Настоящее изобретение относится к решетке реверсора тяги для гондолы летательного аппарата турбореактивного двигателя.
Гондола турбореактивного двигателя традиционно имеет по существу трубчатую конструкцию, содержащую воздухозаборник, расположенный спереди от турбореактивного двигателя по направлению потока, среднюю секцию, охватывающую вентилятор турбореактивного двигателя, и заднюю по направлению потока секцию, которая охватывает камеру сгорания турбореактивного двигателя и может вмещать средства реверсирования тяги. Обычно гондола оканчивается выпускным соплом, выходное отверстие которого расположено сзади турбореактивного двигателя по направлению потока.
Современные гондолы предназначены для размещения двухконтурного турбореактивного двигателя, выполненного с возможностью генерировать посредством лопастей вращающегося вентилятора горячий воздушный поток (первичный поток) и холодный воздушный поток (вторичный поток), циркулирующий снаружи турбореактивного двигателя по кольцевому каналу, также называемому трактом, образованному между обтекателем турбореактивного двигателя и внутренней стенкой гондолы.
Оба воздушных потока выходят из турбореактивного двигателя в задней части гондолы. Роль реверсора тяги в ходе посадки летательного аппарата состоит в том, чтобы повысить тормозную способность последнего путем перенаправления вперед по меньшей мере части воздуха, выходящего из турбореактивного двигателя.
В ходе этой фазы реверсор тяги перекрывает по меньшей мере один участок тракта холодного потока и направляет указанный поток в направлении передней части гондолы, создавая, тем самым, обратную тягу, которая суммируется с тормозящим действием шасси и аэродинамических тормозов летательного аппарата.
Традиционно, конструкция реверсора тяги включает обтекатель реверсора тяги, выполненный с возможностью перемещения между, с одной стороны, положением обратного потока, в котором он открывает в гондоле проход для отклоненного воздушного потока, и, с другой стороны, положением прямого потока, в котором он закрывает указанный проход.
В случае реверсора тяги с отклоняющими решетками, также называемыми лопатками или решетками реверсора, переориентация воздушного потока осуществляется отклоняющими решетками, связанными со створками реверсора тяги, предназначенными для по меньшей мере частичного блокирования тракта циркуляции воздуха, при этом обтекатель имеет только одну функцию скольжения, назначением которой является открытие или закрытие указанных решеток реверсора тяги.
Известным образом, решетки реверсора тяги установлены на по меньше мере одной задней раме, передающей обратную тягу, создаваемую системой лопаток, на всю конструкцию реверсора тяги которая, в свою очередь, соединена с силовой установкой, содержащей турбореактивный двигатель.
Однако, решетки реверсора тяги, выполненные в соответствии с известными способами изготовления вакуумным формованием предварительно пропитанных тканей вокруг деталей, являются довольно непрочными, поскольку слоистые материалы имеют тенденцию к расслаиванию. Кроме того, они имеют высокую стоимость.
Также, известны способы изготовления с применением материалов с короткими или дискретными, случайным образом распределенными волокнами, изготовленными термокомпрессионным формованием или литьем под давлением, как описано в патентном документе US2016186689.
В этом документе описана решетка реверсора тяги, изготовленная путем объединения усиливающих элементов, включающих предварительно объединенные крепежные фланцы и предварительно объединенные лопатки. Усиливающие элементы образованы полимерами, усиленными непрерывными волокнами, а лопатки - термопластичной смолой, усиленной дискретными волокнами.
Однако, такие известные способы ограничивают механические характеристики, оказывают негативное влияние на аэродинамические свойства решеток и увеличивают их массу.
Настоящее изобретение направлено на устранение всех или части из указанных недостатков, путем создания решетки реверсора тяги для гондолы турбореактивного двигателя, обеспечивающей высокие механические характеристики и хорошие аэродинамические свойства, вместе с тем позволяя получить элементы со сложной геометрией.
Изобретение относится к решетке реверсора тяги для гондолы летательного аппарата, содержащей множество лопаток, имеющих первую и вторую поверхности. Лопатки соединены с лонжеронами, соединенными с крепежными фланцами, предназначенными для закрепления решетки реверсора тяги на гондоле.
Согласно изобретению, по меньшей мере одна из аэродинамических поверхностей лопаток покрыта по меньшей мере одним волокнистым материалом, содержащим множество волокнистых деталей, предварительно пропитанных смолами. Указанные волокнистые детали наложены друг на друга, расположены параллельно аэродинамической поверхности лопатки, параллельны друг другу и ориентированы в разных направлениях.
Аэродинамические поверхности решеток соответствуют поверхностям, омываемым воздушным потоком в ходе использования реверсора тяги, другими словами внутренним и внешним поверхностям лопаток.
Предпочтительно, лопатки полностью образованы по меньшей мере одним волокнистым материалом по всей своей толщине. Другими словами, лопатки полностью состоят из волокнистых деталей, то есть они содержат волокнистые детали по всей своей толщине. Таким образом, в данной конфигурации по меньшей мере один волокнистый материал ограничивает по меньшей мере локально толщину лопатки. Действительно, лопатки могут быть образованы по всей своей толщине совокупностью наложенных друг на друга волокнистых деталей, или, в другой конфигурации, первичной преформой или центральным элементом волокнистых деталей, образующим первый волокнистый материал, используемый как опора, которую затем на втором этапе покрывают волокнистыми материалами по ее аэродинамическим поверхностям.
Предпочтительно, лопатки соединены с лонжеронами соединительными участками, образованными волокнистыми материалами, проходящими непрерывным образом на по меньшей мере участках соединения лопаток с соответствующими прилежащими лонжеронами, предпочтительно по меньшей мере от лопаток до участков соединения указанных лопаток с соответствующими прилежащими лонжеронами.
Участки соединения лопатки и прилегающего лонжерона образованы продолжением по меньшей мере одного волокнистого материала указанной лопатки на участок прилегающего лонжерона. Волокнистые детали наложены друг на друга, расположены параллельно аэродинамической поверхности соединительных участков и ориентированы в разных направлениях.
В соответствии с конкретным признаком, лонжероны и/или крепежные фланцы содержат волокнистые материалы по меньшей мере на своей поверхности и по меньшей мере локально.
В конкретном варианте осуществления, лонжероны и/или крепежные фланцы полностью образованы волокнистым материалом (материалами), другими словами они состоят из по меньшей мере одного волокнистого материала по всей своей длине.
Альтернативно и предпочтительно, лонжероны и/или крепежные фланцы образованы комбинацией композиционного материала с непрерывными волокнами и по меньшей мере одного волокнистого материала, расположенного по меньшей мере локально на поверхности, причем указанный волокнистый материал содержит волокнистые детали, наложенные друг на друга, расположенные параллельно друг другу и ориентированные в разных направлениях.
Согласно конкретному признаку, крепежные фланцы преимущественно (иными словами более, чем на 50%) и даже полностью, состоят из волокнистых деталей, наложенных друг на друга с образованием материала (материалов), расположенных параллельно поверхностям фланцев и соседним поверхностям, а также поверхностям соединения с фланцами, и ориентированных в разных направлениях.
Согласно предпочтительному признаку, лопатки имеют переменную толщину.
Предпочтительно, толщина лопатки меняется от 1-ой до 15-ти ее минимальных толщин, что позволяет получать хорошие аэродинамические профили. Толщина изменяется вдоль направления воздушного потока, другими словами от передней кромки до задней кромки лопатки.
Согласно одному варианту, доля волокон составляет более 50% от общего объема композиционного материала, образуемого волокнистыми материалами.
Согласно другому варианту, доля волокон составляет около 60% от общего объема композиционного материала, образуемого волокнистыми материалами.
Согласно еще одному варианту, волокнистые детали имеют толщину от 0, 1 мм до 0,4 мм, длину от 15 мм до 60 мм и ширину от 10 мм до 40 мм.
Согласно другому варианту, волокнистые детали содержат волокна, сотканные так, чтобы образовывать тканые холсты волокнистых деталей, предварительно пропитанные смолой.
Согласно одному варианту, смола, служащая в качестве матрицы, вмещающей волокна и объединяющая решетку, представляет собой термоотверждаемую матрицу. Предпочтительно, волокна связаны термоотверждаемой матрицей такой как из семейства эпоксидов, бензоксазинов, полиэфиров или бисмалеимидов.
Согласно другому варианту, смола может представлять собой термопластическую смолу. Предпочтительно, в этом случае волокна связаны одной или несколькими термопластичной матрицей/матрицами такими как из семейства полиамидов, полипропиленов, полиэфиримидов (ПЭИ), полиэфирсульфонов (ПЭС) полифениленсульфидов (ПФС), полиарилэфиркетонов (ПАЭК), полиэфирэфиркетонов (ПЭЭК), полиэфиркетонкетонов (ПЭКК).
Другие признаки и преимущества изобретения будут понятны из нижеследующего описания, приведенного лишь в качестве примера, со ссылками на чертежи, на которых:
- на фиг. 1 показана решетка реверсора тяги согласно варианту осуществления изобретения;
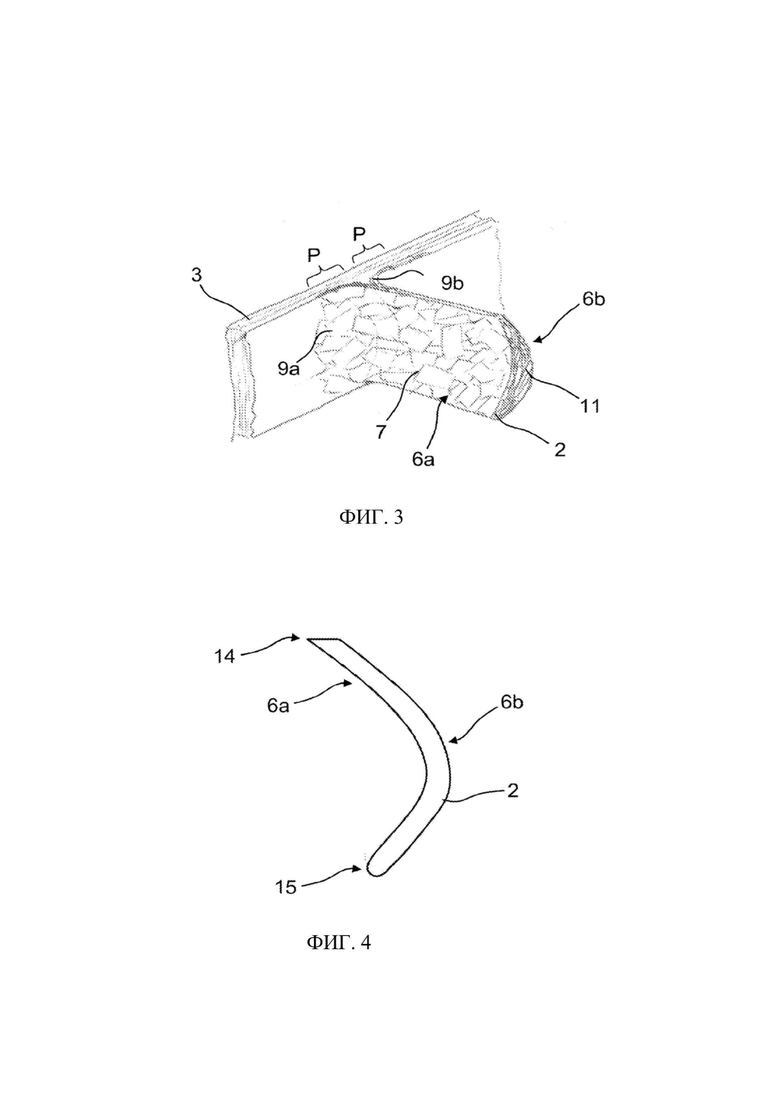
- на фиг. 2 подробно показан участок лопатки, содержащий волокнистый материал, полученный путем наслаивания или наложения волокнистых элементов;
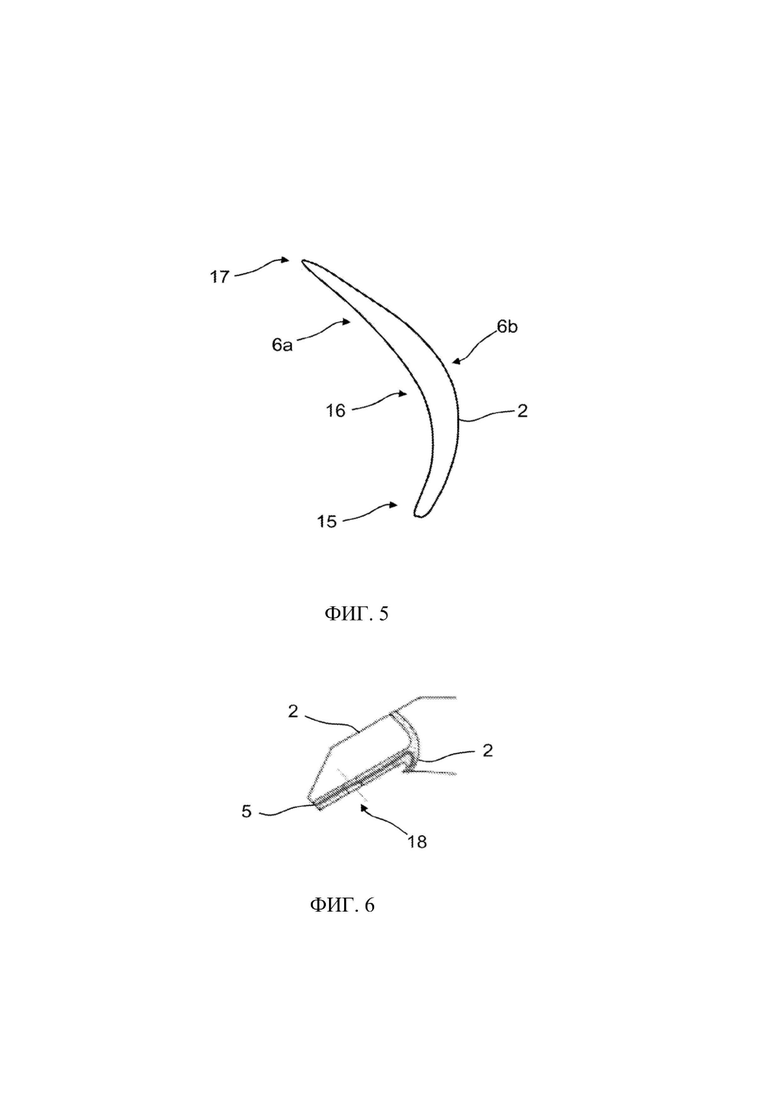
- на фиг. 3 показан участок соединения лопатки с лонжероном;
- на фиг. 4 показана форма лопатки согласно возможному варианту осуществления;
- на фиг. 5 показана форма лопатки согласно другому возможному варианту осуществления;
- на фиг. 6 показан пример соединения между крепежным фланцем и лопаткой;
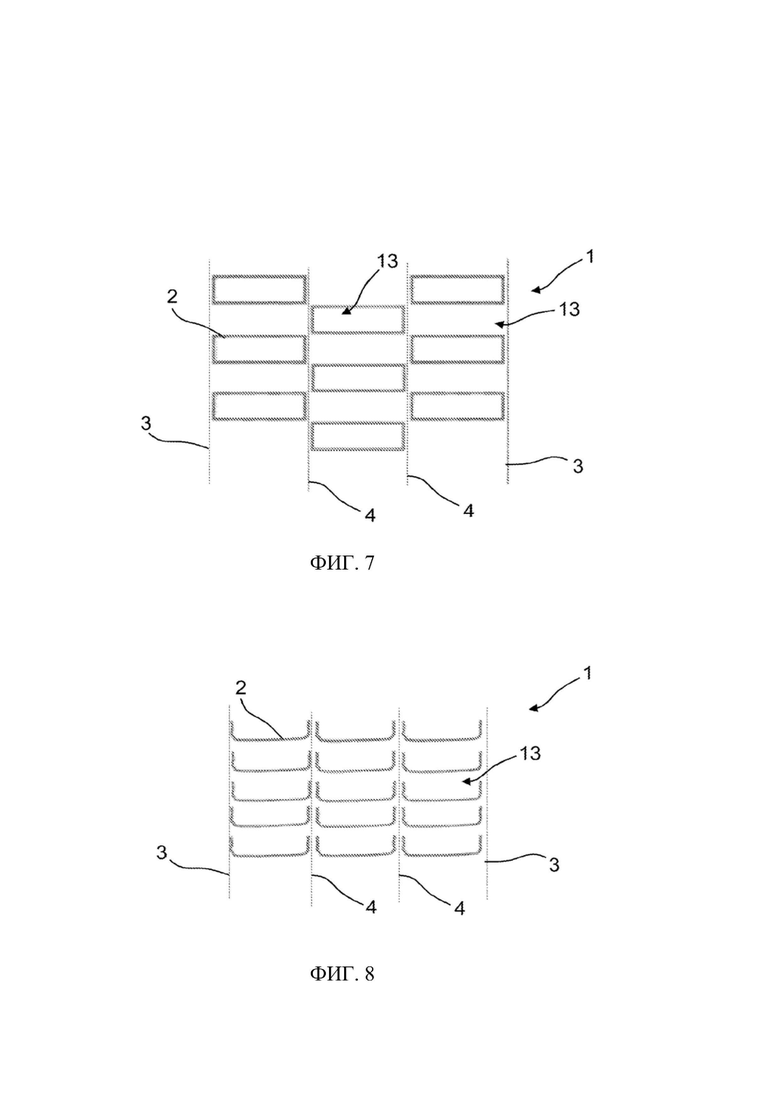
- на фиг. 7 показана лопатка, в которой одна из двух ячеек окружена волокнистыми материалами;
- на фиг. 8 показаны лопатки, имеющие U- образные загибы на лонжероны;
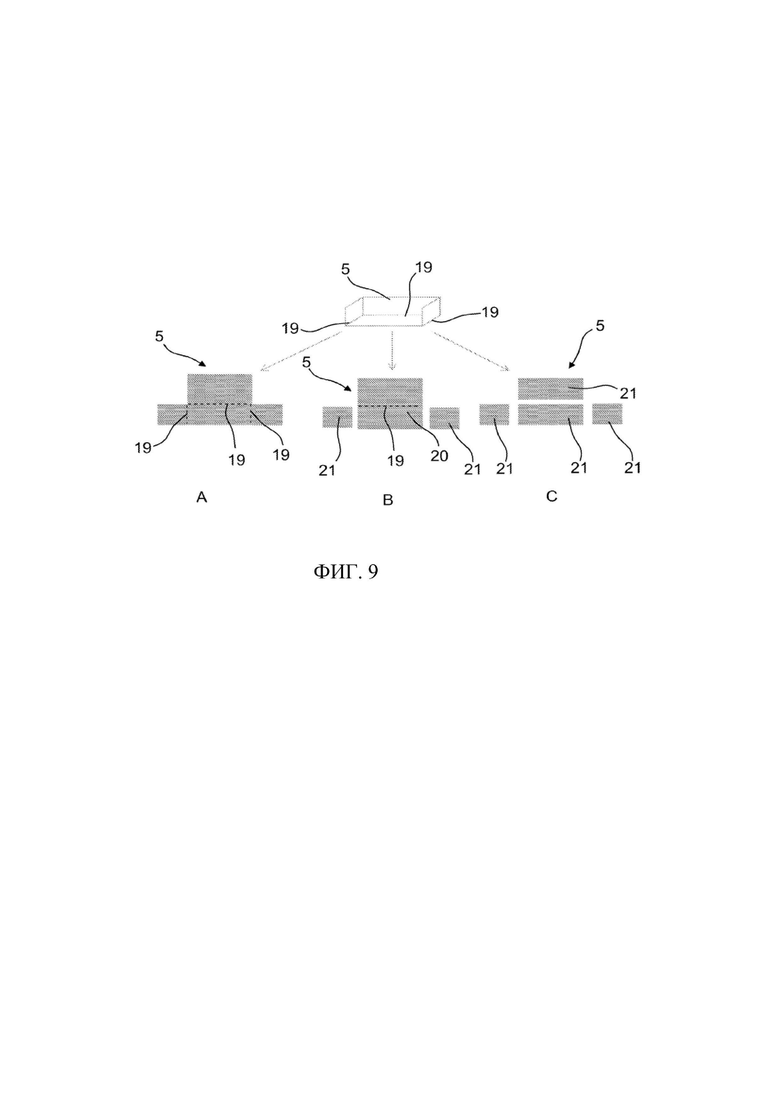
- на фиг. 9 показано несколько способов изготовления крепежных фланцев.
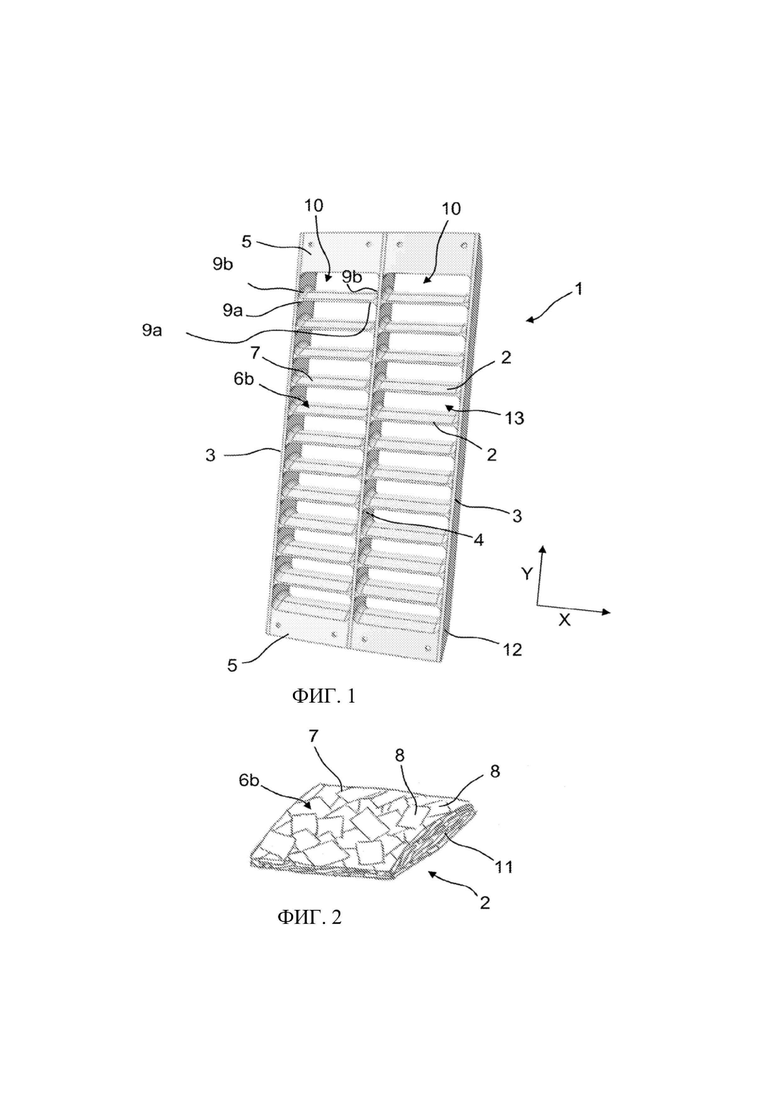
На фиг. 1 показана решетка 1 реверсора тяги для гондолы летательного аппарата согласно варианту осуществления изобретения.
Решетка 1 реверсора тяги содержит множество лопаток 2, соединенных с лонжеронами 3, 4. Лонжероны соединены с крепежными фланцами 5, предназначенными для закрепления решетки 1 реверсора тяги на гондоле.
Решетка 1 может быть решеткой прямого потока или решеткой отклоненного потока:
- так называемая «прямая» решетка 1 обратной тяги содержит аэродинамические лопатки 2, также называемые системой лопаток, и по существу плоские лонжероны 3 без аэродинамической подъемной силы: аэродинамическая тяга лопаток 3 направлена в радиальной плоскости вдоль решетки 1;
- в случае так называемой «отклоненной» решетки 1 обратной тяги, лопатки 2 либо создают обратную тягу, отклоненную в радиальном направлении по отношению к решетке 1, а лонжероны остаются по существу плоскими, либо система лопаток 2 создает продольную обратную тягу, а лонжероны 3 выполнены с возможностью создавать боковую обратную тягу, и они обе в сумме обеспечивают отклоненную обратную тягу.
На фиг. 1 в качестве примере показана так называемая «прямая» решетка 1 обратной тяги.
Количество лонжеронов не ограничено, при этом обязательно имеется по меньшей мере один лонжерон. В общем случае, лопатки 2 расположены в форме лестницы и/или на каждой стороне лонжеронов 3. Лопатки 2 могут также располагаться только на одной стороне лонжерона 3.
Кроме того, возможно использовать решетки 1, имеющие только два рамочных лонжерона, а также возможно применять решетки, имеющие до семи и даже до пятнадцати лонжеронов.
В частности, и согласно данному конкретному варианту осуществления, лопатки 2 расположены параллельно друг другу в одном ряду 10 между двумя лонжеронами 3, 4 решетки 1.
Лопатки 2 имеют поверхности 6а, 6b, расположенные параллельно аэродинамическим поверхностям и соответственно образуют внутренние и внешние поверхности лопатки 2. Под «внутренней» поверхностью понимается внутренняя поверхность лопатки 2, а именно поверхность, обращенная к каналу холодного потока в ходе использования, тогда как под «внешней» поверхностью понимается внешняя поверхность лопатки, расположенная противоположно внутренней поверхности и в основном ориентированная в направлении наружной части гондолы в ходе ее использования.
Лонжероны 3, 4 проходят вдоль продольного направления Y, по существу перпендикулярно поперечному направлению Х, параллельному направлению лопаток 2.
Решетка 1 реверсора тяги содержит два параллельных лонжерона 3 и центральный лонжерон 4, разделяющий два ряда 10 лопаток 2. Лопатки 2 одного ряда параллельны друг другу и выровнены друг относительно друга.
Ряд лопаток 10 окружен боковым лонжероном 3 и центральным лонжероном 4.
Крепежные фланцы 5 проходят вдоль поперечного направления Х и расположены на каждой стороне рядов лопаток 10. Две лопатки 2 могут быть встроены в крепежный фланец 5.
Два боковых лонжерона 3 и два крепежных фланца 5 образуют периферийную раму 12, окружающую решетки 2.
Решетка 1 реверсора тяги опционально содержит соединительные элементы крепежных средств (не показаны) вдоль двух боковых лонжеронов 3.
Лопатки 2 направляют воздушный поток и могут отклонять его в поперечном направлении Х.
Все аэродинамические силы, прикладываемые к лопаткам 2 и лонжеронам, воспринимаются периферийной рамой 12 и передаются на конструкцию реверсора тяги через соединительные средства крепежных фланцев 5.
Согласно изобретению, по меньшей мере поверхность 6а, 6b лопаток 2 покрыта волокнистым материалом, содержащим множество волокнистых деталей 8, предварительно пропитанных смолами, как показано на фиг. 2. Другими словами, волокнистый материал 7 сформирован путем объединения и наложения друг на друга волокнистых деталей 8 и содержит по своей толщине по меньшей мере один слой волокнистых деталей.
Волокнистые детали 8 наложены друг на друга, размещены в соответствии с поверхностями параллельными друг другу и ориентированы в разных направлениях, то есть волокна поверхностей одних деталей имеют направления, отличные от направления волокон соседней детали (деталей). Волокнистые детали 8 наложены друг на друга с одновременным смещением друг относительно друга.
Волокнистые детали 8 образуют частицы волокон, которые являются прерывистыми, однонаправленными и/или ткаными, расположены согласно направлениям параллельным поверхностям элементов, образующих решетку 1 реверсора тяги, и в частности параллельным аэродинамическим поверхностям решетки 1.
Более конкретно, и согласно предпочтительной конфигурации, волокнистые детали образуют пластинки или пластинки волокон, ограниченные на своей периферии по меньшей мере одной периферийной кромкой, образующей замкнутый контур детали 8, при этом каждое волокно детали 8 предпочтительно проходит без разрывов от одного края до другого периферийной кромки, пересекая его по его ширине.
Предпочтительно, лопатки 2 полностью состоят из волокнистых материалов 7, то есть центральная часть 11 и поверхность 6a, 6b лопаток 2 содержат волокнистые материалы 7.
Как показано на фиг. 3, лопатки 2 соединены с лонжеронами 3, 4 соединительными участками 9a, 9b, образованными волокнистыми материалами 7. Предпочтительно, соединительные участки 9a, 9b полностью образованы волокнистыми материалами 7.
Соединительные участки 9a, 9b продолжают лопатки 2 и покрывают участок Р лонжеронов 3,4. Таким образом, поверхность 6а, 6b лопаток 2 продлевается на поверхность лонжеронов 3, 4.
Соединительные участки 9a, 9b образованы толщиной волокнистых элементов 8.
Соединительные участки 9a, 9b имеют изогнутую форму и образуют мостики из материала между лопатками 2 и лонжеронами 3, 4, усиливая их соединение друг с другом.
Соединительные участки 9a, 9b позволяют соединить лопатку 2 с лонжеронами 3,4, в то же время продолжая аэродинамическую поверхность лопаток 2. Таким образом, обеспечена непрерывность аэродинамической поверхности.
В соответствии с рассматриваемым примером каждая лопатка 2 продолжается четырьмя соединительными участками 9a, 9b.
Действительно, каждая лопатка 2 продолжается двумя первыми соединительными участками 9а, расположенными на каждом конце лопатки 2 для соединения одной той же стороны лопатки 2, здесь - внутренней стороны, с соседними лонжеронами 3,4 на каждой стороне указанной лопатки 2, при этом предполагается, что одна лопатка соединена с двумя лонжеронами 3,4, параллельными друг другу.
Аналогично, каждая лопатка 2 продолжается двумя вторыми соединительными участками 9b, расположенными на каждом конце лопатки 2 и противоположными двум первым соединительным участками 9а, для соединения одной и той же стороны лопатки 2- здесь внешней стороны, с соседними лонжеронами 3, 4.
Функция соединительных участков 9а, 9b состоит в том, чтобы прикрепить лопатки 2 к лонжеронам 3, 4. Они обеспечивают усиленное крепление по сравнению с уже известным.
Лонжероны 3,4 и/или крепежные фланцы 4 покрыты волокнистыми материалами 7.
В соответствии с возможной конфигурацией, лонжероны 3, 4 и/или крепежные фланцы 5 полностью состоят из волокнистых материалов 7, по всей своей толщине.
Согласно другому варианту осуществления лонжероны 3, 4 и/или крепежные фланцы содержат центральную часть, состоящую из непрерывных волокон, при этом волокна представляют собой однонаправленные волокна и/или тканые волокна, при этом центральные части лонжеронов 3, 4 частично или полностью покрыты прерывистыми волокнистыми материалами 7, отходящими от лопаток и проходящими или продолжающимися в участок лонжеронов 3, 4, видимый в ячейке 13 решетки 1 (частично или полностью покрывая эту поверхность).
Решетка 1 реверсора тяги содержит ячейки 13, ограниченные двумя лопатками 2 и участками лонжеронов 3, 4.
Согласно предпочтительному варианту осуществления, волокнистые материалы 7 обязательно окружают каждую ячейку 13 решетки 1 реверсора тяги и обеспечивают непрерывность материи на соединительных участках 9a, 9b лопаток 2 с лонжеронами 3, 4.
В ячейке 13 решетки 1, волокнистые материалы 7 выстилают поверхности непрерывным образом и в частности: поверхность 6b первой лопатки 2 спереди или выше по направлению потока ячейки 13 относительно решетки 1, соединительную поверхность 9b с одним из лонжеронов 3, 4, поверхность этого лонжерона, противоположную соответствующей ячейке 13 и смежную с концом лопатки 2, поверхность соединительного участка 9а второй лопатки 2, ограничивающую ячейку 13, поверхность 6а этой второй лопатки ниже по направлению потока ячейки 13 относительно решетки 1, поверхность соединительного участка 9а на другом конце второй лопатки, поверхность соответствующего смежного лонжерона, поверхность соединительного участка 9b на поверхности 6b верхней по направлению потока лопатки ячейки 13.
Каждая лопатка 2 содержит вогнутую поверхность 6а и выпуклую поверхность 6b, обе из которых равномерно покрыты волокнистыми материалами 7. Вогнутая поверхность 6а выполнена так, чтобы она могла быть в основном ориентирована в направлении верхней по потоку части гондолы в ходе ее работы, когда решетка 1 закреплена на гондоле.
Решетка 1 реверсора тяги изготовлена из композиционных материалов, состоящих из волокон, связанных органической матрицей (термоотверждающаяся смола, такая как эпоксидная смола, бензоксазин, или бисмалеимид или другое подобное вещество, или термопластичная смола, такая как полиамиды, полипропилен, полиэфиримид (ПЭИ), полиэфирэфиркетон (ПЭЭК), полиарилэфиркетон (ПАЭК) или другое подобное вещество).
Предпочтительно, объемная доля волокон в композиционном материале выше, чем 50% от общего объема композиционного материала. Предпочтительно, она выше, чем 55% от общего объема композиционного материала.
Преимущественно, объемная доля волокон составляет порядка 60% от общего объема композиционного материала.
Волокнистые детали 8 могут состоять из частиц однонаправленных волокон или тканых волокон, образованных углеродными, стеклянными или арамидными волокнами или смесью указанных или других материалов.
Волокнистые детали 8 преимущественно организованы в тонкие слои толщиной от 0,1 до 0,4 мм (что эквивалентно от 0,15 кг/м2 до 0,5 кг/м2).
Волокнистые детали 7 имеют круглую или овальную или же многоугольную форму.
Волокнистые детали 8 имеют ширину от 10 мм до 40 мм и длину от 15 мм до 60 мм.
Волокнистые детали 8 расположены вдоль случайных направлений, а их наибольшие размеры расположены по линиям параллельным наружным поверхностям решетки 1 реверсора тяги, образованным волокнистыми материалами 7, такими как поверхность 6a, 6b лопатки 2.
Таким образом, волокнистые детали 8 в форме продолговатых, наложенных и пересекающихся стружек выстилают непрерывным образом поверхности 6a, 6b лопаток 2, по меньшей мере один участок поверхностей лонжеронов 3, 4, а также соединительные участки 9a, 9b между лопатками и лонжеронами 3, 4.
Альтернативно, волокнистые детали 8 содержат тканые волокна, которые могут иметь тафтяное, сатиновое или саржевое плетение.
Если смола представляет собой термоотверждающуюся смолу, способ изготовления решетки 1 реверсора тяги включает в себя этап термокомпрессии в форме.
Согласно другим вариантам совокупность волокнистых материалов 7, покрывающих по меньшей мере одну из поверхностей каждой лопатки 2, продолжается на по меньшей мере один участок Р соседних лонжеронов 3, 4 и покрывает его. Другими словами, соединения волокнистых материалов 7 лопаток 2 соединены на поверхности лонжерона 3, 4, что позволяет, в случае если позволяют аэродинамические формы и генерируемые аэродинамические усилия, упростить способ размещения волокнистых материалов 7 на лопатках 2 и соединения с лонжеронами 3, 4.
Согласно первому варианту, показанному на фиг. 7, одна ячейка 13 из двух окружена, на внутренней стороне, то есть напротив ограниченного таким образом внутреннего пространства, волокнистыми материалами 7. Ячейки 13, окруженные волокнистыми материалами 7, равномерно распределены по всей решетке 1, в частности, здесь эти ячейки, окруженные волокнистыми материалами, расположены в шахматном порядке.
Согласно другому варианту, показанному на фиг. 8, лопатки имеют U-образный загиб волокнистых материалов на соседние лонжероны 3, 4. Чтобы обеспечить однородное конструктивное усиление, создаваемое волокнистыми материалами 7, эти U-образные загибы из волокнистых материалов 7 расположены так, чтобы покрывать одни те же поверхности 6a, 6b лопаток 2 по всей решетке 1, например, внутренние поверхности или наружные поверхности каждой лопатки 2. Другими словами, поверхности 6a, 6b лопаток 2 выстланы волокнистыми материалами 7, которые продолжаются на каждой стороне каждой лопатки 2 на смежные лонжероны, имея при этом в месте расположения каждой из ячеек 13 U-образную форму. В такой конфигурации предпочтительно, чтобы эти волокнистые материалы покрывали в частности те же самые поверхности 6a, 6b лопаток 3 по всей решетке 1 для создания однородного конструктивного усиления, обеспечиваемого волокнистыми материалами 7.
Согласно варианту с фиг. 8, U-образные загибы в месте расположения лонжеронов 3, 4 покрывают только участок стороны лонжерона ячейки 13.
Согласно альтернативному или дополняющему варианту (не показан), U-образные загибы в месте расположения лонжеронов 3, 4 продолжаются до основания следующей лопатки, покрывая, таким образом, полностью сторону лонжерона рассматриваемой ячейки 13. Этот вариант способствует заполнению соединения верхней лопатки с лонжероном без необходимости укладки дополнительных волокнистых материалов 7.
На фиг. 4 показано поперечное сечение лопатки 2 вдоль направления хорды С-образного изогнутого профиля согласно возможному варианту осуществления. Эта лопатка 2 содержит в направлении хорды профиля два концевых края - один 15 из которых образует передний край, а второй 14 образует задний край.
Согласно первому варианту, один или оба концевых края имеют по существу форму острого гребня с плоским участком, как показано номером позиции 14 на фиг. 4. Согласно другому варианту, этот по существу острый гребень образует конец внутренней и внешней поверхностей без плоского края.
Согласно другому варианту один или оба концевых края имеют закругленную форму, как показано номером позиции 15 на фиг. 4.
Лопатка 2 с фиг. 4 имеет постоянную толщину.
В соответствии с другим вариантом, показанным на фиг 5, лопатка 2 может иметь переменную толщину вдоль хорды.
В этом примере толщина лопатки 2 больше в центральной зоне 16 лопатки 2, находящейся между двух ее концов, чем на ее передних краях 15.
Предпочтительно, толщина лопаток 2 меняется вдоль хорды лопатки от 1 до 15-ти раз от ее минимальной толщины, что позволяет получать хорошие аэродинамические профили.
Согласно конкретному варианту осуществления лопатки с переменной толщиной вдоль хорды и при длине хорды, составляющей от 30 до 60 мм, толщина может изменяться от около 0,6 мм на уровне переднего края, имеющего радиус кривизны около 0,3 мм, если последний закруглен, быстро переходя к толщине 1 мм и затем очень быстро достигая максимальной толщины около 3-х или 4-х мм и, наконец, уменьшаясь до около 0,3 и 0,5 мм вблизи заднего края.
В данном варианте осуществления лопатка 2 имеет профилированный задний край 17 и закругленный передний край 15.
Можно легко получить элементы, изготовленные с использованием предварительно пропитанных волокнистых деталей 8, с изменяющейся толщиной, благодаря термокомпрессионному способу формования в ходе которого, за счет прерывания волокон между волокнистыми деталями 8, каждая из деталей может смещаться относительно соседних деталей, способствуя изменению толщины.
Соединительные участки между лопатками 2 и лонжеронами 3, 4 меняются в соответствии с положением вдоль хорды, позволяя таким образом адаптировать количество материала к передаче усилий.
Другими словами, соединительные участки 9a, 9b имеют переменную форму и толщину.
Высота лонжеронов 3, 4 может отличаться от хорды лопаток 2.
Как показано на фиг. 6, крепежный фланец 5 может быть соединен на любом участке лопатки 2. Крепежный фланец 5 имеет отверстие 18, в которое заделан или завинчен крепежный элемент, такой как винт.
Крепежные фланцы 5 могут лежать в плоскостях или конкретных поверхностях, образуя соединение на краях или в центре лонжеронов 3, 4 или периферийной рамы 12.
Лопатки 2 или система лопаток не обязательно являются перпендикулярными лонжеронам 3, 4.
Установка крепежных фланцев 5 может быть выполнена в соответствии с несколькими конфигурациями, как показано на фиг. 9 с тремя различными вариантами осуществления А, B и С.
Конечное покрытие крепежных фланцев 5 выполняется в виде «уголка для чемодана» наподобие желоба, то есть размещается так, чтобы покрывать по меньшей мере три ребра 19 крепежного фланца 5. Это могут быть последовательные ребра, чтобы покрывать ребро и ограничивающие его углы, как показано на фиг. 9, или сопутствующие ребра, совместно образующие угол или клин, как, например, в точке пересечения трех ребер, по существу перпендикулярных друг другу.
Согласно первому варианту осуществления А с фиг. 9, показывающей незагнутый крепежный фланец 5, волокнистые материалы составляют непрерывное покрытие. При загибании крепежного фланца 5 способом «уголок для чемодана», волокнистые материалы 7 покрывают непрерывным образом три ребра 19 крепежного фланца 5.
Согласно второму варианту осуществления В с фиг. 9, крепежный фланец 5 содержит сгибаемый участок 20, имеющий одно ребро, и два крыла 21, которые соединяются со сгибаемым участком 20, когда последний сложен.
Согласно третьему варианту осуществления C с фиг. 9, крепежный фланец 5 содержит четыре крыла 21, образованных волокнистыми материалами 7, которые соединены друг с другом волокнистыми материалами 7.
Согласно одному варианту, на пересечении между лопаткой 2 и лонжероном 3, 4 или между лопаткой 2 и крепежным фланцем или между лонжероном 3, 4 и крепежным фланцем 5 имеются стопы волокон в форме «шляпки гвоздя», которые могут быть вставлены для обеспечения заполнения объема, сохраняя при этом волокнистые детали настолько параллельными насколько это возможно наружным поверхностям элементов.
Согласно другому альтернативному или дополняющему варианту, покрытия или слои непрерывных однонаправленных и/или тканых волокон могут быть расположены по длинным поверхностям так, чтобы проходить по всей длине лонжеронов 3, 4.
Крепежные фланцы 5 могут также иметь переменные толщины (уплотнения), например, вокруг крепежных элементов, позволяя ограничить общую массу путем адаптирования толщины.
Локально могут быть введены такие функциональные материалы как стекловолокно в качестве гальванического изолятора между углеродными композитами и соседней частью или специальная антифрикционная пластиковая пленка, или другие подобные материалы, или металлическая вставка.
Изобретение также относится к способу изготовления решетки 1 реверсора тяги.
Способ включает в себя предварительный этап изготовления первичной преформы лопаток 2, лонжеронов 3, 4 и крепежных фланцев 5.
Первичные преформы полностью состоят из волокнистых материалов 7. Первичные преформы могут быть изготовлены вакуумным формованием.
После этого первичные преформы покрывают волокнистыми материалами 7 для формирования решетки 1 реверсора тяги и в частности так, чтобы обеспечить непрерывность аэродинамической поверхности элементов, составляющих решетку 1 реверсора тяги. После этого выполняют этап термокомпрессии, чтобы прижать волокнистые детали 8, образующие волокнистые материалы 7, к поверхностям первичных преформ и смещая их так, чтобы обеспечить соответствие геометрии первичной преформы.
Указанный способ изготовления может не включать в себя этап изготовления первичных преформ.
Элементы, составляющие решетку 1 реверсора тяги, получают непосредственно путем постепенного покрытия и накладывания друг на друга волокнистых деталей 8. Толщина элемента решетки 1 реверсора тяги увеличивается по нарастающей и постепенно по мере его покрытия слоями волокнистых деталей 8, формирующих волокнистые материалы 7.
Способ изготовления затем включает в себя этап горячего формования.
Выше описан примерный вариант осуществления изобретения. Следует понимать, что специалисты могут осуществить различные варианты изобретения, без выхода за его объем.
Изобретение относится к решетке (1) реверсора тяги для гондолы летательного аппарата, содержащей множество лопаток (2), имеющих первую (6a) и вторую (6b) поверхности, причем указанные лопатки (2) соединены с лонжеронами (3, 4), соединенными с крепежными фланцами (5), выполненными с возможностью крепления решетки (1) реверсора тяги к гондоле. Согласно изобретению по меньшей мере одна из поверхностей (6a, 6b) лопаток (2) покрыта по меньшей мере одним волокнистым материалом (7), содержащим множество волокнистых деталей (8), предварительно пропитанных смолами, причем указанные волокнистые детали (8) наложены друг на друга, расположены параллельно аэродинамической поверхности лопатки (2) и ориентированы в разных направлениях. Изобретение обеспечивает высокие механические характеристики и аэродинамические свойства, а также получение элементов со сложной геометрией. 15 з.п. ф-лы, 9 ил. 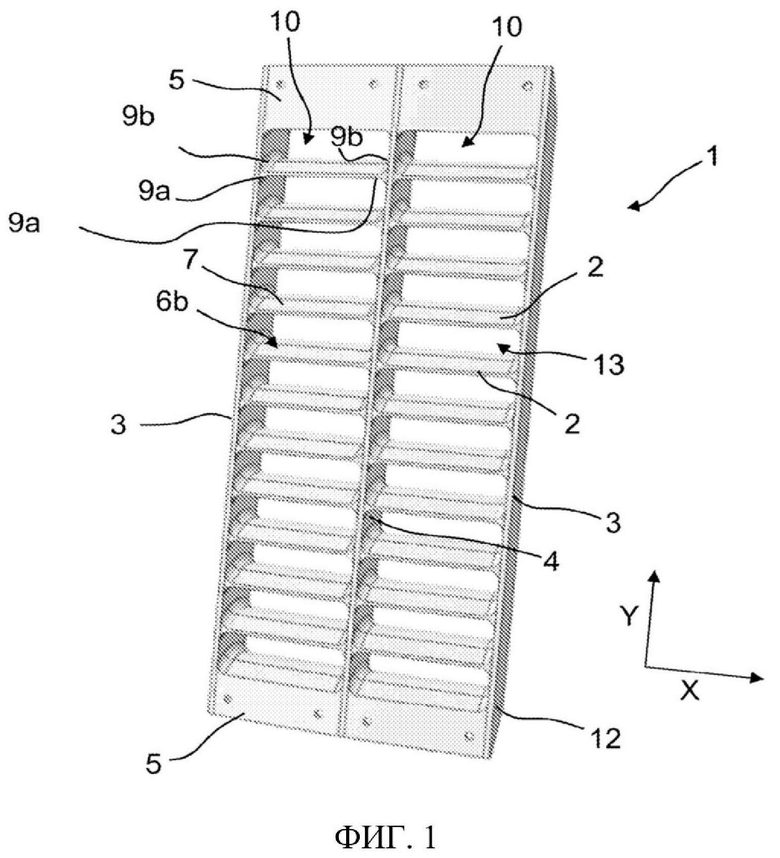
1. Решетка (1) реверсора тяги для гондолы летательного аппарата, содержащая множество лопаток (2), имеющих первую (6a) и вторую (6b) поверхности, причем указанные лопатки (2) соединены с лонжеронами (3, 4), соединенными с крепежными фланцами (5), выполненными с возможностью крепления решетки (1) реверсора тяги к гондоле, отличающаяся тем, что
по меньшей мере одна из поверхностей (6a, 6b) лопаток (2) покрыта по меньшей мере одним волокнистым материалом (7), содержащим множество волокнистых деталей (8), предварительно пропитанных смолами, причем указанные волокнистые детали (8) наложены друг на друга, расположены параллельно аэродинамической поверхности лопатки (2) и ориентированы в разных направлениях.
2. Решетка (1) реверсора тяги по п.1, отличающаяся тем, что лопатки (2) соединены с лонжеронами (3, 4) соединительными участками (9a, 9b), образованными волокнистыми материалами (7), проходящими непрерывным образом по меньшей мере от лопаток (2) до участков (9a, 9b) соединения указанных лопаток с соответствующими прилегающими лонжеронами.
3. Решетка (1) реверсора тяги по п.1 или 2, отличающаяся тем, что соединительные участки (9a, 9b) лопатки (2) и прилегающего лонжерона (3, 4) образованы продолжением по меньшей мере одного волокнистого материала (7) указанной лопатки (2) на участок (Р) прилегающего лонжерона (3, 4).
4. Решетка (1) реверсора тяги по любому из предыдущих пунктов, отличающаяся тем, что лопатки (2) образованы волокнистыми материалами (7) по всей своей толщине.
5. Решетка (1) реверсора тяги по любому из пп. 1-4, отличающаяся тем, что лонжероны (3, 4) и/или крепежные фланцы (5) образованы по меньшей мере одним волокнистым материалом (7) по всей своей толщине, причем указанные волокнистые детали (8) наложены друг на друга, расположены параллельно аэродинамической поверхности лонжеронов (3, 4) и крепежных фланцев (5) и ориентированы в разных направлениях.
6. Решетка (1) реверсора тяги по любому из пп. 1-5, отличающаяся тем, что лонжероны (3, 4) и/или крепежные фланцы (5) образованы комбинацией композиционного материала с непрерывными волокнами и по меньшей мере одного волокнистого материала (7), расположенного по меньшей мере локально на поверхности, причем указанный волокнистый материал (7) содержит волокнистые детали (8), наложенные друг на друга, расположенные параллельно друг другу и ориентированные в разных направлениях.
7. Решетка (1) реверсора тяги по любому из пп. 1-6, отличающаяся тем, что лопатки (2) имеют переменную толщину.
8. Решетка (1) реверсора тяги по п. 7, отличающаяся тем, что толщина лопаток (2) меняется вдоль хорды лопатки, составляя от 1 до 15 ее минимальных толщин.
9. Решетка (1) реверсора тяги по любому из пп. 1-8, отличающаяся тем, что содержит множество ячеек (13), каждая из которых ограничена двумя лопатками (2) и участками лонжеронов (3, 4), при этом одна из двух ячеек (13) окружена волокнистыми материалами (7), причем указанные ячейки, окруженные волокнистыми материалами, предпочтительно расположены в шахматном порядке.
10. Решетка (1) реверсора тяги по любому из пп. 1-8, отличающаяся тем, что лопатки (2) имеют U-образный загиб волокнистых материалов (7) на соседние лонжероны (3, 4), при этом указанные загибы волокнистых материалов (7) расположены так, чтобы покрывать одни и те же поверхности (6a, 6b) лопаток (2) по всей решетке (1).
11. Решетка (1) реверсора тяги по любому из предыдущих пунктов, отличающаяся тем, что доля волокон составляет более 50% от общего объема композиционного материала, образованного волокнистыми материалами (7).
12. Решетка (1) реверсора тяги по п. 11, отличающаяся тем, что доля волокон составляет около 60% от общего объема композиционного материала, образованного волокнистыми материалами (7).
13. Решетка (1) реверсора тяги по любому из предыдущих пунктов, отличающаяся тем, что волокнистые детали (8) имеют толщину от 0, 1 мм до 0,4 мм, длину от 15 мм до 60 мм и ширину от 10 мм до 40 мм.
14. Решетка (1) реверсора тяги по любому из предыдущих пунктов, отличающаяся тем, что волокнистые детали (8) содержат тканые волокна так, чтобы формировать холсты тканых волокнистых деталей, предварительно пропитанных смолой.
15. Решетка (1) реверсора тяги по любому из пп. 1-14, отличающаяся тем, что волокна связаны термоотверждаемой матрицей, такой как из семейства эпоксидов, бензоксазинов, полиэфиров или бисмалеимидов.
16. Решетка (1) реверсора тяги по любому из пп. 1-14, отличающаяся тем, что волокна связаны одной или несколькими термопластичной матрицей (матрицами), такими как из семейства полиамидов, полипропиленов, полиэфиримидов (ПЭИ), полиэфирсульфонов (ПЭС), полифениленсульфидов (ПФС), полиарилэфиркетон (ПАЭК), полиэфирэфиркетонов (ПЭЭК), полиэфиркетонкетонов (ПЭКК).
| Токарный резец | 1924 |
|
SU2016A1 |
| US 2016263820 A1, 15.09.2016 | |||
| РЕВЕРСОР ТЯГИ РЕШЕТЧАТОГО ТИПА И АВИАЦИОННАЯ ГОНДОЛА, ОБОРУДОВАННАЯ ТАКИМ РЕВЕРСОРОМ ТЯГИ | 2008 |
|
RU2472960C2 |
| РЕВЕРСОР ТЯГИ | 2010 |
|
RU2522017C2 |

