ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к нагреваемой без горения сигарете с табачными гранулами и способу ее изготовления, относящимся к области техники новых табачных изделий.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
В недавние годы, в связи с вводом в действие и реализацией Рамочной конвенции по борьбе против табака, правительства различных стран принимают все более строгие меры по борьбе с курением табака, и их регулятивное законодательство в отношении табака ужесточилось. Запросы на борьбу против табака и курения становятся все сильнее, и давление конкуренции на внутреннем и внешнем рынках продолжает возрастать. В то же время, в связи с непрерывным повышением жизненного уровня людей, люди уделяют больше внимания своему физическому и психическому здоровью и защите окружающей среды и по-новому воспринимают табак.
По вышеуказанным причинам, разработка традиционных сигарет все более ограничивалась по данным статистики за 2011 г., в то время, как производство и продажи сигарет в мире снижались, другие типы табачных изделий продемонстрировали тенденцию к быстрому распространению. Структура продукции на мировом рынке табачных изделий продолжает претерпевать значительные изменения, и активная разработка полного ассортимента табачных изделий постепенно стала стратегической ориентацией различных транснациональных табачных компаний. В настоящее время, на рынке появились три основных типа новых табачных изделий: нагреваемые без горения табачные изделия, электронные сигареты и бездымные табачные изделия. Из них, нагреваемое без горения табачное изделие, которое появилось в 1980-х гг. и относится к одной из важных категорий новых табачных изделий, является новым типом табачных изделий, которые создают эффекты дымовыделения путем нагревания разных форм табачных материалов.
Нагреваемые без горения табачные изделия обычно доставляют потребителям табачный аромат путем «нагревания без горения», и способы их оформления и потребления аналогичны традиционным сигаретам, благодаря определенному приспособлению к физическим и психологическим потребностям потребителей и удовлетворению этих потребностей. Упомянутый способ «нагревания без горения» позволяет нагревать табак только при относительно низкой температуре (обычно, ниже 500°C), с исключением смол и многочисленных вредных соединений, образуемых из-за горения табака при высокой температуре, и поэтому в данном случае по существу отсутствует приток дыма, данный способ не будет служить причиной пассивного курения и не будет негативно влиять на общественную окружающую среду. В последние годы, многие табачные производящие компании и исследовательские институты увидели огромный потенциал нагреваемых без горения табачных изделий, инвестировали огромные капиталы в данную область и получили значительные результаты. Среди таких изделий, электрически нагреваемые без горения табачные изделия имеют преимущество контролируемой температуры нагревания, гибкого способа нагревания, удобства и модной формы, и т.п., привлекли большее внимание и в настоящее время являются важным направлением разработок нагреваемых без горения табачных изделий на внутреннем и внешнем рынках.
Технологическая основа нагреваемых без горения табачных изделий включает в себя, в основном, два аспекта: источник тепла и дымовыделяющий материал. Существуют три типа источников тепла: электронагревательный, с угольным нагреванием и нагреванием за счет химической реакции, при этом источники электронагревательного типа и с угольным нагреванием применены в таких изделиях, как «iQOS» компании Philip Morris International и «Revo» компании Renault Tobacco. Дымовыделяющие материалы являются главными факторами, влияющими на курительное ощущение от нагреваемых без горения табачных изделий, и дымовыделяющие материалы, выпущенные к настоящему времени, включают в себя, в основном, резаный табак, табачную пыль, восстановленные табачные листы и т.п. Данные материалы могут выделять дым с характерным ароматом табака в разных режимах нагревания, но они обычно имеют такие недостатки, как неравномерное нагревание, склонность к обугливанию, неудобство применения и т.п. Из них, к резаному табаку и табачной пыли трудно добавлять распыляющие средства, и поэтому создаются такие недостатки, как малое количество дыма, неравномерное дымовыделение, склонность к спеканию и т.п.; восстановленный табачный лист, принятый в изделиях «iQOS» решает проблему объема дымовыделения, но отличается сложной технологией изготовления, дорогостоящим оборудованием и ненадежной контролируемостью, и в его дыме присутствует сильный запах горящей бумаги, что сказывается на вкусовом ощущении. При этом, после того, как имеющиеся изделия используют, дымовыделяющий материал будет оставаться на электронагревательном компоненте вследствие спекания, обугливания, адгезии и по другим причина, и требуется специальный инструмент для очистки нагревательного компонента; кроме того, существующие нагреваемые без горения сигареты листового типа полностью извлекаются после курения, и табак будет попадать в нагревательную камеру курительного набора, вследствие чего требуется вспомогательный компонент для извлечения сигарет.
Ввиду вышеупомянутых проблем с табачными изделиями, которые используют резаный табак, табачную пыль и восстановленные табачные листы в качестве дымовыделяющих материалов, в патентных документах CN108065456A, CN108143003A, CN108143005A, CN108185524A и т.п. предложено нагреваемое без горения табачное изделие, которое использует табачные гранулы в качестве дымовыделяющих материалов, однако все они имеют следующие проблемы: компоновка сигаретной конструкции усложняется; эффект герметизации табачных гранул является слабым, и эффективность низкой; и выбранный несущий материал для герметизации табачных гранул дает усадку при нагревании, что приводит к выпадению гранул. Следовательно, существует настоятельная потребность в разработке нагреваемых без горения табачных изделий нового типа с достаточным и равномерным выделением дыма, без выпадения табачных гранул и с полным извлечением сигарет.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Для устранения вышеупомянутых недостатков известного уровня техники, настоящее изобретение предлагает нагреваемое без горения табачное изделие с табачными гранулами и способ его изготовления для обеспечения того, чтобы нагреваемое без горения табачное изделие стабильно выделяло достаточно дыма, табачные гранулы не выпадали, сигарету можно было полностью извлекать, и, в то же время, сделать технологический процесс простым и удобным посредством рациональной компоновки сигаретной конструкции.
Для достижения целей изобретения, в настоящем изобретении приняты следующие технические решения:
Изобретение раскрывает нагреваемое без горения табачное изделие с табачными гранулами, которое отличается тем, что: нагреваемое без горения табачное изделие включает в секцию табачных гранул и фильтрующую секцию; при этом секция табачных гранул имеет следующую конструкцию: передняя уплотняющая конструкция и задняя уплотняющая конструкция закреплены, соответственно, на переднем конце и заднем конце полой бумажной трубки, и табачные гранулы набиты между передней уплотняющей конструкцией и задней уплотняющей конструкцией; при этом задняя уплотняющая конструкция примыкает к фильтрующей секции.
В предпочтительном варианте, как передняя уплотняющая конструкция, так и задняя уплотняющая конструкция имеют форму колпачка бутылки, включающую в себя дискообразный покрывной участок и ободочный участок с выпуклыми изгибами и вогнутыми впадинами, и покрывной участок снабжен множеством сквозных отверстий; при этом покрывной участок передней уплотняющей конструкции примыкает к табачным гранулам в полой бумажной трубке, ободочный участок закреплен с помощью клея на внутренней стенке полой бумажной трубки, и верх ободочного участка располагается заподлицо с передним отверстием полой бумажной трубки; ободочный участок задней уплотняющей конструкции примыкает к табачным гранулам в полой бумажной трубке и вставлен в полую бумажную трубку, и задний торец покрывного участка располагается заподлицо с задним отверстием полой бумажной трубки.
В предпочтительном варианте, материал, применяемый для передней уплотняющей конструкции, является бумагой с подслоем алюминиевой фольги, и материал, применяемый для задней уплотняющей конструкции, является алюминиевой фольгой. Масса бумаги с подслоем алюминиевой фольги составляет 40-60 г/м2, и толщина алюминиевой фольги составляет 30-100 мкм. Бумага с подслоем алюминиевой фольги является бумагой, сформированной склеиванием и скреплением алюминиевой фольги и слоя бумажной основы. Толщина алюминиевой фольги в бумаге с подслоем алюминиевой фольги составляет 5-9 мкм.
В предпочтительном варианте, диаметр сквозного отверстия покрывного участка передней уплотняющей конструкции и задней уплотняющей конструкции составляет 0,05-0,4 мм, и расстояние от кромки сквозного отверстия составляет 1-2 мм; высота ободочного участка как передней уплотняющей конструкции, так и задней уплотняющей конструкции составляет 1,0-2,5 мм.
В предпочтительном варианте, слой алюминиевой фольги приклеен к внутреннему слою полой бумажной трубки.
В предпочтительном варианте, полая бумажная трубка (11) имеет внешний диаметр 22,0-24,0 мм, толщину стенки 0,2-0,4 мм и длину 12-20 мм.
В предпочтительном варианте, фильтрующая секция включает в себя последовательно соединенные первую секцию охлаждения, вторую секцию охлаждения и фильтрующую секцию; при этом первая секция охлаждения находится рядом с секцией табачных гранул, и фильтрующая секция располагается на окологубном конце.
В предпочтительном варианте, первая секция охлаждения является специально сформированным целлюлозно-ацетатным фильтрующим стержнем, содержащим материал с изменяемым фазовым состоянием, вторая секция охлаждения является фильтрующим стержнем на основе полимолочной кислоты, и фильтрующая секция является сплошным или специально сформированным целлюлозно-ацетатным фильтрующим стержнем.
В предпочтительном варианте, по периферии фильтрующего стержня и/или внутри фильтрующего стержня располагается специально сформированная конструкция специально сформированного целлюлозно-ацетатного фильтрующего стержня, используемого в качестве первой секции охлаждения; при этом специально сформированная конструкция, расположенная по периферии фильтрующего стержня, имеет 3-5 «V»-образных канавок, которые равномерно распределены по окружности цилиндрической поверхности фильтрующего стержня, и объем канавок занимает 10-20% объема всего фильтрующего стержня; специально сформированная конструкция, расположенная внутри фильтрующего стержня, является полостью, обеспеченной на центральной оси фильтрующего стержня и проходящей вдоль осевого направления фильтрующего стержня, и поперечное сечение полости может быть круглым, треугольным, четырехугольным, пятиугольным, шестиугольным, семиугольным и т.п., объем полости составляет 7-18% от объема всего фильтрующего стержня.
В предпочтительном варианте, материал с изменяемым фазовым состоянием является полиэтиленгликолем с молекулярной массой 4000-40000, который распылен на ацетилцеллюлозу во время обработки специально сформированного целлюлозно-ацетатного фильтрующего стержня, и количество материала с изменяемым фазовым состоянием составляет 10-30% от общей массы специально сформированного целлюлозно-ацетатного фильтрующего стержня.
В предпочтительном варианте, фильтрующий стержень на основе полимолочной кислоты, используемый в качестве второй секции охлаждения, сформирован завертыванием охлаждающего материала на основе полимолочной кислоты в формирующую бумагу; охлаждающий материал на основе полимолочной кислоты является полимолочной кислотой в форме волокон или полимолочной кислотой в форме полосок; диаметр волокон полимолочной кислоты составляет 50-300 мкм; ширина полосок полимолочной кислоты составляет 0,5-2,0 мм, и толщина составляет 25-50 мкм; сопротивление всасыванию фильтрующего стержня на основе полимолочной кислоты в форме волокон составляет 300-1000 Па/100 мм, и сопротивление всасыванию фильтрующего стержня на основе полимолочной кислоты в форме полосок составляет 100-400 Па/100 мм.
В предпочтительном варианте, целлюлозно-ацетатный фильтрующий стержень, используемый в качестве фильтрующей секции, сформирован завертыванием ацетилцеллюлозы в формирующую бумагу; когда фильтрующая секция принята в форме специально сформированного целлюлозно-ацетатного фильтрующего стержня, специально сформированная конструкция является полостью, обеспеченной на центральной оси фильтрующего стержня и проходящей вдоль осевого направления фильтрующего стержня, и объем полости составляет не больше, чем 10% от объема всего специально сформированного целлюлозно-ацетатного фильтрующего стержня; когда фильтрующая секция принята в форме сплошного целлюлозно-ацетатного фильтрующего стержня, сопротивление всасыванию не превышает 1000 Па/100 мм.
В предпочтительном варианте, полая бумажная трубка секции табачных гранул и первая секция охлаждения завернуты в воздухонепроницаемую формирующую бумагу, чтобы сформировать двойной составной стержень из полой бумажной трубки/первой секции охлаждения; вторая секция охлаждения и фильтрующая секция завернуты в формирующую бумагу с высокой воздухопроницаемостью (воздухопроницаемость превышает 2000 CU (единиц Кореста), чтобы сформировать двойной составной стержень из второй секции охлаждения/фильтрующей секции; при этом двойной составной стержень из полой бумажной трубки/первой секции охлаждения и двойной составной стержень из второй секции охлаждения/фильтрующей секции скручены вместе посредством этикеточной бумаги, причем этикеточная бумага завертывает весь двойной составной стержень из второй секции охлаждения/фильтрующей секции и часть первой секции охлаждения.
В предпочтительном варианте, длина первой секции охлаждения составляет 7-12 мм, и диаметр составляет 22,0-24,0 мм; длина второй секции охлаждения составляет 15-18 мм, и диаметр составляет 22,0-24,0 мм; длина фильтрующей секции составляет 7-10 мм, и диаметр составляет 22,0-24,0 мм; при этом диаметры секции табачных гранул, первой секции охлаждения, второй секции охлаждения и фильтрующей секции являются одинаковыми.
Способ изготовления вышеописанного нагреваемого без горения табачного изделия с табачными гранулами содержит следующие этапы:
1) приготовление стержней основы:
используют станок для формирования спиральных бумажных трубок, чтобы сформировать из бумаги полую бумажную трубку, или используют станок для формирования спиральных бумажных трубок, чтобы спирально склеить бумагу и бумагу с алюминиевой фольгой для формирования полой бумажной трубки;
распыляют полиэтиленгликолевый материал с изменяемым фазовым состоянием равномерно на ацетилцеллюлозу по технологии распыления под высоким давлением, и затем превращают ее в специально сформированный целлюлозно-ацетатный фильтрующий стержень в качестве первой секции охлаждения, с использованием станка для формирования фильтрующего стержня; в процессе изготовления, формируют специально сформированную конструкцию внутри фильтрующего стержня посредством закрепления металлического установочного приспособления с такой же формой полого сечения, как у специально сформированного фильтрующего стержня, по центру формованной части, и формируют специально сформированную конструкцию, расположенную по периферии фильтрующего стержня, посредством закрепления нескольких треугольных установочных приспособлений на внутренней стенке формованной части;
завертывают охлаждающий материал на основе полимолочной кислоты в формирующую бумагу с использованием станка для формирования фильтрующего стержня, чтобы сформировать фильтрующий стержень на основе полимолочной кислоты, используемый в качестве второй секции охлаждения; и
завертывают ацетилцеллюлозу в формирующую бумагу с использованием станка для формирования фильтрующего стержня, чтобы сформировать сплошной или специально сформированный целлюлозно-ацетатный фильтрующий стержень, используемый в качестве фильтрующей секции;
2) приготовление составного фильтрующего стержня:
используют станок для формирования двойного составного фильтрующего стержня, чтобы соединить полую бумажную трубку и первую секцию охлаждения посредством воздухонепроницаемой формирующей бумаги и соединить вторую секцию охлаждения и фильтрующую секцию посредством формирующей бумаги с высокой воздухопроницаемостью, чтобы получить двойной составной стержень из полой бумажной трубки/первой секции охлаждения и двойной составной стержень из второй секции охлаждения/фильтрующей секции;
3) приготовление сигарет с полой трубкой: используют станок для закрутки сигарет, чтобы скрутить двойной составной стержень из полой бумажной трубки/первой секции охлаждения и двойной составной стержень из второй секции охлаждения/фильтрующей секции вместе посредством этикеточной бумаги, с целью формирования сигарет с полой трубкой;
4) набивка и уплотнение табачных гранул: используют поворотный барабан для перевода сигареты с полой трубкой в состояние, в котором полая бумажная трубка расположена вертикально вверх; вставляют заднюю уплотняющую конструкцию в полую бумажную трубку; затем, применяют способ измерительной чашки, чтобы количественно набить табачные гранулы в полую бумажную трубку и зарезервировать высоту, требуемую для передней уплотняющей конструкции на переднем конце; затем, применяют технологию тампопечати и нанесения клея для проклеивания внутренней стенки полой бумажной трубки, без заполнения табачных гранул; и наконец, после сушки, получают нагреваемое без горения табачное изделие с табачными гранулами.
Нагреваемое без горения табачное изделие с табачными гранулами по настоящему изобретению можно применять в связи с электронагревательным курительным устройством, чтобы производить достаточно стабильного дыма посредством нагревания табачных гранулированных материалов.
Полезные эффекты по настоящему изобретению состоят в следующем:
(1) уплотняющая конструкция табачных гранул, используемая в настоящем изобретении, плотно закупоривает табачные гранулы и имеет высокое тепловую стойкость, не будет давать усадку и не будет приводить к выпадению табачных гранул, и несущий материал для уплотнения табачных гранул является безопасным и экологически чистым;
(2) нагреваемые без горения табачные изделия, предлагаемые настоящим изобретением, можно полностью извлекать после курения, без необходимости применения вспомогательного устройства для извлечения;
(3) процесс приготовления нагреваемых без горения табачных изделий, предлагаемый настоящим изобретением, является простым, высокоэффективным и недорогим; и
(4) фильтрующая секция, предлагаемая настоящим изобретением, создает двойной эффект охлаждения дыма и слабого удерживания дыма за счет сочетания двух секций охлаждения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
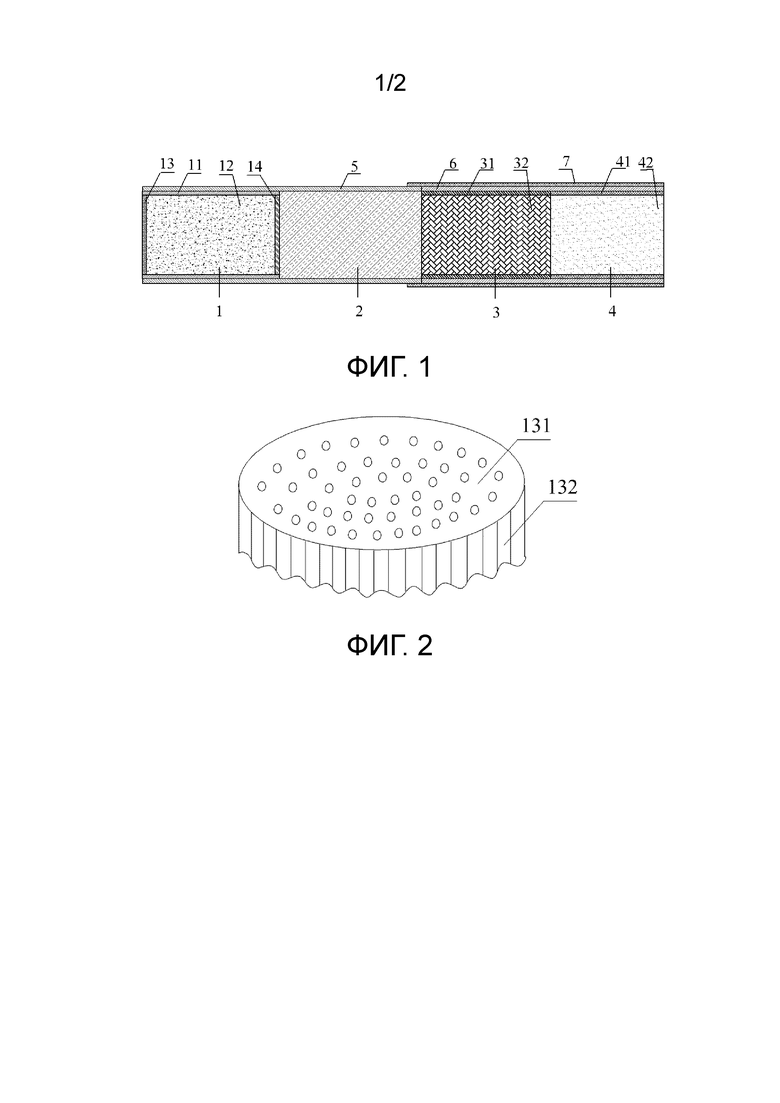
Фиг.1 - продольный разрез нагреваемого без горения табачного изделия с табачными гранулами по настоящему изобретению.
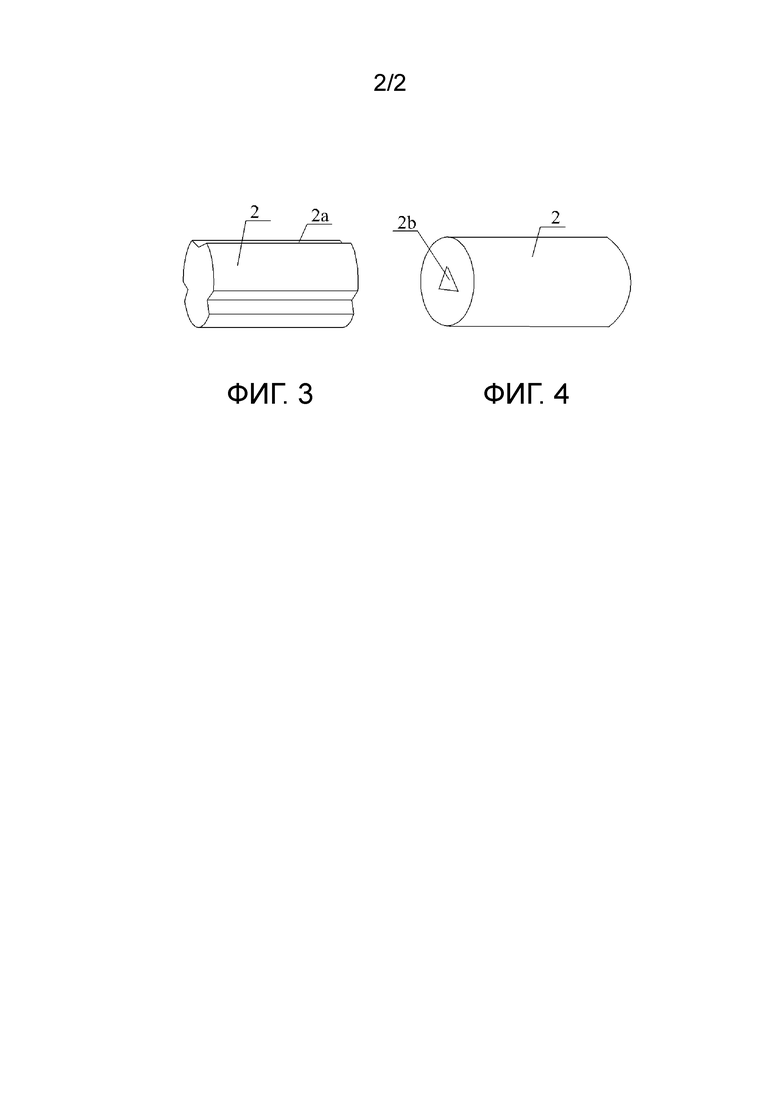
Фиг.2 - схематическое изображение конструкции передней уплотняющей конструкции нагреваемого без горения табачного изделия с табачными гранулами по настоящему изобретению.
Фиг.3 - схематическое изображение конструкции специально сформированного целлюлозно-ацетатного фильтрующего стержня, используемого как первая секция охлаждения в нагреваемом без горения табачном изделии с табачными гранулами по настоящему изобретению, при этом специально сформированная конструкция располагается по периферии фильтрующего стержня.
Фиг.4 - схематическое изображение конструкции специально сформированного целлюлозно-ацетатного фильтрующего стержня, используемого как первая секция охлаждения в нагреваемом без горения табачном изделии с табачными гранулами по настоящему изобретению, при этом специально сформированная конструкция располагается внутри фильтрующего стержня.
Список ссылочных позиций:
1: секция табачных гранул, 11: полая бумажная трубка, 12: табачные гранулы, 13: передняя уплотняющая конструкция, 131: покрывной участок, 132: ободочный участок, 14: задняя уплотняющая конструкция;
2: первая секция охлаждения, 2a: «V»-образные канавки, 2b: полость с треугольным поперечным сечением;
3: вторая секция охлаждения, 31: формирующая бумага во второй секции охлаждения, 32: охлаждающий материал на основе полимолочной кислоты;
4: фильтрующая секция, 41: формирующая бумага фильтрующей секции, 42: ацетилцеллюлоза;
5: воздухонепроницаемая формирующая бумага;
6: формирующая бумага с высокой воздухопроницаемостью;
7: этикеточная бумага.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее подробно описаны варианты осуществления по настоящему изобретению; реализуются настоящие варианты осуществления, исходя из технического решения настоящего изобретения, и предложены исчерпывающие реализации и конкретные рабочие процессы, но объем охраны настоящего изобретения не ограничен нижеприведенными вариантами осуществления.
Как показано на фиг.1, нагреваемое без горения табачное изделие с табачными гранулами включает в себя секцию 1 табачных гранул и фильтрующую секцию. Секция 1 табачных гранул имеет следующую конструкцию: передняя уплотняющая конструкция 13 и задняя уплотняющая конструкция 14, соответственно, закреплены на переднем конце и заднем конце полой бумажной трубки 11, и табачные гранулы 12 набиты между передней уплотняющей конструкцией 13 и задней уплотняющей конструкцией 14; задняя уплотняющая конструкция 14 примыкает к фильтрующей секции. Фильтрующая секция включает в себя последовательно соединенные первую секцию 2 охлаждения, вторую секцию 3 охлаждения и фильтрующую секцию 4; первая секция 2 охлаждения находится рядом с секцией 1 табачных гранул, и фильтрующая секция 4 располагается на окологубном конце. Полая бумажная трубка секции 1 табачных гранул и первая секция 2 охлаждения завернуты в воздухонепроницаемую формирующую бумагу 5, чтобы сформировать двойной составной стержень из полой бумажной трубки/первой секции охлаждения; вторая секция 3 охлаждения и фильтрующая секция 4 завернуты в формирующую бумагу 6 с высокой воздухопроницаемостью, чтобы сформировать двойной составной стержень из второй секции охлаждения/фильтрующей секции; двойной составной стержень из полой бумажной трубки/первой секции охлаждения и двойной составной стержень из второй секции охлаждения/фильтрующей секции скручены вместе посредством этикеточной бумаги 7. Этикеточная бумага завертывает весь двойной составной стержень из второй секции охлаждения/фильтрующей секции и завертывает 5 см длины первой секции охлаждения.
Как передняя уплотняющая конструкция 13, так и задняя уплотняющая конструкция 14 имеют форму колпачков бутылок, и, если взять для примера переднюю уплотняющую конструкцию 13, то, как показано на фиг.2, она включает в себя дискообразный покрывной участок 131 и ободочный участок 132, имеющий выпуклые изгибы и вогнутые впадины, и покрывной участок снабжен множеством сквозных отверстий. Покрывной участок передней уплотняющей конструкции 13 примыкает к табачным гранулам в полой бумажной трубке, ободочный участок закреплен на клею на внутренней стенке полой бумажной трубки 11, и верх ободочного участка располагается заподлицо с передним отверстием полой бумажной трубки 11; ободочный участок задней уплотняющей конструкции 14 примыкает к табачным гранулам в полой бумажной трубке и вставлен в полую бумажную трубку 11, и задний торец покрывного участка располагается заподлицо с задним отверстием полой бумажной трубки 11. Ободочный участок как задней уплотняющей конструкции, так и передней уплотняющей конструкции имеет конструкцию колпачка пивной бутылки с выпуклыми изгибами и вогнутыми впадинами, что может увеличить площадь контакта с внутренней стенкой полой бумажной трубки с целью исключения проскальзывания; и может обеспечить прочность приклеивания передней уплотняющей конструкции на внутренней стенке полой бумажной трубки. Покрывной участок задней уплотняющей конструкции используется для предотвращения попадания табачных гранул в фильтрующий стержень полости, и покрывной участок передней уплотняющей конструкции используется для предотвращения выпадения табачных гранул из полой бумажной трубки сигареты.
Информация о табачном гранулированном материале, используемом в настоящем варианте осуществления приведена в 1 варианте осуществления патентного документа CN108143003A.
В конкретной реализации, материалом, применяемым для передней уплотняющей конструкции 13, является бумага с подслоем алюминиевой фольги (ее масса составляет 45 г/м2 в настоящем варианте осуществления), и материалом, применяемым для задней уплотняющей конструкции 14, является алюминиевая фольга (ее толщина составляет 40 мкм в настоящем варианте осуществления). Во время курения сигарет, холодный воздух поступает со стороны бумаги с подслоем алюминиевой фольги переднего уплотняющего материала и смешивается с дымом, выделяемым при нагревании табачных гранул, с формированием горячего воздушного потока, и горячий воздушный поток проходит через алюминиевую фольгу заднего уплотняющего материала и поступает в фильтрующую секцию. Поэтому, применение алюминиевой фольги в качестве заднего уплотняющего материала обеспечивает удовлетворительную тепловую стойкость, не приведет к выделению вредных компонентов, при нагревании, и обеспечивает некоторый эффект охлаждения. Вследствие необходимости прикрепления поверхности бумажной основы бумаги с подслоем алюминиевой фольги к внутренней стенке полой бумажной трубки посредством клея, и благодаря тому, что ее прочность приклеивания намного выше, чем прочность приклеивания поверхности алюминиевой фольги к внутренней стенке полой бумажной трубки, бумагу с подслоем алюминиевой фольги применяют в качестве переднего уплотняющего материала. К тому же, применение бумаги с подслоем алюминиевой фольги в качестве переднего уплотняющего материала является более подходящим решением, чем применение непосредственно бумаги в качестве переднего уплотняющего материала, так как бумага с подслоем алюминиевой фольги обладает более высокими способностью к деформации и сопротивлением проницаемости, чем одна бумага, благодаря наличию металлической алюминиевой фольги.
В конкретной реализации, диаметр сквозного отверстия покрывного участка передней уплотняющей конструкции 13 и задней уплотняющей конструкции 14 составляет 0,05-0,4 мм, и расстояние от кромки сквозного отверстия составляет 1-2 мм; высота ободочного участка как передней уплотняющей конструкции 13, так и задней уплотняющей конструкции 14 составляет 1,0-2,5 мм. Если диаметр сквозного отверстия будет меньше, чем 0,05 мм, то это будет приводить к чрезмерному сопротивлению всасыванию, уменьшению объема дыма и ухудшению курительного ощущения; если диаметр сквозного отверстия будет больше, чем 0,4 мм, то это будет приводить к выпадению табачных гранул. Если высота ободочного участка передней уплотняющей конструкции будет меньше, чем 1,0 мм, то возникнет риск выпадения уплотняющей конструкции вследствие недостаточной прочности склеивания с полой бумажной трубкой; если высота ободочного участка задней уплотняющей конструкции будет меньше, чем 1,0 мм, то возникнет риск сдвига уплотняющей конструкции вследствие небольшой площади контакта с полой бумажной трубкой. Если высота ободочного участка передней уплотняющей конструкции будет больше, чем 2,5 мм, то это уменьшит эффективный объем набивки табачных гранул, затруднит изготовление и снизит эффективность производства; если высота ободочного участка задней уплотняющей конструкции будет больше, чем 2.5 мм, это не только приведет к непроизводительному расходу материала, но также и не будет способствовать высокопроизводительной обработке. В настоящем варианте осуществления: диаметр сквозного отверстия покрывного участка передней уплотняющей конструкции 13 составляет 0,2 мм, и расстояние от кромки сквозного отверстия составляет 1 мм, и высота ободочного участка составляет 2 мм; диаметр сквозного отверстия покрывного участка задней уплотняющей конструкции составляет 0,1 мм, и расстояние от кромки сквозного отверстия составляет 1 мм, и высота ободочного участка составляет 2 мм.
В конкретной реализации, к внутреннему слою полой бумажной трубки 11 приклеен слой алюминиевой фольги. Слой алюминиевой фольги обладает превосходной защитной функцией и может эффективно препятствовать утечке химических веществ табачных гранул во время хранения или курения.
В конкретной реализации, полая бумажная трубка 11 имеет внешний диаметр 22,0-24,0 мм, толщину стенки 0,2-0,4 мм и длину 12-20 мм. В настоящем варианте осуществления, внешний диаметр полой бумажной трубки составляет 22,5 мм, толщина стенки составляет 0,2 мм, и длина составляет 15 мм.
В конкретной реализации, первая секция 2 охлаждения является специально сформированным целлюлозно-ацетатным фильтрующим стержнем, содержащим материал с изменяемым фазовым состоянием, и его специально сформированная конструкция располагается по периферии фильтрующего стержня и/или внутри фильтрующего стержня. Как показано на фиг. 3, специально сформированная конструкция, расположенная по периферии фильтрующего стержня, содержит 3-5 «V»-образных канавок 2a, равномерно распределенных по окружности цилиндрической поверхности фильтрующего стержня, и объем канавок составляет 10-20% от всего объема фильтрующего стержня; специально сформированная конструкция внутри фильтрующего стержня является полостью, обеспеченной на центральной оси фильтрующего стержня и проходящей вдоль осевого направления фильтрующего стержня, при этом поперечное сечение полости является круглым, треугольным (как показано на фиг.4, где 2b на фигуре обозначает полость с треугольным поперечным сечением), четырехугольным, пятиугольным, шестиугольным или семиугольным, и объем полости составляет 7-18% от объема всего фильтрующего стержня. Материал с изменяемым фазовым состоянием является полиэтиленгликолем с молекулярной массой 4000-40000, который равномерно распыляется на ацетилцеллюлозу во время обработки специально сформированного целлюлозно-ацетатного фильтрующего стержня; при этом масса материала с изменяемым фазовым состоянием составляет 10-30% от общей массы специально сформированного целлюлозно-ацетатного фильтрующего стержня. В настоящем варианте осуществления, специально сформированная конструкция специально сформированного целлюлозно-ацетатного фильтрующего стержня, используемого в качестве первой секции 2 охлаждения, представляет собой 5 «V»-образных канавок 2a, равномерно распределенных по окружности цилиндрической поверхности фильтрующего стержня, при этом объем канавок составляет 15% от объема всего фильтрующего стержня, и используемый материал с изменяемым фазовым состоянием является полиэтиленгликолем с молекулярной массой 6000, причем его масса составляет 20% от общей массы специально сформированного целлюлозно-ацетатного фильтрующего стержня.
В конкретной реализации, фильтрующий стержень на основе полимолочной кислоты, используемый в качестве второй секции 3 охлаждения, сформирован завертыванием охлаждающего материала 32 на основе полимолочной кислоты в формирующую бумагу 31 второй секции охлаждения; при этом охлаждающий материал на основе полимолочной кислоты является полимолочной кислотой в форме волокон или полимолочной кислотой в форме полосок; причем диаметр волокон полимолочной кислоты составляет 50-300 мкм; полоски полимолочной кислоты имеют ширину 0,5-2,0 мм и толщину 25-50 мкм; когда применяется полимолочная кислота в форме волокон, сопротивление всасыванию фильтрующего стержня на основе полимолочной кислоты составляет 300-1000 Па/100 мм; когда применяется полимолочная кислота в форме полосок, сопротивление всасыванию фильтрующего стержня на основе полимолочной кислоты составляет 100-400 Па/100 мм. В настоящем варианте осуществления применяется полимолочная кислота в форме волокон с диаметром волокон 100 мкм, и сопротивление всасыванию фильтрующего стержня составляет 500 Па/100 мм.
Материал с изменяемым фазовым состоянием обладает характеристиками поглощения и аккумулирования тепла, и, посредством добавления полиэтиленгликолевого материала с изменяемым фазовым состоянием в специально сформированный целлюлозно-ацетатный фильтрующий стержень, можно снизить температуру дыма. Однако, из-за большого продольного канала для воздушного потока в специально сформированном фильтрующем стержне, содержащем материал с изменяемым фазовым состоянием, оказывается сложно снизить температуру дыма до температуры, приемлемой для полости, и поэтому для снижения температуры совместно с ним применен охлаждающий фильтрующий стержень на основе полимолочной кислоты. Полимолочная кислота в фильтрующем стержне на основе полимолочной кислоты имеет форму волокон или пластинок, она имеет большую удельную площадь поверхности и может более полноценно контактировать с дымом, вследствие чего эффект охлаждения усиливается. Однако, если использовать только фильтрующий стержень на основе полимолочной кислоты, то будет захватываться слишком много дыма, что приведет к низкому объему дыма, и поэтому совместно применяются два подхода к охлаждению. По первой секции охлаждения: если объем канавки или полости будет слишком малым, то будет захватываться больше дыма; если объем канавки или полости будет слишком большим, то будет сильно снижаться эффект охлаждения. По второй секции охлаждения: если применяется полимолочная кислота в форме волокон, то, когда сопротивление всасыванию будет превышать 1000 Па/100 мм, она будет интенсивно захватывать дым, и, когда сопротивление всасыванию будет ниже, чем 300 Па/100 мм, эффективная площадь охлаждения материала будет слишком малой, и эффект охлаждения будет ограниченным; если применяется полимолочная кислота в форме полосок, то эффект охлаждения будет ограничиваться, когда сопротивление всасыванию будет ниже, чем 100 Па/100 мм, и дым также будет захватываться более интенсивно, когда сопротивление всасыванию будет превышать 400 Па/100 мм.
В конкретной реализации, целлюлозно-ацетатный фильтрующий стержень, примененный в качестве фильтрующей секции, сформирован завертыванием ацетилцеллюлозы 42 в формирующую бумагу 41 фильтрующей секции; когда фильтрующая секция использует специально сформированный целлюлозно-ацетатный фильтрующий стержень, специально сформированная конструкция является полостью, обеспеченной на центральной оси фильтрующего стержня и проходящей вдоль осевого направления фильтрующего стержня, и объем полости составляет не меньше, чем 10% от объема всего специально сформированного целлюлозно-ацетатного фильтрующего стержня; когда фильтрующая секция использует сплошной целлюлозно-ацетатный фильтрующий стержень, сопротивление всасыванию не превышает 1000 Па/100 мм. В настоящем варианте осуществления, в качестве фильтрующей секции применяется сплошной целлюлозно-ацетатный фильтрующий стержень, и его сопротивление всасыванию составляет 1000 Па/100 мм.
В конкретной реализации, длина первой секции 2 охлаждения составляет 7-12 мм, и диаметр составляет 22,0-24,0 мм; длина второй секции 3 охлаждения составляет 15-18 мм, и диаметр составляет 22,0-24,0 мм; длина фильтрующей секции 4 составляет 7-10 мм, и диаметр составляет 22,0-24,0 мм. Диаметры секции 1 табачных гранул, первой секции 2 охлаждения, второй секции 3 охлаждения и фильтрующей секции 4 являются одинаковыми. В настоящем варианте осуществления, диаметр каждой секции составляет 22,5 мм, и длины первой секции 2 охлаждения, второй секции 3 охлаждения и фильтрующей секции 4 составляют, соответственно, 10 мм, 15 мм и 10 мм.
Настоящий вариант осуществления предлагает также способ изготовления нагреваемого без горения табачного изделия с табачными гранулами, который включает в себя следующие этапы:
1) приготовление стержней основы:
используют станок для формирования спиральных бумажных трубок, чтобы спирально склеить бумагу и бумагу с алюминиевой фольгой для формирования полой бумажной трубки;
распыляют полиэтиленгликолевый материал с изменяемым фазовым состоянием равномерно на ацетилцеллюлозу по технологии распыления под высоким давлением, и затем превращают ее в специально сформированный целлюлозно-ацетатный фильтрующий стержень в качестве первой секции охлаждения, с использованием станка для формирования фильтрующего стержня;
завертывают охлаждающий материал на основе полимолочной кислоты в формирующую бумагу с использованием станка для формирования фильтрующего стержня, чтобы сформировать фильтрующий стержень на основе полимолочной кислоты, используемый в качестве второй секции охлаждения; и
завертывают ацетилцеллюлозу в формирующую бумагу с использованием станка для формирования фильтрующего стержня, чтобы сформировать сплошной или специально сформированный целлюлозно-ацетатный фильтрующий стержень, используемый в качестве фильтрующей секции;
2) приготовление составных фильтрующих стержней:
используют станок для формирования двойного составного фильтрующего стержня, чтобы соединить полую бумажную трубку и первую секцию охлаждения посредством воздухонепроницаемой формирующей бумаги и соединить вторую секцию охлаждения и фильтрующую секцию посредством формирующей бумаги с высокой воздухопроницаемостью, чтобы получить двойной составной стержень из полой бумажной трубки/первой секции охлаждения и двойной составной стержень из второй секции охлаждения/фильтрующей секции.
3) приготовление сигарет с полой трубкой: используют станок для закрутки сигарет, чтобы скрутить двойной составной стержень из полой бумажной трубки/первой секции охлаждения и двойной составной стержень из второй секции охлаждения/фильтрующей секции вместе посредством этикеточной бумаги, с целью формирования сигареты с полой трубкой.
4) набивка и уплотнение табачных гранул: используют поворотный барабан для перевода сигареты с полой трубкой в состояние, в котором полая бумажная трубка расположена вертикально вверх; вставляют заднюю уплотняющую конструкцию в полую бумажную трубку; затем, применяют способ измерительной чашки, чтобы количественно набить табачные гранулы в полую бумажную трубку и зарезервировать высоту, требуемую для передней уплотняющей конструкции на переднем конце; затем, применяют технологию тампопечати и нанесения клея для проклеивания внутренней стенки полой бумажной трубки, без заполнения табачных гранул; и наконец, после сушки, заканчивают изготовление нагреваемого без горения табачного изделия с табачными гранулами.
Сравнение нагреваемых без горения сигаретных изделий с табачными гранулами, предложенных в настоящем варианте осуществления, с коммерческим сигаретным изделием листового типа, в одном и том же курительном устройстве, в режиме курения, в котором длительность курения составляет 2 с и интервал между курениями составляет 30 с, число затяжек равно 8, и число тестов равно 3 для получения среднего значения. Температура дыма изменяется, как показано в таблице 1, и можно видеть, что температура для каждой затяжки и общая средняя температура сигаретных изделий, обеспеченных в настоящем варианте осуществления, имеют значения ниже, температура коммерческого изделия, что означает, что охлаждающая комбинированная система по настоящему варианту осуществления дает более высокий эффект охлаждения дыма. К тому же, общее количество дыма, захватываемого фильтром по настоящему варианту осуществления составляет 25,3%, тогда как общее количество дыма, захватываемого коммерческим изделием составляет 26,9%, и количество дыма, захватываемого в настоящем варианте осуществления, немного меньше, чем в коммерческом изделии. В целом, исходя из того, что общее количество захватываемого дыма, по существу, не увеличивается, эффект охлаждения дыма сигаретного изделия по настоящему варианту осуществления является более сильным.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| НАГРЕВАЕМОЕ ТАБАЧНОЕ ИЗДЕЛИЕ С ПЕРФОРИРОВАННОЙ БОКОВОЙ СТЕНКОЙ | 2020 |
|
RU2833162C1 |
| СИГАРЕТА С НАГРЕВОМ БЕЗ ГОРЕНИЯ | 2018 |
|
RU2763239C1 |
| ТАБАЧНОЕ ИЗДЕЛИЕ С НАГРЕВАНИЕМ БЕЗ ГОРЕНИЯ И ЭЛЕКТРИЧЕСКИ НАГРЕВАЕМОЕ ТАБАЧНОЕ ИЗДЕЛИЕ | 2019 |
|
RU2774107C1 |
| ФИЛЬТР И ТАБАЧНОЕ ИЗДЕЛИЕ | 2016 |
|
RU2709905C1 |
| ГЕРМЕТИЧНАЯ НАГРЕВАЕМАЯ НЕВОСПЛАМЕНЯЕМАЯ СИГАРЕТА | 2020 |
|
RU2819328C1 |
| НАГРЕВАЕМОЕ БЕЗ ГОРЕНИЯ ТАБАЧНОЕ ИЗДЕЛИЕ И ТАБАЧНОЕ ИЗДЕЛИЕ С ЭЛЕКТРИЧЕСКИМ НАГРЕВОМ | 2020 |
|
RU2789222C1 |
| НАГРЕВАЕМОЕ БЕЗ ГОРЕНИЯ ТАБАЧНОЕ ИЗДЕЛИЕ И ТАБАЧНОЕ ИЗДЕЛИЕ С НАГРЕВОМ | 2020 |
|
RU2789024C1 |
| ФИЛЬТР ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2687639C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2018 |
|
RU2772166C1 |
| НАГРЕВАЕМОЕ КУРИТЕЛЬНОЕ УСТРОЙСТВО И СИСТЕМА НАГРЕВАНИЯ ТАБАКА БЕЗ ГОРЕНИЯ | 2021 |
|
RU2795593C1 |
Изобретение раскрывает нагреваемое без горения табачное изделие с табачными гранулами и способ его изготовления. Техническим результатом является сделать технологичность процесса. Технический результат достигается тем, что нагреваемое без горения табачное изделие с табачными гранулами содержит секцию табачных гранул и фильтрующую секцию; при этом секция табачных гранул имеет следующую конструкцию: передняя уплотняющая конструкция и задняя уплотняющая конструкция закреплены, соответственно, на переднем конце и заднем конце полой бумажной трубки, и табачные гранулы набиты между передней уплотняющей конструкцией и задней уплотняющей конструкцией; причем задняя уплотняющая конструкция примыкает к фильтрующей секции; как передняя уплотняющая конструкция, так и задняя уплотняющая конструкция имеют форму колпачка бутылки, содержащего дискообразный покрывной участок и ободочный участок, имеющий выпуклые изгибы и вогнутые впадины, а также технический результат достигается способом изготовления такого нагреваемого табачного изделия. 2 н. и 12 з.п. ф-лы, 4 ил., 1 табл.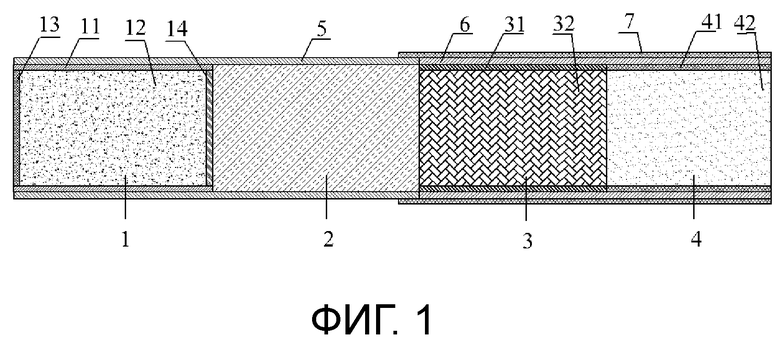
1. Нагреваемое без горения табачное изделие с табачными гранулами, содержащее:
секцию (1) табачных гранул и фильтрующую секцию;
при этом секция (1) табачных гранул имеет следующую конструкцию: передняя уплотняющая конструкция (13) и задняя уплотняющая конструкция (14) закреплены, соответственно, на переднем конце и заднем конце полой бумажной трубки (11), и табачные гранулы (12) набиты между передней уплотняющей конструкцией (13) и задней уплотняющей конструкцией (14); причем задняя уплотняющая конструкция (14) примыкает к фильтрующей секции;
как передняя уплотняющая конструкция (13), так и задняя уплотняющая конструкция (14) имеют форму колпачка бутылки, содержащего дискообразный покрывной участок и ободочный участок, имеющий выпуклые изгибы и вогнутые впадины.
2. Нагреваемое без горения табачное изделие с табачными гранулами по п. 1, в котором покрывной участок снабжен множеством сквозных отверстий;
при этом покрывной участок передней уплотняющей конструкции (13) примыкает к табачным гранулам в полой бумажной трубке, и ободочный участок закреплен с помощью клея на внутренней стенке полой бумажной трубки (11), и верх ободочного участка располагается заподлицо с передним отверстием полой бумажной трубки (11);
ободочный участок задней уплотняющей конструкции (14) примыкает к табачным гранулам в полой бумажной трубке и вставлен в полую бумажную трубку (11), и задний торец покрывного участка располагается заподлицо с задним отверстием полой бумажной трубки (11).
3. Нагреваемое без горения табачное изделие с табачными гранулами по п. 1, в котором материал, применяемый для передней уплотняющей конструкции (13) является бумагой с подслоем алюминиевой фольги, и материал, применяемый для задней уплотняющей конструкции (14) является алюминиевой фольгой.
4. Нагреваемое без горения табачное изделие с табачными гранулами по п. 2, в котором диаметр сквозного отверстия покрывного участка передней уплотняющей конструкции (13) и задней уплотняющей конструкции (14) составляет 0,05-0,4 мм, и расстояние от кромки сквозного отверстия составляет 1-2 мм;
при этом высота ободочного участка как передней уплотняющей конструкции (13), так и задней уплотняющей конструкции (14) составляет 1,0-2,5 мм.
5. Нагреваемое без горения табачное изделие с табачными гранулами по п. 2, в котором слой алюминиевой фольги приклеен к внутреннему слою полой бумажной трубки (11).
6. Нагреваемое без горения табачное изделие с табачными гранулами по п. 2, в котором полая бумажная трубка (11) имеет внешний диаметр 22,0-24,0 мм, толщину стенки 0,2-0,4 мм и длину 12-20 мм.
7. Нагреваемое без горения табачное изделие с табачными гранулами по п. 1, в котором фильтрующая секция содержит последовательно соединенные первую секцию (2) охлаждения, вторую секцию (3) охлаждения и фильтрующую секцию (4); при этом первая секция (2) охлаждения находится рядом с секцией (1) табачных гранул, и фильтрующая секция (4) располагается на окологубном конце;
причем первая секция (2) охлаждения является профилированным целлюлозно-ацетатным фильтрующим стержнем, содержащим материал с изменяемым фазовым состоянием, вторая секция (3) охлаждения является фильтрующим стержнем на основе полимолочной кислоты, и фильтрующая секция (4) является сплошным или профилированным целлюлозно-ацетатным фильтрующим стержнем.
8. Нагреваемое без горения табачное изделие с табачными гранулами по п. 7, в котором по периферии фильтрующего стержня и/или внутри фильтрующего стержня располагается профилированная конструкция профилированного целлюлозно-ацетатного фильтрующего стержня, используемого в качестве первой секции (2) охлаждения;
при этом профилированная конструкция, расположенная по периферии фильтрующего стержня, имеет 3-5 «V»-образных канавок, равномерно распределенных по окружности цилиндрической поверхности фильтрующего стержня, и объем канавок составляет 10-20% от объема всего фильтрующего стержня;
профилированная конструкция, расположенная внутри фильтрующего стержня, является полостью, обеспеченной на центральной оси фильтрующего стержня и проходящей вдоль осевого направления фильтрующего стержня, и объем полости составляет 7-18% от объема всего фильтрующего стержня.
9. Нагреваемое без горения табачное изделие с табачными гранулами по п. 7, в котором материал с изменяемым фазовым состоянием является полиэтиленгликолем с молекулярной массой 4000-40000, который равномерно распылен на ацетилцеллюлозу во время обработки профилированного целлюлозно-ацетатного фильтрующего стержня; и количество материала с изменяемым фазовым состоянием составляет 10-30% от общего количества профилированного целлюлозно-ацетатного фильтрующего стержня.
10. Нагреваемое без горения табачное изделие с табачными гранулами по п. 7, в котором фильтрующий стержень на основе полимолочной кислоты, используемый в качестве второй секции (3) охлаждения, сформирован завертыванием охлаждающего материала на основе полимолочной кислоты в формирующую бумагу; при этом охлаждающий материал на основе полимолочной кислоты является полимолочной кислотой в форме волокон или полимолочной кислотой в форме полосок; диаметр волокон полимолочной кислоты в форме волокон составляет 50-300 мкм; ширина полосок полимолочной кислоты в форме полосок составляет 0,5-2,0 мм, и толщина составляет 25-50 мкм;
причем, когда используется полимолочная кислота в форме волокон, сопротивление всасыванию фильтрующего стержня на основе полимолочной кислоты составляет 300-1000 Па/100 мм; и когда применяется полимолочная кислота в форме полосок, сопротивление всасыванию фильтрующего стержня на основе полимолочной кислоты составляет 100-400 Па/100 мм.
11. Нагреваемое без горения табачное изделие с табачными гранулами по п. 7, в котором целлюлозно-ацетатный фильтрующий стержень, используемый в качестве фильтрующей секции, сформирован завертыванием ацетилцеллюлозы в формирующую бумагу;
когда фильтрующая секция принимает форму профилированного целлюлозно-ацетатного фильтрующего стержня, профилированная конструкция является полостью, обеспеченной на центральной оси фильтрующего стержня и проходящей вдоль осевого направления фильтрующего стержня, причем объем полости составляет не больше, чем 10% от объема всего профилированного целлюлозно-ацетатного фильтрующего стержня; и когда фильтрующая секция принимает форму сплошного целлюлозно-ацетатного фильтрующего стержня, сопротивление всасыванию не превышает 1000 Па/100 мм.
12. Нагреваемое без горения табачное изделие с табачными гранулами по п. 5, в котором полая бумажная трубка секции (1) табачных гранул и первая секция (2) охлаждения завернуты в воздухонепроницаемую формирующую бумагу (5), чтобы сформировать двойной составной стержень из полой бумажной трубки/первой секции охлаждения; вторая секция (3) охлаждения и фильтрующая секция (4) завернуты в формирующую бумагу с высокой воздухопроницаемостью (6), чтобы сформировать двойной составной стержень из второй секции охлаждения/фильтрующей секции;
при этом двойной составной стержень из полой бумажной трубки/первой секции охлаждения и двойной составной стержень из второй секции охлаждения/фильтрующей секции скручены вместе посредством этикеточной бумаги (7).
13. Нагреваемое без горения табачное изделие с табачными гранулами по п. 7, в котором длина первой секции (2) охлаждения составляет 7-12 мм, и диаметр составляет 22,0-24,0 мм; длина второй секции (3) охлаждения составляет 15-18 мм, и диаметр составляет 22,0-24,0 мм; длина фильтрующей секции (4) составляет 7-10 мм, и диаметр составляет 22,0-24,0 мм;
при этом диаметры секции (1) табачных гранул, первой секции (2) охлаждения, второй секции (3) охлаждения и фильтрующей секции (4) являются одинаковыми.
14. Способ изготовления нагреваемого без горения табачного изделия с табачными гранулами по любому из пп. 7-13, содержащий следующие этапы:
1) этап приготовления стержней основы, включающий:
использование станка для формирования спиральных бумажных трубок, чтобы сформировать из бумаги полую бумажную трубку, или использование станка для формирования спиральных бумажных трубок, чтобы спирально склеить бумагу и бумагу с алюминиевой фольгой для формирования полой бумажной трубки;
распыление полиэтиленгликолевого материала с изменяемым фазовым состоянием равномерно на ацетилцеллюлозу по технологии распыления под высоким давлением, и затем преобразование ее в профилированный целлюлозно-ацетатный фильтрующий стержень в качестве первой секции охлаждения с использованием станка для формирования фильтрующего стержня;
завертывание охлаждающего материала на основе полимолочной кислоты в формирующую бумагу с использованием станка для формирования фильтрующего стержня, чтобы сформировать фильтрующий стержень на основе полимолочной кислоты, используемый в качестве второй секции охлаждения; и
завертывание ацетилцеллюлозы в формирующую бумагу с использованием станка для формирования фильтрующего стержня, чтобы сформировать сплошной или профилированный целлюлозно-ацетатный фильтрующий стержень, используемый в качестве фильтрующей секции;
2) этап приготовления составного фильтрующего стержня, включающий:
использование станка для формирования двойного составного фильтрующего стержня, чтобы соединить полую бумажную трубку и первую секцию охлаждения посредством воздухонепроницаемой формирующей бумаги и соединить вторую секцию охлаждения и фильтрующую секцию посредством формирующей бумаги с высокой воздухопроницаемостью, чтобы получить двойной составной стержень из полой бумажной трубки/первой секции охлаждения и двойной составной стержень из второй секции охлаждения/фильтрующей секции;
3) этап приготовления сигарет с полой трубкой, включающий:
использование станка для закрутки сигарет, чтобы скрутить двойной составной стержень из полой бумажной трубки/первой секции охлаждения и двойной составной стержень из второй секции охлаждения/фильтрующей секции вместе посредством этикеточной бумаги, с целью формирования сигарет с полой трубкой; и
4) этап набивки и уплотнения табачных гранул, включающий:
использование поворотного барабана для перевода сигареты с полой трубкой в состояние, в котором полая бумажная трубка расположена вертикально вверх; вставку задней уплотняющей конструкции в полую бумажную трубку; затем применение способа измерительной чашки, чтобы количественно набить табачные гранулы в полую бумажную трубку и зарезервировать высоту, требуемую для передней уплотняющей конструкции на переднем конце; затем применение технологии тампопечати и нанесение клея для проклеивания внутренней стенки полой бумажной трубки, без заполнения табачных гранул; и наконец, после сушки, получение нагреваемого без горения табачного изделия с табачными гранулами.
| СN 108669663 A, 19.10.2018 | |||
| СN 105939623 A, 14.09.2016 | |||
| СN 107536100 A, 05.01.2018 | |||
| US 2013056013 A1, 07.03.2013 | |||
| СИГАРЕТА | 1994 |
|
RU2061396C1 |

