Изобретение относится к зубосохраняющим технологиям в стоматологии, более точно - к способу изготовления культевой штифтовой вкладки и устройству для реализации способа. Заявленное техническое решение дает возможность восстанавливать утраченную коронковую часть зуба для последующего изготовления искусственной коронки, тем самым способствуя формированию анатомической формы, а также обеспечивает функциональную и эстетическую полноценность.
В настоящее время вопросы усовершенствования технологии и сокращение времени изготовления культевой штифтовой вкладки на однокорневых зубах и в отдельности для каждого зуба являются актуальными и до конца не решенными, так как срок службы штифтовых конструкции зависит как от материала, так и от способа их изготовления.
Известны различные методы моделирования штифтовых вкладок. В каждом конкретном случае необходимо принимать во внимание индивидуальные особенности строения корня и его параметры пациента, которые определяют по прицельной рентгенограмме. В устье канала обязательно создается амортизационная полость овальной формы в вестибуло-оральном направлении, глубиной 1,0 – 1,5 мм и шириной 1,5 – 2,0 мм. В мезиально-дистальном направлении она незначительно превышает диаметр корневого штифта на 0,1 – 0,2 мм, и служит для лучшей фиксации вкладки, амортизации окклюзионной нагрузки с целью максимального использования оставшихся стенок зуба и профилактики осложнения, возникающих при изготовлении литых штифтовых вкладок, обеспечивающих создание монолита – вкладка – зуб». [Учебник для медицинских вузов/ Под ред. проф. В. Н. Трезубова. 2-е изд., испр. и доп. - СПб.: СпецЛит, 2001. - 351 с: ил.].
Известен математический расклад расчетов состояния устойчивости для оптимальных параметров штифтовых культевых вкладок. При этом известно, что конструкция состоит из двух отдельных частей: штифт и наддесневая часть культи, они должны быть собраны монолитно - чтобы отливаться одновременно.
Штифтовая культевая вкладка моделируется для восстановления передних, боковых, при частичном или полном разрушении коронки зуба. Литые штифтовые культевые вкладки изготавливают и косвенным методом – восковую композицию штифтовой культевой вкладки формируют по предварительно изготовленной модели. В прямом способе штифтовая вкладка производится непосредственно в полости рта. Для этого над пламенем спиртовки разогревается воск «Лавакс», при помощи пальцев врач формирует из размягченного воска форму штифта и вводит в заранее подготовленный полость зуба под штифтовую культевую вкладку, затем моделирует культевую часть в полости рта с разогретым над пламенем горелки инструментом.
При этом имеется высокая вероятность ожога мягких тканей полости рта при моделировании культи из воска, поломка штифта при введении в полость зуба, потеря многого времени работы врача для формирования и моделирования восковой репродукции культевой штифтовой вкладки.
Из исследованного уровня техники заявителем выявлены три различных способа изготовления штифтовых культевых вкладок.
Каждый из них обладает тем или иным достоинством или недостатком. При этом существуют технические и технологические трудности, связанные с их изготовлением.
Из исследованного уровня техники заявителем выявлено изобретение по патенту РФ № 2268022 «Способ изготовления литой штифтово-культевой вкладки», сущностью является способ изготовления литой штифтово-культевой вкладки путем изготовления культевой части конструкции на модели, изготовленной по слепку, отличающийся тем, что моделировку поддесневой и штифтовой частей конструкции проводят непосредственно в полости рта.
Недостатками известного способа является большой срок и сложность изготовления в результате того, что для осуществления известного способа необходимо снять слепки, отлить модели, смоделировать культевую часть конструкции на модели, при этом штифтовую и поддесневую части необходимо моделировать в полости рта.
Из исследованного уровня техники выявлено изобретение по заявке на изобретение РФ №2009107782 «Фрезерованная керамическая штифтовая культевая вкладка», сущностью является керамическая штифтовая культевая вкладка, которая изготавливается путем получения двухслойного двухэтапного оттиска и изготовление модели, затем модель (рабочий участок) сканируется аппаратом, например InEos (Sirona, Германия) и преобразовывается в 3D модель на компьютере, далее проводится виртуальная моделировка вкладки на программном обеспечении, например Cerec 3D (Sirona, Германия) с последующим фрезерованием вкладки.
Недостатками известного технического решения является то, что:
- для его осуществления необходимо дорогостоящее оборудование;
- существует высокий риск поломки, так как керамическая культевая вкладка не способна выдерживать давление, создаваемое в корневой части вкладки во время жевания.
Из исследованного уровня техники заявителем выявлено изобретение по патенту РФ № 2504343 «Способ изготовления культевой штифтовой вкладки для передней группы зубов», сущностью является способ изготовления культевой штифтовой вкладки для передней группы зубов, включающий препарирование надкорневой части и корневого канала зуба в полости рта пациента, установку штифта из стекловолокна, укорачивание выступающего конца штифта таким образом, чтобы он не мешал смыканию с зубами-антагонистами, моделирование культи, припасовку вкладки в полости рта пациента, отличающийся тем, что препарированный корневой канал зуба заполняют корригирующей силиконовой пастой, затем в корневой канал зуба, заполненный корригирующей силиконовой пастой, устанавливают стандартный стекловолоконный штифт будущей культевой штифтовой вкладки с диаметром, равным диаметру последней корневой развертки, использованной при разработке корневого канала в полости рта, после чего с помощью оттискной силиконовой массы снимают оттиски челюстей рабочий и вспомогательный и отливают рабочую и вспомогательные модели из гипса, модели гипсуют в артикулятор, затем рабочую модель челюсти вынимают из артикулятора и покрывают на ней изолирующим лаком поверхность корневого канала и надкорневой части восстанавливаемого зуба, после этого на рабочей модели в корневой канал восстанавливаемого зуба устанавливают стандартный стекловолоконный штифт, идентичный штифту, использованному для снятия рабочего оттиска челюсти, затем выступающий конец штифта отрезают так, чтобы он не мешал смыканию с зубами-антагонистами, после этого на надкорневой части штифта моделируют культевую часть вкладки, для чего используют пакуемый композитный пломбировочный материал для жевательной группы зубов «Filtek™ Р60», цвет которого предварительно подбирают в соответствии с цветом зубов пациента, композитный материал наносят послойно и после каждой порции нанесенного материала фотополимеризуют всю моделируемую поверхность одновременно в полимеризаторе светоотверждаемых материалов, при этом в процессе моделирования контролируют в артикуляторе разобщение с зубами антагонистами, готовую культевую штифтовую вкладку вынимают из корневого канала рабочей модели и припасовывают в полости рта пациента
Недостатком известного способа является то, что используется стекловолоконный штифт и светополимеризационный материал FiltekP60. В результате вкладка состоит из неоднородных материалов, механические свойства которых различаются. Во время эксплуатации такой вкладки возможно разъединение составляющих ее частей.
Целью и техническим результатом заявленного технического решения является устранение недостатков известных аналогов, а именно:
- значительное сокращение временного интервала изготовления культевой штифтовой вкладки;
- обеспечение возможности формирования требуемой формы и размеров культевой штифтовой вкладки;
- обеспечение разработки ресурсосберегающей технологии изготовления культевой штифтовой вкладки и устройства для её реализации с возможностью обеспечения широких слоёв населения высоким качеством восстановления зубов, особенно в отдаленных и не оснащенных современной технологией и оборудованием регионах, что приведет к повышению качества жизни населения в целом.
Сущностью заявленного технического решения является способ изготовления культевой штифтовой вкладки для восстановления однокорневых зубов, заключающийся в том, что препарируют каждую полость под литую культевую штифтовую вкладку последовательно шаровидным бором, цилиндрическим бором и пламевидным бором соответственно, снимают оттиск, отливают гипсовую модель и выполняют моделирование культевой штифтовой вкладки для каждого зуба в фронтальной группе зубов верхней челюсти с использованием воска для создания заготовки, далее выполняют приваривание литников к созданным восковым заготовкам, далее изготавливают огнеупорные кюветы с использованием созданных восковых заготовок с литниками соответственно, далее выплавляют из огнеупорных кювет воск, далее выполняют литье культевых штифтовых вкладок в созданных кюветах с использованием зуботехнических литьевых установок, далее выполняют удаление от отлитых культевых вкладок литников и образовавшихся поднутрений, далее выполняют пескоструйную обработку культевых штифтовых вкладок и производят шлифовку в зуботехнической лаборатории и по созданным литым культевым вкладкам изготавливают контрформы при помощи светоотверждаемой пластмассы, далее изготавливают выводные каналы и устанавливают круглогубцы, которые используются как пресс-форма, далее выполняют процесс полимеризации с каждой стороны контрформы соответственно, далее разогревают воск и используют контрформы на круглогубцах для создания репродукции культевой штифтовой вкладки, далее удаляют излишки после затвердевания воска, с получением восковых репродукций культевых штифтовых вкладок, готовых к использованию по назначению. Устройство для реализации способа по п.1, представляющее собой пресс-форму, выполненную в виде двух антагонирующих частей, которые имеют форму одной половины культевой штифтовой вкладки на каждой половине пресс-формы соответственно, с возможностью при смыкании двух половин пресс-форм между собой формирования полноценной репродукции культевой штифтовой вкладки с заранее заданной формой и размером в зависимости от сегментарной принадлежности зуба – для центральных, боковых резцов, клыков, премоляров соответственно.
Заявленное техническое решение иллюстрируется Фиг.1 - Фиг. 10.
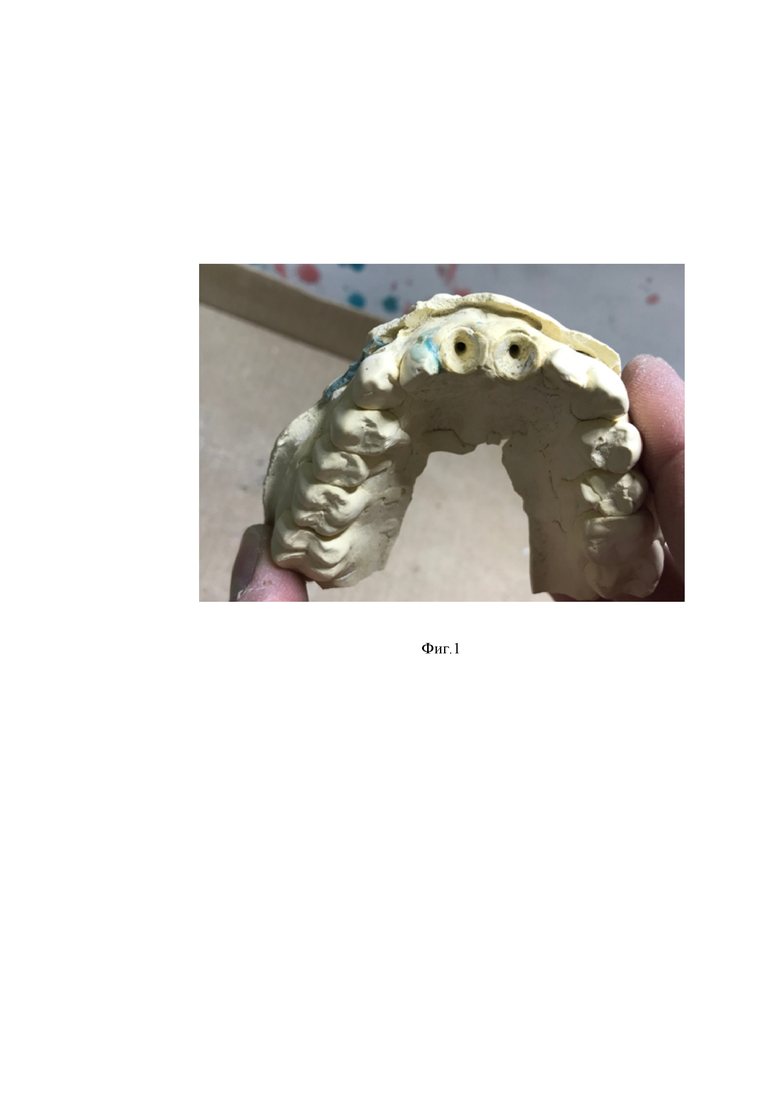
На Фиг. 1 представлена отлитая модель верхней челюсти с отпрепарироваными полостями под литую культевую штифтовую вкладку в следующей последовательности: цилиндрическим бором, шаровидным бором, пламевидным бором соответственно.
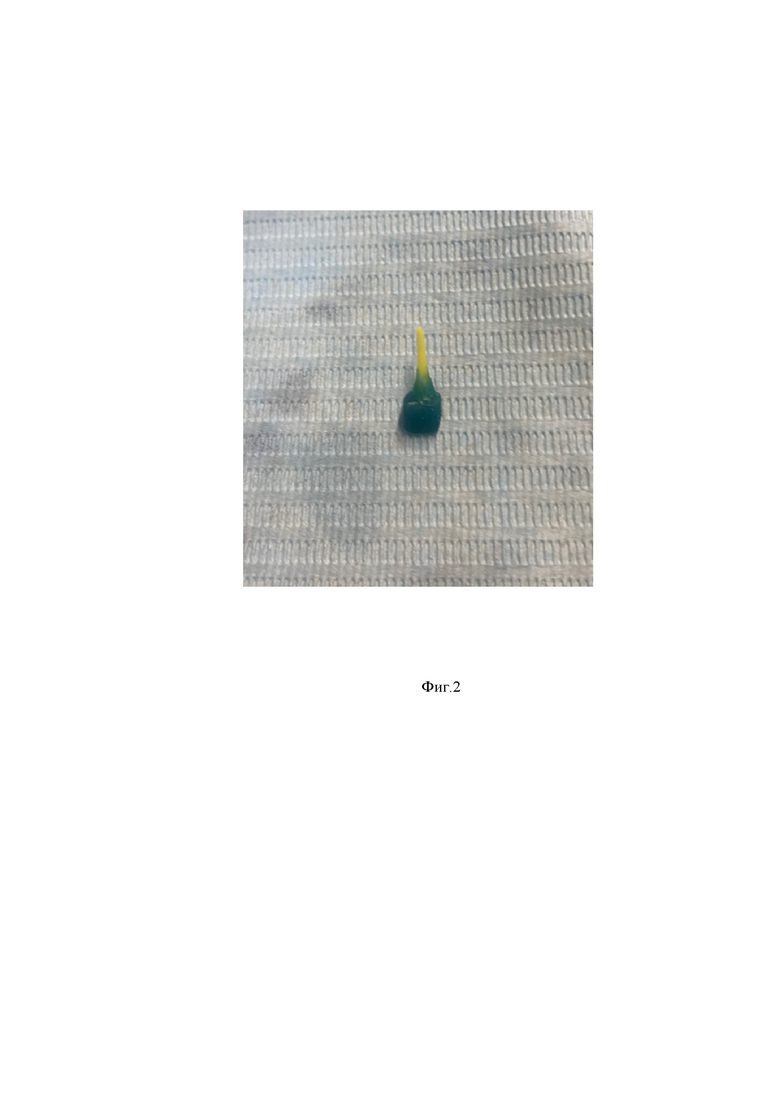
На Фиг. 2 представлена моделировка из воска в зуботехнической лаборатории культевой штифтовой вкладки.
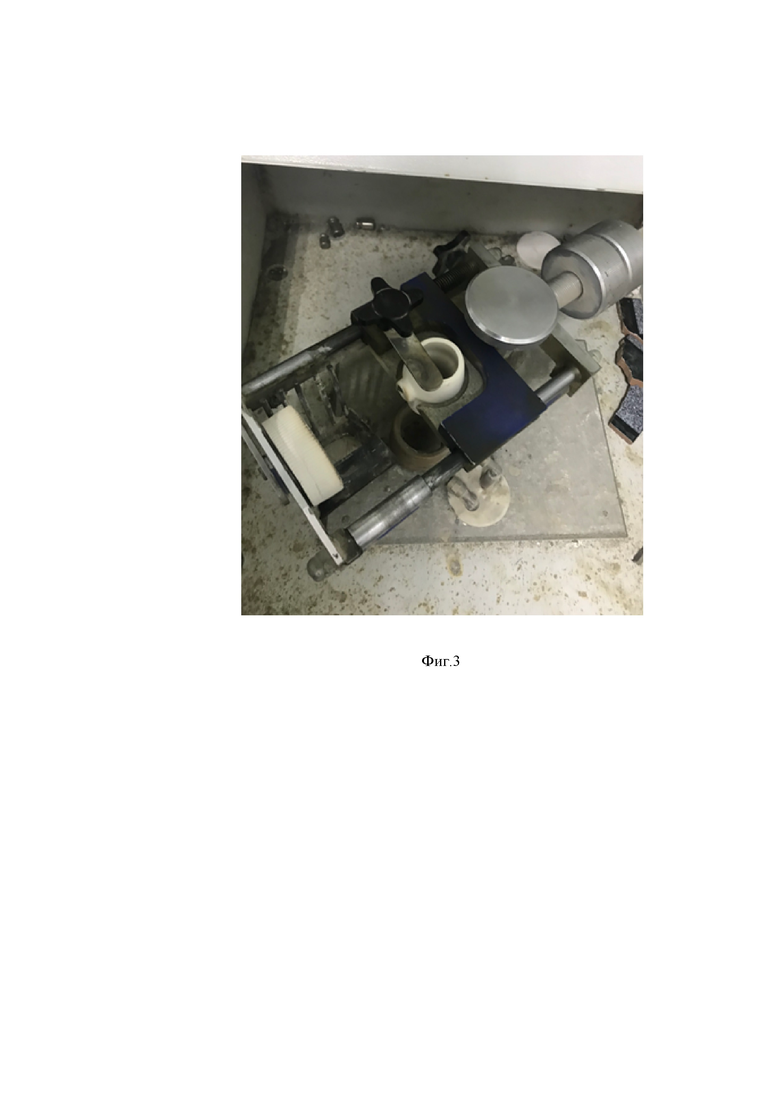
На Фиг. 3 представлена зуботехническая литьевая установка.
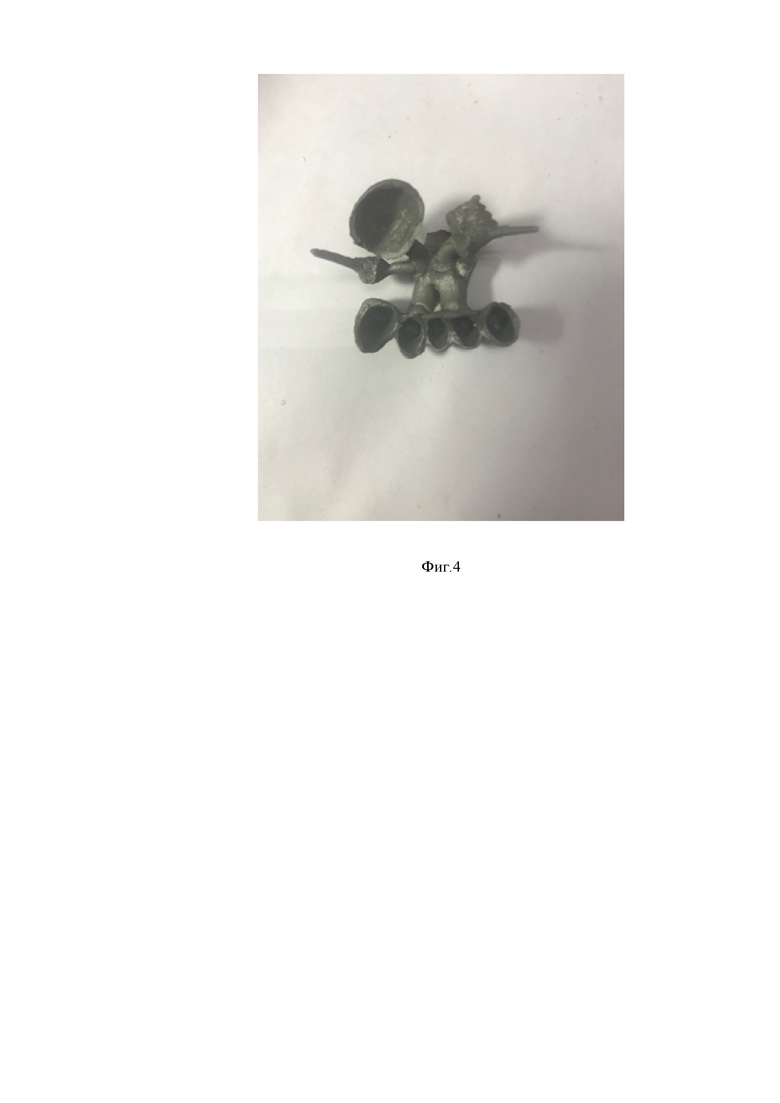
На Фиг. 4 представлен образец с литниками, отлитый в зуботехнической литьевой установке.
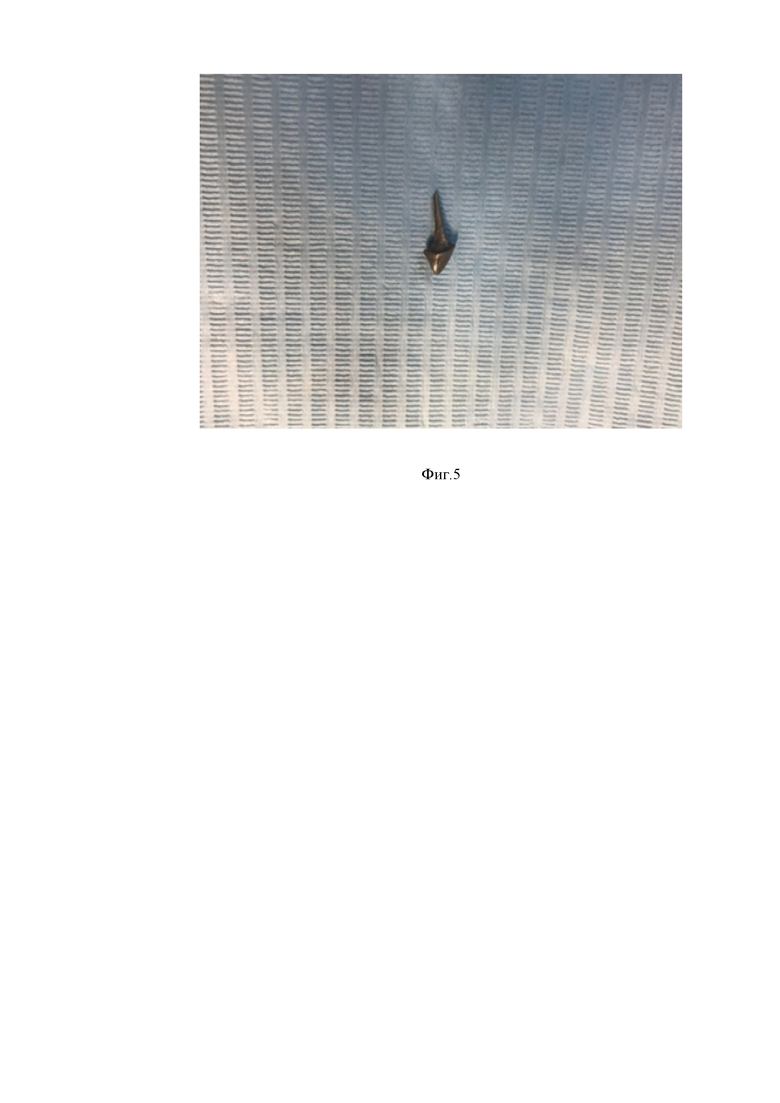
На Фиг. 5 представлена цельнолитая культевая штифтовая вкладка после удаления литников и образовавшихся поднутрений.
На Фиг. 6 представлена готовая цельнолитая культевая штифтовая вкладка после пескоструйной обработки.
На Фиг.7 представлены контрформы для изготовления восковой репродукции культевой штифтовой вкладки.
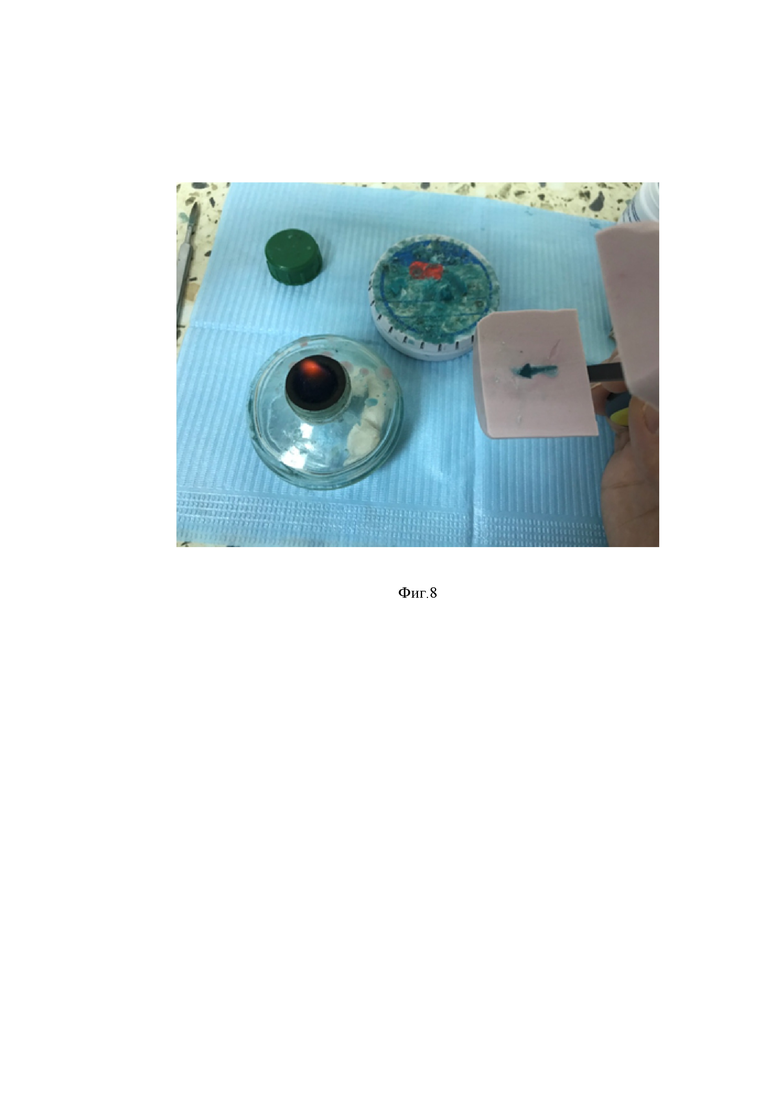
На Фиг.8 представлен процесс разогревания над пламенем спиртовки воска «ЛАВАКС» и установка в пресс-форму.
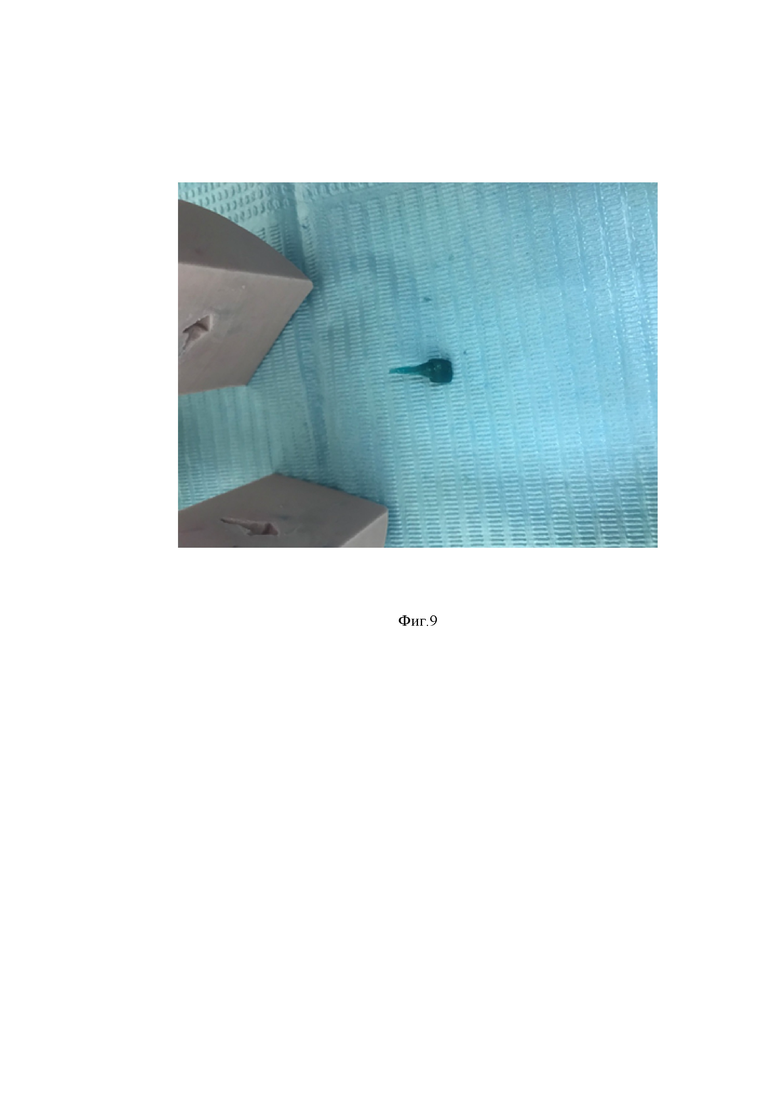
На Фиг.9 представлена восковая репродукция культевой штифтовой вкладки.
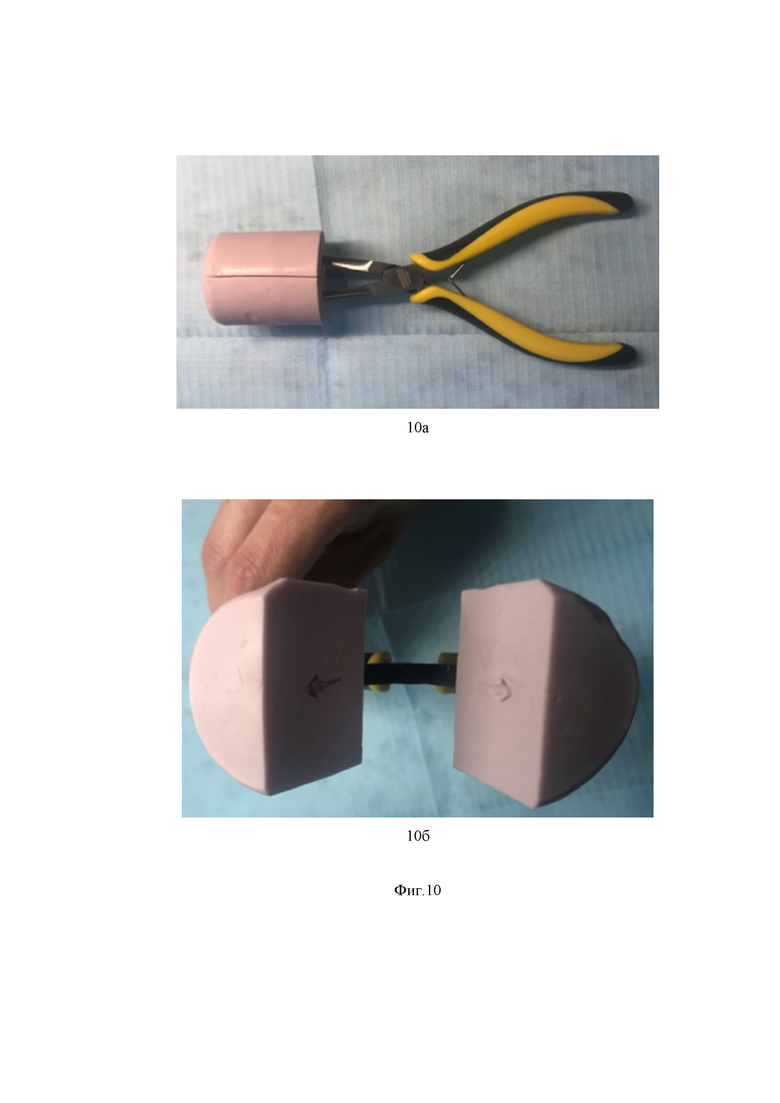
На Фиг.10 представлена пресс-форма, установленная в круглогубцы:
10а – вид сбоку;
10б – вид спереди.
Далее заявителем приведено описание заявленного технического решения.
Устройство для изготовления культевой штифтовой вкладки предназначено для формирования восковой репродукции культевой штифтовой вкладки, состоит из пресс-формы, изготовленной в виде двух антагонирующих частей, которые имеют форму одной половины культевой штифтовой вкладки на каждой половине пресс-формы, а при смыкании двух половин между собой формируют полноценную репродукцию культевой штифтовой вкладки с заранее заданной форме и размеру в зависимости от сегментарной принадлежности зуба (для центральных, боковых резцов, клыков, премоляров). Устройство изготавливается по культевым вкладкам, отлитым в зуботехнической лаборатории на литьевых установках.
Материалы для осуществления заявленного технического решения:
- воск «ЛАВАКС» – используется для формирования образцов из воска при несъемном протезировании, основу составляют парафин и различные смолы. Является одним из лучших материалов при создании коронок из пластмассы, комбинированных коронок, штифтовых зубов. Форма – восковые палочки 20 г (10 шт.);
- Пресс-форма для использования контрформы репродукции культевой штифтовой вкладки (можно использовать круглогубцы);
- «Stodent II» - гипс 2-го класса огнеупорный 2,5 кг;
- Zhermark Elite LCTRAY – светоотверждаемые пластины из пластмассы толщиной 2,5 мм. До полимеризации пластичные, принимают любую форму. Процесс полимеризации запускается при помощи галогеновой или ультрафиолетовой ламп и длится от 3 до 5 минут.
Оборудование для осуществления заявленного технического решения:
- спиртовка металлическая;
- нож-шпатель зуботехнический, большой с ручкой 17 см;
- литейное зуботехническое оборудование;
- стоматологическая установка;
- пескоструйный аппарат;
- турбинный наконечник;
- перчатки резиновые хирургические;
- халат медицинский;
- защитные очки или экран.
Заявленный способ состоит в целом из следующих действий:
1) Препарируют каждую полость под литую культевую штифтовую вкладку цилиндрическим бором, шаровидным бором, пламевидным бором соответственно (Фиг.1).
2) Моделируют культевую штифтовую вкладку при помощи воска (Фиг.2).
3) Приваривают литники к созданным восковым заготовкам.
1) Создают огнеупорные кюветы с использованием созданных восковых заготовок с литниками.
1) Выплавляют из кювет воск.
2) Льют культевые штифтовые вкладки в созданных кюветах с использованием зуботехнических литьевых установок (Фиг.3).
3) Удаляют от отлитых культевых вкладок литники и образовавшиеся поднутрений (Фиг.5).
4) Обрабатывают пескоструйно культевые штифтовые вкладки и шлифуют в зуботехнической лаборатории (Фиг.6).
5) По созданным литым культевым вкладкам создают контрформы при помощи светоотверждаемой пластмассы, например Zhermark Elite LCtray (Фиг.7)
6) Создают выводные каналы и устанавливают круглогубцы (используются как пресс-форма).
7) Полимеризуют в течение 5 минут с каждой стороны контрформы.
8) Разогревают шпателем над пламенем спиртовки воск «ЛАВАКС» (Фиг.8).
9) Используют контрформы для изготовления репродукций культевых штифтовых вкладок.
10) Получают восковые репродукции культевых штифтовых вкладок (Фиг 9).
Далее заявителем приведен пример осуществления заявленного технического решения.
Сначала препарируют каждую полость под литую культевую штифтовую вкладку шаровидным бором №1, для расширения устья и доступа к запломбированным корневым каналам (Фиг.1).
Затем препарируют каждую полость под литую культевую штифтовую вкладку цилиндрическим бором для создания овальной амортизирующей зоны на культевой вкладке. (Фиг.1)
Затем препарируют каждую полость под литую культевую штифтовую вкладку пламевидным бором. За счет этого создается конусная культевая внутриканальная часть, которая должна погружаться не менее чем на 2/3 от длины корневого канала (Фиг.1).
Выполняют моделировку культевой штифтовой вкладки при помощи воска (Фиг. 2).
Далее выполняют приваривание литников к созданным восковым заготовкам, которые (литники) необходимы для места заливки в огнеупорную модель металла при литье.
Созданные восковые заготовки с литниками заливают в кюветы из «Stodent II» - гипса 2-го огнеупорного класса. Для этого смешивют гипс с водой и заливают восковую модель, оставляя выход в месте окончания литника. Заливают гипс так, чтобы не образовывались пустоты.
После высыхания гипса выплавляют из кювет воск.
Затем производят литье культевых штифтовых вкладок в созданных кюветах с использованием общеизвестных зуботехнических литьевых установок (https://yandex.ru/images/search?text=%D0%B7%D1%83%D0%B1%D0%BE%D1%82%D0%B5%D1%85%D0%BD%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F%20%D0%BB%D0%B8%D1%82%D1%8C%D0%B5%D0%B2%D0%B0%D1%8F%20%D1%83%D1%81%D1%82%D0%B0%D0%BD%D0%BE%D0%B2%D0%BA%D0%B0&stype=image&lr=43&source=wiz).
После остывания кювет с культевыми штифтовыми вкладками производят удаление литников и образовавшихся поднутрений, спиливая их (Фиг.5).
Далее производят пескоструйную обработку культевых штифтовых вкладок и шлифовку в зуботехнической лаборатории (Фиг.6).
По созданным литым культевым вкладкам создают контрформы для восковой репродукции культевой штифтовой вкладки, которые (контрформы) состоят из следующих конструктивных элементов:
1 - верхняя часть контрформы для восковой репродукции культевой штифтовой вкладки;
2 - нижняя часть контрформы для восковой репродукции культевой штифтовой вкладки;
3 - круглогубцы или идентичное им устройство для смыкания или размыкания верхней и нижней контрформ соответственно (Фиг.7, Фиг.10).
Создают выводные каналы и устанавливают в круглогубцы. Установка производиться таким образом, чтобы каждая щечка круглогубцев входила и выходила из каждой части контрформы, не нарушая отпечатка репродукции культевой штифтовой вкладки (в дальнейшем используются как пресс-форма).
Полимеризуют 3-5 минут полимеризационной лампой.
Разогревают воск «ЛАВАКС» и помещают в пресс-формы на круглогубцах для создания репродукции культевой штифтовой вкладки. Удаляют излишки после затвердевания воска (Фиг.8).
Получают восковые репродукции культевых штифтовых вкладок, готовых к использованию на долгий срок службы и большее количество пациентов (Фиг.9).
Таким образом, полученные результаты, приведенные на Фигурах, демонстрируют высокую эффективность использования заявленного способа изготовления штифтовой культевой вкладки.
Для правильного формирования полостей вкладки рекомендуется частично разрушенные части коронки зуба, рекомендованные для восстановления поврежденной и тонкостенные пластинки, иссекать до уровня десны. У сохранившихся стенок внутреннюю поверхность обрабатывают таким образом, чтобы между поперечным срезом корня и выше ранее указанными поверхностями образовались углы 90°, и только затем обрабатывают наружную поверхность стенок коронковой части культи под углом 3 - 6°, а затем оформляют окклюзионную поверхность, т.е. создают плоскость под углом 45 – 60° к оси зуба. Такая форма культи обуславливает равномерное распределение жевательного давления и уменьшает разламывающее действие штифта, а также перераспределяет горизонт давления, выполняя роль дробителя нагрузки. Это, в свою очередь, обуславливает наиболее щадящий режим обработки канала.
При сильном разрушении коронки также иссекают твердые ткани, выравнивают культю корня, и только затем формируют круговой уступ шириной 0,2 - 0,3 мм на глубину зубодесневой щели. Уступ сохраняет максимальную толщину стенок корня и в тоже время обеспечивает жесткость штифтовой части протеза при нагрузке, образуется амортизирующая зона. Амортизирующая зона позволяет образовать культевую часть протеза такой, которая в каждой точке вертикального сечения создается дополнительное ребро жесткости и образуется дополнительная площадь опоры протеза на корень зуба, тем самым распределяя жевательное давление.
Из изложенного выше можно сделать вывод, что заявителем достигнуты поставленные цели и заявленный технический результат, а именно:
- значительно сокращен временной интервал изготовления культевой штифтовой вкладки;
- обеспечена возможность формирования требуемой формы и размеров культевой штифтовой вкладки;
- обеспечена разработка ресурсосберегающей технологии изготовления культевой штифтовой вкладки и устройства для её реализации с возможностью обеспечения широких слоёв населения высоким качеством восстановления зубов, особенно в отдаленных и не оснащенных современной технологией и оборудованием регионах, что приведет к повышению качества жизни населения в целом.
При этом заявленный способ, по сравнению не только с наиболее близким аналогом (прототипом), но и с другими аналогами в целом, характеризуется:
- малой травматичностью,
- простотой и технологичностью исполнения,
- не требует существенных материальных затрат,
- обладает возможностью широкого применения в практической медицине, т.к. прошел апробирование (испытание) в условиях лаборатории института фундаментальной медицины и биологии Казанского (Приволжского) федерального университета, в результате которых были реализованы все поставленные цели и заявленные технические результаты.
Основываясь на выше изложенном, можно сделать вывод о том, что разработанное техническое решение в целом и устройство в частности для изготовления восковых репродукций культевой штифтовой вкладки для однокорневых фронтальных зубов создает благоприятные условия, сокращает сроки их изготовления открывает новые возможности при восстановлении утраченной коронковой части зуба.
Заявленное техническое решение удовлетворяет критерию, предъявляемому к изобретениям «новизна», так как в результате анализа уровня техники не заявителем не обнаружено средство, которому присущи признаки, идентичные (то есть совпадающие по исполняемой ими функции и форме выполнения этих признаков) всем признакам, перечисленным в независимом пункте формулы изобретения, включая характеристику назначения.
Заявленное техническое решение удовлетворяет критерию, предъявляемому к изобретениям «изобретательский уровень», т.к. оно не является очевидным для специалиста в данной области техники.
Заявленное техническое решение удовлетворяет критерию «промышленная применимость», предъявляемого к изобретениям, т.к. было апробировано на практике в условиях лаборатории института фундаментальной медицины и биологии Казанского федерального университета, в результате которых были реализованы все цели, поставленные в заявленном техническом решении.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРАЗБОРНАЯ МНОГОКОРНЕВАЯ КУЛЬТЕВАЯ ШТИФТОВАЯ ВКЛАДКА ИЗ СПЛАВА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ И МОДЕЛЬ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2334490C2 |
| СПОСОБ ОРТОДОНТИЧЕСКОГО ЛЕЧЕНИЯ ПАЦИЕНТОВ С ДЕФЕКТАМИ ТВЕРДЫХ ТКАНЕЙ ЗУБОВ | 2017 |
|
RU2645641C1 |
| СПОСОБ РЕСТАВРАЦИИ КУЛЬТИ ЖЕВАТЕЛЬНЫХ ЗУБОВ | 2005 |
|
RU2283061C1 |
| СПОСОБ ЛЕЧЕНИЯ ПЕРЕЛОМОВ КОРНЯ ЗУБА | 1996 |
|
RU2123311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОЙ ШТИФТОВО-КУЛЬТЕВОЙ ВКЛАДКИ | 2004 |
|
RU2268022C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОЙ СБОРНОЙ ШТИФТОВОЙ КУЛЬТЕВОЙ ВКЛАДКИ | 2004 |
|
RU2268023C1 |
| ПРОТЕЗ ДЛЯ ЗУБА, ПОДВЕРГШЕГОСЯ КОРОНО-РАДИКУЛЯРНОЙ СЕПАРАЦИИ | 1996 |
|
RU2103941C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОРОНКОВОЙ ЧАСТИ ЗУБА | 2014 |
|
RU2548788C1 |
| Способ исследования прочностных свойств зубов и устройство для его осуществления | 2022 |
|
RU2802505C1 |
| СПОСОБ РЕСТАВРАЦИИ КУЛЬТИ ЗУБА ЛИТОЙ ШТИФТОВОЙ ВКЛАДКОЙ ПРИ НАЛИЧИИ ОПОРНОЙ ИСКУССТВЕННОЙ КОРОНКИ | 2003 |
|
RU2255702C1 |


Группа изобретений относится к медицине, а именно к зубосохраняющим технологиям в стоматологии, и предназначена для использования при изготовлении культевой штифтовой вкладки. Препарируют каждую полость под литую культевую штифтовую вкладку последовательно шаровидным бором, цилиндрическим бором и пламевидным бором соответственно, снимают оттиск, отливают гипсовую модель и выполняют моделирование культевой штифтовой вкладки для каждого зуба в фронтальной группе зубов верхней челюсти с использованием воска для создания заготовки, далее выполняют приваривание литников к созданным восковым заготовкам, далее изготавливают огнеупорные кюветы с использованием созданных восковых заготовок с литниками соответственно, далее выплавляют из огнеупорных кювет воск, далее выполняют литье культевых штифтовых вкладок в созданных кюветах с использованием зуботехнических литьевых установок, далее выполняют удаление от отлитых культевых вкладок литников и образовавшихся поднутрений, далее выполняют пескоструйную обработку культевых штифтовых вкладок и производят шлифовку в зуботехнической лаборатории и по созданным литым культевым вкладкам изготавливают контрформы при помощи светоотверждаемой пластмассы, далее изготавливают выводные каналы и устанавливают круглогубцы, которые используются как пресс-форма, далее выполняют процесс полимеризации с каждой стороны контрформы соответственно, далее разогревают воск и используют контрформы на круглогубцах для создания репродукции культевой штифтовой вкладки, далее удаляют излишки после затвердевания воска, с получением восковых репродукций культевых штифтовых вкладок, готовых к использованию по назначению. Для реализации способа используют устройство, представляющее собой пресс-форму, выполненную в виде двух антагонирующих частей, которые имеют форму одной половины культевой штифтовой вкладки на каждой половине пресс-формы соответственно, с возможностью при смыкании двух половин пресс-форм между собой формирования полноценной репродукции культевой штифтовой вкладки с заранее заданной формой и размером в зависимости от сегментарной принадлежности зуба – для центральных, боковых резцов, клыков, премоляров соответственно. Изобретения позволяют восстанавливать утраченную коронковую часть зуба для последующего изготовления искусственной коронки, тем самым способствуя формированию анатомической формы, а также обеспечивает функциональную и эстетическую полноценность. 2 н.п. ф-лы, 10 ил.
1. Способ изготовления культевой штифтовой вкладки для восстановления однокорневых зубов, заключающийся в том, что препарируют каждую полость под литую культевую штифтовую вкладку последовательно шаровидным бором, цилиндрическим бором и пламевидным бором соответственно, снимают оттиск, отливают гипсовую модель и выполняют моделирование культевой штифтовой вкладки для каждого зуба в фронтальной группе зубов верхней челюсти с использованием воска для создания заготовки, далее выполняют приваривание литников к созданным восковым заготовкам, далее изготавливают огнеупорные кюветы с использованием созданных восковых заготовок с литниками соответственно, далее выплавляют из огнеупорных кювет воск, далее выполняют литье культевых штифтовых вкладок в созданных кюветах с использованием зуботехнических литьевых установок, далее выполняют удаление от отлитых культевых вкладок литников и образовавшихся поднутрений, далее выполняют пескоструйную обработку культевых штифтовых вкладок и производят шлифовку в зуботехнической лаборатории и по созданным литым культевым вкладкам изготавливают контрформы при помощи светоотверждаемой пластмассы, далее изготавливают выводные каналы и устанавливают круглогубцы, которые используются как пресс-форма, далее выполняют процесс полимеризации с каждой стороны контрформы соответственно, далее разогревают воск и используют контрформы на круглогубцах для создания репродукции культевой штифтовой вкладки, далее удаляют излишки после затвердевания воска, с получением восковых репродукций культевых штифтовых вкладок, готовых к использованию по назначению.
2. Устройство для реализации способа по п.1, представляющее собой пресс-форму, выполненную в виде двух антагонирующих частей, которые имеют форму одной половины культевой штифтовой вкладки на каждой половине пресс-формы соответственно, с возможностью при смыкании двух половин пресс-форм между собой формирования полноценной репродукции культевой штифтовой вкладки с заранее заданной формой и размером в зависимости от сегментарной принадлежности зуба – для центральных, боковых резцов, клыков, премоляров соответственно.
| СПОСОБ ПОЛУЧЕНИЯ ДВОЙНОГО СЛЕПКА ПРИ ИЗГОТОВЛЕНИИ КУЛЬТЕВЫХ ВКЛАДОК | 2006 |
|
RU2311888C1 |
| Устройство для балансировки | 1961 |
|
SU147843A1 |
| Способ защиты десны | 2017 |
|
RU2673371C1 |
| СПОСОБ РЕСТАВРАЦИИ ЗУБОВ С НИЗКОЙ КЛИНИЧЕСКОЙ КОРОНКОЙ | 2006 |
|
RU2332187C1 |
| US 5964592 A, 12.10.1999. | |||

