ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
Микрохирургические процедуры часто требуют точного разрезания и/или удаления различных тканей организма. Например, определенные офтальмологические хирургические процедуры могут требовать разрезания и удаления частей жидкой части стекловидного тела, прозрачного желеобразного материала, заполняющего задний сегмент глаза. Жидкая часть стекловидного тела или стекловидное тело состоит из множества микроскопических фибрилл, которые часто прикреплены к сетчатке. Таким образом, может потребоваться выполнение разрезания и удаления стекловидного тела с большой осторожностью для исключения натяжения на сетчатке, отделения сетчатки от сосудистой оболочки глаза, разрыва сетчатки, или, в наихудшем случае, разрезания и удаления самой сетчатки. В частности, точные операции, такие как работа с подвижной тканью (например, разрезание и удаление стекловидного тела вблизи отслоенной части сетчатки или разрыва сетчатки), рассечение основания стекловидного тела и разрезание и удаление мембран, могут быть особенно трудными.
Микрохирургические режущие зонды, используемые в офтальмологических хирургических операциях заднего сегмента, могут содержать полый внешний режущий элемент, полый внутренний режущий элемент, расположенный с возможностью перемещения внутри полого внешнего режущего элемента и соосно с ним, порт, проходящий в радиальном направлении через внешний режущий элемент вблизи дистального конца внешнего режущего элемента, и порт, проходящий в радиальном направлении через внутренний режущий элемент вблизи дистального конца внутреннего режущего элемента. Жидкая часть стекловидного тела и/или мембраны могут быть аспирированы в открытый порт внешнего режущего элемента, и внутренний элемент может приводиться в действие для удлинения внутреннего режущего элемента в дистальном направлении. По мере прохождения внутреннего режущего элемента в дистальном направлении, режущие поверхности как на внутреннем, так и на внешнем режущих элементах могут взаимодействовать для разрезания стекловидного тела и/или мембран, и затем разрезанная ткань может быть аспирирована через внутренний режущий элемент. Стекловидное тело и/или мембраны могут быть затем аспирированы в открытые порты как внешнего, так и внутреннего режущих элементов, и внутренний элемент может приводиться в действие для отведения внутреннего режущего элемента в проксимальном направлении. Внутренний и внешний режущие элементы могут взаимодействовать, чтобы снова разрезать стекловидное тело и/или мембраны и аспирировать разрезанную ткань.
Расстояние от дистального конца внешнего режущего элемента до ближайшей режущей кромки внешнего порта называется расстоянием от порта до наконечника (PTTD). PTTD может зависеть от перебега внутреннего режущего элемента, толщины кончика внешнего режущего элемента (на дистальном конце внешнего режущего элемента) и необходимого зазора между внутренним режущим элементом и кончиком. Типичные режущие элементы для витрэктомии имеют PTTD в диапазоне от 0,009 до 0,025 дюйма для зондов для витрэктомии с плоскими концами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В различных вариантах осуществления зонд для витрэктомии может содержать внешнюю режущую трубку с боковым отверстием внешнего порта и внутреннюю режущую трубку, расположенную внутри внешней режущей трубки. Внутренняя режущая трубка может иметь открытый дистальный конец с режущей кромкой. Зонд для витрэктомии может дополнительно содержать диафрагму (расположенную внутри камеры привода), соединенную с внутренней режущей трубкой. Диафрагма может перемещаться назад и вперед внутри камеры привода при попеременной подаче и выпуске воздуха (посредством пневматической линии привода) с любой стороны диафрагмы. Таким образом, перемещение диафрагмы может вызывать колебания внутренней режущей трубки внутри внешней режущей трубки так, что открытый дистальный конец внутренней режущей трубки перемещается назад и вперед через боковое отверстие внешнего порта, чтобы разрезать ткань, входящую в боковое отверстие внешнего порта. Внутренняя режущая трубка также может иметь плоскую верхнюю кромку, перпендикулярную (или, например, находящуюся приблизительно в диапазоне 70–110 градусов) продольной оси внутренней трубки, на части внутренней режущей трубки, которая прорезает через боковое отверстие внешнего порта. Диафрагма может иметь сторону открытого хода с первой контактной поверхностью, которая контактирует с внутренней стенкой камеры привода, когда внутренняя режущая трубка находится в отведенном положении, и сторону закрытого хода со второй контактной поверхностью, которая контактирует с противоположной внутренней стенкой камеры привода, когда внутренняя режущая трубка находится в выдвинутом положении. Первая контактная поверхность может иметь материал (например, силикон или подобный материал) с меньшей твердостью, чем у второй контактной поверхности (которая может содержать, например, поликарбонат, полисульфон или подобный материал).
В некоторых вариантах осуществления пневматическая линия привода может соединять зонд для витрэктомии с хирургической консолью для доставки воздуха в камеру привода зонда от хирургической консоли. В некоторых вариантах осуществления пневматическая линия привода может содержать внутренний канал с неравномерным поперечным сечением вдоль длины пневматической линии привода. Пневматическая линия привода может иметь первый сегмент и второй сегмент (первый сегмент, определяющий первый проход, имеющий первый диаметр, и второй сегмент, определяющий второй проход, имеющий второй диаметр). Первый диаметр может отличаться от второго диаметра.
В некоторых вариантах осуществления внутренняя режущая трубка может иметь дистальный боковой порт с режущей кромкой дистального бокового порта. При отведении внутренней режущей трубки внутрь внешней режущей трубки ткань, входящая в боковое отверстие внешнего порта, может также входить в дистальный боковой порт внутренней режущей трубки, чтобы быть разрезанной режущей кромкой дистального бокового порта, когда внутренняя режущая трубка отведена во внешней режущей трубке.
В некоторых вариантах осуществления аспирационный трубопровод может быть соединен с внутренней режущей трубкой для создания вакуума во внутренней режущей трубке. Аспирационный трубопровод может содержать первый аспирационный трубопровод и второй аспирационный трубопровод, соединенный с первым аспирационным трубопроводом. Второй аспирационный трубопровод может быть соединен с зондом для витрэктомии на дистальном конце и соединен с первым аспирационным трубопроводом на проксимальном конце. В некоторых вариантах осуществления второй аспирационный трубопровод может иметь меньшую твердость, чем первый аспирационный трубопровод, и может быть короче, чем первый аспирационный трубопровод.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Сопроводительные графические материалы иллюстрируют варианты осуществления устройств и способов, описанные в настоящем раскрытии, и вместе с описанием служат для объяснения принципов настоящего изобретения.
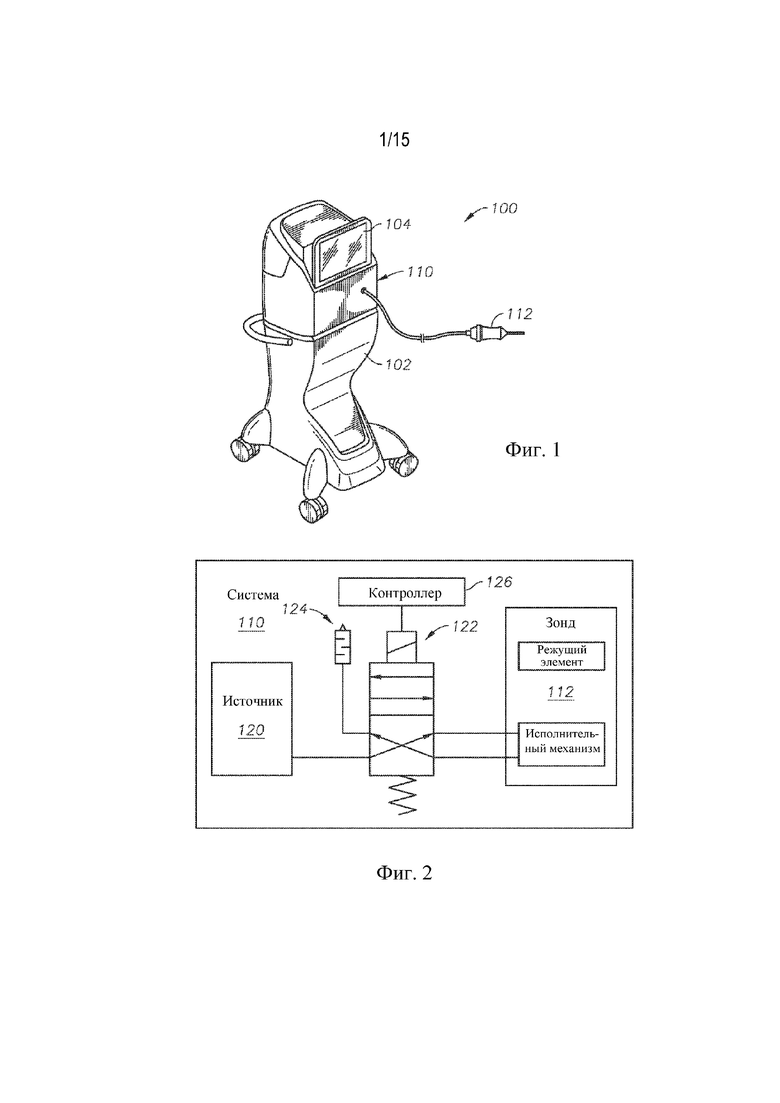
На фиг. 1 представлена иллюстрация примерной хирургической системы согласно одному аспекту настоящего изобретения, соответствующему принципам и идеям, описанным в данном документе.
На фиг. 2 представлена блок–схема аспектов примерной хирургической системы по фиг. 1 согласно варианту осуществления.
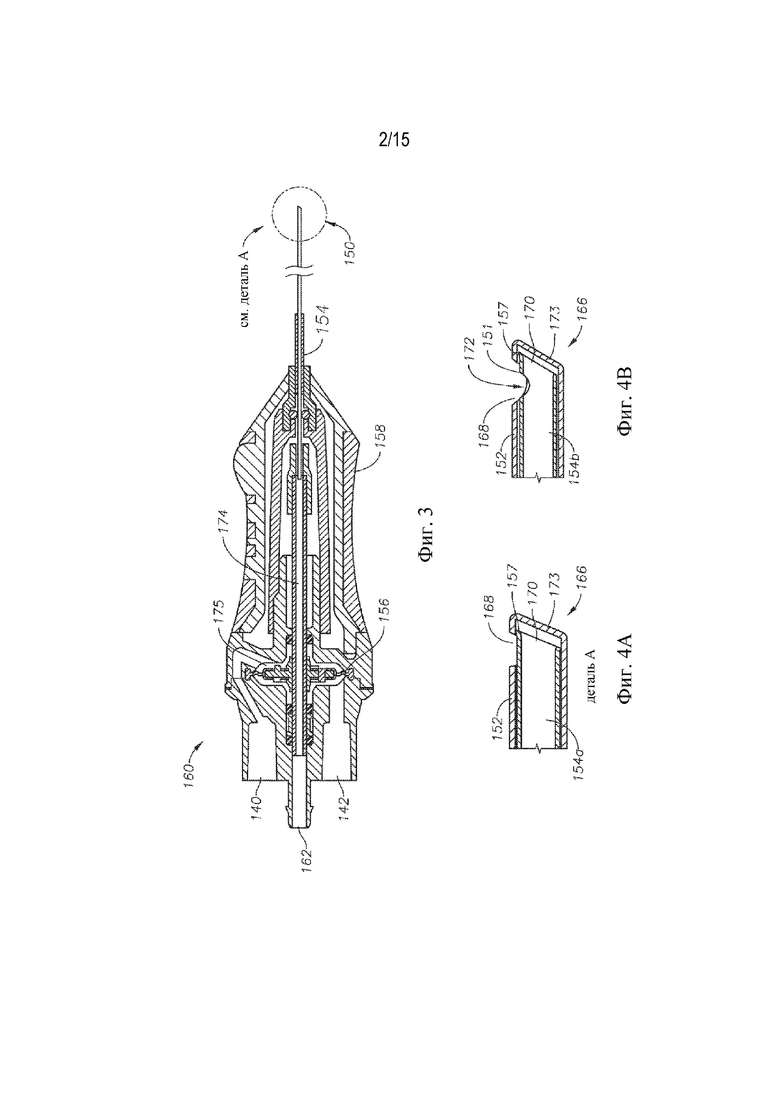
На фиг. 3 представлена иллюстрация примерного зонда для витрэктомии в поперечном сечении, работающего в соответствии с принципами и идеями, описанными в данном документе.
На фиг. 4a–b изображены различные конфигурации дистального конца зонда для витрэктомии согласно различным вариантам осуществления.
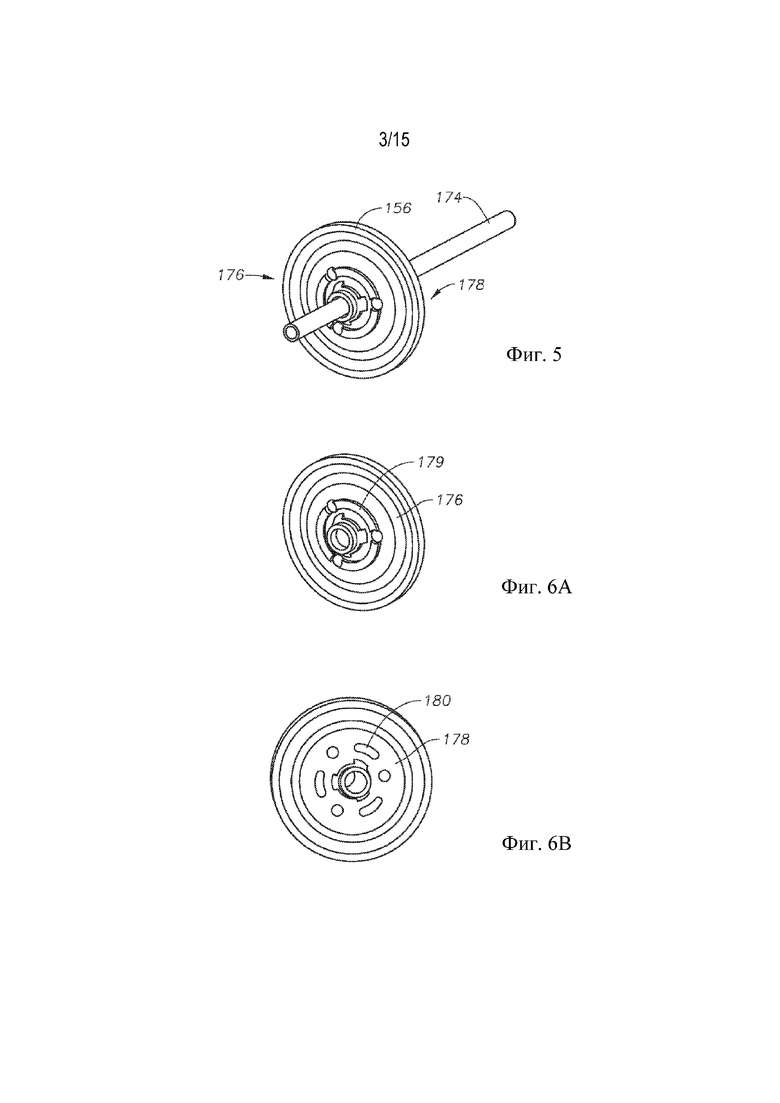
На фиг. 5 изображены диафрагма и приводной вал согласно варианту осуществления.
На фиг. 6a–b изображены противоположные стороны диафрагмы согласно варианту осуществления.
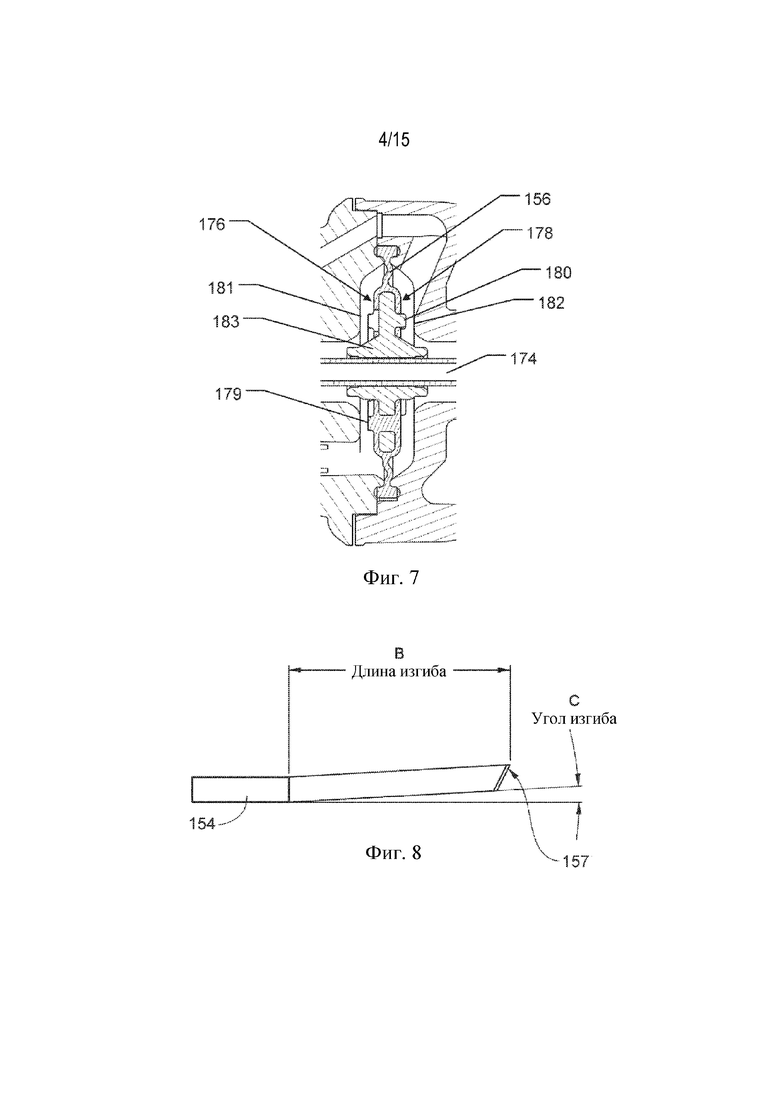
На фиг. 7 изображено поперечное сечение камеры диафрагмы в зонде для витрэктомии согласно варианту осуществления.
На фиг. 8 изображен изгиб внутренней режущей трубки согласно варианту осуществления.
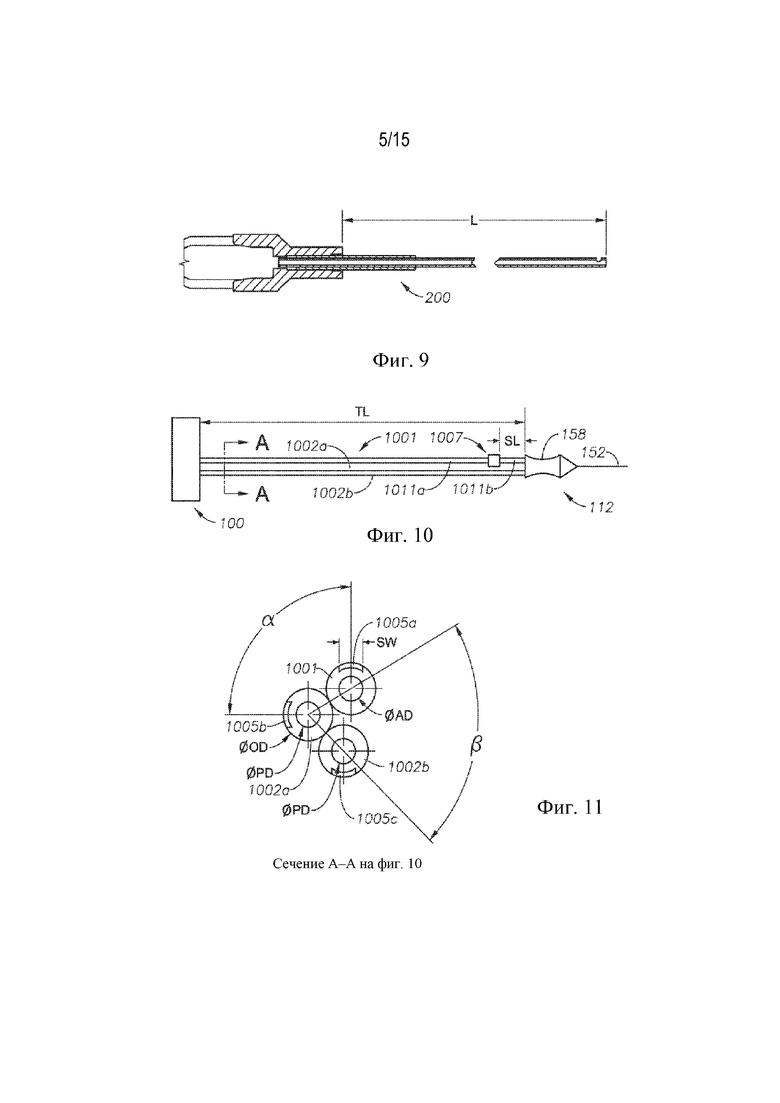
На фиг. 9 изображен элемент жесткости на внешней режущей трубке согласно варианту осуществления.
На фиг. 10 изображены сегменты трубопровода, соединяющие зонд с хирургической консолью согласно варианту осуществления.
На фиг. 11 изображено поперечное сечение сегментов пневматического и аспирационного трубопроводов согласно варианту осуществления.
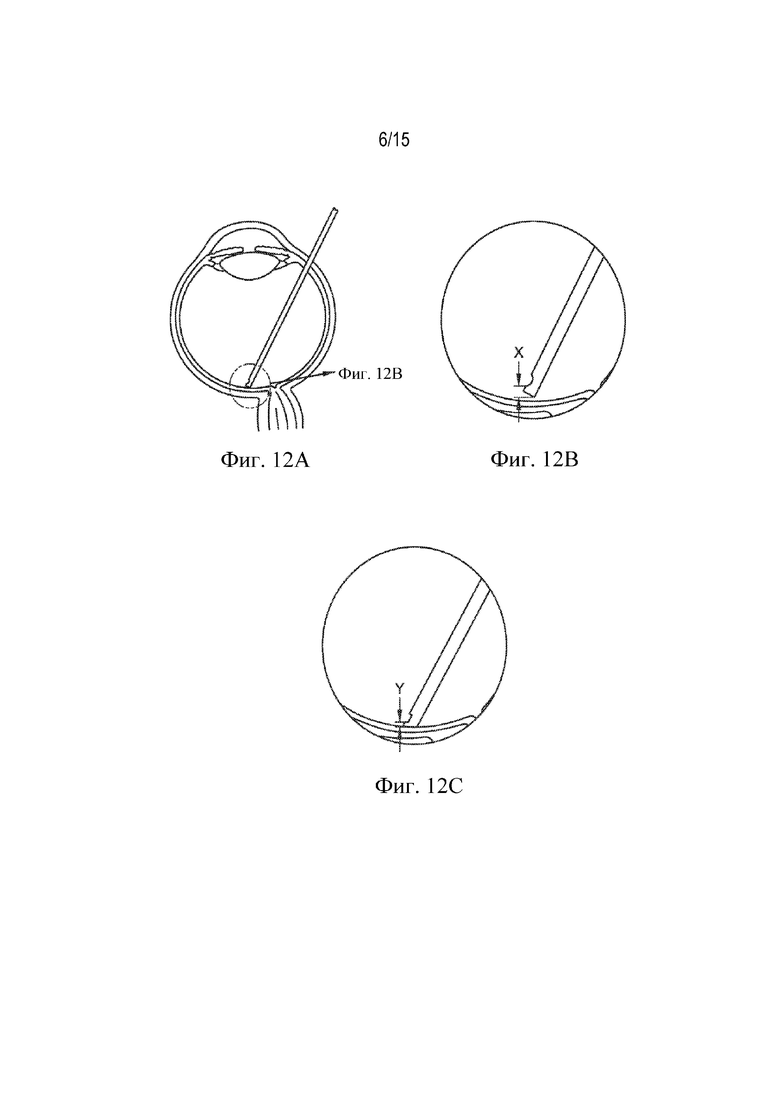
На фиг. 12a–c изображены дистальные концы зонда для витрэктомии согласно различным вариантам осуществления.
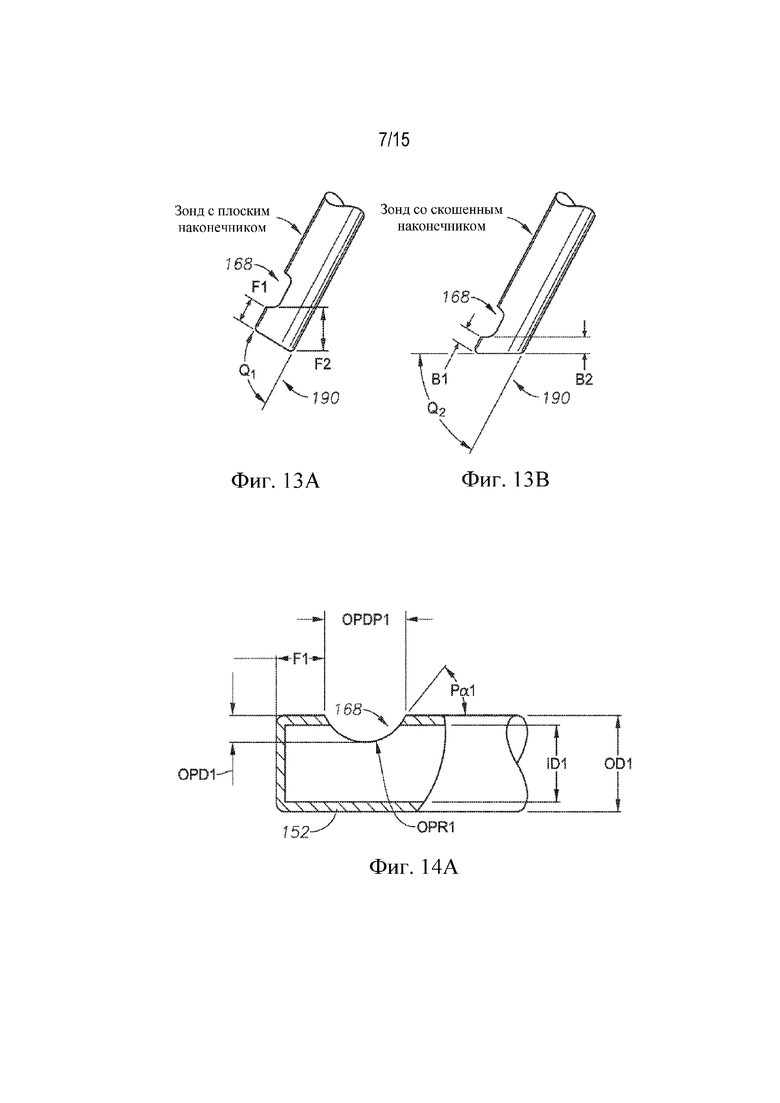
На фиг. 13a–b изображены измерения для внешней режущей трубки зонда для витрэктомии согласно различным вариантам осуществления.
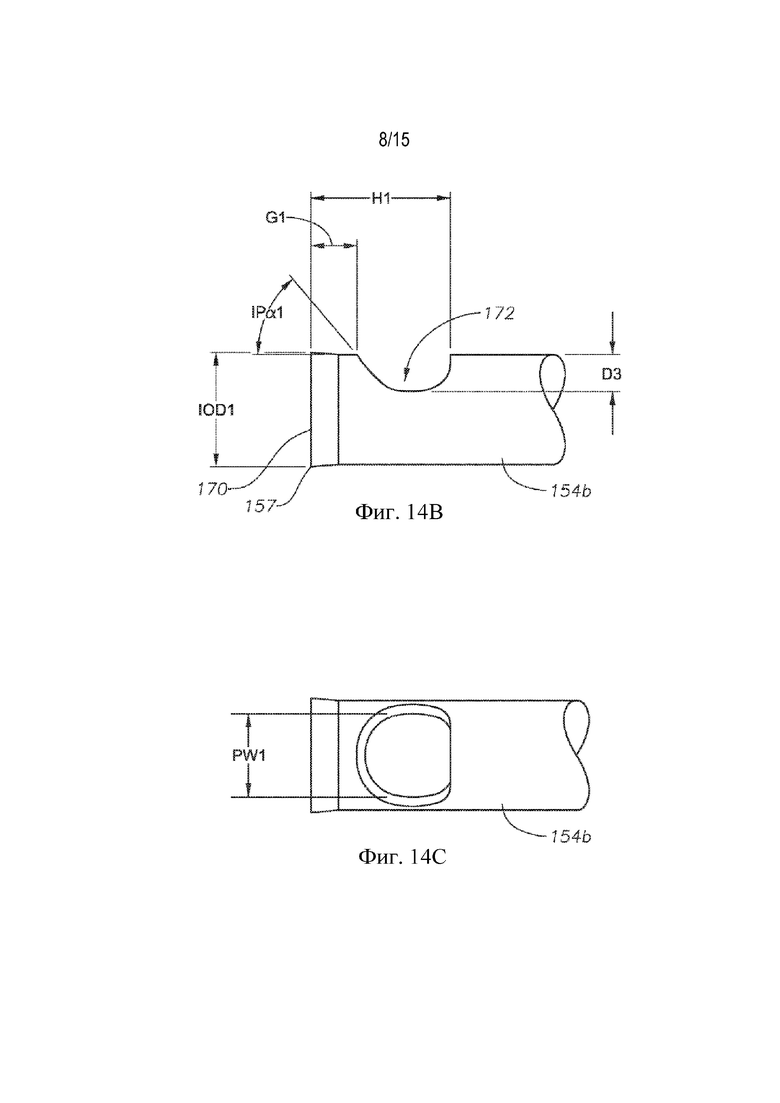
На фиг. 14a–c изображены измерения для внешней режущей трубки и внутренней режущей трубки зонда для витрэктомии согласно варианту осуществления.
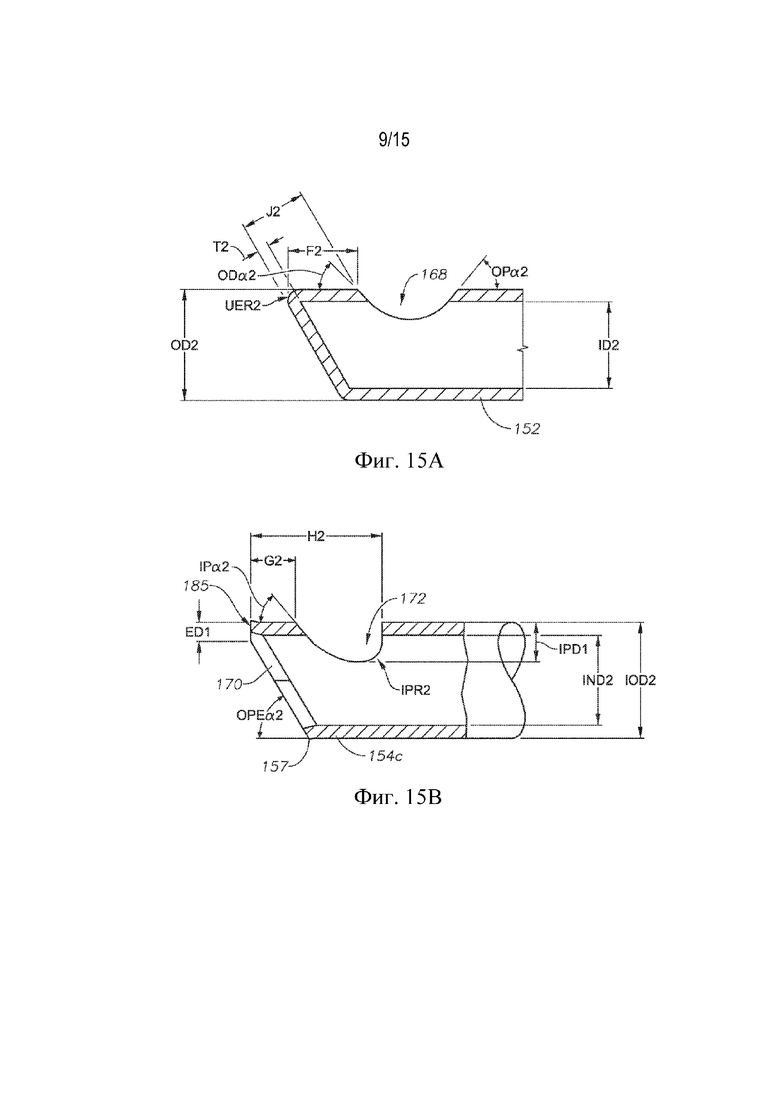
На фиг. 15a–d изображены измерения для внешней режущей трубки и внутренней режущей трубки зонда для витрэктомии согласно варианту осуществления внутренней трубки, имеющей уплощенную кромку.
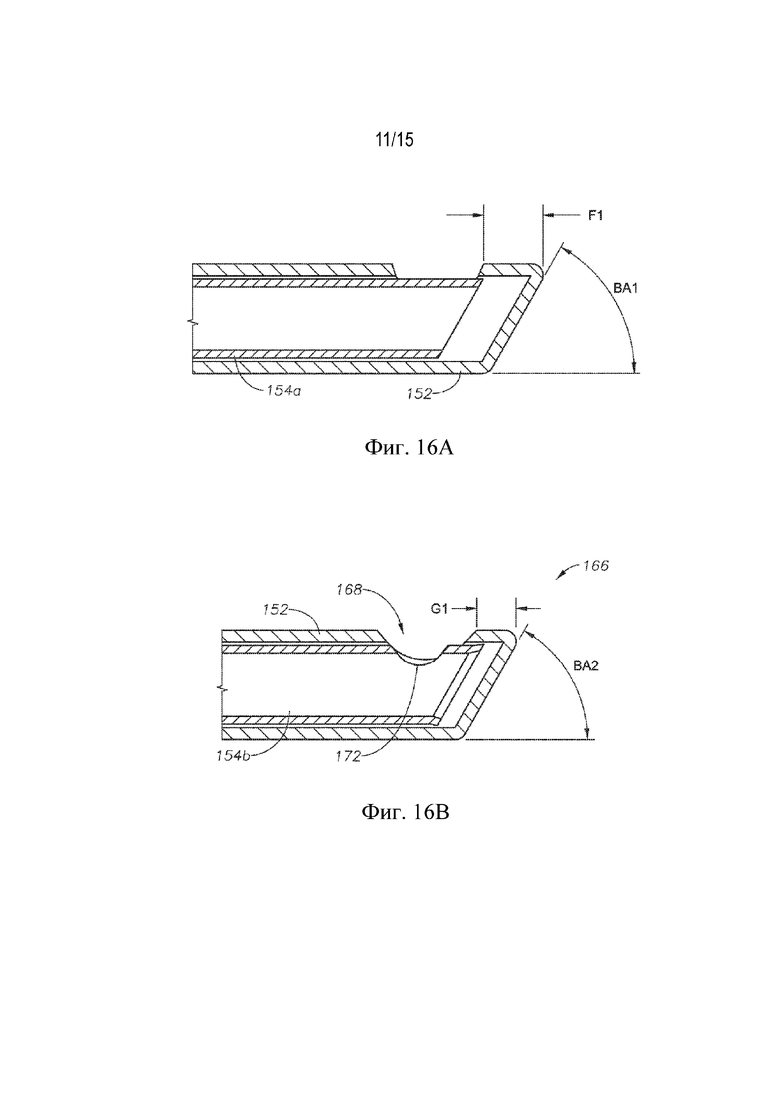
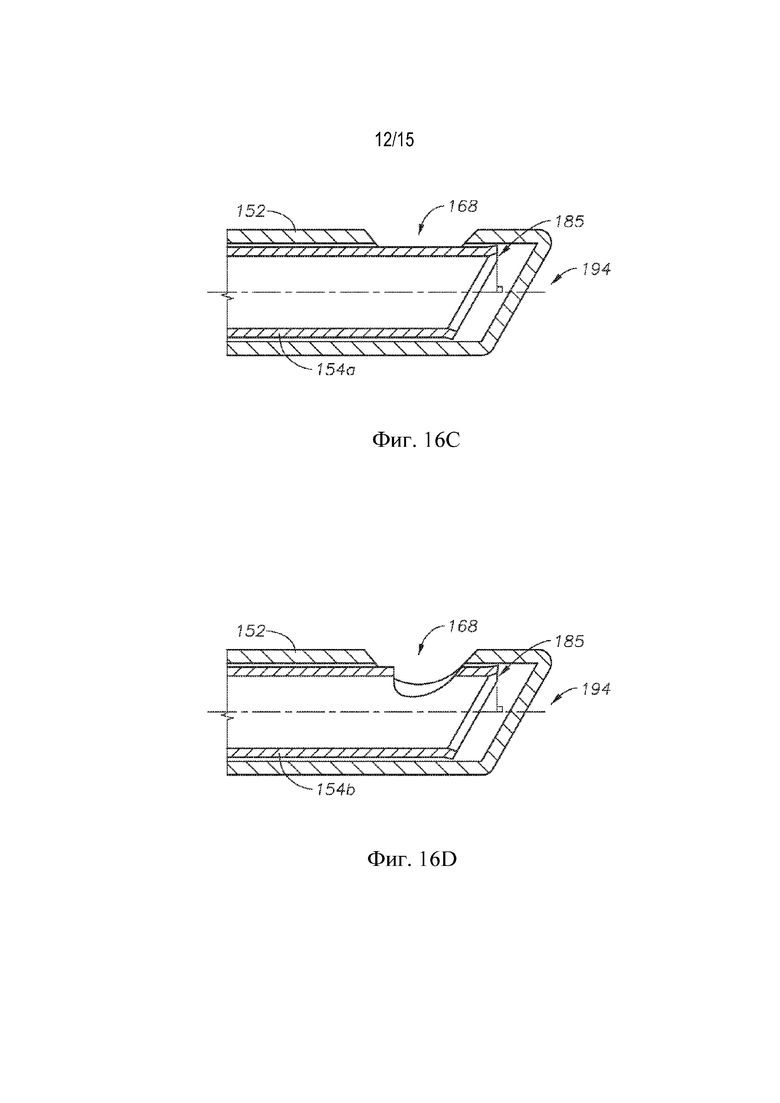
На фиг. 16a–d изображены конфигурации внешней режущей трубки и внутренней режущей трубки зонда для витрэктомии согласно различным вариантам осуществления.
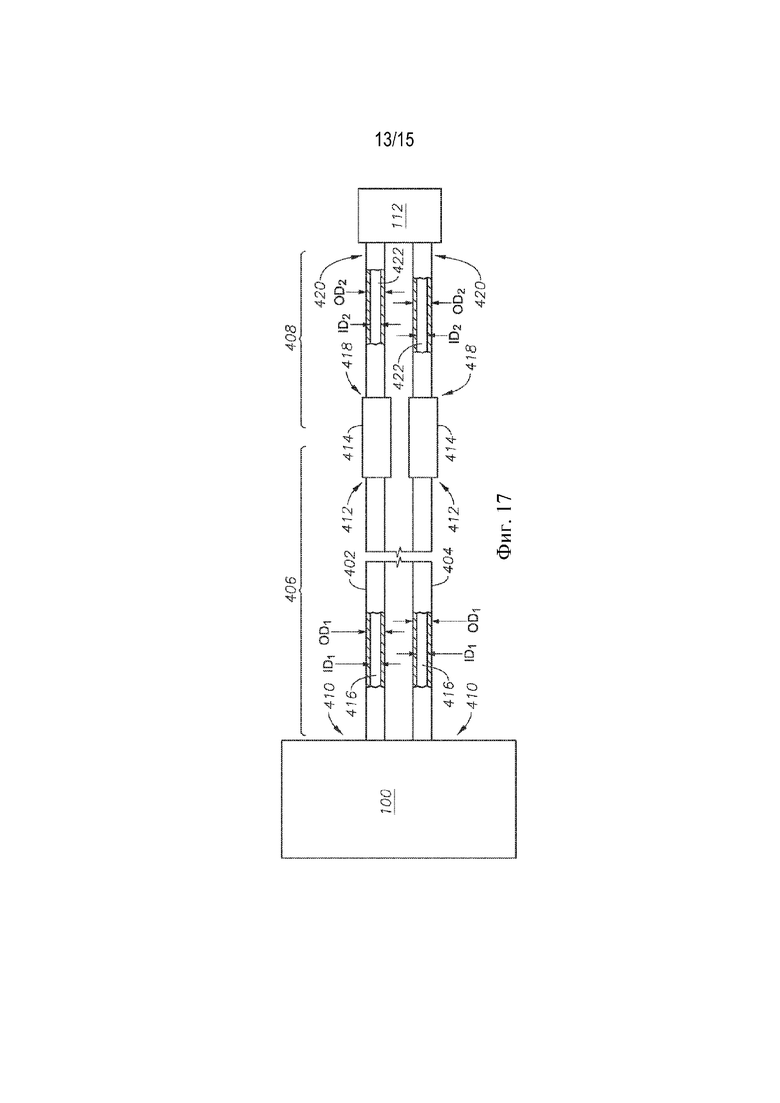
На фиг. 17 представлено изображение вида в частичном поперечном сечении ступенчатых пневматических линий привода, используемых с хирургической системой, показанной на фиг. 2, согласно варианту осуществления.
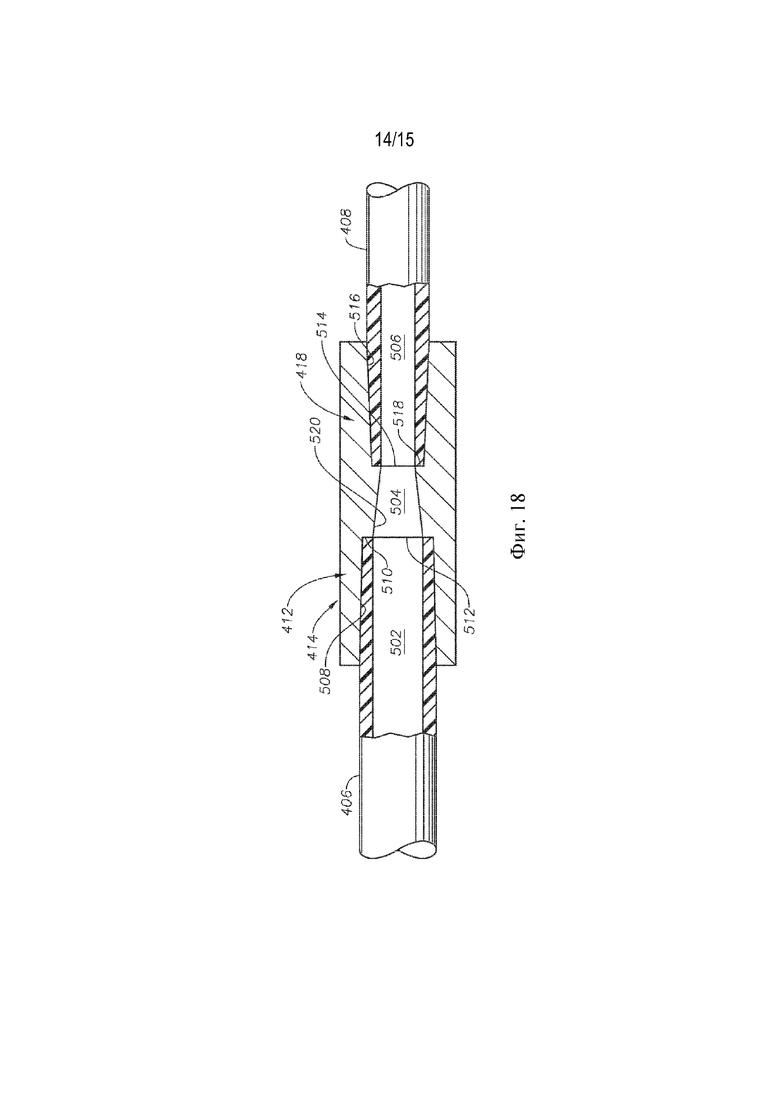
На фиг. 18 представлено изображение вида в частичном поперечном сечении соединительной муфты ступенчатой пневматической линии привода, показанной на фиг. 17, согласно варианту осуществления.
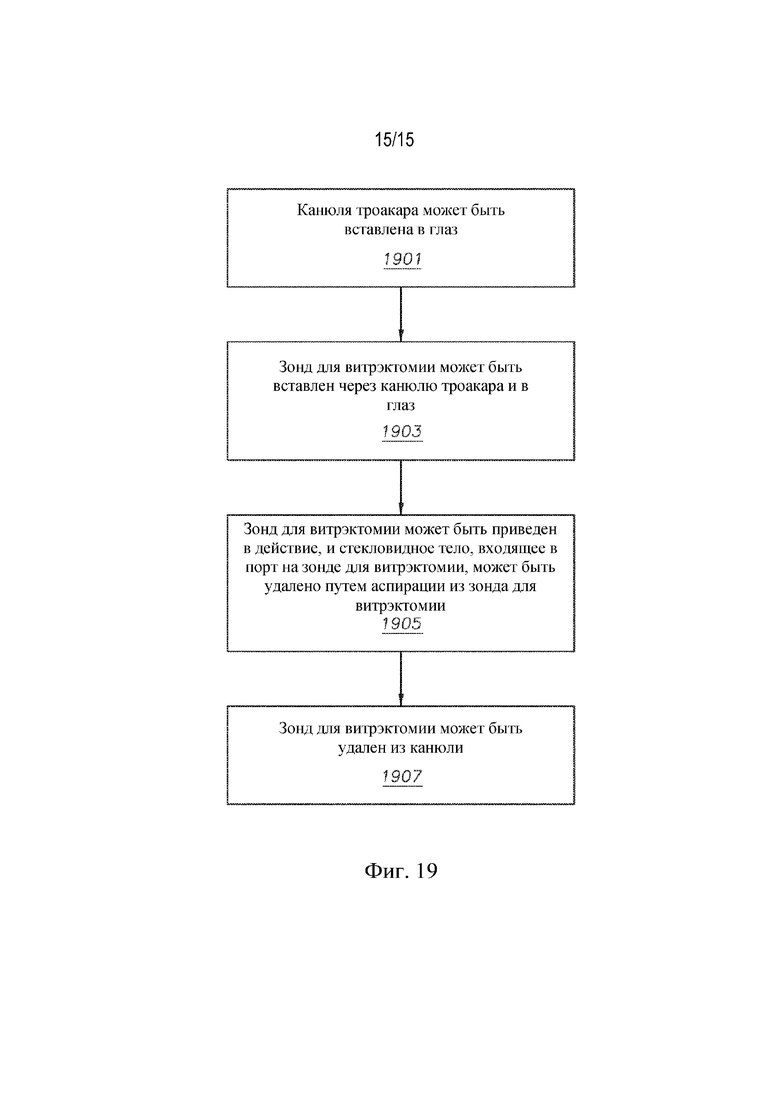
На фиг. 19 изображена блок–схема способа работы зонда для витрэктомии согласно варианту осуществления.
Следует понимать, что как предыдущее общее описание, так и следующее подробное описание приведены лишь в целях иллюстрации и пояснения и предназначены для подробного объяснения принципов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг. 1 изображена консоль хирургической системы для витрэктомии, как правило, обозначенная 100, согласно примерному варианту осуществления. Хирургическая консоль 100 может содержать основной корпус 102 и связанный экран 104 дисплея, на котором отображаются данные о работе и производительности системы во время хирургической процедуры витрэктомии. В варианте осуществления основной корпус 102 может быть мобильным, например содержащим колеса для облегчения перемещения по мере необходимости. В альтернативном варианте осуществления основной корпус 102 может не содержать колеса. Хирургическая консоль 100 может содержать систему 110 зонда для витрэктомии, которая содержит зонд 112 для витрэктомии, как будет более подробно рассмотрено ниже со ссылкой на последующие фигуры.
На фиг. 2 представлена схема примерных компонентов системы 110 зонда для витрэктомии согласно варианту осуществления. Система 110 зонда может содержать зонд 112 для витрэктомии, источник 120 пневматического давления, приводное устройство зонда, показанное как регулируемое направляемое двухпозиционное пневматическое приводное устройство 122, глушитель 124 и контроллер 126. В варианте осуществления контроллер 126 может представлять собой процессор, который содержит одно или несколько процессорных ядер, способных выполнять параллельные или последовательные операции. Альтернативно контроллер 126 может быть выделенным компонентом аппаратного обеспечения, таким как интегральная схема специального назначения (ASIC), в качестве нескольких примеров. Источник 120, приводное устройство 122, глушитель 124 и зонд 112 могут находиться в сообщении по текучей среде друг с другом вдоль линий, представляющих пути потока или линии потока. Контроллер 126 может находиться в электрической связи с приводным устройством 122. В варианте осуществления контроллер 126 может управлять работой как приводного устройства 122, так и различных аспектов зонда 112, включая частоту колебаний, посредством исполнительного механизма, а также скорость потока текучей среды в/из участка хирургического вмешательства.
На фиг. 3 показано изображение частичного поперечного сечения примерного зонда для витрэктомии, например зонда 112 для витрэктомии, представленного на фиг. 1 и 2. В этом примере зонд 112 для витрэктомии может представлять собой зонд с пневматическим приводом, который работает посредством приема пневматического давления, периодически изменяющегося в первом и втором портах 140 и 142. Зонд 112 может содержать в качестве своих основных компонентов режущий элемент 150, имеет внешнюю режущую трубку 152 (также известную как игла), внутреннюю режущую трубку 154, показанную на виде сбоку не в разрезе, и исполнительный механизм или двигатель зонда, показанный здесь в виде перемещаемой в возвратно–поступательном движении диафрагмы 156, приводимой в действие воздухом, причем все компоненты по меньшей мере частично заключены в корпус 158 в закрытой камере 175 привода. Корпус 158 может содержать концевую деталь 160 на проксимальном конце зонда с первым и вторым портами 140, 142 для подачи воздуха и одним всасывающим портом 162 для обеспечения аспирации материалов из режущего элемента 150.
В варианте осуществления приводное устройство 122 системы зонда для витрэктомии (фиг. 2) может представлять собой стандартный четырехходовой двухпозиционный клапан. Пневматическое приводное устройство 122 может иметь соленоид, который работает с целью перемещения приводного устройства в один из двух двухпозиционных режимов, показанных в примере на фиг. 2. Здесь пневматическое приводное устройство 122 может находиться в положении для подачи пневматического давления в первый порт 140 (фиг. 3) и для выпуска пневматического давления из второго порта 142 (FIG. 3). В этом положении пневматическое давление может проходить от источника 120 давления через двухпозиционное пневматическое приводное устройство 122 и к первому порту 140, где пневматическое давление обеспечивает пневматическую энергию для зонда 112 для витрэктомии. В то же время пневматическое давление во втором порте 142 может проходить через двухпозиционное пневматическое приводное устройство 122 в глушитель 124, где оно выпускается, например, в атмосферу. В другом положении двухпозиционное пневматическое приводное устройство 122 может обеспечить возможность прохождения пневматического давления от источника 120 давления ко второму порту 142, где пневматическое давление обеспечивает пневматическую энергию для зонда 112 для витрэктомии. В то же время пневматическое давление в первом порте 140 может выходить через двухпозиционное пневматическое приводное устройство 122 в глушитель 124, где оно выпускается в атмосферу. Двухпозиционное пневматическое приводное устройство может быть выполнено с возможностью приема рабочих сигналов от контроллера 126.
При работе пневматическое давление может быть попеременно направлено от источника 120 к первому и второму портам 140, 142 для управления зондом 112 для витрэктомии. Двухпозиционное пневматическое приводное устройство 122 может очень быстро чередовать свои две позиции, чтобы попеременно подавать пневматическое давление в первый и второй порты 140, 142. Хотя показан вариант с одним пневматическим приводным устройством 122, в других вариантах осуществления предусмотрено два пневматических приводных устройства, одно из которых связано с каждым из двух портов 140, 142. Эти варианты осуществления могут работать аналогично тому, как описано, при этом приводные устройства выполнены с возможностью независимого приема рабочих сигналов от контроллера 126 (фиг. 2). Предусматриваются и другие компоновки.
Возвращаясь к фиг. 3, режущий элемент 150 может проходить от корпуса 158 и может содержать дистальный конец 166, показанный на фиг. 4a более подробно ниже. Как внешняя режущая трубка 152, так и внутренняя режущая трубка 154 могут представлять собой цилиндрические трубки с полым каналом. Как видно на фиг. 4a–b, дистальные концы (кончики 173 иглы) внешней режущей трубки 152 могут включать скошенные (т. е. наклонные) концы. В некоторых вариантах осуществления дистальные концы (кончики 173 иглы) внешних режущих трубок могут быть плоскими. Дистальные концы внешней режущей трубки 152 могут быть закрыты посредством использования, например, механической обработки методом центрифугирования, клеящего вещества, сварки (например, лазерной сварки) и т. д. Например, скошенный конец может быть закрыт посредством лазерной сварки, примененной к наклонному концу. В некоторых вариантах осуществления внутренняя режущая трубка 154 может дополнительно иметь открытый конец, такой как изображенный на фиг. 4a–b, в качестве дистального порта 170.
Как правило, внутренняя режущая трубка 154 может колебаться внутри внешней режущей трубки 152 в ответ на исполнительный механизм зонда. В варианте осуществления внутренняя режущая трубка 154 может приводиться в действие давлением воздуха, направленным на противоположные стороны диафрагмы 156. В одном примере работы, если давление воздуха увеличивается в первом порте 140, диафрагма 156 может перемещаться в дистальном направлении, смещая внутреннюю режущую трубку 154 относительно внешней режущей трубки 152, тем самым перемещая первую режущую кромку 157 на дистальном конце внутренней режущей трубки 154 в дистальном направлении и разрезая ткань. Так можно разрезать любой материал стекловидного тела, который мог быть аспирирован во внешний порт 168 приема ткани внешней режущей трубки 152. В некоторых вариантах осуществления первая режущая кромка 157 может быть образована на выступающем дистальном конце внутренней режущей трубки 154 (как изображено на фиг. 4a–b). В некоторых вариантах осуществления дистальный конец внутренней режущей трубки 154 может не быть выступающим. Стекловидное тело может быть аспирировано через дистальное отверстие 170 внутренней режущей трубки 154. В некоторых вариантах осуществления стекловидное тело также может быть аспирировано через дистальный порт 172 на стороне внутренней режущей трубки 154b. Обозначение «154a», используемое на фигурах для отображения внутренней режущей трубки без бокового дистального порта 172, и «154b», используемое в фигурах для отображения внутренней режущей трубки с боковым дистальным портом 172 («154a» и «154b», как правило, обозначаются как «154» на графических материалах и в описании, когда представленная деталь может относиться как к «154a», так и к «154b»). Сброс давления в первом порте 140 и повышение давления во втором порте 142 может перемещать диафрагму 156 в проксимальном направлении, перемещая вторую режущую кромку 151, обращенную в проксимальном направлении вблизи дистального конца внутренней режущей трубки 154b, в проксимальном направлении, разрезая любой материал стекловидного тела, который мог проникнуть во внешний порт 168 внешней режущей трубки 152 и боковой дистальный порт 172 внутренней режущей трубки 154b, когда они по меньшей мере частично выровнены.
На фиг. 5 изображены диафрагма 156 и приводной вал 174 согласно одному варианту осуществления. Диафрагма 156 может содержать сторону 176 открытого хода (т. е. сторону диафрагмы 156, контактирующую с проксимальной закрытой стенкой 181 камеры привода (см. фиг. 7), когда внутренняя режущая трубка 154 находится в отведенном (наиболее проксимальном) положении относительно внешней режущей трубки 152). Диафрагма 156 также может содержать сторону 178 закрытого хода (т. е. сторону диафрагмы 156, контактирующую с дистальной закрытой стенкой 182 камеры привода, когда внутренняя режущая трубка 154 находится в выдвинутом (наиболее дистальном) положении относительно внешней режущей трубки 152).
Как видно на фиг. 6a–b, в некоторых вариантах осуществления диафрагма 156 может содержать первую контактную поверхность (например, проксимальные упоры 179) и вторую контактную поверхность (например, дистальные упоры 180) на противоположных сторонах диафрагмы 156. В некоторых вариантах осуществления проксимальные/дистальные упоры 179/180 могут входить в контакт с соответствующими им стенками 181/182 камеры привода. Например, проксимальные упоры 179 могут вступать в контакт с проксимальной закрытой стенкой 181 камеры привода, когда внутренняя режущая трубка 154 находится в отведенном/наиболее проксимальном положении. Дистальные упоры 180 могут вступать в контакт с дистальной закрытой стенкой 182 камеры привода, когда внутренняя режущая трубка 154 находится в выдвинутом/наиболее дистальном положении. Упоры 179/180 могут быть изготовлены из жесткого материала (например, поликарбоната, полисульфона или аналогичного материала) или относительно мягкого материала (например, силикона или аналогичного материала). В некоторых вариантах осуществления упоры 179/180 могут быть изготовлены из одного и того же материала. В некоторых вариантах осуществления упоры могут быть изготовлены из различных материалов. Например, проксимальные упоры 179 могут быть изготовлены из мягкого материала (например, силикона или аналогичного материала), а дистальные упоры 180 могут быть выполнены из жесткого материала (например, поликарбоната, полисульфона или аналогичного материала). В другом варианте осуществления проксимальные упоры 179 могут быть изготовлены из жесткого материала (например, поликарбоната, полисульфона или аналогичного материала), а дистальные упоры 180 могут быть изготовлены из мягкого материала (например, силикона или аналогичного материала). В некоторых вариантах осуществления более мягкий материал может снизить шум от столкновения контактных поверхностей диафрагмы 156 и стенок 181/182 камеры. Жесткий материал может быть использован для обеспечения более плотного упора (например, дистальные упоры 180 могут быть выполнены из жесткого материала для гарантии того, что внутренняя режущая трубка 154 не дойдет до дистального конца внешней режущей трубки 152). Благодаря изготовлению проксимального упора из относительно мягкого материала и дистальных упоров из жесткого материала, зонд может работать тише и сохранять надежное расстояние остановки между внутренней и вешней режущими трубками.
Несмотря на то, что показаны три дистальных упора 180, может быть использовано другое количество упоров (например, 1 упор или более, например, 10 упоров, распределенных на контактной поверхности) (может быть использовано еще большее количество упоров). Несмотря на то, что дистальные упоры 180 показаны как эллиптические, также возможны другие формы упоров 180 (например, прямоугольные). Несмотря на то, что показаны три проксимальных упора 179, может быть использовано другое количество упоров (например, 1 упор или более, например, 10 упоров, распределенных на контактной поверхности) (может быть использовано еще большее количество упоров). Несмотря на то, что проксимальные упоры 179 показаны как три дугообразных сегмента кругового участка подъема на диафрагме 156, также возможны другие формы упоров 179 (например, прямоугольные). В некоторых вариантах осуществления диафрагма 156 может быть изготовлена из того же материала, что и один или несколько упоров 179/180. Например, дистальные упоры 180 могут представлять собой продолжения материала диафрагмы, в то время как проксимальные упоры 179 могут содержать материал, соединенный с диафрагмой (например, силикон, сформованный поверх, прикрепленный посредством клеящего вещества, защелкнутый и т. д. на диафрагме 156). Как видно на фиг. 7, в некоторых вариантах осуществления проксимальные упоры 179 могут представлять собой продолжения материала диафрагмы, в то время как дистальные упоры 180 могут содержать материал, соединенный с диафрагмой 156. Например, диафрагма 156 может быть изготовлена из силиконового материала, который имеет проксимальные упоры, образованные на нем, с жесткими дистальными стопорами, соединенными с диафрагмой 156 (например, сформованными поверх силикона (или силикон, сформованный поверх жестких дистальных упоров), прикрепленными посредством клеящего вещества, защелкнутыми на силиконе и т. д.). Как видно на фиг. 7, дистальные стопоры 180 и центральная приемная часть 183 (принимающая приводной вал 174) могут быть изготовлены из жесткого материала (такого как поликарбонат, полисульфон или аналогичный материал), а диафрагма 156 (например, изготовленная из силикона или аналогичного материала) может содержать силиконовые части для проксимальных упоров 179, которые сформованы поверх жесткого материала для образования интегрированной детали. Круглые углубления, показанные возле проксимальных упоров 179, могут быть использованы как часть процесса формования. В некоторых вариантах осуществления проксимальные упоры 179 могут представлять собой непрерывный круговой участок подъема диафрагмы 156.
На фиг. 8 изображен изгиб внутренней режущей трубки 154 согласно варианту осуществления. В некоторых вариантах осуществления внутренняя режущая трубка 154 может иметь небольшой изгиб, чтобы смещать первую режущую кромку 157 к внутренней стенке внешней режущей трубки 152 для того, чтобы обеспечить режущее действие в отношении стекловидного тела, входящего в порт 168. В некоторых вариантах осуществления угол может изменяться в соответствии с размером внешней режущей трубки 152. Например, для внешних режущих трубок 152 23 калибра угол (C) изгиба может составлять приблизительно 3,5 градуса при длине (B) изгиба (т. е. расстоянии от дистального конца внутренней режущей трубки 154 до изгиба), равной приблизительно 0,110 дюйма. Также предусматриваются другие показатели угла (C) изгиба и длины (B) изгиба для внешних режущих трубок 23 калибра (например, угол (C) изгиба, находящийся приблизительно в диапазоне от 2,0 до 5,0 градусов или приблизительно в диапазоне от 3,0 до 4,0 градусов, и длина (B) изгиба, находящаяся приблизительно в диапазоне от 0,065 до 0,15 дюйма или приблизительно в диапазоне от 0,1 до 0,13 дюйма). В качестве другого примера, для внешних режущих трубок 152 25 калибра угол (C) изгиба может составлять приблизительно 4,7 градуса при длине (B) изгиба, равной приблизительно 0,060 дюйма. Также предусматриваются другие показатели угла (C) изгиба и длины (B) изгиба для внешних режущих трубок 25 калибра (например, угол (C) изгиба, находящийся приблизительно в диапазоне от 2,8 до 6,5 градусов или приблизительно в диапазоне от 4,0 до 5,5 градусов, и длина (B) изгиба, находящаяся приблизительно в диапазоне от 0,035 до 0,15 дюйма или приблизительно в диапазоне от 0,05 до 0,07 дюйма). В качестве еще одного примера, для внешних режущих трубок 152 27 калибра угол (C) изгиба может составлять приблизительно 4,3 градуса при длине (B) изгиба, равной приблизительно 0,050 дюйма. Также предусматриваются другие показатели угла (C) изгиба и длины (B) изгиба для внешних режущих трубок 27 калибра (например, угол (C) изгиба, находящийся приблизительно в диапазоне от 2,6 до 6,0 градусов или приблизительно в диапазоне от 3,7 до 4,9 градусов, и длина (B) изгиба, находящаяся приблизительно в диапазоне от 0,03 до 0,07 дюйма или приблизительно в диапазоне от 0,04 до 0,06 дюйма). В качестве другого примера, для двухпортового зонда (например, см. фиг. 4b) угол (C) изгиба может составлять приблизительно 3,2 градуса, а длина (B) изгиба может составлять приблизительно 0,050 дюйма. Также предусматриваются другие показатели угла (C) изгиба и длины (B) изгиба для двухпортовых зондов (например, угол (C) изгиба, находящийся приблизительно в диапазоне от 1,9 до 4,5 градусов или приблизительно в диапазоне от 2,7 до 3,7 градусов, и длина (B) изгиба, находящаяся приблизительно в диапазоне от 0,03 до 0,07 дюйма или приблизительно в диапазоне от 0,04 до 0,06 дюйма).
Несмотря на то, что примерные размеры/измерения и диапазоны размеров/измерений представлены по всей заявке, эти размеры/измерения не следует рассматривать как ограничивающие, поскольку они представляют только возможный ряд размеров/измерений. Также предусматриваются другие размеры/измерения.
Как показано на фиг. 9, внешняя режущая трубка 152 может иметь опору от элемента 200 жесткости, проходящего вокруг основания внешней режущей трубки 152 на основной части зонда. В некоторых вариантах осуществления зонд может не содержать элемент 200 жесткости. Длина (L) внешней режущей трубки от основной части зонда до дистального конца может варьироваться в соответствии с размером внешней режущей трубки 152. Например, для внешних режущих трубок 152 23 или 25 калибра длина (L) может составлять приблизительно 1,25 дюйма. Также предусматриваются другие показатели длины (L) (например, длина (L) для внешней режущей трубки 23 или 25 калибра может находиться приблизительно в диапазоне от 0,75 до 1,75 дюйма или приблизительно в диапазоне от 1,1 до 1,4 дюйма). Внешние режущие трубки 23 и 25 калибра могут не содержать элементы 200 жесткости (или они могут содержать элементы 200 жесткости). В варианте осуществления длины внешней режущей трубки 25 калибра с элементом 200 жесткости длина (L) может составлять приблизительно 1,063 дюйма. Также предусматриваются другие показатели длины (L) (например, длина (L) для внешней режущей трубки 25 калибра с элементом жесткости может находиться приблизительно в диапазоне от 0,65 до 1,5 дюйма или приблизительно в диапазоне от 0,9 до 1,2 дюйма). В качестве дополнительного примера, для внешних режущих трубок 152 27 калибра с элементами 200 жесткости длина (L) может составлять приблизительно 1,023 дюйма. Также предусматриваются другие показатели длины (L) (например, длина (L) для внешней режущей трубки 27 калибра с элементом жесткости может находиться приблизительно в диапазоне от 0,6 до 1,4 дюйма или приблизительно в диапазоне от 0,85 до 1,2 дюйма). Также возможны другие показатели длины (L). Например, длина (L) для всех калибров с элементами жесткости или без них может находиться приблизительно в диапазоне от 0,1 до 3 дюймов.
На фиг. 10 изображены сегменты трубопровода, соединяющие зонд 112 с хирургической консолью 100 согласно варианту осуществления. Как видно на фиг. 10, в некоторых вариантах осуществления зонд 112 может быть соединен с хирургической консолью 100 тремя линиями (аспирационной трубкой 1001 и двумя пневматическими трубками 1002a–b). Пневматические трубки 1002a–b могут содержать пластиковый трубопровод, проходящую от консоли 100. В некоторых вариантах осуществления пневматические трубки 1002a–b могут иметь твердость приблизительно в диапазоне 50–120 твердости по Шору A (например, 80 твердости по Шору A). Также предусматриваются другие показатели твердости. В некоторых вариантах осуществления каждый пневматический трубопровод 1002a–b может иметь длину TL, составляющую 84 дюйма. Также предусматриваются другие показатели длины (например, длина TL может находиться приблизительно в диапазоне от 50 до 120 дюймов или приблизительно в диапазоне от 70 до 100 дюймов).
В некоторых вариантах осуществления аспирационная трубка 1001 может содержать два или более сегментов 1011a–b трубопровода. Сегменты 1011a–b аспирационного трубопровода могут быть соединены вместе посредством трубного соединителя 1007. Соединитель 1007 может быть соединен с каждым сегментом трубопровода посредством фрикционной посадки (например, концы сегментов 1011a–b трубопровода могут скользить на соответствующие приемные охватываемые сегменты соединителя и оставаться закрепленными за счет трения между внутренней поверхностью трубопровода и охватываемыми сегментами соединителя). Также предусматриваются другие виды прикрепления (например, клеящее вещество, обжатие и т. д.). В некоторых вариантах осуществления сегменты 1011a–b трубопровода могут представлять собой одну непрерывную трубку, которая обладает свойствами, меняющимися в некоторой точке вдоль трубопровода или постепенно вдоль по меньшей мере части трубопровода. В некоторых вариантах осуществления сегменты 1011a–b аспирационного трубопровода могут иметь разные показатели длины. Например, сегмент 1011a трубопровода, проходящий от консоли 100 до соединителя 1007, может быть существенно длиннее сегмента 1011b трубопровода, проходящего от рукоятки 112. В качестве одного примера показателей относительной длины сегмент 1011a аспирационного трубопровода, проходящий от консоли 100 к соединителю 1007, может иметь длину, составляющую приблизительно 79 дюймов, а сегмент 1011b аспирационного трубопровода, проходящий от соединителя 1007 к рукоятке 112, может иметь длину SL, составляющую приблизительно 5 дюймов. Также предусматриваются другие показатели длины. Например, сегмент 1011a аспирационного трубопровода, проходящий от соединителя 1007 к консоли 100, может иметь длину, находящуюся приблизительно в диапазоне от 45 до 110 дюймов или приблизительно в диапазоне от 65 до 95 дюймов. Сегмент 1011b аспирационного трубопровода, проходящий от соединителя 1007 к рукоятке 112, может иметь длину SL, находящуюся приблизительно в диапазоне от 3 до 7 дюймов или приблизительно в диапазоне от 4 до 6 дюймов. В некоторых вариантах осуществления сегменты 1011a–b аспирационного трубопровода могут иметь разные показатели твердости. Например, более длинный сегмент 1011a аспирационного трубопровода, проходящий от консоли 100 к соединителю 1007, может иметь более высокую твердость, чем у более короткого сегмента 1011b аспирационного трубопровода, проходящего от соединителя 1007 к рукоятке. Например, в одном варианте осуществления твердость более длинного сегмента 1011a аспирационного трубопровода может составлять приблизительно 80 твердости по Шору A, а твердость более короткого сегмента 1011b аспирационного трубопровода может составлять приблизительно 40 твердости по Шору A. Также предусматриваются другие показатели твердости. Например, твердость более длинного сегмента 1011a аспирационного трубопровода может находиться приблизительно в диапазоне от 50 до 115 твердости по Шору A или приблизительно в диапазоне от 70 до 95 твердости по Шору A. Твердость более короткого сегмента 1011b аспирационного трубопровода может находиться приблизительно в диапазоне от 25 до 55 твердости по Шору A или приблизительно в диапазоне от 35 до 45 твердости по Шору A. В некоторых вариантах осуществления более короткий сегмент аспирационного трубопровода с более низкой твердостью также может облегчить хирургу обращение с рукояткой 112 (по сравнению с рукояткой, соединенной посредством трубопровода с высокой твердостью). Трубопровод с более низкой твердостью может быть более гибким, чем трубопровод с более высокой твердостью.
Как видно на фиг. 11, пневматический трубопровод 1002a–b и аспирационный трубопровод 1001 могут быть соединены вместе по меньшей мере по части их длин. Например, трубопроводы могут быть соединены вместе посредством соэкструдирования или посредством клеящего вещества вдоль длин трубопроводов, чтобы удерживать их вместе. В некоторых вариантах осуществления угол α между центральными точками соединенного пневматического трубопровода 1002a–b может составлять приблизительно 90 градусов, как показано на фиг. 11. Также предусматриваются другие значения α (например, приблизительно в диапазоне от 55 градусов до 125 градусов или приблизительно в диапазоне от 75 до 100 градусов). В некоторых вариантах осуществления угол β между центральными точками соединенного пневматического трубопровода 1002a–b и аспирационного трубопровода 1001 может составлять приблизительно 75 градусов, как показано на фиг. 11. Также предусматриваются другие значения β (например, приблизительно в диапазоне от 45 градусов до 105 градусов или приблизительно в диапазоне от 65 до 85 градусов). В некоторых вариантах осуществления пневматический трубопровод 1002a–b и аспирационный трубопровод 1001 могут не быть соединены вместе вдоль своих длин.
В некоторых вариантах осуществления пневматический трубопровод 1002a–b и аспирационный трубопровод 1001 могут иметь индикаторы на трубопроводах, чтобы указывать на тип трубопровода. Например, полосы 1005a–b могут быть включены вдоль по меньшей мере части длин трубопроводов. В некоторых вариантах осуществления синяя полоса 1005a может обозначать аспирационный трубопровод 1001. Черная полоса 1005b может быть использована для указания первого пневматического трубопровода 1002a, а серая полоса 1005c может быть использована для указания второго пневматического трубопровода 1002b. В некоторых вариантах осуществления полосы могут иметь ширину SW, составляющую приблизительно 0,060 дюйма. Также предусматриваются другие показатели ширины SW (например, приблизительно в диапазоне от 0,035 или 0,085 дюйма или приблизительно в диапазоне от 0,05 до 0,07 дюйма). Также предусматриваются другие индикаторы.
Как дополнительно видно на фиг. 11, внутренний диаметр ØPD пневматического трубопровода 1002a–b может составлять приблизительно 0,075 дюйма. Также предусматриваются другие показатели диаметра (например, приблизительно в диапазоне от 0,045 до 0,10 дюйма или приблизительно в диапазоне от 0,065 до 0,085 дюйма). В некоторых вариантах осуществления внутренний диаметр ØAD аспирационного трубопровода 1001 может составлять приблизительно 0,06 дюйма. Также предусматриваются другие показатели диаметра (например, приблизительно в диапазоне от 0,035 или 0,085 дюйма или приблизительно в диапазоне от 0,05 до 0,07 дюйма). В некоторых вариантах осуществления как пневматический трубопровод 1002a–b, так и аспирационный трубопровод 1001 могут иметь одинаковый внешний диаметр ØOD, составляющий приблизительно 0,125 дюйма. Также предусматриваются другие показатели внешнего диаметра Ø (например, приблизительно в диапазоне от 0,075 до 0,18 дюйма или приблизительно в диапазоне от 0,10 до 0,15 дюйма). В некоторых вариантах осуществления пневматический трубопровод 1002a–b или аспирационный трубопровод 1001 могут иметь диаметры, отличающиеся от диаметров другого пневматического трубопровода 1002a–b или аспирационного трубопровода 1001.
На фиг. 12a–c изображены дистальные концы зонда для витрэктомии согласно различным вариантам осуществления. На фиг. 12a изображено поперечное сечение глаза с зондом для витрэктомии. На фиг. 12b изображен крупный план зонда для витрэктомии с плоским дистальным наконечником возле сетчатки (например, на расстоянии X от наконечника кромки порта до сетчатки (PTRD), проходящем от сетчатки). PTRD представляет собой наименьшее расстояние между кромкой порта и сетчаткой. Как видно на фиг. 12c, пользователь может расположить порт ближе (например, на расстоянии Y PTRD, где Y < X) к сетчатке глаза, если дистальный конец зонда для витрэктомии скошен. Например, X может составлять 0,018 дюйма, в то время как Y может составлять 0,008 дюйма. Также предусматриваются другие значения X и Y. При использовании зонда для витрэктомии, пользователь может захотеть удалить стекловидное тело, расположенное в пространстве как можно ближе к сетчатке, не разрезая саму сетчатку. Скошенный наконечник может обеспечить возможность обрезать или рассекать ткань/мембраны возле сетчатки. Скошенный наконечник может также позволить пользователю поднимать и подбирать мембраны, не переключаясь на другой инструмент.
На фиг. 13a–b изображены некоторые измерения для внешней режущей трубки 152 зонда для витрэктомии согласно различным вариантам осуществления. Как видно на фиг. 13A, в некоторых вариантах осуществления плоского наконечника (где угол Q1 между дистальной торцевой поверхностью внешней режущей трубки 152 и удлиненной линией 190 задней поверхности внешней режущей трубки, которая противоположна боковому отверстию внешнего порта, составляет 90 градусов) измерение F1 от кромки порта до дистального наконечника зонда (PTTD) может составлять приблизительно 0,009 дюйма для зондов 23, 25 и 27 калибров. Также предусматриваются другие показатели измерения F1 PTTD. Например, измерение F1 PTTD может находиться приблизительно в диапазоне от 0,003 до 0,015 дюйма, приблизительно в диапазоне от 0,003 до 0,0085 дюйма, приблизительно в диапазоне от 0,005 до 0,025 дюйма или приблизительно в диапазоне от 0,008 до 0,010 дюйма. В некоторых вариантах осуществления измерение F1 PTTD может зависеть от перебега внутренней режущей трубки 154 (то есть того, насколько далеко внутренняя режущая трубка 154 проходит внутри внешней режущей трубки 152 во время перемещения наиболее дистальной части внутренней режущей трубки 154), толщины кончика 173 иглы и зазора между внутренней режущей трубкой 154 и кончиком 173 (т. е. расстояния между наиболее дистальным концом внутренней режущей трубки 154 и кончиком 173 в наиболее дистальной точке перемещения трубки внутреннего режущего элемента внутри внешней режущей трубки 152). В некоторых вариантах осуществления расстояние F2 от наконечника кромки порта до сетчатки (PTRD) для плоского наконечника может составлять приблизительно 0,021 дюйма для зонда 23 калибра, приблизительно 0,018 дюйма для зонда 25 калибра и приблизительно 0,016 дюйма для зонда 27 калибра. Также предусматриваются другие показатели расстояния PTRD для плоских наконечников F2 (например, F2 может находиться приблизительно в диапазоне от 0,01 до 0,03 дюйма для зондов различных калибров). Как видно на фиг. 13b, в некоторых вариантах осуществления скошенного наконечника, PTRD для скошенного наконечника B2 (под углом Q2 между дистальной торцевой поверхностью внешней режущей трубки 152 и удлиненной линией 190 задней поверхности внешней режущей трубки, которая противоположна боковому отверстию внешнего порта, который составляет приблизительно 60 градусов) может быть приблизительно 0,009 дюйма для зонда 23 градуса, приблизительно 0,008 дюйма для зонда 25 градуса и приблизительно 0,007 дюйма для зонда 27 градуса. Также предусматриваются другие показатели измерения B2 PTRD (например, угол Q2 может находиться приблизительно в диапазоне от 20 до 80 градусов с измерением B1 PTRD приблизительно в диапазоне от 0,005 дюйма до 0,010 дюйма для зондов 23, 25 и 27 калибров). Также предусматриваются другие показатели измерения B2 PTRD (например, PTRD может находиться приблизительно в диапазоне от 0,003 до 0,015 дюйма, приблизительно в диапазоне от 0,003 до 0,0085 дюйма, приблизительно в диапазоне от 0,005 до 0,025 дюйма или приблизительно в диапазоне от 0,008 до 0,010 дюйма для угла Q2, находящегося приблизительно в диапазоне от 20 до 80 градусов). В некоторых вариантах осуществления угол Q2, составляющий приблизительно 60 градусов, может привести к тому, что PTTD зонда будет приблизительно равно PTRD.
На фиг. 14a–c изображены некоторые измерения для внешней режущей трубки 152 и внутренней режущей трубки 154b зонда для витрэктомии согласно различным вариантам осуществления. Боковое отверстие 168 внешнего порта может иметь приблизительный диаметр OPDP1, равный 0,015 дюйма. Также предусматриваются другие показатели диаметра (например, приблизительно в диапазоне от 0,009 до 0,02 дюйма или приблизительно в диапазоне от 0,013 до 0,017 дюйма). Отверстие 168 порта может иметь круглую, эллиптическую, или некоторую другую форму. Глубина OPD1 отверстия внешнего порта может составлять приблизительно 0,0045 дюйма. Также предусматриваются другие показатели глубины OPD1 отверстия внешнего порта (например, приблизительно в диапазоне от 0,0027 до 0,063 дюйма или приблизительно в диапазоне от 0,0038 до 0,0052 дюйма). Радиус OPR1 внешнего порта может составлять приблизительно 0,008 дюйма. Также предусматриваются другие показатели радиуса OPR1 внешнего порта (например, приблизительно в диапазоне от 0,0048 до 0,0112 дюйма или приблизительно в диапазоне от 0,0068 до 0,0092 дюйма). Угол Pα1 проксимальной кромки порта может составлять приблизительно 50 градусов. Также предусматриваются другие показатели угла Pα1 проксимальной кромки порта (например, приблизительно в диапазоне от 30 до 70 градусов или приблизительно в диапазоне от 40 до 60 градусов). Внутренний диаметр ID1 внешней режущей трубки 152 может составлять приблизительно 0,0131 дюйма. Также предусматриваются другие показатели внутреннего диаметра ID1 (например, приблизительно в диапазоне от 0,0079 до 0,018 дюйма или приблизительно в диапазоне от 0,011 до 0,015 дюйма). Внешний диаметр OD1 внешней режущей трубки 152 может составлять приблизительно 0,0165 дюйма. Также предусматриваются другие показатели внешнего диаметра OD1 (например, приблизительно в диапазоне от 0,010 до 0,023 дюйма или приблизительно в диапазоне от 0,014 до 0,019 дюйма).
Как видно на фиг. 14b, глубина D3 дистального порта 172 внутренней режущей трубки 154b может составлять приблизительно 0,004 дюйма. Также предусматриваются другие показатели глубины D3 порта (например, приблизительно в диапазоне от 0,0024 до 0,0056 дюйма или приблизительно в диапазоне от 0,034 до 0,0046 дюйма). Внутренний диаметр IOD1 внутреннего режущего элемента, принадлежащего внутренней режущей трубке 154b, может составлять приблизительно 0,0127 дюйма с выступом до 0,0130 дюйма на первой режущей кромке 157. Также предусматриваются другие показатели внутреннего диаметра IOD1 внутреннего режущего элемента (например, приблизительно в диапазоне от 0,0076 до 0,018 дюйма или приблизительно в диапазоне от 0,011 до 0,015 дюйма). Также предусматриваются другие показатели выступа в первой режущей кромке 157 (например, приблизительно в диапазоне от 0,0078 до 0,02 дюймов приблизительно в диапазоне от 0,010 до 0,014 дюймов). Измерение G1 расстояния от дистального порта внутренней трубки до кромки может составлять приблизительно 0,005 дюйма. В другом варианте осуществления измерение G1 расстояния от порта внутренней трубки до кромки может составлять приблизительно 0,006 дюйма. Также предусматриваются другие показатели измерения G1 расстояния от внутреннего порта до кромки (например, G1 может находиться приблизительно в диапазоне от 0,003 до 0,012 дюйма, приблизительно в диапазоне от 0,003 до 0,007 дюйма или приблизительно в диапазоне от 0,004 до 0,006 дюйма). Измерение H1 расстояния от проксимального порта внутренней трубки до кромки может составлять приблизительно 0,0155 дюйма. Также предусматриваются другие показатели измерения H1 расстояния от проксимального порта внутренней трубки до кромки (например, приблизительно в диапазоне от 0,0093 до 0,022 дюйма или приблизительно в диапазоне от 0,013 до 0,018 дюйма). Угол IPα1 кромки внутреннего порта может составлять приблизительно 50 градусов. Также предусматриваются другие показатели угла α1 кромки порта (например, приблизительно в диапазоне от 30 до 70 градусов или приблизительно в диапазоне от 40 до 60 градусов). Как видно на фиг. 14c, ширина PW1 порта внутренней режущей трубки может составлять приблизительно 0,009 дюйма. Также предусматриваются другие показатели ширины PW1 порта внутренней режущей трубки (например, приблизительно в диапазоне от 0,0054 до 0,013 дюйма или приблизительно в диапазоне от 0,0077 до 0,011 дюйма).
На фиг. 15a–d изображены измерения для внешней режущей трубки 152 и внутренней режущей трубки 154c зонда 112 для витрэктомии согласно варианту осуществления внутренней трубки, имеющей уплощенную кромку 185. Размеры, не указанные на фиг. 15a–d, могут иметь те же значения или диапазоны значений, как и у аналогичных им значений, указанных на фиг. 14a–c. Измерение F2 расстояния от кромки порта до дистального наконечника зонда (PTTD) может составлять приблизительно 0,0098 дюйма для зондов 23, 25 и 27 калибров. Также предусматриваются другие показатели измерения F2 PTTD. Например, измерение F2 PTTD может находиться приблизительно в диапазоне от 0,0058 до 0,0137 дюйма, приблизительно в диапазоне от 0,0083 до 0,011 дюйма, приблизительно в диапазоне от 0,003 до 0,015 дюйма, приблизительно в диапазоне от 0,003 до 0,0085 дюйма, приблизительно в диапазоне от 0,005 до 0,025 дюйма или приблизительно в диапазоне от 0,008 до 0,010 дюйма. Отверстие 168 порта может иметь круглую, эллиптическую, или некоторую другую форму. Угол OPα2 проксимальной кромки порта может составлять приблизительно 50 градусов. Также предусматриваются другие показатели угла OPα1 проксимальной кромки порта (например, приблизительно в диапазоне от 30 до 70 градусов или приблизительно в диапазоне от 40 до 60 градусов). Угол ODα2 дистальной кромки порта может составлять приблизительно 45 градусов. Также предусматриваются другие показатели угла ODα2 проксимальной кромки порта (например, приблизительно в диапазоне от 25 до 65 градусов или приблизительно в диапазоне от 35 до 55 градусов). Радиус UER2 верхней кромки внешней трубки может составлять приблизительно 0,002 дюйма. Также предусматриваются другие показатели радиуса UER2 верхней кромки внешней трубки (например, приблизительно в диапазоне от 0,0012 до 0,0028 градусов или приблизительно в диапазоне от 0,0017 до 0,0023 градусов). Толщина T2 дистальной стенки внешней трубки может составлять приблизительно 0,0022 дюйма. Также предусматриваются другие показатели толщины T2 (например, приблизительно в диапазоне от 0,0013 до 0,0031 градусов или приблизительно в диапазоне от 0,0018 до 0,0025 градусов). Диагональное расстояние J2 внешней трубки может составлять приблизительно 0,010 дюйма. Также предусматриваются другие показатели диагонального расстояния J2 внешней трубки (например, приблизительно в диапазоне от 0,006 до 0,014 градусов или приблизительно в диапазоне от 0,0085 до 0,0115 градусов). Внутренний диаметр ID2 внешней режущей трубки 152 может составлять приблизительно 0,0131 дюйма. Также предусматриваются другие показатели внутреннего диаметра ID2 (например, приблизительно в диапазоне от 0,0079 до 0,018 дюйма или приблизительно в диапазоне от 0,011 до 0,015 дюйма). Внешний диаметр OD2 внешней режущей трубки 152 может составлять приблизительно 0,0165 дюйма. Также предусматриваются другие показатели внешнего диаметра OD2 (например, приблизительно в диапазоне от 0,010 до 0,023 дюйма или приблизительно в диапазоне от 0,014 до 0,019 дюйма).
Как видно на фиг. 15b, измерение H2 расстояния от проксимального порта внутренней трубки до кромки может составлять приблизительно 0,0138 дюйма. Также предусматриваются другие показатели измерения H2 расстояния от проксимального порта внутренней трубки до кромки (например, приблизительно в диапазоне от 0,0083 до 0,019 дюйма или приблизительно в диапазоне от 0,012 до 0,016 дюйма). Измерение G2 расстояния от дистального порта внутренней трубки до кромки может составлять приблизительно 0,0047 дюйма. Также предусматриваются другие показатели измерения G2 расстояния от внутреннего порта до кромки (например, G2 может находиться приблизительно в диапазоне от 0,0028 дюйма до 0,0066 дюйма или приблизительно в диапазоне от 0,004 до 0,0055 дюйма). Угол IPα2 кромки порта может составлять приблизительно 50 градусов. Также предусматриваются другие показатели угла IPα2 кромки порта (например, приблизительно в диапазоне от 30 до 70 градусов или приблизительно в диапазоне от 40 до 60 градусов). Угол OPEα2 кромки внешнего порта может составлять приблизительно 59 градусов. Также предусматриваются другие показатели угла OPEα2 кромки порта (например, приблизительно в диапазоне от 35 до 85 градусов или приблизительно в диапазоне от 50 до 70 градусов). Уплощенная кромка 185 внутренней трубки может иметь глубину ED1, составляющую приблизительно 0,002 дюйма. Также предусматриваются другие показатели глубины ED1 (например, приблизительно в диапазоне от 0,0012 до 0,0028 дюйма или приблизительно в диапазоне от 0,0017 до 0,0023 дюйма). Глубина IPD1 внутреннего порта может составлять приблизительно 0,004 дюйма. Также предусматриваются другие показатели глубины IPD1 (например, приблизительно в диапазоне от 0,0024 до 0,0056 дюйма или приблизительно в диапазоне от 0,0034 до 0,0046 дюйма). Проксимальная кромка внутреннего порта может иметь радиус IPR2, составляющий приблизительно 0,00205 дюйма. Также предусматриваются другие показатели радиуса IPR2 проксимальной кромки (например, приблизительно в диапазоне от 0,00123 до 0,0287 дюйма или приблизительно в диапазоне от 0,00174 до 0,00236 дюйма). Внутренний диаметр IND2 внутренней трубки может составлять приблизительно 0,0096 дюйма. Также предусматриваются другие показатели внутреннего диаметра IND2 внутренней трубки (например, приблизительно в диапазоне от 0,0058 до 0,013 дюйма или приблизительно в диапазоне от 0,0082 до 0,011 дюйма). Внешний диаметр IOD2 внутренней трубки, принадлежащей внешней режущей трубке 152, может составлять приблизительно 0,0122 дюйма. Также предусматриваются другие показатели внешнего диаметра IOD2 (например, приблизительно в диапазоне от 0,0073 до 0,017 дюйма или приблизительно в диапазоне от 0,010 до 0,014 дюйма).
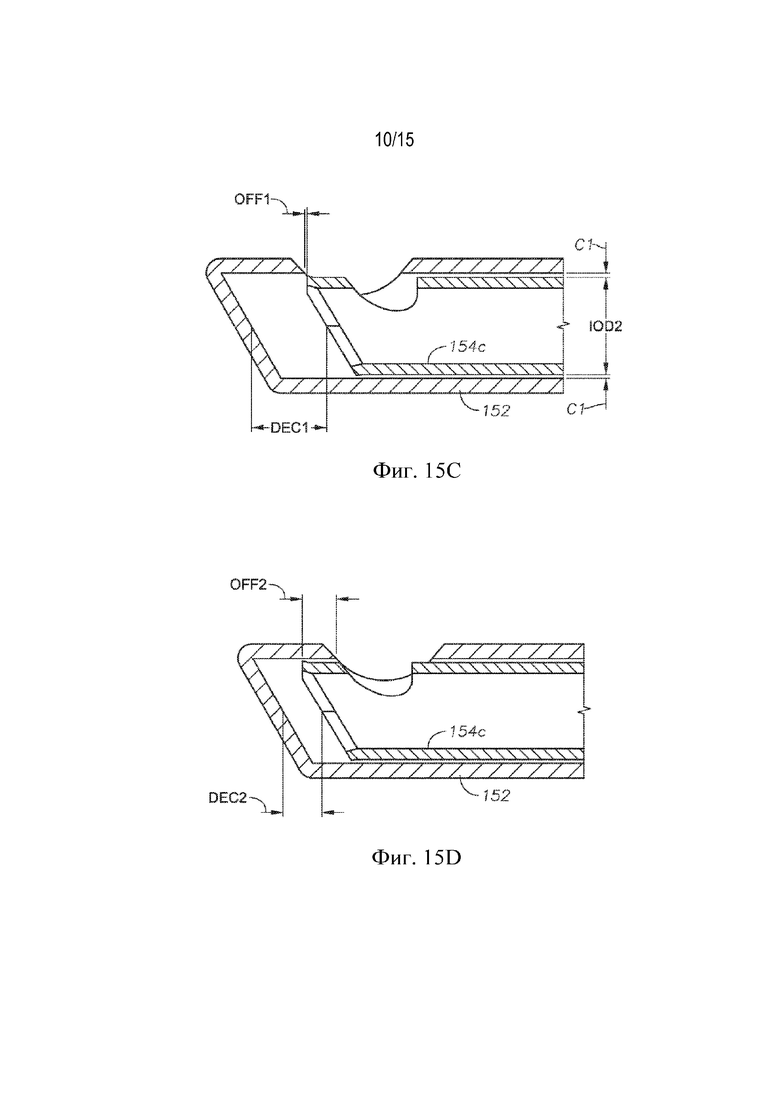
На фиг. 15c изображены внутренняя режущая трубка 154c и внешняя режущая трубка 152 в цикле разрезания в точке, где смещение OFF1 кромки составляет приблизительно 0 дюймов. На фиг. 15d изображены внутренняя режущая трубка 154c и внешняя режущая трубка 152 в цикле разрезания в точке, где смещение OFF2 кромки составляет приблизительно 0,0043 дюйма. При смещении OFF1 кромки, равном приблизительно 0 дюймов, зазор DEC1 дистальной кромки между дистальной кромкой внутренней трубки 154c и внутренней дистальной поверхностью внешней трубки 152 может составлять приблизительно 0,0084 дюйма. Также предусматриваются другие показатели зазора DEC1 дистальной кромки (например, приблизительно в диапазоне от 0,0050 до 0,012 дюйма или приблизительно в диапазоне от 0,0071 до 0,0097 дюйма). При смещении OFF2 кромки, равном приблизительно 0,0043 дюйма, зазор DEC2 дистальной кромки между дистальной кромкой внутренней трубки 154c и внутренней дистальной поверхностью внешней трубки 152 может составлять приблизительно 0,0041 дюйма. Также предусматриваются другие показатели зазора DEC2 дистальной кромки (например, приблизительно в диапазоне от 0,0025 до 0,0057 дюйма или приблизительно в диапазоне от 0,0035 до 0,0047 дюйма). Как дополнительно видно на фиг. 15c, зазор C1 трубки между внутренней трубкой 154c и внешней трубкой 152 может составлять приблизительно 0,0005 дюйма. Также предусматриваются другие показатели зазора C1 трубки (например, приблизительно в диапазоне от 0,0003 до 0,0007 дюйма приблизительно в диапазоне от 0,00042 до 0,00058 дюйма).
Как видно на фиг. 16a–d, в некоторых вариантах осуществления измерение F1 расстояния от порта до дистального наконечника зонда может находиться приблизительно в диапазоне от 0,003 до 0,012 дюйма. В качестве другого примера, F1 может находиться приблизительно в диапазоне от 0,001 до 0,015 дюйма, приблизительно в диапазоне от 0,003 до 0,015 дюйма, приблизительно в диапазоне от 0,003 до 0,0085 дюйма, приблизительно в диапазоне от 0,005 до 0,025 дюйма или приблизительно в диапазоне от 0,008 дюйма 0,010 дюйма. В некоторых вариантах осуществления, углы BA1 и BA2 скоса могут находиться приблизительно в диапазоне от 15 до 75 градусов. В качестве другого примера, углы BA1 и BA2 скоса могут находиться приблизительно в диапазоне от 5 до 90 градусов. В некоторых вариантах осуществления G1 может составлять приблизительно 0,006 дюйма. Также предусматриваются другие показатели G1 измерения (например, приблизительно в диапазоне от 0,0035 до 0,0085 дюйма или приблизительно в диапазоне от 0,005 до 0,007 дюйма). Как видно на фиг. 16c–d, в вариантах осуществления внутренней режущей трубки 154 может быть предусмотрена плоская верхняя кромка 185, перпендикулярная (или, например, находящаяся под углом приблизительно в диапазоне 70–110 градусов) продольной оси 194 внутренней трубки, на части внутренней режущей трубки 154, которая прорезает через боковое отверстие 168 внешнего порта. Также предусматриваются другие углы для плоской верхней кромки. В некоторых вариантах осуществления плоская верхняя кромка 185 может уменьшать возможность зацепления или «подвешивания» внутренней режущей трубки 154 на внешней режущей трубке 152, когда внутренняя режущая трубка 154 сдвигается назад и вперед через боковое отверстие 168 внешнего порта. Как видно на фиг. 16c–d, дистальные части внутренней режущей трубки 154 могут содержать выступающую кромку. В некоторых вариантах осуществления внутренняя режущая трубка 154 может не быть выступающей.
На фиг. 17 представлено изображение вида в частичном поперечном сечении ступенчатых пневматических линий привода, используемых с хирургической консолью 100 для приведения в движение зонда 112 для витрэктомии. Как показано, хирургическая консоль 100 и зонд 112 для витрэктомии могут быть соединены со ступенчатыми линиями 402 и 404 пневматических приводов (которые могут быть использованы вместо пневматических трубок 1002a–b). Ступенчатые пневматические линии 402 и 404 привода могут быть использованы в системе 100 для приведения в движение зонда 112 для витрэктомии.
Ступенчатая пневматическая линия 402 привода будет описана ниже. Признаки, рассмотренные в отношении ступенчатой пневматической линии 402 привода, могут присутствовать и быть в равной степени применимы к ступенчатой пневматической линии 404 привода. Таким образом, аналогичные ссылочные позиции были использованы на фиг. 17 для идентификации аналогичных признаков в отношении ступенчатых пневматических линий 402 и 404 привода.
Кроме того, хотя на фиг. 17 показаны две отдельные ступенчатые пневматические линии 402 и 404 привода, обеспечивающие зонд 112 для витрэктомии энергией, в других вариантах осуществления используют одну ступенчатую пневматическую линию привода или более двух ступенчатых пневматических линий привода. Таким образом, в данном документе не подразумевается никаких ограничений на количество ступенчатых пневматических линий привода для обеспечения зонда 112 для витрэктомии энергией.
Ступенчатая пневматическая линия 402 привода может иметь первый сегмент 406 и второй сегмент 408. Первый сегмент 406 может иметь проксимальный конец 410, который соединен с хирургической консолью 100 посредством портов консоли, и дистальный конец 412, который соединен со вторым сегментом 406 посредством муфты 414 или соединителя. Кроме того, первый сегмент может содержать внутренний канал 416 или проход, проходящий от проксимального конца 410 до дистального конца 412 первого сегмента 406.
Несмотря на то, что показана муфта 414, соединяющая первый сегмент 406 и второй сегмент 408, предусматривается возможность использования любых других средств для соединения двух сегментов вместе. Например, в других вариантах осуществления один из сегментов может быть выполнен с возможностью проскальзывания в другой сегмент, тем самым соединяя сегменты без использования муфты 414. Кроме того, в других вариантах осуществления пневматическая линия 402 привода может быть изготовлена как непрерывная линия привода, имеющая два или более сегментов со ступенчатой конфигурацией. В таком варианте осуществления пневматическая линия привода может не требовать муфты, соединяющей сегменты, поскольку сегменты были изготовлены в виде непрерывной линии привода, имеющей ступенчатую конфигурацию.
Как показано, первый сегмент 406 может иметь по существу постоянный внешний диаметр OD1 от проксимального конца 410 до дистального конца 412 первого сегмента 406. В качестве примера, а не ограничения, OD1 может составлять примерно 0,250 дюйма. Более того, OD1 может находиться в диапазоне от приблизительно 0,15 до приблизительно 0,5 дюйма. Тем не менее, предусматриваются другие размеры OD1, в связи с чем в данном документе не изложены подразумеваемые ограничения.
Кроме того, внутренний канал 416 первого сегмента 406 может иметь по существу постоянный внутренний диаметр ID1, проходящий от проксимального конца 410 до дистального конца 412 первого сегмента 406. В качестве примера, а не ограничения, ID1 может составлять приблизительно 0,150 дюйма. Более того, ID1 может находиться в диапазоне от приблизительно 0,1 дюйма до приблизительно 0,3 дюйма. Тем не менее, предусматриваются другие размеры ID1, в связи с чем в данном документе не изложены подразумеваемые ограничения.
Второй сегмент 408 может иметь проксимальный конец 418, который соединен с первым сегментом 406 посредством муфты 414, и дистальный конец 420, который соединен с зондом 112 для витрэктомии. Кроме того, второй сегмент 408 может содержать внутренний канал 422 или проход, проходящий от проксимального конца 418 до дистального конца 420 второго сегмента 408.
Как показано, второй сегмент 408 может иметь по существу постоянный внешний диаметр OD2 от проксимального конца 418 до дистального конца 420 второго сегмента 408. В качестве примера, а не ограничения, OD2 может составлять приблизительно 0,125 дюйма. Кроме того, OD2 может находиться в диапазоне от приблизительно 0,05 дюйма до приблизительно 0,20 дюйма. Тем не менее, предусматриваются другие размеры OD2, в связи с чем в данном документе не изложены подразумеваемые ограничения.
Кроме того, внутренний канал 422 второго сегмента 408 может иметь по существу постоянный внутренний диаметр ID2, проходящий от проксимального конца 418 до дистального конца 420 второго сегмента 408. В качестве примера, а не ограничения, ID2 может составлять приблизительно 0,06 дюйма. Кроме того, ID2 может находиться в диапазоне от приблизительно 0,01 дюйма до приблизительно 0,150 дюйма. Тем не менее, предусматриваются другие размеры ID2, в связи с чем в данном документе не изложены подразумеваемые ограничения.
Соответственно, второй сегмент 408 может быть «ступенчато уменьшен» относительно первого сегмента 406. В связи с этим внешний диаметр OD1 первого сегмента 406 может быть больше, чем внешний диаметр OD2 второго сегмента 408. Более того, внутренний диаметр ID1 первого сегмента 406 может быть больше, чем внутренний диаметр ID2 второго сегмента 408. Следовательно, поскольку второй сегмент 408 может быть «ступенчато уменьшен» относительно первого сегмента 406, проход, проходящий через ступенчатую пневматическую линию 402 привода, может иметь неравномерное поперечное сечение и/или диаметр по мере прохождения пневматической линии привода от хирургической консоли 100 до зонда 112 для витрэктомии. Несмотря на то, что показаны два сегмента, в некоторых вариантах осуществления может использоваться любое количество сегментов (например, 3, 4, 5 и т. д.). В некоторых вариантах осуществления сегменты могут иметь увеличивающийся внутренний диаметр ближе к консоли 100. В некоторых вариантах осуществления внешний диаметр также может изменяться (например, увеличиваться для сегментов, расположенных ближе к консоли) с каждым сегментом (или может оставаться одинаковым).
На основе этой ступенчатой конфигурации ступенчатая пневматическая линия 402 привода может повысить производительность зонда 112 для витрэктомии по сравнению с другими пневматическими инструментами, использующими традиционные трубопроводы для пневматической линии привода. Как рассмотрено выше, традиционные трубопроводы для пневматической линии привода могут иметь постоянный внутренний диаметр вдоль длины трубопровода. Таким образом, размер прохода внутри трубопровода может оставаться одинаковым по мере того, как газ под давлением проходит от хирургической консоли к хирургическому инструменту.
В отличие от этого ступенчатая пневматическая линия 402 привода может иметь непостоянный или неравномерный внутренний диаметр (или поперечное сечение) вдоль длины линии привода. Использование непостоянного внутреннего диаметра может позволить оптимизировать ступенчатую пневматическую линию 402 привода на основе ее функциональных потребностей вдоль ее длине. Так как ступенчатая пневматическая линия 402 привода может считаться закрытой на своем конце, соединенном с зондом 112 для витрэктомии, и приводимой в движение от конца линии, соединенного с консолью 100, приводимый в движение конец ступенчатой пневматической линии 402 привода может иметь более высокое требование по расходу газа. Таким образом, чтобы оптимизировать поток газа, приводимый в движение конец ступенчатой пневматической линии 402 привода может иметь больший диаметр, чем у закрытого конца.
Здесь первый сегмент 406 может иметь больший внутренний диаметр ID1 для внутреннего канала 416, чем внутренний диаметр ID2 для внутреннего канала 422 сегмента 408. По существу, внутренний канал 416 может обеспечивать возможность поступления большего объема сжатого газа в линию от консоли 100, где интенсивный поток сжатого газа наиболее важен для оптимизации пневматических характеристик.
Кроме того, как рассмотрено выше, использование непостоянного внутреннего диаметра может позволить оптимизировать ступенчатую пневматическую линию 402 привода на основе ее функциональных потребностей вдоль ее длине. В связи с этим, поскольку традиционные пневматические линии привода имеют постоянные диаметры, часть линии привода, смежная с зондом 112 для витрэктомии, может иметь такой же большой внутренний диаметр, который требуется на другом конце, приводимом в движение посредством хирургической консоли 100. По существу, трубопровод может иметь размер и массу, превышающие идеальные, и в результате трубопровод обычно может быть не таким гибким вблизи зонда 112 для витрэктомии, как было бы желательно.
Ступенчатая пневматическая линия 402 привода может решить эту проблему. Как рассмотрено выше, ступенчатая пневматическая линия 402 привода может содержать второй сегмент 408, имеющий меньшие внутренний диаметр ID2 и внешний диаметр OD2, чем внутренний диаметр ID1 и внешний диаметр OD1 сегмента 406. По существу, ступенчатая пневматическая линия 402 привода может предоставлять более мелкую линию привода (например, второй сегмент 408), смежную с зондом 112 для витрэктомии, где высокая гибкость и низкая масса могут быть важны для пользователя зонда 112 для витрэктомии. В некоторых вариантах осуществления ступенчатая пневматическая линия привода может иметь больший диаметр в сегменте пневматической линии, расположенном ближе к хирургической консоли 100, имея при этом ступенчатое уменьшение в диаметре (например, посредством соединителя), причем последние приблизительно 12 дюймов (проксимальные к зонду 112 для витрэктомии) имеют приблизительно 0,125 дюйма во внешнем диаметре и 0,06 дюйма во внутреннем диаметре (также предусматриваются другие показатели длины последних сегментов (например, больше или меньше 12 дюймов) и другие показатели диаметра). Следовательно, трубопровод ступенчатой пневматической линии 402 привода может быть выполнен с возможностью оптимизации пневматических характеристик при больших диаметрах вблизи консоли 100, обеспечивая при этом большую гибкость и низкую массу вблизи зонда 112 для витрэктомии.
На фиг. 18 показан вид в частичном поперечном сечении муфты 414, соединяющей дистальный конец 412 первого сегмента 406 с проксимальным концом 418 второго сегмента 408. Как показано, муфта 414 может иметь проксимальный канал 502, соединительный канал 504, или средний канал, и дистальный канал 506. Проксимальный канал 502 может иметь такие размер и форму, чтобы принимать дистальный конец 412 первого сегмента 406.
Более того, проксимальный канал 502 частично образован внутренней поверхностью 508 муфты 414. В связи с этим внутренняя поверхность 508 может быть сужена или наклонена к соединительному каналу 504. В результате, дистальный конец 412 первого сегмента 406 может быть соединен с муфтой 414 посредством прессовой посадки или герметичного зацепления за счет сужающейся внутренней поверхности 508, прикладывающей связывающую силу к дистальному концу 412.
Кроме того, проксимальный канал 502 может содержать упоры 510. Упоры 510 могут препятствовать прохождению дистального конца 412 в соединительный канал 504. В связи с этим дистальный конец 412 первого сегмента 406 может упираться в упоры 510, когда он полностью вставлен в муфту 414. Таким образом, упоры 510 могут предотвращать чрезмерную вставку дистального конца 412 в муфту 414.
Дистальный канал 506 может иметь такие размер и форму, чтобы принимать проксимальный конец 418 второго сегмента 408. Дистальный канал 506 может быть частично образован внутренней поверхностью 516 муфты 414. В связи с этим внутренняя поверхность 516 может быть сужена или наклонена к соединительному каналу 504. В результате, проксимальный конец 418 второго сегмента 408 может быть соединен с муфтой посредством прессовой посадки или герметичного зацепления за счет сужающейся внутренней поверхности, прикладывающей связывающую силу к проксимальному концу 418.
Кроме того, дистальный канал 506 может содержать упоры 518. Упоры 518 могут препятствовать прохождению проксимального конца 418 в соединительный канал 504. В связи с этим проксимальный конец 418 второго сегмента 408 может упираться в упоры 518, когда он полностью вставлен в муфту 414. Таким образом, упоры 518 могут предотвращать чрезмерную вставку проксимального конца 418 в муфту 414.
Как показано, соединительный канал 504 может быть расположен между проксимальным каналом 502 и дистальным каналом 506. Соединительный канал может иметь коническую форму. В связи с этим внутренняя поверхность 520 может образовывать соединительный канал 504 и может сужаться к дистальному каналу 506. По существу, отверстие 512 соединительного канала 504, смежное с проксимальным каналом 502, может иметь больший диаметр, чем отверстие 514, смежное с дистальным каналом 506. Более того, отверстие 512 может иметь диаметр, по существу аналогичный внутреннему диаметру ID1 внутреннего канала 416 первого сегмента 406. Кроме того, отверстие 514 может иметь диаметр, по существу аналогичный внутреннему диаметру ID2 внутреннего канала 422 второго сегмента 408. Из–за размеров отверстий 512 и 514 и конической формы соединительного канала 504, между внутренним каналом 416 первого сегмента и внутренним каналом 422 второго сегмента 408 может быть образовано уплотнение, которое позволяет газу под давлением протекать через него.
Также предусматриваются другие сужающиеся трубопроводы. Например, сужающаяся пневматическая линия привода может непрерывно сужаться в направлении от хирургической консоли 100 к зонду 112 для витрэктомии. Другими словами, как внешняя поверхность пневматической линии привода, так и внутренняя поверхность, образующая канал, могут непрерывно сужаться от проксимального конца к дистальному концу сужающейся пневматической линии привода. В некоторых вариантах осуществления внутренняя поверхность может сужаться, тогда как внешняя поверхность остается неизменной.
На фиг. 19 изображена блок–схема способа работы зонда для витрэктомии согласно варианту осуществления. Элементы, представленные в блок–схеме, являются лишь иллюстративными. Различные представленные элементы могут быть опущены, дополнительные элементы могут быть добавлены, и/или различные элементы могут быть выполнены в порядке, отличном от приведенного ниже.
На этапе 1901 канюля троакара может быть вставлена в глаз. В некоторых вариантах осуществления канюля троакара может быть вставлена в область глаза, которая позволит инструментам, вставленным через канюлю троакара, получить доступ к стекловидному телу и сетчатке.
На этапе 1903 зонд для витрэктомии может быть вставлен через канюлю троакара и в глаз.
На этапе 1905 зонд для витрэктомии может быть приведен в действие, и стекловидное тело, входящее в порт на зонде для витрэктомии, может быть удалено путем аспирации из зонда для витрэктомии.
На этапе 1907 зонд для витрэктомии может быть удален из канюли.
Специалист в данной области техники может внести различные модификации в представленные варианты осуществления. Другие варианты осуществления настоящего изобретения будут очевидны для специалистов в данной области техники исходя из рассмотрения настоящего описания и практической реализации настоящего изобретения, раскрытого в данном документе. Предполагается, что настоящее описание и примеры будут рассмотрены лишь в качестве примера, с истинным объемом и сущностью изобретения, раскрытыми в последующей формуле изобретения и ее эквивалентах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗОНД ДЛЯ ВИТРЭКТОМИИ | 2006 |
|
RU2416383C2 |
| ЧУВСТВИТЕЛЬНЫЕ К ДАВЛЕНИЮ ХИРУРГИЧЕСКИЕ СИСТЕМЫ И СПОСОБЫ ДЛЯ ВИТРЭКТОМИИ | 2014 |
|
RU2651086C2 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКОЙ ОПЕРАЦИИ | 2014 |
|
RU2618184C2 |
| РЕГУЛИРУЕМЫЙ ЭЛЕМЕНТ ЖЕСТКОСТИ ДЛЯ ХИРУРГИЧЕСКИХ ИНСТРУМЕНТОВ | 2020 |
|
RU2827786C1 |
| МИКРОХИРУРГИЧЕСКОЕ УСТРОЙСТВО | 2007 |
|
RU2432929C2 |
| ЗОНД ВИТРЭКТОМИИ С РЕГУЛИРУЕМЫМ РАЗМЕРОМ ПОРТА РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2591627C2 |
| СИСТЕМЫ И СПОСОБЫ АСПИРАЦИИ С ТРУБКАМИ МАЛОГО ДИАМЕТРА | 2011 |
|
RU2586738C2 |
| СБАЛАНСИРОВАННЫЙ НАКОНЕЧНИК ДЛЯ ФАКОЭМУЛЬСИФИКАЦИИ | 2011 |
|
RU2711331C2 |
| ДВУХПОРТОВЫЙ ПНЕВМАТИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2020 |
|
RU2824611C1 |
| АБЛЯЦИОННЫЙ КАТЕТЕР И НАБОР С ВСТАВКОЙ | 2015 |
|
RU2655533C2 |
Группа изобретений относится к медицинской технике, а именно к офтальмологическим хирургическим инструментам, и может быть использована для разрезания и удаления стекловидного тела. Зонд для витрэктомии содержит внешнюю режущую трубку с боковым отверстием внешнего порта, внутреннюю режущую трубку и диафрагму. Внутренняя режущая трубка расположена внутри внешней режущей трубки. Внутренняя режущая трубка имеет открытый дистальный конец, имеющий режущую кромку. Внутренняя режущая трубка дополнительно содержит дистальный боковой порт с режущей кромкой дистального бокового порта, расположенной на дистальном боковом порте таким образом, что при отведении внутренней режущей трубки внутрь внешней режущей трубки ткань, входящая в боковое отверстие внешнего порта, также входит в дистальный боковой порт внутренней режущей трубки, чтобы быть разрезанной режущей кромкой дистального бокового порта, когда внутренняя режущая трубка отведена во внешней режущей трубке. Диафрагма соединена с внутренней режущей трубкой. Диафрагма расположена внутри камеры привода, и диафрагма выполнена с возможностью перемещения назад и вперед внутри камеры привода при попеременной подаче и выпуске воздуха с любой стороны диафрагмы в камере привода. Перемещение диафрагмы вызывает колебания внутренней режущей трубки внутри внешней режущей трубки так, что открытый дистальный конец внутренней режущей трубки перемещается назад и вперед через боковое отверстие внешнего порта, чтобы разрезать ткань, входящую в боковое отверстие внешнего порта. Диафрагма содержит сторону открытого хода с первой контактной поверхностью, которая контактирует с внутренней стенкой камеры привода, когда внутренняя режущая трубка находится в отведенном положении. Диафрагма содержит сторону закрытого хода со второй контактной поверхностью, которая контактирует с противоположной стенкой внутренней камеры привода, когда внутренняя режущая трубка находится в выдвинутом положении; и при этом первая контактная поверхность содержит материал с меньшей твердостью, чем у второй контактной поверхности. В соответствии со вторым вариантом выполнения зонд для витрэктомии содержит внешнюю режущую трубку с боковым отверстием внешнего порта и скошенным закрытым концом, и при этом внутренняя режущая трубка содержит плоскую верхнюю кромку, приблизительно перпендикулярную продольной оси внутренней трубки, на части внутренней режущей трубки, которая прорезает через боковое отверстие внешнего порта. В соответствии с третьим вариантом выполнения зонда для витрэктомии внешняя режущая трубка имеет скошенный закрытый конец и расстояние от наконечника кромки порта до сетчатки (PTRD), находящееся приблизительно в диапазоне от 0,004 до 0,009 дюйма, а измерение расстояния от кромки порта до дистального наконечника зонда (PTTD) для бокового отверстия внешнего порта находится приблизительно в диапазоне от 0,005 до 0,010 дюйма с углом скоса приблизительно 60 градусов, измеренным от скошенного закрытого конца до удлиненной линии задней поверхности внешней режущей трубки, которая противоположна боковому отверстию внешнего порта. Изобретения обеспечивают выполнение разрезания и удаления стекловидного тела с большой осторожностью для исключения натяжения на сетчатке, отделения сетчатки от сосудистой оболочки глаза, разрыва сетчатки или, в наихудшем случае, разрезания и удаления самой сетчатки. 3 н. и 17 з.п. ф-лы, 19 ил.
1. Зонд для витрэктомии, содержащий:
внешнюю режущую трубку с боковым отверстием внешнего порта;
внутреннюю режущую трубку, расположенную внутри внешней режущей трубки, при этом внутренняя режущая трубка имеет открытый дистальный конец, имеющий режущую кромку;
при этом внутренняя режущая трубка дополнительно содержит дистальный боковой порт с режущей кромкой дистального бокового порта, расположенной на дистальном боковом порте таким образом, что при отведении внутренней режущей трубки внутрь внешней режущей трубки ткань, входящая в боковое отверстие внешнего порта, также входит в дистальный боковой порт внутренней режущей трубки, чтобы быть разрезанной режущей кромкой дистального бокового порта, когда внутренняя режущая трубка отведена во внешней режущей трубке;
диафрагму, соединенную с внутренней режущей трубкой, при этом диафрагма расположена внутри камеры привода, и диафрагма выполнена с возможностью перемещения назад и вперед внутри камеры привода при попеременной подаче и выпуске воздуха с любой стороны диафрагмы в камере привода;
при этом перемещение диафрагмы вызывает колебания внутренней режущей трубки внутри внешней режущей трубки так, что открытый дистальный конец внутренней режущей трубки перемещается назад и вперед через боковое отверстие внешнего порта, чтобы разрезать ткань, входящую в боковое отверстие внешнего порта;
при этом диафрагма содержит сторону открытого хода с первой контактной поверхностью, которая контактирует с внутренней стенкой камеры привода, когда внутренняя режущая трубка находится в отведенном положении;
при этом диафрагма содержит сторону закрытого хода со второй контактной поверхностью, которая контактирует с противоположной стенкой внутренней камеры привода, когда внутренняя режущая трубка находится в выдвинутом положении; и
при этом первая контактная поверхность содержит материал с меньшей твердостью, чем у второй контактной поверхности.
2. Зонд для витрэктомии по п. 1, отличающийся тем, что первая контактная поверхность содержит силикон, а вторая контактная поверхность содержит поликарбонат или полисульфон.
3. Зонд для витрэктомии по п. 1, отличающийся тем, что внешняя режущая трубка имеет скошенный закрытый конец со степенью скоса приблизительно в диапазоне от 20 до 80 градусов, измеренной от скошенного закрытого конца до удлиненной линии задней поверхности внешней режущей трубки, которая противоположна боковому отверстию внешнего порта.
4. Зонд для витрэктомии по п. 3, отличающийся тем, что расстояние от наконечника кромки порта до сетчатки (PTRD) находится приблизительно в диапазоне от 0,004 до 0,009 дюйма, а измерение расстояния от кромки порта до дистального наконечника зонда (PTTD) находится приблизительно в диапазоне от 0,005 до 0,010 дюйма с углом скоса приблизительно 60 градусов, измеренным от скошенного закрытого конца до удлиненной линии задней поверхности внешней режущей трубки, которая противоположна боковому отверстию внешнего порта.
5. Зонд для витрэктомии по п. 1, отличающийся тем, что дополнительно содержит аспирационный трубопровод, соединенный с внутренней режущей трубкой для создания вакуума во внутренней режущей трубке, и при этом аспирационный трубопровод содержит первый аспирационный трубопровод с твердостью первого аспирационного трубопровода, выполненный с возможностью соединения с хирургической консолью, и второй аспирационный трубопровод, соединенный с первым аспирационным трубопроводом и зондом для витрэктомии, причем второй аспирационный трубопровод имеет твердость второго аспирационного трубопровода, которая меньше, чем твердость первого аспирационного трубопровода.
6. Зонд для витрэктомии по п. 5, отличающийся тем, что первый аспирационный трубопровод имеет внутренний диаметр, составляющий приблизительно 0,060 дюйма, и твердость первого аспирационного трубопровода, составляющую приблизительно 80 по Шору A, а второй аспирационный трубопровод имеет внутренний диаметр, составляющий приблизительно 0,060 дюйма, и твердость второго аспирационного трубопровода, составляющую приблизительно 40 по Шору A;
при этом первый аспирационный трубопровод составляет приблизительно 79 дюймов в длину, и при этом второй аспирационный трубопровод составляет приблизительно 5 дюймов в длину, и соединен с зондом для витрэктомии на дистальном конце, и соединен с первым аспирационным трубопроводом на проксимальном конце.
7. Зонд для витрэктомии по п. 1, отличающийся тем, что боковое отверстие внешнего порта имеет угол проксимальной кромки порта, находящийся приблизительно в диапазоне от 40 до 60 градусов, и угол дистальной кромки порта, находящийся приблизительно в диапазоне от 35 до 55 градусов.
8. Зонд для витрэктомии по п. 1, отличающийся тем, что дополнительно содержит пневматическую линию привода, соединяющую зонд для витрэктомии с хирургической консолью, причем пневматическая линия привода содержит внутренний канал, выполненный с возможностью доставки воздуха в зонд для витрэктомии, при этом внутренний канал имеет неравномерное поперечное сечение вдоль длины пневматической линии привода, при этом пневматическая линия привода содержит первый сегмент и второй сегмент, причем первый сегмент определяет первый проход, имеющий первый диаметр, а второй сегмент определяет второй проход, имеющий второй диаметр, при этом первый диаметр отличается от второго диаметра.
9. Зонд для витрэктомии, содержащий:
внешнюю режущую трубку с боковым отверстием внешнего порта и скошенным закрытым концом;
внутреннюю режущую трубку, расположенную внутри внешней режущей трубки, при этом внутренняя режущая трубка имеет открытый дистальный конец, имеющий режущую кромку, и дистальный боковой порт с режущей кромкой дистального бокового порта, расположенной на дистальном боковом порте таким образом, что при отведении внутренней режущей трубки внутрь внешней режущей трубки ткань, входящая в боковое отверстие внешнего порта, также входит в дистальный боковой порт внутренней режущей трубки, чтобы быть разрезанной режущей кромкой дистального бокового порта, когда внутренняя режущая трубка отведена во внешней режущей трубке;
диафрагму, соединенную с внутренней режущей трубкой, при этом диафрагма расположена внутри камеры привода, и диафрагма выполнена с возможностью перемещения назад и вперед внутри камеры привода при попеременной подаче и выпуске воздуха с любой стороны диафрагмы в камере привода;
при этом перемещение диафрагмы вызывает колебания внутренней режущей трубки внутри внешней режущей трубки так, что открытый дистальный конец внутренней режущей трубки перемещается назад и вперед через боковое отверстие внешнего порта, чтобы разрезать ткань, входящую в боковое отверстие внешнего порта; и
при этом внутренняя режущая трубка содержит плоскую верхнюю кромку, приблизительно перпендикулярную продольной оси внутренней трубки, на части внутренней режущей трубки, которая прорезает через боковое отверстие внешнего порта.
10. Зонд для витрэктомии по п. 9, отличающийся тем, что боковое отверстие внешнего порта имеет угол проксимальной кромки порта, находящийся приблизительно в диапазоне от 40 до 60 градусов, и угол дистальной кромки порта, находящийся приблизительно в диапазоне от 35 до 55 градусов.
11. Зонд для витрэктомии по п. 9, отличающийся тем, что перемещение диафрагмы вызывает колебания внутренней режущей трубки внутри внешней режущей трубки так, что открытый дистальный конец внутренней режущей трубки перемещается назад и вперед через боковое отверстие внешнего порта, чтобы разрезать ткань, входящую в боковое отверстие внешнего порта;
при этом диафрагма содержит сторону открытого хода с первой контактной поверхностью, которая контактирует с внутренней стенкой камеры привода, когда внутренняя режущая трубка находится в отведенном положении;
при этом диафрагма содержит сторону закрытого хода со второй контактной поверхностью, которая контактирует с противоположной стенкой внутренней камеры привода, когда внутренняя режущая трубка находится в выдвинутом положении; и
при этом первая контактная поверхность содержит материал с меньшей твердостью, чем у второй контактной поверхности.
12. Зонд для витрэктомии по п. 9, отличающийся тем, что дополнительно содержит аспирационный трубопровод, соединенный с внутренней режущей трубкой для создания вакуума во внутренней режущей трубке; и при этом аспирационный трубопровод содержит первый аспирационный трубопровод с твердостью первого аспирационного трубопровода, выполненный с возможностью соединения с хирургической консолью, и второй аспирационный трубопровод, соединенный с первым аспирационным трубопроводом и зондом для витрэктомии, причем второй аспирационный трубопровод имеет твердость второго аспирационного трубопровода, которая меньше, чем твердость первого аспирационного трубопровода.
13. Зонд для витрэктомии по п. 12, отличающийся тем, что первый аспирационный трубопровод имеет внутренний диаметр, составляющий приблизительно 0,060 дюйма, и твердость первого аспирационного трубопровода, составляющую приблизительно 80 по Шору A, а второй аспирационный трубопровод имеет внутренний диаметр, составляющий приблизительно 0,060 дюйма, и твердость второго аспирационного трубопровода, составляющую приблизительно 40 по Шору A; и
при этом первый аспирационный трубопровод составляет приблизительно 79 дюймов в длину, и при этом второй аспирационный трубопровод составляет приблизительно 5 дюймов в длину, и соединен с зондом для витрэктомии на дистальном конце, и соединен с первым аспирационным трубопроводом на проксимальном конце.
14. Зонд для витрэктомии по п. 9, отличающийся тем, что дополнительно содержит пневматическую линию привода, соединяющую зонд для витрэктомии с хирургической консолью, причем пневматическая линия привода содержит внутренний канал, выполненный с возможностью доставки воздуха в зонд для витрэктомии, при этом внутренний канал имеет неравномерное поперечное сечение вдоль длины пневматической линии привода, при этом пневматическая линия привода содержит первый сегмент и второй сегмент, причем первый сегмент определяет первый проход, имеющий первый диаметр, а второй сегмент определяет второй проход, имеющий второй диаметр, при этом первый диаметр отличается от второго диаметра.
15. Зонд для витрэктомии по п. 9, отличающийся тем, что расстояние от наконечника кромки порта до сетчатки (PTRD) для бокового отверстия внешнего порта находится приблизительно в диапазоне от 0,004 до 0,009 дюйма, а измерение расстояния от кромки порта до дистального наконечника (PTTD) для бокового отверстия внешнего порта находится приблизительно в диапазоне от 0,005 до 0,010 дюйма с углом скоса приблизительно 60 градусов, измеренным от скошенного закрытого конца до удлиненной линии задней поверхности внешней режущей трубки, которая противоположна боковому отверстию внешнего порта.
16. Зонд для витрэктомии, содержащий:
внешнюю режущую трубку с боковым отверстием внешнего порта;
внутреннюю режущую трубку, расположенную внутри внешней режущей трубки, при этом внутренняя режущая трубка имеет открытый дистальный конец, имеющий режущую кромку;
при этом внутренняя режущая трубка дополнительно содержит дистальный боковой порт с режущей кромкой дистального бокового порта, расположенной на дистальном боковом порте таким образом, что при отведении внутренней режущей трубки внутрь внешней режущей трубки ткань, входящая в боковое отверстие внешнего порта, также входит в дистальный боковой порт внутренней режущей трубки, чтобы быть разрезанной режущей кромкой дистального бокового порта, когда внутренняя режущая трубка отведена во внешней режущей трубке;
при этом внешняя режущая трубка имеет скошенный закрытый конец и расстояние от наконечника кромки порта до сетчатки (PTRD), находящееся приблизительно в диапазоне от 0,004 до 0,009 дюйма, а измерение расстояния от кромки порта до дистального наконечника зонда (PTTD) для бокового отверстия внешнего порта находится приблизительно в диапазоне от 0,005 до 0,010 дюйма с углом скоса приблизительно 60 градусов, измеренным от скошенного закрытого конца до удлиненной линии задней поверхности внешней режущей трубки, которая противоположна боковому отверстию внешнего порта.
17. Зонд для витрэктомии по п. 16, отличающийся тем, что дополнительно содержит аспирационный трубопровод, соединенный с внутренней режущей трубкой для создания вакуума во внутренней режущей трубке, и при этом аспирационный трубопровод содержит первый аспирационный трубопровод с твердостью первого аспирационного трубопровода, выполненный с возможностью соединения с хирургической консолью, и второй аспирационный трубопровод, соединенный с первым аспирационным трубопроводом и зондом для витрэктомии, причем второй аспирационный трубопровод имеет твердость второго аспирационного трубопровода, которая меньше, чем твердость первого аспирационного трубопровода.
18. Зонд для витрэктомии по п. 16, отличающийся тем, что дополнительно содержит пневматическую линию привода, соединяющую зонд для витрэктомии с хирургической консолью, причем пневматическая линия привода содержит внутренний канал, выполненный с возможностью доставки воздуха в зонд для витрэктомии, при этом внутренний канал имеет неравномерное поперечное сечение вдоль длины пневматической линии привода, при этом пневматическая линия привода содержит первый сегмент и второй сегмент, причем первый сегмент определяет первый проход, имеющий первый диаметр, а второй сегмент определяет второй проход, имеющий второй диаметр, при этом первый диаметр отличается от второго диаметра.
19. Зонд для витрэктомии по п. 16, отличающийся тем, что внешняя режущая трубка имеет скошенный закрытый конец, и при этом внутренняя режущая трубка содержит плоскую верхнюю кромку, приблизительно перпендикулярную продольной оси внутренней трубки, на части внутренней режущей трубки, которая прорезает через боковое отверстие внешнего порта.
20. Зонд для витрэктомии по п. 16, отличающийся тем, что первый аспирационный трубопровод имеет внутренний диаметр, составляющий приблизительно 0,060 дюйма, и твердость первого аспирационного трубопровода, составляющую приблизительно 80 по Шору A, а второй аспирационный трубопровод имеет внутренний диаметр, составляющий приблизительно 0,060 дюйма, и твердость второго аспирационного трубопровода, составляющую приблизительно 40 по Шору A; и
при этом первый аспирационный трубопровод составляет приблизительно 79 дюймов в длину, и при этом второй аспирационный трубопровод составляет приблизительно 5 дюймов в длину, и соединен с зондом для витрэктомии на дистальном конце, и соединен с первым аспирационным трубопроводом на проксимальном конце.
| US 20160135991 A1, 19.05.2016 | |||
| ЧУВСТВИТЕЛЬНЫЕ К ДАВЛЕНИЮ ХИРУРГИЧЕСКИЕ СИСТЕМЫ И СПОСОБЫ ДЛЯ ВИТРЭКТОМИИ | 2014 |
|
RU2651086C2 |
| ЗОНД ДЛЯ ВИТРЭКТОМИИ | 2006 |
|
RU2416383C2 |
| ЗОНД ДЛЯ ВИТРЭКТОМИИ С РЕГУЛИРУЕМЫМ РАЗМЕРОМ КАНАЛА РЕЖУЩЕГО ИНСТРУМЕНТА | 2012 |
|
RU2618916C2 |
| УСТРОЙСТВО ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ ОПЕРАЦИЙ | 1992 |
|
RU2029533C1 |

