Уровень техники
Данное изобретение относится к изготовлению подложки и электронного силового модуля.
Данное изобретение находит определенное применение в области авиации, где температурные напряжения могут быть значительными.
Электронные силовые модули включают в конвертеры, требующиеся для электрифицирования силовых и несиловых установок на борту воздушного судна, для того, чтобы преобразовывать электричество из основной сети (115 вольт переменного тока (V AC), 230 V AC, 540 В постоянного тока (DC)) в различные формы (AC/DC, DC/AC, AC/AC и DC/DC).
Фиг. 1 показывает пример электронного силового модуля 1, известного в данной области техники.
Электронный силовой модуль 1 включает в себя подложку 2, содержащую электроизолирующий слой 2a, изготовленный из керамического материала, который расположен между двумя металлическими слоями 2b и 2c. Два металлических слоя объединены с электроизолирующим слоем 2a посредством различных способов, например, тех, что известны как пайка твердым припоем (AMB), как покрывание непосредственно связанной медью (DBC) или, безусловно, как покрывание непосредственно связанным алюминием (DBA).
Верхний металлический слой 2b подложки 2 образует силовую цепь, на которой размещены полупроводниковые силовые элементы 3. Как показано на Фиг. 1, электронный силовой модуль 1 включает электрические и/или механические межсоединения 4 и 14, посредством чего полупроводниковые силовые элементы 3 и соединения 11 скомпонованы на силовой цепи 2b. В результате их недостатков, полупроводниковые силовые элементы 3 являются местами потерь от термоэффекта Джоуля, и они, соответственно, создают основной источник тепла.
Полупроводниковые силовые элементы 3 последовательно взаимно электрически соединены и связаны с соединениями 11 посредством электропроводки. Корпус 12, обычно изготовленный из полимера, затем приклеивают посредством клеевого соединения 13 на подложку 2 или на металлическую базовую пластину 5, на которой расположена подложка 2. Корпус 12 затем заполняют герметизирующим компаундом 15, таким как гель или эпоксидная смола, для того, чтобы предоставить механическую и электрическую защиту силовым элементам 3 и электропроводке.
Нижний механический слой 2c подложки 2 устанавливают на металлической базовой пластине 5, которая служит для распределения потока тепла и предоставления тепловой связи с металлическим рассеивателем тепла 6. Как показано на Фиг. 1, электронный силовой модуль 1 включает электрическое и/или механическое межсоединение 7, прикрепляющее нижний механический слой 2c подложки 2 к базовой пластине 5.
Базовая пластина 5 сама прикреплена к металлическому рассеивателю тепла 6 посредством слоя 8 термоинтерфейсного материала, такого как теплопроводная паста или эластомерная пленка, или иначе материалы с фазовыми превращениями. Слой 8 термоинтерфейсного материала служит, чтобы уменьшать термическое сопротивление контакта между между базовой пластиной 5 и рассеивателем тепла 6 для того, чтобы выпускать поток тепла в большей степени. Рассеиватель тепла 6 имеет ребра 9 для уменьшения его сопротивление теплопередаче максимально возможным образом, ребра 9 имеют охлаждающую текучую среду, проходящую межу ними, например, воздух.
Такой электронный силовой модуль 1, тем не менее, обладает некоторыми недостатками.
Электроизолирующий слой 2a подложки 2 и модуль 8 из термоинтерфейсного материала являются слоями, проявляющими высокое сопротивление теплопередаче и, соответственно, недостаточную теплопроводность. Они, соответственно, ограничивают рассеивание тепла, образованного внутри полупроводниковых силовых элементов 3, в направлении к рассеивателю тепла 6 и охлаждающей текучей среде. Кроме того, слой 8 термоинтерфейсного материала вызывает сопротивление теплопередаче, которое не является равномерным и которое зависит от расположения полупроводниковых силовых элементов 3 на силовой цепи, в особенности, если в цепи присутствует любой плоскостной дефект. Множественность слоев 2a, 2b, 2c, 4, 5, 7 и 8 между полупроводниковыми силовыми элементами 3 и рассеивателем тепла 6 также способствует этому высокому сопротивлению теплопередаче. Охлаждение электронного силового модуля 1 соответственно ограничено, и электронный силовой модуль 1 не подходит для применений при высокой температуре, т.е. для температур окружающей среды, выше чем или равных 175°C, вследствие присутствия органических материалов (термоинтерфейсного материала, герметизирующего компаунда, клеевого соединения и корпуса), которые обычно деградируют быстро выше 175°C. Следует заметить, что широкозонные полупроводниковые компоненты (SiC, GaN, …) могут функционировать выше обычных пределов для Si компонентов (175°C), и для того, чтобы достигнуть преимущества в возможности функционирования при высокой температуре, все элементы, образующие электронный силовой модуль, должны быть способными к функционированию надежным образом при высокой температуре.
Кроме того, решения для компоновки различных слоев 2a, 2b, 2c и 5, имеющих отличные один от другого коэффициенты термического расширения, делают электронный силовой модуль 1 чувствительным к феномену термической усталости, ограничивая тем самым надежность электронного силового модуля 1. В качестве примера, эти решения могут приводить к образованию трещин в электроизолирующем слое 2a подложки 2 и/или в электрических межсоединениях 4, 7.
Кроме того, травление, выполненное на верхнем металлическом слое 2b подложки 2, вызывает асимметрию по отношению к нижнему механическому слою 2c под электроизолирующим слоем 2a. Когда температура повышается, например, в то время, когда полупроводниковые силовые элементы 3 скомпонованы на подложке 2, или в то время, когда подложка 2 скомпонована на базовой пластине 5, или в то время, когда электронный силовой модуль 1 находится в состоянии функционирования, это создает эффект вызывания термомеханических напряжений в подложке 2, что приводит к ее деформированию. Это деформирование называют как изгибание, и оно представляет собой искривление подложки 2.
Такое изгибание подложки 2 создает зазор, который может быть заполнен слоем 8 термоинтерфейсного материала. Тем не менее, как пояснено выше, этот слой 8 ограничивает рассеивание тепла между полупроводниковыми силовыми элементами 3 и рассеивателем тепла 6 и вызывает неравномерное сопротивление теплопередаче, которое зависит от расположения полупроводниковых силовых элементов 3 на силовой цепи. Поэтому невозможно компенсировать изгибание подложки 2 посредством увеличения толщины слоя 8 термоинтерфейсного материала без дополнительного ухудшения рассеивания тепла внутри электронного силового модуля 1.
Цель и сущность данного изобретения
Данное изобретение направлено на устранение недостатков вышеуказанных электронных силовых модулей.
Данное изобретение предоставляет способ изготовления электронного силового модуля посредством аддитивной технологии, электронного модуля, содержащего подложку, имеющую изолирующую пластину, такую как керамическую пластину, имеющую противоположные первую и вторую лицевые поверхности, с первым металлическим слоем, расположенным непосредственно на первой лицевой поверхности изолирующей пластины, и вторым металлическим слоем, расположенным непосредственно на второй лицевой поверхности изолирующей пластины.
В соответствии с общими характеристиками данного изобретения, по меньшей мере один из металлических слоев изготавливают посредством стадии нанесения тонкого слоя металла и стадии отжига металлического слоя, обычно при температуре примерно 700°C, и способ дополнительно включает стадию формирования по меньшей мере одного термомеханического переходного слоя на по меньшей мере одном из первого и второго металлических слоев, указанный по меньшей мере один термомеханический переходный слой содержит материал, имеющий коэффициент термического расширения (CTE), который меньше, чем коэффициент термического расширения (CTE) меди.
Стадия нанесения тонкого слоя металла может включать нанесение посредством шелкографии или нанесение тонкого металлического слоя при применении пасты или чернила в технологиях, известных как прямые процессы формирования электропроводки, например: струйные процессы, экструзионные процессы, аэрозольные процессы.
Поскольку термомеханический переходный слой подложки по данному изобретению имеет коэффициент термического расширения (CTE), который меньше, чем для металлического слоя, он служит, чтобы увеличивать термомеханическую надежность подложки по сравнению с подложкой с покрыванием непосредственно связанной медью (DBC), и это служит, чтобы ограничивать проблемы, связанные с искривлением подложек, как это наблюдается в случае керамических подложек (DBC и AMB).
Способ изготовления при применении аддитивной технологии для каждой стадии формирования нового слоя подложки создает возможность способу избегать любых потерь материала во время изготовления электронного силового модуля в результате слоев, нанесенных и сплавленных селективным образом.
Аддитивная технология (AM), также известная как трехмерная (3D) печать, является технологией, которая делает возможным изготовление целевых объектов посредством добавления последующего слоя. Источник тепла предоставляет энергию к четко определенным местам размещения порошка, который был нанесен в качестве слоя, который является тонким (типично <100 микрометров (мкм) толщиной), с целью его агломерации. Нанесение последующих слоев и их агломерация селективным образом соответственно делает возможным образование плотного материала с четко определенной формой. Возможность выбора того, какая часть агломерирована, соответственно предоставляет возможность предоставления целевого объекта непосредственным образом в желательной форме, даже если эта форма является сложной. Это также служит, чтобы ограничивать потери материала, что может быть чрезвычайно желательным для материалов, которые являются дорогими и редкими.
Более конкретно, в обычных подложках известного уровня техники слои меди Cu полностью покрывают верхнюю и нижнюю лицевые поверхности керамики, и они нанесены непосредственно на керамику посредством применения технологии с непосредственно связанной медью (DBC) или посредством применения технологии пайки твердым припоем (AMB). После того, стадия травления служит, чтобы удалить медь Cu локальным образом от верхней лицевой поверхности и чтобы сделать дорожки, которые не являются электрически взаимно соединенными и которые служат для предоставления электрической цепи.
В первом аспекте способа, указанный по меньшей мере один термомеханический переходный слой может быть нанесен посредством нанесения порошкового слоя материала или посредством напыления порошкового материала, нанесенный порошок затем закрепляют посредством сканирования с применением источника тепла в инертной атмосфере.
Обычно, в подложках известного уровня техники, толщина керамики находится в интервале от 300 мкм до 1000 мкм, и толщина меди находится в интервале от 200 мкм до 500 мкм. Однако было установлено, что чем больше толщина меди, тем ниже надежность подложки во время термических циклов, что приводит к высоким уровням термомеханических напряжений.
Аддитивная технология, применяемая способом по данному изобретению, делает возможным формирование и применение слоев меди, которые являются тонкими, т.е. толщиной менее чем 100 мкм, и более предпочтительно толщиной, находящейся в интервале от 20 мкм до 50 мкм, посредством чего достигается улучшенная надежность. В дополнение к этому, формирование нескольких термомеханических переходных слоев из материалов, иных, чем медь служит, чтобы увеличивать толщину дорожек и тем самым увеличивать ток, который эти дорожки могут передавать без ограничения надежности подложек.
Применение металлов в аддитивной технологии обычно требует источник тепла, подходящий для поставки необходимой мощности, например, находящейся в интервале от 100 ватт (Вт) до 1 киловатта (кВт), для того, чтобы плавить или спекать металлический порошок, нанесенный во время процесса аддитивной технологии в форме нанесения порошкового слоя или посредством локализованного распыления порошка. Источник тепла (лазерный луч или электронный луч) целевых зон является желательным, чтобы иметь плотный материал для того, чтобы получать, для каждого прохода, слой, который является уплотненным и размещенным.
Типичная толщина нанесенного слоя может находиться в интервале от 20 мкм до 150 мкм. Новый слой затем наносят и закрепляют посредством сканирования зоны для размещения посредством источника тепла. Последовательность стадий нанесения слоев и их последующего уплотнения служит, чтобы получить объект с желательной формой.
Во втором аспекте способа, коэффициенты термического расширения (CTE) материалов, применяемых для термомеханических переходных слоев, находятся в интервале от 3 частей на миллион на градус Цельсия (млн-1/°C) до 17 млн-1/°C.
Термомеханические переходные слои соответственно имеют коэффициенты термического расширения CTE), находящиеся между коэффициентом термического расширения (CTE) металлического слоя и коэффициентом термического расширения (CTE) полупроводниковых силовых элементов, которые должны быть установлены на электронном силовом модуле.
В третьем аспекте способа, подложка содержит, на по меньшей мере одной из первой и второй лицевых поверхностей изолирующей пластины, пакет из металлического слоя и нескольких термомеханических переходных слоев, при том, что указанный по меньшей мере один пакет имеет градиент в его коэффициенте термического расширения (CTE). Во время термического циклирования, это изменение коэффициента термического расширения (CTE) между медью и полупроводниковыми силовыми элементами служит, чтобы минимизировать механические напряжения как в керамике, так также и в межсоединении между металлом и полупроводником, данное межсоединение соответствует пайке для монтажа полупроводника на термопереходных слоях, и, соответственно, чтобы получить в большей степени надежность для электронных силовых модулей.
В четвертом аспекте способа, способ дополнительно включает стадию формирования радиатора посредством аддитивной технологии из последнего термомеханического переходного слоя второй лицевой поверхности подложки, второй лицевой поверхности подложки, имеющей второй медный слой.
Формирование термомеханического переходного слоя, включающего радиатор, посредством аддитивной технологии делает возможным уменьшение сопротивление теплопередаче электронного силового модуля и исключение термоинтерфейсного материала, который применяют в известном уровне техники. Термоинтерфейсный материал является обычно теплопроводной пастой. Исключение термоинтерфейсного материала, соответственно, служит, чтобы устранять слабые места, которые связаны с ним, в отношении, в особенности, его недостаточной теплопроводности и того, что он деградирует при высокой температуре.
Это также имеет следствием возможность применения электронного силового модуля при очень высоких температурах и при высоких величинах мощности.
В дополнение к этому, изготовление радиатора посредством аддитивной технологии делает возможным изготовление радиаторов со сложными формами, которые имеют эффективное охлаждение воздухом, и которые являются часто слишком сложными, чтобы применять обычные технологии, известные для изготовления радиаторов.
В пятом аспекте способа, способ дополнительно включает стадию изготовления корпуса, подходящего для защиты электронных компонентов, которые должны быть установлены на первой лицевой поверхности подложки, и создания соединений, подходящих для электрического соединения электронного модуля с внешними электрическими элементами, корпус и соединения изготовлены посредством аддитивной технологии от последнего термомеханического переходного слоя первой лицевой поверхности подложки, первой лицевой поверхности подложки, имеющей первый медный слой.
Изготовление корпуса посредством аддитивной технологии от последнего термомеханического переходного слоя подложки делает возможным изготовление герметичных корпусов посредством изоляторов (таких как изолирующих газ необязательно под давлением, при высоком вакууме, изолирующих жидкость и т.п.), которые отличаются от изоляторов, изготовленных посредством обычно применяемых органических материалов, таких как гели или эпоксидная смола.
В дополнение к этому, изготовление металлического корпуса посредством трехмерной (3D) печати делает возможным устранение полимеров, которые присутствуют в известном уровне техники в дополнительном соединении, применяемом для связывания корпуса, в корпусе и в силиконовом геле, герметизирующем электронные компоненты.
Устраненные полимеры, которые имеют недостаточную термическую надежность при температурах выше, чем 175°C, и устранение термоинтерфейсного материала, предоставляют возможность для электронного силового модуля применения при температурах выше чем 200°C.
Электронные силовые модули, функционирующие в этом диапазоне температур, являются особенно выгодными в отношении видов применения для авиации, поскольку они делаю возможным регулирования электродных средств, перемещаемых вблизи источников тепла, например, таких как тормозы или двигатели, получая тем самым системы, которые являются более интегрированными, и делая тем самым возможным сохранение объема.
Увеличение температуры окружающей среды, которая делает возможным изготовление, также предоставляет возможность уменьшения размеров охлаждающей системы и соответственно увеличения удельной мощности силового преобразователя.
Металлический корпус также служит, чтобы предоставлять электронный силовой модуль с электромагнитным экранированием, уменьшая тем самым эффект внешних электромагнитных повреждений электронных компонентов модуля.
Данное изобретение также предоставляет подложку для электронного силового модуля, данная подложка содержит изолирующую пластину, имеющую противоположные первую и вторую лицевые поверхности, с первым металлическим слоем, расположенным непосредственно на первой лицевой поверхности изолирующей пластины, и вторым металлическим слоем, расположенным непосредственно на второй лицевой поверхности изолирующей пластины. Подложка содержит, на по меньшей мере одном из первого и второго из металлических слоев, по меньшей мере один термомеханический переходный слой, содержащий материал, имеющий коэффициент термического расширения менее, чем коэффициент термического расширения металла металлического слоя.
Данное изобретение также предоставляет электронный силовой модуль, содержащий подложку, имеющую первую лицевую поверхность и вторую лицевую поверхность с противоположной стороны от первой лицевой поверхности, и радиатор, установленный на второй лицевой поверхности подложки, первая лицевая поверхность подложки предназначена для приема электронных компонентов, данная подложка соответствует подложке, описанной выше.
Краткое описание чертежей
Данное изобретение может быть лучше понято из представленного ниже описания, которое приведено в качестве неограничивающего примера и со ссылками на сопроводительные чертежи, в которых:
- Фиг. 1, описанная выше, показывает пример электронного силового модуля, известного в данной области техники;
- Фиг. 2 представляет собой схему электронного силового модуля в варианте осуществления данного изобретения; и
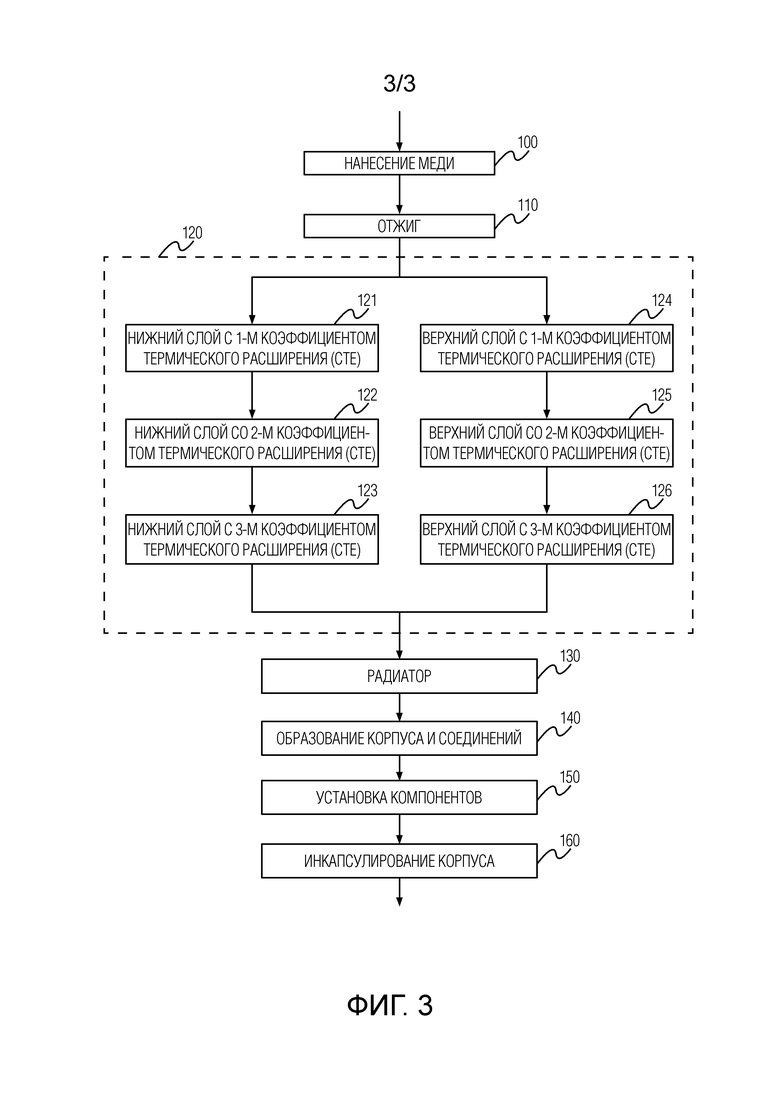
- Фиг. 3 представляет собой блок-схему способа изготовления электронного силового модуля при осуществлении данного изобретения.
Подробное описание вариантов осуществления
Фиг. 2 представляет собой схему электронного силового модуля 20 в варианте осуществления данного изобретения.
Электронный силовой модуль 20 содержит подложку 21, корпус 22 и радиатор 23.
Подложка 21 содержит изолирующую пластину 24, изготовленную из керамики, например, Al2O3 или AlN, имеющую первую лицевую поверхность 24a и вторую лицевую поверхность 24b, противоположную первой лицевой поверхности 24a. Изолирующая пластина 24 также имеет первый медный слой 25a и второй медный слой 25b, нанесенные посредством шелкотрафаретной печати, соответственно на первую лицевую поверхность 24a и на вторую лицевую поверхность 24b изолирующей пластины 24, данные медные слои были подвергнуты отжигу. Первый медный слой 25a образует электропроводные дорожки для соединения с электронными компонентами 26, и второй медный слой 25b образует теплопроводные дорожки для термического соединения с радиатором 23.
Подложка 21 также имеет первый пакет 27a термомеханических переходных слоев и второй пакет 27b термомеханических переходных слоев.
Первый пакет 27a расположен на первом медном слое 25a. В представленном варианте осуществления показано, что он содержит три термомеханических переходных слоя, обозначенных ссылками с 271 по 273, каждый термомеханический переходный слой с 271 по 273 сформирован посредством аддитивной технологии при применении электропроводного материала, который проявляет коэффициент термического расширения (CTE), который ниже, чем его величина для меди, где коэффициент термического расширения (CTE) меди составляет обычно примерно 17 млн-1/°C.
В варианте осуществления, показанном на Фиг. 2, первый термомеханический переходный слой 271 первого пакета 27a проявляет коэффициент термического расширения (CTE) примерно 13 млн-1/°C, второй термомеханический переходный слой 272 проявляет коэффициент термического расширения (CTE) примерно 10 млн-1/°C, и третий термомеханический переходный слой 273 проявляет коэффициент термического расширения (CTE) примерно 7 млн-1/°C. Первый термомеханический переходный слой 271 первого пакета 27a находится между первым медным слоем 25a и вторым термомеханическим переходным слоем 272, и второй термомеханический переходный слой 272 находится между первым термомеханическим переходным слоем 271 и третьим термомеханическим переходным слоем 273.
Первый медный слой 25a и первый пакет 27a соответственно образуют вместе первый пакет 28a, имеющий градиент коэффициента термического расширения (CTE), причем коэффициент термического расширения (CTE) уменьшается с увеличением расстояния слоя от первой лицевой поверхности 24a изолирующей поверхности 24 керамики.
Второй пакет 27b расположен на втором медном слое 25b. В представленном варианте осуществления показано, что он содержит три термомеханических переходных слоя, обозначенных ссылками с 274 по 276, каждый термомеханический переходный слой с 274 по 276 изготовлен посредством аддитивной технологии при применении теплопроводного материала, имеющего коэффициент термического расширения (CTE), который ниже, чем коэффициент термического расширения (CTE) меди.
В варианте осуществления, показанном на Фиг. 2, первый термомеханический переходный слой 274 второго пакета 27b проявляет коэффициент термического расширения (CTE) примерно 13 млн-1/°C, второй термомеханический переходный слой 275 проявляет коэффициент термического расширения (CTE) примерно 10 млн-1/°C, и третий термомеханический переходный слой 276 проявляет коэффициент термического расширения (CTE) примерно 7 млн-1/°C. Первый термомеханический переходный слой 274 второго пакета 27b находится между вторым медным слоем 25b и вторым термомеханическим переходным слоем 275, и второй термомеханический переходный слой 275 находится между первым термомеханическим переходным слоем 274 и третьим термомеханическим переходным слоем 276.
Второй медный слой 25b и второй пакет 27b соответственно образуют вместе второй пакет 28b, имеющий градиент коэффициента термического расширения (CTE), причем коэффициент термического расширения (CTE) уменьшается в зависимости от расстояния пакета от второй лицевой поверхности 24b изолирующей пластины 24, изготовленной из керамики.
Подложка 21 содержит изолирующую пластину 24, изготовленную из керамики, первый пакет 28a, и второй пакет 28b. В каждом из пакетов 28a и 28b, коэффициент термического расширения (CTE) изменяется внутри пакета, в представленном варианте осуществления от 17 млн-1/°C для медного слоя 25a или 25b до коэффициента термического расширения (CTE), более чем или равного от 3 млн-1/°C до 4 млн-1/°C, для того, чтобы быть близким к коэффициенту термического расширения (CTE) изолирующей пластины 24, изготовленной из керамики, которая проявляет коэффициент термического расширения (CTE) 7 млн-1/°C, или чтобы быть близким к коэффициенту термического расширения (CTE) полупроводниковых электронных компонентов 26, которые могут проявлять коэффициент термического расширения (CTE) от примерно 3 млн-1/°C до 4 млн-1/°C.
Градиент коэффициента термического расширения (CTE), проявляемый первым и вторым пакетами 28a и 28b подложки, служит, чтобы улучшать надежность подложки и чтобы предоставлять небольшое изменение искривления как функции температуры в отношении толстых металлизированных слоев.
В варианте осуществления, показанном на Фиг. 2, радиатор 23 электронного силового модуля 20 изготовлен из третьего термомеханического переходного слоя 276 второго пакета 27b.
Соответственно, второй пакет 28b включает радиатор и изготовлен полностью посредством аддитивной технологии, и он проявляет такой градиент коэффициента термического расширения (CTE), что его коэффициент термического расширения (CTE) уменьшается постепенно от второго медного слоя 25b к радиатору 23.
Аналогичным образом, корпус 22 электронного силового модуля 20 изготовлен из третьего термомеханического переходного слоя 273 первого пакета 27a. Корпус 22 служит, чтобы герметизировать электронные компоненты 26, установленные на третьем термомеханическом переходном слое 273 первого пакета 27a.
Соответственно, первый пакет 28a содержит корпус 22 и изготовлен полностью посредством аддитивной технологии, и он проявляет такой градиент коэффициента термического расширения (CTE), его коэффициент термического расширения (CTE) постепенно уменьшается от первого медного слоя 25a к корпусу 22.
Электронный силовой модуль 20 также имеет соединения 29, делающие возможным соединение электронного силового модуля 20 с внешними электрическими элементами, которые не показаны. Соединения 29 таким же образом изготовлены из третьего термомеханического переходного слоя 273 первого пакета 27a.
Из соображений упрощения и ясности Фиг. 2, часть, образующая покрытие корпуса 22, не показана, однако она может быть изготовлена подобным образом посредством аддитивной технологии, принимая во внимание, что она является интегральной частью корпуса 22, или, в противном случае, она может быть изготовлена отдельно и присоединена потом к корпусу.
В варианте осуществления, показанном на Фиг. 2, электронные компоненты 26, и в особенности полупроводниковые компоненты, скреплены и соединены с третьим термомеханическим переходным слоем 273 первого пакета посредством пайки твердым припоем 30.
Фиг. 3 показывает блок-схему осуществления способа по данному изобретению для изготовления электронного силового модуля 20, показанного на Фиг. 2.
На первой стадии 100 способа, соответствующие слои медной пасты, которая является совместимой с керамикой пластины 24, наносят на первую и вторую лицевые поверхности 24a и 24b керамической изолирующей пластины 24 посредством шелкотрафаретной печати, данные слои являются тонкими, обычно имеющие толщину в интервале от 20 мкм до 50 мкм, вторая лицевая поверхность 24b соответствует нижней лицевой поверхности на Фиг. 2, и первая лицевая поверхность 24a соответствует верхней лицевой поверхности на Фиг. 2. На первую лицевой поверхности 24a медную пасту наносят в виде рисунков, предназначенных для электрических дорожек, тогда как на вторую лицевую поверхность 24b медную пасту наносят в виде сплошного слоя, т.е. покрывают полностью нижнюю лицевую поверхность 24b изолирующей пластины 24, при применении нижней лицевой поверхности 24b для охлаждения электронного модуля 20.
В качестве примера, медные пасты могут быть пастами промышленного производства Heraeus или типа C7720, которые совместимы с керамической пластиной, изготовленной из Al2O3, или, кроме того, пастами типа C7403 или C7404, которые совместимы с AlN керамикой.
В вариантах, способ может также включать применение других технологий для нанесения тонких металлических слоев посредством паст или чернил, таких как технологии, известные как процессы с непосредственным формированием рисунка (струйные процессы, экструзионные процессы, аэрозольные процессы,...).
На последующей стадии 110, первый и второй слои медной пасты 25a и 25b затем отжигают при температуре примерно 700°C для того, чтобы удалить растворители и другие органические материалы, и для того, чтобы спекать частицы меди.
Первый и второй медные слои 25a и 25b, которые получены после отжига, предоставляют хорошее сцепление с керамикой изолирующей пластины 24, и они хорошо связаны с термомеханическим переходным слоем, соответственно 271 или 274, который должен быть агломерирован на соответствующий медный слой 25a и 25b посредством локального нагревания, созданного, например, лазером или электронным пучком.
На последующей стадии 120 способа, стадию выполняют, создавая термомеханические переходные слои с 271 по 276 на медных слоях 25a и 25b.
Для нижней лицевой поверхности электронного силового модуля 20, изготовленного начиная от нижней лицевой поверхности 24b изолирующей пластины 24, порошковые слои материалов, имеющих коэффициенты термического расширения (CTE) в интервале от 7 млн-1/°C до 17 млн-1/°C наносят на второй медный слой 25b, и их затем закрепляют последовательно посредством сканирования с применением источника тепла в инертной атмосфере, например, атмосфере аргона, по всей поверхности для того, чтобы получить поверхность, которая является плоской.
Более конкретно, на первой стадии 121 формирования термомеханических переходных слоев, первый термомеханический переходный слой 274 второго пакета 27b формируют на втором медном слое 25b посредством нанесения порошкового слоя материала, имеющего коэффициент термического расширения (CTE) 13 млн-1/°C, по всей поверхности второго медного слоя 25b, и затем первый термомеханический переходный слой 274 второго пакета 27b закрепляют посредством сканирования по всей поверхности нижней лицевой поверхности 24b керамической пластины 24 в инертной атмосфере, например, посредством лазера.
На второй стадии 122 формирования термомеханических переходных слоев, второй термомеханический переходный слой 275 второго пакета 27b формируют на первом термомеханическом переходном слое 274 посредством нанесения порошкового слоя материала, имеющего коэффициент термического расширения (CTE) 10 млн-1/°C по всей поверхности первого термомеханического переходного слоя 274, и затем второй термомеханический переходный слой 275 второго пакета 27b закрепляют посредством сканирования по всей поверхности нижней лицевой поверхности 24b керамической пластины 24 в инертной атмосфере, например, посредством лазера.
На третьей стадии 123 формирования термомеханических переходных слоев, третий термомеханический переходный слой 276 второго пакета 27b формируют на втором термомеханическом переходном слое 275 посредством нанесения порошкового слоя материала, имеющего коэффициент термического расширения (CTE) 7 млн-1/°C по всей поверхности второго термомеханического переходного слоя 276, и затем третий термомеханический переходный слой 275 второго пакета 27b закрепляют посредством сканирования по всей поверхности нижней лицевой поверхности 24b керамической пластины 24 в инертной атмосфере, например, посредством лазера.
Для верхней лицевой поверхности электронного силового модуля 20, изготовленного начиная от верхней лицевой поверхности 24a изолирующей пластины 24, такие же стадии выполняют, что и для нижней лицевой поверхности, за исключением того, что сканирование источником тепла выполняют не по всей поверхности, в связи с тем, что первый медный слой 25a не покрывает всю поверхность, а образует электропроводные дорожки на верхней лицевой поверхности изолирующей пластины 24.
Более конкретно, на четвертой стадии 124 формирования термомеханических переходных слоев, первый термомеханический переходный слой 271 первого пакета 27a формируют на первом медном слое 25a посредством нанесения порошкового слоя материала, имеющего коэффициент термического расширения (CTE) 13 млн-1/°C, только на дорожки, сформированные первым медным слоем 25a, и затем первый термомеханический переходный слой 271 первого пакета 27a закрепляют посредством сканирования дорожек, сформированных таким образом, в инертной атмосфере, например, посредством лазера.
На пятой стадии 125 формирования термомеханических переходных слоев, второй термомеханический переходный слой 272 первого пакета 27a формируют на первом термомеханическом переходном слое 271 посредством нанесения порошкового слоя материала, имеющего коэффициент термического расширения (CTE) 10 млн-1/°C, только на дорожки, сформированные первым термомеханическим переходным слоем 271 и первым медным слоем 25a, и затем второй термомеханический переходный слой 272 первого пакета 27a закрепляют посредством сканирования дорожек, сформированных таким образом, в инертной атмосфере, например, посредством лазера.
На шестой стадии 126 формирования термомеханических переходных слоев, третий термомеханический переходный слой 273 первого пакета 27a формируют на втором термомеханическом переходном слое 272 посредством нанесения порошкового слоя материала, имеющего коэффициент термического расширения (CTE) 7 млн-1/°C, только на дорожки, сформированные вторым термомеханическим переходным слоем 272, первым термомеханическим переходным слоем 271 и первым медным слоем 25a, и затем третий термомеханический переходный слой 273 первого пакета 27a закрепляют посредством сканирования дорожек, сформированных таким образом, в инертной атмосфере, например, посредством лазера.
Верхний последний слой первого пакета 27a, т.е. третий термомеханический переходный слой 273, предпочтительно проявляет коэффициент термического расширения (CTE), который является таким близким, насколько это возможно, к коэффициенту термического расширения (CTE) полупроводниковых компонентов 26, которые обычно напаивают на этот слой, т.е. является коэффициентом термического расширения (CTE) от примерно 3 млн-1/°C до 4 млн-1/°C.
Если этот последний слой 273 является очень неровным, стадия полировки может быть выполнена для того, чтобы достигнуть необходимой шероховатости.
В вариантах, способ может также включать нанесение поверх последнего слоя 273 финишных покрытий, таких видов, которые обычно применяют в электронной сборке, следующих типов: иммерсионное золочение по подслою никеля (ENIG), иммерсионное золочение по подслою никеля и подслою палладия (ENEPIG), иммерсионное золочение по подслою палладия (EPIG), иммерсионное золочение по подслою серебра (ISIG), и т.д., для того, чтобы избежать окисления во время пайки твердым припоем полупроводниковых силовых элементов 26, и для того, чтобы иметь совместимость с технологиями и процессами присоединения компонента, которые обычно применяют.
Для того, чтобы сформировать термомеханические переходные слои, также возможно предусматривать распыление порошка вместо нанесения порошковых слоев.
Изменение в коэффициентах термического расширения (CTE) слоев предоставлено изменением концентраций порошков или волокон материала с низким коэффициентом термического расширения (CTE) (W, Mo, инвар, ковар, алмаз, SiC, углеродное волокно,...) в материалах с высоким коэффициентом термического расширения (CTE) (Cu).
Порошковые материалы, применяемые для термомеханических переходных слоев, могут, например, быть выбраны из следующего списка: W50Cu50, W60Cu40, W70Cu30, W80Cu20, W90Cu10, Mo50Cu50, Mo60Cu40, Mo70Cu30, Mo80Cu20, Mo85Cu15.
Мощность источника тепла должна быть достаточной, чтобы плавить по меньшей мере один из материалов в смеси для того, чтобы обеспечивать то, что частицы достаточным образом включены в металлическую матрицу. Среди материалов, указанных выше, медь предоставляет наиболее низкую температуру плавления, и поэтому необходимо доставлять порошок в течение времени, которое делает возможным достижения температуры плавления Cu, которая составляет 1085°C.
Толщина каждого медного слоя или каждого термомеханического переходного слоя, который нанесен, находится в интервале от 20 мкм до 150 мкм, и коэффициент термического расширения (CTE) близок к его величине для керамики при удалении от поверхности раздела с керамической изолирующей пластиной 24. Это делает возможным уменьшение механических напряжений, которым керамика изолирующей пластины 24 подвергается во время изменений температуры, и распределение напряжений среди различных слоев без наличия чрезмерных напряжений между двумя последовательными металлическими слоями, которые могут приводить к выходу сборки из строя.
Во время изготовления нижней лицевой поверхности, способ изготовления дополнительно включает печать непрерывных слоев, пока не будет изготовлен радиатор 23, который был образован при различных сложных формах, которые являются эффективными для охлаждения воздухом, таких как, например, ребра, штыри, решетки и т.д., или каналы для охлаждения посредством жидкости.
Более конкретно, на стадии 130 способа радиатор 23 формируют из третьего термомеханического переходного слоя 276 второго пакета таким образом, что пакет включает радиатор 23, который может соответствовать третьей стадии 123 формирования термомеханических переходных слоев, на которой формируют третий термомеханический переходный слой 276 второго пакета 27b.
Способ изготовления электронного силового модуля 20 соответственно делает возможным уменьшение сопротивление теплопередаче модуля 20 посредством устранения термоинтерфейсного материала, и это делает возможным изготовление радиатора 23, имеющего сложные формы, которые очень трудно изготовить при применении обычных технологий.
Таким же образом, для верхней лицевой поверхности, третий термомеханический переходный слой 273 первого пакета 27a наносят для того, чтобы сделать соединения 29 и корпус 22 посредством трехмерной (3D) печати на стадии 140, которая может соответствовать шестой стадии 123 формирования термомеханических переходных слоев.
Для того, чтобы закончить электронный силовой модуль 20, на стадии 150, полупроводниковые силовые элементы 26 затем устанавливают на последнем слое 273 первого пакета 27a посредством любой технологии, которую обычно применяют, такой как пайка твердым припоем, адгезионное связывание, или спекание, например, и затем их электрически соединяют, например, посредством электропроводки, посредством пайки металлической рамы твердым припоем или посредством любой другой технологии создания межсоединений.
В заключение, на стадии 160, электронный модуль 20 инкапсулируют, т.е. заполняют силиконовым гелем, эпоксидной смолой или изолирующей жидкостью или газом, если крышка является герметичной, и корпус 22 закрывают посредством аддитивной технологии при применении того же самого материала, что и материал, применяемый для третьего термомеханического переходного слоя 273 первого пакета 27a. Вокруг имеющихся соединений 29 и для того, чтобы предоставлять электрическую изоляцию для корпуса между соединениями и корпусом, возможно сделать изолирующие соединения из стекла или керамики.
Часть, составляющая крышку корпуса, может быть изготовлена отдельно и присоединена к корпусу впоследствии, посредством пайки твердым припоем, спекания или некоторых других технологий монтажа.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЗИРОВАННАЯ КЕРАМИЧЕСКАЯ ПОДЛОЖКА ДЛЯ ЭЛЕКТРОННЫХ СИЛОВЫХ МОДУЛЕЙ И СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2011 |
|
RU2490237C2 |
| МОДУЛЬ С НЕСКОЛЬКИМИ ТЕРМОЭЛЕКТРИЧЕСКИМИ ЭЛЕМЕНТАМИ | 2010 |
|
RU2538066C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЧ ТРЕХМЕРНОГО МОДУЛЯ | 2012 |
|
RU2498454C1 |
| СИЛОВОЙ ПОЛУПРОВОДНИКОВЫЙ МОДУЛЬ С ЗАМКНУТЫМИ ПОДМОДУЛЯМИ | 1998 |
|
RU2210837C2 |
| СХЕМНЫЙ МОДУЛЬ И УСТРОЙСТВО СВЯЗИ ПО ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 2007 |
|
RU2395180C1 |
| СХЕМНЫЙ МОДУЛЬ И УСТРОЙСТВО СВЯЗИ ПО ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 2010 |
|
RU2432721C1 |
| МОДУЛЬ, СОСТОЯЩИЙ ИЗ ПОДЛОЖКИ, СИЛОВЫХ ПРИБОРОВ, ЭЛЕКТРИЧЕСКОЙ СХЕМЫ И ТЕПЛООТВОДА | 2008 |
|
RU2350055C1 |
| Металлокерамический корпус силового полупроводникового модуля на основе высокотеплопроводной керамики и способ его изготовления | 2018 |
|
RU2688035C1 |
| ТОНКОПЛЕНОЧНЫЙ ФОТОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 2017 |
|
RU2745694C2 |
| СИЛОВОЙ ПОЛУПРОВОДНИКОВЫЙ МОДУЛЬ | 2002 |
|
RU2309482C2 |


Способ изготовления электронного силового модуля посредством аддитивной технологии и связанные подложка и модуль. Способ изготовления электронного силового модуля (20) посредством аддитивной технологии, электронного модуля (20), содержащего подложку (21), имеющую электроизолирующую пластину (24), имеющую противоположные первую и вторую лицевые поверхности (24a, 24b), с первым металлическим слоем (25a), расположенным непосредственно на первой лицевой поверхности (24a) изолирующей пластины (24), и вторым металлическим слоем (25b), расположенным непосредственно на второй лицевой поверхности (24b) изолирующей пластины (24). По меньшей мере один из металлических слоев (25a) изготовлен посредством стадии (100) нанесения тонкого слоя меди и стадии (110) отжига металлического слоя (25a, 25b), и способ дополнительно включает стадию (120) формирования, по меньшей мере, одного термомеханического переходного слоя (с 271 по 273, с 274 по 276) на по меньшей мере одном из первого и второго металлических слоев (25a, 25b), указанный по меньшей мере один термомеханический переходный слой (с 271 по 273, с 274 по 276) содержит материал, имеющий коэффициент термического расширения, который меньше, чем коэффициент термического расширения металла металлического слоя (25a, 25b). 3 н. и 8 з.п. ф-лы, 3 ил.
1. Способ изготовления электронного силового модуля посредством аддитивной технологии, причем электронный модуль содержит подложку, имеющую электроизолирующую пластину, имеющую противоположные первую и вторую лицевые поверхности, с первым металлическим слоем, расположенным непосредственно на первой лицевой поверхности изолирующей пластины, и вторым металлическим слоем, расположенным непосредственно на второй лицевой поверхности изолирующей пластины;
при этом по меньшей мере один из металлических слоев создан посредством стадии нанесения тонкого слоя меди и стадии отжига металлического слоя; причем
способ дополнительно содержит стадию формирования по меньшей мере одного термомеханического переходного слоя на по меньшей мере одном из первого и второго металлических слоев, причем указанный по меньшей мере один термомеханический переходный слой содержит материал, имеющий коэффициент термического расширения менее коэффициента термического расширения металла металлического слоя.
2. Способ по п. 1, где указанный по меньшей мере один термомеханический переходный слой нанесен посредством нанесения порошкового слоя материала или посредством напыления порошкового материала, причем нанесенный порошок закрепляют посредством сканирования с применением источника тепла в инертной атмосфере.
3. Способ по п. 1, где коэффициенты термического расширения материалов, применяемых для термомеханических переходных слоев, находятся в интервале от 3 млн-1/°C до 17 млн-1/°C.
4. Способ по п. 1, где подложка содержит на по меньшей мере одной из первой и второй лицевых поверхностей изолирующей пластины пакет из металлического слоя и множества термомеханических переходных слоев, при этом указанный по меньшей мере один пакет имеет градиент в его коэффициенте термического расширения.
5. Способ по п. 1, дополнительно содержащий стадию формирования радиатора посредством аддитивной технологии от последнего термомеханического переходного слоя второй лицевой поверхности подложки.
6. Способ по п. 1, дополнительно содержащий стадию изготовления корпуса, подходящего для защиты электронных компонентов, которые должны быть установлены на первой лицевой поверхности подложки, и изготовления соединений, подходящих для электрического соединения электронного модуля с внешними электрическими элементами, причем корпус и соединения изготавливают посредством аддитивной технологии от последнего термомеханического переходного слоя первой лицевой поверхности подложки.
7. Подложка для электронного силового модуля, содержащая электроизолирующую пластину, имеющую противоположные первую и вторую лицевые поверхности, с первым металлическим слоем, расположенным непосредственно на первой лицевой поверхности изолирующей пластины, и вторым металлическим слоем, расположенным непосредственно на второй лицевой поверхности изолирующей пластины;
причем подложка содержит на по меньшей мере одном из первого и второго металлических слоев по меньшей мере один термомеханический переходный слой, содержащий материал, имеющий коэффициент термического расширения менее коэффициента термического расширения металла металлического слоя, и по меньшей мере один пакет металлического слоя и множества термомеханических переходных слоев, причем указанный по меньшей мере один пакет имеет градиент в его коэффициенте термического расширения.
8. Подложка по п. 7, где коэффициенты термического расширения материалов, применяемых для термомеханических переходных слоев, находятся в интервале от 3 млн-1/°C до 17 млн-1/°C.
9. Электронный силовой модуль, содержащий подложку, имеющую первую лицевую поверхность и вторую лицевую поверхность с противоположной стороны от первой лицевой поверхности, и радиатор, установленный на второй лицевой поверхности подложки, при этом первая лицевая поверхность подложки предназначена для приема электронных компонентов, причем подложка является подложкой по п. 7.
10. Электронный силовой модуль по п. 9, где радиатор содержит последний термомеханический переходный слой второй лицевой поверхности подложки, причем радиатор изготовлен посредством аддитивной технологии из последнего термомеханического переходного слоя второй лицевой поверхности подложки.
11. Электронный силовой модуль по п. 9, дополнительно содержащий корпус, подходящий для защиты электронных компонентов, установленных на первой лицевой поверхности подложки, причем корпус изготовлен посредством аддитивной технологии из последнего термомеханического переходного слоя первой лицевой поверхности подложки.
| US 20150130071 A1, 14.05.2015 | |||
| JP 2009016527 A, 22.01.2009 | |||
| CN 104885214 A, 02.09.2015 | |||
| ЭЛЕКТРОННОЕ УСТРОЙСТВО С ОХЛАЖДЕНИЕМ ЧЕРЕЗ РАСПРЕДЕЛИТЕЛЬ С ЖИДКИМ МЕТАЛЛОМ | 2012 |
|
RU2604572C2 |

