[01] В настоящей заявке испрашивается приоритет по следующим четырем патентным заявкам КНР, содержание которых включено в настоящее описание путем отсылки:
1) Патентная заявка КНР № 201710500214.9, поданная в Китайское национальное ведомство по интеллектуальной собственности 27 июня 2017 под названием "Геосотовый материал и способ его изготовления".
2) Патентная заявка КНР № 201720785316.5, поданная в Китайское национальное ведомство по интеллектуальной собственности 27 июня 2017 под названием "Геосотовый материал".
3) Патентная заявка КНР № 201810596847.9, поданная в Китайское национальное ведомство по интеллектуальной собственности 11 июня 2017 под названием "Геосотовый материал и способ его изготовления", и
4) Патентная заявка КНР № 201820901315.7, поданная в Китайское национальное ведомство по интеллектуальной собственности 27 июня 2017 под названием "Геосотовый материал".
Область изобретения
[02] Настоящее изобретение относится к геосотовому материалу и способу его изготовления.
Предпосылки
[03] Содержание настоящего раздела содержит лишь информацию о предпосылках, которая сможет на являться описанием предшествующего уровня техники.
[04] Геосотовые материалы широко используются в области геотехники, например, при строительстве грунтовых оснований и для озеленения склонов. Геосотовый материал – это имеющая форму сот или решетки трехмерная структура, сформированная путем соединения разными способами множества лент. В настоящее время имеющиеся на рынке неосотовые материалы в основном формируются сваркой, клепаным соединением или взаимным соединением лент.
[05] В геосотовых материалах, сформированных сваркой или на клепаных соединениях, существует проблема, заключающаяся в том, что прочность лент при растяжении существенно отличается от порочности соединения при растяжении, то есть, прочность соединения при растяжении существенно ниже прочности ребра при растяжении.
[06] Для решения проблемы несоответствия прочности на разрыв соединения и лент было предложено техническое решение, согласно которому геосотовый материал формировалась взаимным соединением лент U–образными стальными скобами. Согласно этому решению в двух лентах, примыкающих друг к другу, формировалось множество прорезей. Прорези проходили в продольном направлении лент параллельно друг другу и были разнесены друг от друга в направлении высоты ленты. Две вертикальных участка U–образной стальной скобы последовательно и поочередно пропускались сквозь прорези лент, тем самым соединяя две ленты друг с другом для формирования геосотового материала. В геосотовому материалу, сформированному путем взаимного соединения лент U–образными стальными скобками прочность ленты на разрыв была, по существу, такой же, что и прочность соединения.
[07] Однако, такой геосотовый материал, сформированный взаимным соединением, все еще не свободна от проблем. Во–первых, с одной стороны, из–за наличия прорезей ленты легко рвутся, особенно в поперечном направлении; с другой стороны, после установки в прорези U–образных стальных скоб, прорези растягиваются и в определенной степени раскрываются, поэтому грунт может вытекать чрез прорези, что уменьшает скрепляющую силу каждой ячейки геосотового материала, действующего на грунт. Кроме того, в настоящее время укладка геосотового материала на строительной площадке производится натяжением вручную. Угол между соседними лентами каждой ячейки изменяется из–за разной величины и направления приложенного натяжения, поэтому отдельные ячейки геосотового материала имеют разные формы и непроницаемость, и весь геосотовый материал после натяжения может оставаться в расслабленном состоянии. Натягивать каждую ячейку до нужного состояния трудно, что влияет на эффект применения геосотового материала.
[08] Дополнительно, из–за специфической среды, в которой применяется геосотовый материал, на U–образные стальные скобы обычно воздействует сырой грунт, что приводит к его ржавлению и коррозии, что ослабляет прочность соединений. В настоящее время U–образные стальные скобы обычно гальванизируют для повышения стойкости к коррозии. Однако процесс гальванизации может приводить к тяжелому загрязнению окружающей среды и не соответствует экологическим требованиям, в результате чего он бойкотируется. Кроме того, U–образные стальные скобы в процессе гальванизации гальванизируются не полностью, или в результате отслаивания на них образуются обнаженные участки, что приводит к образованию ржавчины и невыполнению функции защиты от коррозии.
Краткое описание изобретения
[09] Целью настоящего изобретения является устранение одной или более из вышеописанных проблем.
[010] Согласно одному аспекту настоящего изобретения предлагается геосотовый материал, содержащий множество лент, соединенных друг с другом во множестве мест для образования множества ячеек. На каждом соединении две или более соседние ленты этого множества соединены друг с другом вставляемым элементом, и каждое соединение покрыто коллоидом.
[011] На каждом соединении две или более соседние ленты этого множества выровнены и в них выполнены прорези, проходящие сквозь две или более соседние ленты. Прорези проходят в продольном направлении этих двух или более лент, а вставляемый элемент последовательно и поочередно проходит сквозь прорези для соединения этих двух или более соседних лент друг с другом.
[012] В одном варианте прорези распределены с одинаковыми интервалами по высоте этих двух или более лент.
[013] В одном варианте коллоид покрывает каждую боковую поверхность двух или боле соседних лент так, чтобы полностью покрыть прорези, и покрывает по меньшей мере часть вставляемого элемента.
[014] Прорези полностью покрыты коллоидом, который, с одной стороны, может предотвратить разрыв прорезей, а с другой стороны, позволяет предотвратить протечку грунта сквозь прорези, улучшая тем самым силу крепления каждой ячейки геосотового материала к грунту.
[015] Предпочтительно, вставляемый элемент на каждом соединении полностью покрыта коллоидом. На каждом соединении вставляемый элемент связан с двумя или более соседними лентами коллоидом для образования единого целого, и концевые участки вставляемого элемента полностью покрыты коллоидом для формирования концевых крышек. Концевая крышка может иметь любую из следующих форм: полусфера, кубоид, конус. С одной стороны, предотвращается ржавление или коррозия вставляемого элемента, и концевые части вставляемого элемента лучше защищены и предотвращается их коррозия под воздействием грунта. С другой стороны, коллоид связывается с лентами и вставляемым элементом для образования единого целого, что значительно повышает сопротивление отслаиванию на соединении и усиливает структурную стабильность соединения. Дополнительно, общая структура геосотового материала становится более элегантной, когда геосотовый материал уложена на строительной площадке.
[016] В одном варианте коллоид наносится на соединение методом литья под давлением.
[017] Каждое соединение находится в заранее выставленном состоянии, поэтому две или более соседние ленты находятся вод заранее определенным углом друг к другу, что позволяет легко растянуть геосотовый материал до заранее определенного состояния на строительной площадке.
[018] Коллоид наносится на соединение при температуре впрыска, которая ниже точки плавления ребра.
[019] В одном варианте ленты выполнены из материала полипропилена или полиэтилентерефталата.
[020] В одном варианте ленты выполнены из материала полипропилена или полиэтилентерефталата способом вытяжки.
[021] Коллоид состоит из одного или более из следующих материалов: термопластичный эластомер (TPE), термопластичный каучук (TPR), термополиуретан (TPU), стирол–бутадиен–стирол (SBS), этиленвинилацетат (EVA), силикагель, поливинилхлорид (PVC), полипропилен (PP), полиэтилен (PE), полиэтилен высокой плотности (HDPE), термопластичный полиэфирный эластомер (TPEE), этиленбутилакрилат (EBA), этиленэтилакрилат (EEA) и сополимер этилена и метакриловой кислоты (EMA).
[022] Сечение ячейки в направлении высоты ленты имеет любую из следующих форм: треугольник, квадрат, прямоугольник или ромб.
[023] В одном варианте вставляемый элемент является U–образным элементом, две вертикальные части которого последовательно и поочередно проходят сквозь прорези.
[024] В одном варианте на концевых частях двух вертикальных участков U–образного элемента имеется соединительная пластина для U–образного элемента.
[025] В одном варианте толщина коллоида, нанесенного на каждую боковую поверхность двух или более соседних лент больше или равна толщине соответствующей полосе из двух или более соседних полос.
[026] Согласно другому аспекту настоящего изобретения предлагается другая геосотовый материал, содержащий множество лент, соединенных друг с другом во множестве мест для формирования множества ячеек. На каждом соединении две или более соседние ленты взаимно соединены друг с другом вставляемым элементом и каждое соединение покрыто коллоидом, при этом вставляемый элемент полностью покрыт коллоидом.
[027] На каждом соединении две или более соседние ленты выровнены и в них выполнены прорези, проходящие сквозь эти две или более соседние ленты. Прорези проходят в продольном направлении этих двух или более соседних лент, и вставляемый элемент последовательно и поочередно проходит сквозь прорези для взаимного соединения двух или более соседних лент друг с другом.
[028] В одном варианте прорези распределены с равными интервалами в направлении высоты двух или более соседних лент.
[029] Коллоид покрывает каждую боковую поверхность двух или более соседних лент, чтобы полностью покрыть прорези.
[030] В одном варианте на каждом соединении вставляемый элемент связан с двумя или более соседними лентами и коллоидом для формирования единого целого, и концевые участки вставляемого элемента полностью покрыты коллоидом для формирования концевых крышек.
[031] Концевая крышка может иметь любую из следующих форм: полусфера, кубоид и конус.
[032] В одном варианте коллоид нанесен на соединение и вставляемый элемент способом литья под давлением.
[033] В одном варианте каждое соединение находится в заранее выставленном состоянии, поэтому две или более соседние ленты находятся под заранее определенным углом друг к другу.
[034] Коллоид наносится на соединение при температуре ниже температуры плавления ребра.
[035] В одном варианте ленты выполнены из материала полипропилена или полиэтилентерефталата.
[036] В одном варианте ленты выполнены из материала полипропилена или полиэтилентерефталата способом вытяжки.
[037] Коллоид состоит из одного или более из следующих материалов: термопластичный каучук (TPE), термопластичный эластомер (TPR), термополиуретан (TPU), стирол–бутадиен–стирол (SBS), этиленвинилацетат (EVA), силикагель, поливинилхлорид (PVC), полипропилен (PP), полиэтилен (PE), полиэтилен высокой плотности (HDPE), термопластичный полиэфирный эластомер (TPEE), этиленбутилакрилат (EBA), этиленэтилакрилат (EEA) и сополимер этилена и метакриловой кислоты (EMA).
[038] Сечение ячейки в направлении высоты ленты имеет любую из следующих форм: треугольник, квадрат, прямоугольник или ромб.
[039] В одном варианте вставляемый элемент является U–образным элементом, две вертикальные части которого последовательно и поочередно проходят сквозь прорези.
[040] В одном варианте соединительная пластина для U–образного элемента находится на концевых частях двух вертикальных участков U–образного элемента.
[041] Толщина коллоида, нанесенного на каждую боковую поверхность двух или более соседних лент, больше или равна толщине соответствующей ленты из двух или более соседних лент.
[042] Согласно другому аспекту настоящего изобретения предлагается способ изготовления геосотового материала. Способ содержит этапы, на которых: размещают множество лент; выравнивают две или более соседние ленты из множества лент на соединениях и формируют прорези, проходящие сквозь две или более соседние ленты; на соединениях последовательно и поочередно пропускают вставляемый элемент сквозь прорези для взаимного соединения двух или более соседних лент друг с другом; и инкапсулируют соединения для формирования коллоида.
[043] В одном варианте прорези распределяют с одинаковыми интервалами по высоте двух или более соседних лент.
[044] В одном варианте коллоидом покрывают каждую боковую сторону двух или более соседних лент, чтобы полностью покрыть прорези и покрыть по меньше мере часть вставляемого элемента.
[045] Прорези полностью покрывают коллоидом, что, с одной стороны позволяет предотвратить разрывы прорезей, а с другой стороны позволяет предотвратить утечку грунта сквозь прорези, тем самым улучшая силу крепления каждой ячейки к грунту.
[046] Предпочтительно вставляемый элемент на каждом соединении полностью покрывают коллоидом. На каждом соединении вставляемый элемент связывают с двумя или более соседними лентами и коллоидом для формирования единого целого, и концевые участки вставляемого элемента полностью покрывают коллоидом для формирования крышек. Концевая крышка может иметь любую из следующих форм: полусфера, кубоид и конус. С одной стороны, вставляемый элемент защищен от ржавления и коррозии, и концевые части вставляемого элемента лучше защищены от коррозии в результате контакта с грунтом. С другой стороны, коллоид связан с лентами и вставляемым элементом для образования единого целого, что существенно улучшает сопротивление отслаиванию на соединении и улучшает структурную стабильность соединения. Дополнительно, общая структура геосотового материала становится более элегантной, когда геосотовый материал уложен на строительной площадке.
[047] В одном варианте этап инкапсулирования выполняется способом литья под давлением.
[048] Перед выполнением этапа инкапсулирования или во время инкапсулирования две или более соседние ленты растягивают с заранее определенным усилием.
[049] Перед выполнением этапа инкапсулирования или во время инкапсулирования две или более соседние ленты растягивают под заранее определенным углом друг к другу, что позволяет легко растягивать геосотовый материал в заранее определенное состояние на строительной площадке.
[050] В одном варианте коллоид подвергается вулканизации после этапа инкапсулирования или во время инкапсулирования.
[051] Коллоид наносят при температуре, которая ниже температуры плавления ребра.
[052] В одном варианте ленты выполнены из материала полипропилена или полиэтилентерефталата.
[053] В одном варианте ленты выполнены из материала полипропилена или полиэтилентерефталата способом вытяжки.
[054] Коллоид состоит из одного или более из следующих материалов: термопластичный каучук (TPE), термопластичный эластомер (TPR), термополиуретан (TPU), стирол–бутадиен–стирол (SBS), этиленвинилацетат (EVA), силикагель, поливинилхлорид (PVC), полипропилен (PP), полиэтилен (PE), полиэтилен высокой плотности (HDPE), термопластичный полиэфирный эластомер (TPEE), этиленбутилакрилат (EBA), этиленэтилакрилат (EEA) и сополимер этилена и метакриловой кислоты (EMA).
[055] Множество лент соединены друг с другом множеством соединений для формирования множества ячеек. Сечение ячейки в направлении высоты может иметь любую из следующих форм: треугольник, квадрат, прямоугольник или ромб.
[056] В одном варианте вставляемый элемент является U–образным элементом, две вертикальные части которого последовательно и поочередно проходят сквозь прорези.
[057] В одном варианте на концевых частях двух вертикальных участков U–образного элемента имеется соединительная пластина для U–образного элемента.
[058] В одном варианте толщина коллоида, нанесенного на каждую боковую поверхность двух или более соседних лент больше или равна толщине соответствующей полосе из двух или более соседних полос.
[059] Согласно другому аспекту настоящего изобретения предлагается способ изготовления геосотового материала. Способ содержит этапы, на которых: размещают множество лент; выравнивают две или более соседних лент из множества на соединениях и формируют прорези, проходящие сквозь эти две или более соседние ленты; на соединениях последовательно и поочередно пропускают вставляемый элемент сквозь прорези для взаимного соединения двух или более соседних лент друг с другом; и инкапсулируют соединение для образования коллоида, при этом коллоид полностью покрывает вставляемый элемент.
[060] Согласно другому аспекту настоящего изобретения предлагается геосотовый материал, изготовленный способом изготовления геосотового материала по настоящей заявке.
[061] Наличие коллоида на каждом соединении геосотового материала может дать полезные технические эффекты. С одной стороны коллоид, нанесенный на каждое соединение, заставляет соседние ленты на каждом соединении находиться под заранее определенным углом друг к другу, чтобы геосотовый материал можно было легко растянуть до заранее определенного состояния на месте укладки геосотового материала. С другой стороны, коллоид, нанесенный на каждое соединение, покрывает прорези и вставляемый элемент на каждом соединении, что может предотвратить разрывы прорезей, избежать утечки грунта сквозь прорези и предотвратить ржавление и коррозию вставляемого элемента под влиянием влажного грунта. Дополнительно, предпочтительно, чтобы концевые части вставляемого элемента были полностью покрыты коллоидом для формирования концевых крышек. Коллоид связан с лентами и вставляемым элементом для формирования колонны, что существенно улучшает стойкость к отслаиванию на соединении, усиливает структурную стабильность соединения и делает всю структуру более элегантной.
Краткое описание чертежей
[062] Далее следует подробное описание иллюстративных вариантов настоящего изобретения со ссылками на чертежи. На чертежах одинаковые признаки или компоненты обозначены одними и теми же позициями и чертежи не обязательно выполнены в масштабе.
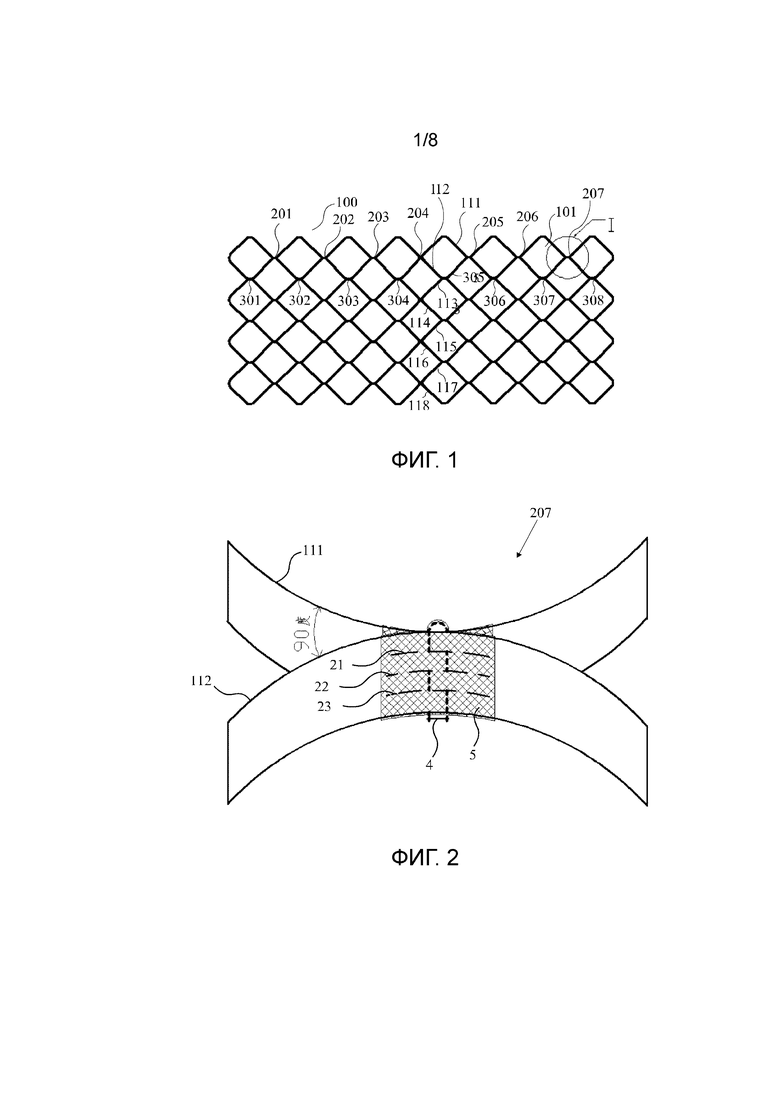
[063] Фиг.1 – вид сверху геосотового материала по варианту настоящего изобретения.
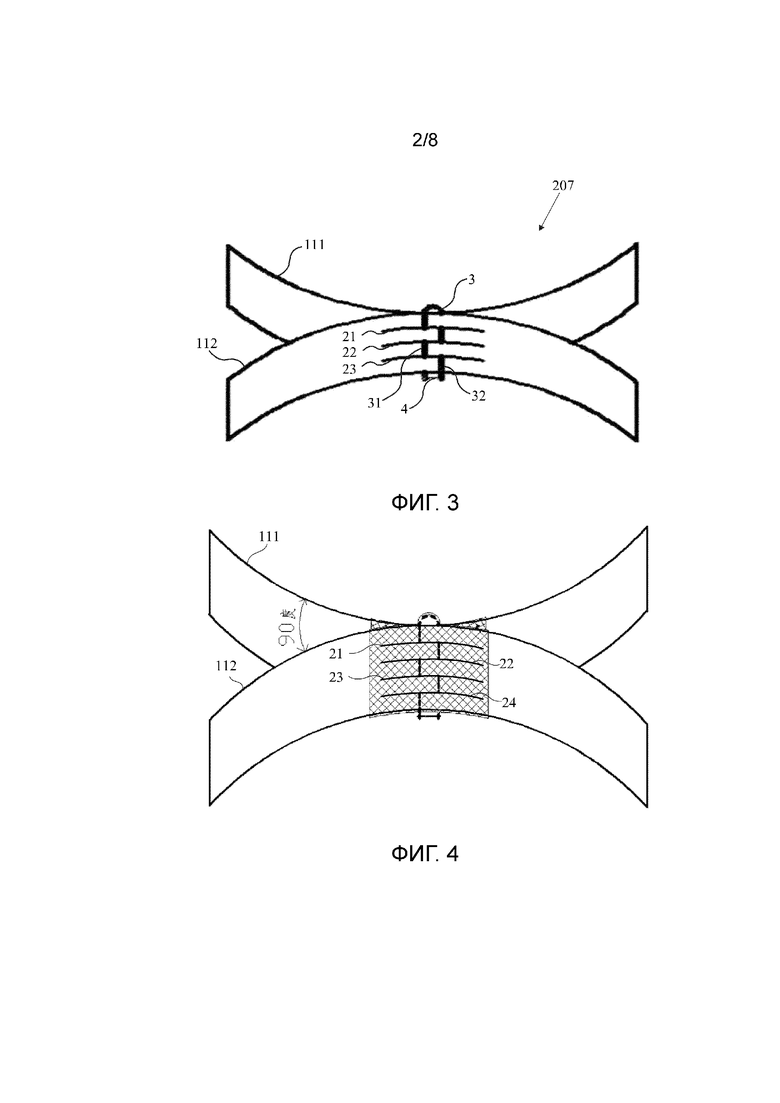
[064] Фиг.2 – вид в перспективе в увеличенном масштабе соединения, показанного в окружности I на фиг.1.
[065] Фиг.3 – вид в перспективе в увеличенном масштабе соединения в окружности I на фиг.1 до инкапсулирования.
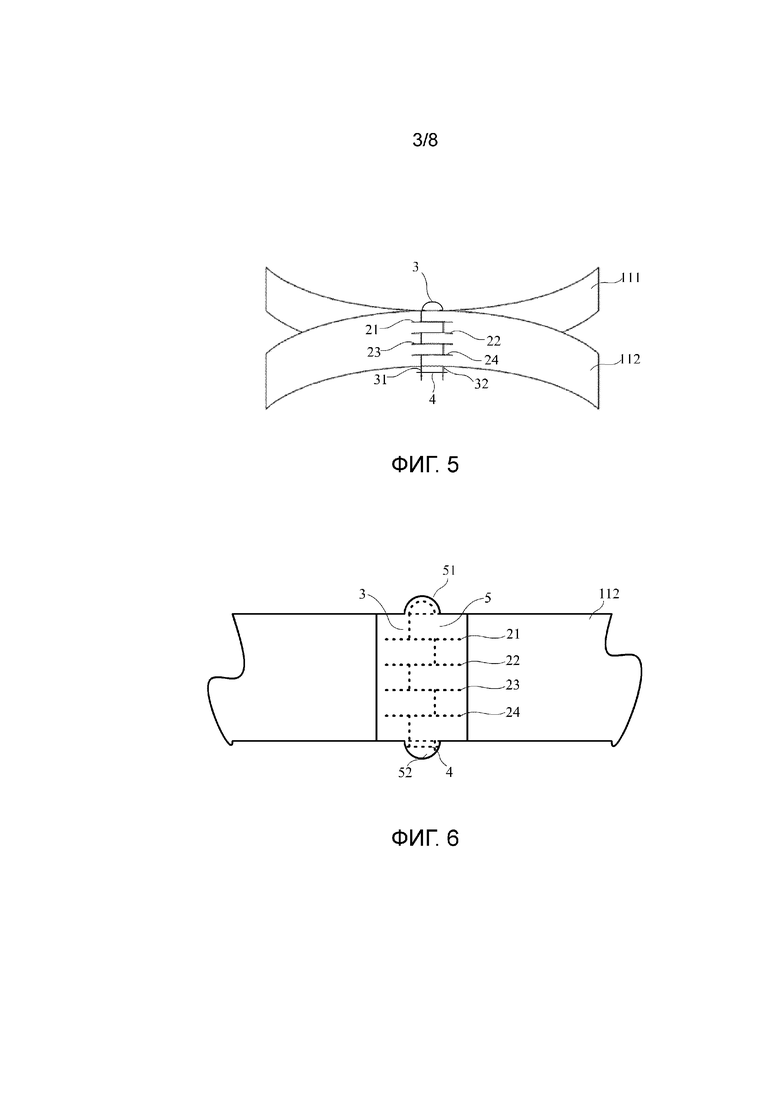
[066] Фиг.4 – вид в перспективе в увеличенном масштабе соединения геосотового материала по другому варианту настоящего изобретения.
[067] Фиг.5 – вид в перспективе в увеличенном масштабе соединения по фиг.4 до инкапсулирования.
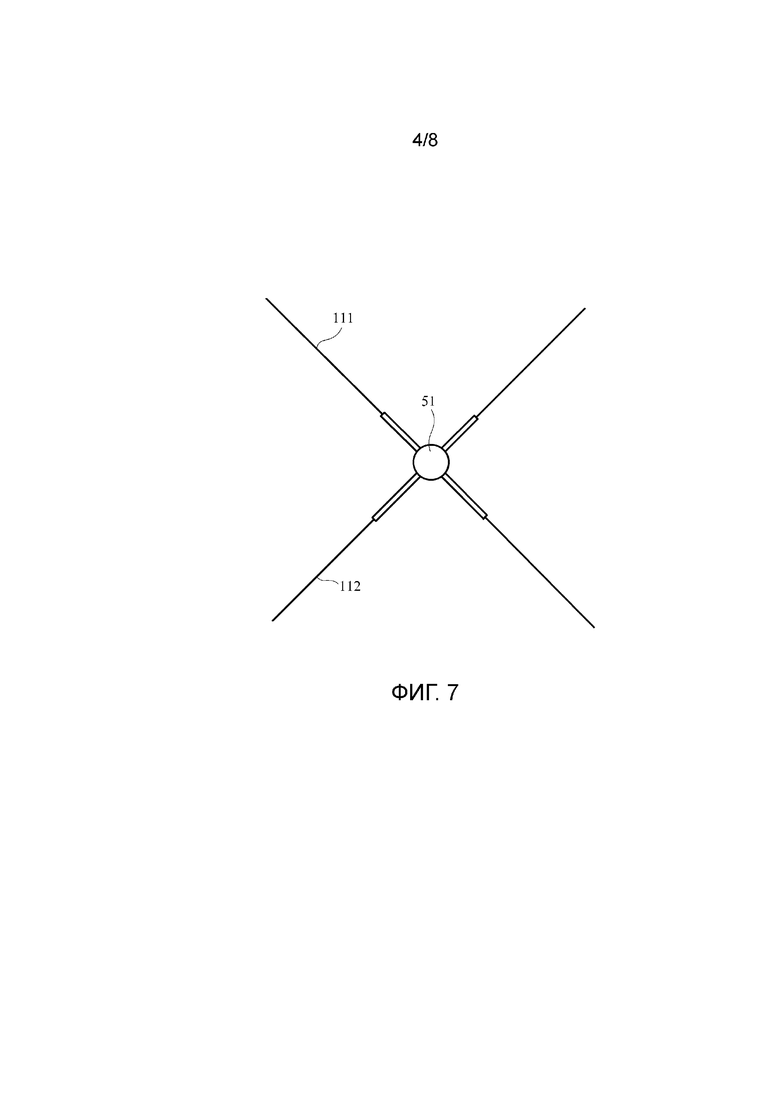
[068] Фиг.6 – вид спереди в увеличенном масштабе соединения по предпочтительному варианту настоящего изобретения.
[069] Фиг.7 – вид сверху соединения по фиг.6.
[070] Фиг.8 – диаграмма последовательности способа изготовления геосотового материала по варианту настоящего изобретения.
[071] Фиг.9–10 – схематические виды формы для инкапсулирования соединения геосотового материала.
[072] Фиг.11 – схематическое сечение, иллюстрирующее инкапсулирование соединения геосотового материала.
[073] Фиг.12–13 – геосотовый материал по другим вариантам настоящего изобретения.
Подробное описание вариантов
[074] Нижеприводимое описание является чисто иллюстративным по своей природе и не ограничивает настоящее изобретение и сферу его применения. Следует понимать, что на всех чертежах одинаковые позиции относятся к одинаковым деталям или признакам. Приложенные чертежи лишь схематически представляют концепцию и принципы разных вариантов настоящего изобретения и не обязательно показывают конкретные размеры и масштаб разных вариантов изобретения. Некоторые детали или структуры разных вариантов изобретения на конкретном чертеже или части чертежа могут быть показаны в увеличенном масштабе.
[075] На фиг.1–3 показан геосотовый материал 100 по первому варианту настоящего изобретения. Геосотовый материал 100 содержит множество лент, то есть первую ленту 111, вторую ленту 112, третью ленту 113, четвертую ленту 114, пятую ленту 115, шестую ленту 116, седьмую ленту 117 и восьмую ленту 118. Две или более соседние ленты из этого множества соединены друг с другом в разных местах для формирования решетчатой структуры, имеющей множество ячеек 101. Например, две соседние ленты множества, а именно первая лента 111 и вторая лента 112 соединены друг с другом соединениями 201, 202, 203, 204, 205, 306 и 207, соответственно. Две другие соседние ленты, а именно вторая лента 112 и третья лента 113 соединены друг с другом соединениями 201, 302, 303, 304, 305, 306, 307 и 308, соответственно. Другие ленты соединены таким же образом и описание их соединения опускается. Специалисты должны понимать, что количество лент, количество соединений соседних лент и расстояние между ними не ограничивается показанным, но может меняться в зависимости от конкретного применения.
[076] Лента предпочтительно изготовлена из материала полипропилена вытяжкой, но материал и способ изготовления ленты ими не ограничены. Лента может быть изготовлена из материла полиэтилентерефталата или листов другого высокомолекулярного полимера. Помимо вытяжки, лента может изготавливаться способом формования.
[077] На каждом соединении геосотового материала две ленты соединены друг с другом U–образным элементом. Конкретно, такой U–образный элемент поочередно проходит сквозь прорези, сформированные в лентах так, чтобы ленты и два вертикальных участка U–образного элемента образовывали друг с другом плетеную конфигурацию в поперечном направлении и в вертикальном направлении. Чтобы U–образные элементы не выпадали из ребра, на концевых частях двух вертикальных участков U–образного элемента может иметься соединительный лист 4. U–образный элемент изготовлен из стали. Альтернативно, U–образный элемент может быть изготовлен из других материалов, соответствующих требованиям к прочности на разрыв на соединении.
[078] Поскольку конфигурация всех соединений в геосотовом материале 100 по существу одинакова, ниже со ссылками на фиг.2 и 3 будет приведено подробно описание одного соединения 207 в геосотовом материале 100.
[079] На фиг.2 приведен увеличенный вид в перспективе соединения 207. Как показано на фиг.2, коллоид 5 покрывает каждую боковую поверхность первой ленты 111 и второй ленты 112 на соединении 207 между соседними первой лентой 111 и второй лентой 112.
[080] На фиг.3 приведен вид в перспективе соединения до инкапсулирования. Как показано на фиг.3, на соединении 207 между соседними первой лентой 111 и второй лентой 112 сформировано множество прорезей, например, три прорези, проходящие в продольном направлении первой ленты 111 и второй ленты 112, то есть, первая прорезь 21, вторая прорезь 22 и третья прорезь 23. Эти три прорези параллельны друг другу и распределены с одинаковыми интервалами в направлении высоты первой ленты 111 и второй ленты 112. Два вертикальных участка U–браного элемента 3 последовательно и поочередно проходят через эти три прорези. Более конкретно, как показано на фиг.3, первый вертикальный участок 31 U–образного элемента 3 проходит сквозь первую прорезь 21 со стороны, на которой расположена вторая лента 112, в второй вертикальный участок 32 U–образного элемента 3 проходит сквозь первой прорезь 21 со стороны, на которой расположена первая лента 111. Затем, первый вертикальный участок 31 U–образного элемента 3 проходит сквозь вторую прорезь 22 со стороны, на которой расположена первая лента 111, а второй вертикальный участок 32 U–образного элемента 3 проходит сквозь вторую прорезь 22 со стороны, на которой расположена вторая лента 112. Аналогично первый вертикальный участок 31 и второй вертикальный участок 32 U–образного элемента 3 последовательно проходят сквозь остальные прорези. Таким образом, участки первой ленты 111 и второй ленты 112, расположенные над первой прорезью 21, находятся за первым вертикальным участком 31 U–образного элемента 3 и перед вторым вертикальным участком 32; участки первой ленты 111 и второй ленты 112, расположенные между первой прорезью 21 и второй прорезью 22 расположены перед первым вертикальным участком 31 U–образного элемента 3 и за вторым вертикальным участком 32; участки первой ленты 111 и второй ленты 112, расположенные между второй и третьей прорезями 22 и 23, расположены за первым вертикальным участком 31 U–образного элемента 3 и перед вторым вертикальным участком 32; а участки первой ленты 111 и второй ленты 112, расположенные под третьей прорезью, расположены перед первым вертикальным участком 31 U–образного элемента 3 и за вторым вертикальным участком 32.
[081] Вокруг соединения, показанного на фиг.3, сформирован коллоид 5 для формирования объединенной структуры, как показано на фиг.2. Коллоид 5 сформирован на каждой боковой поверхности ленты на соединении способом литья под давлением и покрывает прорези и U–образный элемент. Коллоид 5 состоит из мягкого термопластичного эластомера (TPE), но настоящее изобретение им не ограничивается. Коллоид 5 может быть изготовлен из других мягких материалов, таких как термопластичный каучук (TPR), термопластичный полиуретан (TPU), стирол (SBS), сополимер этилена и винилакрилата (EVA), силикагель, поливинилхлорид (PVC), термопластичный полиэфирный эластомер (TPEE), сополимер этилена и бутилацетата (EBA), сополимер этилена и этилакрилата (EEA) и сополимер этилена и метилакрилата (EMA), так, чтобы ленты после инкапсулирования могли иметь лучшую гибкость и легко могли складываться и транспортироваться. Кроме того, коллоид 5 также может быть изготовлен из ряда пластичных полимерных материалов, таких как полипропилен (PP), полиэтилен (PE) и полиэтилен высокой плотности (HDPE), чтобы улучшить твердость и прочность лент после инкапсулирования. По сравнению с коллоидом, изготовленным из мягкого материала, гибкость ленты, инкапсулированной коллоидом, изготовленным из пластичного полимерного материала, несколько ухудшается. Если лента изготовлена из полипропилена коллоид 5 может быть изготовлен из мягкого материала, например, из термопластичного эластомера, что делает коллоид 5 более совместимым с ребром. Если лента изготовлена из полиэтилентерефталата, например, коллоид 5 может быть изготовлен из термопластичного полиэфирного эластомера, что делает коллоид 5 более совместимым с ребром. Материал коллоида 5 можно выбирать из соображений совместимости ленты с коллоидом и требований к гибкости и прочности ленты после инкапсулирования.
[082] Как показано на фиг.2, на соединении, показанном на чертеже, длина коллоида 5 больше, чем длина каждой прорези в продольном направлении первой ленты 111 и второй ленты 112 так, что коллоид 5 полностью покрывает первую прорезь 21, вторую прорезь 22 и третью прорезь 23, проходящие сквозь первую ленту 11 и вторую ленту 112 с каждой стороны, т.е., в угловом участке каждой ячейки, и по меньшей мере частично покрывает U–образный элемент. Толщина коллоида на каждой боковой поверхности первой ленты 111 и второй ленты 112 может быть больше или равной толщине каждого ребра. В иллюстративном варианте, показанном на фиг.1–3, толщина первой ленты 111 и второй ленты 112 равна 0,8–1 мм, а толщина коллоида, сформированного на каждой боковой поверхности первой ленты 111 и второй ленты 112 равна прибл. 1 мм. Следует отметить, что вышеприведенные размеры являются чисто иллюстративными, и толщину лент и толщину коллоида можно выбирать в соответствии с конкретными эксплуатационными и транспортными условиями.
[083] В вышеописанном варианте на показанном соединении имеются три прорези в ребре. Однако, специалисты должны понимать, что количество прорезей этим не ограничено, и при необходимости может быть увеличено или уменьшено; и к длине прорезей не предъявляется никаких особых требований, кроме требования легкой установки U–образного элемента. На фиг.4 и 5 показаны виды в увеличенном масштабе геосотового материала по другому варианту настоящего изобретения. На фиг.4 показан вид соединения в перспективе в увеличенном масштабе, а на фиг.5 вид в перспективе соединения до инкапсулирования. Структура соединения, показанного на фиг.4 и 5 по существу такая же, что и у соединения, показанного на фиг.2 и 3 и разница заключается в количестве прорезей в лентах. На соединении, показанном на фиг.4 и 5 имеется четыре прорези, проходящие в продольном направлении первой ленты 111 и второй ленты 112, и проходящие сквозь первую ленту 111 и вторую ленту 112, то есть первая прорезь 21, вторая прорезь 22, третья прорезь 23 и четвертая прорезь 24. Как и в вышеописанном варианте, первый вертикальный участок 31 и второй вертикальный участок 32 U–образного элемента последовательно проходят сквозь четыре прорези.
[084] В двух вариантах, описанных выше, на каждом соединении наличие коллоида 5 заставляет две ленты в каждой ячейки находится в предварительно выставленном состоянии, в котором прилежащий угол между двумя лентами приблизительно равен 90°. Специалисты должны понимать, что каждая ячейка может предварительно выставляться в другую форму, например, квадрат, прямоугольник или ромб так, чтобы геосотовый материал можно было легко восстановить на месте его укладки, в ее заранее выставленное состояние, в котором каждая ячейка имеет по существу квадратную, прямоугольную или ромбовидную форму, чтобы сохранить ее максимальный эффект удержания грунта, хотя для транспортировки геосотовый материал сжимается в транспортируемую форму.
[085] Коллоид 5 вокруг каждого соединения полностью покрывает прорези и по меньшей мере частично покрывает U–образный элемент, что, с одной стороны, может предотвратить разрыв прорезей и повысить прочность соединения, а с другой стороны позволяет предотвратить утечку грунта через прорези и предотвратить ржавление и коррозию U–образного элемента под влиянием влажного грунта.
[086] Предпочтительно, коллоид 5 далее полностью покрывает U–образный элемент. На фиг.6 приведен вид спереди в увеличенном масштабе соединения по предпочтительному варианту, а на фиг.7 приведен вид сверху соединения по предпочтительному варианту. Структура соединения, показанного на фиг.6 и 7, идентично структуре соединения до инкапсулирования, показанной на фиг.4 и 5 (как показано на фиг.5), и единственная разница заключается в том, что U–образный элемент 3 в предпочтительном варианте полностью покрыт коллоидом после инкапсулирования.
[087] Как показано на фиг.6 и 7, U–образный элемент 3, вставленный между прорезями, полностью покрыт коллоидом 5. Концевые части U–образного элемента 3 покрыты коллоидом 5 для формирования торцевых крышек 51 и 52, соответственно. В этом варианте торцевые крышки 51 и 52 являются полусферическими. Специалисты должны понимать, что торцевые крышки 51, 52 не ограничиваются формой полусферы, но могут иметь другую подходящую форму, например, форму кубоида или конуса. Часть U–образного элемента 3, расположенная между первой лентой 111 и второй лентой 112, покрыта коллоидом так, что коллоид связан с лентами и этой частью U–образного элемента 3 для формирования единого целого. В показанном варианте коллоид, ленты и часть U–образного элемента образуют колонну, имеющую по существу прямоугольное сечение. Однако сечение колонны, образованной коллоидом, лентой и частью U–образного элемента 3 может иметь и другие формы в соответствии с количеством впрыснутого коллоида и степенью предварительного натяжения лент во время впрыска коллоида. Например, сечение такой колонны может быть приблизительно квадратным, круглым и т.п. Толщина коллоида на торцевой части U–образного элемента 3 больше, чем толщина коллоида на части U–образного элемента, расположенной между первой лентой 111 и второй лентой 112 (то есть, коллоида на боковых поверхностях первой ленты 111 и второй ленты 112). Когда сформированную таким образом геосотовый материал укладывают на строительной площадке, колонна, образованная коллоидом 5, покрывающим U–образный элемент 3, может увеличить структурную стабильность соединения, улучшить антикоррозионные свойства и сделать всю структуру более элегантной.
[088] На фиг.8 показана диаграмма последовательности способа изготовления геосотового материала по варианту настоящего изобретения. Способ, описанный ниже, относится к геосотовому материалу, имеющему соединение, показанное в качестве примера на фиг.6 и 7.
[089] Сначала, на этапе 402, изготавливают и размещают множество лент. Затес, на этапе 404 на каждом соединении две или более соседние ленты выравнивают и в них прорезают прорези, проникающие сквозь ленты. В иллюстративном варианте геосотового материала, имеющего соединения, показанные на фиг.6 и 7, две соседние ленты выравнивают на каждом соединении и прорезают в них четыре прорези, расположенные с равными интервалами в направлении высоты ребра. Например, на каждом из соединений 201, 202, 203, 204, 205, 206 и 207 первая лента 111 выровнена со второй лентой 1121, и первая прорезь 21, вторая прорезь 22, третья прорезь 23 и четвертая прорезь 24 сформированы с равными интервалами в направлении высоты ребра. Аналогично, на каждом соединении 301, 302, 303, 304, 305, 306, 307 и 308 вторую ленту 112 выравнивают с третьей лентой 113 и формируют четыре прорези с одинаковыми интервалами в направлении высоты ребра.
[090] Здесь следует отметить, что количество прорезей, длина прорезей и интервал между прорезями, показанные выше, приведены только для примера и не должны толковаться как ограничение. Количество прорезей, длина прорезей и интервал между прорезями можно выбирать в соответствии с высотой ленты и размером каждой ячейки. Например, высота ленты моет быть 50 мм, 75 мм, 100 мм, 150 мм, 200 мм, 250 мм или 300 мм, но возможным и другие величины. Вышеприведенные размеры приведены лишь для примера и размеры ленты для геосотового материала можно выбирать в соответствии с конкретными эксплуатационными требованиями и условиями транспортировки, а количество прорезей, длина прорезей и интервал между прорезями выбираются соответственно.
[091] Кроме того, как показано выше, на каждом соединении две соседние ленты выравнивают и формируют в них прорези, но настоящее изобретение этим не ограничивается. На каждом соединении можно выровнять и прорезать нужное количество лент в соответствии с формой геосотового материала. Например, на каждом соединении можно выровнять и прорезать три соседние ленты, чтобы получить геосотовый материал, показанный на фиг.12 и 13.
[092] На этапе 406 два вертикальных участка U–образного элемента последовательно и поочередно вставляют в каждую прорезь. После того, как два вертикальных участка U–образного элемента будут пропущены сквозь последнюю прорезь (в иллюстративном варианте, показанном на фиг.6 и 7, последней прорезью является четвертая прорезь 24), соединительную пластину 4 крепят к концевым частям первого вертикального участка 31 и второго вертикального участка 32 U–образного элемента, чтобы предотвратить выпадение U–образного элемента из ребра. Однако специалисты должны понимать, что соединительная пластина 4 для U–образного элемента не является обязательной и без этой соединительной пластины для U–образного элемента можно обойтись.
[093] На этапе 408 каждое соединение инкапсулируют. Этап 408 содержит следующие операции: сначала, на этапе 409 соединение лент, связанных U–образным элементом, помещают в инкапсулирующую форму. На фиг.9 и 10 приведены упрощенные схематические виды инкапсулирующей формы для инкапсулирования лент. Как показано на фиг.9 и 10, инкапсулирующая форма содержит в основном первую форму А1, вторую форму А2, третью форму А3, четвертую форму А4, верхнее основание В1 и нижнее основание В2. Нижние поверхности первой формы А1, второй формы А2, третьей формы А3 и четвертой формы А4 имеют Т–образные выступы для взаимодействия с Т–образными канавками, выполненными в нижнем основании В2, соответственно, так, чтобы первая форма А1, вторая форма А2, третья форма А3 и четвертая форма А4 могли перемещаться относительно нижнего основания В2 для подхода друг к другу и отхода друг от друга, соответственно. Например, Т–образный выступ Т3 на нижней поверхности третьей формы А3 взаимодействует с Т–образной канавкой С3 в нижнем основании В2 для перемещения вдоль Т–образной канавки С3 для похода к нижней форме А6 или отхода от нее. Нижняя форма А6 расположена в среднем положении нижнего основания В2. В настоящем варианте нижняя форма А6 по существу является кубоидом. На каждой концевой поверхности нижней формы А6 расположен упругий элемент, например, пружина S. Далее, в центре нижней формы А6 расположена полость V. Аналогично, верхняя форма с полостью в центре расположена на верхнем основании В1.
[094] На этапе 409 концевые части U–образного элемента 3 сначала выравнивают с полостями верхней формы и нижней формы, одну концевую часть (концевые части вертикальных участков U–образного элемента 3, или дугообразный концевой участок U–образного элемента 3) U–образного элемента 3 помещают в полость V нижней формы А6, и полость V образует формовочную полость концевой крышки на концевом участке U–образного элемента. Затем один конец первой ленты 111 помещают между первой формой А1 и третьей формой А3, другой конец первой ленты 111 помещают между первой формой А1 и четвертой формой А4, один конец второй ленты 112 помещают между второй формой А2 и четвертой формой А4, а другой конец второй ленты 112 помещают между второй формой А2 и четвертой формой А4. После того, как U–образный элемент, первая лента 111 и вторая лента 112 будут установлены как описано выше, верхнее основание В1 смещают вниз, первую форму А1, вторую форму А2, третью форму А3, четвертую форму А4 и верхнее основание В1 интегрально сдвигают по соответствующим Т–образным канавкам на нижнем основании В2 клиновидной структурой (не показана) между верхним основанием В1 и первой формой А1, второй формой А2, третьей формой А3 и четвертой формой А4 для их схождения друг к другу так, чтобы они уперлись в первую ленту 111 и вторую ленту 112 и сжали пружины S на соответствующих боковых поверхностях нижней формы А6. Во время движения вниз верхнего основания В1 полость (не показана) верхней формы, расположенной в верхнем основании В1, движется к другому концевому участку U–образного элемента 3 (например, к дугообразному концевому участку U–образного элемента, или концевым частям двух вертикальных участков U–образного элемента 3). После того как верхнее основание В1 придет в положение, другой концевой участок U–образного элемента 3 размещается в полости верхней формы на верхнем основании В1. Полость верней формы образует формовочную полость для концевой крышки на втором концевом участке U–образного элемента 3. Предпочтительно, во время этого процесса первая лента 111 и вторая лента 112 могут находиться в соответствующем предварительно натянутом состоянии так, чтобы расплавленный коллоид легко проникал в пространство между лентами на соединении во время последующего литья под давлением коллоида, тем самым позволяя двум лентам ячейки находиться под заранее определенным углом относительно друг друга, чтобы сечение колонны, образованной коллоидом, лентами и частью U–образного элемента, расположенного между лентами, иметь приблизительно квадратную или круглую форму, что увеличивает структурную стабильность соединения.
[095] Первая форма А1, вторая форма А2, третья форма А3 и четвертая форма А4 имеют приблизительно трапецеидальную форму. Верхние (короткие) стороны трапецоидов расположены напротив друг друга, и верхние (короткие стороны трапецоидов расположены ближе к полости V нижней формы А6, чем нижние (длинные) стороны трапецоидов. Две наклонные стороны трапецоидов могут находится под углом 90 градусов.
[096] На фиг.11 показано схематический вид в сечении соединения после того, как формы сдвинулись в положение. Как показано на фиг.9, первая форма А1 упирается в первую ленту 111 со стороны, где расположена эта лента 111, а вторая форма А2 упирается во вторую ленту 112 со стороны, где расположена эта лента 112. Верхние кромки (короткие стороны трапецоида) первой формы А1 и второй формы А2 расположены напротив U–образного элемента 3. Предпочтительно, длина верхней стороны больше или равна расстоянию между двумя вертикальными участками U–образного элемента. Третья форма А3 и четвертая форма А4 упираются в первую ленту 111 и вторую ленту 112 слева и справа между первой лентой 111 и второй лентой 112, соответственно. В показанном варианте верхние кромки первой формы А1 и второй формы А2 расположены напротив U–образного элемента 3, тогда как верхние кромки третьей формы А3 и четвертой формы А4 расположены напротив левой и правой сторон U–образного элемента 3. Длина верхних кромок первой формы А1 и второй формы А2 больше, чем длина верхних кромок третьей формы А3 и четвертой формы А4. Однако настоящее изобретение этим не ограничено. В других возможных вариантах настоящего изобретения первая форма А1, вторая форма А2, третья форма А3 и четвертая форма А4 могут иметь по существу идентичные формы и верхние кромки соответствующих форм могут иметь одинаковую длину. Таким образом, когда ленты уложены в инкапсулирующую форму, U–образный элемент 3 нельзя установить так, чтобы он был обращен к первой форме А1 и второй форме А2, но он будет находиться под определенным углом.
[097] Внешние концевые части двух наклонных сторон трапецоида первой формы А1 могут быть сформированы с торцевыми стенками 61, 62, выступающими из наклонных сторон. Когда первая форма А1 упирается в первую ленту со стороны, на которой расположена первая лента 111, выступающие концевые стенки 61, 62, соответственно, упираются в первую ленту 111, а другие части двух наклонных сторон и верхней стороны трапецоида первой формы А1 отнесены от первой ленты 111 и не контактируют с первой лентой 111, тем самым определяя формовочную полость для впрыска материала вместе с первой лентой 111. Аналогично, внешние концевые части трапецоидов второй формы А2, третьей формы А3 и четвертой формы А4 также сформированы с концевыми стенками 63, 64, 65, 66, 67 и 68, выступающими из их наклонных сторон, соответственно. Эти концевые стенки форм определяют формовочные полости для впрыска материалов вместе с соответствующими наклонными участками, верхними сторонами, первой лентой 111 и второй лентой 112. Более конкретно, когда первая форма А1 прижимается к первой ленте 111 со стороны, на которой расположена первая лента 111, концевые стенки 61, 62 первой формы упираются в первую ленту 111 так, что участки двух наклонных сторон первой формы А1, которые не контактируют с первой лентой 111, и верхняя сторона первой формы А1 определяют полость М1 вместе с первой лентой 111, концевой стенкой 61 и концевой стенкой 62. Когда вторая форма А2 прижимается ко второй ленте 112 со стороны, на которой расположена вторая лента 112, концевые стенки 63, 64 второй формы А2 упираются во вторую ленту 112 так, что участки наклонных сторон второй формы А2, не контактирующие со второй лентой 112, и верхняя сторона второй формы А2 определяют полость М2 вместе со второй лентой 112, концевой стенкой 63 и концевой стенкой 64.
[098] Аналогично, когда третья форма А3 и четвертая форма А4 перемещены в положение, концевая стенка 65 третьей формы А3 находится напротив концевой стенки 61 и первая лента 111 зажимается между ними, концевая стенка 66 третьей формы А3 находится напротив концевой стенки 62 и вторая лента 112 зажимается между ними, концевая стенка 67 четвертой формы А4 находится напротив концевой стенки 64 и вторая лента зажимается между ними, концевая стенка 68 четвертой формы А4 находится напротив концевой стенки 62 и первая лента 111 зажимается между ними. Таким образом, участки двух наклонных сторон третьей формы А3, не контактирующие с первой лентой 111 и второй лентой 112 и верхняя сторона третьей формы А3 определяют полость М3 вместе с первой лентой 111, второй лентой 112, концевой стенкой 64 и концевой стенкой 66; а участки двух наклонных сторон четвертой формы А4, не контактирующие с первой лентой 111 и второй лентой 112 и верхняя сторона четвертой формы А4 определяют полость М4 вместе с первой лентой 111, второй лентой 112 концевой стенкой 67 и концевой стенкой 68.
[099] После того, как первая форма А1, вторая форма А2, третья форма А3, четвертая форма А4 и верхнее основание В1 (верхняя форма) будут установлены в положение, на этапе 410 в полости (полость М1, полость М2, полость М3, полость М4, полость V нижней формы А5 и в полость верхней формы) нагнетается расплавленный коллоид. Размер полостей согласован с размером формируемого коллоида. В иллюстративных вариантах, показанных на фиг.1–4, толщина первой ленты 111 и второй ленты 112 составляет от 0,8 до 1 мм, толщина коллоида, сформированного на каждой боковой поверхности первой ленты 111 и второй ленты 112 на каждом соединении составляет прибл. 1 мм. Поэтому, толщина концевых стенок 61, 62 первой формы А1 может быть прибл. 1 мм. Структуры и работа второй формы А2 третьей формы А3 и четвертой формы А4 аналогичны структуре и работе первой формы А1. Кроме того, расплавленный коллоид, впрыснутый в полость V нижней формы А6 и в полость верхней формы, полностью покрывает два торца U–образного элемента 3, тем самым формируя две полусферические торцевые крышки 51 и 52, как показано на фиг.6. Размеры концевых крышек 51, 52 могут задаваться в соответствии с требуемыми размерами полостей верней формы и нижней формы. По существу, толщина коллоида, образующего верхние концевые стенки 51, 52 существенно больше толщины коллоида, сформированного на боковых поверхностях первой ленты 111 и второй ленты 112.
[0100] В настоящем иллюстративном варианте полость V нижней формы А6 и полость верхней формы имеют полусферическую форму. Однако, специалисты должны понимать, что форма и размер вогнутых полостей в нижней форма и в верней форме могут быть выбраны в соответствии с требованиями к торцевым крышкам 51, 52. Например, торцевые крышки 51, 52 могут иметь другие формы, например, форму кубоида, конуса и т.п.
[0101] В настоящем иллюстративном варианте ленты выполнены из материала полипропилена, а расплавленный материал термопластичного эластомера впрыскивается в каждую полость для формирования коллоида 5. Поскольку материал полипропилена хорошо совместим с материалом термопластичного эластомера, расплавленный материал термопластичного эластомера связывается с лентой, изготовленной из материала полипропилена, для формирования коллоида 5, который отслаивается с трудом. Температура коллоида 5 при впрыске ниже, чем температура плавления лент, чтобы не повредить ленты, когда расплавленный материал, впрыскиваемый в каждую полость, вступает в контакт с лентами. Температура плавления материала полипропилена по существу равна 165–170 градусов Цельсия, а температура обработки термопластичного эластомера по существу равна 150–200 градусов Цельсия в зависимости от твердости материала термопластичного эластомера. В одном варианте, где ленты изготовлены из материала полипропилена, а коллоид 5 изготовлен из материала термопластичного эластомера, температура плавления лент превышает 150 градусов Цельсия, а температура коллоида 5 при впрыске равна прибл. 130 градусов Цельсия.
[0102] Следует отметить, что температура коллоида 5 при впрыске выбирается в соответствии с используемым материалом. Как описано выше, в дополнение к мягкому материалу термопластичного эластомера для формирования коллоида 5 можно также использовать другие мягкое материалы.
[0103] После того, как расплавленный материал термопластичного эластомера, впрыснутый в полости, свяжется с лентами и U–образным элементом и остынет, на этапе 412 ленты извлекают из инкапсулирующей формы и получают геосотовый материал по настоящему изобретению. Более конкретно, верхнее основание И1 смещают вверх, а первую форму А1, вторую форму А2, третью форму А3 и четвертую форму А4 сдвигают в соответствующих Т–образных канавках так, чтобы отвести их друг от друга под действием пружин S и клиновидной структуры (не показана), расположенной между верхним основанием В1 и этими четырьмя формами, то есть, разводят первую форму А1, вторую форму А2, третью форму А3 и четвертую форму А4 чтобы освободить зажатые между ними ленты, и ленты с инкапсулированными соединениями извлекают из инкапсулирующей формы. Коллоид 5 можно вулканизировать до или после извлечения из формы, в зависимости от применяемого материала.
[0104] Выше описан способ изготовления геосотового материала по настоящему изобретению и геосотовый материал по настоящему изобретению, изготовленный этим способом, но нестоящее изобретение ими не ограничивается.
[0105] В вышеописанных иллюстративных вариантах сечение каждой ячейки геосотового материала 100, перпендикулярное направлению высоты, является квадратным, и две боковые кромки каждой из первой формы А1, второй формы А2, третьей формы А3 и четвертой формы А4 расположены под углом 90 градусов друг к другу. Способ изготовления геосотового материала по настоящему изобретению также может применяться для изготовления геосоворого материала с ячейками другой формы. Например, сечение каждой ячейки, перпендикулярное направлению высоты, может быть прямоугольным, ромбовидным, в форме параллелограмма, треугольника и т.д., и прилежащий угол между двумя боковыми кромками формы может быть соответственно изменен.
[0106] На фиг.12 и 13 показаны другие варианты геосотового материала. На фиг.12 показан вид сверху геосотового материала 200, изготовленного способом изготовления геосотового материала по настоящему изобретению, а на фиг.13 показан вид сверху геосотового материала 300, изготовленного способом изготовления геосотового материала по настоящему изобретению. Структуры геосотовых материалов 200 и 300 по существу одинаковы, и единственное отличие заключается в разных прилежащих углах между лентами, образующими каждую ячейку в процессе изготовления. Структуры геосововых материалов 200 и 300 по существу подобны структуре геосотового материала 100. На каждом соединении U–образный элемент вставлен в прорези в лентах и сформирован коллоид, охватывающий соединение. Отличие заключается в форме сечения каждой ячейки, перпендикулярного направлению высоты, а также отличие заключается в количестве, выровненных и соединенных на каждом соединении U–образным элементом, и в количестве применяемых форм в процессе инкапсулирования соединений геосотового материала и в разных прилегающих углах между двумя боковыми кромками формы.
[0107] Дополнительно, в вышеописанных иллюстративных вариантах соседние ленты соединены друг с другом U–образным элементом на каждом соединении, но настоящее изобретение этим не ограничивается, и соседние ленты могут соединяться вставляемыми элементами другой формы.
[0108] В вышеописанных иллюстративных вариантах на концевых частях вертикальных участках U–образного элемента установлена соединительная пластина для U–образного элемента. Однако настоящее изобретение этим не ограничено. В геосотовом материале согласно концепции настоящего изобретения, концевые части двух вертикальных участков U–образного элемента инкапсулируются для формирования концевых крышек в каждой точке, и эти концевые крышки могут предотвращать выпадение двух вертикальных участков U–образного элемента из лент. Поэтому, в других возможных вариантах настоящего изобретения соединительная пластина для U–образного элемента может отсутствовать.
[0109] Выше были подробно описаны иллюстративные варианты настоящего изобретения, однако следует понимать, что настоящее изобретение не ограничивается конкретными вариантами. В настоящее изобретения могут быть внесены различные изменения и модификации без выхода за пределы объема настоящего изобретения. Кроме того, все описанные здесь компоненты могут быть заменены на другие технически эквивалентные компоненты.
Группа изобретений относится к области строительства, а именно к георешеткам, предназначенным для применения в качестве армирующей и разделяющей прослойки в конструкциях земляного полотна линейных транспортных и геотехнических сооружений, и способам их изготовления. Геосотовый материал содержит множество лент, соединенных друг с другом на множестве соединений для формирования множества ячеек. На каждом соединении две или более соседние ленты упомянутого множества лент соединены друг с другом вставляемым элементом. Две или более соседние ленты упомянутого множества лент выровнены, и в них выполнены прорези, проходящие сквозь упомянутые две или более соседние ленты в продольном направлении упомянутых двух или более соседних лент. Вставляемый элемент последовательно и поочередно проходит сквозь прорези для соединения упомянутых двух или более соседних лент друг с другом. Каждое из соединений покрыто коллоидом, который покрывает каждую боковую поверхность упомянутых двух или более соседних лент, чтобы полностью покрыть прорези и, по меньшей мере, часть вставляемого элемента. Толщина коллоида, нанесенного на каждую боковую поверхность упомянутых двух или более соседних лент, больше или равна толщине соответствующей ленты из упомянутых двух или более соседних лент. По другому варианту коллоид покрывает весь вставляемый элемент. Инкапсулируют соединения для формирования коллоида. Достигаемый результат – повышение сопротивления разрыву на соединениях лент и надежности геосотового материала. 5 н. и 40 з.п. ф-лы, 13 ил.
1. Геосотовый материал, содержащий множество лент, соединенных друг с другом на множестве соединений для формирования множества ячеек, при этом
на каждом соединении две или более соседние ленты упомянутого множества лент соединены друг с другом вставляемым элементом,
причем на каждом соединении упомянутые две или более соседние ленты упомянутого множества лент выровнены, и в них выполнены прорези, проходящие сквозь упомянутые две или более соседние ленты в продольном направлении упомянутых двух или более соседних лент, и вставляемый элемент последовательно и поочередно проходит сквозь прорези для соединения упомянутых двух или более соседних лент друг с другом, и
каждое из соединений покрыто коллоидом,
причем коллоид покрывает каждую боковую поверхность упомянутых двух или более соседних лент, чтобы полностью покрыть прорези и по меньшей мере часть вставляемого элемента, и
толщина коллоида, нанесенного на каждую боковую поверхность упомянутых двух или более соседних лент, больше или равна толщине соответствующей ленты из упомянутых двух или более соседних лент.
2. Геосотовый материал по п.1, в котором прорези распределены с равными интервалами в направлении высоты упомянутых двух или более соседних лент.
3. Геосотовый материал по п.1, в котором вставляемый элемент на каждом соединении полностью покрыт коллоидом.
4. Геосотовый материал по п.3, в котором на каждом соединении вставляемый элемент связан с упомянутыми двумя или более соседними лентами и коллоидом для формирования единого целого и концевые участки вставляемого элемента полностью покрыты коллоидом для формирования концевых крышек.
5. Геосотовый материал по п.4, в котором каждая концевая крышка имеет форму полусферы, кубоида или пирамиды.
6. Геосотовый материал по п.1, в котором коллоид, покрывающий соединения, нанесен способом литья под давлением.
7. Геосотовый материал по п.1, в котором каждое соединение находится в заранее выставленном состоянии, в котором упомянутые две или более соседние ленты расположены под заранее определенным углом друг к другу.
8. Геосотовый материал по любому из пп.1–7, в котором температура коллоида, впрыскиваемого на соединения, ниже температуры плавления лент.
9. Геосотовый материал по любому из пп.1–7, в котором ленты изготовлены из материала полипропилена или из материала полиэтилентерефталата.
10. Геосотовый материал по любому из пп.1–7, в котором ленты изготовлены из материала полипропилена или из материала полиэтилентерефталата способом вытяжки.
11. Геосотовый материал по любому из пп.1–7, в котором коллоид изготовлен из одного или более из следующих материалов: термопластичный эластомер (TPE), термопластичный каучук (TPR), термополиуретан (TPU), стирол–бутадиен–стирол (SBS), этиленвинилацетат (EVA), силикагель, поливинилхлорид (PVC), полипропилен (PP), полиэтилен (PE), полиэтилен высокой плотности (HDPE), термопластичный полиэфирный эластомер (TPEE), этиленбутилакрилат (EBA), этиленэтилакрилат (EEA) и сополимер этилена и метакриловой кислоты (EMA).
12. Геосотовый материал по любому из пп.1–7, в котором сечение каждой ячейки в направлении высоты лент является треугольным, квадратным, прямоугольным или ромбовидным.
13. Геосотовый материал по любому из пп.1-5, в котором вставляемый элемент является U–образным элементом и два вертикальных участка U–образного элемента последовательно и поочередно проходят сквозь прорези.
14. Геосотовый материал по п.13, в котором на концевых частях двух вертикальных участков U–образного элемента имеется соединительная пластина для U–образного элемента.
15. Геосотовый материал, содержащий множество лент, соединенных друг с другом на множестве соединений для формирования множества ячеек, при этом
на каждом соединении две или более соседние ленты упомянутого множества лент соединены друг с другом вставляемым элементом,
причем на каждом соединении упомянутые две или более соседние ленты из упомянутого множества лент выровнены, и в них выполнены прорези, проходящие сквозь упомянутые две или более соседние ленты в продольном направлении упомянутых двух или более соседних лент, и вставляемый элемент последовательно и поочередно проходит сквозь прорези для соединения упомянутых двух или более соседних лент друг с другом, и
каждое соединение покрыто коллоидом, причем вставляемый элемент на каждом соединении полностью покрыт коллоидом,
коллоид покрывает каждую боковую поверхность упомянутых двух или более соседних лент так, чтобы полностью покрыть прорези, и
толщина коллоида, нанесенного на каждую боковую поверхность двух или более соседних лент, больше или равна толщине соответствующей ленты из упомянутых двух или более соседних лент.
16. Геосотовый материал по п.15, в котором прорези распределены с равными интервалами в направлении высоты упомянутых двух или более соседних лент.
17. Геосотовый материал по п.15, в котором на каждом соединении вставляемый элемент связан с упомянутыми двумя или более соседними лентами и коллоидом для формирования единого целого и концевые части вставляемого элемента полностью покрыты коллоидом для формирования концевых крышек.
18. Геосотовый материал по п.17, в котором каждая из концевых крышек имеет форму полусферы, кубоида или пирамиды.
19. Геосотовый материал по п.15, в котором коллоид покрывает соединения и вставляемый элемент посредством нанесения способом литья под давлением.
20. Геосотовый материал по п.15, в котором каждое соединение находится в заранее выставленном состоянии, в котором упомянутые две или более соседние ленты расположены под заранее определенным углом друг к другу.
21. Геосотовый материал по любому из пп.15-20, в котором температура коллоида, впрыскиваемого на соединение, ниже температуры плавления лент.
22. Геосотовый материал по любому из пп.15-20, в котором ленты изготовлены из материала полипропилена или из материала полиэтилентерефталата.
23. Геосотовый материал по любому из пп.15-20, в котором ленты изготовлены из материала полипропилена или из материала полиэтилентерефталата способом вытяжки.
24. Геосотовый материал по любому из пп.15-20, в котором коллоид изготовлен из одного или более из следующих материалов: термопластичный эластомер (TPE), термопластичный каучук (TPR), термополиуретан (TPU), стирол–бутадиен–стирол (SBS), этиленвинилацетат (EVA), силикагель, поливинилхлорид (PVC), полипропилен (PP), полиэтилен (PE), полиэтилен высокой плотности (HDPE), термопластичный полиэфирный эластомер (TPEE), этиленбутилакрилат (EBA), этиленэтилакрилат (EEA) и сополимер этилена и метакриловой кислоты (EMA).
25. Геосотовый материал по любому из пп.15-20, в котором сечение каждой ячейки в направлении высоты лент является треугольным, квадратным, прямоугольным или ромбовидным.
26. Геосотовый материал по любому из пп.15-16, в котором вставляемый элемент является U–образным элементом и два вертикальных участка U–образного элемента последовательно и поочередно проходят сквозь прорези.
27. Геосотовый материал по п.26, в котором на концевых частях двух вертикальных участков U–образного элемента имеется соединительная пластина для U–образного элемента.
28. Способ изготовления геосотового материала, содержащий этапы, на которых:
обеспечивают множество лент;
выравнивают две или более соседние ленты из упомянутого множества лент на соединениях и формируют прорези, проходящие сквозь упомянутые две или более соседние ленты;
последовательно и поочередно пропускают вставляемый элемент сквозь прорези на каждом соединении для соединения упомянутых двух или более соседних лент друг с другом; и
инкапсулируют соединения для формирования коллоида,
при этом коллоид покрывает каждую боковую поверхность упомянутых двух или более соседних лент, чтобы полностью покрыть прорези и покрыть по меньшей мере часть вставляемого элемента, и
толщина коллоида, нанесенного на каждую боковую поверхность упомянутых двух или более соседних лент, больше или равна толщине соответствующей ленты из упомянутых двух или более соседних лент.
29. Способ по п.28, при котором прорези распределяют с равными интервалами в направлении высоты двух или более соседних лент.
30. Способ по п.28, при котором вставляемый элемент на каждом соединении полностью покрыт коллоидом.
31. Способ по п.30, при котором на каждом соединении вставляемый элемент связывают с двумя или более соседними лентами и коллоидом для формирования единого целого и концевые части вставляемого элемента полностью покрыты коллоидом для формирования концевых крышек.
32. Способ по п.31, при котором каждая концевая крышка имеет форму полусферы, кубоида или пирамиды.
33. Способ по п.28, при котором этап инкапсулирования выполняют способом литья под давлением.
34. Способ по п.28, при котором упомянутые две или более соседние ленты натягивают с заранее определенным усилием перед выполнением этапа инкапсулирования или во время этапа инкапсулирования.
35. Способ по п.28, при котором перед выполнением этапа инкапсулирования или во время этапа инкапсулирования упомянутые две или более соседние ленты растягивают под заранее определенным углом друг к другу.
36. Способ по п.28, при котором коллоид вулканизируют после этапа инкапсулирования или во время этапа инкапсулирования.
37. Способ по любому из пп.28-36, при котором коллоид формуют на соединениях при температуре впрыска, которая ниже температуры плавления лент.
38. Способ по любому из пп.28-36, при котором ленты изготовлены из материала полипропилена или из материала полиэтилентерефталата.
39. Способ по любому из п.п.28-36, при котором ленты изготовлены из материала полипропилена или из материала полиэтилентерефталата способом вытяжки.
40. Способ по любому из пп.28-36, при котором коллоид изготовлен из одного или более из следующих материалов: термопластичный эластомер (TPE), термопластичный каучук (TPR), термополиуретан (TPU), стирол–бутадиен–стирол (SBS), этиленвинилацетат (EVA), силикагель, поливинилхлорид (PVC), полипропилен (PP), полиэтилен (PE), полиэтилен высокой плотности (HDPE), термопластичный полиэфирный эластомер (TPEE), этиленбутилакрилат (EBA), этиленэтилакрилат (EEA) и сополимер этилена и метакриловой кислоты (EMA).
41. Способ по любому из пп.28-36, при котором упомянутое множество лент соединяют друг с другом на соединениях для формирования ячеек и сечение упомянутого множества ячеек в направлении высоты ленты имеет форму треугольника, квадрата, прямоугольника или ромба.
42. Способ по любому из пп.28-36, при котором вставляемый элемент является U–образным элементом и два вертикальных участка U–образного элемента последовательно и поочередно проходят сквозь прорези.
43. Способ по п.42, при котором на концевых частях двух вертикальных участков U–образного элемента имеется соединительная пластина для U–образного элемента.
44. Способ изготовления гесотового материала, содержащий этапы, на которых:
обеспечивают множество лент;
выравнивают две или более соседние ленты из упомянутого множества лент и формируют прорези, проходящие сквозь упомянутые две или более соседние ленты,
соединяют на каждом соединении упомянутые две или более соседние ленты друг с другом, последовательно и поочередно пропуская вставляемый элемент сквозь прорези, и
инкапсулируют соединения для формирования коллоида, причем вставляемый элемент полностью покрывают коллоидом,
при этом коллоид покрывает каждую боковую поверхность упомянутых двух или более соседних лент, чтобы полностью покрыть прорези,
толщина коллоида, нанесенного на каждую боковую поверхность упомянутых двух или более соседних лент, больше или равна толщине соответствующей ленты из упомянутых двух или более соседних лент.
45. Геосотовый материал, изготовленный способом по любому из пп.28-44.
| CN 205857152 U, 14.01.2017 | |||
| CN 104594324 A, 06.05.2015 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ГЕОРЕШЕТКИ И ПОЛИМЕРНАЯ ГЕОРЕШЕТКА | 2015 |
|
RU2581176C1 |
| ГЕОЯЧЕЙКА ДЛЯ ВАРИАНТОВ ПРИМЕНЕНИЯ, СВЯЗАННЫХ С ВЫДЕРЖИВАНИЕМ НАГРУЗОК | 2008 |
|
RU2478753C2 |
| ПРОСТРАНСТВЕННЫЙ КАРКАС С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ АРМИРОВАНИЯ ГРУНТОВ (ВАРИАНТЫ) И ЛЕНТА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2323301C2 |
| US 5927906 A1, 27.07.1999. | |||

