Изобретение относится к системе отбора товаров по заказу, содержащей конвейер непрерывного действия, имеющий носитель, выполненный с возможностью транспортирования товаров. Изобретение также относится к способу манипулирования товарами в системе отбора товаров по заказу, содержащей конвейер непрерывного действия.
В документе EP2403782 заявителя приведено описание подъемника непрерывного действия, т.е. вертикального конвейера, для передачи товаров с первого конвейера на второй конвейер. Применение этого вертикального конвейера позволяет соединять два вышеуказанных конвейера, находящихся на разных высотах, в то время как порядок расположения товаров остается неизменным. Если бы товары подлежали сортировке в различные потоки товаров или если бы различные потоки подачи товаров подлежали комбинированию, были бы использованы дополнительные специальные устройства. Например, для сортировки товаров может использоваться такая система сортировки, как устройство для сортировки обуви. Такие устройства для сортировки обуви часто используются в применениях, где существует широкий ряд размеров, форм и веса товаров, и указанные устройства также пригодны для манипулирования товарами, которые являются хрупкими или легко повреждаемыми. Однако основным недостатком устройства для сортировки обуви является очень большое занимаемое пространство.
В документе FR3031510A1, который рассматривается в качестве наиболее близкого аналога, приведено описание системы и способа задания последовательности операций для по меньшей мере одного поста подготовки (также называемого «постом взятия»). В этом документе раскрыт конвейер непрерывного действия, имеющий носитель, выполненный с возможностью транспортирования товаров, причем указанный конвейер непрерывного действия связан на одной стороне с по меньшей мере одним транспортером и на противоположной стороне связан с по меньшей мере множеством дополнительных транспортеров, которые содержат множество транспортировочных контейнеров. Такие транспортировочные контейнеры могут содержать и в основном содержат товары. Система выполнена с возможностью направления грузов в заданной последовательности, поступающих с по меньшей мере одного внешнего блока (например, со склада) с помощью по меньшей мере одного входного конвейера, и подачи грузов в требуемом порядке с помощью по меньшей мере одного выходного конвейера, например, на пост взятия. Система, описанная в указанном документе, обеспечивает подготовку выполнения последовательности операций для поста отбора товаров, после чего человек-оператор принимает выходящие контейнеры для дальнейшего манипулирования на посту отбора товаров. Несмотря на то, что сама система не является системой отбора товаров по заказу, она всё же рассматривается в качестве наиболее близкого аналога, поскольку она, по меньшей мере, относится к подготовке для отбора товаров и может быть соединена с системой отбора товаров по заказу, расположенной ниже по технологическому потоку. По меньшей мере признаки по отличительной части независимых пунктов формулы изобретения являются новыми относительно указанного документа. Недостаток указанного наиболее близкого аналога состоит в том, что он может применяться только для сортировки предварительно заполненных контейнеров и, соответственно, требует дополнительных систем, таких как расположенная выше по технологическому потоку система заполнения для заполнения указанных контейнеров товарами и вышеупомянутый пост взятия, расположенный ниже по технологическому потоку. Общее пространство, занимаемое этими системами, относительно большое, и, как представляется, потребуется ручная работа, по меньшей мере, на этапе манипулирования контейнерами после их упорядочения в заданном порядке. Таким образом, существует необходимость в гибких системах, имеющих высокий уровень автоматизации и предпочтительно занимающих небольшое пространство.
Международная патентная заявка WO95/34491A1 раскрывает четырехцепную систему манипулирования грузами непрерывного действия, которая позволяет выполнять непрерывное манипулирование различными тяжелыми грузами, в частности, на грузовых судах и в портах. В этой заявке описан конвейер непрерывного действия, имеющий носитель, выполненный с возможностью транспортирования товаров, причем указанный конвейер непрерывного действия на одной стороне связан с по меньшей мере одним транспортером, и на противоположной стороне связан с по меньшей мере множеством дополнительных транспортеров. Груз представляет собой множество контейнеров, которые могут содержать и в основном содержат товары.
Документы CH539578A, EP2729387A2, CN202594275U, DE4300758A1 и JPH1053325A рассматриваются в качестве дополнительного уровня техники.
Задача изобретения заключается в создании системы отбора товаров по заказу, содержащей конвейер непрерывного действия, усовершенствованный по сравнению с существующим уровнем техники, и в которой устранена по меньшей мере одна из вышеуказанных проблем.
Указанная задача решается с помощью системы согласно изобретению, которая содержит конвейер непрерывного действия, имеющий носитель, выполненный с возможностью транспортирования товаров;
причем указанный конвейер непрерывного действия:
связан на одной стороне с по меньшей мере одним транспортером; и
связан на противоположной стороне с по меньшей мере множеством дополнительных транспортеров, которые содержат множество транспортировочных контейнеров,
причем множество транспортировочных контейнеров выполнены с возможностью приема одного или более товаров, транспортируемых носителем; и
конвейер непрерывного действия выполнен с возможностью:
выборочного помещения одного или более товаров в предварительно выбранный транспортировочный контейнер из множества транспортировочных контейнеров; и
выборочного взятия и транспортирования предварительно выбранного транспортировочного контейнера, содержащего один или более предварительно помещенных в него товаров.
Благодаря комбинированию конвейера непрерывного действия с множеством транспортеров, т.е. по меньшей мере одного транспортера, расположенного с одной стороны конвейера непрерывного действия, и по меньшей мере множества дополнительных транспортеров, расположенных с противоположной стороны, можно получить очень гибкую систему. Сходным образом с вышеописанным подъемником непрерывного действия из EP2403782 товары могут преодолевать разность высот между двумя транспортерами. Однако благодаря множеству транспортеров система согласно изобретению способна одновременно выполнять действие по сортировке и/или комбинированию. Изобретение не только исполняет роль дополнительного специального устройства для сортировки или комбинирования зарезервированных товаров, но также обеспечивает гибкое действие по сортировке и/или комбинированию на очень ограниченном занимаемом пространстве. Кроме того, что касается горизонтального устройства сортировки, такого как устройство для сортировки обуви, логистика также улучшается, поскольку промежуточный этап приема товаров на стеллаж и манипулирование ими могут быть излишними.
В то время как вышеописанные существующие системы способны выполнять только сортировку или хранение предварительно заполненных контейнеров (или груза), система отбора товаров по заказу согласно изобретению способна транспортировать товары с помощью вышеуказанного носителя независимо от контейнеров, тем самым позволяя системе отбора товаров по заказу также размещать товары, которые транспортируются носителем, в предварительно выбранный один из множества транспортировочных контейнеров. Транспортировочные контейнеры выполнены с возможностью приема одного или более товаров, транспортируемых носителем, в отличие от контейнеров по существующему уровню техники, которые выполнены только с возможностью транспортирования носителем, обычно с товарами, уже помещенными внутрь указанного предварительно заполненного контейнера.
Конвейер непрерывного действия выполнен с возможностью выполнения по меньшей мере одного из действий: выборочное размещение одного или более товаров в предварительно выбранном транспортировочном контейнере из множества транспортировочных контейнеров, и выборочное взятие и транспортирование предварительно выбранного транспортировочного контейнера, содержащего ранее помещенные в него один или более товаров. Таким образом, система отбора товаров по заказу согласно изобретению, с одной стороны, может сортировать товары, транспортируя их с помощью указанного носителя и размещая их в одном из множества контейнеров, которые хранятся в указанной системе отбора товаров по заказу. С другой стороны, система отбора товаров по заказу также может выполнять взятие транспортировочного контейнера, который предварительно был заполнен с помощью указанной той же самой системы отбора товаров по заказу. Соответственно, система отбора товаров по заказу согласно изобретению имеет высокую гибкость, комбинируя, по меньшей мере, функциональность наполнения транспортировочных контейнеров предварительно выбранными товарами, а также функциональность хранения и сортировки указанных наполненных транспортировочных контейнеров на весьма ограниченном занимаемом пространстве.
Указанная задача также решается с помощью способа манипулирования товарами в системе отбора товаров по заказу, содержащей по меньшей мере один транспортер на одной стороне конвейера непрерывного действия и по меньшей мере множество дополнительных транспортеров на его противоположной стороне; способ включает в себя следующие этапы, на которых:
принимают товары с одного из по меньшей мере одного транспортера или с по меньшей мере одного из множества дополнительных транспортеров;
транспортируют товары на другую сторону конвейера непрерывного действия;
укладывают товары на по меньшей мере один из множества дополнительных транспортеров или на один из по меньшей мере одного транспортера на другой стороне конвейера непрерывного действия;
причем множество дополнительных транспортеров содержит множество транспортировочных контейнеров, которые выполнены с возможностью приема одного или более товаров, транспортируемых носителем, и указанный способ включает в себя этап, на котором выборочно помещают один или более товаров в предварительно выбранный транспортировочный контейнер из множества транспортировочных контейнеров;
и дополнительно включает в себя этап, на котором конвейером непрерывного действия выполняют выборочное взятие и транспортирование предварительно выбранного транспортировочного контейнера, содержащего один или более товаров, предварительно помещенных в указанный контейнер.
Предпочтительные варианты осуществления являются предметами зависимых пунктов формулы изобретения.
Различные аспекты и особенности, описанные и показанные в настоящем документе, могут использоваться по отдельности при наличии возможности. Эти отдельные аспекты и, в частности, аспекты и особенности, раскрытые в зависимых пунктах формулы изобретения, могут быть представлены в виде предмета выделенных заявок на патент, относящихся к отдельной проблеме существующего уровня техники, применительно к которой транспортеры не могут содержать множество транспортировочных контейнеров.
В приведенном далее описании предпочтительные варианты осуществления изобретения дополнительно описаны со ссылкой на чертежи.
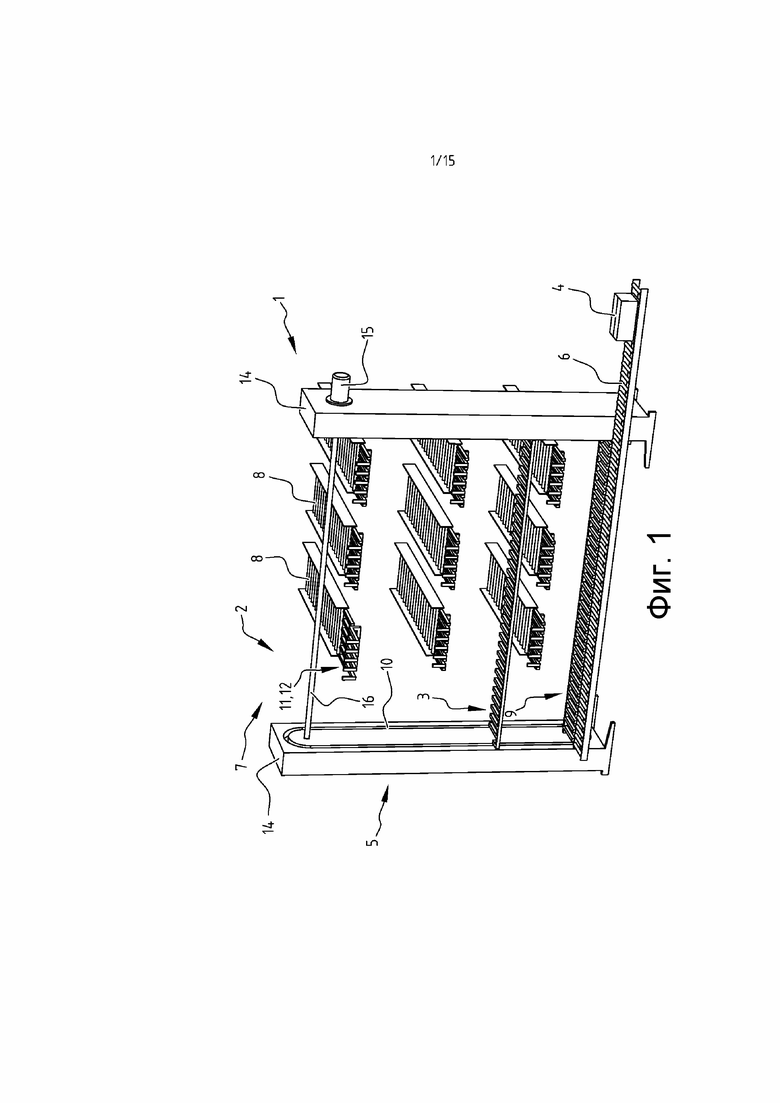
На фиг. 1 показана система согласно изобретению, вид в перспективе;
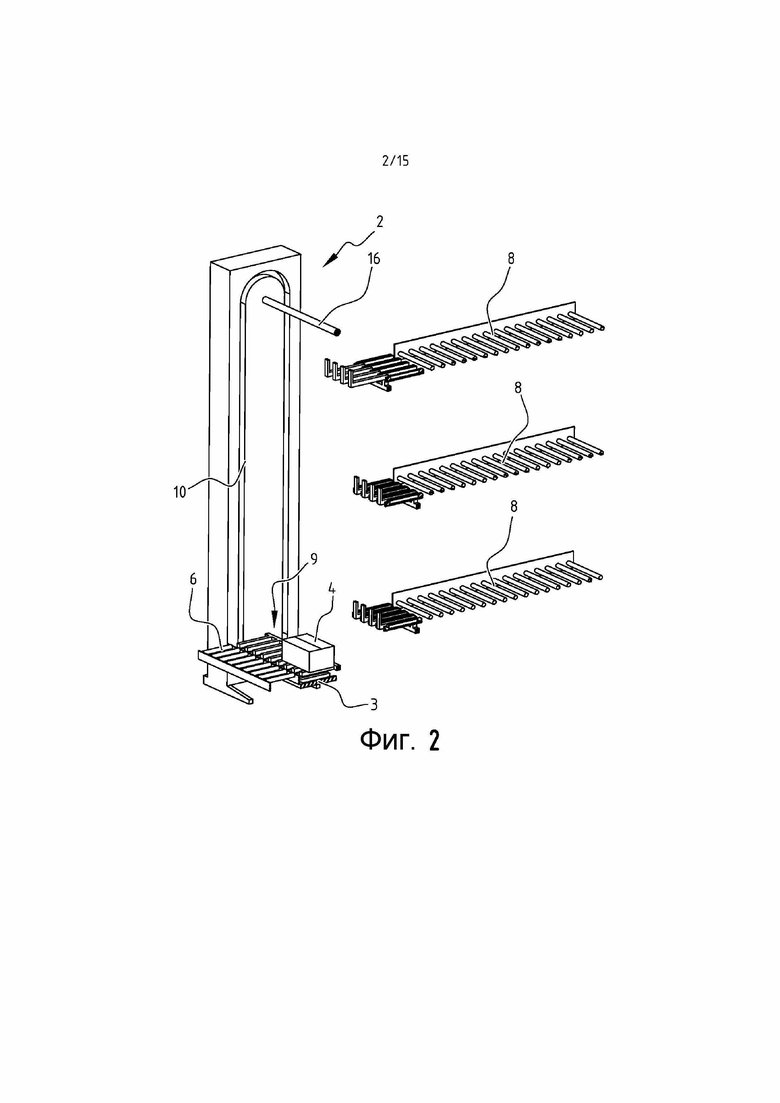
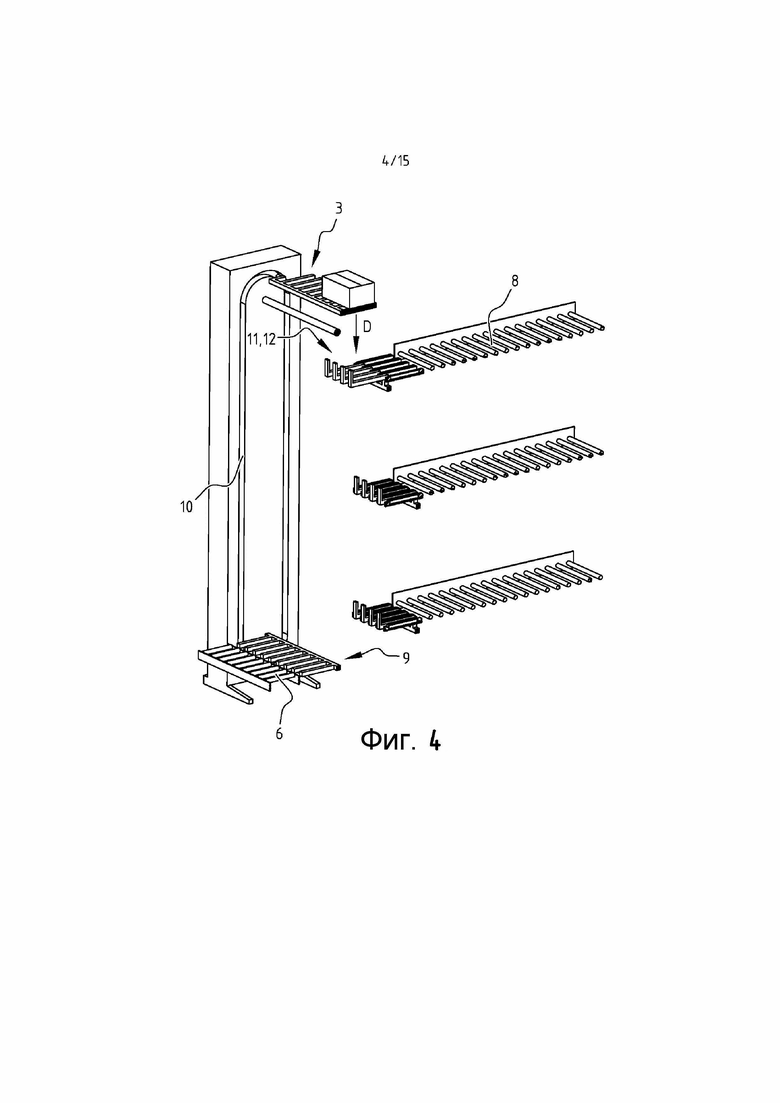
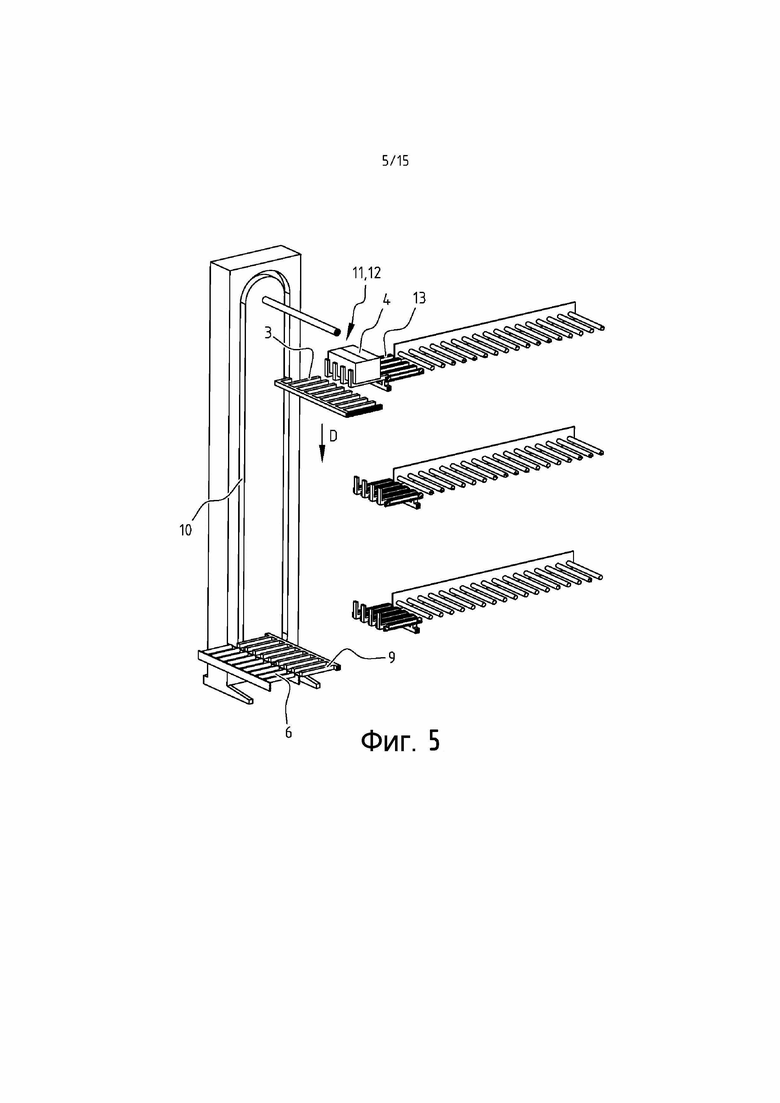
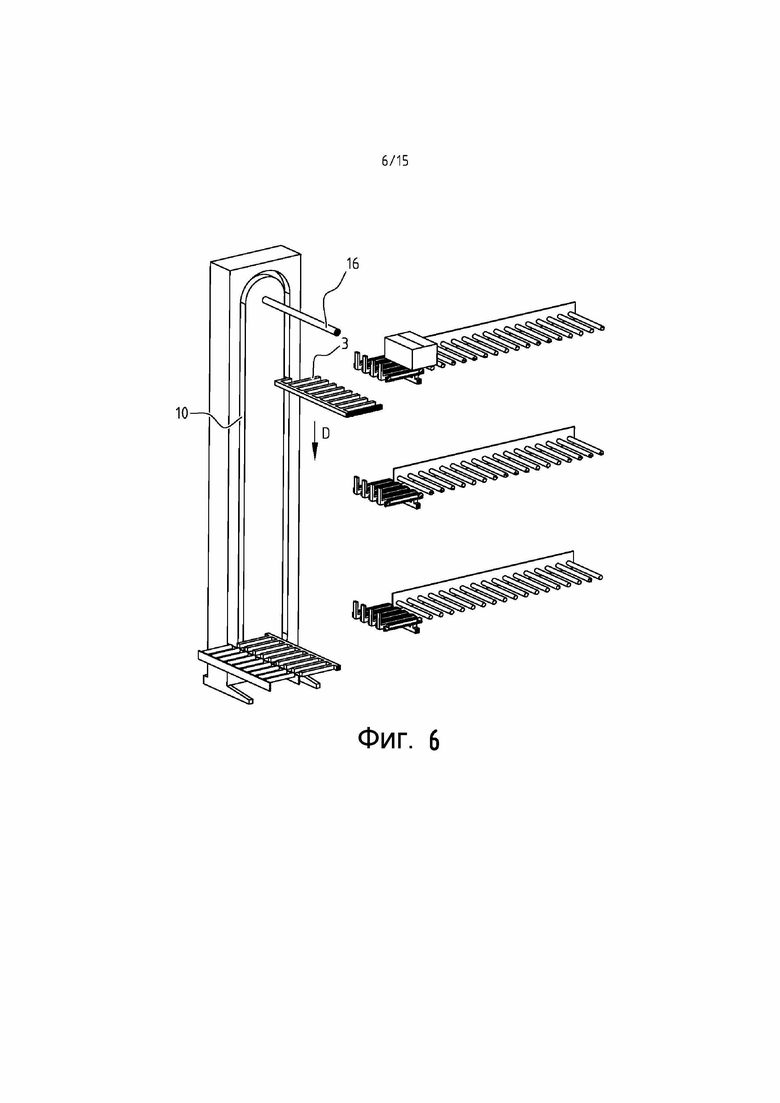
на фиг. 2-6 пояснены последовательные этапы применения системы на фиг. 1, виды в перспективе;
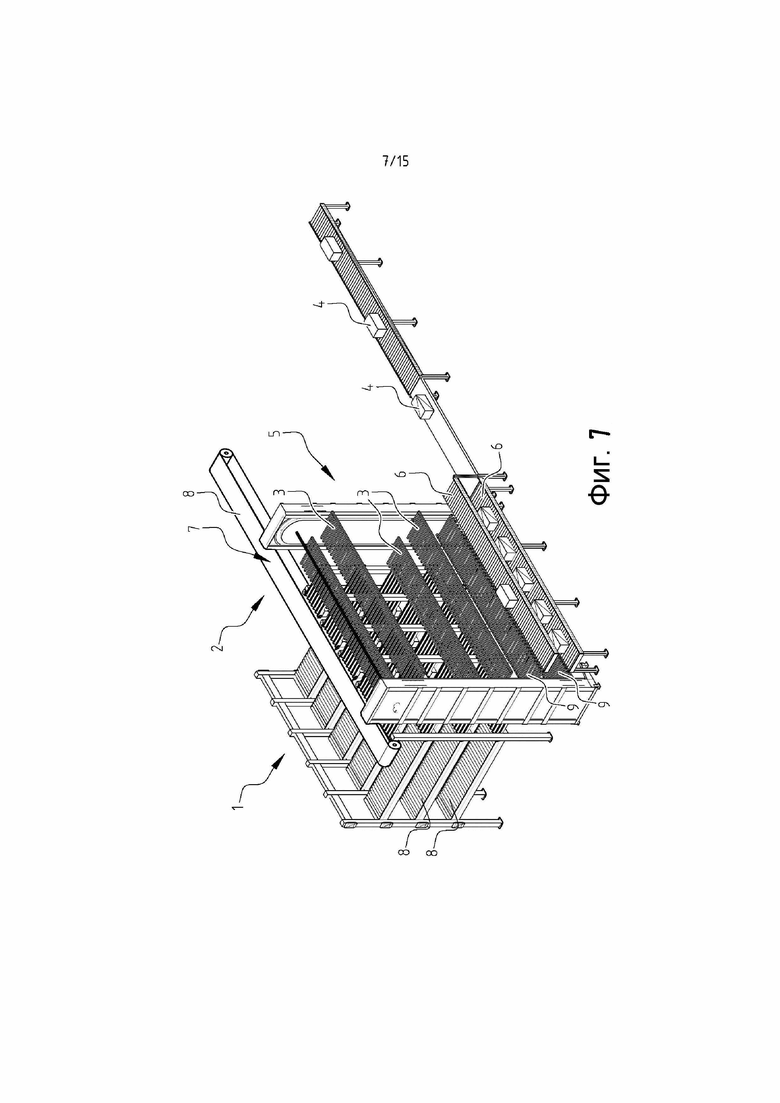
на фиг. 7 – система согласно второму варианту осуществления изобретения, вид в перспективе;
на фиг. 8 – система согласно третьему варианту осуществления, причем носитель содержит ленточные конвейеры, вид в перспективе;
на фиг. 9 – система согласно четвертому варианту осуществления, причем носитель является наклоняемым приемником, вид в перспективе;
на фиг. 9A – детальный вид, поясняющий наклон приемника;
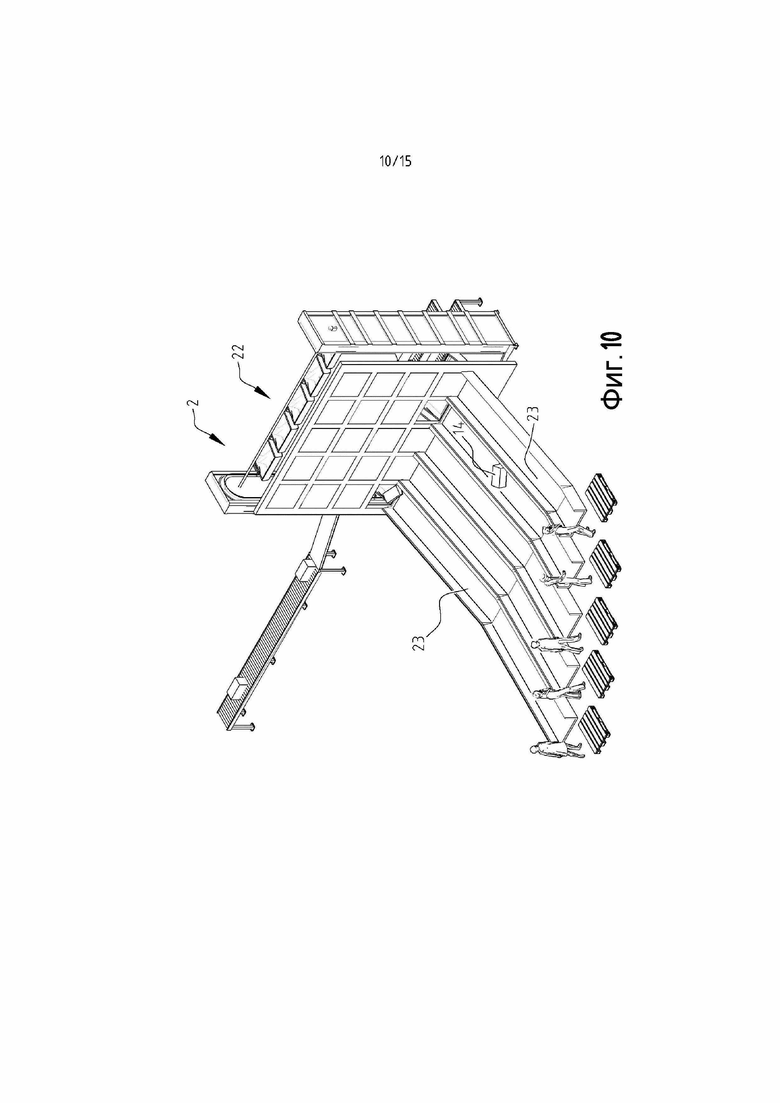
на фиг. 10 – система согласно пятому варианту осуществления, причем транспортеры содержат лотки, вид в перспективе;
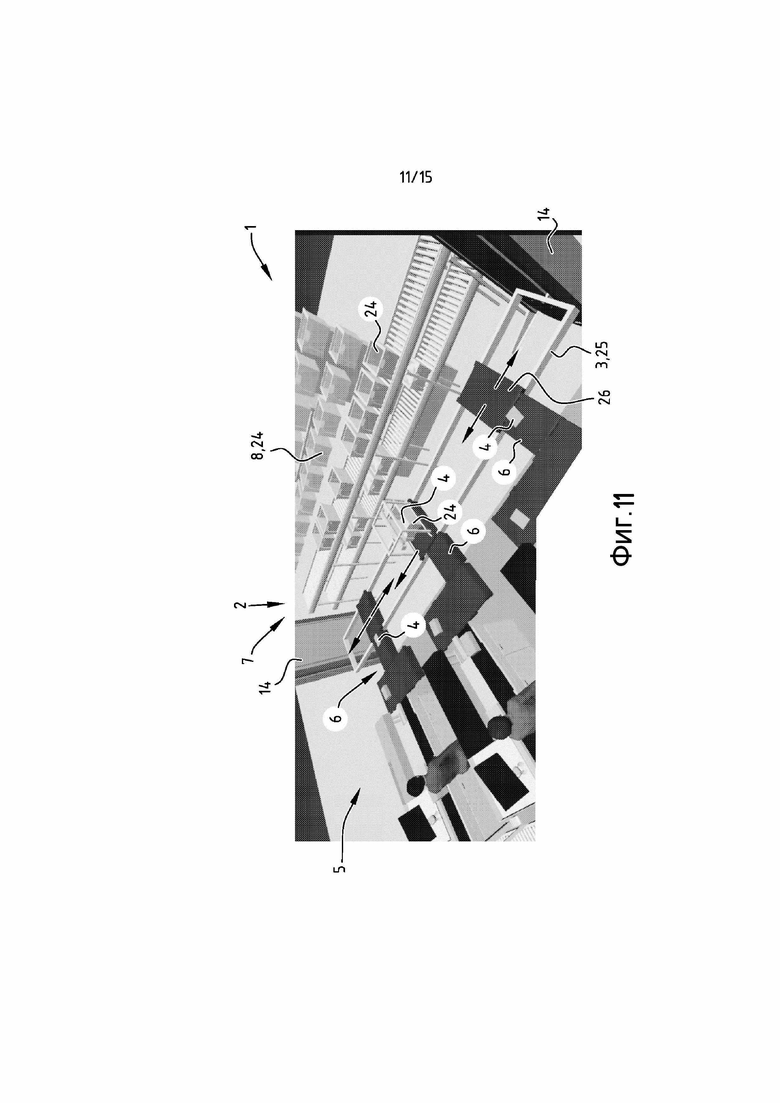
на фиг. 11-14 – система согласно шестому варианту осуществления в последовательных этапах во время использования, вид в перспективе; и
на фиг. 15 – система согласно седьмому варианту осуществления изобретения, имеющему близкое отношение к шестому варианту осуществления, вид в перспективе.
Система 1, показанная на фиг. 1, содержит конвейер 2 непрерывного действия, который содержит носитель 3, выполненный с возможностью транспортирования товаров 4. Для лучшего понимания на фиг. 1 – 6 показан только один носитель 3, но специалисту в рассматриваемой области должно быть понятно, что может быть использовано множество носителей 3 (как показано в варианте выполнения на фиг. 7), причем количество носителей 3 непосредственно зависит от производительности системы.
Конвейер 2 непрерывного действия на стороне 5 связан с по меньшей мере одним транспортером 6, в то время как на противоположной стороне 7 указанный конвейер 2 непрерывного действия связан с по меньшей мере множеством дополнительных транспортеров 8. Сторона 5 и противоположная сторона 7 расположены с противоположных сторон относительно конвейера 2 непрерывного действия, который, следовательно, расположен между указанной стороной 5 и указанной противоположной стороной 7.
Для лучшего понимания на фиг. 1 – 6 на стороне 5 конвейера 2 непрерывного действия расположен только один транспортер 6, в то время как на противоположной стороне 7 расположены в общей сложности девять дополнительных транспортеров 8. В показанном варианте выполнения один транспортер 6 действует как входной транспортер, а множество дополнительных транспортеров 8 действуют как выходные транспортеры. Таким образом, показанный вариант выполнения может использоваться в качестве системы сортировки, причем товары, подаваемые с помощью транспортера 6, могут выборочно укладываться на выбранный дополнительный транспортер 8 из множества дополнительных транспортеров 8, которые действуют как выходные транспортеры.
Носитель 3 конвейера 2 непрерывного действия выполнен с возможностью выборочного движения по замкнутой дорожке 10: он может принимать товары 4 с одного из по меньшей мере одного транспортера 6 или по меньшей мере одного из множества дополнительных транспортеров 8 и укладывать указанные товары 4 на по меньшей мере один из множества дополнительных транспортеров 8 или один из по меньшей мере одного транспортера 6 на другой стороне конвейера 2 непрерывного действия.
Носитель 3 выполнен с возможностью принимать товары 4 посредством подъема указанных товаров 4 с одного по меньшей мере из одного транспортера 6 или по меньшей мере одного из множества дополнительных транспортеров 8. На фиг. 2 показано состояние, в котором носитель 3 расположен непосредственно под платформой 9, которая поддерживает товар 4, поданный транспортером 6. Транспортер 6 и платформа 9 расположены на сегменте замкнутой дорожки 10, где носитель 3 движется в верхнем направлении U (фиг. 3).
Носитель 3 движется по замкнутой дорожке 10, которая ориентирована, по существу, вертикально, тем самым, поднимая товар 4 с платформы 9, когда носитель 3 движется в верхнем направлении U (фиг. 3) на стороне 5 конвейера 2 непрерывного действия.
Носитель 3 выполнен с возможностью укладывания товаров 4 посредством выгрузки указанных товаров 4 на по меньшей мере один из множества дополнительных транспортеров 8 или на один из по меньшей мере одного транспортера 6 на другой стороне конвейера непрерывного действия. В показанном варианте выполнения, если носитель 3 движется дальше по замкнутой дорожке 10, он достигает противоположной стороны 7, где он движется в нижнем направлении D (фиг. 4). Дополнительные транспортеры 8 расположены на сегменте замкнутой дорожки 10, где носитель 3 движется в указанном нижнем направлении D.
На фиг. 5 и 6 показаны состояния, где носитель 3 перемещается дальше в нижнем направлении D и выгружает товар 4 на дополнительную платформу 11. В этом примере системы 1, которая является системой сортировки, дополнительная платформа 11 является местом 12 выгрузки. Однако при кинематической инверсии (не показано), приводящей к образованию системы комбинирования для товаров 4, указанная дополнительная платформа 11 может быть местом взятия.
В конкретном показанном варианте выполнения дополнительная платформа 11 является платформой, которая выдвигается относительно связанного с ней транспортера 8 для обеспечения выборочной выгрузки товаров 4. Другими словами, система 1 позволяет выборочно определять, на какой из множества дополнительных транспортеров 8 на противоположной стороне 7 принимаются конкретные товары 4 для последующего манипулирования. Товары 4 могут размещаться, т.е. выгружаться, на дополнительную платформу 11 дополнительного транспортера 8.
На фиг. 5 дополнительная платформа 11 полностью выдвинута и только что приняла выгруженный товар 4. На фиг. 6 дополнительная платформа 11 убрана, и товар 4 транспортируется с помощью переходного транспортера 13 на дополнительный транспортер 8.
В качестве альтернативы выдвижным платформам 11 носитель 3 может содержать один или более конвейеров 21 (фиг. 8) или толкателей, которые выполнены с возможностью принудительного перемещения товаров 4 с носителя 3 на требуемый транспортер 6 или дополнительный транспортер 8. Как вариант, носитель 3 может наклоняться (фиг. 9 и 10) для удаления с него товара под влиянием силы тяжести сходным образом с принципом действия автомобиля-самосвала. На фиг. 9 и 10 носитель 3 содержит множество приемников 22, 22’, 22’’, 22’’’, 22’’’’, 22’’’’’, которые могут наклоняться, предпочтительно независимо друг от друга. Благодаря наклону, приемник 22, 22’, 22’’, 22’’’, 22’’’’, 22’’’’’ опрокидывается, и находящийся в нем товар 4 может удаляться из указанного приемника 22, 22’, 22’’, 22’’’, 22’’’’, 22’’’’’ на требуемый транспортер 6 или дополнительный транспортер 8.
В предпочтительном варианте выполнения конвейер 2 непрерывного действия содержит два противоположных подъемника 14 непрерывного действия, и носитель 3 является общим носителем, который проходит между указанными противоположными подъемниками 14 непрерывного действия (фиг. 1). Общий носитель 3 может поддерживаться на его противоположных концах двумя подъемниками 14 непрерывного действия.
Каждый подъемник 14 непрерывного действия может быть подъемником, описанным в документе EP2403782 на имя заявителя. В предпочтительном варианте выполнения оба подъемника 14 непрерывного действия синхронизированы, что может быть достигнуто, если они имеют общий приводной двигатель 15 и вал 16 привода.
Если носитель 3 является продолговатым носителем, он может транспортировать множество товаров 4 одновременно.
Носитель 3 может иметь форму гребенки, имеющей основание 17 и множество зубьев 18.
Если общий носитель 3 поддерживается с его противоположных концов двумя подъемниками 14 непрерывного действия, основание 17 носителя 3 в форме гребенки проходит между противоположными подъемниками 14 непрерывного действия. Зубья 18 проходят поперек основания.
Платформа 9 расположена между конвейером 2 непрерывного действия и по меньшей мере одним из по меньшей мере одного транспортера 6 на стороне 5 или по меньшей мере одним из множества дополнительных транспортеров 8 на противоположной стороне 7. В показанном варианте выполнения платформа 9 расположена на стороне 5 и выполнена с возможностью приема товаров 4 с транспортера 6.
Платформа 9 имеет форму гребенки, которая является ответной к форме гребенки носителя 3. Форма гребенки платформы 9 имеет основание 19 платформы и множество зубьев 20 платформы, причем зубья платформы 20 отходят от основания 19 платформы по направлению к по меньшей мере одному транспортеру 6 или к по меньшей мере одному из множества дополнительных транспортеров 8 на соответствующей стороне конвейера 2 непрерывного действия. В показанном варианте выполнения платформа 9 расположена на стороне 5 конвейера 2 непрерывного действия, и, таким образом, зубья 20 платформы проходят к транспортеру 6 на той же самой стороне 5 конвейера 2 непрерывного действия.
Платформа 9 и по меньшей мере один транспортер 6 или по меньшей мере один из множества дополнительных транспортеров 8 на соответствующей стороне 5, 7 конвейера 2 непрерывного действия расположены с горизонтальным смещением H, которое больше горизонтального размера h основания 17 носителя 3 в форме гребенки (фиг. 3). Основание 17 носителя 3 в форме гребенки выполнено с возможностью перемещения через горизонтальное смещение H.
Изобретение также относится к способу транспортирования товаров 4 в системе 1, содержащей по меньшей мере один транспортер 6 на стороне 5 конвейера 2 непрерывного действия и по меньшей мере множество дополнительных транспортеров 8 на его противоположной стороне 7; указанный способ включает в себя следующие этапы, на которых:
- принимают товары 4 с одного из по меньшей мере одного транспортера 6 или с по меньшей мере одного из множества дополнительных транспортеров 8;
- транспортируют товары 4 на другую сторону конвейера 2 непрерывного действия; и
- укладывают товары 4 на по меньшей мере один из множества дополнительных транспортеров 8 или один из по меньшей мере одного транспортера 6 на другой стороне конвейера 2 непрерывного действия.
Этап приема товаров 4 с одного из по меньшей мере одного транспортера 6 или с по меньшей мере одного из множества дополнительных транспортеров 8 может содержать этап подъема указанных товаров 4 с одного из по меньшей мере одного транспортера 6 (фиг. 2 и 3) или с по меньшей мере одного из множества дополнительных транспортеров 8.
Этап укладывания товаров 4 на по меньшей мере один из множества дополнительных транспортеров 8 или один из по меньшей мере одного транспортера 6 на другой стороне конвейера 2 непрерывного действия может содержать этап выгрузки указанных товаров 4 на по меньшей мере один из множества дополнительных транспортеров 8 (фиг. 4 и 5) или на один из по меньшей мере одного транспортера 6 на другой стороне конвейера 2 непрерывного действия.
Этап приема товаров 4 с одного из по меньшей мере одного транспортера 6 или с по меньшей мере одного из множества дополнительных транспортеров 8 содержит этап выборочного приема товаров 4. Таким образом, система 1 может использоваться для выборочного комбинирования товаров 4 в системе комбинирования с очень небольшим занимаемым пространством.
Этап укладывания товаров 4 на по меньшей мере один из множества дополнительных транспортеров 8 или один из по меньшей мере одного транспортера 6 на другой стороне конвейера 2 непрерывного действия содержит этап выборочного укладывания товаров 4. Таким образом, система 1 может использоваться для сортировки товаров 4. Что касается системы устройства для сортировки обуви по существующему уровню техники, занимаемое пространство является очень небольшим, в то время как она разделяет преимущества в отношении пригодности для применений, где существует широкий ряд размеров, форм и веса товаров, и товары 4 могут быть хрупкими или легко повреждаемыми.
Если товар 4 отбраковывается или по какой-либо другой причине не укладывается, указанный товар 4 всегда укладывается на самый нижний транспортер 6 или дополнительный транспортер 8 для предотвращения загромождения системы 1. После проверки указанный обойденный товар 4 может быть снова подан в систему 1 для дальнейшего манипулирования им.
На фиг. 7 показан другой вариант выполнения по изобретению, в котором применяют множество носителей 3. Кроме того, с обеих сторон конвейера 2 непрерывного действия расположены множество транспортеров 6, 8. Хотя это и не показано, можно допустить, что транспортеры 6, 8 проходят в различных направлениях. В случае входного транспортера 6 на платформу 9 могут поступать товары 4 с разных направлений, тем самым увеличивая скорость на входе.
На фиг. 7 направление потока преднамеренно не показано, означая, что транспортеры 6 на стороне 5 могут быть входными транспортерами, а транспортеры 8 на противоположной стороне 7 могут быть выходными транспортерами (как в вышеприведенном примере) или наоборот. Кинематическая инверсия приводит к образованию транспортеров 8 на противоположной стороне 7, действующих в качестве входных транспортеров, и транспортеров 6 на стороне 5 конвейера 2 непрерывного действия, действующих в качестве выходных транспортеров.
Кроме того, транспортеры 6, 8 могут проходить параллельно конвейеру 2 непрерывного действия или поперечно ему. На фиг. 7 верхний дополнительный транспортер 8 из множества дополнительных транспортеров 8 на противоположной стороне 7 конвейера непрерывного действия 2 проходит параллельно конвейеру 2 непрерывного действия и в поперечном направлении относительно других дополнительных транспортеров 8.
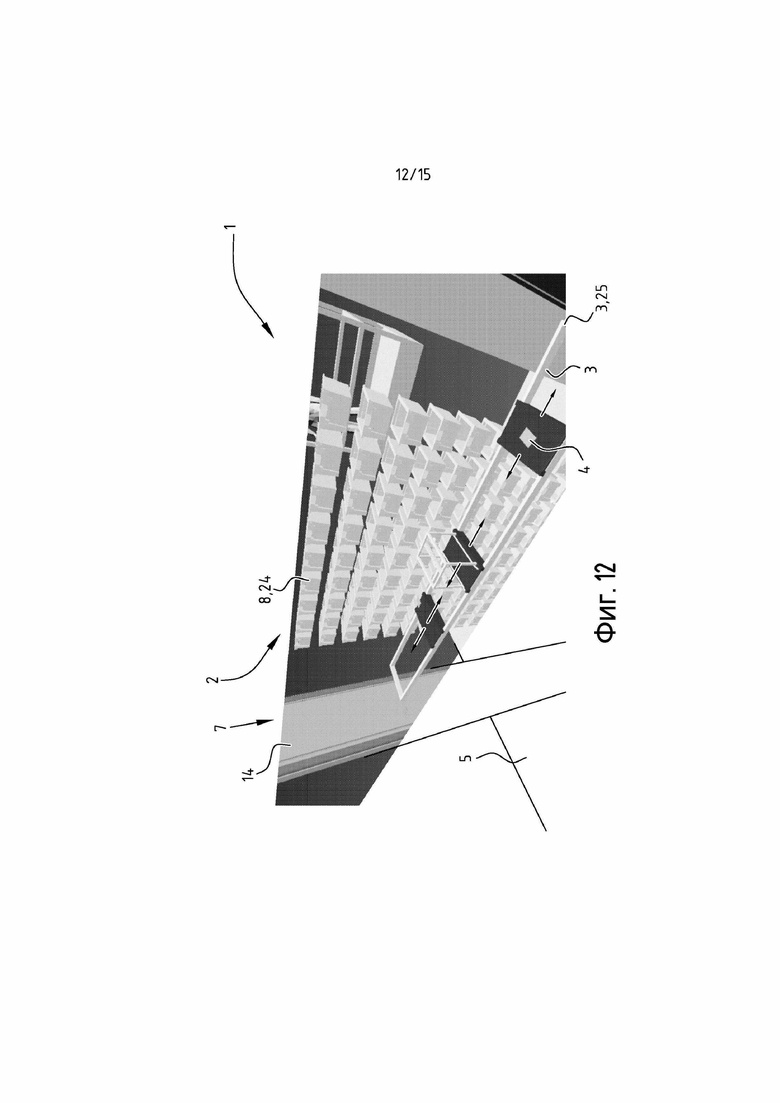
На фиг. 11 – 14 представлена система 1 согласно шестому предпочтительному варианту осуществления изобретения, где показаны последовательные этапы указанной системы 1 во время применения, в то время как на фиг. 15 пояснен седьмой предпочтительный вариант осуществления. Поскольку между шестым и седьмым вариантами осуществления существует близкая связь, они описаны одновременно.
Как и в предыдущих вариантах осуществления, система 1 шестого и седьмого вариантов осуществления содержит конвейер 2 непрерывного действия, содержащий носитель 3, выполненный с возможностью транспортирования товаров 4. Носитель 3 расположен между двумя подъемниками 14 непрерывного действия.
Конвейер 2 непрерывного действия на стороне 5 связан с по меньшей мере одним транспортером 6, т.е. тремя транспортерами 6 в показанном варианте выполнения. Указанный конвейер 2 непрерывного действия на противоположной стороне 7 связан с по меньшей мере множеством дополнительных транспортеров 8. В шестом и седьмом вариантах осуществления указанное множество дополнительных транспортеров 8 содержит множество транспортировочных контейнеров 24, выполненных с возможностью приема одного или более товаров 4, транспортируемых с помощью носителя 3. Благодаря использованию транспортировочных контейнеров 24 повышается эксплуатационная гибкость системы 1, в результате чего система 1 может эффективно хранить, сортировать и распределять товары 4.
Сторона 5 и противоположная сторона 7 расположены с противоположных сторон относительно контейнера 2 непрерывного действия, который, таким образом, расположен между указанной стороной 5 и противоположной стороной 7.
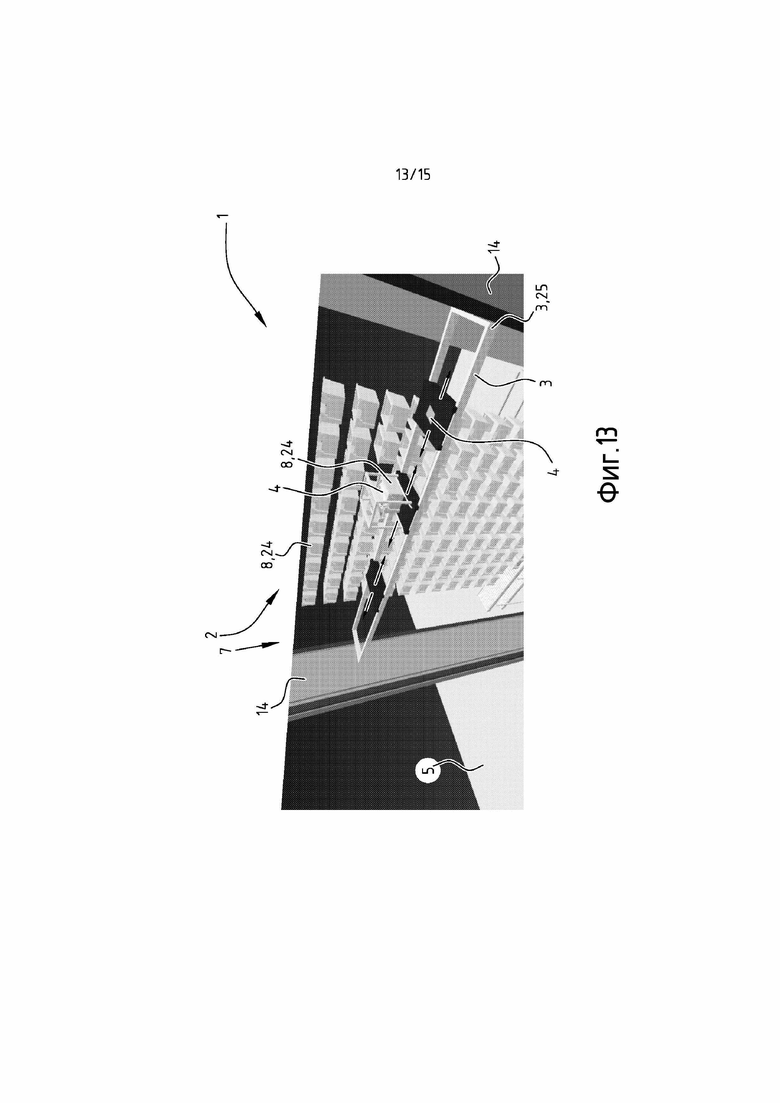
Сходным образом с ранее описанными вариантами осуществления множество дополнительных транспортеров 8, т.е. транспортеров, содержащих транспортировочные контейнеры 24 в шестом и седьмом вариантах осуществления, определяют вертикальную матричную конструкцию, имеющую ряды и колонки из множества транспортеров 8, что наиболее наглядно показано на фиг. 13. Вертикальная матричная конструкция позволяет системе 1 сочетать оптимальную гибкость с ограниченным занимаемым пространством.
На фиг. 11 товар 4 и транспортировочный контейнер 24 расположены на носителе 3, в частности, на его (ленточном) конвейере 21. Транспортировочный контейнер 24 является пустым контейнером и может транспортироваться указанным носителем 3 на незанятое место в вертикальной матричной конструкции.
Контейнер 2 непрерывного действия выполнен с возможностью выборочного помещения одного или более товаров 4 в предварительно выбранный транспортировочный контейнер 24 из множества транспортировочных контейнеров 24 (фиг. 12). Таким образом, множество дополнительных транспортеров 8 содержат множество транспортировочных контейнеров 24, которые выполнены с возможностью приема одного или более товаров 4, транспортируемых носителем 3, что позволяет системе выборочно размещать один или более товаров 4 в предварительно выбранный транспортировочный контейнер 24 из множества транспортировочных контейнеров 24. Таким образом, с течением времени каждый транспортировочный контейнер 24 может собирать множество товаров 4, которые последовательно размещаются в указанном соответствующем транспортировочном контейнере 24. Таким образом, в транспортировочном контейнере 24 может быть собрана по меньшей мере часть заказа или, если транспортировочный контейнер 24 заполнен, он подготовлен для дальнейшей обработки.
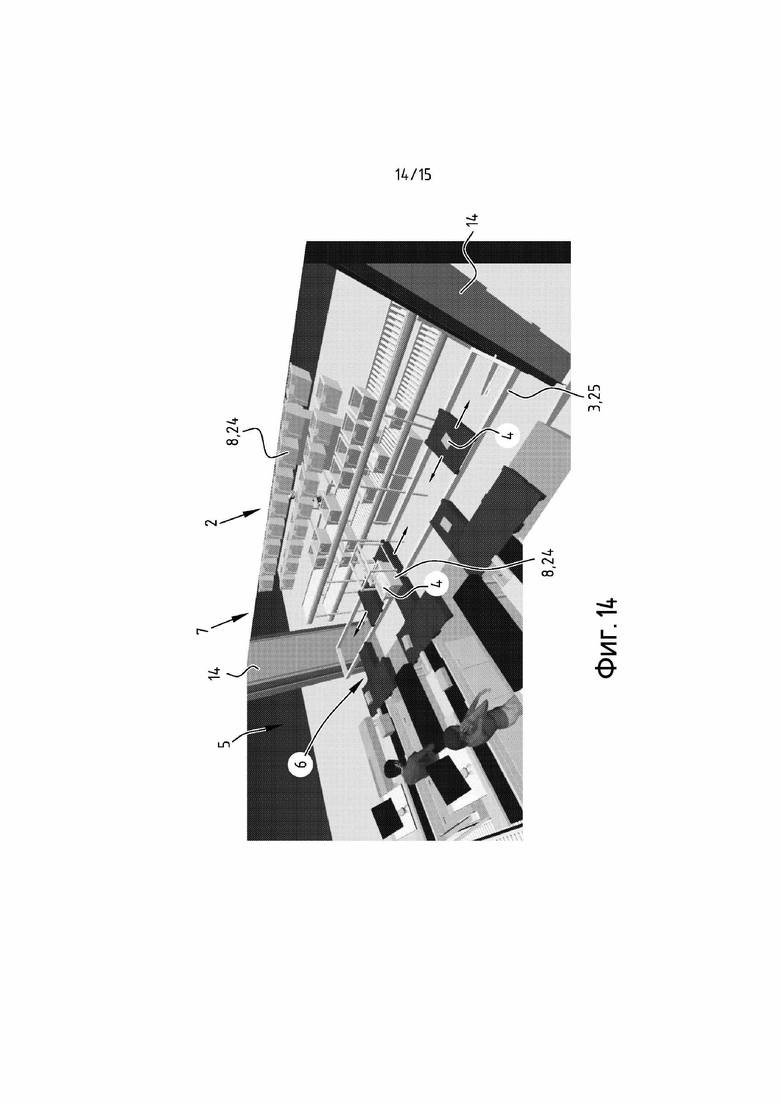
Конвейер 2 непрерывного действия также выполнен с возможностью выборочного взятия (фиг. 13) и транспортирования предварительно выбранного транспортировочного контейнера 24, содержащего один или более товаров 4, предварительно помещенных в указанный контейнер. Посредством взятия одного или более транспортировочных контейнеров 24 заказ может быть укомплектован, и система 1 может выдавать указанный укомплектованный заказ (фиг. 14) для отправки или дальнейшей обработки с помощью дополнительных (непоказанных) устройств, например, с помощью упаковочного устройства. Незанятое место в вертикальной матричной конструкции может быть снова заполнено пустым транспортировочным контейнером 24 во время выполнения следующего этапа способа.
Шестой и седьмой варианты выполнения содержат устройство 25 позиционирования, выполненное с возможностью позиционирования одного или более товаров 4 в продольном направлении указанного носителя 3. Устройство 25 позиционирования может содержать одну или более опор 26, которые могут перемещаться в продольном направлении или параллельно продольному направлению указанного носителя 3. Это позволяет системе 1 позиционировать один или более товаров 4 в продольном направлении указанного носителя 3 и достигать всех доступных пространств в рядах вертикальной матричной конструкции множества транспортеров 8.
В шестом варианте выполнения устройство 25 позиционирования выполнено за одно целое с носителем 3, в то время как в седьмом варианте выполнения устройство 25 позиционирования расположено между по меньшей мере одним транспортером 6 на стороне 5 и носителем 3. Показанный носитель 3 содержит множество (ленточных) конвейеров 21, но не ограничивается до этого.
Несмотря на то, что вышеописанные варианты осуществления являются предпочтительными вариантами осуществления изобретения, они предназначены только для объяснения изобретения и никоим образом не ограничивают объем изобретения. Вышеописанные варианты осуществления относятся к системе сортировки, в которой товары 4, подаваемые с помощью транспортера 6, могут выборочно укладываться на один из множества дополнительных транспортеров 8, которые действуют в качестве выходных транспортеров. Однако явным образом следует упомянуть, что та же самая система 1, если она используется в кинематической инверсии относительно описанной системы, может применяться в качестве системы комбинирования, в которой товары 4, подаваемые с помощью множества входных транспортеров 8, могут выборочно комбинироваться на выходных транспортерах 6. Кроме того, если множество транспортеров 6, 8 используются как на первой стороне 5, так и на противоположной стороне 7, можно получить очень гибкую систему 1, которая способна одновременно выполнять сортировку и комбинирование товаров 4. Кроме того, такая гибкая система 1 требует только очень ограниченного занимаемого пространства.
Кроме того, специалисту в рассматриваемой области техники должно быть понятно, что транспортер согласно изобретению может быть любым средством, приспособленным для транспортирования товаров, включая сюда без ограничения ленточный конвейер, роликовый транспортер и лоток 23 (фиг. 10) или их комбинации.
Соответственно, следует понимать, что, если признаки, упомянутые в формуле изобретения, обозначены номерами позиций, такие номера позиций предназначены исключительно для улучшения понимания формулы изобретения и никоим образом не ограничивают объем формулы изобретения. Кроме того, следует особо отметить, что специалист в рассматриваемой области техники может комбинировать технические параметры различных вариантов осуществления. Следовательно, объем изобретения определяется исключительно формулой изобретения.




Система отбора товаров по заказу содержит конвейер непрерывного действия, имеющий носитель, выполненный с возможностью транспортирования товаров. Конвейер непрерывного действия связан на одной стороне с транспортером и связан на противоположной стороне с множеством дополнительных транспортеров, которые содержат множество транспортировочных контейнеров. Множество транспортировочных контейнеров выполнены с возможностью приема одного или более товаров, транспортируемых носителем. Конвейер непрерывного действия выполнен с возможностью выполнения действий: выборочное помещение одного или более товаров в предварительно выбранный транспортировочный контейнер из множества транспортировочных контейнеров; и выборочное взятие и транспортирование предварительно выбранного транспортировочного контейнера, содержащего один или более предварительно помещенных в него товаров. Система отбора товаров по заказу имеет высокую гибкость, комбинируя функциональность наполнения транспортировочных контейнеров предварительно выбранными товарами и функциональность хранения и сортировки указанных наполненных транспортировочных контейнеров на весьма ограниченном занимаемом пространстве. 2 н. и 15 з.п. ф-лы, 15 ил.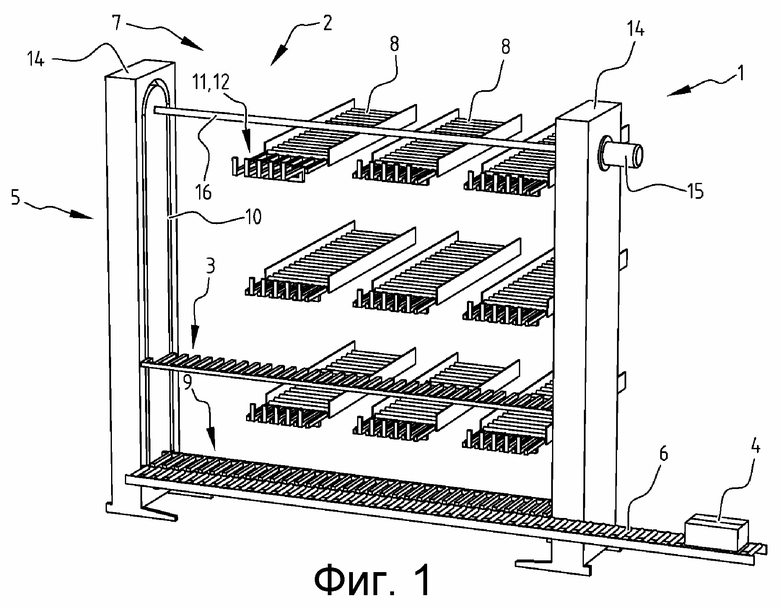
1. Система отбора товаров по заказу, содержащая конвейер непрерывного действия, имеющий носитель, выполненный с возможностью транспортирования товаров; причем указанный конвейер непрерывного действия:
связан на одной стороне с по меньшей мере одним транспортером; и
связан на противоположной стороне с по меньшей мере множеством дополнительных транспортеров, которые содержат множество транспортировочных контейнеров,
отличающаяся тем, что
множество транспортировочных контейнеров выполнены с возможностью приема одного или более товаров, транспортируемых носителем; и
конвейер непрерывного действия выполнен с возможностью:
выборочного помещения одного или более товаров в предварительно выбранный транспортировочный контейнер из множества транспортировочных контейнеров; и
выборочного взятия и транспортирования предварительно выбранного транспортировочного контейнера, содержащего один или более предварительно помещенных в него товаров.
2. Система по п. 1, отличающаяся тем, что носитель конвейера непрерывного действия выполнен с возможностью движения по замкнутой дорожке, чтобы выборочно:
принимать товары с одного из по меньшей мере одного транспортера или с по меньшей мере одного из множества дополнительных транспортеров; и
укладывать указанные товары на по меньшей мере один из множества дополнительных транспортеров или на один из по меньшей мере одного транспортера на противоположной стороне конвейера непрерывного действия.
3. Система по п. 2, отличающаяся тем, что замкнутая дорожка ориентирована, по существу, вертикально.
4. Система по любому из пп. 1–3, отличающаяся тем, что
конвейер непрерывного действия содержит два противоположных подъемника непрерывного действия; и
носитель является общим носителем, который проходит между указанными противоположными подъемниками непрерывного действия.
5. Система по любому из пп. 1–4, отличающаяся тем, что носитель является продолговатым носителем.
6. Система по любому из пп. 1–5, отличающаяся тем, что множество дополнительных транспортеров определяют вертикальную матричную конструкцию, имеющую ряды и колонки из множества транспортеров.
7. Система по любому из пп. 1–6, отличающаяся тем, что содержит устройство позиционирования, выполненное с возможностью позиционирования одного или более товаров в продольном направлении указанного носителя.
8. Система по п. 7, отличающаяся тем, что устройство позиционирования содержит одну или более опор, которые способны перемещаться в продольном направлении или параллельно продольному направлению указанного носителя.
9. Система по п. 7 или 8, отличающаяся тем, что устройство позиционирования выполнено за одно целое с носителем.
10. Система по любому из пп. 2–9, отличающаяся тем, что указанный носитель выполнен с возможностью:
принимать товары посредством подъема указанных товаров с одного из по меньшей мере одного транспортера или с по меньшей мере одного из множества дополнительных транспортеров; и
укладывать товары посредством выгрузки указанных товаров на по меньшей мере один из множества дополнительных транспортеров или на один из по меньшей мере одного транспортера на другой стороне конвейера непрерывного действия.
11. Способ манипулирования товарами в системе отбора товаров по заказу, содержащей по меньшей мере один транспортер на одной стороне конвейера непрерывного действия и по меньшей мере множество дополнительных транспортеров на его противоположной стороне; причем способ включает в себя следующие этапы, на которых:
принимают товары с одного из по меньшей мере одного транспортера или с по меньшей мере одного из множества дополнительных транспортеров;
транспортируют товары на другую сторону конвейера непрерывного действия; и
укладывают товары на по меньшей мере один из множества дополнительных транспортеров или на один из по меньшей мере одного транспортера на другой стороне конвейера непрерывного действия,
отличающийся тем, что
множество дополнительных транспортеров содержит множество транспортировочных контейнеров, которые выполнены с возможностью приема одного или более товаров, транспортируемых носителем;
и указанный способ включает в себя этап, на котором выборочно помещают один или более товаров в предварительно выбранный транспортировочный контейнер из множества транспортировочных контейнеров;
и дополнительно включает в себя этап, на котором конвейером непрерывного действия выполняют выборочное взятие и транспортирование предварительно выбранного транспортировочного контейнера, содержащего один или более товаров, предварительно помещенных в указанный контейнер.
12. Способ по п. 11, отличающийся тем, что этап приема товаров с одного из по меньшей мере одного транспортера или с по меньшей мере одного из множества дополнительных транспортеров содержит этап выборочного приема товаров.
13. Способ по п. 11 или 12, отличающийся тем, что дополнительно включает в себя этап позиционирования одного или более товаров в продольном направлении указанного носителя.
14. Способ по любому из пп. 11–13, отличающийся тем, что этап приема товаров с одного из по меньшей мере одного транспортера или с по меньшей мере одного из множества дополнительных транспортеров содержит этап подъема указанных товаров с одного из по меньшей мере одного транспортера или с по меньшей мере одного из множества дополнительных транспортеров.
15. Способ по любому из пп. 11–14, отличающийся тем, что этап укладывания товаров на по меньшей мере один из множества дополнительных транспортеров или на один из по меньшей мере одного транспортера на другой стороне конвейера непрерывного действия содержит этап выгрузки указанных товаров на по меньшей мере один из множества дополнительных транспортеров или на один из по меньшей мере одного транспортера на другой стороне конвейера непрерывного действия.
16. Способ по любому из пп. 11–15, отличающийся тем, что этап укладывания товаров на по меньшей мере один из множества дополнительных транспортеров или на один из по меньшей мере одного транспортера на другой стороне конвейера непрерывного действия содержит этап выборочного укладывания товаров.
17. Способ по любому из пп. 11–16, отличающийся тем, что включает в себя этап, на котором применяют систему по любому из пп. 1–10.
| RU 2017126630 A, 14.02.2019 | |||
| DE 4300758 A1, 21.07.1994 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПЕРЕМЕЩЕНИЯ ПРОДУКЦИИ МЕЖДУ КОНВЕЙЕРАМИ | 2010 |
|
RU2526578C2 |
| Кормовая добавка для молодняка овец | 2019 |
|
RU2729387C1 |
| US 9741009 В2, 22.08.2017. | |||

