Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для доменной печи и способу эксплуатации доменной печи, используя указанное устройство.
Уровень техники
В общем, при эксплуатации доменной печи руду (которая может быть смешана с частью кокса) и кокс поочередно загружают в качестве исходного материала из колошника, и доменная печь заполняется исходным материалом со слоями руды и слоями кокса, поочередно осаждаемыми поверх друг друга. Эту операцию загрузки ряда слоев руды и кокса обычно именуют загрузкой, в которой руду и кокс загружают по отдельности во множестве порций. В каждой порции исходный материал из бункера, расположенного на колошнике, обычно загружают в доменную печь, изменяя угол вращающегося лотка для получения требуемой формы осаждения.
При эксплуатации доменной печи важно поддерживать надлежащее распределение шихты в колошнике. Если распределение шихты ненадлежащее, распределение газового потока будет неравномерным, газопроницаемость будет пониженной, и восстановление металла из руды будет пониженным, что ведет к снижению производительности и неустойчивому режиму эксплуатации. Другими словами, эксплуатация доменной печи может быть стабилизирована посредством надлежащего регулирования распределения газового потока.
В качестве одной из мер регулирования распределения газового потока известен способ, использующий бесконусное загрузочное устройство с вращающимся лотком (распределительным лотком). В этом загрузочном устройстве распределение газового потока регулируется посредством выбора угла наклона и числа поворотов вращающегося лотка и посредством регулирования положений падения и количества осаждения исходного материала в радиальном направлении доменной печи с целью регулирования распределения шихты.
Что касается регулирования распределения шихты, документ JPH-156411A (PTL 1) предлагает регулирование величины потока горячего воздуха в соответствии со скоростью схода шихты. Другими словами, в этом документе указано, что скорость схода шихты измеряется с помощью множества указателей уровня засыпи и регулирования степени открывания клапанов регулирования потока горячего воздуха группы фурм, предусматривая, например, что скорость схода будет меньше при более высоком уровне засыпи. В частности, указатели уровня засыпи расположены в четырех местах, в направлениях север, юг, восток и запад доменной печи, с целью измерения уровня засыпи. По существу, количество установленных измерителей уровня засыпи ограничено, и определение характера схода шихты в областях между измерителями уровня засыпи представляет сложность, что создает проблему для функционирования устройства для доменной печи.
Сходным образом, в документе JP 2008-260984 A (PTL 2) описано, что уровень шихты измеряется с помощью множества лотов измерения уровня глубины, и величина нагнетания пылевидного угля регулируется согласно результату измерения уровня шихты. В частности, лоты измерения уровня глубины расположены в четырех местах по окружности доменной печи с целью измерения уровня шихты. Следовательно, в устройстве, описанном в PTL 2, количество установленных лотов измерения уровня глубины также ограничено, и представляет сложность надлежащее определение характера схода шихты в областях между лотами измерения уровня глубины, что создает проблему для функционирования устройства для доменной печи.
Здесь для определения распределения шихты эффективным является измерение профилей поверхности шихты (поверхности осаждения исходного материала) в доменной печи. Что касается средства измерения профилей поверхности шихты в доменной печи, например, в документах WO 2015/133005 (PTL 3) и JP 2010-174371 A (PTL 4) указано, что измерительная волна, например, микроволна, передается к поверхности шихты в доменной печи, измерительная волна, отраженная поверхностью шихты в доменной печи, принимается для измерения расстояния до поверхности шихты в доменной печи, и профили поверхности шихты в доменной печи получают на основании измеренного расстояния.
Однако профили шихты относятся к данным, получаемым непосредственно после загрузки исходного материала в доменную печь, и на основании профилей сложно рассчитать процесс, происходящий в доменной печи. Следовательно, при усовершенствовании работы доменной печи необходимо учитывать полученные профили.
Перечень противопоставленных документов
Патентная литература
PTL 1: JPH1-156411A
PTL 2: JP2008-260984A
PTL3: WO2015/133005
PTL 4: JP2010-174371A
Сущность изобретения
Техническая проблема
Для точного выполнения регулирования распределения шихты в доменной печи необходимо точно и быстро определять профили поверхности шихты в доменной печи. Однако при использовании традиционных средств измерения, описанных в PTL1 и PTL2, само измерение занимает время, и, помимо отсутствия возможности быстро выполнять измерение, различные средства измерений необходимо удалять наружу корпуса доменной печи перед загрузкой исходного материала, что обусловливает проблему снижения частоты измерений. Таким образом, информация, получаемая из результатов измерений, не может быть быстро использована при фактической эксплуатации. Кроме того, даже если конкретное действие (регулирование распределения шихты) выполняется на основании результатов измерений, результаты не могут быть быстро подтверждены. Другими словами, при использовании традиционных средств измерений особенно сложно использовать результаты измерений профилей поверхности шихты в доменной печи при регулировании распределения шихты, подтверждая эти результаты.
Кроме того, процесс осаждения исходного материала не может быть определен, поскольку отсутствует возможность измерения поверхности осаждения шихты в доменной печи при загрузке исходного материала.
Таким образом, было бы полезным предложить устройство для доменной печи, содержащее измерительное средство для точного и быстрого определения профилей поверхности шихты в доменной печи. Также было бы полезным предложить способ измерения профилей поверхности шихты, по меньшей мере, для каждой порции загрузки, используя указанное устройство для доменной печи и поддерживая стабильные условия эксплуатации доменной печи согласно измеренным профилям поверхности.
Решение проблемы
Предлагается следующее:
1. Устройство для доменной печи, содержащее: вращающийся лоток, выполненный с возможностью загрузки исходного материала в доменную печь из колошника; множество фурм, выполненных с возможностью вдувания горячего воздуха и пылевидного угля в доменную печь; устройство для измерения профиля, выполненное с возможностью измерения профилей поверхности шихты, загружаемой в доменную печь с помощью вращающегося лотка; и регулятор дутья, выполненный с возможностью регулирования вдувания горячего воздуха и/или пылевидного угля из каждой из указанного множества фурм, причем устройство для измерения профиля содержит: радиоволновой измеритель расстояния, установленный на колошнике и выполненный с возможностью измерения расстояния до поверхности шихты в доменной печи; и арифметический блок, выполненный с возможностью определения профилей поверхностей шихты на основе данных о расстояниях для всей доменной печи, относящихся к расстояниям до поверхности шихты, полученным посредством сканирования измерительной волной радиоволнового измерителя расстояния в доменной печи в направлении по окружности.
2. Устройство для доменной печи по п. 1, в котором устройство для измерения профиля также содержит арифметический блок, выполненный с возможностью расчета скорости схода шихты по всей окружности доменной печи на основе профилей поверхности шихты.
3. Устройство для доменной печи по п. 2, в котором регулятор дутья выполнен с возможностью регулирования вдувания горячего воздуха и/или пылевидного угля на основе скорости схода шихты.
4. Способ эксплуатации доменной печи с применением устройства для доменной печи по п.1, в которой руду и кокс загружают из вращающегося лотка в доменную печь, и горячий воздух и пылевидный уголь вдувают в доменную печь из множества фурм, при этом указанный способ эксплуатации включает: получение профилей поверхности шихты в доменной печи в направлении по окружности с помощью устройства для измерения профилей; и в случае, если полученная вариация в полученных профилях поверхности находится в заданном диапазоне, измеряют температуру в колошнике по всей окружности доменной печи, выбирают, на основе распределения температур в доменной печи в направлении по окружности, по меньшей мере одну из множества фурм, подходящую для устранения указанного распределения, и регулируют величину вдувания горячего воздуха и/или пылевидного угля в указанной выбранной по меньшей мере одной фурме.
5. Способ эксплуатации доменной печи с использованием устройства для доменной печи по п.2, в которой руду и кокс загружают из вращающегося лотка в доменную печь, и горячий воздух и пылевидный уголь вдувают в доменную печь из каждой из множества фурм, при этом указанный способ эксплуатации включает: получение профилей поверхности шихты в доменной печи в направлении по окружности с помощью устройства для измерения профилей; и в случае, если вариация в полученных профилях поверхности превышает заданный диапазон, рассчитывают скорости схода шихты на основе профилей поверхности по всей окружности доменной печи, выбирают, на основе распределения скоростей схода в направлении по окружности доменной печи, по меньшей мере одну из множества фурм, подходящую для устранения распределения, и регулируют величину вдувания горячего воздуха и/или пылевидного угля в указанной выбранной по меньшей мере одной фурме.
6. Способ эксплуатации доменной печи по п. 5, в котором в случае, когда распределение скоростей схода в доменной печи в направлении по окружности доменной печи имеет угловое положение, в котором скорость схода имеет отклонение на 10% и более от средней скорости схода в направлении по окружности, выбирают по меньшей мере одну из множества фурм, подходящую для устранения указанного отклонения, и регулируют величину вдувания горячего воздуха и/или пылевидного угля в указанной выбранной по меньшей мере одной фурме.
Преимущественный эффект
По настоящему изобретению можно точно и быстро определять профили поверхности шихты в доменной печи, и условия эксплуатации можно изменять непосредственно на основании полученных профилей поверхности. Соответственно, распределение потока газа в доменной печи можно регулировать надлежащим образом. По этой причине при эксплуатации доменной печи можно обеспечить высокоэффективное восстановление металла из руды, стабилизируя процесс эксплуатации.
Краткое описание чертежей
На приложенных чертежах:
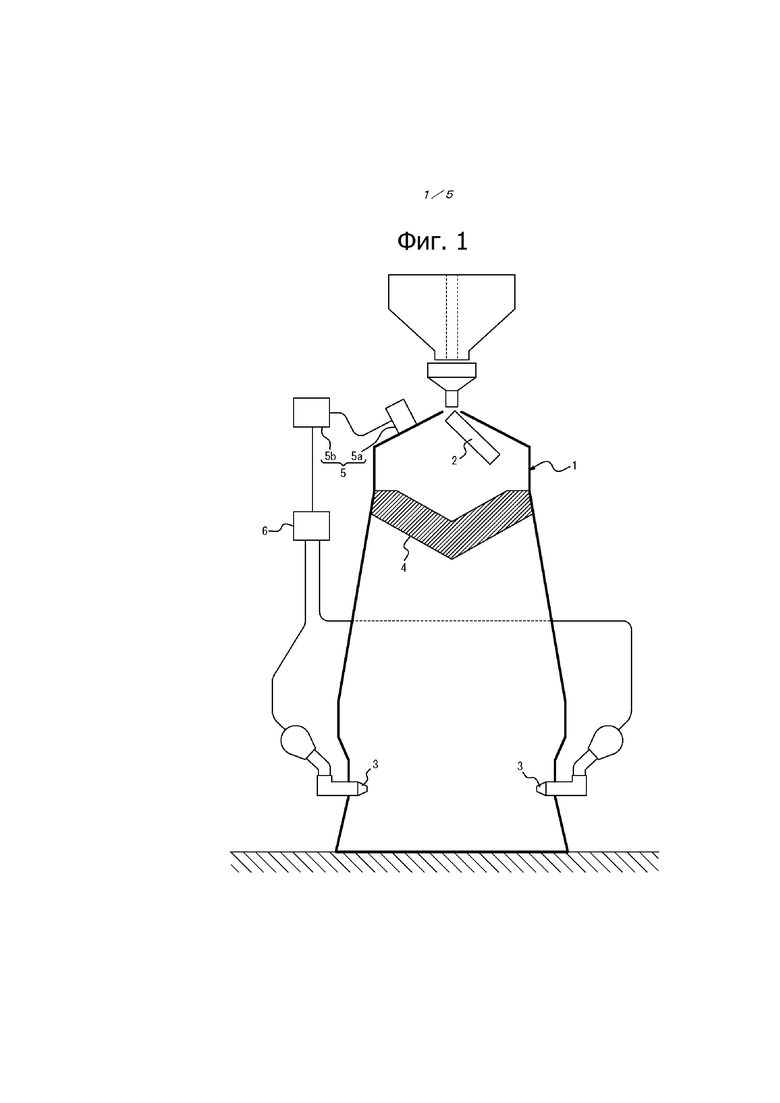
фиг. 1 - конструкция устройства для доменной печи;
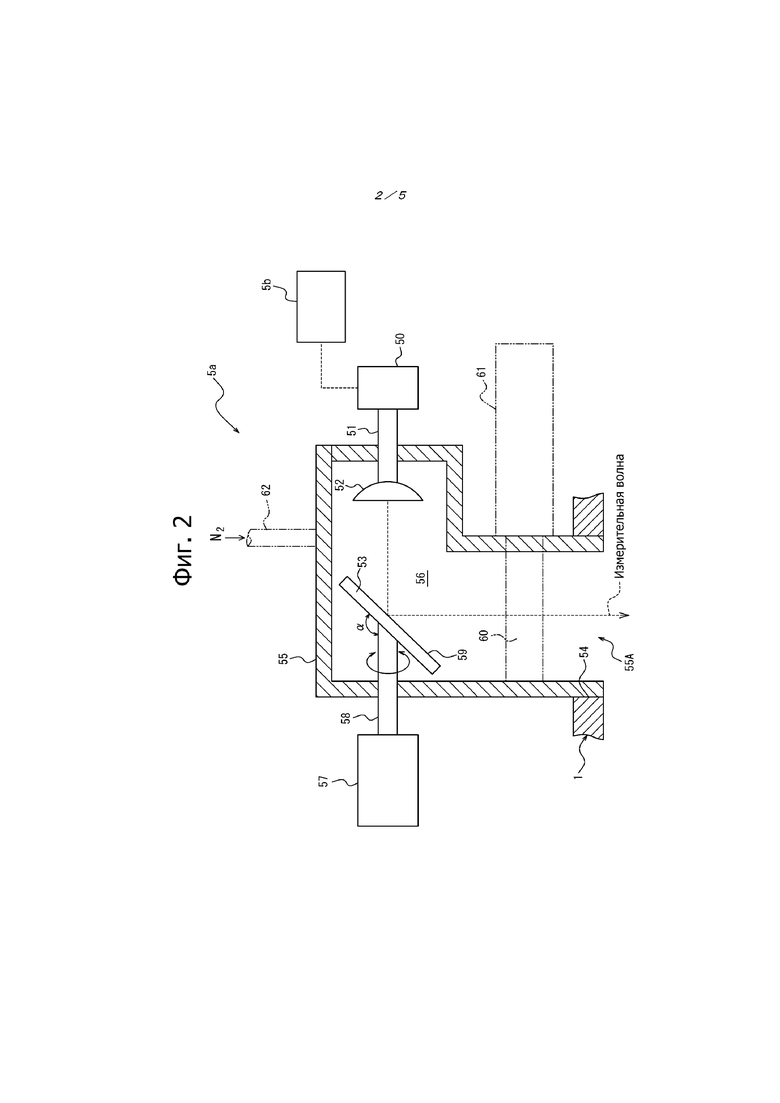
фиг. 2 - конструктивное исполнение устройства для измерения профиля;
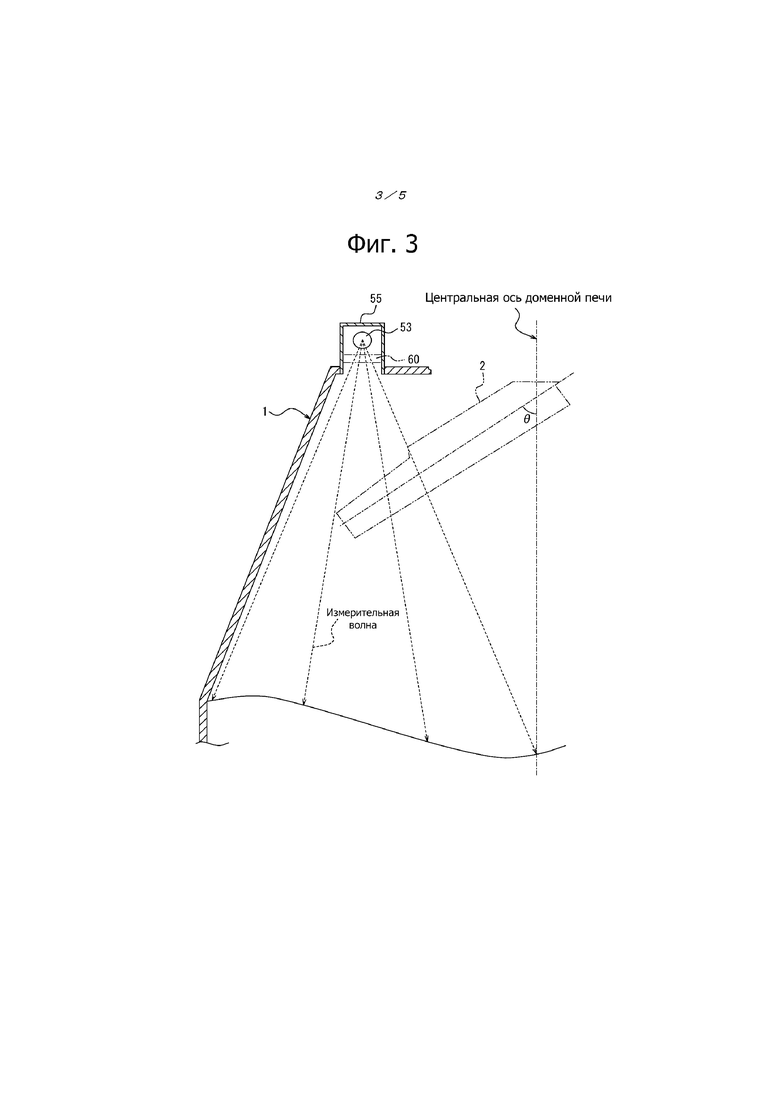
фиг. 3 - функционирование измерителя расстояния устройства для измерения профиля;
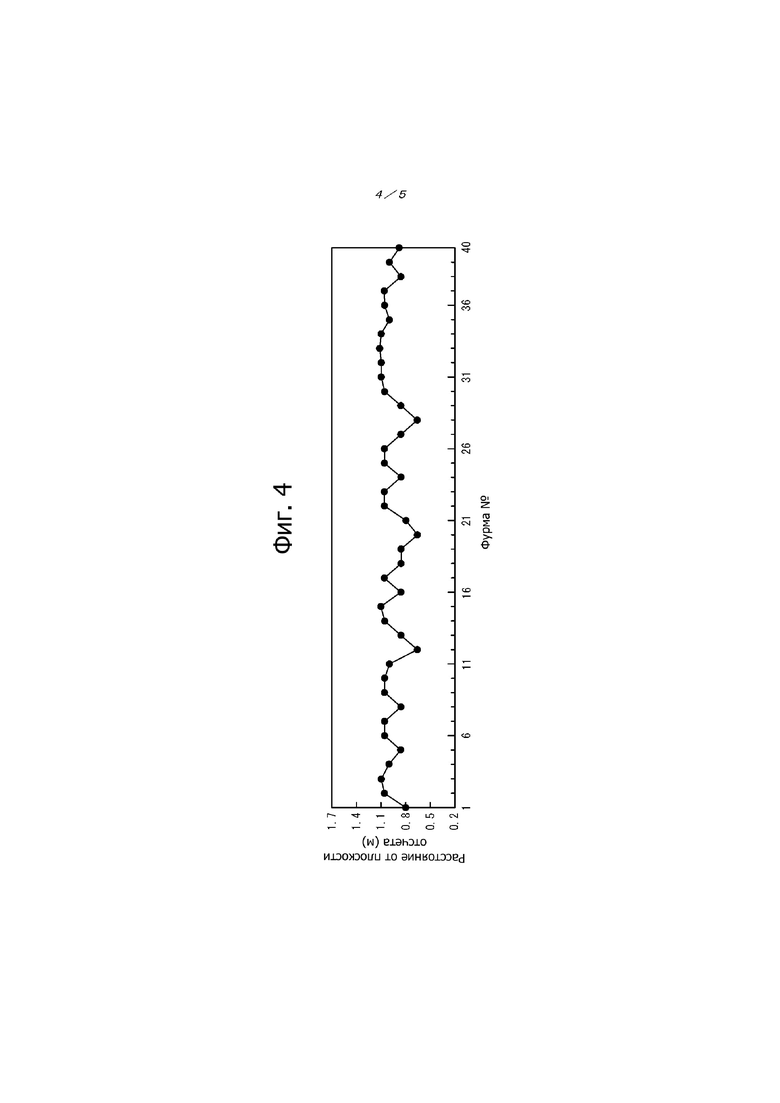
фиг. 4 - профили поверхности шихты доменной печи; и
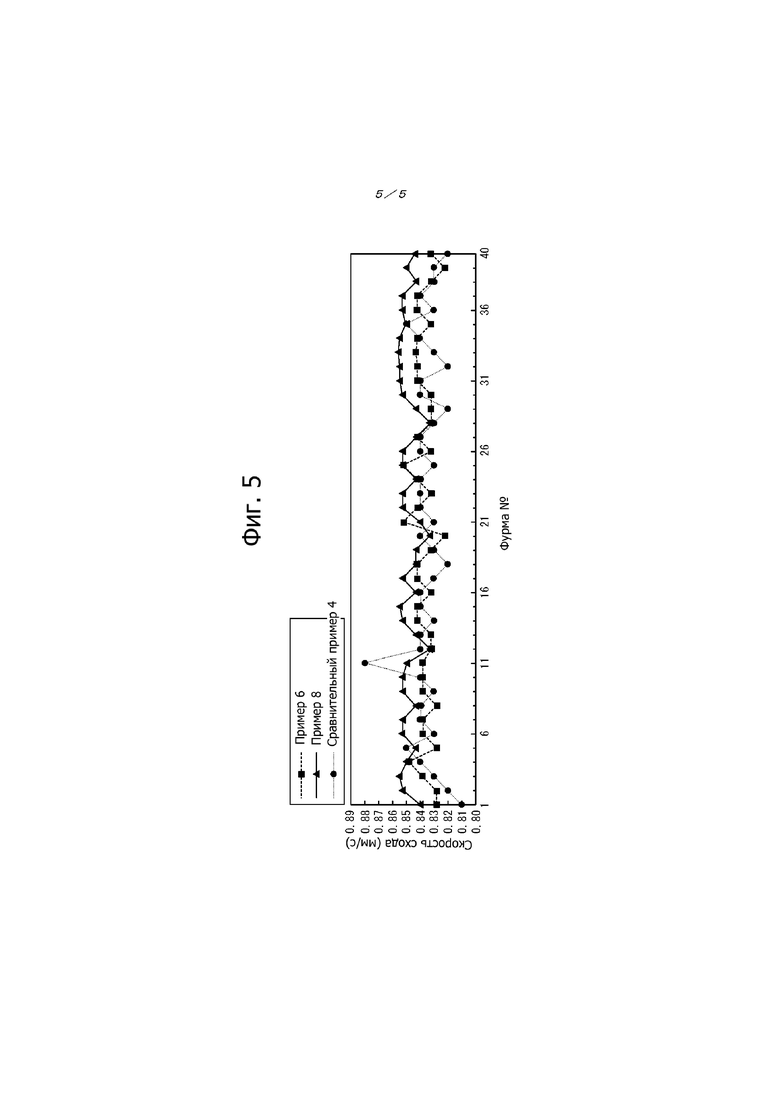
фиг. 5 - результаты расчета скорости схода в направлении по окружности доменной печи.
Подробное описание
Ниже со ссылкой на фиг. 1 приведено подробное описание устройства для доменной печи по настоящему изобретению.
В частности, устройство для доменной печи по настоящему изобретению содержит: вращающийся лоток 2, выполненный с возможностью загрузки исходного материала, такого как руда, включая сюда кокс, в колошник корпуса 1 доменной печи; множество фурм 3, выполненных с возможностью дутья потока горячего воздуха и пылевидного угля в доменную печь; устройство 5 для измерения профилей поверхности, выполненное с возможностью измерения профилей поверхности шихты 4, загружаемой в доменную печь через вращающийся лоток 2; и регулятор 6 дутья, выполненный с возможностью регулирования дутья, по меньшей мере, потока горячего воздуха или пылевидного угля в каждой из множества фурм 3.
Здесь устройство 5 для измерения профилей содержит радиоволновой измеритель 5a расстояния, установленный на колошнике корпуса 1 доменной печи для измерения расстояния до поверхности шихты 4 в доменной печи, и арифметический блок 5b, выполненный с возможностью получения профилей поверхностей шихты 4 на основании данных о расстояниях для всей доменной печи, относящихся к расстояниям до поверхностей шихты 4, полученным посредством сканирования измерительной волной радиоволнового измерителя 5a расстояния в направлении по окружности корпуса 1 доменной печи.
Измеритель 5a расстояния является измерителем расстояния радиоволнового типа и может быть, например, устройством, имеющим конструктивное исполнение, показанное на фиг 2 или 3. Другими словами, измеритель 5a расстояния, показанный на фиг. 2, содержит приемопередатчик 50 измерительных волн, сконфигурированный с возможностью передачи и приема измерительной волны, например, в миллиметровом диапазоне или микроволны, антенну 52, соединенную с помощью волновода 51 с приемопередатчиком 50 измерительных волн, и отражатель 53 измерительных волн с регулируемыми углами отражения, расположенный напротив антенны 52. Измерительная волна, передаваемая от приемопередатчика 50 измерительных волн и исходящая от антенны 52, отражается отражателем 53 измерительных волн и попадает на поверхность шихты в доменной печи, и измерительная волна, отраженная поверхностью шихты в доменной печи, принимается приемопередатчиком 50 измерительных волн с помощью отражателя 53 измерительных волн и антенны 52. Угол отражения отражателя 53 измерительных волн регулируется во время измерения расстояния до поверхности шихты в доменной печи, так что измерительная волна перемещается в доменной печи в направлении по окружности.
На участке корпуса доменной печи у колошника образовано окно 54 в том месте, где можно видеть в сверху вниз или сверху вниз под наклоном поверхность шихты в доменной печи (поверхность осаждения), и снаружи корпуса доменной печи неподвижно установлен кожух 55, имеющий заданное сопротивление давлению, который закрывает окно 54. Внутри кожуха 55 имеется камера 56, причем указанная камера 56 открыта во внутренний объем доменной печи через окно 54 (в камере предусмотрено отверстие 55A). Кроме того, внутри камеры 56 расположена антенна 52, и снаружи камеры 56 (снаружи корпуса 1 доменной печи) расположен приемопередатчик 50 измерительных волн. Волновод 51, который соединяет приемопередатчик 50 измерительных волн и антенну 52, проходит через кожух 55 и поддерживает на конце антенну 52.
Кроме того, в камере 56 расположен отражатель 53 измерительных волн, обращенный к антенне 52. С наружной стороны камеры 56 (снаружи корпуса 1 доменной печи) расположен привод 57, который выполнен с возможностью вращения отражателя 53 измерительных волн. Привод имеет вращающийся приводной вал 58, проходящий через кожух 55 и поддерживающий на конце отражатель 53 измерительных волн.
Здесь взаимное расположение антенны 52, отражателя 53 измерительных волн и его привода 57 и отверстия 55A камеры 56 удовлетворяет следующему условию: (i) линия продолжения центральной оси антенны 52 совпадает с центральной осью вращающегося приводного вала 58 привода 57; (ii) отражатель 53 измерительных волн прикреплен к вращающемуся приводному валу 58 привода 57 под изменяемым углом α относительно вращающегося приводного вала 58, так что он пригоден для обеспечения линейного сканирования и сканирования в направлении по окружности; и (iii) антенна 52 и отражатель 53 измерительных волн расположены относительно отверстия 55A таким образом, что измерительная волна, передаваемая от антенны 52 и отражаемая отражателем 53 измерительных волн, направлена через отверстие 55A в доменную печь.
Кроме того, для исключения повреждения отражающей поверхности 59 и т.п. в результате взлетания исходного материала, соударяющегося с отражателем 53 измерительных волн во время продувки шихты через внутреннее пространство доменной печи, отражатель 53 измерительных волн может быть остановлен в таком угловом положении, чтобы его задняя сторона (противоположная сторона по отношению к отражающей поверхности 59) была обращена к отверстию 55A, когда измерение не выполняется.
Приемопередатчик 50 измерительных волн генерирует измерительную волну (например, в миллиметровом диапазоне или микроволну), частота которой непрерывно изменяется во времени в определенном диапазоне, и способен передавать и принимать измерительную волну.
В качестве антенны 52 можно использовать параболическую антенну, рупорную антенну и т.п. Помимо этих антенн, в частности, целесообразно использовать линзовую рупорную антенну из-за ее исключительных характеристик направленности.
Отражатель 53 измерительных волн, к примеру, изготовлен из металлического материала, такого как нержавеющая сталь, и большей частью имеет круглую форму, хотя его форма не ограничивается. Посредством вращения отражателя 53 измерительных волн с помощью приводного вала 58 привода 57 можно сканировать направление испускания измерительной волны, передаваемой от антенны 52 в направлении ее центральной оси и отражаемой отражателем 53 измерительных волн линейным образом. Посредством изменения угла α между отражателем 53 измерительных волн и вращающимся приводным валом 58 можно произвольно изменять положение линии сканирования. В частности, вращение вращающегося приводного вала 58 обеспечивает линейное сканирование в боковом направлении относительно направления передачи измерительной волны, а изменение угла α обеспечивает линейное сканирование в направлении вперед и назад относительно направления передачи измерительной волны. С помощью такого механизма посредством одновременного регулирования угла поворота вращающегося приводного вала 58 и угла отражателя 53 измерительных волн можно перемещать направление испускания измерительной волны в доменной печи в направлении по окружности.
Между отражателем 53 измерительных волн и отверстием 55A в камере 56 (в иллюстративном примере вблизи отверстия 55A) расположена заслонка 60, которая может находиться в открытом и закрытом положениях и выполнена с возможностью изолирования камеры 56 от внутреннего пространства доменной печи. Заслонка 60 имеет исполнительный механизм 61 для открывания/закрывания, который установлен снаружи камеры 56 (снаружи корпуса 1 доменной печи) и обеспечивает скользящее перемещение заслонки 60 в открытое или закрытое положение. Заслонка 60 открыта во время измерения профиля и закрыта в иных случаях.
Кроме того, для препятствования попаданию газа и пыли из доменной печи в камеру 56 во время измерения и препятствования утечке газа, находящегося в доменной печи, из кожуха 55 наружу к кожуху 55 присоединена труба 62 подачи газа для подачи продувочного газа, и через указанную трубу 62 подачи газа в камеру 56 подают продувочный газ (газообразный азот) с заданным давлением.
Указанное устройство для измерения профиля содержит арифметический блок 5b, выполненный с возможностью расчета расстояния от антенны 52 до поверхности шихты в доменной печи на основании данных, получаемых и зарегистрированных приемопередатчиком 50 измерительных волн, и последующего определения профилей поверхностей шихты в доменной печи, используя данные о расстоянии.
В вышеописанном измерительном устройстве для измерения профиля измерительная волна с непрерывно изменяющейся частотой, генерируемая приемопередатчиком 50 измерительных волн, передается от антенны 52 и испускается к поверхности шихты в доменной печи с помощью отражателя 53 измерительных волн. Измерительная волна, отраженная поверхностью шихты в доменной печи (т.е. отраженная волна), принимается приемопередатчиком 50 измерительных волн с помощью отражателя 53 измерительных волн. При измерении поверхности шихты в доменной печи, используя такую измерительную волну, посредством изменения угла отражения измерительной волны с помощью привода 57, вращающего отражатель 53 измерительных волн, направления испускания измерительной волны можно линейно сканировать, как показано на фиг. 3. В это время посредством дальнейшего изменения угла отражателя 53 измерительных волн вращающегося приводного вала 58 также можно выполнять сканирование в направлении по окружности доменной печи.
В арифметическом блоке 5b продолжительность кругового прохождения измерительной волны от антенны 52 до поверхности шихты в доменной печи определяется согласно схеме непрерывного излучения с частотной модуляцией (схеме FMCW) с последующим расчетом расстояния от антенны 52 до поверхности шихты в доменной печи. Далее определяют профили поверхностей шихты в доменной печи на основании данных о расстоянии, полученных посредством сканирования направления испускания измерительной волны в радиальном направлении доменной печи, как описано выше.
Кроме того, для сканирования измерительной волной в направлении по окружности механизм регулирования угла поворота вращающегося приводного вала 58 и угла отражателя 53 измерительных волн можно заменить механизмом вращения всего измерителя 5a расстояния относительно направления прохождения в отверстие 55A.
Кроме того, вместо сканирования измерительной волной в направлении по окружности окружные профили могут быть получены посредством определения формы всей поверхности шихты в доменной печи и извлечения информации об угловом положении.
Как описано выше, измеритель 5a расстояния измерительного устройства 5 для измерения профилей поверхности шихты в доменной печи является радиоволновым измерителем расстояния, что позволяет измерять расстояние до поверхности шихты 4, по меньшей мере, после загрузки каждой порции и точно определять распределение шихты. В частности, поскольку измерение можно выполнять в радиальном и окружном направлениях доменной печи, можно точно определять распределение шихты по всей доменной печи. Другими словами, можно измерять осаждение шихты во время загрузки исходного материала для каждой порции и даже для каждого поворота вращающегося лотка, что позволяет очень точно определять распределение шихты.
Предпочтительно, устройство 5 для измерения профилей также содержит арифметический блок, который выполнен с возможностью расчета скорости схода шихты 4 по всей поверхности доменной печи на основании профилей поверхности шихты 4. Эта арифметическая функция может быть присвоена арифметическому блоку 5b, и на фиг. 1 показан случай, где арифметический блок 5b дополнительно выполняет эту арифметическую функцию.
Здесь скорость схода шихты может быть рассчитана посредством двойного измерения профиля поверхности шихты 4 в доменной печи с заданным временным интервалом, в течение которого исходный материал не загружается из вращающегося лотка 2, и используя расстояние, на которое шихта опустилась в доменной печи за указанный временной интервал. Кроме того, предпочтительным является получение распределения скорости схода шихты, по меньшей мере, в четырех местах по окружности доменной печи (например, от четырех равных частей окружности, таких как восток, запад, юг и север, до приблизительно 40 мест, соответствующих количеству фурм). Однако существует несколько случаев, когда невозможно точно оценить распределение скорости схода в направлении по окружности, например, если скорость схода изменялась только на очень небольшом участке на северо-востоке. Следовательно, целесообразным является получение распределения скорости схода, которое включает в себя скорости схода в положениях, соответствующих множеству фурм (от 8 до 40), установленных горизонтально в направлении по окружности доменной печи.
Здесь отвечающие требованиям данные могут быть получены в случае, если заданный временной интервал находится в пределах диапазона от нескольких секунд до нескольких минут во время нормального режима эксплуатации. В общем, временной интервал между окончанием загрузки одной порции шихты и началом загрузки следующей порции составляет, примерно 1 - 2 минуты, когда не выполняется загрузка исходного материала из вращающегося лотка 2, и, таким образом, может быть получена скорость схода посредством выполнения двух измерений профиля.
В настоящем изобретении при определении профиля поверхности, скорости схода и распределения температуры шихты в направлении по окружности профиль в направлении по окружности, скорость схода и распределение температуры определяют в конкретных радиальных положениях. Радиальные положения в доменной печи, в общем, выражаются в безразмерных радиусах. В контексте настоящего изобретения безразмерный радиус выражается следующим образом: безразмерный радиус = (горизонтальное расстояние между определенным положением в доменной печи и центром доменной печи) / (горизонтальное расстояние от центра до внутренней поверхности доменной печи) в горизонтальном сечении доменной печи. В настоящем изобретении предпочтительным является определение профилей поверхности в направлении по окружности доменной печи в радиальном положении с безразмерным радиусом 0,5 - 0,95. Причина состоит в том, что в положении, где безразмерный радиус меньше 0,5, стандартное отклонение в направлении по окружности является менее проблематичным, а в области, где безразмерный радиус больше 0,95, сложно получить контрольные данные для эксплуатации в этой области, где безразмерный радиус больше 0,95, поскольку в такой области существует тенденция к большому влиянию внутренней стенки доменной печи. Что касается радиального положения, особо предпочтительным является выбор положения с безразмерным радиусом 0,7 - 0,9.
Кроме того, несмотря на то, что с помощью регулятора 6 дутья достаточным является регулирование дутья, по меньшей мере, потока горячего воздуха или пылевидного угля в единицу времени или на единицу выпускаемого металла, предпочтительно, чтобы регулятор 6 дутья мог регулировать величину дутья как потока горячего воздуха, так и пылевидного угля в единицу времени или на единицу выпускаемого металла. В контексте настоящего документа выражение «величина дутья потока горячего воздуха в единицу времени или на единицу выпускаемого металла» относится к величине потока горячего воздуха, и выражение «величина дутья пылевидного угля в единицу времени или на единицу выпускаемого металла» относится к количеству пылевидного угля. Предпочтительным является использование регулятора дутья, который может регулировать величину потока горячего воздуха и/или количество пылевидного угля в направлении по окружности доменной печи для каждой фурмы. Однако также существует возможность использования регулятора дутья, который может выполнять такое регулирование в каждой конкретной области для каждого заданного количества фурм. Регулирование величины потока горячего воздуха и/или количества пылевидного угля выполняется в соответствии с разрешением на регулирование, которое определяется на основании данных, выдаваемых арифметическим блоком 5b измерительного устройства 5 для измерения профиля.
Способ эксплуатации доменной печи, использующий устройство для доменной печи, показанное на фиг. 1, условно разделен на режимы A и B. Здесь способ эксплуатации, использующий устройство для доменной печи, показанное на фиг. 1, по существу, включает в себя сначала поочередную загрузку руды и кокса из вращающегося лотка 2 в доменную печь, и затем вдувание потока горячего воздуха и пылевидного угля из фурм 3 в доменную печь. Это относится как к режиму A, так и режиму B, которые описаны ниже. Кроме того, во время основной работы при эксплуатации доменной печи профили поверхности шихты 4 получают с помощью устройства 5 для измерения профилей, по меньшей мере, для каждой порции загрузки как для режима A, так и для режима B. Однако, если предусмотрено, что изменение профиля будет незначительным, частота измерения может быть уменьшена до одного измерения на более чем одну порцию.
Режим A
В силу вышесказанного, даже если профили поверхности шихты 4 получены для каждой порции загрузки, и, например, один из полученных профилей поверхности не флуктуирует относительно предыдущей порции, и отсутствует смещение (отклонение) в профилях по окружности, распределение газа в направлении по окружности доменной печи может изменяться. Считается, например, что если наблюдается падение температуры в конкретном угловом направлении доменной печи, степень восстановления за счет использования газа снижается из-за уменьшения расхода газа в этом положении, и реакция восстановления плавки усиливается в нижней части доменной печи. Поскольку реакция восстановления плавки является эндотермической реакцией, она будет приводить к уменьшению температуры горячего металла. Поэтому, в случае отсутствия смещения в профилях поверхности, температура в колошнике измеряется по всей окружности корпуса доменной печи с помощью термометра. Например, смещение в профилях может оцениваться следующим образом: смещение отсутствует, если высота шихты или отклонение от средней величины вертикальных расстояний от колошника не превышает заданной величины, или если отсутствует точка, где отклонение между измеренной величиной и средней величиной превышает 3σ, где σ обозначает стандартное (среднеквадратичное) отклонение.
Результаты измерения проверяют на наличие распределения температуры в направлении по окружности корпуса 1 доменной печи. При значительном распределении температур условия эксплуатации регулируются для устранения распределения. Это связано с тем, что устранение указанного распределения ведет к корректировке флуктуаций температуры горячего металла и, следовательно, нарушения баланса в распределении газового потока в доменной печи. В частности, выбирают по меньшей мере одну из фурм 3, пригодную для устранения распределения, и регулируют величину дутья горячего воздуха и/или количества пылевидного угля в выбранной фурме (выбранных фурмах) 3.
Уменьшение расхода газа часто обусловлено неравномерным газовым потоком в доменной печи. В таких случаях повышение величины подачи потока горячего воздуха из нижней фурмы (нижних фурм) для компенсации уменьшения расхода газа в определенном положении часто не может устранить неравномерность потока. И наоборот, повышение величины потока горячего воздуха ведет к увеличению расхода кокса и к увеличению скорости схода исходного материала, что может обуславливать задержку в восстановлении с использованием газа и большее падение температуры из-за восстановления плавки. Другими словами, для устранения падения температуры горячего металла более эффективным является снижение реакции восстановления плавки посредством уменьшения величины схода исходного материала. Таким образом, величину расхода кокса уменьшают с целью регулировки, посредством уменьшения величины потока горячего воздуха, вдуваемого через фурму (фурмы) в положении, где подтверждено падение температуры, или посредством увеличения количества пылевидного угля. Уменьшение величины потока горячего воздуха будет временно уменьшать скорость схода исходного материала в этой области, но если с помощью этого действия устраняется неравномерность газового потока в доменной печи, вариация скорости схода исходного материала часто устраняется естественным образом. При обнаружении вариации скорости схода исходного материала даже после устранения распределения температуры газа может осуществляться режим B, описанный ниже. Другими словами, признак способа эксплуатации доменной печи по настоящему изобретению состоит в том, что посредством регулирования степени расхода кокса устраняют отклонения от нормы в профиле загрузки, распределении температуры и распределении скорости схода исходного материала.
Предпочтительным является изменение величины потока горячего воздуха или количества пылевидного угля, вдуваемых из фурмы в положении, где подтверждено падение температуры по меньшей мере на 5% от среднего значения дутья из всех фурм при поддержании величины дутья из всех фурм на постоянном уровне. Чем меньше количество фурм, используемых для изменения потока горячего воздуха или количества пылевидного угля, тем меньше колебания при эксплуатации доменной печи в целом и более стабильная эксплуатация. Верхний предел величины изменения предпочтительно составляет 20% и менее. Если желательно увеличить величину схода исходного материала, можно выполнить действие, противоположное вышеуказанному. Например, величина потока горячего воздуха может быть увеличена для содействия расходу топлива. Решение о выполнении этого действия может быть принято, например, когда стандартное отклонение измеряемых температур в направлении по окружности равняется σ, и наблюдается отклонение до 2σ и более от среднего значения. Это стандартное отклонение может быть модифицировано в зависимости от эксплуатационных требований.
В качестве фурмы 3, пригодной для устранения распределения, может быть выбрана фурма, которая расположена в положении, соответствующем положению, в котором было обнаружено отклонение температуры в направлении по окружности доменной печи (т.е. в положении, которое находится непосредственно ниже положения, где было обнаружено отклонение). В этом случае может быть выбрано множество фурм, включая сюда фурму, расположенную непосредственно ниже, и одну или несколько других фурм, которые расположены в пределах расстояния, на котором расположены каждые пять фурм, с обеих сторон от фурмы, расположенной непосредственно ниже.
Режим B
С другой стороны, когда получены профили поверхности шихты 4, и, например, если любой из полученных профилей поверхности отличается от соответствующего профиля для такой же порции в предыдущей загрузке, или если наблюдается отклонение в направлении по окружности, количество исходного материала, опускающегося в единицу времени, увеличивается, если существует увеличение скорости схода шихты в конкретном угловом положении доменной печи. В результате, степень реакции восстановления плавки в нижней части доменной печи увеличивается, что ведет к снижению температуры горячего металла. Следовательно, если наблюдается колебание или отклонение в профилях поверхности, скорость схода шихты рассчитывается, исходя из профилей поверхности по всей окружности корпуса 1 доменной печи, как описано выше. Полученные результаты расчета проверяются на распределение скорости схода в направлении по окружности корпуса 1 доменной печи. Условия эксплуатации регулируются для устранения указанного распределения. Причина состоит в том, что устранение распределения ведет к корректировке колебаний скорости схода и. таким образом, к корректировке нарушения баланса распределения газового потока в доменной печи. В частности, выбирают такую фурму, которая пригодна для устранения части распределения, в которой разница в скорости схода является заметной, и в этой фурме регулируют величину дутья потока горячего воздуха и/или пылевидного угля.
Другими словами, для устранения снижения температуры горячего металла, обусловленного увеличением количества опускающейся шихты, эффективным является уменьшение скорости реакции восстановления плавки за счет уменьшения величины схода шихты. Таким образом, выполняется регулирование для уменьшения дутья потока горячего воздуха или увеличения вдувания пылевидного угля из фурмы в положении, где подтверждено увеличение скорости схода шихты. Кроме того, при изменении потока горячего воздуха или количества пылевидного угля, вдуваемого из фурмы в положении, где подтверждено увеличение скорости схода, предпочтительным является изменение указанного количества на 5% и более от среднего значения дутья из всех фурм при поддержании величин дутья из всех фурм на постоянном уровне. И в этом случае верхний предел величины изменения предпочтительно составляет 20% или менее. Если желательно повысить величину схода исходного материала, можно выполнить действие, противоположное вышеуказанному. Предпочтительным является изменение состояния только для фурмы непосредственно ниже места с большим отклонением, поскольку, чем меньше количество фурм, используемых для изменения величины потока горячего воздуха или количества пылевидного угля, тем меньше колебания при эксплуатации доменной печи в целом. Если отклонение профилей поверхности большое, или если желательно быстро достичь эффекта вышеописанного регулирования, может быть выполнено регулирование в одно и то же время в одной или нескольких фурмах вокруг фурмы (которые расположены в пределах расстояния, на котором расположены каждые пять фурм, с обеих сторон от фурмы), для которой должно быть изменено состояние эксплуатации.
Таким образом, использование устройства для доменной печи по настоящему изобретению является более эффективным в том смысле, что оно позволяет получать скорость схода исходного материала в направлении по окружности доменной печи и, таким образом, идентифицировать место, в котором было обнаружено колебание скорости схода, и изменять величину потока горячего воздуха или количество пылевидного угля, вдуваемого из соответствующей фурмы. Выбор фурмы 3, пригодной для устранения распределения, может выполняться таким же образом, как и в режиме A.
В частности, в качестве части распределения, в которой разница в скорости схода является значительной, предпочтительно выбирать часть, где скорость схода колеблется на 10% и более относительно средней скорости схода в направлении по окружности доменной печи, которая рассчитывается из результатов расчета скорости схода, полученной таким образом, как описано выше. Это связано с тем, что колебание скорости схода до 10% и более обуславливает значительное уменьшение температуры горячего металла.
Здесь, если скорость схода колеблется на 10% и более относительно средней скорости схода в направлении по окружности доменной печи (т.е., если K ≥ 0,1, где K = |средняя скорость схода по всей окружности - скорость схода в конкретном месте| / средняя скорость схода по всей окружности), предпочтительным является изменение как величины потока горячего воздуха, так и количества пылевидного угля в одно и то же время. Например, вместо удваивания только величины потока горячего воздуха, изменение как величины потока горячего воздуха, так и количества пылевидного угля, может более эффективно стабилизировать эксплуатацию, поскольку газопроницаемость и тепло доменной печи могут эффективно регулироваться одновременно. Кроме того, такое изменение предпочтительно выполняется на этапе, где K равно 0,2 и менее. Регулирование величины потока горячего воздуха и количества пылевидного угля, когда K превышает 0,2, ведет к большим колебаниям во время эксплуатации и ухудшает воздухопроницаемость. Следовательно, такое регулирование предпочтительно выполнять на этапе, где K равно 0,2 и менее. Когда K превышает 0,2, предпочтительным является уменьшение величины потока горячего воздуха или количества пылевидного угля или как потока горячего воздуха, так и количества пылевидного угля, вдуваемых из всех фурм, и регулирование дутья в конкретной фурме по мере необходимости вместо регулирования состояния фурмы в конкретном положении, поддерживая величину потока горячего воздуха и количество пылевидного угля во всех фурмах на постоянном уровне.
В любом из вышеописанных режимах A и B величину потока горячего воздуха и количество пылевидного угля можно изменять независимо или совместно в одно и то же время. Например, не говоря о том, что если в конкретном месте наблюдается падение температуры горячего металла, если в конкретном месте подтверждается повышение скорости схода, температура горячего металла может понижаться, и требуется более быстрое регулирование. В таком случае предпочтительным является регулирование величины потока горячего воздуха. С другой стороны, температура горячего металла может увеличиваться не только, когда увеличение температуры горячего металла подтверждается в конкретном месте, но также когда в конкретном месте подтверждается уменьшение скорости схода. В таких случаях предпочтительным является регулирование количества пылевидного угля в качестве восстанавливающего материала. Когда распределение в направлении по окружности возвращается к нормальному диапазону в результате вышеуказанных действий, выполняемых против отклонения от норм при распределении в направлении по окружности, выполняются действия для возобновления режима работы, т.е. поддержания состояния всех фурм на постоянном уровне без ухудшения распределения.
Примеры
Пример 1
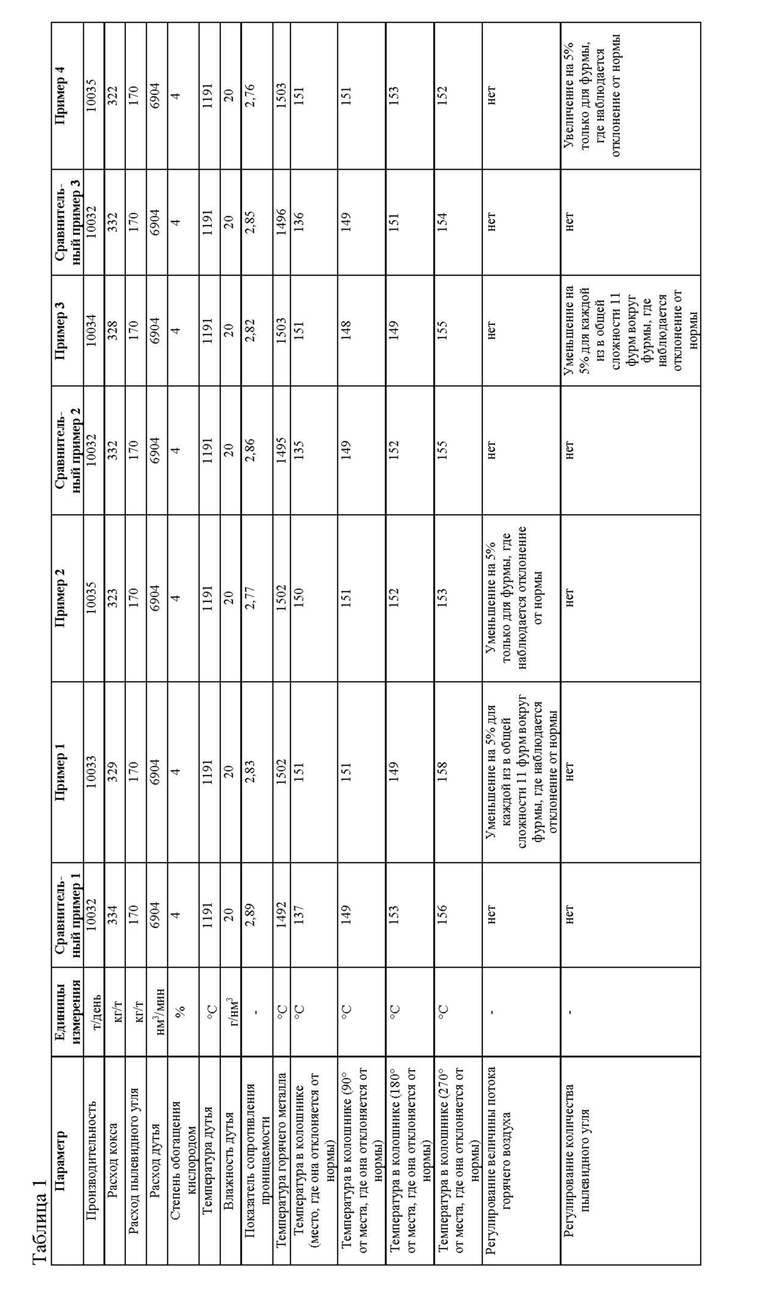
Ниже приведено описание примеров эксплуатации, в которых регулирование распределения расхода газа выполнялось в направлении по окружности доменной печи по настоящему изобретению. В частности, испытания были выполнены в рабочих условиях в большой доменной печи с конструкцией, показанной на фиг. 1, в которой 40 фурм были расположены горизонтально с равными интервалами в направлении по окружности доменной печи. Переход между различными рабочими условиями в этом режиме работы представлен в таблице 1.
В этом режиме, профили поверхности шихты были получены по завершении загрузки каждой порции. В этот момент температура газа также измерялась в колошнике. Были выполнены измерения профилей поверхности и температур газа в положениях с безразмерным радиусом 0,8. Несмотря на то, что падение температуры было обнаружено в колошнике выше фурмы № 13 на окружности доменной печи, результаты измерения профилей поверхности шихты в доменной печи (см. фиг. 4) показали, что стандартное отклонение профилей было в пределах 0,12 (м) (в этом режиме работы 0,50 (м) или менее оценено как находящееся в нормальном диапазоне), и не было замечено никаких изменений профилей. Следовательно, когда режим работы фактически продолжался, температура горячего металла понизилась, показатель сопротивления проницаемости увеличился, и расход кокса увеличился. Режим, осуществляемый в доменной печи в данный момент времени, именуется как Сравнительный пример 1 (сходным образом последующий режим работы, осуществляемый в доменной печи в каждый момент времени, именуется как сравнительный пример или пример).
В таблице 1 указаны температуры в четырех местах колошника в качестве температур во внутреннем окружном направлении доменной печи. В этой таблице температура в том месте, где она отклоняется от нормы, относится к температуре непосредственно над фурмой № 13, где наблюдалось падение температуры в случае Сравнительного примера 1, и в таблице также приведены температуры в колошнике в положениях 90° (фурма № 23), 180° (фурма № 33) и 270° (фурма № 3) от места, где температура отличается от нормы, в направлении увеличения номеров фурм. В этих примерах в таблице приведены наблюдаемые значения в таких же положениях, как и в соответствующих сравнительных примерах, перед выполнением действия по настоящему изобретению (определение положений фурм в этой таблице также относится к таблице 2 - 4).
Был осуществлен режим работы, в котором величина потока горячего воздуха, вдуваемого в общей сложности из 11 фурм, включая сюда фурму №13, и пяти фурм каждой стороны (т.е. фурм №№ 8 - 18), была уменьшена на 5% от средней величины потока горячего воздуха на фурму, и величина потока горячего воздуха, вдуваемого из остальных фурм была равномерно увеличена без изменения общей величины потока горячего воздуха (расход дутья). В результате было компенсировано падение температуры в положении фурмы № 13 в колошнике, а также была повышена температура горячего металла. Кроме того, можно было продолжать режим работы с устойчивым показателем сопротивления проницаемости с уменьшением расхода кокса (Пример 1).
Кроме того, из состояния в Примере 1 только фурма № 13 перешла в состояние уменьшения на 5% величины потока горячего воздуха, подлежащего вдуванию (Пример 2). В Примере 2 температура в положении фурмы № 13, где наблюдалось отклонение температуры от нормы, практически не изменилась по сравнению с Примером 1, и температура в положении 270° от места, где температура отличается от нормы, могла быть приведена близко к среднему значению, причем отклонение температуры в направлении по окружности было значительно уменьшено, и показатель сопротивления проницаемости был дополнительно уменьшен. В результате можно было дополнительно стабилизировать режим работы по сравнению с Примером 1. Другими словами, предполагается, что только регулирование условий дутья из отдельной фурмы, в которой наблюдалось отклонение температуры от нормы, было достаточным для корректировки распределения температуры, отклоняющегося от нормы, в Сравнительном примере 1. Примерно в половине случаев, где наблюдались сходные отклонения температуры от нормы, отклонение температуры от нормы можно было устранить посредством регулирования условий функционирования только одной фурмы. Приблизительно в половине остальных случаев устранение отклонения температуры от нормы было замедленным, когда была отрегулирована только одна фурма, причем условия дутья в общей сложности из фурм 2 - 11 вокруг указанной фурмы были отрегулированы для устранения отклонения температуры от нормы.
Ниже приведено описание примера (Сравнительный пример 2), в котором распределение температуры в колошнике было измерено в направлении по окружности, и падение температуры было обнаружено в положении фурмы № 17, когда не наблюдались никакие значительные отклонения в профилях поверхности в направлении по окружности, как описано выше. После обнаружения падения температуры количество пылевидного угля, вдуваемого из 11 фурм вокруг фурмы № 17, было увеличено на 5%. В результате падение температуры в положении фурмы № 17 в колошнике было компенсировано, была повышена температура горячего металла, и мог быть уменьшен расход кокса (Пример. 3).
Сходным образом, в примере, в котором падение температуры было обнаружено в положении фурмы № 30 (Сравнительный пример 3), падение температуры также было устранено посредством увеличения на 5% количества пылевидного угля, вдуваемого из отдельной фурмы № 30 (Пример 4). В этом примере требовалось меньше действий по осуществлению режима работы, что имело результатом намного меньшее отклонение температуры в направлении по окружности и дальнейшее уменьшение показателя сопротивления проницаемости, что обеспечивало более стабильную работу. Также могла быть увеличена температура горячего металла (Пример 4).
Пример 2
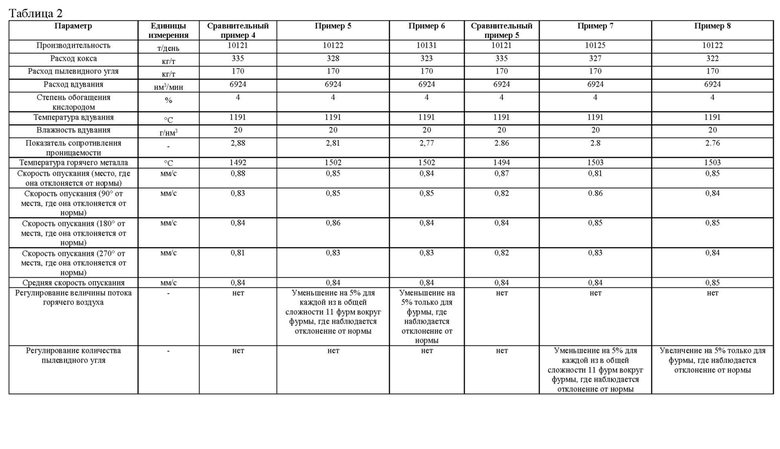
Ниже приведено описание примеров эксплуатации, в которых распределение газового потока в направлении по окружности доменной печи регулировалось по настоящему изобретению. В частности, испытания были выполнены в рабочих условиях в большой доменной печи с конструкцией, показанной на фиг. 1, в которой 40 фурм были расположены горизонтально с равными интервалами в направлении по окружности доменной печи. Переход между различными условиями эксплуатации во время этих испытаний представлен в таблице 2.
Во время этого режима, профили поверхности были получены по завершении загрузки каждой порции с безразмерным радиусом 0,8. Поскольку профили поверхности колебались от порции к порции, скорость схода шихты в направлении по окружности доменной печи была рассчитана из результатов измерения профилей поверхности. Из результатов, показанных на фиг. 5, можно видеть, что температура горячего металла уменьшалась, когда режим работы фактически продолжался, даже когда скорость схода шихты в положении фурмы № 11 была увеличена (Сравнительный пример 4).
Когда величина потока горячего воздуха, вдуваемого из 11 фурм (№№ 6 - 16) в области вокруг фурмы № 11, где было обнаружено увеличение скорости схода, была уменьшена на 5%, увеличение скорости схода в положении фурмы № 11 было компенсировано, и также была увеличена температура горячего металла. Кроме того, можно было продолжать режим работы с устойчивым показателем сопротивления проницаемости и уменьшить расход кокса (Пример 5). Однако этот способ имел результатом неэффективный режим работы, поскольку величина потока горячего воздуха регулировалась даже в тех фурмах, которые расположены в области, где не расположена фурма № 11.
Кроме того, поскольку настоящее изобретение позволяет выполнять измерение скорости схода по всей окружности (см. фиг. 5), согласно состоянию из Примера 5, когда была уменьшена на 5%, величина потока горячего воздуха, вдуваемого из фурмы № 11, соответствующей месту, где скорость схода фактически была снижена, требовалось меньше действий по осуществлению режима работы для решения проблемы с уменьшением скорости схода. Соответственно, отклонение скорости схода в направлении по окружности доменной печи было значительно уменьшено, и были дополнительно уменьшены показатель сопротивления проницаемости и расход кокса. В результате можно было дополнительно стабилизировать режим работы и повысить температуру горячего металла (Пример 6). Приблизительно в 70% случаев, в которых наблюдались сходные отклонения скорости схода от нормы, эти отклонения от нормы были устранены посредством регулирования только одной фурмы после обнаружения отклонений от нормы. В остальных случаях указанное устранение выполнялось медленно из-за регулирования только одной фурмы. Таким образом, условия продувки в обще сложности от 2 до 11 фурм вокруг указанной фурмы были отрегулированы для устранения отклонения от нормы. Во многих случаях эффект регулирования величины потока горячего воздуха или количества пылевидного угля, вдуваемого из фурм, становится заметным в пределах 3 часов после изменения условий. Следовательно, предпочтительным является выполнение дальнейших действий по регулированию, если эффект является незаметным или недостаточным приблизительно через 4 часа после регулирования условий.
Ниже приведено описание другого примера (Сравнительный пример 5), в котором увеличение скорости схода шихты обнаружено в положении фурмы № 11. как и в Сравнительном примере 4. После обнаружения увеличения скорости схода количество пылевидного угля, вдуваемого в общей сложности из 11 фурм вокруг фурмы № 11 (т.е. фурм №№ 6- 16), было увеличено на 5%, и увеличение скорости схода в положении фурмы № 11 было компенсировано, была повышена температура горячего металла, и мог быть уменьшен расход кокса (Пример 7). Однако этот способ имел результатом неэффективный режим работы, поскольку количество пылевидного угля регулировалось даже в тех фурмах, которые расположены в области, где не расположена фурма № 11.
Как и в Примере 6, когда количество пылевидного угля, вдуваемого из фурмы № 11, соответствующей месту, где уменьшилась скорость схода, было увеличено на 5%, следуя состоянию из Примера 7, требовалось меньше действий по осуществлению режима работы для решения проблемы с уменьшением скорости схода. Соответственно, отклонение скорости схода в направлении по окружности было значительно уменьшено, и были дополнительно уменьшены показатель сопротивления проницаемости и расход кокса. В результате можно было дополнительно стабилизировать режим работы и повысить температуру горячего металла (Пример 8). Распределение скорости схода после регулирования в Примере 8 также показано на фиг. 5.
В PTL 1 описан способ выполнения регулирования для уменьшения величины потока горячего воздуха на более высоком уровне засыпи, т.е. в более высоком положении в доменной печи, где расположена верхняя поверхность исходного материала, предполагая, что на более высоком уровне засыпи скорость схода является более низкой. Однако измерение выполняется только для уровня засыпи, а не для фактической скорости схода исходного материала. Например, даже когда уровень засыпи в определенном положении высокий, если скорость схода исходного материала в этом положении высокая, отклонения от нормы в уровне засыпи в конечном счете устраняются. Кроме того, даже когда уровень засыпи частично повышен, маловероятно, что будут возникать проблемы, например, падение температуры горячего металла, если скорость схода исходного материала по всей доменной печи неравномерная. Несмотря на то, что действия, описанные в PTL 1, могут быть эффективными, когда давление газа, поднимающегося по доменной печи, чрезмерно высокое и препятствует опусканию исходного материала, способ из PTL 1 нельзя рассматривать в качестве способа мониторинга и регулирования скорости схода исходного материала, что является признаком настоящего изобретения. В этом отношении способ из PTL 1 является недостаточным для поддержания устойчивой эксплуатации доменной печи.
Пример 3
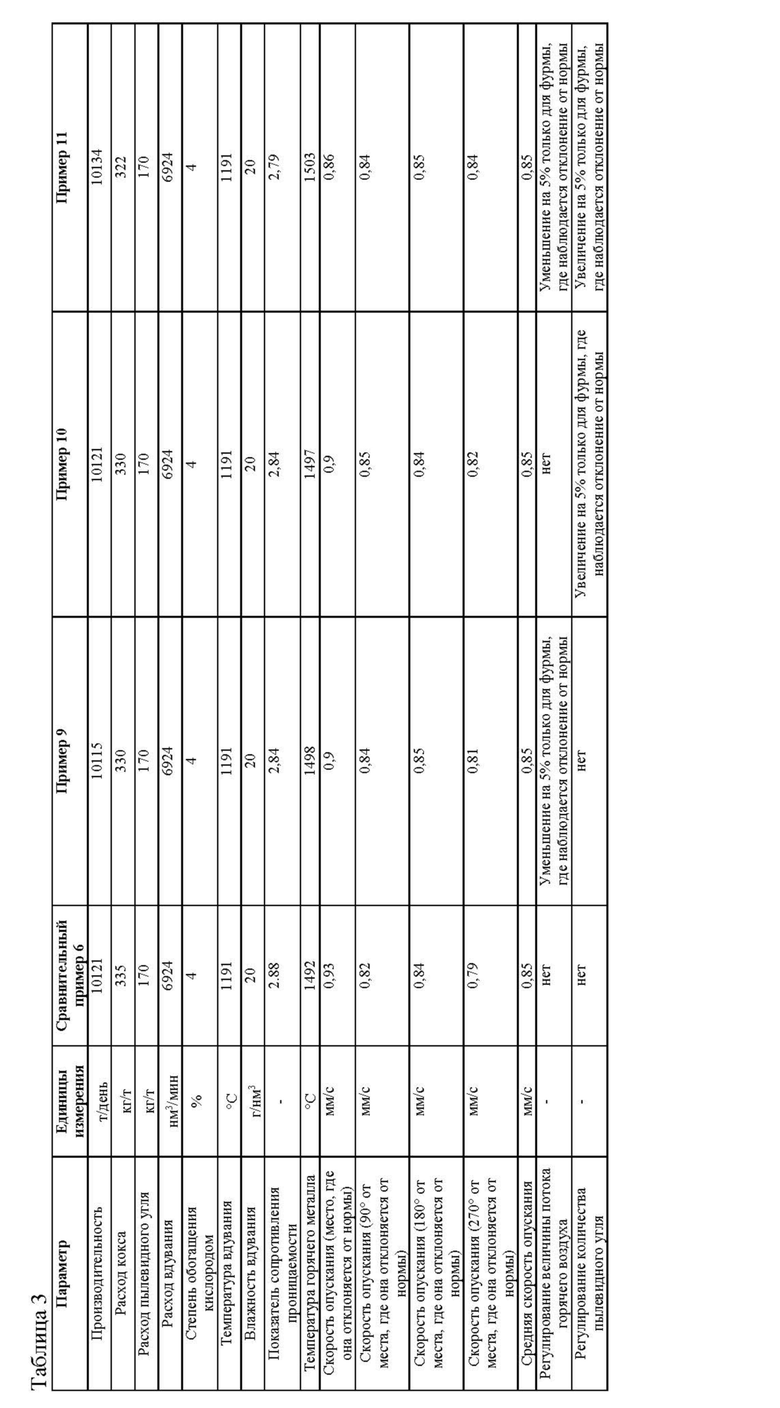
Ниже приведено описание примеров эксплуатации, в которых распределение газового потока в направлении по окружности доменной печи регулировалось по настоящему изобретению. В частности, испытания были выполнены в рабочих условиях в большой доменной печи с конструкцией, показанной на фиг. 1, в которой 40 фурм были расположены горизонтально с равными интервалами в направлении по окружности доменной печи. Переход между различными условиями эксплуатации во время этих испытаний представлен в таблице 3.
Во время этого режима, профили поверхности были получены по завершении загрузки каждой порции. Поскольку профили поверхности колебались от порции к порции, скорость схода шихты в направлении по окружности доменной печи была рассчитана из результатов измерения профилей поверхности. Из результатов можно видеть, что температура горячего металла уменьшалась, когда режим работы фактически продолжался, даже когда скорость схода шихты в положении фурмы № 25 была увеличена на 10% и более по сравнению со средней скоростью схода (см. таблицу 3, Сравнительный пример 6).
Когда величина потока горячего воздуха, вдуваемого из фурмы № 25, где было обнаружено увеличение скорости схода, была уменьшена на 5%, увеличение скорости схода в положении фурмы № 25 было компенсировано, было уменьшено отклонение скорости схода (см. таблицу 3), и также была увеличена температура горячего металла. Кроме того, можно было продолжать осуществлять режим работы с устойчивым показателем сопротивления проницаемости и уменьшить расход кокса (Пример 9).
Кроме того, регулирование величины потока горячего воздуха из состояния в Примере 9 было приведено в исходное состояние, и были выровнены величины дутья из всех фурм. Соответственно, количество пылевидного угля, вдуваемого из фурмы № 25, расположенной в положении, соответствующем месту, где была повышена скорость схода, было повышено на 5%. В результате, увеличение скорости схода в положении фурмы № 25 стало меньше, чем увеличение скорости схода из Сравнительного примера 6, отклонение скорости схода было уменьшено, и также была повышена температура горячего металла по сравнению с Примером 6. Кроме того, можно было продолжать осуществлять режим работы с устойчивым показателем сопротивления проницаемости и уменьшить расход кокса по сравнению со Сравнительным примером 6 (Пример 10).
Кроме того, эксплуатация осуществлялась в таких условиях, что величина потока горячего воздуха, вдуваемого из фурмы № 25, соответствующей месту, где скорость схода уменьшилась относительно состояния из Примера 10, была уменьшена на 5%, и количество пылевидного угля было увеличено на 5% относительно Сравнительного примера 6. В результате увеличение скорости схода в положении фурмы № 25 было устранено, и было значительно уменьшено отклонение скорости схода (см. таблицу 3). Соответственно, также была увеличена температура горячего металла, и можно было продолжать режим работы с устойчивым показателем сопротивления проницаемости и значительно уменьшить расход кокса (Пример 11).
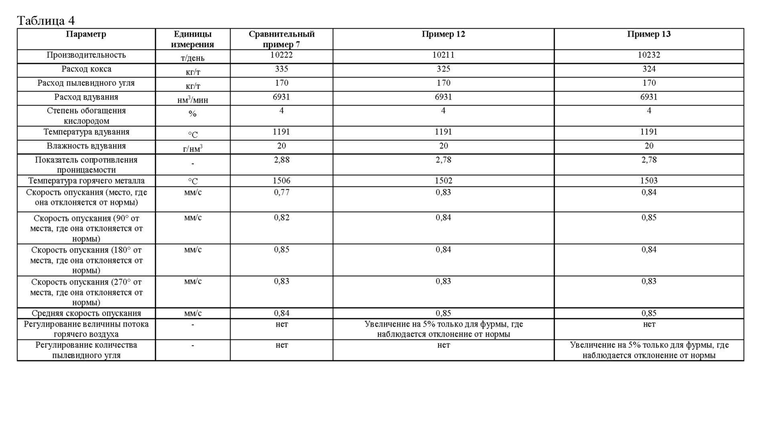
Пример 4
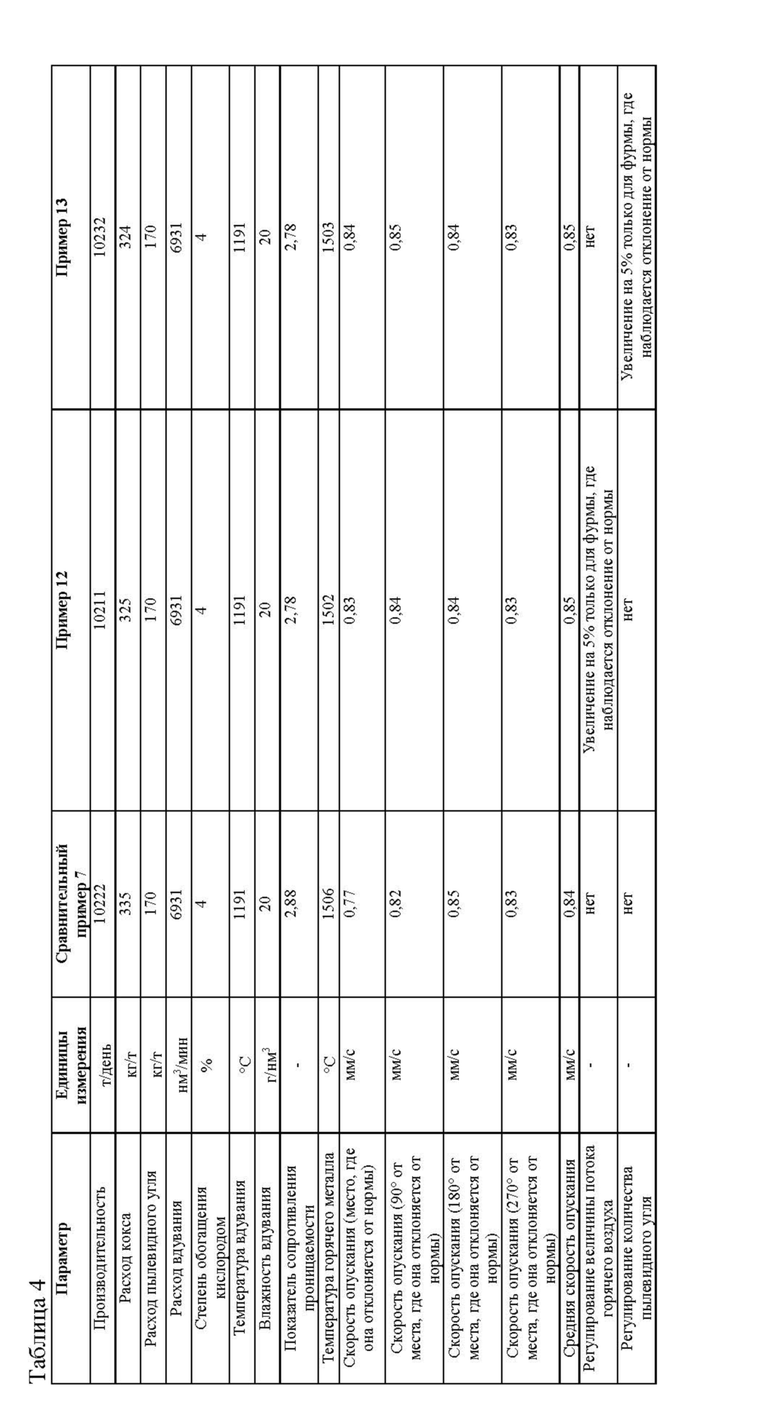
Ниже приведено описание примеров эксплуатации, в которых регулирование распределения газового потока в направлении по окружности доменной печи было выполнено по настоящему изобретению. В частности, испытания были выполнены в рабочих условиях в большой доменной печи с конструкцией, показанной на фиг. 1, в которой 40 фурм были расположены горизонтально с равными интервалами в направлении по окружности доменной печи. Переход между различными условиями эксплуатации во время этих испытаний представлен в таблице 4.
Во время этого режима, профили поверхности шихты были получены по завершении загрузки каждой порции. Поскольку профили поверхности колебались от порции к порции, скорость схода шихты в направлении по окружности доменной печи была рассчитана из результатов измерения профилей поверхности. В результате было обнаружено, что скорость схода в положении фурмы № 5 уменьшилась (Сравнительный пример 7).
Соответственно, когда величина потока горячего воздуха, вдуваемого из одной из фурм (№ 5), в области, где было обнаружено уменьшение скорости схода, была увеличена на 5%, уменьшение скорости схода в области, где было обнаружено уменьшение скорости схода, было в значительной степени компенсировано, и было значительно уменьшено отклонение скорости схода (Пример 12). Кроме того, когда условия в отношении величины потока горячего воздуха были приведены к исходному состоянию относительно состояния в Примере 12, и количество пылевидного угля, вдуваемого из фурмы № 5 в области, где было обнаружено уменьшение скорости схода, было уменьшено на 5%, уменьшение скорости схода в положении фурмы № 5 было в значительной степени компенсировано, и было значительно уменьшено отклонение скорости схода (Пример 13). Во всех приведенных примерах было компенсировано уменьшение скорости схода на северо-восточной стороне, и можно было продолжать режим работы с устойчивым показателем сопротивления проницаемости и уменьшить расход кокса.
Перечень номеров позиций
1 - корпус доменной печи
2 - вращающийся лоток
3 - фурма
4 - шихта
5 - устройство для измерения профиля
5a - измеритель расстояния
5b - арифметический блок
6 - регулятор дутья
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОМЕННОЙ ПЕЧИ И СПОСОБ ВЫПОЛНЕНИЯ ОПЕРАЦИИ ДЛЯ ДОМЕННОЙ ПЕЧИ | 2019 |
|
RU2753936C1 |
| ДОМЕННАЯ ПЕЧЬ | 2008 |
|
RU2406766C2 |
| СПОСОБ ЗАДУВКИ ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2216597C1 |
| СПОСОБ КАРБОТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ ОКИСЛОВ АЛЮМИНИЯ В ВЫСОКОТЕМПЕРАТУРНОЙ ДОМЕННОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086656C1 |
| ДОМЕННАЯ ПЕЧЬ | 2002 |
|
RU2228363C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОКИСЛОВ МЕТАЛЛОВ УГЛЕРОДОМ И ПЛАВЛЕНИЯ МЕТАЛЛОВ В ДОМЕННОЙ ПЕЧИ | 1995 |
|
RU2086657C1 |
| СПОСОБ ВЕДЕНИЯ ДОМЕННОЙ ПЛАВКИ | 1991 |
|
RU2006502C1 |
| Способ регулирования работы доменной печи | 1980 |
|
SU1133294A1 |
| СПОСОБ РАБОТЫ ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2153000C1 |
| СПОСОБ РАБОТЫ ДОМЕННОЙ ПЕЧИ И КОПЬЕ | 2014 |
|
RU2674454C2 |
Предложенное изобретение касается способа эксплуатации доменной печи, содержащей вращающийся лоток; множество фурм; устройство для измерения профилей, выполненное с возможностью измерения профилей поверхности шихты, загружаемой в доменную печь с помощью вращающегося лотка; и регулятор дутья, выполненный с возможностью регулирования дутья, по меньшей мере, потока горячего воздуха или пылевидного угля из каждой из множества фурм. Причем устройство для измерения профилей содержит: радиоволновой измеритель расстояния, который установлен на колошнике и выполнен с возможностью измерения расстояния до поверхности шихты в доменной печи; и арифметический блок, выполненный с возможностью теоретического получения профилей поверхностей шихты на основании данных о расстояниях для всей доменной печи, относящихся к расстояниям до поверхности шихты, полученным посредством сканирования измерительной волны радиоволнового измерителя расстояния в направлении по окружности доменной печи. Технический результат заключается в точном выполнении регулирования распределения шихты в доменной печи за счет точного и быстрого определения профилей поверхности шихты в доменной печи. 2 з.п. ф-лы, 5 ил.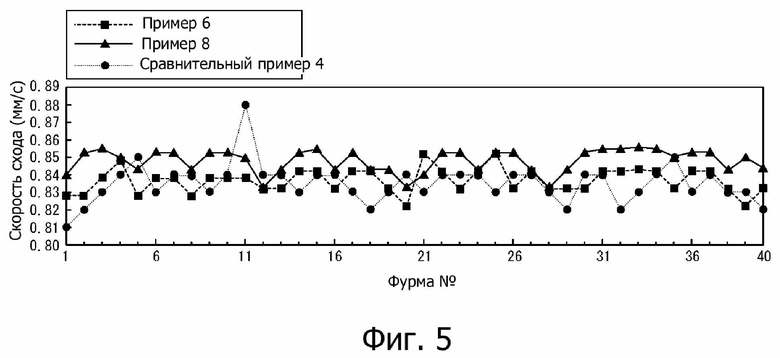
1. Способ эксплуатации доменной печи с применением устройства для доменной печи, в котором руду и кокс загружают из вращающегося лотка в доменную печь, и горячий воздух и пылевидный уголь вдувают в доменную печь из множества фурм, при этом
указанное устройство для доменной печи содержит:
вращающийся лоток, выполненный с возможностью загрузки исходного материала в доменную печь из колошника;
множество фурм, выполненных с возможностью вдувания горячего воздуха и пылевидного угля в доменную печь;
устройство для измерения профиля, выполненное с возможностью измерения профилей поверхности шихты, загружаемой в доменную печь с помощью вращающегося лотка; и
регулятор дутья, выполненный с возможностью регулирования вдувания горячего воздуха и/или пылевидного угля из каждой из указанного множества фурм, причем
устройство для измерения профиля содержит:
радиоволновой измеритель расстояния, установленный на колошнике и выполненный с возможностью измерения расстояния до поверхности шихты в доменной печи; и
арифметический блок, выполненный с возможностью определения профилей поверхностей шихты на основе данных о расстояниях для всей доменной печи, относящихся к расстояниям до поверхности шихты, полученным посредством сканирования измерительной волной радиоволнового измерителя расстояния в доменной печи в направлении по окружности,
указанный способ эксплуатации включает в себя:
получение профилей поверхности шихты в доменной печи в направлении по окружности с помощью устройства для измерения профилей; и
в случае, если полученная вариация в полученных профилях поверхности находится в заданном диапазоне, измеряют температуру в колошнике по всей окружности доменной печи, выбирают, на основе распределения температур в доменной печи в направлении по окружности, по меньшей мере одну из множества фурм, подходящую для устранения указанного распределения, и регулируют величину вдувания горячего воздуха и/или пылевидного угля в указанной выбранной по меньшей мере одной фурме.
2. Способ эксплуатации доменной печи по п. 1, в котором указанное устройство для измерения профиля также содержит арифметический блок, выполненный с возможностью расчета скорости схода шихты по всей окружности доменной печи на основе профилей поверхности шихты, и
регулятор дутья выполнен с возможностью регулирования вдувания горячего воздуха и/или пылевидного угля на основе скорости схода шихты,
при этом в случае, если вариация в полученных профилях поверхности превышает заданный диапазон, рассчитывают скорости схода шихты на основе профилей поверхности по всей окружности доменной печи, выбирают, на основе распределения скоростей схода в направлении по окружности доменной печи, по меньшей мере одну из множества фурм, подходящую для устранения распределения, и регулируют величину вдувания горячего воздуха и/или пылевидного угля в указанной выбранной по меньшей мере одной фурме.
3. Способ эксплуатации доменной печи по п. 2, в котором в случае, когда распределение скоростей схода в доменной печи в направлении по окружности доменной печи имеет угловое положение, в котором скорость схода имеет отклонение на 10% и более от средней скорости схода в направлении по окружности, выбирают по меньшей мере одну из множества фурм, подходящую для устранения указанного отклонения, и регулируют величину вдувания горячего воздуха и/или пылевидного угля в указанной выбранной по меньшей мере одной фурме.
| JPH 0611328 A, 21.01.1994 | |||
| Устройство для измерения скорости распространения и коэффициента поглощения ультразвука | 1983 |
|
SU1205007A1 |
| JP 2018035398 A, 08.03.2018 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ЗАСЫПИ ШИХТЫ В ДОМЕННОЙ ПЕЧИ | 1994 |
|
RU2089617C1 |

