Область техники
Изобретение относится к электротехнике и магнитной гидродинамики, а именно к магнитогидродинамическим насосам, используемым для перекачивания жидких металлов и сплавов, например, для перекачивания жидкометаллических теплоносителей в контурах атомных электростанций с реакторами на быстрых нейтронах, а также для перекачки жидких расплавов металлов и сплавов и других технологических целей в энергетической, химической и металлургической промышленности.
Уровень техники
Под магнитогидродинамическими устройствами (МГД-устройствами) с жидкометаллическим рабочим телом обычно понимаются устройства, в которых по проточным трактам перемещается жидкий расплав металлапод воздействием магнитного поля.
Основным назначением МГД-устройств, как правило, является обеспечение перемещения и управление потоками жидких металлов (магнитогидродинамические насосы и дроссели) или измерение величин этих потоков (расходомеры).
Принцип действия большинства МГД-устройств основан на использовании электромагнитных сил, действующих на проводник с током, помещенный в магнитное поле. Направление электромагнитных сил определяется правилом левой руки.
Область МГД-устройства, в которой возбуждаются электромагнитные силы, называется рабочей или активной зоной.
Электрический ток может подводиться к жидкому металлу извне кондукционным (контактным) способом или возбуждаться в металле индукционным (бесконтактным) способом с помощью переменного электромагнитного поля. Отсюда МГД-устройства делят на два класса - кондукционные и индукционные.
В ядерной энергетике МГД-устройства нашли широкое применение в связи с развитием реакторов на быстрых нейтронах. Более высокая плотность энерговыделения в этих реакторах, необходимость применения теплоносителей с низкими замедляющими свойствами определили выбор в качестве теплоносителя таких реакторов жидкие металлы(натрий, сплав натрий-калий) в основных и вспомогательных контурах.
В проектах установок управляемого термоядерного синтеза рассматриваются жидкометаллические системы, обеспечивающие тепловую защиту первой стенки (лимитеры), очистку плазмы от загрязнения ее продуктами горения (диверторы) и системы теплообмена (бланкеты), в которых используются жидкие металлы - литий, сплав лития со свинцом. Для прокачки теплоносителя в указанных системах предполагается использование также электромагнитных насосов.
В связи с разработкой реакторов нового поколения на основе принципа естественной безопасности, рассматриваются проекты реакторов на быстрых нейтронах, охлаждаемых свинцом или сплавом свинец-висмут: 300 МВ пилотная станция и 1200 МВт коммерческий реактор в России, 750 МВт (эл) модульный реактор в Японии. Такие жидкие металлы, как ртуть и свинец-висмут, рассматриваются для охлаждения мишеней нейтронных источников различного назначения. В России в стадии сооружения находится реактор БН-800, охлаждаемый натрием.
Во всех этих перечисленных областях МГД-устройства используются или могут быть использованы.
Магнитогидродинамический насос (МГД-насос), предназначен для перемещения электропроводящих жидкостей (например, жидких металлов) под воздействием магнитного поля.
МГД-насосы нашли широкое применение во вспомогательных системах реакторных установок на быстрых нейтронах БОР-60, БН-350, БН-600, БН-800, БН-1200 и в основных контурах реактора БР-10.
Основными преимуществами МГД-насосов перед механическими насосами являются: полная герметичность проточного тракта, надежность и практическое отсутствие необходимости обслуживания, простота и удобство регулирования подачи (расхода жидкого металла), отсутствие ограничений по месту расположения в контуре. В настоящее время известно изготовление МГД-насосов для реакторной установки БН-800, ведется разработка для БН-1200.
Наиболее широко в металлургии и в ядерных установках используются МГД-насосы индукционного типа, не требующие больших токов и способные работать при промышленной частоте тока. Они могут работать при высоких температурах (до 1000°С) с высокой производительностью и используются для перекачки жидкого натрия в атомных установках, атомных энергетических установках подводных лодок, военных кораблей, крупнотоннажных судов, а также могут успешно применяться в качестве дозаторов и вентилей в литейном деле, в атомной энергетике и химической промышленности при пайке печатных плат волной жидкого припоя (олова) над поверхностью ванны с припоем. Бесконтактное воздействие на металл и легкость управления и автоматизации делают их применение очень перспективным.
Принцип действия индукционных МГД-насосов аналогичен асинхронным электрическим машинам. В этих устройствах электрические токи в рабочей зоне канала индуктируются бегущим магнитным полем, электрическая связь между расплавом и внешней электрической цепью отсутствуют и стенки каналов могут быть неэлектропроводящими.
Канал МГД-насосов энергетического назначения обычно выполняется из тонколистовой (0,5 - 1 мм) хромоникелевой стали, например, 1Х18Н9Т, являющейся немагнитной и обладающей высоким удельным сопротивлением.
Магнитные стали непригодны для изготовления канала (для рабочих температур ниже точки Кюри), так как при этом значительная часть магнитного потока индуктора могла бы замыкаться по стенке канала, не заходя в жидкий металл. Высокое удельное сопротивление хромоникелевой стали уменьшает потерю электроэнергии на вихревые токи, индуктированные в стенках канала. Кроме того, хромоникелевые аустенитные стали обладают повышенными механическими свойствами при высоких температурах и окалиностойкостью.
Возможность применения металла в качестве материала стенок канала обусловлена малой агрессивностью щелочных металлов по отношению к конструкционным металлам и малым контактным сопротивлением току на переходах жидкий металл - шина и жидкий металл - ребро - жидкий металл. Между каналом и магнитопроводом помещается слой теплоизоляционного материала, уменьшающий тепловые потери жидкого металла и нагрев магнитопровода.
Магнитопроводы в МГД-насосах обычно набирают из листов электротехнической стали толщиной 0,35 - 0,5 мм (шихтуют), в которых штамповкой или фрезерованием (в собранных пакетах шихтовки) делаются пазы для обмотки. Для уменьшения потерь на вихревые токи в магнитопроводах отдельные листы шихтовки изолируют друг от друга, чаще всего слоем изоляционного лака.
Рабочая зона индукционных МГД-насосов может быть плоской прямоугольной формы и цилиндрической, соответственно индукторы в них выполняются плоскими или цилиндрическими.
В зависимости от конструкции МГД-насосы подразделяют на спиральные и линейные. Индукционный насос спирального типа отличаются от насоса линейного типа главным образом расположением обмотки индуктора (ее витки повернуты в горизонтальной плоскости на 90°).
Цилиндрические линейные индукционныеМГД-насосы отличается тем, что в них жидкий металл находится в поле индуктора в виде цилиндрического слоя с кольцевым поперечным сечением. Такая форма слоя получается при использовании в качестве канала для жидкого металла кольцевого пространства между двумя концентрическими трубами корпуса насоса и сердечника.
Бегущее магнитное поле создается системой кольцевых катушек, надетых на наружную трубу (корпус насоса) и поочередно (по длине насоса) присоединенных к различным фазам трехфазной сети. Магнитное поле при этом должно пронизывать кольцевой зазор, занятый жидким металлом, в радиальном направлении. Для этого внутри внутренней трубы (кожуха сердечника) обычно помещается железный сердечник, а вдоль наружной трубы укладываются шихтованные магнитопроводы с пазами, в которые входят катушки обмотки, что обуславливает проявления ряда технических и технологических недостатков.
В поперечном сечении магнитная система цилиндрического линейного индукционного насоса обычно имеет вид многолучевой звезды.
В цилиндрических линейных индукционных насосах отсутствуют как неактивные участки в контурах индукционных токов в жидком металле, так и лобовые части обмоток. Поэтому цилиндрические линейные индукционные насосы имеют вполне удовлетворительные энергетические показатели, что связано, однако, со значительным усложнением конструкции и необходимостью решения определенных технических и технологических задач.
Конструктивным и технологическим преимуществом цилиндрических линейных индукционных насосов является использование в них металлических труб круглого сечения, что позволяет допускать создание в них больших давлений.
В связи с этим актуальным является разработка новых технических решений, позволяющих увеличить коэффициент полезного действия (КПД) цилиндрических МГД-насосов и создаваемое ими рабочее давление, а также повышающих технологичность их изготовления и надежность их эксплуатации.
Известен индукционный цилиндрический насос [Г.А.Баранов и др. «Расчет и проектирование индукционных МГД - машин с жидкометаллическим рабочим телом», М. Атомиздат 1978 г. 248 с., рис. 2.3] для перекачки жидкометаллического теплоносителя натрий - калий, содержащий три основные узла: статор, неподвижный ротор и рабочий канал. Статор состоит из восьми пакетов магнитопровода с пазами для 54 дисковых катушек первичной обмотки. Ротор состоит из остова и 24 пакетов магнитопровода, набранных из электротехнической стали толщиной 0,5 мм и уложенных в пазы, профрезированные в остове.Рабочий канал образован двумя концентрически расположенными трубами, выполненными из нержавеющей стали толщиной 2 мм.
Недостатками этого конструктивного решения является выполнение внутреннего магнитопровода сердечника в виде 24-х пакетов, уложенных в пазы. В поперечном сечении сердечник представляет из себя многолучевую звезду, следовательно, обладает сравнительно низким коэффициентом заполнения электротехнической сталью, что приводит к созданию меньших напряжений бегущего магнитного поля и высоким энергетическим потерям.
Известен индуктор цилиндрического линейного индукционного насоса, содержащий наружный магнитопровод с пазами, трехфазную обмотку возбуждения в виде дисковых катушек с постоянным числом проводников в каждом пазу, в котором для повышения развиваемого давления и коэффициентаполезного действия до 6% за счет уменьшения влияния продольного концевого эффекта, а также упрощения технологии изготовления индуктора за счет использования обмотки с постоянным числом витков по всей длине индуктора и соответствующего соединения катушек в фазных зонах на крайних полюсных делениях, при числе полюсов 2р≥3 и четном числе пазов на полюс и фазу q=2, 4, 6... каждая фазная зона у полюсов на входе и выходе разделена на n=q/2 катушечных групп, по две катушки в группе, которые соединены параллельно между собой в группе, а катушечные группы внутри фазной зоны соединены последовательно, при этом у остальных полюсов все катушки в фазных зонах соединены последовательно [RU 2251197 H02K44/06, H02K 41/025 Опубл. 27.04.2005 Бюл. № 12].
Предлагаемая по RU 2251197 обмотка обеспечивает более равномерное распределение потребляемого тока по фазам и повышение эффективности насоса при больших магнитных числах Рейнольдса и позволяет упростить технологию изготовления насоса и уменьшить стоимость его изготовления, так как не требуется разрабатывать и изготавливать технологическую оснастку, необходимую при изготовлении катушек с переменным числом витков.. однако недостатком цилиндрического линейного индукционного насоса по RU 2251197 является наличие тонкостенных оболочек сердечника и корпуса, что существенно ограничивает надежностьнасоса в целом.
Известен цилиндрический линейный индукционный насос, содержащий канал с жидким металлом, внутренний и наружный магнитопроводы, в пазах наружного магнитопровода уложена трехфазная обмотка возбуждения с постоянным числом витков в каждой катушке, выполненная со сдвигом фазных зон на парах полюсов по длине наружного магнитопровода, отличающийся тем, что для уменьшения пульсации давления с двойной частотой источника питания, повышения развиваемого давления и коэффициента полезного действия насоса в области однородного течения  за счет смещения фазных зон на парах полюсов по длине насоса и полезного использования полей продольного концевого эффекта, образующихся на границах разрыва волн линейной токовой нагрузки, при числе пар полюсов более единицы катушки трехфазной обмотки возбуждения, принадлежащие фазным зонам у каждой последующей пары полюсов, после первой пары полюсов смещены относительно предыдущей пары полюсов на длину фазной зоны в направлении движения жидкого металла. Индукционный насоссодержит наружный магнитопровод, в пазах которого уложена трехфазная обмотка. Внутренний магнитопровод охвачен наружной тонкостенной обечайкой и внутренней тонкостенной обечайкой, охватывающей внутренний магнитопровод. Обечайки, наружная и внутренняя, образуют кольцевой канал [RU 2289187 H02K 44/06, H02K 41/025 Опубл. 10.12.2006 Бюл. № 3].
за счет смещения фазных зон на парах полюсов по длине насоса и полезного использования полей продольного концевого эффекта, образующихся на границах разрыва волн линейной токовой нагрузки, при числе пар полюсов более единицы катушки трехфазной обмотки возбуждения, принадлежащие фазным зонам у каждой последующей пары полюсов, после первой пары полюсов смещены относительно предыдущей пары полюсов на длину фазной зоны в направлении движения жидкого металла. Индукционный насоссодержит наружный магнитопровод, в пазах которого уложена трехфазная обмотка. Внутренний магнитопровод охвачен наружной тонкостенной обечайкой и внутренней тонкостенной обечайкой, охватывающей внутренний магнитопровод. Обечайки, наружная и внутренняя, образуют кольцевой канал [RU 2289187 H02K 44/06, H02K 41/025 Опубл. 10.12.2006 Бюл. № 3].
Недостатком цилиндрического линейного индукционного насоса по RU 2289187 является наличие тонкостенных оболочек сердечника и корпуса, что существенно ограничивает надежность насоса в целом.
Известна конструкция двухобмоточного насоса (Г.А. Баранов и др. "Расчет и проектирование индукционных МГД-машин с жидкометаллическим рабочим телом", рис. 2.3), используемая для перекачки жидкометаллического теплоносителя по трубопроводам, состоящая из сердечника, набранного из шестнадцати пакетов продольно-шихтованной электротехнической стали с расположенной в нем внутренней обмоткой; корпуса с внешней обмоткой и шестнадцати пакетов магнитопровода и рабочего канала, образованного концентрически расположенными обечайкой сердечника и обечайкой корпуса. Для охлаждения обмоток предусмотрена подача охлаждающей жидкости.
Известен индукционный цилиндрический насос, который для повышения производительности имеет корпус с расположенным в нем внешним герметичным индуктором, содержащим обмотку и магнитопровод, герметичный внутренний индуктор с обмоткой и магнитопроводом и два рабочих канала, образованных установкой между внешним индуктором и внутренним индуктором промежуточного кольцевого магнитопровода [RU 2271597 H02K 44/06 Опубл. 10.03.2006 Бюл. № 7].
Известна конструкция двухобмоточного насоса (патент США №4166714), используемая для перекачки жидкометаллического теплоносителя по трубопроводам, содержащая сердечник, набранный из 16 пакетов продольно-шихтованной электротехнической стали с расположенной в нем внутренней обмоткой, корпус с внешней обмоткой и 16 пакетами магнитопровода и рабочий канал, образованный концентрически расположенными обечайкой сердечника и обечайкой корпуса. Для охлаждения обмоток предусмотрена подача охлаждающей жидкости.
К преимуществам этого насоса, по сравнению с однообмоточным насосом, можно отнести более высокие энергетические характеристики, а также более высокую надежность (возможность работы насоса при выходе из строя одной обмотки).
Недостатками этого конструктивного решения является выполнение внутреннего магнитопровода сердечника в виде 16 пакетов, уложенных в пазы. Тем самым в поперечном сечении магнитопровод сердечник представляет из себя многолучевую звезду, следовательно, обладает низким коэффициентом заполнения электротехнической сталью, что приводит к созданию меньшего магнитного поля и высоким энергетическим потерям.
Общим недостатком двухобмоточных насосов является большой диаметр рабочего канала, а, следовательно, и корпуса. Это обусловлено тем, что имеется оптимальная расчетная скорость жидкометаллического теплоносителя в рабочем канале, обусловленная эрозионно-коррозийным воздействием на материал оболочки, а высота рабочего канала не может быть более 20-25 мм во избежание вихревых обратных течений. Для насосов большой производительности 500-1000 м3/час диаметр корпуса неоправданно увеличивается, и в то же самое время сердечник (ротор) оказывается недогружен по магнитному потоку.
Известен электромагнитный индукционный насос, включающий корпус с заключенным в нем индуктором с обмоткой и магнитопроводом, внутренний сердечник, рабочий канал, образованный наружной тонкостенной обечайкой корпуса и обечайкой внутреннего сердечника, дистанцеры и узел компенсации. Для реализации расширения арсенала электромагнитных индукционных насосов (достижения технического результата) узел компенсации выполнен в виде взаимодействующих друг с другом внутреннего фланца, выполненного с радиально расположенными пазами, и внешнего фланца, выполненного с соединительными пальцами, установленными в пазах внутреннего фланца, причем внутренний фланец соединен с наружной обечайкой, а внешний фланец - с корпусом [RU 159363 H02K 44/06 Опубл 10.02.2016 Бюл. № 4].
Как следует из чертежей (фиг. 1) магнитопровод сердечника электромагнитного индукционного насоса по RU 159363 состоит из спирально-навитых шайб, набранных на центральную ось, что подразумевает наличие полой центральной втулки достаточно большого диаметра и слоя компаунда для склеивания ленты электротехнической стали по виткам и со втулкой. Это приводит к уменьшению коэффициента заполнения магнитопровода сердечника и созданию меньшего магнитного поля; также наличие границы стыка отдельных шайб приводит к увеличению магнитных потерь в сердечнике, что также понижает КПД насоса.
Известен цилиндрический линейный индукционный насос, содержащий индуктор с обмоткой в виде двухрядных дисковых катушек и наружным магнитопроводом, внутренниймагнитопровод и кольцевой канал, образованныйвнутренней и наружной обечайками, в котором для повышения надежности, на наружной поверхности внутреннего магнитопровода выполнен продольный паз, внутренняя обечайка изготовлена сварной таким образом, что продольный сварной шов расположен в пазу внутреннего магнитопровода на глубине не менее толщины внутренней обечайки, а свободное пространство паза заполнено феppомагнитным материалом, причем паз расположен диаметрально противоположно по отношению к выводным концам дисковых катушек обмотки индуктоpа [RU 1720462 H02K 44/06, приоритет 04.07.1989].
Из чертежей фигур 1 и 3 следует, что магнитопровод сердечника насоса по RU 1720462 состоит из блоков электротехнической стали, уложенных в 6 пазах каркаса сердечника. Каркас образован центральным стержнем и приваренными к нему перегородками.
Недостатками этого конструктивного решения является выполнение внутреннего магнитопровода сердечника в виде 6 пакетов, уложенных в пазы. Тем самым в поперечном сечении магнитопровод сердечника представляет из себя многолучевую звезду (ромашку), следовательно, обладает низким коэффициентом заполнения электротехнической сталью, что приводит к созданию меньшего магнитного поля и высоким энергетическим потерям.
Магнитопроводы индуктора насоса по RU 1720462 (поз. 1 на фиг. 1) расположены со смещением под углом по отношению к пакетам электротехнической стали сердечника, что приводит к снижению напряженности магнитного поля и, следовательно, к снижению КПД насоса.
В сердечнике насоса по RU 1720462 углубление (вдавливание) продольного сварного шва на обечайке внутрь паза на глубину h, играет роль компенсатора поперечных термических расширений. Благодаря такому конструктивному исполнению обечайки не образуется зазор между внутренней обечайкой и внутренним магнитопроводом, возникающий обычно за счет разности коэффициентов линейного расширения, и обеспечивается плотное прилегание обечайки к магнитопроводу под воздействием давления в канале, которое всегда больше, чем внутреннее давление внутри сердечника.
Это несколько повышает надежность работы сердечника и в целом насоса по RU 1720462, но существенно усложняет его изготовление и способствует появлению неоднородности немагнитного зазора по азимуту, что оказывает влияние на перекачиваемый поток жидкого металла, а именно дестабилизирует течение, усиливает поперечные перетоки жидкости и увеличивает колебания выходных параметров насоса - расхода и давления, что в свою очередь приводит повышает вибрации насоса, т.е. снижает его надежность.
Для уменьшения неоднородности немагнитного зазора по азимуту насоса по RU 1720462 паз после заглубления обечайки заполняют ферромагнитным материалом (электротехнической сталью) или зашихтовывают тонкими прутками из ферромагнитной стали. Для уменьшения влияния неоднородности зазора, вызванного заглублением обечайки в паз, на течение жидкого металла в канале, паз располагают в зоне максимума профиля скорости, т. е. диаметрально противоположно (со сдвигом на 180°) относительно выводных концов катушек обмотки возбуждения, в зоне которых формируется минимум профиля скорости.
Обечайка сердечника насоса по RU 1720462 выполняется сварной толщиной 1-1,5 мм, что несколько уменьшает трудоемкость изготовления сердечника и в целом насоса, поскольку обычно вытачивают тонкостенные обечайки толщиной 1-1,5 мм из толстостенных труб и с применением сложной технологической оснасткиобеспечивают ее посадку на внутренний магнитопровод [Глухих В.А., Тананаев А.В., Кириллов И.Р. Магнитная гидродинамика в ядерной энергетике. М.: Энергоатомиздат, 1987, с. 195-200. Алексеев Р.А. и др. Индукционный электромагнитный насос для реактора БОР-60. Электротехника, N 7, 1983, с. 75.], однако малая толщина 1-1,5 мм обечайки сердечника обуславливает его незначительную прочность, как в радиальном, так и в осевом направлениях, что в конечном итоге определяет недостаточную прочность и надежность насоса в целом.
Известна конструкция серии разработанных АО «СМКБ» насосов серии НЭИ для Белоярской АЭС [RU 159363, 164336, 165711, 166156], используемых для перекачки жидкого натрия, содержащих сердечник, набранный из блока закрепленных на центральном стержне спирально-навитых шайб электротехнической стали, корпус толщиной 1 мм и 6 Ш-образных магнитопроводов, в пазах которых установлены дисковые катушки.
Недостатками этих решений является выполнение сердечника из набора спирально навитых шайб, что подразумевает наличие полой центральной втулки достаточно большого диаметра и слоя компаунда для склеивания ленты электротехнической стали по виткам и со втулкой. Это приводит к уменьшению коэффициента заполнения сердечника и созданию меньшего магнитного поля; также наличие границы стыка отдельных шайб приводит к увеличению магнитных потерь в сердечнике, что также понижает КПД насоса. Магнитопроводы при этом после сборки подвергаются механической обработке для придания нижней (ближней к корпусу) поверхности дугообразной формы. Такая обязательная механическая обработка существенно удорожает изготовление магнитопроводов, а также приводит к замыканию пластин электротехнической стали между собой, что увеличивает энергетические потери и снижает КПД насоса.
Известен ряд конструкций цилиндрических линейных индукционных насосов, основными узлами которых являются линейный индуктор с обмоткой и сердечник. Обмотка индуктора создает бегущее вдоль канала магнитное поле, при взаимодействии которого с индуктированными в жидком металле токами возникают электромагнитные усилия, обеспечивающие перемещение жидкого металла вдоль канала.
Сердечники этих цилиндрических линейных индукционных насосов собирают из отдельных пакетов, набранных из листов электротехнической стали или отдельных сегментов, спрессованных из ферромагнитного порошка, и помещают в тонкостенную цилиндрическую обечайку из нержавеющей стали [Глухих В.А., Танаев А.В., Кириллов И.Р. Магнитная гидродинамика в ядерной энергетике. М.: Энергоатомиздат, 1987, с. 195, рис. 6.4(а)].
Однако сердечники такой конструкции имеют недостатки, связанные с различными коэффициентами линейного расширения материала пакетов (сегментов) и нержавеющей стали обечайки, вследствии чего между пакетами и тонкостенной обечайкой в процессе эксплуатации насоса образуется зазор, который затрудняет охлаждение пакетов сердечника перекачиваемым металлом. В результате при высоких температурах перекачиваемого металла внутренний магнитопровод в сердечнике может перегреваться, при перегреве тонкостенная обечайка теряет устойчивость, образуя продольную гофру, и, как следствие, нарушается герметичность обечайки и насос выходит из строя.
Поэтому обеспечение плотного прилегания обычно тонкой около 1 мм обечайки сердечника к магнитопроводу имеет важное значение для обеспечения прочности и надежности функционирования насоса.
Известен сердечник электромагнитного цилиндрического насоса, в котором функцию автокомпенсатора теплового расширения обечайки и магнитопровода сердечника выполняет цилиндрическая втулка, установленная внутри двух конических втулок, взаимодействующих с конусными поверхностями сегментов магнитопровода, причем внутренняя цилиндрическая втулка выполнена из материала (из алюминия) с коэффициентом линейного расширения большим, чем у кожуха [А. с. СССР 436423, H02K44/06, опубл. 1974].
Данное техническое решение, однако, применимо лишь при невысоких температурах перекачиваемого металла (до 500°С), поскольку изготовленная из алюминия цилиндрическая втулка при более высоких температурах теряет необходимые механические свойства и не обеспечивает автокомпенсации теплового расширения обечайки и магнитопровода сердечника. Изготовление втулки из другого материала не представлялось возможным по причине отсутствия материала, имеющего коэффициент линейного расширения больший, чем у нержавеющей стали и обладающего к тому же необходимыми механическими свойствами. Кроме того, сердечник такой конструкции не обладает достаточной жесткостью в поперечном направлении, так как внутренние конические втулки, на которые опираются сегменты магнитопровода, являются составными и разрезаны в поперечном направлении.
Извеcтен цилиндрический линейный индукционный насос, содержащий индуктор с внутренним магнитопроводом и канал с поименованными входом, выходом, в котором сочленение внутреннего магнитопровода и внутренней стенки канала выполнено в виде усеченного конуса, меньший диаметр которого расположен со стороны выхода канала. Внутренняя стенка канала закреплена со стороны входа, а внутренний магнитопровод закреплен со стороны выхода канала [RU 2533056 H02K 44/06 Опубл. 20.11.2014 Бюл. № 32].
По мнению авторов RU 2533056 меньший диаметр конусной поверхности расположенный со стороны выхода из канала определяет немагнитный зазор на выходе большей величины по отношению к аналогичному параметру на входе в канал, что по мнению авторов улучшает структуру результирующего магнитного поля, в результате упомянутое искажение предполагается на входе меньшим, так как величина индукции магнитного поля, при неизменной величине намагничивающей силы, пропорциональна величине немагнитного зазора, но это в конечном итоге не может оказывать существенное влияние на производительность и коэффициент полезного действия насоса.
Наиболее близким по технической сущности и достигаемому техническому результату (прототипом) является цилиндрический линейный индукционный насос, содержащий линейный индуктор с магнитопроводом индуктора и обмоткой, кольцеобразный рабочий канал и сердечник, состоящий из обечайки, внутренней трубы, магнитопровода сердечника, набранного из пакетов электротехнической стали, имеющих конусные поверхности и установленных между обечайкой и внутренней трубой, и поджимающих элементов, установленных между внутренней трубой и магнитопроводом сердечника, в котором поджимающие элементы выполнены в виде двух конических втулок, имеющих продольные разрезы, с углом конусности α = arctgD/L , где D - наружный диаметр пакетов магнитопровода сердечника, L - длина пакетов, при этом внутренняя поверхность магнитопровода в его торцевых частях выполнена конической формы с углом наклона образующей, равным α, конические втулки установлены на торцевых частях магнитопровода сердечника, и их коническая поверхность сопряжена с внутренней поверхностью магнитопровода сердечника. Количество продольных разрезов на каждой конической втулке равно числу пакетов магнитопровода сердечника в его торцевых сечениях, а расстояние между ближайшими торцами конических втулок равно L - 2h + 5 мм, где h - глубина продольных разрезов втулок [RU 2029427 H02K 44/06 Опуб. 20.02.1995 (прототип)].
Существенным недостатком RU 2029427 (прототипа) является возможность заклинивания как подвижных цанговых втулок, так и опирающихся на них пакетов штампованных листов электротехнической стали внутреннего магнитопровода сердечника, что, в конечном итоге, приводит к снижению надежности и коэффициента полезного действия насоса.
Другим недостатком RU 2029427 (прототипа) является значительная сложность и трудоемкость изготовления, поскольку возникает необходимость обеспечить высокую точность обработки и прилегания конических поверхностей пакетов штампованных листов электротехнической стали и вставных цанговых втулок в сердечнике.
Общими техническими недостатками конструкций известных сердечников, магнитопроводов и цилиндрических линейных индукционных насосов в целом являются технологическая сложность и трудоемкость их изготовления, а также недостаточная надежность и долговечность их функционирования по причине наличия тонкостенных (обычно около 1 мм) стенок корпуса канала и обечаек сердечников, сравнительно высокие, обусловленные особенностями конструкций магнитопроводов энергетические потери и, соответственно недостаточно высокие параметры функционирования и недостаточно высокий коэффициент полезного действия.
Решаемая задача и технический результат
Задачей изобретения является повышение эффективности функционирования цилиндрического линейного индукционного насоса для перекачки жидкого металла и технологичности его изготовления, сборки и монтажа его конструктивных элементов.
Цель, достигаемая использованием объекта патентования - создание конструкции цилиндрического линейного индукционного насоса с уменьшенным энергопотреблением, с более высоким коэффициентом полезного действия (КПД) и более высокой прочностью, долговечностью и надежностью.
Технический результат - повышение эффективности и надежности функционировани я насоса путем снижения его энергопотребления, повышения напора и расхода перекачиваемого жидкого расплава металла при одновременном увеличении его прочности, надежность и долговечности функционирования.
Сущность изобретения
Поставленная задача решается и требуемый технический результат достигается тем, что в цилиндрическом линейном индукционном насосе, содержащем
цилиндрический корпус насоса,
линейно расположенные по поверхности корпуса насоса индукторы с магнитопроводами индукторов и катушками индуктивности
и коаксиально расположенный внутри корпуса с образованием кольцевого рабочего канала сердечник с расположенными внутри кожуха его центральной цилиндрической части магнитопроводами сердечника,
согласно изобретению
магнитопроводы индукторов изготовлены в виде наборов Ш-образных параллельных относительно друг другу пластин шихтовки из электротехнической стали переменной высоты,
магнитопроводы сердечника изготовлены в виде наборов продольных пластин из электротехнической стали переменной высоты, расположенных в продольных секторах, образованных установленной внутри сердечника по его оси несущей крестовиной с продольными ребрами,
при этом ориентация пластин шихтовки магнитопроводов индукторов совпадает с ориентацией пластин шихтовки соответствующих магнитопроводов сердечника внутри кожуха центральной цилиндрической части сердечника.
Магнитопроводы индукторов изготовлены в виде наборов Ш-образных параллельных относительно друг другу пластин шихтовки из электротехнической стали переменной высоты и боковых Ш-образных защитных пластин из немагнитной стали с высоким удельным сопротивлением, например, аустенитного класса.
При этом высота Ш-образных пластин шихтовки и боковых Ш-образных защитных пластин магнитопроводов индукторов подобрана так, чтобы внутренний профиль сечений наборов Ш-образных пластин шихтовки и боковых Ш-образных защитных пластин представлял собой аппроксимированную дугу окружности, концентричную наружной поверхности корпуса насоса, а
наборы Ш-образных пластин шихтовки и боковых Ш-образных защитных пластин изготовлены с возможностью их крепления относительно корпуса насоса посредством их установки в пазы фланцев насоса.
Шихтовки магнитопроводов сердечника в каждом из указанных секторов выполнены в виде наборов прямоугольных параллельных относительно друг другу пластин из электротехнической стали переменной высоты, подобранных так, чтобы по нижнему контуру наборы пластин шихтовок в сечении соответствовали аппроксимированной форме внутренних углов между продольными ребрами несущей крестовины, а по верхнему контуру наборы пластин шихтовки в сечении соответствовали форме дуг окружности с диаметром, соразмерным внутреннему диаметру кожуха центральной цилиндрической части сердечника.
В предлагаемом цилиндрическом линейном индукционном насосе:
количество магнитопроводов индукторов равно количеству соответствующих им магнитопроводов сердечника,
ширина шихтовки Н магнитопроводов индукторов равна или больше ширины шихтовки h соответствующих магнитопроводов сердечника в соответствующих продольных секторах сердечника,
боковые Ш-образные защитные пластины магнитопроводов индукторов изготовлены со скошенными нижними краями с такими углами скоса, чтобы после установки магнитопроводов индукторов на корпусе насоса они совмещались с соседними защитными пластинами смежных магнитопроводов индукторов,
Ш-образные пластины шихтовки магнитопроводов индукторов и продольные пластины шихтовки магнитопроводов сердечника изготовлены из электротехнической стали таким образом, чтобы направление проката электротехнической стали совпадало с направлением оси корпуса насоса,
по продольным краям наборов пластин шихтовки магнитопроводов сердечника в каждом из указанных секторов центральной части сердечника установлены уплотняющие клинья.
по торцевым краям наборов пластин шихтовок магнитопроводов сердечника для фиксации их положения в указанных секторах центральной части сердечника установлены упорные втулки и привариваемые к ним конусообразные обтекатели.
При этом корпус насоса, кожух центральной части сердечника, несущая крестовина внутри сердечника, уплотняющие клинья, упорные втулки и конусообразные обтекатели сердечника изготовлены из немагнитной стали с высоким удельным сопротивлением, например, аустенитного класса.
Краткое описание чертежей
Конструкция сердечника цилиндрического линейного индукционного насоса, магнитопровода индуктора цилиндрического линейного индукционного насоса и цилиндрического линейного индукционного насоса, далее - насоса, содержащего цилиндрический корпус с линейно расположенными на его поверхности индукторами, содержащими индукционные катушки и магнитопроводы индукторов, и коаксиально расположенный в корпусе насоса с образованием кольцевого рабочего зазора для движения потока жидкого расплавленного металла сердечник с расположенным внутри магнитопроводом сердечника,иллюстрируются чертежами, где показаны: центральная цилиндрическая часть 1 сердечника, упорные втулки 2 сердечяника, конусообразные обтекатели 3 сердечника со стороны входа и выхода потока жидкого металла, расположенная внутри центральной части 1 сердечника несущая крестовина 4, пластины шихтовки магнитопроводов сердечника 5, цилиндрический кожух 6 сердечника, уплотняющие клинья 7, пластины шихтовки магнитопроводов индукторов 10, боковые защитные пластины магнитопроводов индукторов 11, корпус насоса 12, коаксиально установленный в корпусе насоса 12 сердечник 13, магнитопроводы индукторов 14, токопроводящие катушки индукторов 15, кольцевой рабочий зазор 16 для движения жидкого расплава металла между наружной поверхностью центральной цилиндрической части 1 сердечника 13 и внутренней поверхностью корпуса насоса 12.
На фиг. 1 представлен общий вид сердечника цилиндрического линейного индукционного насоса в сборе, далее - сердечника, где показаны: цилиндрическая центральная часть1 сердечника, содержащая наружный кожух с расположенными в нем магнитопроводами сердечника, упорные втулки 2сердечника для коаксиальной фиксации сердечника внутри корпуса насоса, расположенные со сторон входа и выхода жидкого металла в рабочем кольцевом пространстве между сердечником и корпусом насоса конусообразные обтекатели 3, предотвращающие завихрения потока жидкого металла на входе в насос и на выходе из насоса.
На фиг. 2 - сечение центральной части 1 сердечника, где показаны: расположенная по оси несущая крестовина 4, пластины шихтовки магнитопроводов сердечника 5, цилиндрический кожух 6 центральной части 1 сердечника с внутренним диаметром D1 и расположенные по краям наборов пластин шихтовки магнитопроводов сердечника 5 уплотняющие клинья 7.
На фиг. 3 - разнесенный аксонометрический вид конструкции центральной части сердечника 1 в разобранном виде, где показаны расположенная по оси сердечника несущая крестовина 4, разделяющая внутренний объем сердечника на несколько секторов с расположенными в каждом из указанных секторов наборами пластин шихтовки магнитопроводов сердечника 5 и уплотняющими клиньями 7, х цилиндрический кожух 6 центральной части сердечника с внутренним диаметром D1.
На фиг. 4 и 5 показаны соответственно аксонометрическая схема и сечение набора пластин шихтовки одного из магнитопроводов сердечника 5 переменной высоты для одного из образуемых ребрами несущей крестовиной 4 секторов сердечника.
На фиг. 6 - разнесенный аксонометрический вид конструкции одгого из магнитопроводов индуктора, включающего набор Ш-образных пластин шихтовки 10 переменной высоты и Ш-образные боковые защитные пластины 11 со скошенными нижними краями.
На фиг. 7 и 8 показаны виды сбоку вариантов коструктивного исполнения магнитопроводов индукторов, содержащих набор Ш-образных пластин шихтовки магнитопровода индуктора 10 и боковые Ш-образные защитные пластины 11, фиксация которых относительно друг друга осуществляется или склейкой высотемпературным компаундом (фиг. 7), или посредством болтовых соединений (фиг. 8). Диаметрами D2 и D3 обозначены соответственно наружный диаметр цилиндрического корпуса и диаметр нижнего контура набора Ш-образных пластин шихтовки магнитопровода индуктора.
На фиг.9 - вид насоса сбоку, где показаны: корпуснасоса 12 с коаксиально установленным внутри него сердечником 13, расположенные по поверхности корпуса магнитопроводы индукторов 14 с расположенными в пазах наборов пластин Ш-образной шихтовки магнитопроводов индукторов14 катушками индуктивности 15.
На фиг. 10 - схема компоновки магнитопроводов индукторов и магнитопроводов сердечника соответственнона поверхности корпуса насоса 12 и внутри центральной части сердечника, где показаны наборы пластин шихтовки магнитопроводов сердечника 5, цилиндрический кожух 6 центральной части сердечника, наборы Ш-образных пластин шихтовки магнитопроводов индуктора 10 и боковые Ш-образные защитные пластины 11. Диаметрами D1, D2 и D3 обозначены соответственно внутренний диаметр цилиндрического кожуха центральной части сердечника, наружный диаметр цилиндрического корпуса и диаметр нижнего контура набора Ш-образных пластин шихтовки магнитопровода индуктора. Шириной Н и h обозначены соответственно ширина наборов Ш-образных пластин шихтовки магнитопроводов индуктора 10 и ширина наборов пластин шихтовки магнитопроводов сердечника 5.
На фиг. 10, 11 и 12 показаны варианты конструктивного исполнения и компоновки магнитопроводов сердечника и магнитпроводов индукторов.
Осуществление изобретения
Основными отличительными особенностями конструкции сердечника цилиндрического линейного индукционного насоса являются:
- наличие в центральной части 1 сердечника толстостенного (≥1,5мм) цилиндрического кожуха 6 с внутренним диаметром D1, изготовленного из немагнитной стали с высоким удельным сопротивлением, например, аустенитного класса,
- наличие внутри толстостенного цилиндрического кожуха сердечника 6 несущей крестовины 4, устанавливаемой по центральной оси и разделяющей внутренний объем центральной части сердечника на несколько секторов, ограниченных с одной стороны кожухом сердечника 4, а с двух других - ребрами несущей крестовины 4,
- выполнение в каждом из указанных секторов шихтовки магнитопроводов сердечника 5 из прямоугольных продольных пластин, изготовленных из холоднокатаной электротехнической стали так, чтобы направление проката электротехнической стали совпадало с направлением оси сердечника,
- наличие расположенных по краям пластин шихтовки магнитопроводов сердечника в каждом из указанных секторов уплотняющих клиньев 7,
- выполнение пластин шихтовки внутренних магнитопроводов 5 в каждом из образуемых несущей крестовиной 4 секторов сердечника переменной высоты так, чтобы по нижнему контуру наборы пластин в шихтовках магнитопроводов сердечника соответствовали аппроксимированной форме углов между ребрами несущей крестовины 4, а верхние контуры в поперечнике имели форму дуги окружности соосной с корпусом насоса и диаметром, соразмерным внутреннему диаметру D1 кожуха сердечника 6.
Основными отличительными особенностями конструкции магнитопроводов индукторов цилиндрического линейного индукционного насоса являются:
- шихтовка магнитопроводов индукторов Ш-образными пластинами из холоднокатаной электротехнической стали так, чтобы направление проката электротехнической стали совпадало с направлением оси корпуса насоса;
- изготовление Ш-образных пластиншихтовки в каждом из магнитопроводов индукторов с переменной высотой так, чтобы внутренний профиль набора пластин шихтовки каждого магнитопровода индуктора представлял собой аппроксимированную дугу окружности, соразмерную и концентричнуюнаружной цилиндрической поверхности корпуса насоса;
- наличие у магнитопроводов индукторов боковых защитных пластин 11 из немагнитной стали с высоким удельным сопротивлением, например, аустенитного класса;
- наличие по краям наборов Ш - образных пластин шихтовки магнитопроводов индукторов боковых защитных пластин 11, изготовленных из немагнитной стали с высоким удельным сопротивлением, например, аустенитного класса, и выполненных со скошенными нижними краями с такими углами скоса, чтобы они после установки магнитопроводов индукторов плотно совмещались друг с другом вокруг корпуса насоса (фиг. 10, 11, 12).
Основными отличительными особенностями конструкции цилиндрического линейного индукционного насоса являются:
- наличие сердечника с конусообразными обтекателями по торцам, внутри цилиндрической центральной части которого посредством установленной по оси несущей крестовины образовано несколько секторов, в каждом из которых размещены магнитопроводы сердечника в виде зафиксированных уплотнительными клиньями наборы параллельных разновысоких продольных пластин шихтовки из электротехнической стали, ориентированных так, чтобы направление проката электротехнической стали совпадало с направлением оси,
- наличие установленных по наружной поверхности цилиндрического корпуса насоса магнитопроводов индукторов, содержащих наборы параллельных Ш-образных продольных параллельных относительно друг друга пластин шихтовки из электротехнической стали, ориентированных так, чтобы направление проката электротехнической стали совпадало с направлением оси насоса,
- наличие установленных по наружной поверхности цилиндрического корпуса насоса магнитопроводов индукторов, содержащих наборы параллельных Ш-образных продольных параллельных относительно друг друга пластин шихтовки, имеющих разную высоту, подобранную так, чтобы в поперечном сечении профили нижних контуров магнитопровода имеет форму дуги окружности, концентричной с сердечником и соразмерной наружному диаметру корпуса насоса,
- количество внешних магнитопроводов (магнитопроводы индуктора) равно количеству магнитопроводами сердечника,
- ориентация пластин шихтовки внешнего магнитопровода совпадает с ориентацией пластин шихтовки соответствующего сектора сердечника.
Цилиндрический линейный индукционный насос работает и изготавливается следующим образом:
В расположенные на корпусе насоса токопроводящие катушки индукторов подается трехфазное переменное напряжение. Электрическая связь между расплавом металла и внешней электрической цепью индукторов отсутствует.
Переменный ток, протекающий по токопроводящим катушкам индукторов, создает в магнитопроводах индукторов переменное бегущее магнитное поле, которое, замыкаясь на магнитопроводах сердечника, индуцирует ток в жидкометаллическом потоке в кольцевом рабочем канале насоса.
Наведенный в жидкометаллическом потоке электрический ток, взаимодействуя с замкнутым магнитным полем индуктора и сердечника создает электродвижущую силу, заставляющую жидкометаллический поток передвигаться в рабочем канале.
Бесконтактное наведение токов в жидком металле обеспечивает высокую надежность функционирования и чистоту технологического процесса перекачивания жидкого металла, безопасные условия труда и соблюдение техники безопасности.
Недостатком использования переменного тока является образование в магнитопроводе вихревых токов, которые создают свои магнитные потоки, стремящиеся, в соответствии с правилом Ленца, ослабить изменение основного потока и действующие размагничивающим образом, уменьшая основной поток.
В соответствии с законом Джоуля - Ленца вихревые токи нагревают проводники, в которых они возникают, поэтому вихревые токи приводят к потерям энергии (потери на вихревые токи) в магнитопроводах и в магнитных цепях.
Для уменьшения потерь энергии на вихревые токи, уменьшения вредного нагрева магнитопроводов и уменьшения эффекта «вытеснения» магнитного потока из ферромагнетиков магнитопроводы изготавливают не из сплошного куска ферромагнетика (электротехнической стали), а в виде набора отдельных пластин, изолированных друг от друга слоями окислов или специальным лаком и изготовленных из тонколистовой электротехнической стали.
Конструктивно цилиндрический линейный индукционный насос содержит (фиг. 9) цилиндрический корпус 12 с коаксиально установленным в нем сердечником 13 с магнитопроводами сердечника и расположенными вокруг корпуса насоса индукторами, содержащими магнитопроводы индукторов 14 с расположенные в пазах наборов пластин их Ш-образной шихтовки токопроводящими катушками 15.
Сердечник цилиндрического линейного индукционного насоса, далее - сердечник, содержит (фиг. 1) цилиндрическую центральную часть 1 сердечника с присоединенными к нему конусообразными обтекателями 3, обеспечивающими устранение завихрений в перекачиваемом потоке жидкого металла на входе в насос и на выходе из насоса, и расположенными внутри центральной части сердечника магнитопроводами сердечника.
На поверхности центральной части 1 сердечника установлены упорные втулки 2, обеспечивающие коаксиальное положение сердечника внутри цилиндрического корпуса насоса с образованием кольцевого рабочего канала для потока жидкого металла.
Внутри центральной части 1 сердечника(фиг. 2 и 3) установлена по его центральной оси несущая крестовина 4, разделяющая ребрами внутренний объем центральной части сердечника на несколько секторов с расположенными в каждом из них наборами пластин шихтовки магнитопроводов сердечника 5 из электротехнической стали и расположенными по краям наборов пластин шихтовки внутренних магнитопроводов 5 в каждом из секторов уплотняющими клиньями 7из стали с высоким удельным сопротивлением. Центральную часть 1 сердечника покрывает цилиндрический кожух сердечника 6 с внутренним диаметром D1.
Шихтовка магнитопроводов сердечника 5 в каждом из образуемых ребрами несущей крестовиной 4 секторов сердечника выполнена расположенными продольно относительно оси сердечника и параллельными друг другу пластинами переменной высоты из холоднокатаной электротехнической стали, изготовленными так, чтобы направление проката электротехнической стали совпадало с направлением оси канала насоса, что существенно снижает энергетические потери.
Пластины шихтовки магнитопроводов сердечника 5 в каждом из образуемых ребрами несущей крестовиной 4 секторов сердечника выполнены переменной высоты и подобраны так, чтобы по нижнему контуру наборы пластин в шихтовках магнитопроводов сердечника соответствовали аппроксимированной форме углов между ребрами несущей крестовины 4, а верхние контуры в поперечнике имели форму дуги окружности соосной с корпусом насоса и диаметром, соразмерным внутреннему диаметру D1 кожуха сердечника 6.
Уплотнение наборов пластин шихтовки магнитопроводов сердечника 5 между ребрами крестовины 4 и внутренней поверхностью цилиндрического кожуха 6 центральной части сердечника с внутренним диаметром D1 осуществляется посредством уплотняющих клиньев 7 (фиг. 2, 3, 10).
В результате предлагаемая конструкция сердечника обеспечивает максимально полное и плотное заполнение внутреннего объема центральной части 1 сердечника продольными пластинами шихтовки магнитопроводов сердечника 5.
При этом параллельная ориентация пластин шихтовки магнитопроводов сердечника в каждом из образуемых несущей крестовиной 4 и кожухом сердечника и секторов относительно такой же параллельной ориентации пластин шихтовки соответствующих магнитопроводов индукторов (фиг. 10) обеспечивает наиболее оптимальную компоновку взаимного расположения соответствующих магнитопроводов сердечника и индукторов с соответствующим оптимальным формированием замыканием магнитных цепей с минимально возможными энергетическими электромагнитными потерями.
Пластины шихтовки магнитопроводов индукторов (фиг. 6) изготавливают из холоднокатаной электротехнической сталив виде Ш-образных пластин 10 с переменной высотой, подобранной так, чтобы нижний контурнаборов пластин шихтовки вмагнитопроводах индукторов соответствовал аппроксимированной форме дуги окружности диаметром D3, соосной с наружным диаметром корпуса насоса D2, а направление проката исходной электротехнической стали совпадало с направлением оси канала насоса.
Диаметр D3 выбирается с учетом свободного температурного расширения корпуса насоса без его повреждения об внешние магнитопроводы, поскольку температура потока, перекачиваемого насосом жидкого металла, может составлять 500 - 600 и более °С.
В зазоре между диаметром D2 и D3, то есть между наружной поверхностью корпуса насоса и нижней поверхностью контуров наборов Ш-образных пластин шихтовки магнитопроводов индукторов может устанавливаться немагнитный теплоизоляционный материал.
Ш-образные пластины шихтовки10 в каждом из магнитопроводов индуктора фиксируют относительно друг друга посредством боковых защитных пластин 11из немагнитной стали с высоким удельным сопротивлением, например, аустенитного класса, и зарепляют или посредством склейки высотемпературным кампаундом (фиг. 7), или посредством болтовых соединений (фиг. 8).
Боковые защитные пластины 11 магнитопроводов индукторов выполняют со скошенными нижними краями (фиг. 6-8) с такими углами скоса, чтобы они после установки внешних магнитопроводов их защитные пластины плотно совмещались друг с другом вокруг корпуса насоса (фиг. 10).
Магнитопроводы индукторов устанавливают на корпус насоса так (фиг. 10), чтобы защитные пластины 11 смежных магнитопроводов индукторов плотно совмещались друг с другом, обеспечивая таким образом не только повышение плотности наборов пластин шихтовки магнитопроводов индукторов, но и надежное жесткое совместное крепление магнитопроводов индукторов на корпусе насоса с образованием в поперечном сечении по внутренней кромке магнитопроводов индукторов аппроксимированной концентрической с сердечником и корпусом насоса окружности диаметром D3.
Каждый магнитопровод индукторов ориентирован на корпусе насоса так, чтобы направление параллельных пластин его шихтовки совпадало с направлением соответствующих параллельных пластин шихтовки магнитопроводов сердечника в соответствующих секторах сердечника, а ширина шихтовки Н магнитопроводов индукторов совпадала или перекрывала ширину шихтовки h соответствующих магнитопроводов сердечника в соответствующих секторах сердечника (фиг. 10).
При этом общую компоновку магнитопроводов в насосе выполняют таким образом, чтобы количество магнитопроводов индукторов совпадало с количеством магнитопроводов сердечника в соответствующих секторах сердечника с соответствующим совпадением направления параллельных пластин их шихтовки (фиг. 10, 11, 12).
Изготовление и сборку, токопроводящих катушек индукторов и индукторов в целом осуществляют следующим образом:
Комплектуют пакеты наборов пластин шихтовки магнитопроводов из электротехнической стали с обычной толщиной 0,35…0,5 мм. Число пластин определяется при расчете насоса на этапе проектирования в зависимости от требуемой производительности.
Нарезают и маркируют пластины шихтовки магнитопроводов индукторов заданной Ш-образной формы на станках с числовым программным управлением (ЧПУ), ориентируя исходные заготовки электротехнической стали так, чтобы направление прокатки электротехнической стали совпадало с направлением центральной оси насоса, что в последующем способствует сокращению электромагнитных потерь.
Укладывают наборы нарезанных пластин шихтовки и защитных пластин магнитопроводов индукторов в специальных приспособлениях - оправках, подбирая по маркировке и соответствующим образом их ориентируя, а затем скрепляют наборы пластин шихтовки и защитных пластин посредством болтовых соединений или склеиванием изоляционным лаком или клеем.
Токопроводящие катушки индуктивности изготавливают преимущественно спирально-навитыми двухрядными. В качестве обмотки преимущественно используется провод обмоточный прямоугольного сечения. Например, для АЭС применяется разрешенный провод ПОТ-400АС. Количество витков определяется при расчете насоса на этапе проектирования в зависимости от требуемой производительности.
После сборки производят проверку геометрической точности их формы, качества сборки и соответствие требуемым магнитным параметрам.
Изготовление и сборку магнитопроводов сердечника и сердечника в целом осуществляют следующим образом:
Комплектуют пакеты наборов пластин шихтовки магнитопроводов сердечника из электротехнической стали с обычной толщиной 0,35…0,5 мм. Число пластин определяется при расчете насоса на этапе проектирования в зависимости от требуемой производительности.
Нарезают и маркируют пластины шихтовки заданной формы на станках с числовым программным управлением (ЧПУ), ориентируя исходные заготовки электротехнической стали так, чтобы направление прокатки электротехнической стали совпадало с направлением центральной оси насоса, что в последующем способствует сокращению электромагнитных потерь.
Укладывают наборы нарезанных пластин шихтовки в соответствующие сектора крестовины, подбирая по маркировке и соответствующим образом их ориентируя, а затем фиксируют наборы пластин шихтовки посредством уплотняющих клиньев), после чего сборка устанавливают в кожух и фиксируют с торцов посредством упорных втулок; после чего к упорным втулкам устанавливаются конусообразные обтекатели и фиксируют их посредством сварки. В некоторых случаях технологически выгоднее упорные втулки и обтекатели изготавливать единой деталью.
Сборку насоса осуществляют следующим образом:
Изготавливают и коаксиально устанавливают сердечник в корпус насоса, закрепляя сердечник в корпусе насоса посредством приваривания упорных втулок сердечника к внутренней поверхности корпуса с образованием кольцевого рабочего канала для жидкометаллического потока.
Устанавливают на наружной поверхности корпуса насоса катушки индуктивности с использованием специального приспособления, обеспечивающего между катушками расстояние, равное ширине магнитопровода индуктора.
В установленные на корпусе насоса катушки индуктивности вставляют магнитопроводы индукторов так, чтобы ориентация Ш-образных пластин шихтовки магнитопроводов индукторов совпадала с ориентацией пластин шихтовки соответствующих секторов сердечника в результате совмещения технологических маркировок. Положение магнитопроводов индукторов на корпусе насоса фиксируется во фланцах насоса.
На конечном этапе сборки насоса проводится контроль качества сборки и фиксации всех элементов, правильность ориентации магнитопроводов индукторов относительно соответствующих магнитопроводов сердечника.
Шихтовка магнитопроводов сердечника и магнитопроводов индукторов пластинами электротехнической стали переменной высоты с применением уплотняющих элементов (уплотнительные клинья в магнитопроводах сердечника и защитные пластины в магнитопроводах индукторов) позволяет исключить из технологии изготовления трудоемкие и затратные операции склейки пластин шихтовки между собой специальным термостойким компаундом и сложную в технологическом плане механическую обработку шихтовки для придания нужной формы поперечных профилей. Это значительно сокращает затраты и время на изготовление внутренних и внешних магнитопроводов, повышает коэффициент заполнения и снижает электромагнитные потери.
Шихтовка магнитопроводов сердечника и индукторов параллельными пластинами электротехнической стали, уложенными вдоль оси канала насоса вместо применения набора шайб из навитой на центральную ось ленты электротехнической стали позволило увеличить магнитную проницаемость в рабочем направлении и повысить магнитное поле, а также уменьшить магнитные потери, что дополнительно повысило эффективность насоса, в частности его КПД.
Применение оригинальной компоновки параллельных пластин шихтовки магнитопроводов сердечника и индукторов(фиг. 10, 11, 12) позволило существенно повысить напряженность магнитных полей и снизить энергетические потери.
Значительное повышение магнитного поля в насосе и снижение магнитных потерь в сердечнике и в индукторах позволило увеличить толщину кожуха и корпуса насоса с 0,5-1 до 1,5-3 мм, что упростило изготовление и увеличило прочность и долговечность изделия.
В настоящий момент насосы по изобретению изготовлены, испытаны и поставлены на Белоярскую АЭС, где применение патентуемых технических решений позволило по сравнению с заменяемыми МГД-насосами уменьшить потребляемую мощность на 30% при одновременном увеличении развиваемого напора и расхода на 20 и 30% соответственно.
При этом прочность и, соответственно, надежность предлагаемых цилиндрических линейных индукционных увеличена практически в 10 раз.
Общие и частные существенные признаки находятся в причинно-следственной связи с техническим результатом и обеспечивают достижение технического результата в виде повышения эффективности функционирования магнитогидродинамического насоса, а именно обеспечены:
повышение КПД, снижение энергопотребления, повышение напора и расхода перекачиваемого расплава металла в результате создания оригинальной магнитной системы с минимальными электромагнитными потерями с небольшими размерами рабочей зоны и возможностью получения в ней больших плотностей тока, а также высоким коэффициентом мощности индуктора;
возможность изготовления рабочего канала с относительно большой толщиной стенок, что обеспечивает более высокую стойкость и надежность рабочего канала;
упрощение изготовления и сборки основных деталей и насоса в целом;
упрощение конструкции внешних и внутренних магнитопроводов при одновременном увеличении их прочности и надежности функционирования.
Таким образом, все отображенные существенные признаки изобретения находятся в причинно-следственной связи с техническим результатом, получаемым от использования изобретения.
Конкретные параметры определены экспериментально и практически проверены в процессе натурных испытаний.
Натурные испытания в производственных условиях Белоярской АЭС показали уверенное решение поставленной задачи и достижение требуемого технического результата.
Конкретные материалы, особенности конструкции и технологии изготовления отдельных деталей цилиндрического линейного индукционного насоса выбирают обычным образом применительно к конкретным условиям его эксплуатации.
В качестве отдельных элементов, деталей и узлов цилиндрического линейного индукционного насоса могут быть использованы различные известные в электротехнике и магнитной гидродинамике материалы и конструктивные решения, обычно применяемые при изготовлении и применении магнитогидродинамических индукционных насосов, используемых для перекачки жидких расплавов металлов и сплавов и других технологических целей в энергетической, химической и металлургической промышленности.
Учитывая новизну совокупности существенных признаков, техническое решение поставленной задачи, изобретательский уровень и существенность всех общих и частных признаков изобретения, доказанных в разделе «Уровень техники» и «Раскрытие изобретения», доказанную в разделе «Осуществление и изобретения» техническую осуществимость и промышленную применимость изобретения, решение поставленной изобретательской задачи и уверенное достижение требуемого технического результата при реализации и использовании изобретения, по нашему мнению, заявленное изобретение удовлетворяет всем требованиям охраноспособности, предъявляемым к изобретениям.
Проведенный анализ показывает также, что все общие и частные признаки изобретения являются существенными, так как каждый из них необходим, а все вместе они не только достаточны для достижения цели изобретения, но и позволяют реализовать изобретение промышленным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сердечник цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765977C2 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| ИНДУКЦИОННЫЙ ЦИЛИНДРИЧЕСКИЙ НАСОС | 2004 |
|
RU2271597C1 |
| ИНДУКЦИОННЫЙ ЦИЛИНДРИЧЕСКИЙ НАСОС | 2004 |
|
RU2282297C2 |
| ИНДУКЦИОННЫЙ ЦИЛИНДРИЧЕСКИЙ НАСОС | 2004 |
|
RU2282932C2 |
| ЦИЛИНДРИЧЕСКИЙ ЛИНЕЙНЫЙ ИНДУКЦИОННЫЙ НАСОС | 1992 |
|
RU2029427C1 |
| ЦИЛИНДРИЧЕСКИЙ ЛИНЕЙНЫЙ ИНДУКЦИОННЫЙ НАСОС | 1989 |
|
SU1720462A1 |
| Винтовой электромагнитный насос | 1981 |
|
SU1001353A1 |
| ИНДУКТОР ТРЕХФАЗНОГО ЦИЛИНДРИЧЕСКОГО ЛИНЕЙНОГО ИНДУКЦИОННОГО НАСОСА ИЛИ МАГНИТОГИДРОДИНАМИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2007 |
|
RU2358374C1 |
| ИНДУКТОР ЦИЛИНДРИЧЕСКОГО ЛИНЕЙНОГО ИНДУКЦИОННОГО НАСОСА | 2003 |
|
RU2251197C1 |
Изобретение относится к электротехнике. Технический результат заключается в повышении эффективности и надежности функционирования насоса путем снижения его энергопотребления, повышении напора и расхода перекачиваемого жидкого расплава металла при одновременном увеличении его прочности, надежности и долговечности функционирования. Цилиндрический линейный индукционный насос содержит цилиндрический корпус насоса, линейно расположенные по поверхности корпуса насоса индукторы с магнитопроводами индукторов и катушками индуктивности. Также содержит коаксиально расположенный внутри корпуса с образованием кольцевого рабочего канала сердечник с расположенными внутри кожуха его центральной цилиндрической части магнитопроводами сердечника. Магнитопроводы индукторов изготовлены в виде наборов Ш-образных параллельных относительно друг другу пластин шихтовки из электротехнической стали переменной высоты. Магнитопроводы сердечника изготовлены в виде наборов продольных пластин из электротехнической стали переменной высоты, расположенных в продольных секторах, образованных установленной внутри сердечника по его оси несущей крестовиной с продольными ребрами. Ориентация пластин шихтовки магнитопроводов индукторов совпадает с ориентацией пластин шихтовки соответствующих магнитопроводов сердечника внутри кожуха центральной цилиндрической части сердечника. 11 з.п. ф-лы, 12 ил.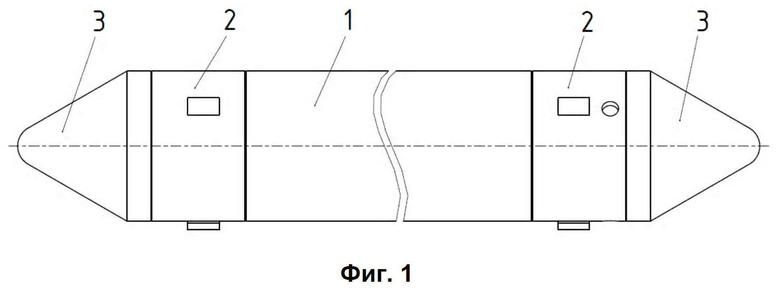
1. Цилиндрический линейный индукционный насос, содержащий
цилиндрический корпус насоса,
линейно расположенные по поверхности корпуса насоса индукторы с магнитопроводами индукторов и катушками индуктивности
и коаксиально расположенный внутри корпуса с образованием кольцевого рабочего канала сердечник с расположенными внутри кожуха его центральной цилиндрической части магнитопроводами сердечника,
отличающийся тем, что
магнитопроводы индукторов изготовлены в виде наборов Ш-образных параллельных относительно друг другу пластин шихтовки из электротехнической стали переменной высоты,
магнитопроводы сердечника изготовлены в виде наборов продольных пластин из электротехнической стали переменной высоты, расположенных в продольных секторах, образованных установленной внутри сердечника по его оси несущей крестовиной с продольными ребрами,
причем ориентация пластин шихтовки магнитопроводов индукторов совпадает с ориентацией пластин шихтовки соответствующих магнитопроводов сердечника внутри кожуха центральной цилиндрической части сердечника.
2. Цилиндрический линейный индукционный насос по п. 1, отличающийся тем, что магнитопроводы индукторов изготовлены в виде наборов Ш-образных параллельных относительно друг другу пластин шихтовки из электротехнической стали переменной высоты и боковых Ш-образных защитных пластин из немагнитной стали с высоким удельным сопротивлением, например, аустенитного класса.
3. Цилиндрический линейный индукционный насос по п. 2, отличающийся тем, что высота Ш-образных пластин шихтовки и боковых Ш-образных защитных пластин магнитопроводов индукторов подобрана так, чтобы внутренний профиль сечений наборов Ш-образных пластин шихтовки и боковых Ш-образных защитных пластин представлял собой аппроксимированную дугу окружности, концентричную и соразмерную наружной поверхности корпуса насоса.
4. Цилиндрический линейный индукционный насос по п. 2, отличающийся тем, что наборы Ш-образных пластин шихтовки и боковых Ш-образных защитных пластин изготовлены с возможностью их крепления относительно корпуса насоса посредством их установки в пазы фланцев насоса.
5. Цилиндрический линейный индукционный насос по п. 1, отличающийся тем, что шихтовки магнитопроводов сердечника в каждом из указанных секторов выполнены в виде наборов прямоугольных параллельных относительно друг другу пластин из электротехнической стали переменной высоты, подобранных так, чтобы по нижнему контуру наборы пластин шихтовок в сечении соответствовали аппроксимированной форме внутренних углов между продольными ребрами несущей крестовины, а по верхнему контуру наборы пластин шихтовки в сечении соответствовали форме дуг окружности с диаметром, соразмерным внутреннему диаметру кожуха центральной цилиндрической части сердечника.
6. Цилиндрический линейный индукционный насос по п. 1, отличающийся тем, что количество магнитопроводов индукторов равно количеству соответствующих им магнитопроводов сердечника.
7. Цилиндрический линейный индукционный насос по п. 1, отличающийся тем, что ширина шихтовки Н магнитопроводов индукторов равна или больше ширины шихтовки h соответствующих магнитопроводов сердечника в соответствующих продольных секторах сердечника.
8. Цилиндрический линейный индукционный насос по п. 1, отличающийся тем, что боковые Ш-образные защитные пластины магнитопроводов индукторов изготовлены со скошенными нижними краями с такими углами скоса, чтобы после установки магнитопроводов индукторов на корпусе насоса они совмещались с соседними защитными пластинами смежных магнитопроводов индукторов.
9. Цилиндрический линейный индукционный насос по п. 1, отличающийся тем, что Ш-образные пластины шихтовки магнитопроводов индукторов и продольные пластины шихтовки магнитопроводов сердечника изготовлены из электротехнической стали таким образом, чтобы направление проката электротехнической стали совпадало с направлением оси корпуса насоса.
10. Цилиндрический линейный индукционный насос по п. 1, отличающийся тем, что по продольным краям наборов пластин шихтовки магнитопроводов сердечника в каждом из указанных секторов центральной части сердечника расположены уплотняющие клинья.
11. Цилиндрический линейный индукционный насос по п. 1, отличающийся тем, что по торцевым краям наборов пластин шихтовок магнитопроводов сердечника для фиксации их положения в указанных секторах центральной части сердечника установлены упорные втулки и привариваемые к ним конусообразные обтекатели.
12. Цилиндрический линейный индукционный насос по п. 1, отличающийся тем, что корпус насоса, кожух центральной части сердечника, несущая крестовина внутри сердечника, уплотняющие клинья, упорные втулки и конусообразные обтекатели сердечника изготовлены из немагнитной стали с высоким удельным сопротивлением, например, аустенитного класса.
| ЦИЛИНДРИЧЕСКИЙ ЛИНЕЙНЫЙ ИНДУКЦИОННЫЙ НАСОС | 1989 |
|
SU1720462A1 |
| ЦИЛИНДРИЧЕСКИЙ ЛИНЕЙНЫЙ ИНДУКЦИОННЫЙ НАСОС | 1992 |
|
RU2029427C1 |
| ИНДУКЦИОННЫЙ ЦИЛИНДРИЧЕСКИЙ НАСОС | 2004 |
|
RU2271597C1 |
| ЦИЛИНДРИЧЕСКИЙ ИНДУКЦИОННЫЙ НАСОС | 0 |
|
SU175824A1 |
| CN 110994939 A, 10.04.2020. | |||

