Изобретение относится к текстильной промышленности, а именно к термостойким материалам (верхнего слоя), предназначенным для изготовления одежды и спецснаряжения, обеспечивающим защиту от термического и механического воздействия.
Известна силиконовая ткань (патент № US 20100098868 A1, D06M15), которая основывается на формировании силиконового покрытия путем низкотемпературного его внедрения в структуру ткани. Полученный материал легко адаптируется к различным условиям внешней среды.
В патенте ЕР 1264036 В1 н описана ткань, которая имеет промежутки (пустые пространства) между нитями. Нити по существу полностью покрыты силиконовым покрытием, но силиконовое покрытие не полностью заполняет отверстия-промежутки между нитями. Поверхности нитей полностью покрыты силиконом, как и точки переплетения нитей.
Недостатки указанных аналогов заключаются в том, что защитное силиконовое покрытие заливается в структурные ячейки материала, полностью обволакивая волокна основного материала, это означает, что силиконовый полимер расположен во внутренней части материала, вследствие чего волокна наружных поверхностей материала не будут иметь покрытия. Это приводит к снижению барьерной защиты материала в целом.
Известен патент US №4725635, в котором описан отделочный материал на основе силикона для использования в производстве тканевых материалов из синтетических волокон, таких как вата из полиэфирных волокон. Процесс нанесения силикона является длительным и требует отверждения при 150 градусах Цельсия в течение 6 часов, а затем последующего отверждения при 200 градусах в течение до 30 минут. Этот высокотемпературный вторичный этап исключает использование большинства синтетических волокон для основной ткани, поскольку они будут плавиться при температуре более 200 градусов.
Другой пример многоэтапного процесса показан в патенте США US №4666765, который также относится к традиционному двухстадийному способу изготовления подложек из тканого материала с силиконовым покрытием. Способ включает в себя первый этап нанесения первого жидкого полисиликонового эластомера на тканевую подложку, чтобы сформировать базовое покрытие. Затем это покрытие отверждается при сильном нагревании. Как только базовое покрытие отверждено, на втором этапе на жидкий базовый слой наносят второй жидкий полисиликоновый эластомер, чтобы сформировать верхнее покрытие. На следующем этапе этот верхний слой должен быть отвержден при высокой температуре, чтобы закончить продукт.
Представленные многостадийные процессы нанесения покрытия и последующего отверждения в условиях высоких температур требует больших затрат энергии и труда для получения получающейся в результате ткани. Серьезным недостатком является то, что применяемое покрытие из силиконовой резины неустойчиво к высоким температурам.
Наиболее близким по технической сущности является метод формирования силиконового покрытия, описанный в патенте США № US 4478895. В этом патенте описан способ получения ткани с силиконовым эластомерным покрытием, которая дает конечную ткань. Производство включает в себя двухстадийный процесс: сначала ткань покрывают композицией силиконового эластомера с отверждением при реакции присоединения, в которой используется катализатор на основе платиновой системы, или композицией силиконового эластомера с отверждением органического пероксида, затем на втором этапе покрывают композицией силиконовой смолы. После нанесения покрытия слои подвергают термическому отверждению.
Образуемая плоская силиконовая поверхность не обеспечивает достаточной барьерной защиты основного материала от термических и механических повреждений. Этот процесс нанесения покрытия и последующего отверждения в условиях высоких температур требует больших затрат энергии и труда для получения получающейся в результате ткани.
Задачей настоящего изобретения является повышение устойчивости основных материалов, применяемых в одежде специального назначения, к воздействиям экстремальных температур и механического воздействия.
Барьерная защита предусматривает снижение вероятности и площади контакта с опасными по температуре объектами и, как следствие, уменьшение рисков прожига одежды.
За основу формируемой поверхностной структуры силиконового покрытия была взята особенная форма плакоидной чешуи акул, отличающаяся способностью снижать сопротивление окружающей среды, устойчивость к негативным воздействиям, а также предотвращать прилипание отходов рабочего процесса.
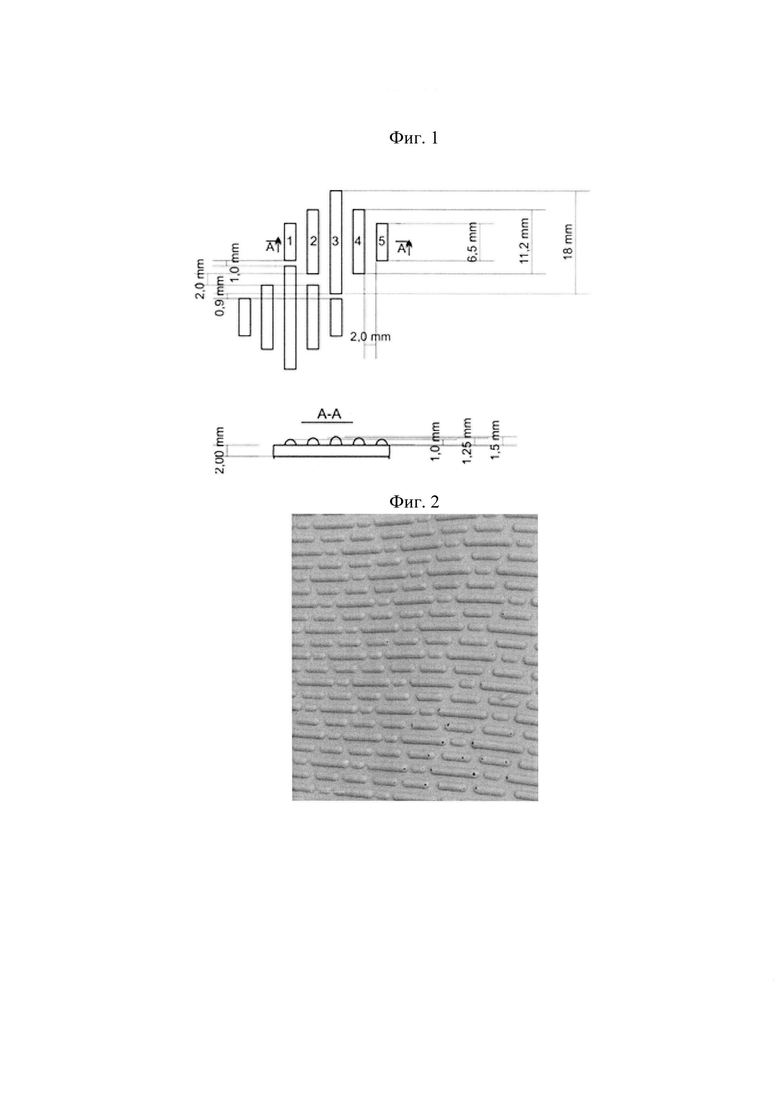
На основе анализа формы плакоидной чешуи (расположения выступов) были выявлены основные размерные характеристики ромбовидных элементов поверхностной структуры, имеющей непрерывный раппорт 5 мм за счет повторяющихся сопряженных участков ромбовидной формы с соответствующими длинами осей (продольная - 18 мм, поперечная 18 мм). Ромбовидные рельефные участки образованы мелкими продольными пятью выступами шириной 2,0 мм. Выступы имеют длину и высоту: первый и пятый - 6,5 мм и 1,0 мм, третий - 18,0 мм и 1,5 мм, второй и четвертый - 11,2 мм и 1,25 мм соответственно. Расстояние между выступами составляет 2,0 мм. Установленная модель рельефного рисунка покрытия позволяет формировать ориентированное скольжение и удаление с поверхности твердых и мягких горячих частиц, создавая дополнительную изоляцию от прямого прожига основной плоской поверхности материалов и изделий и его повреждения.
Формирование силиконового покрытия осуществлялось способом жидкого формования с использованием разработанной формы-заготовки.
В качестве формовочного материала применяется двухкомпонентный силикон на основе платины.
Перед формованием силиконового покрытия на поверхность формы распылением наносится наружный смоляной слой. На следующем этапе готовятся композиты для дальнейшего смешивания с использованием специальных стаканов с ориентировочной шкалой (пропорция композитов 100А:5В по весу). Затем тщательно смешиваются до однородного цвета заранее отмеренные количества базы и композитора. Композиция заливается равномерной струей в одну точку формы. Это предотвратит появление воздушных пузырей в материале. Для уплотнения материала и удаления пузырьков воздуха применяются щетки. Далее необходимо позволить материалу кристаллизоваться в течение 2-4 часов при температуре 25°С. После отверждения готовое изделие извлекается из формы. Завершающим этапом является кристаллизация формы на воздухе в течение 24 часов перед использованием.
Краткое описание чертежей.
Сущность изобретения поясняется на фиг. 1 и фиг. 2, которые показывают внешний вид силиконового покрытия и размерные характеристики ромбовидных элементов поверхностной структуры.
На фиг. 1 изображена заявляемое изобретение, 1, 2, 3, 4, 5 - выступы на поверхности силиконового покрытия.
Изобретение используется следующим образом. Поверхность на основе силикона должна иметь мелкие продольные 1-5 - выступы, образующие ромбовидную форму.
Основные технические характеристики изобретения: объемная плотность - 1080 кг/м3, твердость по Шору - 15 А°, время отверждения (25°С) - 4-6 час, относительное удлинение при разрыве - 350%, устойчивость к температуре - 250-300°С.
Совокупность признаков заявленного силиконового покрытия обеспечивает достижение технического результата повышение устойчивости основных материалов, применяемых в одежде специального назначения, к воздействиям экстремальных температур и механического воздействия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Защитный термостойкий гидрокостюм мокрого типа для подводной сварки | 2022 |
|
RU2796930C1 |
| РЕЛЬЕФНАЯ ТКАНЬ ПОД ЭЛАСТОМЕРНОЕ ПОКРЫТИЕ | 2017 |
|
RU2673765C1 |
| Термостойкий огнестойкий материал | 2017 |
|
RU2638335C1 |
| ХИРУРГИЧЕСКИЙ ИМПЛАНТАТ | 2014 |
|
RU2689763C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2222065C2 |
| УСОВЕРШЕНСТВОВАННЫЕ КОМПЕНСИРУЮЩИЕ ПРОКЛАДКИ ДЛЯ ПРЕССА | 2012 |
|
RU2593815C2 |
| ЗАПОЛНЯЕМЫЕ ПРОТЕЗЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2615372C2 |
| КОСТЮМ БОЕВОЙ ОДЕЖДЫ СПАСАТЕЛЯ | 2012 |
|
RU2526678C2 |
| ДАТЧИКИ | 2013 |
|
RU2649376C2 |
| КОМПОЗИЦИЯ, ПРИСПОСОБЛЕНИЕ, НАБОР И СПОСОБ И ИХ ИСПОЛЬЗОВАНИЕ | 2012 |
|
RU2609993C2 |
Изобретение относится к легкой промышленности, а именно к материалам и изделиям с термостойким покрытием, обеспечивающим защиту от механического и термического воздействия. Предложено термостойкое силиконовое покрытие толщиной 2,0 мм на поверхности материалов и деталей швейных изделий с эффектом барьерной защиты, которая формируется за счет свойств термостойкого силикона и рельефного рисунка на поверхности, имеющего непрерывный раппорт 5 мм за счет повторяющихся сопряженных участков ромбовидной формы с соответствующими длинами осей (продольная 18 мм, поперечная 18 мм). Ромбовидные рельефные участки образованы мелкими продольными пятью выступами шириной 2,0 мм. Выступы имеют длину и высоту: первый и пятый - 6,5 мм и 1,0 мм, третий - 18,0 мм и 1,5 мм, второй и четвертый - 11,2 мм и 1,25 мм соответственно. Расстояние между выступами составляет 2,0 мм. Технический результат - повышение устойчивости основных материалов и деталей одежды специального назначения к рискам температурного прожига и механическим воздействиям за счет того, что предложенная модель рельефного рисунка покрытия позволяет формировать ориентированное скольжение и удаление с поверхности твердых и мягких горячих частиц, создавая дополнительную изоляцию от прямого прожига основной плоской поверхности материалов и изделий и его повреждения. 2 ил.
Термостойкое силиконовое покрытие с поверхностной рельефной структурой для одежды специального назначения, изготавливающееся из двухкомпонентного силикона, отличающееся тем, что поверхность на основе термостойкого силикона толщиной 2,0 мм имеет непрерывный раппорт 5 мм за счет повторяющихся сопряженных участков ромбовидной формы с соответствующими длинами осей: продольная 18 мм, поперечная 18 мм; ромбовидные рельефные участки образованы мелкими продольными пятью выступами шириной 2,0 мм; при этом выступы имеют длину и высоту: первый и пятый - 6,5 мм и 1,0 мм, третий - 18,0 мм и 1,5 мм, второй и четвертый - 11,2 мм и 1,25 мм соответственно; расстояние между выступами составляет 2,0 мм.
| US 4478895 A1, 23.10.1984 | |||
| ТКАНИ С V-ОБРАЗНЫМИ НАПРАВЛЯЮЩИМИ | 2004 |
|
RU2360056C2 |
| US 4666765 A1, 19.05.1987 | |||
| ШОВНАЯ СОЕДИНИТЕЛЬНАЯ СТРУКТУРА, ПРЕДМЕТ ОДЕЖДЫ С ШОВНОЙ СОЕДИНИТЕЛЬНОЙ СТРУКТУРОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ШОВНОЙ СОЕДИНИТЕЛЬНОЙ СТРУКТУРЫ | 2008 |
|
RU2437601C1 |

