлении цилиндрического ролика 23 положение (место облучения), в котором лазерный пучок 30 попадает на непрерывную полосу подгузников 10 на опорном элементе 21; и механизм, который сохраняет постоянным диаметр пятна лазерного пучка 30 на периферической поверхности цилиндрического ролика 23; и т. д. В такой конфигурации механизм для лазерного облучения может перемещать место воздействия лазерного пучка 30 произвольным образом как в окружном направлении цилиндрического ролика 23, так и в направлении, перпендикулярном окружному направлению.
[0044] Как проиллюстрировано на фиг. 6, непрерывная полоса подгузников 10 поступает на наружную поверхность опорного элемента 21, которая образует периферическую поверхность цилиндрического ролика 23, приводимого во вращение в направлении стрелки A ведущими роликами (не проиллюстрировано на чертеже) и другими устройствами, в то время, как заданное натяжение воздействует на непрерывную полосу подгузников 10. После того, как непрерывная полоса подгузников 10 наматывается на опорный элемент 21 и перемещается на заданное расстояние в окружном направлении цилиндрического ролика 23 посредством вращения цилиндрического ролика 23, непрерывная полоса подгузников 10 отделяется от опорного элемента 21 выпускающим роликом и прижимными роликами, которые не проиллюстрированы на чертеже, и т. д. Как описано выше, непрерывная полоса подгузников 10 наматывается на опорный элемент 21, который образует периферическую поверхность цилиндрического ролика 23, с заданным натяжением и перемещается, вступая при этом в прижимной контакт с прижимной лентой 24. Соответственно, части непрерывной полосы подгузников 10, которые сжимают между собой опорный элемент 21 и прижимная лента 24, и их окрестности сокращаются (сжимаются) в направлении своей толщины, прежде чем непрерывная полоса подгузников 10 разделяется посредством облучения лазерным пучком. По этой причине оказывается возможным более эффективное сжатие непрерывной полосы подгузников 10 в том случае, где непрерывная полоса подгузников 10 содержит нетканое полотно. В результате этого, когда сжатая непрерывная полоса подгузников 10 разделяется посредством облучения лазерным пучком, оказывается возможным более надежное соединение сплавлением отрезанных краевых частей множества листов (наружного покрытия 3) с образованием разделенных частей. Соответственно, повышается прочность соединения сплавлением бокового уплотнения 4.
[0045] Угол поворота, на который поворачивается опорный элемент 21 (цилиндрический ролик 23) до тех пор, пока непрерывная полоса подгузников 10 отделяется от опорного элемента 21 после того, как непрерывная полоса подгузников 10 поступает на опорный элемент 21, может находиться, например, в интервале от 90° до 270° и предпочтительнее в интервале от 120° до 270°. Кроме того, предполагая, что угол прижимного контакта составляет 360°, когда непрерывная полоса подгузников 10 вступает в прижимной контакт с опорным элементом 21 на протяжении всей окружности цилиндрического опорного элемента 21 (цилиндрического ролика 23) в окружном направлении, интервал угла (угла прижимного контакта), который позволяет непрерывной полосе подгузников 10 вступать в прижимной контакт с опорным элементом 21 посредством прижимной ленты 24 (прижимного элемента), предпочтительно находится в интервале от 90° до 270° и предпочтительнее в интервале от 120° до 270°.
[0046] Согласно варианту осуществления, который проиллюстрирован на фиг. 6, в то время как непрерывная полоса подгузников 10 непрерывно перемещается, первая поверхность 10a непрерывной полосы подгузников 10 вступает в контакт с наружной поверхностью опорного элемента 21, который образует периферическую поверхность цилиндрического ролика 23 и включает щелеобразные отверстия 27 (пропускающие пучок участки), через которые может проходить лазерный пучок 30. В результате этого непрерывную полосу подгузников 10 (части, где должны образовываться боковые уплотнения 4) сжимают опорный элемент 21 и прижимная лента 24 (прижимной элемент). Сжатая непрерывная полоса подгузников 10 разделяется под действием облучения лазерным пучком 30, который направляется со стороны опорного элемента 21 через отверстия 27, и отрезанные краевые части, которые образуются в результате этого разделения, во множестве листов (наружном покрытии 3), которое является сжатым, соединяются сплавлением друг с другом, таким образом, что образуется боковое уплотнение 4 (стадия образования бокового уплотнения).
[0047] Фиг. 7 представляет диаграмму, иллюстрирующую аспект, согласно которому непрерывная полоса подгузников 10 (непрерывный многослойный лист) разделяется, и в то же самое время боковые уплотнения 4 (краевые части уплотнения) образуются посредством соединительного устройства лазерного типа 20. Фиг. 7(a) схематически иллюстрирует подлежащую разделению часть 1°C (часть, в которой должны образовываться боковые уплотнения 4) непрерывной полосы подгузников 10, которые должны разделяться лазерным пучком 30, и их окрестность. Подлежащая разделению часть 1°C непрерывной полосы подгузников 10 согласно проиллюстрированному аспекту представляет собой середину, в продольном направлении (направление перемещения A), области непрерывной полосы подгузников 10, в которой отсутствует абсорбирующий узел 2. В каждом случае край отверстия для талии 8 (см. фиг. 1) подлежащей разделению части 1°C и его окрестность образуются из восьмислойной структурной части, в которой накладываются восемь листов, и каждая из других частей подлежащей разделению части 1°C образуется из четырехслойный структурной части, в который накладываются четыре листа. Как проиллюстрировано на фиг. 7(a), четырехслойная структурная часть включает два листа (наружный лист 31 и внутренний лист 32) одного наружного покрытия 3 в переднем сегменте 1A и два листа 31 и 32 одного наружного покрытия 3 в заднем сегменте 1B и имеет структуру, в который эти четыре листа наслаиваются. При этом, поскольку обе боковые части сторон 3a и 3a непрерывного наружного покрытия 3 складываются, покрывая оба продольных конца абсорбирующего узла 2 в процессе изготовления непрерывной полосы подгузников 10, как описано выше (см. фиг. 3 и 5), два наружных покрытия 3, которые присутствуют в каждом из переднего сегмента 1A и заднего сегмента 1B, то есть в сумме четыре наружных покрытия 3 и 3 наслаиваются в восьмислойной структурной части. В результате этого восьмислойная структурная часть имеет структуру, в которой наслаиваются восемь листов 31 и 32. При этом существует случай, в котором эластичные элементы, такой как эластичные элементы талии 5 и расположенные ниже талии эластичные элементы 6, располагаются между листами 31 и 32, наложенными в каждой из четырехслойной структурной части и восьмислойной структурной части. Четырехслойная структурная часть будет, в основном, описана ниже, но восьмислойная структурная часть также содержит боковые уплотнения 4, имеющие такую же структуру, как боковые уплотнения четырехслойной структурной части, если не указаны другие условия.
[0048] В части 10C, которая подлежит разделению и которая имеет четырехслойную структуру в непрерывной полосе подгузников 10, один или оба листа, включая наружный лист 31, который образует первую поверхность 10a (поверхность, которая вступает в контакт с опорным элементом 21) непрерывной полосы подгузников 10, и лист (внутренний лист 32), не представляющий собой лист, который образует первую поверхность 10a, представляют собой листы, которые могут производить тепло посредством поглощения лазерного пучка 30. Согласно проиллюстрированному аспекту, все четыре из наружного листа 31 и внутреннего листа 32, из которых образуется подлежащая разделению часть 10C, представляют собой листы из нетканого полотна, которые могут производить тепло посредством поглощения лазерного пучка 30. Кроме того, два листа, то есть наружный лист 31 и внутренний лист 32, которые накладываются в подлежащей разделению часть 1°C и в ее окрестности, могут присоединяться друг к другу посредством связующего вещества или другим способом, или они могут совсем не присоединяться друг к другу до облучения лазерным пучком 30.
[0049] Как проиллюстрировано на фиг. 7(b), непрерывная полоса подгузников 10 поступает на опорный элемент 21, который вращается в направлении стрелки A, таким образом, что первая поверхность 10a вступает в контакт с опорным элементом 21 и подлежащая разделению часть 1°C (часть, где должны образовываться боковые уплотнения 4) располагается на щелеобразном отверстии 27; и прижимная лента 24 (прижимной элемент) прижимается ко второй поверхности 10b таким образом, что непрерывная полоса подгузников 10 сжимается (сокращается) в направлении толщины в процессе перемещения в направлении стрелки A. После этого подлежащая разделению часть 10C, которая перемещается и сжимается, облучается лазерным пучком 30, который направляется со стороны опорного элемента 21 через отверстие 27. Как описано выше, точка облучения лазерным пучком 30 имеет возможность произвольного перемещения в окружном направлении цилиндрического ролика 23 и устанавливается таким образом, что сканирование осуществляется в процессе перемещения отверстия 27 в окружном направлении. Соответственно, подлежащая разделению часть 10C, которая располагается на отверстии 27, непрерывно облучается лазерным пучком 30 в течение заданного времени в процессе перемещения.
[0050] Когда часть 10C, которая подлежит разделению и которая имеет четырехслойную структуру, облучается лазерным пучком 30, материалы (волокна или другие материалы) наружного листа 31 и внутреннего листа 32, которые присутствуют в подлежащей разделению части 10C, превращаются в газ и исчезают за счет тепла, производимого путем прямого облучение лазерным пучком 30, и материалы, присутствующие вблизи подлежащей разделению части 10C, косвенно нагреваются и плавятся лазерным пучком 30. В результате этого, как проиллюстрировано на фиг. 7(c), часть 10C, которая подлежит разделению и которая имеет четырехслойную структуру, плавится и разрезается, и непрерывная полоса подгузников 10 разделяется таким образом, что один многослойный лист (заготовка подгузника) отделяется от непрерывной полосы подгузников 10; и отрезанные краевые части четырех листов 31 и 32 многослойного листа, а также отрезанные краевые части четырех листов 31 и 32 разделенной непрерывной полосы подгузников 10, которая образуются посредством разделения непрерывной полосы подгузников 10, присоединяются сплавлением друг к другу. Эти отрезанные краевые части сжимаются (сокращаются), когда их сжимают между собой опорный элемент 21 и прижимная лента 24, прежде чем образуются отрезанные краевые части (прежде чем непрерывная полоса подгузников 10 разделяется посредством облучения лазерным пучком 30). Согласно проиллюстрированному аспекту, в способе изготовления подгузника, как описано выше, разделение непрерывного наружного покрытия 3 и соединение сплавлением двух отрезанных краевых частей сжатого наружного покрытия 3, которые образуются в результате разделения непрерывного наружного покрытия 3, осуществляются одновременно посредством однократного облучения лазерным пучком. Соответственно, поскольку оказывается возможным осуществление соединения сплавлением и разделения в течение одной стадии при практически половинной выходной мощности лазера по сравнению со способом соединения сплавлением двух частей посредством двукратного облучения лазерным пучком, оказывается возможным эффективного изготовления подгузник 1.
[0051] В способе изготовления согласно этому варианту осуществления, как проиллюстрировано на фиг. 7(c), установленная ширина W7 щелеобразного отверстия 27 (см. фиг. 7(b), длина отверстия 27 в окружном направлении цилиндрического ролика 23) составляет более чем диаметр пятна D лазерного пучка 30, таким образом, что вышеупомянутая узкая секция 4F образуется в соединяемой сплавлением части 40. Однако наружное покрытие 3, расположенное на стороне переднего сегмента F, и наружное покрытие 3, расположенное на стороне заднего сегмента R, не присоединяются друг к другу, когда ширина W7 отверстия 27 чрезмерно превышает диаметр пятна D лазерного пучка 30. Таким образом, установление соотношения ширины W7 и диаметра пятна D в надлежащем интервале имеет большое значение. Кроме того, на этот надлежащий интервал влияют интенсивность облучающего лазерного пучка, материал листа и число наслаиваемых листов. Соответственно, после того, как осуществляется предварительное испытание с применением наружного покрытия, используемого для переднего сегмента и заднего сегмента подгузника 1, в целях исследования соотношения ширины отверстия 27 и диаметра пятна D лазерного пучка 30, которое позволяет изготовить предпочтительную узкую секцию 4F, оказывается предпочтительным непрерывное изготовление подгузников 1 в надлежащих условиях для предпочтительной узкой секции 4F.
[0052] Фиг. 8 иллюстрирует результаты исследования диаметра пятна, ширины щелеобразного отверстия (пропускающего пучок участка) и формы соединяемой сплавлением части, которая образуется в том случае, когда непрерывное наружное покрытие, в котором накладываются четыре листа нетканого полотна, изготовленного из полипропиленового волокна (термоплавкое связующее вещество помещается между листами нетканого полотна), облучается лазерным пучком в следующих условиях и при этом сжимается соединительным устройством лазерного типа, которое проиллюстрировано на фиг. 6.
Условия облучения лазерным пучком
Диаметр пятна: 0,3 мм
Давление: 0,4 МПа
Выходная мощность лазера: 24 Вт
Скорость сканирования: 325 мм/с
[0053] Когда диаметр пятна лазерного пучка и ширина пропускающего пучок участка равняются друг к другу, или когда ширина пропускающего пучок участка превышает приблизительно в три раза диаметр пятна лазерного пучка, как проиллюстрировано на фиг. 8(b), уменьшается вероятность образования соединяемой сплавлением части 40, включающей узкую секцию 4F. Однако когда ширина пропускающего пучок участка (щелеобразное отверстие) превышает в пять или семь раз диаметр пятна лазерного пучка, как проиллюстрировано на фиг. 8(c) или 8(d), образуются соединяемые сплавлением части 40, включающие узкие секции 4F.
При этом фиг. 9 представляет график, иллюстрирующий соотношение между шириной пропускающего пучок участка и прочностью соединения сплавлением бокового уплотнения, когда соединяемые сплавлением части образуются таким же образом, как в исследовании, представленном на фиг. 8, в то время как ширина пропускающего пучок участка изменяется, а диаметр пятна является постоянным.
На основании графика, проиллюстрированного на фиг. 9, становится очевидным, что достаточная прочность соединения сплавлением получается, когда ширина пропускающего пучок участка превышает в пять раз диаметр пятна лазерного пучка, и узкая секция 4F образуется в соединяемой сплавлением части 40, как проиллюстрировано на фиг. 8(c). Кроме того, как проиллюстрировано на фиг. 8(d), когда ширина пропускающего пучок участка превышает в семь раз диаметр пятна, соединяемые сплавлением части, включающий узкие секции образуются, но прочность соединения сплавлением оказывается несколько ниже, чем прочность соединения сплавлением, которая получается в том случае, когда ширина пропускающего пучок участка превышает в пять раз диаметр пятна.
На основании этих результатов можно сделать следующие выводы: предпочтительная ширина пропускающего пучок участка (щелеобразного отверстия) составляет более чем диаметр пятна лазерного пучка 30, когда образуется соединяемая сплавлением часть, включающая узкую секцию, способом согласно этому варианту осуществления или аналогичным способом, но предпочтительное соотношение ширины пропускающего пучок участка и диаметра пятна устанавливается в надлежащем интервале, поскольку прочность соединения сплавлением термосвариваемой части постепенно снижается, когда устанавливается чрезмерно большое соотношение ширины пропускающего пучок участка и диаметра пятна лазерного пучка 30.
[0054] С этих точек зрения, соотношение (W7/D) ширины W7 пропускающего пучок участка (щелеобразного отверстия) и диаметра пятна D лазерного пучка 30 составляет предпочтительно 1,2 или более, предпочтительнее 1,4 или более, и предпочтительно 20 или менее, предпочтительнее 10 или менее.
[0055] Результаты, которые проиллюстрированы на фиг. 8, представляют собой результаты, которые получаются, когда часть 10C, которая подлежит разделению и которая имеет четырехслойную структуру, облучается лазерным пучком, и результаты, которые получаются когда часть 10C, которая подлежит разделению и которая имеет восьмислойную структуру, облучается лазерным пучком, несколько отличаются от результатов, проиллюстрированных на фиг. 8. Однако оказывается также возможным образование соединяемых сплавлением частей, которые включают узкие секции, в части 10C, которая подлежит разделению и которая имеет восьмислойную структуру, даже в таких же условиях; и оказывается также возможным образование таких же соединяемых сплавлением частей, которые включают узкие секции, как соединяемых сплавлением частей части 10C, которая подлежит разделению и которая имеет четырехслойную структуру в части 10C, которая подлежит разделению и которая имеет восьмислойную структуру, посредством изменения ширины пропускающего пучок участка в части наружного покрытия, которая подлежит облучению лазерным пучком и которая имеет четырехслойную структуру, и ширины пропускающего пучок участка в части наружного покрытия, которая подлежит облучению лазерным пучком и которая имеет восьмислойную структуру, по мере необходимости.
[0056] Соответственно, можно также легко изготовить боковое уплотнение 4, в котором соединяемая сплавлением часть 40, включающая узкую секцию 4F и широкие секции 4A и 4B, расположенные по обеим сторонам узкой секции 4F, образуется на протяжении всей длины части между отверстием для талии 8 и отверстием для ноги 9 в подгузнике 1.
[0057] Отрезанные краевые части листов 31 и 32 производят тепло и плавятся в процессе облучение лазерным пучком 30 и непосредственно после завершения облучения лазерным пучком. Однако пока сохраняется сжатое состояние, которое создают опорный элемент 21 и прижимная лента 24, каждой из отдельных листообразных заготовок подгузника, которые отделяются от непрерывной полосы подгузников 10 посредством облучения лазерным пучком 30, и непрерывной полосы подгузников 10, отрезанные краевые части листов 31 и 32 быстро охлаждаются и затвердевают под действием окружающего воздуха после завершения облучения, и образуется соединяемая сплавлением часть 40, в которой материалы (волокна или аналогичные материалы) отрезанных краевых частей плавятся и соединяются друг с другом. В результате этого соединяемая сплавлением часть 40 образуется таким образом, что образуется одно из пары боковых уплотнений 4 и 4 одиночного подгузника 1. При этом отрезанные краевые части листов 31 и 32 могут интенсивно охлаждаться с использованием известного охлаждающего устройства, такого как всасывающее устройство или откачивающее устройство, по мере необходимости, таким образом, что упрощается образование соединяемой сплавлением части 40.
[0058] После того, как одна подлежащая разделению часть 1°C (часть, в которой должны образовываться боковые уплотнения 4) разделяется таким способом, точка облучения лазерным пучком 30 перемещается таким образом, что она оказывается у другого отверстие 27, соседнего с отверстием 27 в направлении, противоположном направлению перемещения A, и другая часть 10C, которая подлежит разделению и которая располагается у другого отверстия 27, облучается лазерным пучком через другое отверстие 27. Соответственно, другая подлежащая разделению часть 1°C разделяется и соединяется сплавлением таким же способом, как описано выше, и образуется другое боковое уплотнение 4 (соединяемая сплавлением часть 40), что составляет пару с боковым уплотнением 4, которое образовалось ранее. Такая же операция затем повторяется, и в результате этого непрерывно изготавливается натягиваемый одноразовый подгузник 1, включающий наружное покрытие 3 и имеющий пару боковых уплотнений 4 и 4.
[0059] В подгузнике 1, который изготавливается таким способом, в боковом уплотнении 4 образуется краевая часть уплотнения 41, где краевые части наружного покрытия 3 в переднем сегменте F и краевые части наружного покрытия 3 в заднем сегменте R присоединяются друг к другу посредством непрерывной линейной соединяемой сплавлением части 40 проходящий в продольном направлении бокового уплотнения.
Кроме того, оказывается предпочтительным, что часть непрерывной полосы подгузников 10, которая находится вблизи подлежащей разделению части 10C, облучается лазерным пучком, в то время как сжатый, многослойный материал, в котором расплавляются волокна отрезанных концов, перемещается в процессе сохранения сжатого состояния многослойного материала, и это сжатое состояние многослойного материала исчезает после затвердевания расплавленного полимера. Наружный край 4g соединяемой сплавлением части 40 краевой части уплотнения 41, которая получается таким способом, имеет форму, которая изгибается таким образом, что она является выпуклой внутрь предмета одежды в поперечном сечении, которое является перпендикулярным направлению, в котором проходит боковое уплотнение 4 в процессе ношения. В целях упрощения затвердевания расплавленного полимера оказывается предпочтительным, что непрерывная полоса подгузников сжимается в таком состоянии, что элемент, изготовленный из металла, имеющего превосходную теплопроводность, вступает в контакт, по меньшей мере, с одной поверхностью непрерывной полосы подгузников, или оказывается предпочтительным, что непрерывная полоса подгузников охлаждается воздушным устройством или аналогичным способом.
[0060] При этом, как проиллюстрировано на фиг. 4, на стороне снаружи соединяемой сплавлением части 40 в направлении изнутри наружу P, краевая часть уплотнения 41 подгузника 1, которая получается в результате вышеупомянутого способа изготовления, не включает часть, в которой волокна, составляющие наружное покрытие, 3 сохраняют свою волокнистую форму. По этой причине, когда пользователь носит подгузник 1, может уменьшаться видимость соединяемой сплавлением части 40. Соответственно, по своему внешнему виду подгузника 1 становится похожим на нижнее белье.
[0061] Подгузник 1, включающий пару боковых уплотнений 4 и 4, который получается на стадии, в которой одновременно осуществляются разделение и соединение сплавлением наружного покрытия 3, имеет превосходную гибкость и текстуру бокового уплотнения 4, причем подгузник 1 обеспечивает хороший уровень комфорта при ношении.
[0062] Далее будет описан лазерный пучок. Лазерный пучок, имеющий такую длину волны, что его поглощают листы (наружный лист 31 и внутренний лист 32) наружного покрытия 3, и это позволяет листам производить тепло, используется в качестве лазерного пучка, которым облучается непрерывная полоса подгузников 10 (непрерывное наружное покрытие 3). Здесь термин "лист наружного покрытия" не ограничивается листом, который образует одну поверхность (поверхность, с которой вступает в контакт опорный элемент 21) наружного покрытия (например, наружный лист 31 согласно вышеупомянутому аспекту), и он может представлять собой любой лист наружного покрытия. Вопрос о том, что лазерный пучок, которым облучается наружное покрытие, представляет собой лазерный пучок, имеющий такую длину волны, что он поглощается каждым листом наружного покрытия, что позволяет листу производить тепло, решается посредством соотношения между используемым материалом листа и длиной волны лазерного пучка. Когда лист наружного покрытия представляет собой нетканое полотно или пленку, которые изготовлены из синтетического полимера, широко используемого для изготовления абсорбирующих изделий (гигиенических изделий), таких как одноразовый подгузник или гигиеническая салфетка, оказывается предпочтительным, что в качестве лазерного пучка используется углекислотный лазер, лазер на основе алюмоиттриевого граната, светодиодный лазер (полупроводниковый лазер), лазер на основе ванадата иттрия, волоконный лазер и т. п. Кроме того, когда лист наружного покрытия содержит полиэтилен, полиэтилентерефталат, или полипропилен в качестве синтетического полимера, длина волны излучения, которое поглощается листом и позволяет листу производить достаточное количество тепла, составляет предпочтительно от 8,0 мкм до 15,0 мкм и предпочтительнее от 9,0 мкм до 11,0 мкм, что соответствует длине волны колебаний углекислотного лазера, на основе которого изготавливается лазерное устройство, имеющее высокую выходную мощность. Диаметр пятна, выходная мощность лазера и другие параметры лазерного пучка могут выбираться соответствующим образом в зависимости от материала, толщины и других параметров листа наружного покрытия.
[0063] Настоящее изобретение было описано выше на основе его варианта осуществления, но оно может соответствующим образом модифицироваться без ограничения вышеупомянутым вариантом осуществления.
[0064] Например, непрерывное наружное покрытие (многослойный лист) включает четыре накладываемых листа, как проиллюстрировано на фиг. 7(a), но его могут составлять два накладываемых листа, три накладываемых листа, или пять или более накладываемых листов. Кроме того, соединительное устройство лазерного типа 20 может содержать механизм, позволяющий регулировать натяжение непрерывной полосы подгузников 10, чтобы непрерывная полоса подгузников 10 наматывалась на цилиндрический ролик 23 (опорный элемент 21) без образования складок или слабины.
[0065] Кроме того, как проиллюстрировано на фиг. 3, наружное покрытие 3 согласно варианту осуществления (аспекту) имеет непрерывную форму, такой как форма песочных часов, покрывая передний сегмент 1A, промежностный сегмент 1C и задний сегмент 1B без разделения на передний сегмент 1A и задний сегмент 1B. Однако наружное покрытие согласно настоящему изобретению ограничивается непрерывной формой и может разделяться на передний листовой элемент, который при ношении находится на стороне живота пользователя (передняя сторона) и задний листовой элемент, который при ношении находится на стороне спины пользователя (задняя сторона), и абсорбирующий узел может образовывать мостик и прикрепляться одновременно к переднему листовому элементу и заднему листовому элементу. На стадии наложения-приложения давления способа изготовления натягиваемого одноразового подгузника, включающего наружное покрытие разделенного типа, являются сжатыми части, где должны образовываться боковые уплотнения, непрерывного наружного покрытия, который имеет структуру, где накладываются сторона переднего сегмента (непрерывный передний листовой элемент) и сторона заднего сегмента (непрерывный задний листовой элемент) непрерывного наружного покрытия, к которым прикрепляется абсорбирующий узел.
[0066] Кроме того, согласно варианту осуществления, перед тем, как осуществляется стадия наложения-приложения давления, обе боковые части 3a и 3a сторон непрерывного наружного покрытия 3 в направлении перемещения, то есть обе боковые части сторон непрерывного наружного листа 31 и непрерывного внутреннего листа 32 в направлении перемещения складываются таким образом, что они покрывают оба продольных конца абсорбирующего узла 2, как проиллюстрировано на фиг. 5. Однако непрерывный наружный лист, у которого длина в направлении ширины (направление, перпендикулярное продольному направление) составляет более чем соответствующая длина непрерывного внутреннего листа 32, может использоваться как непрерывный наружный лист 31, и только растягивающиеся части наружного листа 31, которые проходят наружу от боковых краев внутреннего листа 32, могут складываться таким образом, что они покрывают оба продольных конца абсорбирующего узла 2, когда накладываются непрерывный наружный лист 31 и непрерывный внутренний лист 32. В этом случае каждый из краев отверстия для талии 8 подлежащей разделению части 1°C непрерывной полосы подгузников 10 и его окрестность образуются из шестислойной структурной части, в которой накладываются шесть листов, и каждая из других частей подлежащей разделению части 1°C образуется из четырехслойной структурной части, в которой накладываются четыре листа. Кроме того, не могут складываться в направлении перемещения обе боковые части сторон 3a и 3a непрерывного наружного покрытия 3 в направлении перемещения, то есть обе боковые части сторон непрерывного наружного листа 31 и непрерывного внутреннего листа 32.
[0067] Кроме того, в способе изготовления натягиваемого предмета одежды, вместо регулирования соотношения ширины пропускающего пучок участка и диаметра пятна лазерного пучка для образования соединяемой сплавлением части, включающей узкую секцию и широкие секции, на стадии образования бокового уплотнения, опорный элемент, который включает выступ, проходящий в направлении наружного покрытия и образующийся вблизи пропускающих пучок участков на наружной поверхности, с которой вступает в контакт наружное покрытие, может использоваться на стадии образования бокового уплотнения, и соединяемая сплавлением часть, включающая узкую секцию и широкие секции, может образовываться посредством регулирования высоты выступа.
Кроме того, форма поперечного сечения соединяемой сплавлением части 40 в поперечном сечении, которое является перпендикулярным направлению, в котором проходит боковое уплотнение 4, может представлять форму, проиллюстрированную на фиг. 10(a) или 10(b).
[0068] Кроме того, натягиваемый предмет одежды согласно настоящему изобретению не ограничивается натягиваемым одноразовым подгузником, но может представлять собой натягиваемую гигиеническую салфетку, а также может представлять собой покрытие подгузника, которое включает наружное покрытие, образующее наружную поверхность предмета одежды, и не включают абсорбирующий узел.
Части вышеупомянутых вариантов осуществления, для которых отсутствует описание, и компоненты, которые включаются только в один вариант осуществления, могут применяться соответствующим образом в других вариантах осуществления, и компоненты каждого варианта осуществления могут соответствующим образом замещаться в других вариантах осуществления.
[0069] Следующие дополнительные условия (натягиваемый предмет одежды и способ изготовления натягиваемого предмета одежды) будут подробно описаны в отношении вышеупомянутого варианта осуществления (аспект) настоящего изобретения.
[0070] <1> Натягиваемый предмет одежды, который включает наружное покрытие, образующее наружную поверхность предмета одежды, причем обе краевые части боковых сторон наружного покрытия в переднем сегменте и обе краевые части боковых сторон наружного покрытия в заднем сегменте присоединяются друг к другу, образуя пару боковых уплотнений, отверстие для талии и пару отверстий для ног,
в котором каждое из боковых уплотнений включает краевую часть уплотнения, причем краевая часть наружного покрытия в переднем сегменте и краевая часть наружного покрытия в заднем сегменте присоединяются друг к другу посредством непрерывной линейной соединяемой сплавлением части, проходящей в продольном направлении бокового уплотнения,
в поперечном сечении, перпендикулярном направлению, в котором проходит боковое уплотнение, когда направление, проходящее от приближенной к коже пользователя стороны к удаленной от кожи пользователя стороне предмета одежды, называется направлением изнутри наружу, и направление, перпендикулярное направлению изнутри наружу, называется направлением толщины, соединяемая сплавлением часть включает узкую секцию, которая образуется в ее средней части в направлении толщины, которая имеет малую ширину в направлении изнутри наружу, и
узкая секция представляет собой секцию, где широкие секции располагаются на обеих сторонах узкой секции в направлении толщины, и ширина широкой секции составляет более чем ширина узкой секции.
[0071] <2> Натягиваемый предмет одежды по пункту <1>, в котором, в направлении толщины соединяемой сплавлением части, узкая секция образуется в той части соединяемой сплавлением части, где присутствует граница наружных покрытий.
<3> Натягиваемый предмет одежды по пункту <1> или <2>, в котором, в поперечном сечении, перпендикулярном направлению, в котором проходит боковое уплотнение, наружный край соединяемой сплавлением части в направлении изнутри наружу имеет форму поперечного сечения, которая изгибается таким образом, что она является выпуклой внутрь в направлении изнутри наружу.
<4> Натягиваемый предмет одежды по любому из пунктов <1>-<3>, в котором, в поперечном сечении, перпендикулярном направлению, в котором проходит боковое уплотнение, внутренний край соединяемой сплавлением части в направлении изнутри наружу имеет форму поперечного сечения, которая выступает таким образом, что она является выпуклой внутрь в направлении изнутри наружу.
<5> Натягиваемый предмет одежды по любому из пунктов <1>-<4>, в котором соединяемая сплавлением часть имеет серповидную форму поперечного сечения в целом в поперечном сечении, перпендикулярном направлению, в котором проходит боковое уплотнение.
<6> Натягиваемый предмет одежды по любому из пунктов <1>-<5>, в котором наружное покрытие включает полимерный материал и состоит из полимерного материала, служащего в качестве основного компонента.
<7> Натягиваемый предмет одежды по любому из пунктов <1>-<6>, в котором наружное покрытие содержит термоплавкий синтетический полимер, такой как полиэтилен, полиэтилентерефталат или полипропилен, в качестве полимерного материала.
<8> Натягиваемый предмет одежды по любому из пунктов <1>-<7>, в котором наружное покрытие включает наружный лист и внутренний лист, которые изготовлены из нетканого полотна, и нетканое полотно представляет собой полученное воздушной набивкой нетканое полотно, горячекатаное нетканое полотно, гидросплетенное нетканое полотно, фильерное нетканое полотно, полученное аэродинамическим способом из расплава нетканое полотно, или слоистый материал, в котором одно, два или большее число таких полотен наслаиваются таким образом, что образуются два или более слоев.
<9> Натягиваемый предмет одежды по любому из пунктов <1>-<8>, в котором, на стороне снаружи соединяемой сплавлением части в направлении изнутри наружу, краевая часть уплотнения не включает часть, в которой волокна, составляющие наружное покрытие, сохраняют свою волокнистую форму.
<10> Натягиваемый предмет одежды по любому из пунктов <1>-<9>, в котором соединяемая сплавлением часть, которая включает узкую секцию и широкие секции, образуется на протяжении всей длины части между отверстием для талии и отверстием для ноги.
[0072] <11> Натягиваемый предмет одежды по любому из пунктов <1>-<10>, в котором минимальная ширина Wc узкой секции соединяемой сплавлением части составляет предпочтительно 95% или менее, предпочтительнее 90% или менее максимальной ширины Wa и Wb широких секций, расположенных по обеим сторонам узкой секции, и предпочтительно 20% или более, предпочтительнее 30% или более максимальной ширины Wa и Wb широких секций, расположенных по обеим сторонам узкой секции, и предпочтительно от 20% до 95%, предпочтительнее от 30% до 90% максимальной ширины Wa и Wb широких секций, расположенных по обеим сторонам узкой секции.
<12> Натягиваемый предмет одежды по любому из пунктов <1>-<11>, в котором минимальная ширина Wc узкой секции соединяемой сплавлением части составляет предпочтительно 3 мм или менее и предпочтительнее 2 мм или менее.
<13> Натягиваемый предмет одежды по любому из пунктов <1>-<12>, в котором полная ширина Wd соединяемой сплавлением части в направлении изнутри наружу P составляет предпочтительно 95% или менее, предпочтительнее 50% или менее полной толщины td соединяемой сплавлением части, и предпочтительно 10% или более, предпочтительнее 30% или более полной толщины td соединяемой сплавлением части, и предпочтительно от 10% до 95%, предпочтительнее от 30% до 50% полной толщины td соединяемой сплавлением части.
<14> Натягиваемый предмет одежды по любому из пунктов <1>-<13>, в котором полная ширина Wd соединяемой сплавлением части в направлении изнутри наружу P составляет предпочтительно 3 мм или менее и предпочтительнее 2 мм или менее.
<15> Натягиваемый предмет одежды по любому из пунктов <1>-<14>, в котором натягиваемый предмет одежды представляет собой натягиваемый одноразовый подгузник, и наружное покрытие располагается на не обращенной к коже стороне абсорбирующего узла, включающего абсорбирующий элемент, и фиксирует абсорбирующий узел.
<16> Натягиваемый предмет одежды по любому из пунктов <1>-<15>, в котором наружное покрытие включает наружный лист, который образует не обращенную к коже поверхность наружного покрытия, внутренний лист, который располагается на стороне внутренней поверхности наружного листа и образует обращенную к коже поверхность наружного покрытия, и множество нитеобразных и лентообразных эластичных элементов, которые фиксируются между наружный лист 31 и внутренний лист посредством связующего вещества.
[0073] <17> Способ изготовления натягиваемого предмета одежды по любому из пунктов <1>-<16>, причем данный способ составляют:
стадия наложения-приложения давления, включающая приложение давление к части непрерывного наружного покрытия, где должно образовываться боковое уплотнение, в состоянии, в котором накладываются сторона переднего сегмента и сторона заднего сегмента; и
стадия образования бокового уплотнения, включающая разделение наружного покрытия посредством облучения части, в которой должно образовываться боковое уплотнение, и которая находится в сжатом состоянии, лазерным пучком через пропускающий пучок участок, который проходит в направлении, пересекающем направление перемещения наружного покрытия, и в результате этого разрезается и разделяется наружное покрытие, и соединяются сплавлением краевые части разрезанного слоистого наружного покрытия, которые образуются посредством разрезания/разделения, причем
на стадии образования бокового уплотнения используется опорный элемент, причем соотношение ширины пропускающего пучок участка и диаметра пятна лазерного пучка регулируется таким образом, что образуется соединяемая сплавлением часть, включающая узкую секцию и широкую секцию.
<18> Способ изготовления натягиваемого предмета одежды по пункту <17>, в котором, на стадии образования бокового уплотнения, лазерный пучок направляется соединительным устройством лазерного типа, таким образом, что боковое уплотнение, служащее в качестве бокового уплотнения натягиваемого предмета одежды, образуется в каждой из частей непрерывного наружного покрытия, где должны образовываться боковые уплотнения, в которых накладываются сторона переднего сегмента и сторона заднего сегмента.
<19> Способ изготовления натягиваемого предмета одежды по пункту <18>, в котором два боковых уплотнения, служащие в качестве боковых уплотнений двух натягиваемых предметов одежды, образуются в каждой из частей непрерывного наружного покрытия, где должны образовываться боковые уплотнения, в которых накладываются сторона переднего сегмента и сторона заднего сегмента.
<20> Способ изготовления натягиваемого предмета одежды по любому из пунктов <17>-<19>, в котором соединительное устройство лазерного типа включает облучающую головку, которая направляет лазерный пучок на опорный элемент; и прижимной элемент, и опорным элементом и прижимным элементом производится давление на непрерывное наружное покрытие, в котором накладываются сторона переднего сегмента и сторона заднего сегмента.
<21> Способ изготовления натягиваемого предмета одежды по любому из пунктов <17>-<20>, в котором опорный элемент включает, в качестве пропускающего пучок участка, через который проходит лазерный пучок, щелеобразное отверстие, которое пронизывает опорный элемент в направлении толщины.
<22> Способ изготовления натягиваемого предмета одежды по любому из пунктов <17>-<21>, в котором лазерный пучок направляется таким образом, что ширина W7 щелеобразного отверстия составляет более чем диаметр пятна D лазерного пучка.
<23> Способ изготовления натягиваемого предмета одежды по любому из пунктов <17>-<22>, в котором соотношение (W7/D) ширины W7 пропускающий пучок участка (щелеобразного отверстия) и диаметра пятна D лазерного пучка составляет предпочтительно 1,2 или более, предпочтительнее 1,4 или более, и предпочтительно 20 или менее, предпочтительнее 10 или менее.
<24> Способ изготовления натягиваемого предмета одежды по пункту <23>, в котором соотношение (W7/D) находится в интервале от 5 до 7.
Промышленная применимость
[0074] Натягиваемый предмет одежды согласно настоящему изобретению имеет превосходный внешний вид, включает боковые уплотнения, превосходные по гибкости или текстуре, и проявляет устойчивость к поперечным разрывам, когда разрываются боковые уплотнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВЫЙ ПОДГУЗНИК В ВИДЕ ТРУСОВ | 2014 |
|
RU2680225C2 |
| ИМЕЮЩЕЕ ВИД ТРУСОВ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2658584C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК В ФОРМЕ ТРУСОВ | 2014 |
|
RU2639962C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2015 |
|
RU2680241C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2659888C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛАВЛЕННЫХ ЛИСТОВ | 2013 |
|
RU2624293C2 |
| ПРЕДМЕТ ОДЕЖДЫ ТИПА ТРУСОВ | 2017 |
|
RU2747606C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2013 |
|
RU2636916C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВОГО ПОДГУЗНИКА ТИПА ТРУСОВ | 2014 |
|
RU2643948C2 |
| АБСОРБИРУЮЩЕЕ УСТРОЙСТВО | 2015 |
|
RU2674845C2 |
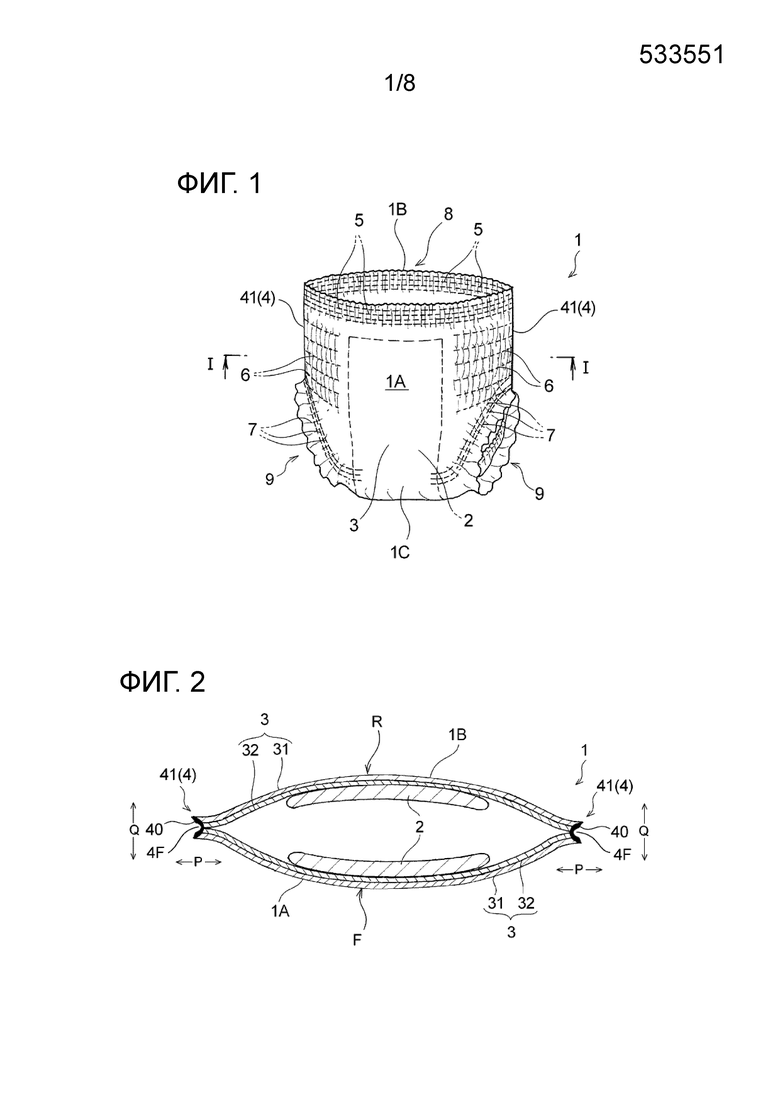
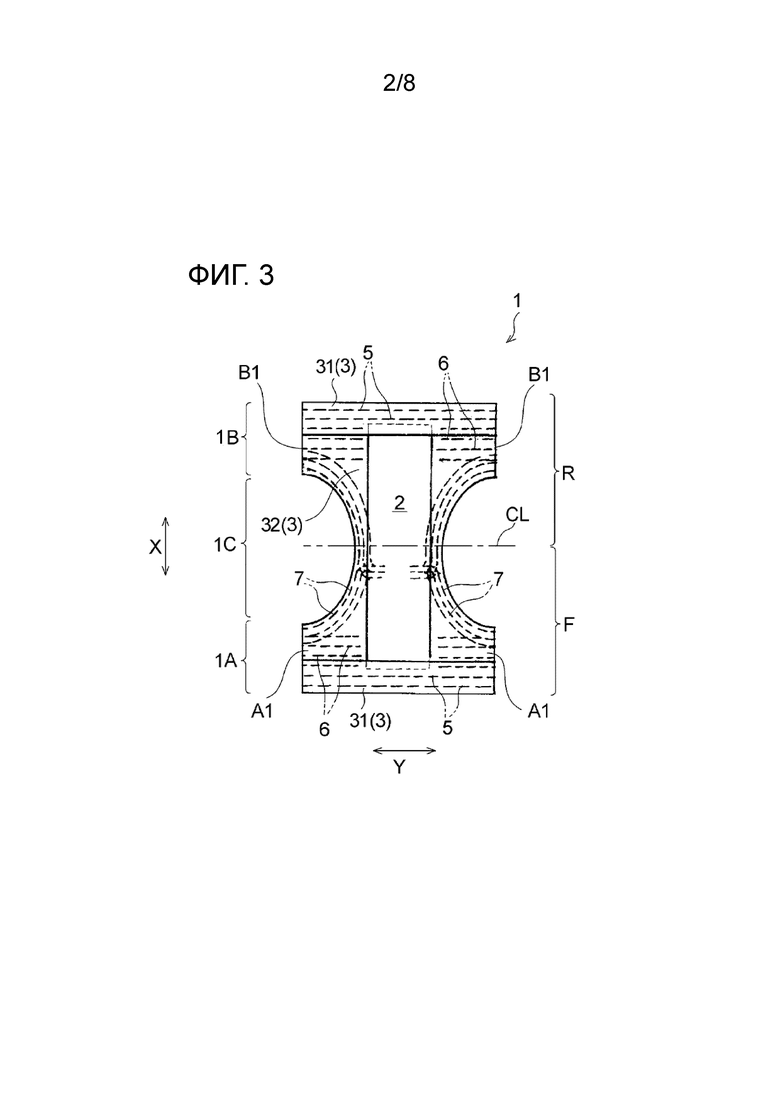
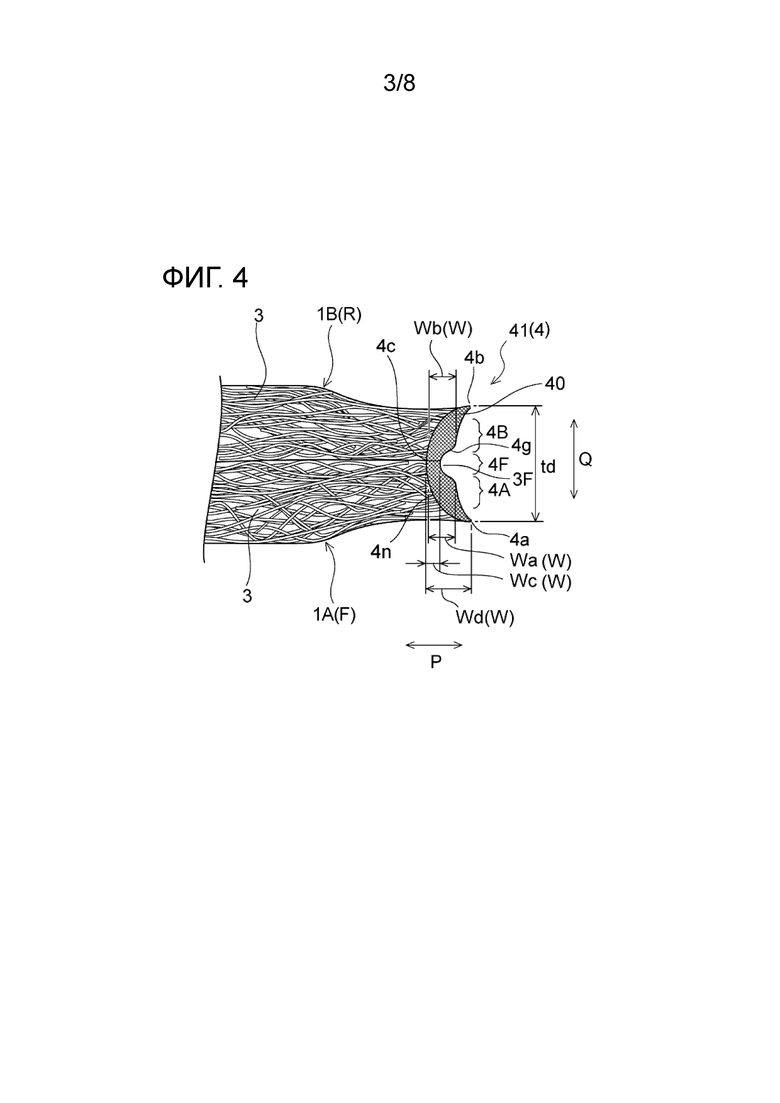
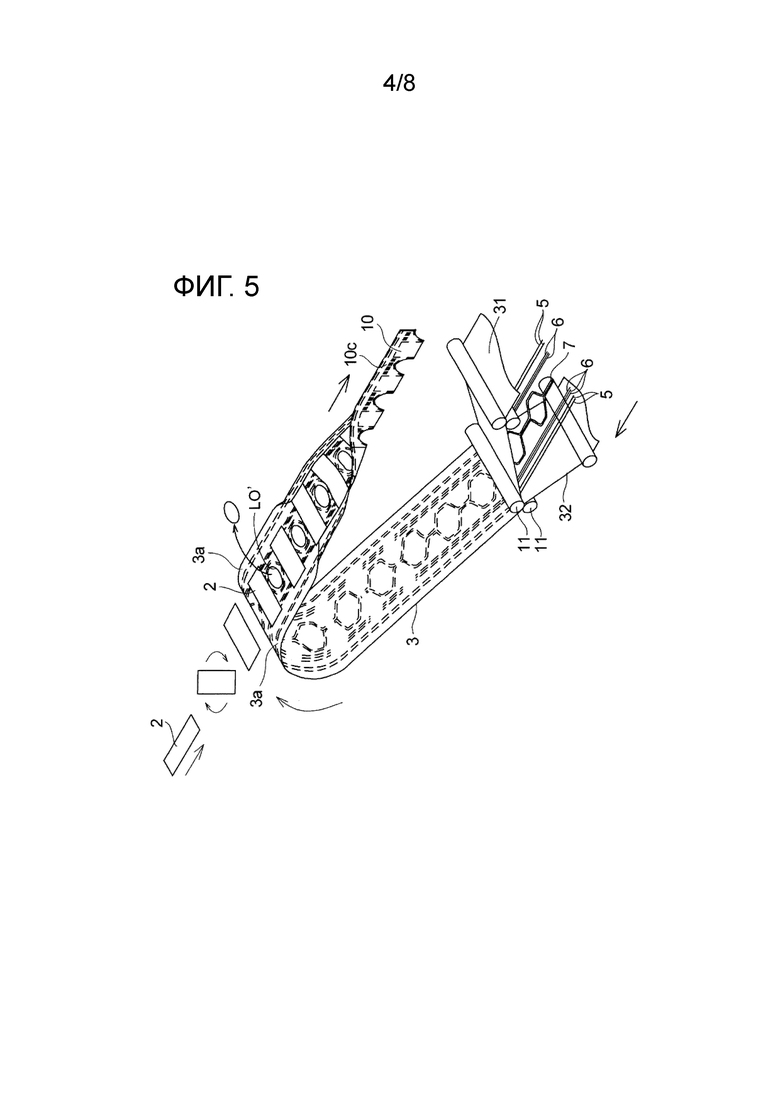
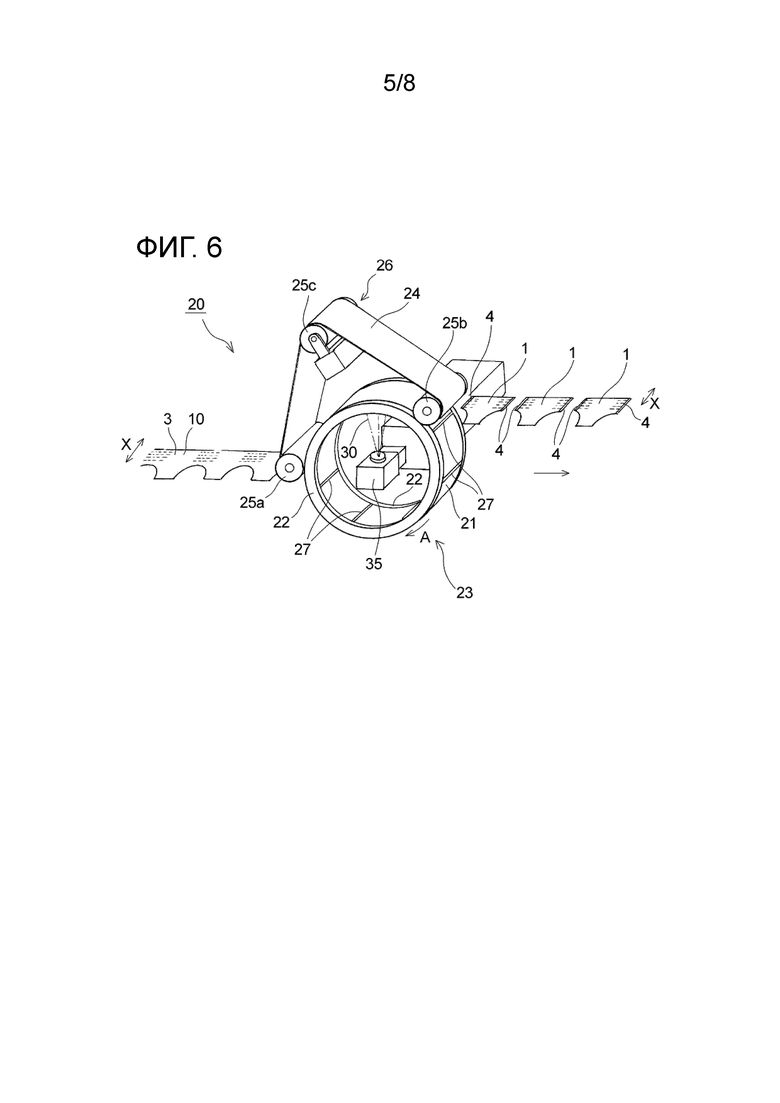
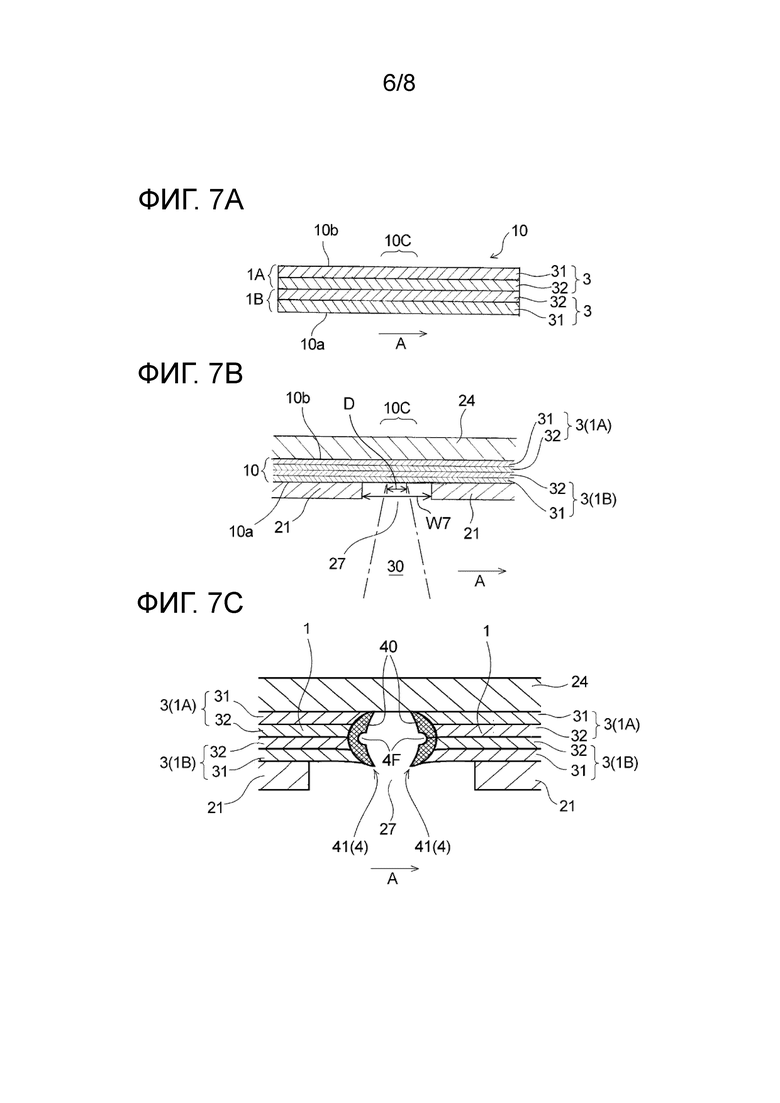
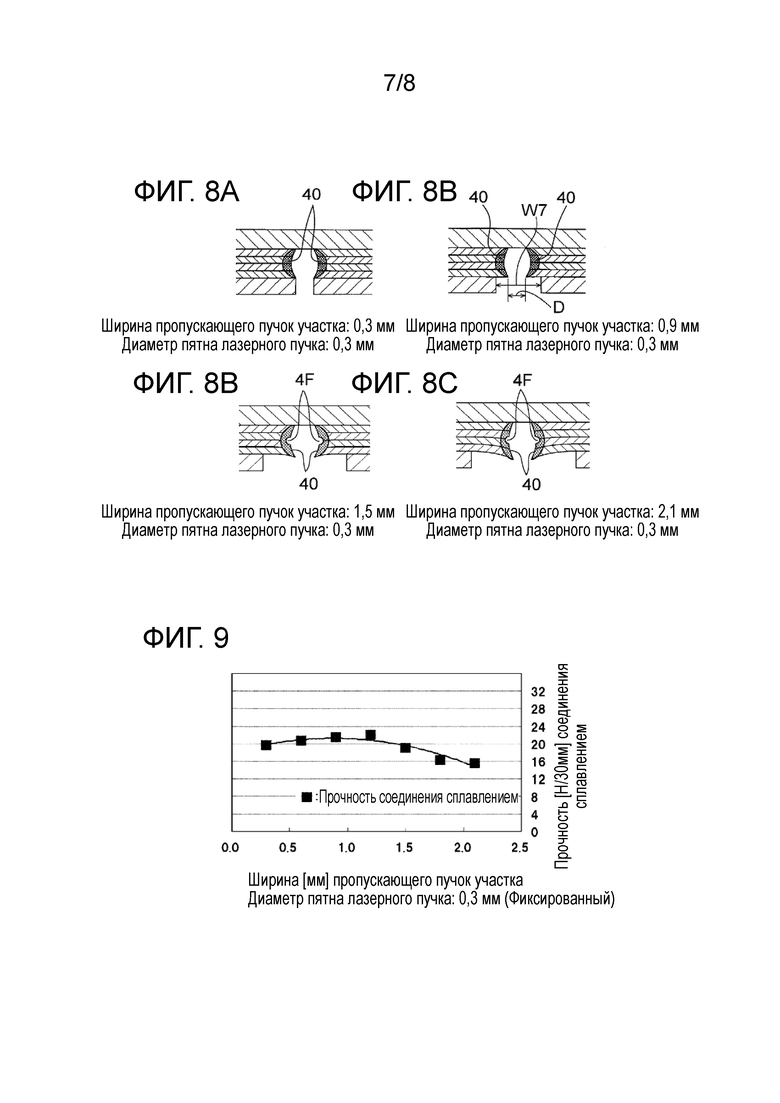
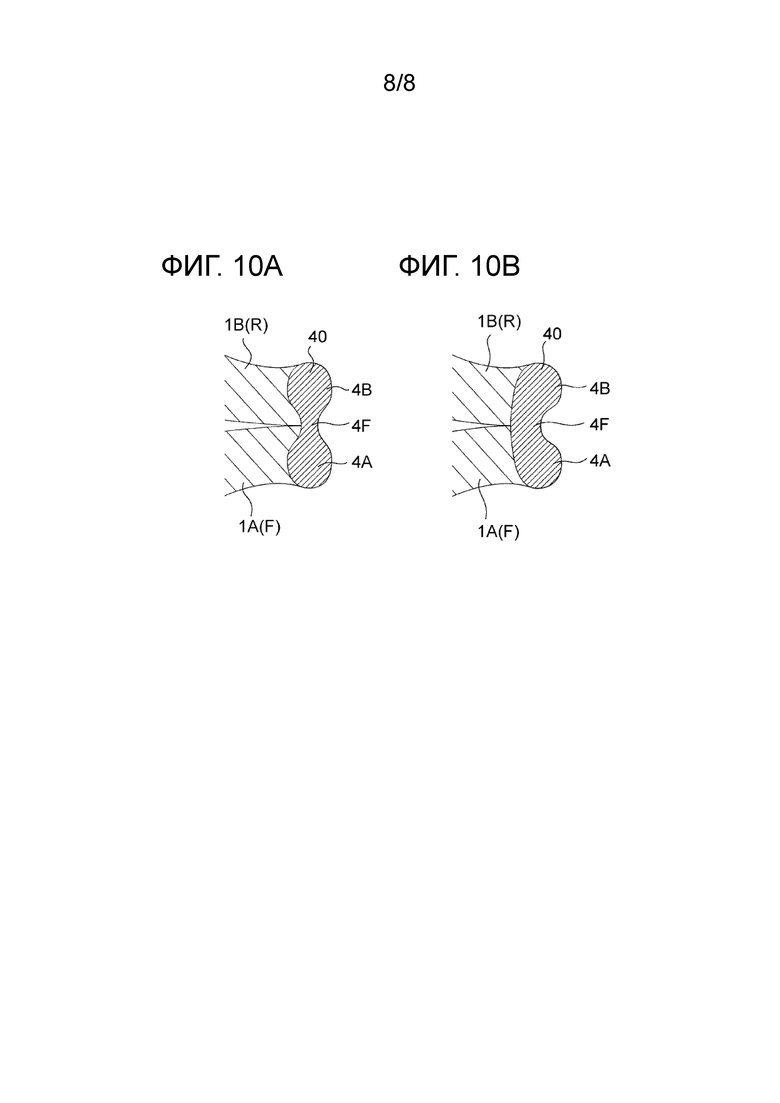
Натягиваемый предмет одежды (1) включает наружное покрытие (3), образующее наружную поверхность предмета одежды, причем обе краевые части боковых сторон наружного покрытия в переднем сегменте F и обе краевые части боковых сторон наружного покрытия в заднем сегменте R присоединяются друг к другу, образуя пару боковых уплотнений (4), отверстие для талии (8) и пару отверстий для ног (9). Каждое из боковых уплотнений (4) включает краевую часть уплотнения (41), причем краевая часть (3F) наружного покрытия (3) в переднем сегменте F и краевая часть наружного покрытия (3) в заднем сегменте R присоединяются друг к другу посредством непрерывной линейной соединяемой сплавлением части (40), проходящей в продольном направлении бокового уплотнения (4). В поперечном сечении, перпендикулярном направлению, в котором проходит боковое уплотнение (4), соединяемая сплавлением часть (40) включает узкую секцию (4F), которая образована в ее средней части в направлении толщины Q и которая имеет малую ширину W в направлении изнутри наружу P. Узкая секция (4F) включает широкие секции (4A, 4B), которые располагаются на обеих сторонах узкой секции (4F) в направлении толщины Q и у которых ширина W составляет более чем ширина узкой секции (4F). 2 н. и 13 з.п. ф-лы, 16 ил. 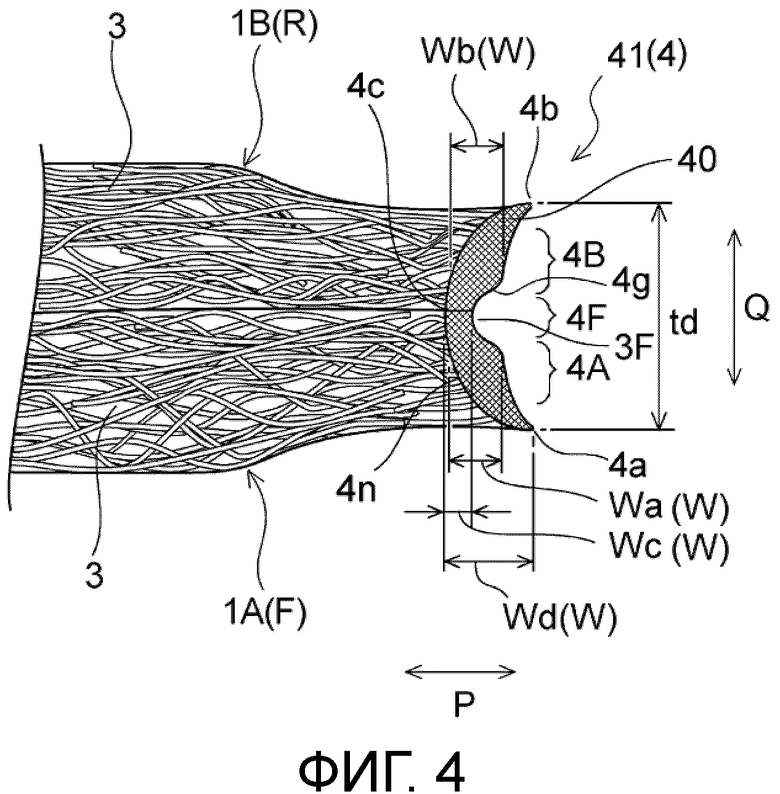
1. Натягиваемый предмет одежды, включающий наружное покрытие, образующее наружную поверхность предмета одежды, причем обе краевые части боковых сторон наружного покрытия в переднем сегменте и обе краевые части боковых сторон наружного покрытия в заднем сегменте выполнены с возможностью присоединения друг к другу с образованием пары боковых уплотнений, отверстия для талии и пары отверстий для ног,
причем каждое из боковых уплотнений включает краевую часть уплотнения, причем краевая часть наружного покрытия в переднем сегменте и краевая часть наружного покрытия в заднем сегменте выполнены с возможностью присоединения друг к другу посредством непрерывной линейной соединяемой сплавлением части, проходящей в продольном направлении бокового уплотнения,
причем в поперечном сечении, перпендикулярном направлению, в котором проходит боковое уплотнение, когда направление, направленное от приближенной к коже пользователя стороны к удаленной от кожи пользователя стороне предмета одежды, называется направлением изнутри наружу, и направление, перпендикулярное направлению изнутри наружу, называется направлением толщины, соединяемая сплавлением часть включает узкую секцию, образованную в средней части соединяемой сплавлением части в направлении толщины, имеющую малую ширину в направлении изнутри наружу, и
причем узкая секция представляет собой секцию, где широкие секции расположены на обеих сторонах узкой секции в направлении толщины, и ширина широкой секции больше ширины узкой секции.
2. Предмет одежды по п. 1, в котором в направлении толщины соединяемой сплавлением части узкая секция образована в той части соединяемой сплавлением части, где присутствует граница наружных покрытий.
3. Предмет одежды по п. 1, в котором в поперечном сечении, перпендикулярном направлению, в котором проходит боковое уплотнение, наружный край соединяемой сплавлением части в направлении изнутри наружу имеет форму поперечного сечения, изогнутую так, что она является выпуклой внутрь в направлении изнутри наружу.
4. Предмет одежды по п. 1, в котором в поперечном сечении, перпендикулярном направлению, в котором проходит боковое уплотнение, внутренний край соединяемой сплавлением части в направлении изнутри наружу имеет форму поперечного сечения, выступающую так, что она является выпуклой внутрь в направлении изнутри наружу.
5. Предмет одежды по п. 1, в котором соединяемая сплавлением часть имеет серповидную форму поперечного сечения в целом в поперечном сечении, перпендикулярном направлению, в котором проходит боковое уплотнение.
6. Предмет одежды по п. 1, в котором наружное покрытие включает полимерный материал и выполнен из полимерного материала, служащего в качестве основного компонента.
7. Предмет одежды по п. 1, в котором наружное покрытие включает полимерный материал и полимерный материал представляет собой термоплавкий синтетический полимер.
8. Предмет одежды по п. 1, в котором на стороне снаружи соединяемой сплавлением части в направлении изнутри наружу краевая часть уплотнения не включает часть, в которой волокна, составляющие наружное покрытие, сохраняют свою волокнистую форму.
9. Предмет одежды по п. 1, в котором соединяемая сплавлением часть, включающая узкую секцию и широкие секции, образована на протяжении всей длины части между отверстием для талии и отверстием для ноги.
10. Предмет одежды по п. 1, в котором минимальная ширина Wc узкой секции соединяемой сплавлением части составляет 95% или менее максимальной ширины Wa и Wb широких секций, расположенных на обеих сторонам узкой секции.
11. Способ изготовления натягиваемого предмета одежды по п. 1 включает:
стадию наложения-приложения давления, включающую приложение давления к части непрерывного наружного покрытия, в которой должно образовываться боковое уплотнение в состоянии, в котором
накладываются сторона переднего сегмента и сторона заднего сегмента; и
стадию образования бокового уплотнения, включающую разделение наружного покрытия посредством облучения части, в которой должно образовываться боковое уплотнение и которая находится в сжатом состоянии, лазерным пучком через пропускающий пучок участок, проходящий в направлении, пересекающем направление перемещения наружного покрытия, и таким образом разрезая и отделяя наружное покрытие и соединяя сплавлением краевые части разрезанного слоистого наружного покрытия, образованные посредством разрезания/отделения, причем
на стадии образования бокового уплотнения используется опорный элемент, в котором соотношение ширины пропускающего пучок участка и диаметра пятна лазерного пучка регулируют так, что образуется соединяемая сплавлением часть, включающая узкую секцию и широкую секцию.
12. Способ по п. 11, в котором опорный элемент включает в качестве пропускающего пучок участка, через который проходит лазерный пучок, щелеобразное отверстие, которое пронизывает опорный элемент в направлении толщины.
13. Способ по п. 11, в котором лазерный пучок направляют так, что ширина W7 пропускающего пучок участка составляет более чем диаметр пятна лазерного пучка.
14. Способ по п. 11, в котором соотношение (W7/D) ширины W7 пропускающего пучок участка и диаметра пятна лазерного пучка составляет 1,2 или более.
15. Способ по п. 14, в котором соотношение (W7/D) находится в интервале от 5 до 7.
| JP 2013071282 A, 22.04.2013 | |||
| JP 2013529149 A, 18.07.2013 | |||
| JP 2010188629 A, 02.09.2010 | |||
| WO 2012070462 A1, 31.05.2012. |

