Изобретение относится к области горного дела, в частности к нефтегазодобывающей промышленности, и может быть использовано при ремонте скважины с целью повышения герметичности крепления различного устьевого оборудования на опорном фланце скважины, а также для крепления устьевого фланца при эксплуатации скважины.
Известны фланцевые соединения оборудования по ГОСТ 28919-91 "Типы и основные размеры", содержащие уплотнительные металлические кольца в канавках фланцев, при этом фланцы между собой стянуты шпилечным соединением.
Также известно фланцевое соединение деталей (патент RU № 2150041, опубл. 27.05.2000), включающее стянутые между собой шпильками два фланца и уплотнительный элемент, выполненный из металлического кольца с двумя торцевыми пазами - канавками под эластичные, например полиуретановые, прокладки, установленные в камере, образованной кольцевыми канавками трапецеидального профиля на фланцах, соединенных между собой, причём уплотнительный элемент концевыми участками расположен в канавках фланцев таким образом, что половина концевых участков, включающая выступающую из кольца эластичную прокладку и часть кольца в зоне расположения паза, соответствует их форме, другая половина концевых участков выполнена с зазором, а средняя часть его, соединяющаяся с концевыми участками, имеет прямоугольный профиль.
Недостатками обеих аналогов устройства являются:
- длительность сборки фланцевого соединения устьевого оборудования при ремонте скважины, обусловленная необходимостью практически после каждой технологической операции (промывка, перфорация и т.д.) герметизировать устье скважины, т.е. производить фиксацию и крепление между собой устьевого и опорного фланцев с помощью 12 шпилек и 24 гаек;
- требование в обслуживании, обусловленное необходимостью использования двух гаечных ключей для затяжки шпилек при креплении устройства;
- высокая продолжительность времени крепления гаек на шпильку. Это обусловлено тем, что применяемые шпильки и гайки имеют мелкий шаг резьбы обычно 1,0-1,5, что увеличивает количество оборотов гаек при затягивании их на шпильки;
- высокая металлоёмкость конструкции, связанная с применением 12 шпилек и 24 гаек.
Наиболее близким по технической сущности и достигаемому результату является фланцевое соединение устьевого оборудования, содержащее устьевой и опорный фланцы, уплотнительное кольцо, установленное между фланцами в канавках с конусными поверхностями (патент RU № 2170807, опубл. 20.07.2001). Уплотнительное кольцо выполнено из упругого материала с припуском на деформацию, учитывающим наличие дополнительного кольца, причём устьевой и опорный фланцы стянуты между собой шпильками, при этом дополнительное кольцо выполнено из металла, соединено с уплотнительным кольцом из упругого материала и имеет концентрические конусные симметричные буртики, расположенные на внутренней его части для центрирования канавок при контакте с их конусными поверхностями, при этом внешняя часть дополнительного кольца выполнена плоской для опоры за пределами канавок торцевых поверхностей фланцев и служит в качестве замыкающего размерного звена в элементах соединения.
Недостатками устройства являются:
- высокая продолжительность сборки фланцевого соединения устьевого оборудования при ремонте скважины, обусловленная необходимостью практически после каждой технологической операции (промывка, перфорация и т.д.) герметизировать устье скважины, т.е. производить фиксацию и крепление между собой устьевого и опорного фланцев с помощью 12 шпилек и 24 гаек.
- требовательно в обслуживании, обусловленное необходимостью использования двух гаечных ключей для затяжки гаек на шпильках при герметизации фланцевого соединения;
- длительность времени крепление гаек на шпильку. Это обусловлено тем, что применяемые шпильки и гайки имеют мелкий шаг резьбы обычно 1,0-1,5, что увеличивает количество оборотов гаек при затягивании их на шпильки;
- высокая металлоёмкость конструкции, связанная с применением 12 шпилек и 24 гаек;
Техническими задачами изобретения являются сокращение продолжительности сборки фланцевого соединения устьевого оборудования, упрощение обслуживания устройства в работе, а также снижение длительности времени крепления гаек на шпильки или болты и снижение металлоёмкости конструкции.
Поставленные технические задачи решаются фланцевым соединением устьевого оборудования, содержащим опорный и устьевой фланцы с отверстиями под шпильки или болты для крепления, уплотнительное кольцо, установленное между фланцами в канавках с конусными поверхностями.
По первому варианту новым является то, что болты для крепления выполнены с сегментными головками, исключающими взаимное проворачивание между собой при затягивании гаек, при этом сегментные головки образуют кольцо с наружным диаметром - Dн и внутренним диаметром – Dв, причём наружный диаметр сегмента:
Dн = Dмц – 1,5×d,
а внешний диаметр сегмента:
Dв = Dмц + 1,5×d,
где Dмц – диаметр болтовой окружности, мм;
d – диаметр болтов, мм,
при этом наружную длину окружности сегмента – L1 одной из равных между собой сегментных головок болтов определяют по зависимости:
L1 = π× Dн /n,
где π = 3,14;
Dн – наружный диаметр сегментных головок, образующих кольцо, мм;
n – количество болтов с сегментными головками,
а внутреннюю длину окружности сегмента – L2 одной из равных между собой сегментных головок болтов определяют по зависимости:
L2 = π× Dв /n,
где π = 3,14;
Dв – наружный диаметр сегментных головок, образующих кольцо, мм;
n – количество болтов с сегментными головками,
при этом сегментные головки болтов нижними торцами по всей по всей своей площади контактируют с применяемым устьевым оборудованием, причём высоту - a сегментных головок болтов принимают равной 0,8 высоты - b гаек, причём болты и гайки имеют крупный шаг резьбы 3,0-4,0 мм.
По второму варианту новым является то, что в устьевом фланце выполнены глухие резьбовые отверстия, количество глухих резьбовых отверстий равно количеству отверстий в опорном фланце, причём при герметизации фланцевого соединения в глухие резьбовые отверстия устьевого фланца ввернуты шпильки, при этом глубина – с каждого глухого резьбового отверстия в 1,25 раза больше высоты – d резьбы каждой гайки, после предварительной установки уплотнительного кольца в канавку с конусной поверхностью опорного фланца, устьевой фланец шпильками устанавливается в отверстия опорного фланца и крепится гайками, совмещается уплотнительное кольцо с конусной поверхностью устьевого, причём шпильки и гайки имеют крупный шаг резьбы 3,0-4,0 мм.
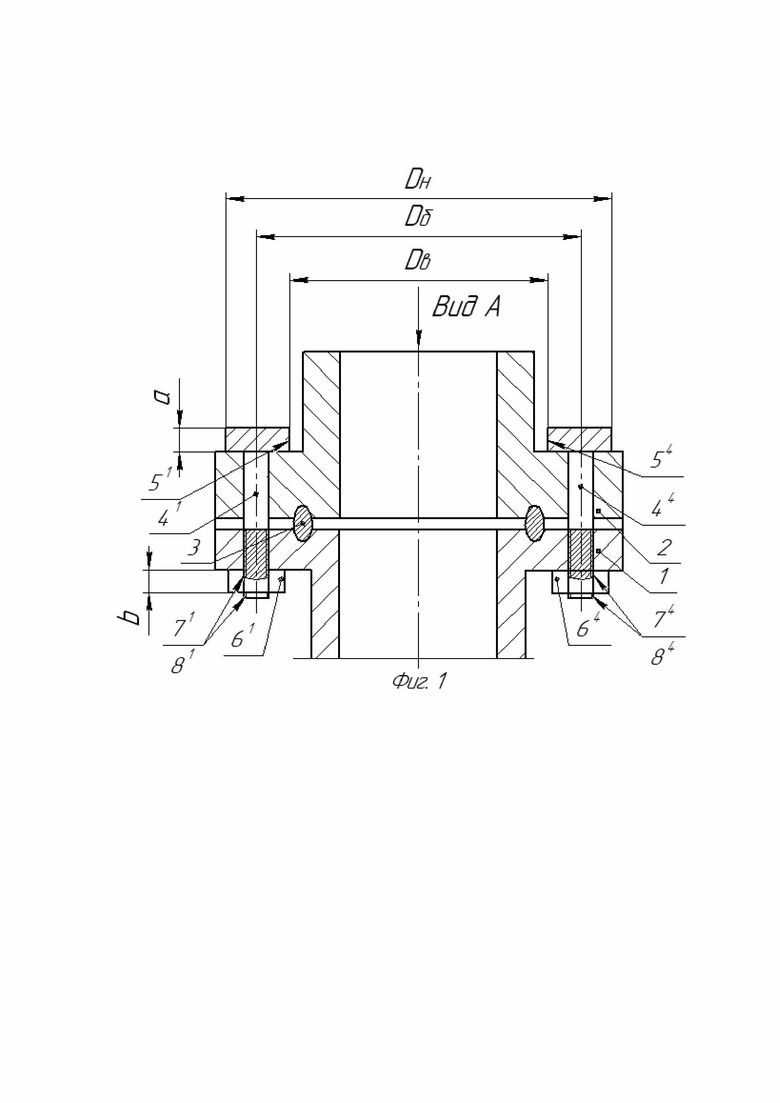
На фиг. 1 схематично изображено фланцевое соединение устьевого оборудования по 1 варианту.
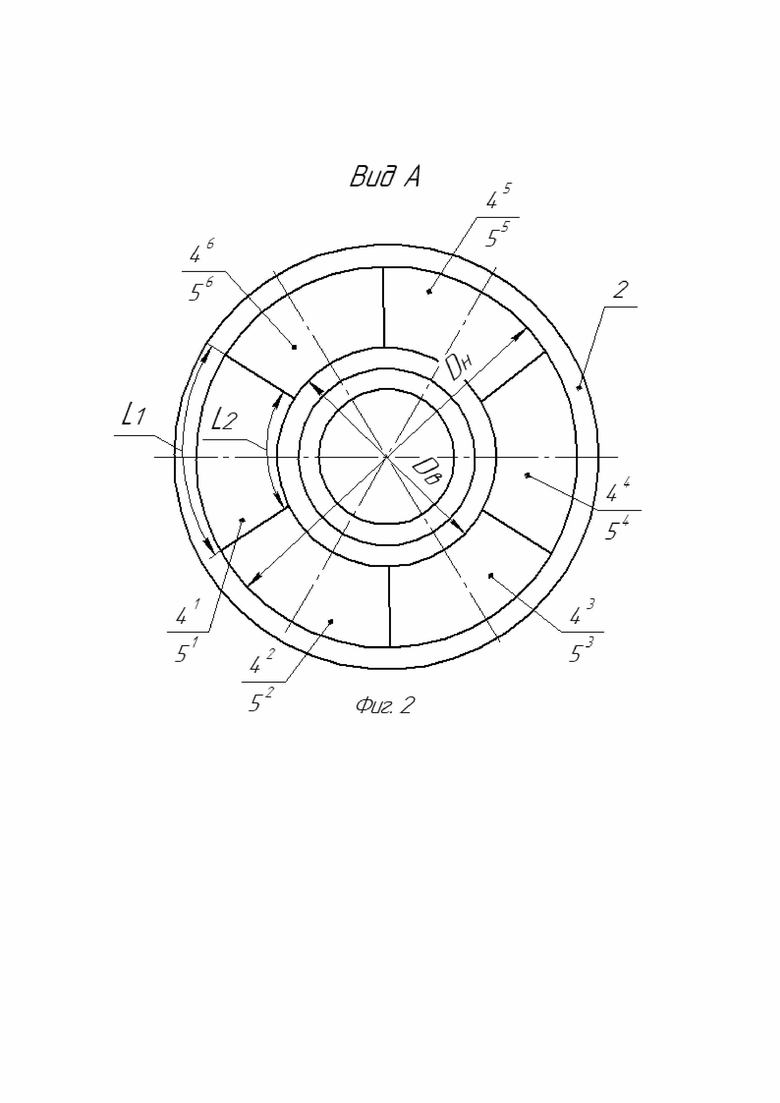
На фиг. 2 изображен вид сверху - А фланцевого соединения устьевого оборудования по первому варианту.
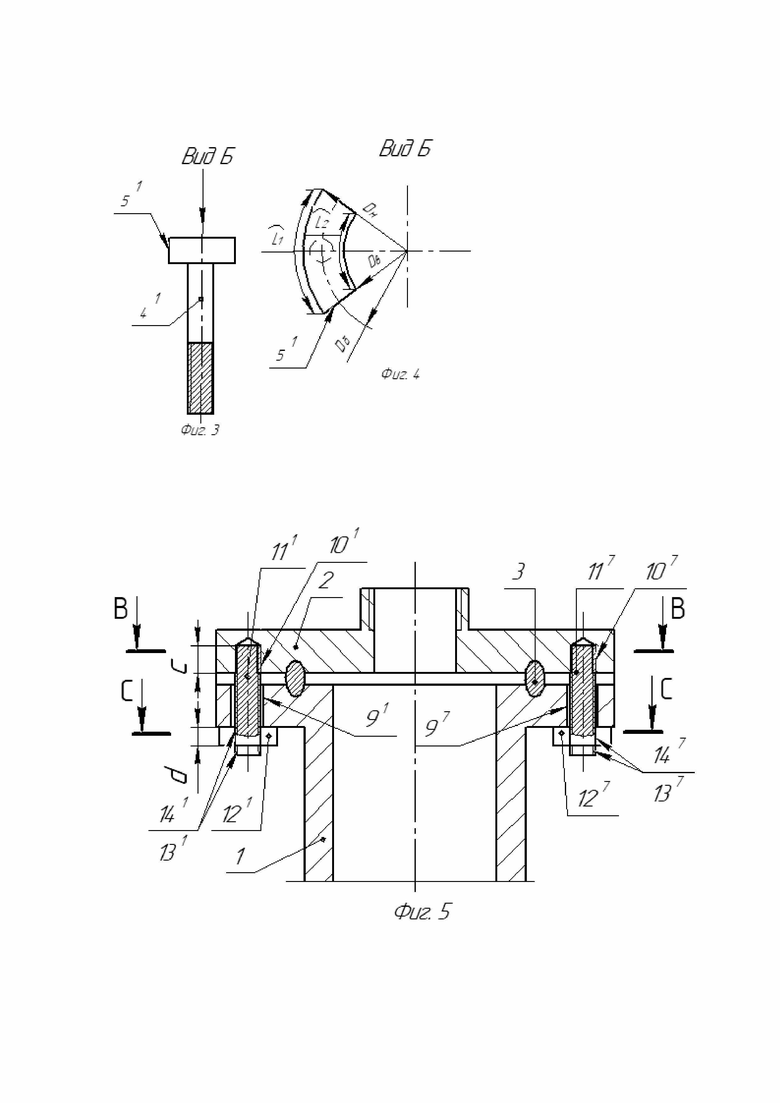
На фиг. 3 изображен болт с сегментной головкой фланцевого соединения устьевого оборудования по первому варианту.
На фиг. 4 изображен вид сверху – Б сегментной головки болта фланцевого соединения устьевого оборудования по первому варианту.
На фиг. 5 схематично изображено фланцевое соединение устьевого оборудования по второму варианту.
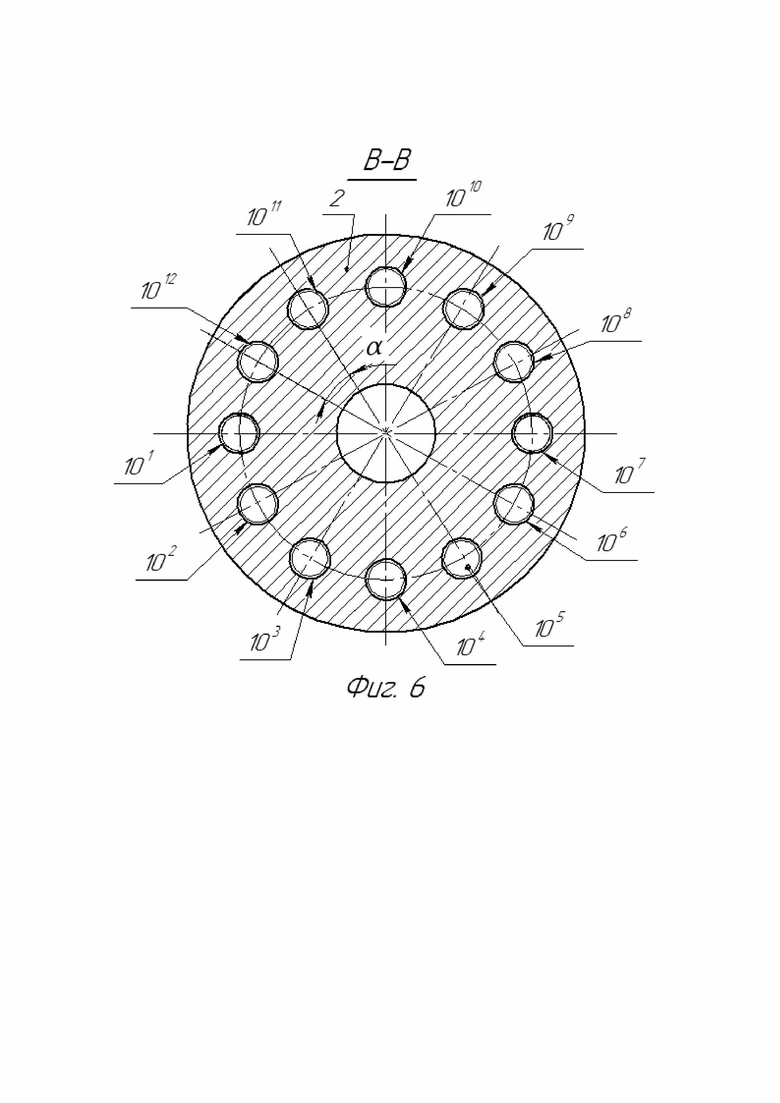
На фиг. 6 изображено сечение В-В фланцевого соединения устьевого оборудования по второму варианту.
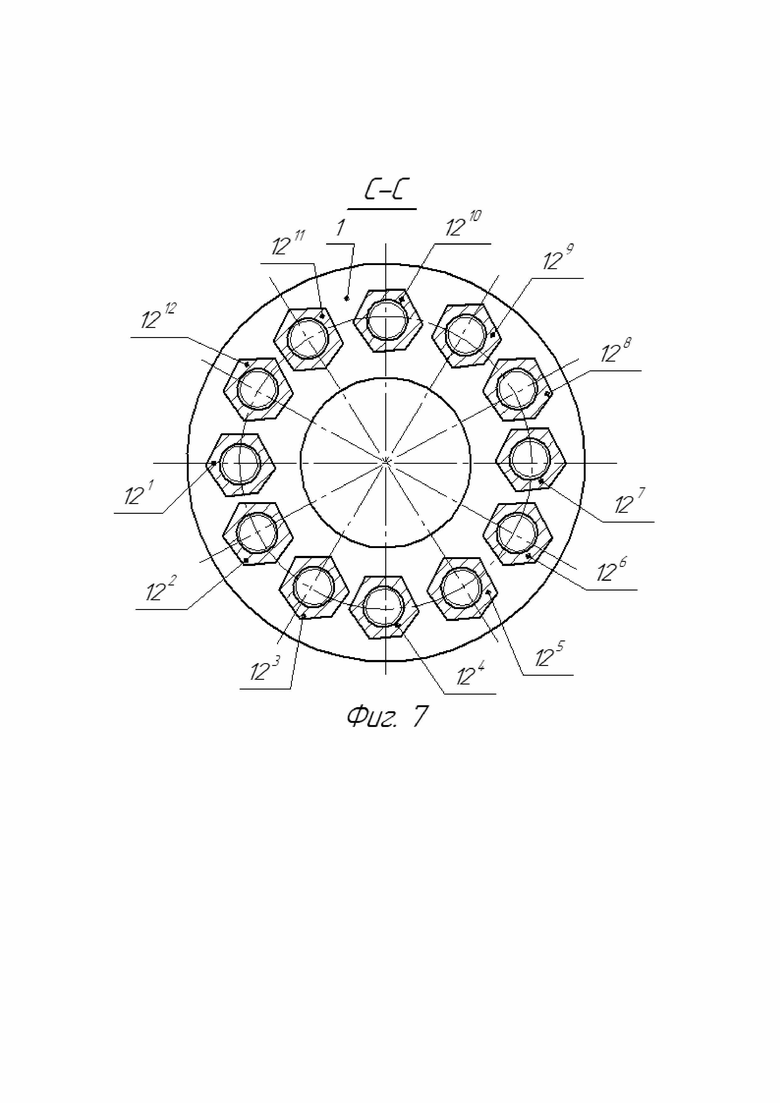
На фиг. 7 изображено сечение С-С фланцевого соединения устьевого оборудования по второму варианту.
По первому варианту.
Фланцевое соединение устьевого оборудования содержит опорный 1 (см. фиг. 1) и устьевой 2 (см. фиг. 1, 2) фланцы с отверстиями (на фиг. 1 показано условно). При ремонте скважин качестве устьевого фланца применяется устьевое оборудование, предназначенное для проведения ремонтных работ в скважине. Например, комплект оборудования, герметизирующего модернизированный (КГОМ) 2 (на фиг. 1 показано схематично), имеющее нижний фланец
Опорный фланец 1 и нижний фланец КГОМ 2 оснащены канавками с конусной поверхностью под уплотнительное кольцо 3 (фиг. 1).
Наружные диаметры опорного 1 фланца и нижнего фланца КГОМ 2 равны между собой и составляют, например, 380 мм.
Для крепления опорного 1 фланца и нижнего фланца КГОМ 2 применяют болты, например, в количестве шести штук: 41; 42; 43; 44; 45; 46 (см. фиг. 1, 2, 3) с сегментными головками 51; 52; 53; 54; 55; 56(фиг. 1-4), исключающих взаимное проворачивание болтов 41; 42; 43; 44; 45; 46 между собой при затягивании гаек 61; 62; 63; 64; 65; 66 (см. фиг. 1).
После совмещения и установки болтов 41; 42; 43; 44; 45; 46 в отверстия опорного 1 фланца и нижнего фланца КГОМ 2 сегментные головки 51; 52; 53; 54; 55; 56 болтов 41; 42; 43; 44; 45; 46 образуют между собой кольцо (фиг. 2) с наружным диаметром - Dн и внутренним диаметром – Dв.
Наружный диаметр кольца определяют по формуле:
Dн = Dб + 1,5×d, (1)
где Dб – диаметр болтовой окружности, мм,
d – диаметр болтов, мм.
Внутренний диаметр кольца определяют по формуле:
Dв = Dб - 2×d, (2)
где Dб – диаметр болтовой окружности, мм,
d – диаметр болтов, мм.
Наружный и внутренний диаметр Dн и Dв кольца определен опытным путём в зависимости от диаметра болтов 41; 42; 43; 44; 45; 46 и это с одной стороны исключает разрыв сегментных головок 51; 52; 53; 54; 55; 56 болтов 41; 42; 43; 44; 45; 46 при стягивании опорного 1 фланца и нижнего фланца КГОМ 2 , а с другой стороны исключает излишнюю металлоёмкость сегментных головок 51; 52; 53; 54; 55; 56 болтов 41; 42; 43; 44; 45; 46.
Наружную длину сегмента – L1 (см. фиг. 3 и 4) одной из равных между собой сегментных головок 51; 52; 53; 54; 55; 56, соответствующих болтов 41; 42; 43; 44; 45; 46 определяют по зависимости:
L1 = π× Dн /n, (3)
где π = 3,14;
L1 - наружная длина сегмента одной их равных между собой сегментных головок 51; 52; 53; 54; 55; 56 соответствующих болтов 41; 42; 43; 44; 45; 46, мм;
Dн – наружный диаметр сегментных головок, образующих кольцо, мм;
n – количество болтов с сегментными головками, например 6 штук.
Внутреннюю длину окружности – L2 одной из равных между собой сегментных головок болтов определяют по зависимости
L2 = π× Dв /n, (4)
где π = 3,14;
L2 - наружная длина окружности одной их равных между собой сегментных
головкок 51; 52; 53; 54; 55; 56 соответствующих болтов 41; 42; 43; 44; 45; 46;
Dв – внутренний диаметр сегментных головок, образующих кольцо, мм;
n – количество болтов с сегментными головками, например 6 штук.
Сегментные головки 51; 52; 53; 54; 55; 56 болтов 41; 42; 43; 44; 45; 46 нижними торцами по всей своей площади контактируют с применяемым устьевым оборудованием (верхним торцом нижнего фланца КГОМ 2).
Высоту - а сегментных головок 51; 52; 53; 54; 55; 56 болтов 41; 42; 43; 44; 45; 46 принимают равной 0,8 высоты - b гаек 61; 62; 63; 64; 65; 66, т.е.
а = 0,8×b, (5)
Зависимости по формулам 1-4 получены опытным путём исходя из снижения металлоёмкости конструкции без снижения прочности фланцевого соединения устьевого оборудования.
Болты 41; 42; 43; 44; 45; 46 имеют, соответственно, крупный шаг 71; 72; 73; 74; 75; 76 (фиг. 1) резьбы (3,0-4,0 мм), например шаг 3,0.
Гайки 61; 62; 63; 64; 65; 66 имеют, соответственно, такой же крупный шаг 81; 82; 83; 84; 85; 86 резьбы 3,0 мм.
Устройство работает следующим образом.
Перед сборкой устройства изготавливают болты 41; 42; 43; 44; 45; 46 с соответствующими сегментными головками 51; 52; 53; 54; 55; 56 в зависимости от диаметра болтовой окружности Dб и высоте - b гаек 61; 62; 63; 64; 65; 66 по формулам (1-5).
Определяют размеры одной сегментной головки 51.
Например:
Диаметр – d каждого из болтов 41; 42; 43; 44; 45; 46: d = 20 мм.
Диаметр болтовой окружности опорного фланца и нижнего фланца КГОМ 2, в которой выполнены отверстия под болты 41; 42; 43; 44; 45; 46: Dб = 200 мм.
Высота – b каждой из гаек 61; 62; 63; 64; 65; 66 = 20 мм.
Последовательно подставляя в формулы (1-5) получим:
Наружный диаметр кольца, образованного сегментными головками (51; 52; 53; 54; 55; 56) :
Dн = Dб + 1,5×d = 200 мм + 1,5×20 = 230 мм.
Внутренний диаметр сегментных головок (51; 52; 53; 54; 55; 56) кольца:
Dв = Dб - 1,5×d = 200 мм - 1,5×20 = 170 мм.
Определим наружную длину окружности – l1 равных между собой сегментных головок 51; 52; 53; 54; 55;56:
L1 = π× Dн /n = (3,14 × 230 мм)/6 = 120,36 мм.
Определим внутреннюю длину окружности – l2 равных между собой сегментных головок 51; 52; 53; 54; 55; 56:
L2 = π× Dв /n = (3,14 × 170 мм)/6 = 88,97 мм.
Так как высота - b каждой из гаек 61; 62; 63; 64; 65; 66 равна 20 мм, то высоту - а сегментных головок 51; 52; 53; 54; 55; 56 болтов 41; 42; 43; 44; 45; 46 принимают равной
а = 0,8×20 мм = 16 мм.
Верхние концы болтов 41; 42; 43; 44; 45; 46 жестко и неподвижно соединяют с соответствующими сегментными головками 51; 52; 53; 54; 55; 56. Например, выполняют резьбовые отверстия (на фиг. 1, 2 не показано) в сегментных головках 51; 52; 53; 54; 55; 56 (см. фиг. 1, 2, 3) вворачивают в них соответствующие болты 41; 42; 43; 44; 45; 46 и обваривают с помощью сварки (на фиг. 1,2 не показано) с верхних и нижних торцов сегментных головок 51; 52; 53; 54; 55(см. фиг. 1, 2).
Далее приступают к сборке фланцевого соединения.
В канавку (на фиг. 1, 2 показано условно) с конусной поверхностью опорного фланца 1 (см. фиг. 1) устанавливают уплотнительное кольцо 3. Затем сверху на уплотнительное кольцо 3 канавкой с конусной поверхностью устанавливают нижний фланец КГОМ 2, после чего вращением КГОМ 2 относительно опорного фланца 1 совмещают их отверстия для крепления.
Далее в совмещённые отверстия опорного фланца 1 и фланца КГОМ 2 поочередно устанавливают болты 41; 42; 43; 44; 45; 46 (см. фиг. 1 и 2) в количестве 6 штук. В результате сегментные головки 51; 52; 53; 54; 55; образуют кольцо.
Затем снизу наворачивают гайки 61; 62; 63; 64; 65; 66 на соответствующие болты 41; 42; 43; 44; 45; 46 и гаечным ключом (на фиг. 1, 2 не показано) затягивают гайки 61; 62; 63; 64; 65; 66 (см. фиг. 1) на соответствующих болтах 41; 42; 43; 44; 45; 46.
Фланцевое соединение устьевого оборудования собрано. Далее производят технологическую операцию по ремонту скважины, например осуществляют промывку скважины. По окончании технологической операции по ремонту скважины производят разборку в обратной последовательности.
В 4 раза сокращается продолжительность сборки фланцевого соединения устьевого оборудования при ремонте скважины для проведения технологической операции (промывка, перфорация и т.д.), так как для герметизации устья скважины необходимо завернуть 6 гаек, а не 24, как в прототипе.
Из-за наличия крупного шага резьбы (на всех болтах и гайках) из-за снижения количества оборотов вращения гаек относительно болтов в процессе крепления фланцевого соединения в 1,5-3 раза снижается длительность времени крепления гаек на болты.
Снижается металлоемкость конструкции так как высота сегментных головок болтов меньше высоты гаек фланцевого соединения.
Упрощается обслуживание устройства в работе, так как используется всего один гаечный ключ, а не два как описано в прототипе, так сверху сегментные головки болтов образующие кольцо самофиксируются между собой от вращения.
По второму варианту.
Фланцевое соединение устьевого оборудования содержит опорный 1 (см. фиг. 5, 7) и устьевой 2 фланцы (фиг. 5, 6) с отверстиями для крепления 91; 92; 93; 94; 95; 96; 97; 98; 99; 910; 911; 912 (фиг. 5) и 101; 102; 103; 104; 105; 106; 107; 108; 109; 1010; 1011; 1012 (фиг. 5, 6), соответственно.
Опорный фланец 1 и устьевой 2 оснащены канавками с конусной поверхностью под уплотнительное кольцо 3 (фиг. 5).
Наружные диаметры опорного 1 и устьевого 2 фланцев равны между собой и составляют, например 380 мм.
Отверстия 91; 92; 93; 94; 95; 96; 97; 98; 99; 910; 911; 912 в опорном фланце 1 выполнены сквозными. Отверстия 101; 102; 103; 104; 105; 106; 107; 108; 109; 1010; 1011; 1012 (фиг. 5, 6) в устьевом фланце 2 выполнены глухими резьбовыми.
Количество глухих резьбовых отверстий 101; 102; 103; 104; 105; 106; 107; 108; 109; 1010; 1011; 1012 в устьевом фланце 2 равно количеству отверстий 91; 92; 93; 94; 95; 96; 97; 98; 99; 910; 911; 912 в опорном фланце 1, например 12. C углом α =360°/12 = 30° между отверстиями.
При герметизации фланцевого соединения в глухие резьбовые отверстия 101; 102; 103; 104; 105; 106; 107; 108; 109; 1010; 1011; 1012 устьевого фланца 2 ввернуты соответственно шпильки 111; 112; 113; 114; 115; 116; 117; 118; 119; 1110; 1111; 1112 (фиг. 5).
Глубина - с каждого глухого резьбового отверстия 101; 102; 103; 104; 105; 106; 107; 108; 109; 1010; 1011; 1012 в 1,25 раза больше высоты – d резьбы каждой гайки 121; 122; 123; 124; 125; 126; 127; 128; 129; 1210; 1211; 1212 (фиг. 5, 7), соответственно. т.е. с = 1,25 × d. Это соотношение длин резьб определено опытным путем и обеспечивает прочность крепления шпилечного соединения.
Шпильки 111; 112; 113; 114; 115; 116; 117; 118; 119; 1110; 1111; 1112 имеют, соответственно, крупный шаг 131; 132; 133; 134; 135; 136; 137; 138; 139; 1310; 1311; 1312 (фиг. 5) резьбы (3,0-4,0 мм), например шаг равен 4,0 мм.
Гайки 121; 122; 123; 124; 125; 126; 127; 128; 129; 1210; 1211; 1212 имеют, соответственно, такой же крупный шаг 141; 142; 143; 144; 145; 146; 147; 148; 149; 1410; 1411; 1412 (фиг. 5) резьбы равный 4,0 мм.
Устройство работает следующим образом.
Для герметизации фланцевого соединения устьевого оборудования в глухие резьбовые отверстия 101; 102; 103; 104; 105; 106; 107; 108; 109; 1010; 1011; 1012 устьевого фланца 2 вворачивают шпильки 111; 112; 113; 114; 115; 116; 117; 118; 119; 1110; 1111; 1112.
В канавку (на фиг. 5-7 показано условно) с конусной поверхностью опорного фланца 1 (см. фиг. 5) устанавливают уплотнительное кольцо 3. Сверху над опорным фланцем 1 размещают устьевой фланец 2 с ввернутыми в него шпильками 111; 112; 113; 114; 115; 116; 117; 118; 119; 1110; 1111; 1112, после чего вращением устьевого фланца 2 относительно опорного фланца 1 совмещают шпильки 111; 112; 113; 114; 115; 116; 117; 118; 119; 1110; 1111; 1112 со сквозными отверстиями 91; 92; 93; 94; 95; 96; 97; 98; 99; 910; 911; 912 .
Затем опускают вниз устьевой фланец 2, при этом ввёрнутые в него шпильки 111; 112; 113; 114; 115; 116; 117; 118; 119; 1110; 1111; 1112 проходят через сквозные отверстия 91; 92; 93; 94; 95; 96; 97; 98; 99; 910; 911; 912 опорного фланца 1, а уплотнительное кольцо 3 оказывается в канавке с конусной поверхностью устьевого фланца 2.
Затем вручную снизу наворачивают гайки 121; 122; 123; 124; 125; 126; 127; 128; 129; 1210; 1211; 1212 на соответствующие шпильки 111; 112; 113; 114; 115; 116; 117; 118; 119; 1110; 1111; 1112.
Далее гаечным ключом (на фиг. 5 -7 не показано) затягивают гайки 121; 122; 123; 124; 125; 126; 127; 128; 129; 1210; 1211; 1212 на соответствующих шпильках 111; 112; 113; 114; 115; 116; 117; 118; 119; 1110; 1111; 1112.
Например, из-за крупного шага резьбы равного 4, выполненного на гайках 121; 122; 123; 124; 125; 126; 127; 128; 129; 1210; 1211; 1212 и соответствующих шпильках 111; 112; 113; 114; 115; 116; 117; 118; 119; 1110; 1111; 1112, при наворачивании и затягивании совершают всего 6 оборотов гаек относительно неподвижных шпилек.
Фланцевое соединение устьевого оборудования собрано. Далее производят эксплуатацию скважины, например штанговым глубинным насосом. По окончании эксплуатации скважины производят разборку в обратной последовательности.
В два раза сокращается продолжительность сборки фланцевого соединения устьевого оборудования для эксплуатации скважины, так как для герметизации устья скважины необходимо завернуть 12 гаек, а не 24, как в прототипе.
Из-за наличия крупного шага резьб (на всех шпильках и гайках) из-за снижения количества оборотов вращения гаек относительно болтов в процессе крепления фланцевого соединения в 1,5-3 раза снижается длительность времени крепления гаек на шпильки;
Упрощается обслуживание устройства в работе, так используется всего один гаечный ключ, а не два как описано в прототипе, так сверху шпильки предварительно ввернуты в глухие резьбовые отверстия устьевого фланца.
Снизить металлоёмкость конструкции устройства за счёт исключения из конструкции фланцевого соединения верхнего ряда гаек, наворачиваемых сверху на шпильки (на верхнем торце устьевого фланца).
Предлагаемое фланцевое соединение устьевого оборудования по обеим вариантам позволяют:
- сократить продолжительности сборки фланцевого соединения устьевого оборудования;
- упростить обслуживание устройства в работе;
- снизить длительность времени крепления гаек на шпильки или болты;
- снизить металлоёмкость конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления фланцевого соединения шпильками с сегментными элементами и устройство для его осуществления | 2021 |
|
RU2760446C1 |
| Крепление фланцевого соединения на устье скважины | 2021 |
|
RU2763154C1 |
| Фланцевое соединение устьевого оборудования | 2020 |
|
RU2749657C1 |
| Крепление фланцевого соединения шпильками с сегментными элементами | 2022 |
|
RU2789726C1 |
| Фланцевое соединение устьевого оборудования | 2020 |
|
RU2738559C1 |
| Стенд для испытания устьевого скважинного оборудования | 2022 |
|
RU2778499C1 |
| Устройство для соединения фланцев при ремонте скважины | 2020 |
|
RU2749686C1 |
| Устройство для наведения стволовой задвижки под струей | 2021 |
|
RU2770850C1 |
| Устройство для крепления фланцевого соединения на устье скважины | 2020 |
|
RU2746328C1 |
| Гидродомкратный блок для проведения ремонтно-восстановительных работ по замене устьевого оборудования скважин | 2022 |
|
RU2780181C1 |
Изобретение относится к нефтегазодобывающей промышленности и может быть использовано при ремонте скважины для крепления устьевого фланца при эксплуатации скважины. Техническим результатом является сокращение продолжительности сборки фланцевого соединения устьевого оборудования, упрощение обслуживания устройства в работе, снижение длительности времени крепления гаек на шпильки или болты и снижение металлоёмкости конструкции. Фланцевое соединение устьевого оборудования содержит опорный и устьевой фланцы с отверстиями под шпильки или болты для крепления, уплотнительное кольцо, установленное между фланцами в канавках с конусными поверхностями. По первому варианту болты для крепления выполнены с сегментными головками, исключающими взаимное проворачивание между собой при затягивании гаек. При этом сегментные головки образуют кольцо с наружным диаметром – Dн и внутренним диаметром – Dв. Причем Dн соответствует Dн = Dмц – 1,5×d, а Dв соответствует Dв = Dмц + 1,5×d, где Dмц – диаметр болтовой окружности, мм, d – диаметр болтов, мм. При этом наружную длину окружности сегмента – L1 одной из равных между собой сегментных головок болтов определяют по зависимости L1 = π×Dн/n, где π = 3,14, Dн – наружный диаметр сегментных головок, образующих кольцо, мм, n – количество болтов с сегментными головками. Внутреннюю длину окружности сегмента – L2 одной из равных между собой сегментных головок болтов определяют по зависимости L2 = π×Dв/n, где π = 3,14, Dв – наружный диаметр сегментных головок, образующих кольцо, мм, n – количество болтов с сегментными головками. При этом сегментные головки болтов нижними торцами по всей своей площади контактируют с применяемым устьевым оборудованием, причём высоту a сегментных головок болтов принимают равной 0,8 высоты b гаек, причём болты и гайки имеют крупный шаг резьбы 3,0-4,0 мм. По второму варианту в устьевом фланце выполнены глухие резьбовые отверстия, количество которых равно количеству отверстий в опорном фланце. Причём при герметизации фланцевого соединения в глухие резьбовые отверстия устьевого фланца ввернуты шпильки. Глубина каждого глухого резьбового отверстия в 1,25 раза больше высоты резьбы каждой гайки, после предварительной установки уплотнительного кольца в канавку с конусной поверхностью опорного фланца. При этом шпильки и гайки имеют крупный шаг резьбы 3,0-4,0 мм. 2 н.п. ф-лы, 7 ил.
1. Фланцевое соединение устьевого оборудования, содержащее опорный и устьевой фланцы с отверстиями под шпильки или болты для крепления, уплотнительное кольцо, установленное между фланцами в канавках с конусными поверхностями, отличающееся тем, что болты для крепления выполнены с сегментными головками, исключающими взаимное проворачивание между собой при затягивании гаек, при этом сегментные головки образуют кольцо с наружным диаметром - Dн и внутренним диаметром – Dв, причём наружный диаметр сегмента:
Dн = Dмц – 1,5×d,
а внешний диаметр сегмента:
Dв = Dмц + 1,5×d,
где Dмц – диаметр болтовой окружности, мм;
d – диаметр болтов, мм,
при этом наружную длину окружности сегмента L1 одной из равных между собой сегментных головок болтов определяют по зависимости:
L1 = π×Dн /n,
где π = 3,14;
Dн – наружный диаметр сегментных головок, образующих кольцо, мм;
n – количество болтов с сегментными головками,
а внутреннюю длину окружности сегмента L2 одной из равных между собой сегментных головок болтов определяют по зависимости:
L2 = π×Dв /n,
где π = 3,14;
Dв – наружный диаметр сегментных головок, образующих кольцо, мм;
n – количество болтов с сегментными головками,
при этом сегментные головки болтов нижними торцами по всей своей площади контактируют с применяемым устьевым оборудованием, причём высоту a сегментных головок болтов принимают равной 0,8 высоты b гаек, причём болты и гайки имеют крупный шаг резьбы 3,0-4,0 мм.
2. Фланцевое соединение устьевого оборудования, содержащее опорный и устьевой фланцы с отверстиями под шпильки или болты для крепления, уплотнительное кольцо, установленное между фланцами в канавках с конусными поверхностями, отличающееся тем, что в устьевом фланце выполнены глухие резьбовые отверстия, количество глухих резьбовых отверстий равно количеству отверстий в опорном фланце, причём при герметизации фланцевого соединения в глухие резьбовые отверстия устьевого фланца ввернуты шпильки, при этом глубина с каждого глухого резьбового отверстия в 1,25 раза больше высоты d резьбы каждой гайки, после предварительной установки уплотнительного кольца в канавку с конусной поверхностью опорного фланца, устьевой фланец шпильками устанавливается в отверстия опорного фланца и крепится гайками, совмещается уплотнительное кольцо с конусной поверхностью устьевого, причём шпильки и гайки имеют крупный шаг резьбы 3,0-4,0 мм.
| ФЛАНЦЕВОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ | 2001 |
|
RU2224941C2 |
| Устьевое разъемное фланцевое соединение | 1989 |
|
SU1682527A1 |
| ФЛАНЦЕВОЕ СОЕДИНЕНИЕ УСТЬЕВОГО ОБОРУДОВАНИЯ | 1996 |
|
RU2167265C2 |
| Устройство для обдувки газовой поверхности нагрева паровозных котлов | 1947 |
|
SU83117A1 |
| CN 201666137 U, 08.12.2010 | |||
| Автоматическая сцепка | 1931 |
|
SU28919A1 |

