Область техники
[0001] Настоящее изобретение относится к способу изготовления курительного изделия.
Предпосылки изобретения
[0002] Курительное изделие, такое как сигарета, содержащая табачный стержень, охлаждающий сегмент и сегмент фильтра, обычно изготавливается с использованием множества ободковых бумаг. Например, в патентной литературе (PTL) 1 раскрыт способ изготовления курительного изделия путем обертывания множества элементов множеством ободковых бумаг. В частности, PTL 1 раскрывает способ расположения рядом друг с другом фильтра из полимолочной кислоты, полого фильтра и табачного стержня в таком порядке; обертывания этих компонентов второй ободковой бумагой; размещения фильтра мундштука рядом с концом фильтра из полимолочной кислоты полученного обернутого элемента; и оборачивают эти компоненты в первую ободковую бумагу. Здесь зазоры, образованные в стыках между элементами, вызывают утечку воздуха или тому подобное. Ввиду этого способ отличается тем, что фильтр из полимолочной кислоты не полностью покрыт второй ободковой бумагой, тем самым обеспечивая непокрытую часть на конце фильтра из полимолочной кислоты.
СПИСОК ССЫЛОК
Патентная литература
[0003] PTL 1: WO 2017/081144
Сущность изобретения
Техническая проблема
[0004] Способ, описанный в PTL 1, требует тщательного контроля размера ободковой бумаги и, следовательно, имеет ограничения при производстве. В частности, изобретатели обнаружили, что в способе по PTL 1, когда курительное изделие изготавливается посредством этапа переворачивания элемента, обернутого во вторую ободковую бумагу, изготовление является чрезвычайно трудным, если не удается контролировать достаточно точно размер ободковой бумаги. Кроме того, когда задействовано множество этапов соединения с помощью ободковой бумаги, стержни с большей вероятностью будут повреждены. Ввиду вышеизложенного задачей настоящего изобретения является создание способа эффективного изготовления курительного изделия.
РЕШЕНИЕ ПРОБЛЕМЫ
[0005] Авторы изобретения решили вышеупомянутые проблемы, выполнив один раз этап соединения ободковой бумагой. Другими словами, вышеупомянутые проблемы решаются с помощью настоящего изобретения, описанного ниже.
[Вариант осуществления 1] Способ изготовления курительного изделия, имеющего сегмент фильтра и табачный сегмент, содержащий табачный стержень и охлаждающий сегмент, включает в себя
(A) приготовление табачного сегмента двойной длины, содержащего табачный стержень двойной длины, имеющего двойную длину табачного стержня и разделяемого в центральной части в продольном направлении, и два охлаждающих сегмента, контактирующих с любым концом табачного стержня двойной длины;
(B) разделение табачного сегмента двойной длины в центральной части для получения пары отдельных табачных сегментов и переворачивание табачных сегментов, тем самым помещая табачные сегменты через зазор, чтобы выровнять продольные оси табачных сегментов и обеспечить, чтобы охлаждающие сегменты были обращены друг к другу;
(C) приготовление сегмента фильтра двойной длины, имеющего двойную длину сегмента фильтра, и размещение сегмента фильтра двойной длины в зазоре так, чтобы оба конца сегмента фильтра двойной длины входили в контакт с концом на сторона охлаждающего сегмента любого из табачных сегментов, тем самым получая композитной сегмент;
(D) объединение композитного сегмента путем обертывания одной ободковой бумагой с получением курительного изделия двойной длины, имеющего двойную длину курительного изделия; и
(E) разрезание курительного изделия двойной длины в центральной части в продольном направлении с получением курительных изделий.
[Вариант осуществления 2] Способ согласно варианту осуществления 1, в котором этап A дополнительно включает добавление ароматизатора к табачному стержню двойной длины.
[Вариант осуществления 3] Способ согласно варианту осуществления 1 или 2, в котором этап A дополнительно включает в себя оборачивание табачного стержня двойной длины в обертку.
[Вариант осуществления 4] Способ согласно любому из вариантов осуществления с 1 по 3, в котором обертка представляет собой бумагу, содержащую ароматизатор.
[Вариант осуществления 5] Способ согласно любому из вариантов осуществления с 1 по 4, в котором этап A представляет собой этап приготовления табачного сегмента двойной длины, содержащего табачный стержень двойной длины, имеющий двойную длину табачного стержня, и два охлаждающих сегмента, контактирующих с любым концом табачного стержня двойной длины, и разрезание табачного сегмента двойной длины в центральной части в продольном направлении, тем самым получая табачный сегмент двойной длины.
[Вариант осуществления 6] Способ согласно любому из вариантов осуществления с 1 по 5, в котором сегмент фильтра включает в себя ацетатный фильтр и фильтр с центральным отверстием.
[Вариант осуществления 7] Способ согласно любому из вариантов осуществления с 1 по 6, в котором курительное изделие включает в себя табачный стержень, охлаждающий сегмент и сегмент фильтра в указанном порядке в направлении вниз по потоку.
[Вариант осуществления 8] Способ согласно любому из вариантов осуществления с 1 по 7, в котором табачный стержень имеет диаметр, превышающий диаметр соседнего элемента.
[Варианты осуществления 9] Способ согласно варианту осуществления 8, в котором табачный стержень имеет диаметр на 0,05-0,15 мм больше, чем соседний элемент.
[Вариант осуществления 10] Способ согласно варианту осуществления 8, в котором табачный стержень имеет диаметр на 0,5-2,5% больше, чем соседний элемент.
[Вариант осуществления 11] Способ согласно любому из вариантов осуществления с 1 по 10, в котором элемент, соседствующий с табачным стержнем, имеет более высокую жесткость, чем табачный стержень.
[Вариант осуществления 12] Способ согласно любому из вариантов осуществления с 1 по 11, в котором охлаждающий сегмент включает в себя бумажную трубку, имеющую множество отверстий в окружном направлении.
[Вариант осуществления 13] Способ согласно варианту осуществления 12, в котором охлаждающий сегмент включает в себя бумажную трубку; и способ дополнительно включает формирование множества отверстий в направлении вдоль окружности бумажной трубки с помощью лазерной обработки.
[Вариант осуществления 14] Способ согласно любому из Вариантов осуществления 1-13, в котором
этап D представляет собой этап, выполняемый путем подготовки заготовки, в которой часть ободковой бумаги прикреплена к периферийной поверхности композитного сегмента, размещения заготовки между катящим барабаном и катящей рукой, обращенной к периферийной поверхности катящего барабана, и качения заготовки на периферийной поверхности катящего барабана; и
катящий барабан или катящая рука имеет на участке, обращенном к секции табачного стержня, углубление для образования зазора от секции табачного стержня.
ПРЕИМУЩЕСТВЕННЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0006] Согласно настоящему изобретению можно создать способ эффективного изготовления курительного изделия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
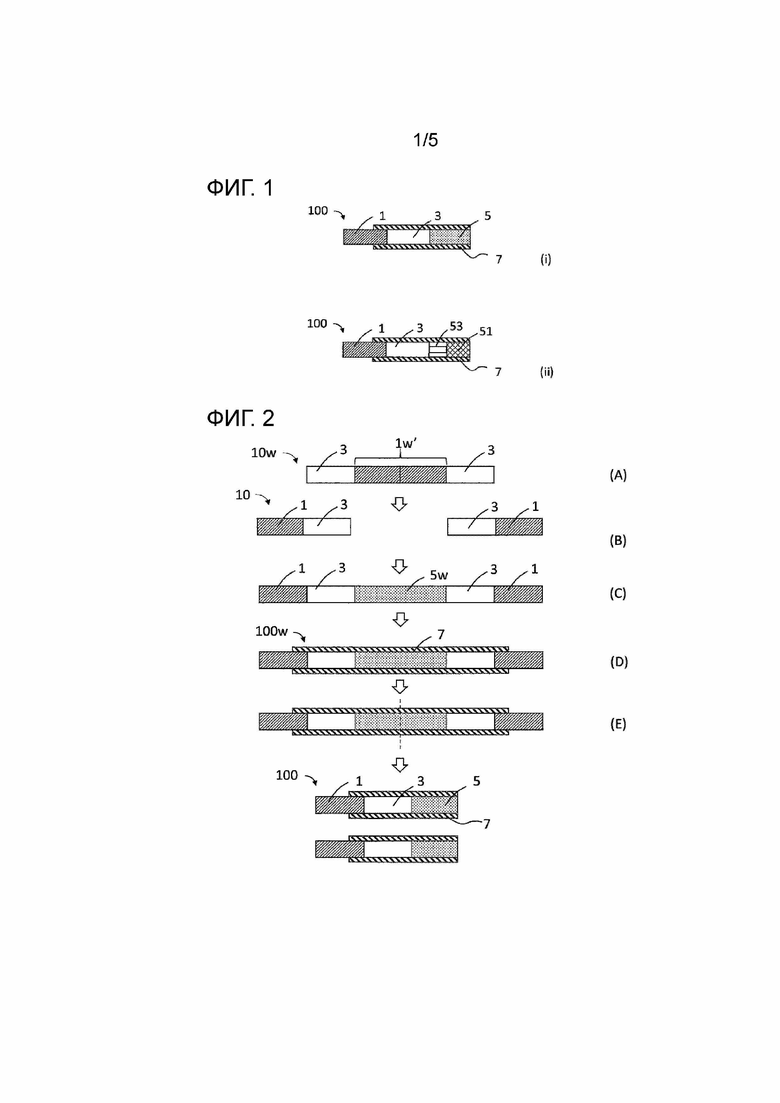
[0007] ФИГ.1 схематично иллюстрирует курительные изделия.
ФИГ.2 иллюстрирует вариант способа изготовления согласно настоящему изобретению.
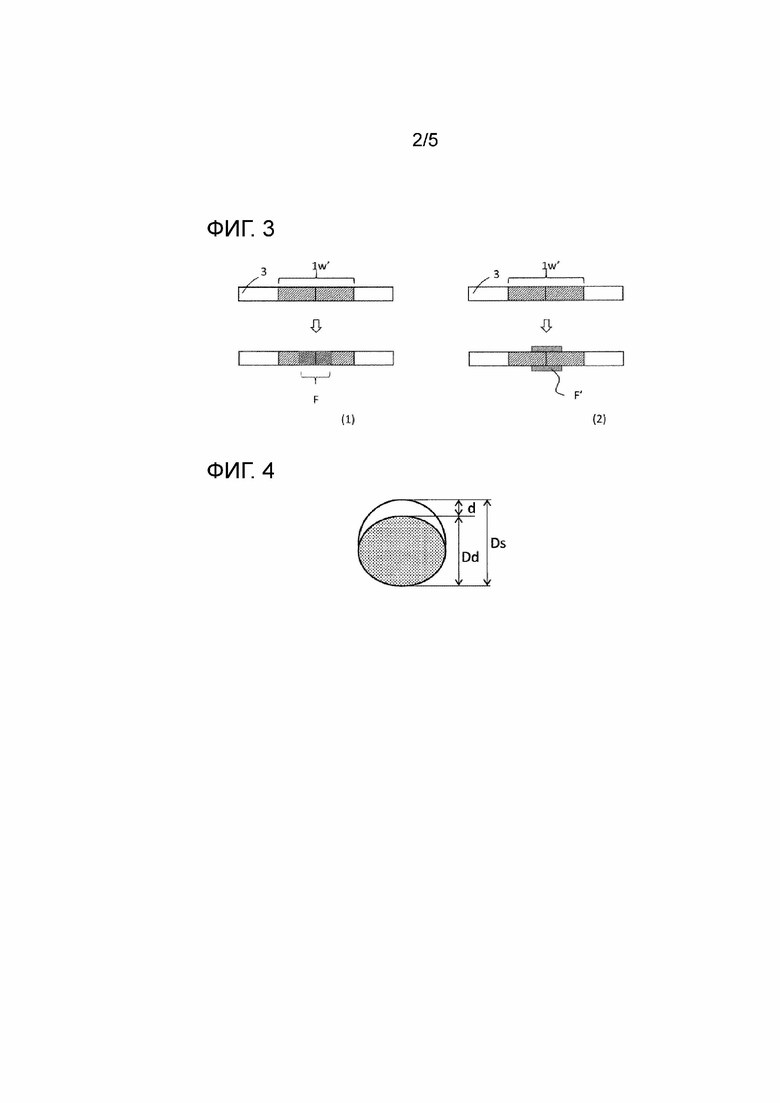
ФИГ. 3 иллюстрирует вариант осуществления этапа А в способе изготовления согласно настоящему изобретению.
ФИГ. 4 - вид, иллюстрирующий способ измерения жесткости.
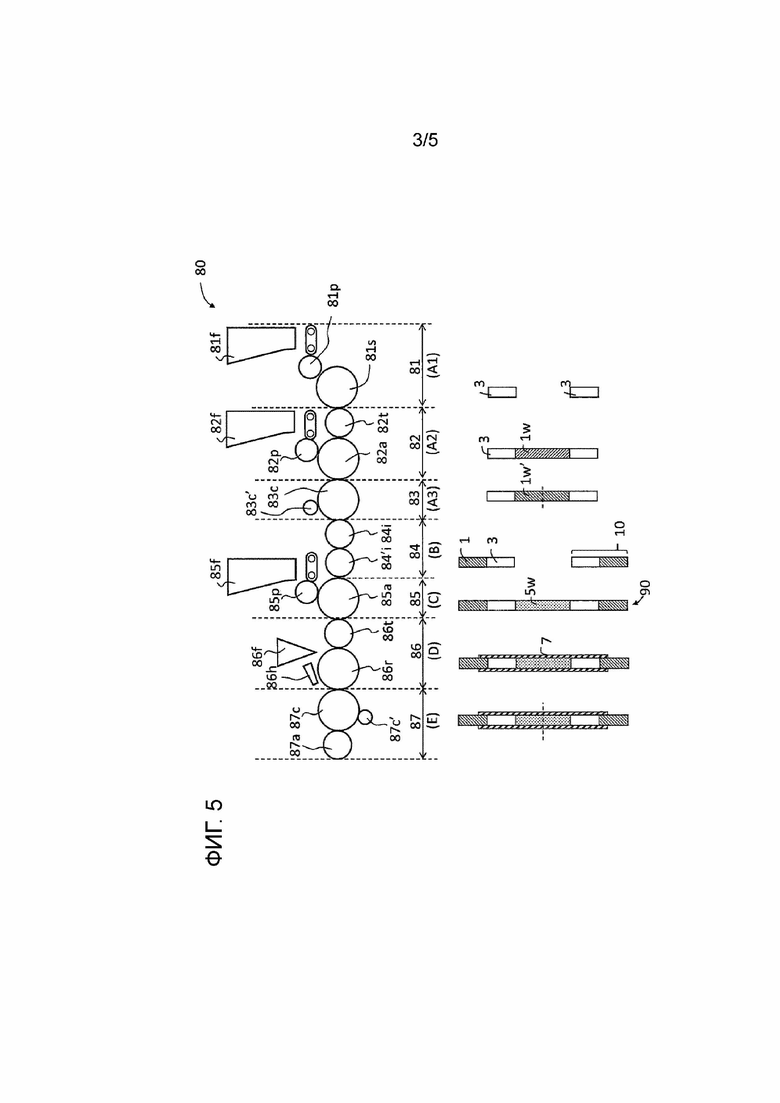
ФИГ. 5 иллюстрирует вариант осуществления устройства для выполнения способа изготовления согласно настоящему изобретению.
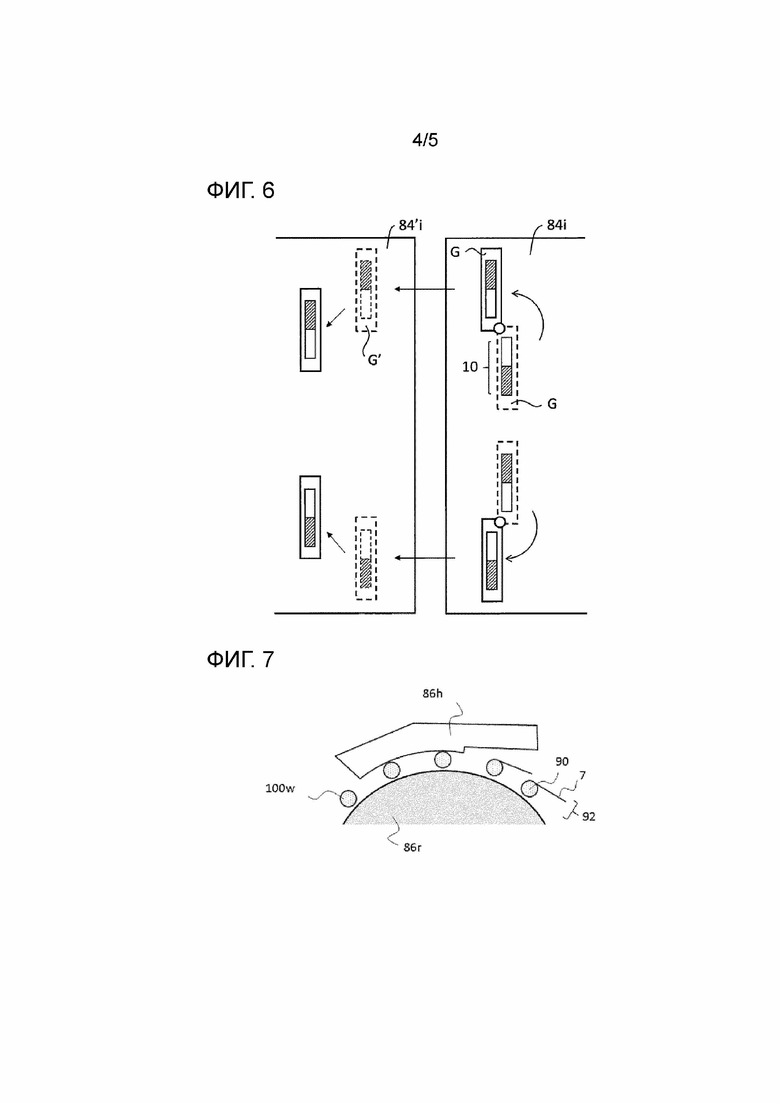
ФИГ. 6 иллюстрирует вариант выполнения этапа B.
ФИГ. 7 иллюстрирует вариант выполнения этапа D.
ФИГ.8 показывает варианты выполнения шага D.
Описание вариантов осуществления
[0008] Настоящее изобретение относится к способу изготовления курительного изделия, содержащего табачный стержень, охлаждающий сегмент и сегмент фильтра. Далее настоящее изобретение будет описано подробно. В настоящем описании выражение «от X до Y» включает нижний и верхний пределы X и Y.
[0009] 1. Курительное изделие
Курительное изделие согласно настоящему изобретению содержит табачный стержень, охлаждающий сегмент и сегмент фильтра. На фиг. 1(i) показан вариант курительного изделия согласно настоящему изобретению. На чертеже: 100 - курительное изделие, 1 - табачный стержень, 3 - охлаждающий сегмент, 5 - сегмент фильтра и 7 - ободковая бумага.
[0010] (1) Табачный стержень
Табачный стержень представляет собой почти цилиндрический элемент для генерирования компонентов курительного аромата, содержащихся в табачном сырье, и включает табачный наполнитель и обернутую вокруг него бумажную обертку. Табачный наполнитель не ограничен, и для этого можно использовать, например, кусочки табака или табачные листы. В частности, кусочки табака, полученные путем разрезания сухих табачных листьев на ширину от 0,8 до 1,2 мм, могут быть упакованы в бумажную обертку. В качестве альтернативы, те, которые получены путем равномерного измельчения сухих табачных листьев до среднего размера частиц примерно от 20 до 200 мкм, формирования листов и разрезания листов до ширины от 0,8 до 1,2 мм, могут быть упакованы в бумажную обертку. Более того, такие листы можно собирать, складывать или скатывать по спирали без разрезания и упаковывать в бумажную обертку. Кроме того, такие листы могут быть разрезаны на полоски и упакованы внутри бумажной обертки концентрически или с продольным направлением полосок, выровненным параллельно продольному направлению табачного стержня.
[0011] Табачный стержень 1 может образовывать аэрозоль при нагревании. Для ускорения образования аэрозоля предпочтительно добавлять к табачному наполнителю источник аэрозоля, такой как глицерин, пропиленгликоль, 1,3-бутандиол или другие полиолы. Количество добавляемого источника аэрозоля составляет предпочтительно от 5 до 50 мас.% И более предпочтительно от 10 до 30 мас.% В расчете на сухую массу табачного наполнителя. Кроме того, табачный стержень может содержать ароматизатор, например ментол. Длина табачного стержня 1 не ограничена, но предпочтительно составляет от 15 до 25 мм. Диаметр также не ограничен, но предпочтительно составляет от 6,5 до 7,5 мм. Между тем, когда соседний элемент имеет более высокую жесткость, чем табачный стержень, табачный стержень, предпочтительно, имеет диаметр больше, чем соседний элемент. В результате может подавляться деформация табачного стержня. С этой точки зрения диаметр табачного стержня, предпочтительно, на 0,5-2,5% больше, а более предпочтительно, на 1,0-2,0% больше диаметра соседнего элемента. Фактические размеры табачного стержня, предпочтительно, имеют диаметр примерно на 0,05-0,15 мм больше, чем диаметр соседнего элемента. Примерные соседние элементы включают в себя охлаждающий сегмент и сегмент фильтра.
[0012] Термин «жесткость» в настоящем изобретении означает сопротивление элемента деформации, как описано в абзацах [0010] - [0014] публикации не прошедшей экспертизу заявки на патент Японии №. 2016-523565 (перевод заявки РСТ). Жесткость можно получить по изменению диаметра до и после приложения нагрузки F к боковой поверхности табачного стержня. Когда диаметр табачного стержня до приложения нагрузки F обозначен Ds, а диаметр после приложения нагрузки обозначен Dd, как на фиг.4, величина давления равна d=Ds - Dd, а жесткость определяется следующим образом по формуле. То же самое относится и с другими элементам.
Жесткость (%) = Dd/Ds × 100
[0013] (2) Охлаждающий сегмент
Охлаждающий сегмент представляет собой элемент для охлаждения компонентов аэрозоля и курительного ароматизатора, образующихся в табачном стержне 1. Охлаждающий сегмент 3 может быть полой бумажной трубкой. Бумажная трубка предпочтительно изготовлена из картона, имеющего более высокую жесткость, чем бумажные обертки и ободковая бумага. В бумажной трубке могут быть отверстия (вентиляционные отверстия). Множество отверстий предпочтительно выполнено по окружности бумажной трубки. С точки зрения эффективности операций такие отверстия предпочтительно формируют путем лазерной обработки готового курительного изделия. Кроме того, для повышения эффективности теплообмена собранные листы могут быть упакованы внутри охлаждающего сегмента 3. Хотя размеры охлаждающего сегмента 3 не ограничены, длина, предпочтительно, составляет от 15 до 25 мм, а диаметр, предпочтительно, составляет от 5,5 до 7,5 мм. Между тем, когда элемент, соседствующий с охлаждающим сегментом 3, имеет жесткость ниже, чем охлаждающий сегмент 3, охлаждающий сегмент 3 имеет диаметр, предпочтительно, на 0,5-2,5% меньше и, предпочтительно, на 1,0-2,0% меньше, чем у соседнего элемента. Когда охлаждающий сегмент 3 включает бумажную трубку из картона, этот сегмент обычно имеет более высокую жесткость, чем табачный стержень.
[0014] (3) Сегмент фильтра
Сегмент фильтра представляет собой элемент, включающий фильтр. В качестве фильтра можно использовать общеизвестный элемент фильтра, такой как ацетатный фильтр или бумажный фильтр. Бумажный фильтр представляет собой фильтр с бумажным наполнителем, полученный путем сгибания бумаги посредством обработки с помощью крепирующего валика или подобного и путем скатывания бумаги с использованием обертки для пробок. Ацетатный фильтр - это фильтр, заполненный волокнами ацетата целлюлозы. Как показано на фиг. 1 (ii), сегмент 5 фильтра предпочтительно включает в себя фильтр 51 и фильтр 53 с центральным отверстием. Фильтр с центральным отверстием может быть пространством, предусмотренным, например, в центральной части ацетатного фильтра. Длина сегмента 5 фильтра не ограничена, но предпочтительно, составляет от 10 до 20 мм. Когда и фильтр с центральным отверстием, и ацетатный фильтр расположены как сегменты фильтра, порядок не ограничен. Более того, отдельные элементы могут быть обернуты внутренней оберткой каждого фильтра и соединены с внешней оберткой фильтра. Диаметр сегмента фильтра не ограничен, но предпочтительно, чтобы он был почти таким же, как у других сегментов, за исключением табачного стержня. В результате можно предотвратить образование складок и разрывов ободковой бумаги.
[0015] (4) Ободковая бумага
Термин «ободковая бумага» относится к бумаге, используемой для соединения двух или более табачных стержней, охлаждающего сегмента и сегмента фильтра. Между тем, термин «бумажная обертка» относится к бумаге для обертывания отдельных элементов, составляющих табачный стержень, охлаждающий сегмент или сегмент фильтра. Например, когда сегмент фильтра включает в себя фильтр с центральным отверстием и ацетатный фильтр, как указано выше, каждая из бумаги для обертывания фильтра с центральным отверстием и бумаги для обертывания ацетатного фильтра являются бумажной оберткой.
[0016] Примерная бумага-основа для ободковой бумаги и бумажных оберток включает, но не ограничивается этим, бумагу с использованием целлюлозных волокон. Такие целлюлозные волокна могут быть получены либо из растений, либо синтезированы химическим путем, либо могут быть их смесью. Примеры волокон растительного происхождения включают, например, пульпу из льняных волокон, древесных волокон или волокон семян. Такая целлюлоза может быть окрашенной небеленой целлюлозой. Однако с точки зрения получения белого чистого внешнего вида предпочтительно использовать беленую целлюлозу, которую получают с использованием отбеливающего агента, такого как окислитель или восстановитель.
[0017] Для типичной бумажной обертки для сигарет соль щелочного металла лимонной кислоты и т.п. используется в качестве обычного горючего химического вещества (например, средства для горения), которое может влиять на скорость самовозгорания бумажной обертки. В настоящем изобретении предпочтительным является курительное изделие с нагревом без горения. В этом случае, поскольку в сжигании бумажной обертки нет необходимости, бумажная обертка не обязательно должна содержать горючие химические вещества.
[0018] Нижний предел плотности бумажной обертки, предпочтительно, составляет 30 г/м2 или более, более предпочтительно, 35 г/м2 или более и, еще более предпочтительно, 40 г/м2 или более. Верхний предел, предпочтительно, составляет 65 г/м2 или меньше и, более предпочтительно, 50 г/м2 или меньше. Между тем, нижний предел основной массы ободковой бумаги предпочтительно составляет 20 г/м2 или более, более предпочтительно, 25 г/м2 или более и, еще более предпочтительно, 30 г/м2 или более. Верхний предел, предпочтительно, составляет 50 г/м2 или меньше, более предпочтительно, 45 г/м2 или меньше, а еще более предпочтительно, 40 г/м2 или меньше. Основную массу можно измерить методом, указанным в JIS P 8124.
[0019] 2. Способ изготовления
Схема настоящего способа показана на фиг.2. На чертеже «w» означает «двойную длину». Например, 5w представляет собой сегмент фильтра двойной длины. Способ изготовления по настоящему изобретению может быть выполнен с использованием любого подходящего устройства, но предпочтительно выполняется с использованием, например, устройства, которое включает в себя множество барабанов и которое подает каждый элемент сверху, как показано на фиг.5. Один барабан предпочтительно выполняет одну функцию, а не множество функций, для подавления образования дефектов при высокоскоростном производстве. В дальнейшем каждый этап будет описан на примере такого устройства. В каждом блоке один или несколько барабанов могут выполнять функцию подачи, приема, передачи или разделения.
[0020] (1) Этап A
На этом этапе готовят табачный сегмент 10w двойной длины, содержащий табачный стержень 1w' двойной длины, имеющий двойную длину табачного стержня 1 и разделяемый в центральной части в продольном направлении, и два охлаждающих сегмента 3 в контакте с любым из концов табачного стержня двойной длины. Этот этап может быть выполнен путем изготовления табачного сегмента двойной длины, содержащего табачный стержень 1w двойной длины, имеющий двойную длину табачного стержня, и двух охлаждающих сегментов 3, контактирующих с любым концом табачного стержня двойной длины, и разрезания табачного сегмента двойной длины в центральной части в продольном направлении. Например, этот этап может быть выполнен в блоке с первого 81 по третий 83 на фиг. 5, где 81f - устройство подачи для охлаждения сегментов 3, 81p - захватывающий барабан, а 81s - разделительный барабан. Пара охлаждающих сегментов 3, подаваемых из устройства 81f подачи, проходит в удерживающую секцию, предусмотренную на периферийной поверхности захватывающего барабана 81p. Затем пара охлаждающих сегментов 3 проходит к разделительному барабану 81s и разделяется в секции удержания при перемещении.
[0021] Во втором блоке 82, 82f - устройство подачи для табачного стержня 1w двойной длины, 82t - передаточный барабан, 82p - захватывающий барабан а 82a - приемный барабан. Пара охлаждающих сегментов 3, помещенных через зазор, в этом состоянии проходит к передаточному барабану 82t. Между тем табачный стержень 1w двойной длины, подаваемый из устройства 82f подачи, проходит в удерживающую секцию, предусмотренную на периферийной поверхности захватывающего барабана 82p, а затем проходит в приемный барабан 82a. В этом случае табачный стержень 1w двойной длины помещается в зазор между парой отдельно расположенных охлаждающих сегментов 3, так что оба конца табачного стержня 1w двойной длины входят в контакт с концом любого из охлаждающих сегментов 3.
[0022] В третьем блоке 83, 83c - режущий барабан, 83c' - резак и 83s - разделяющий барабан. Сегмент, содержащий пару охлаждающих сегментов 3 на концах табачного стержня 1w двойной длины, проходит к режущему барабану 83c и разрезается резаком 83c' в центральной части в продольном направлении табачного стержня 1w двойной длины.
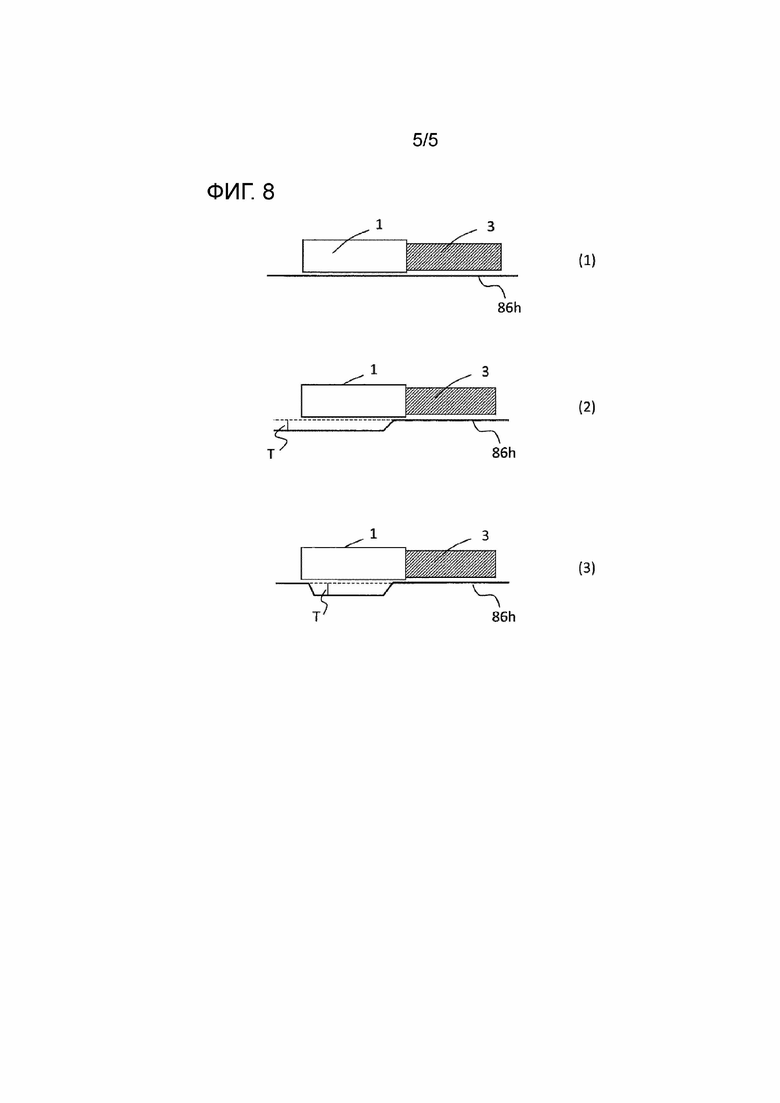
[0023] На этом этапе табачный стержень 1w двойной длины или отделяемый табачный стержень 1w' двойной длины может быть завернут в обертку. Обертка представляет собой листовой элемент, и примеры включают бумажные и полимерные листы. Примерная бумага включает в себя широко известную бумагу, такую как ободковая бумага, а примерные полимерные листы включают биоразлагаемые полимерные листы, такие как лист из полимолочной кислоты. Например, будучи завернутым в декорированную обертку, может быть получено курительное изделие, декорированное в передней части (см. Фиг. 3(2)). Кроме того, ароматизатор может быть добавлен в табачный стержень 1w двойной длины или отделяемый табачный стержень 1w' двойной длины. Например, когда табачный стержень 1w двойной длины или т.п. обернут оберткой, содержащей ароматизатор, может быть получено курительное изделие, содержащее ароматизатор в верхней части (см. Фиг. 3(1)). Такой ароматизатор не ограничен, и можно использовать общеизвестный ароматизатор, такой как ментол. Добавляемое количество также не ограничено и может быть установлено на общеизвестное количество. На фиг. 3 F - это участок с добавлением ароматизатора, а F'- бумага, содержащая ароматизатор. Как только что описано, этот этап может функционализировать предыдущий участок курительного изделия, которое будет изготовлено.
[0024] (2) Этап B
На этом этапе табачный сегмент 1w двойной длины разделяется в центральной части для получения пары отдельных табачных сегментов 10, и табачные сегменты переворачиваются, тем самым помещая табачные сегменты через зазор, чтобы расположить секции табачного стержня 1 снаружи, выровнять продольные оси табачных сегментов и обеспечить обращение охлаждающих сегментов 3 торцами друг к другу. Этот этап может быть выполнен в четвертом блоке 84 на фиг. 5, где 84i и 84i' являются переворачивающими барабанами. Со ссылкой на фиг. 6 будет описан механизм переворота. Направляющая G на переворачивающем барабане 84i является удерживающей секцией для табачного сегмента 10 и предусмотрена с возможностью вращения вокруг одного угла на барабане. Табачный сегмент 10, удерживаемый в направляющей G, показанной пунктирной линией, перемещается в положение, обозначенное сплошной линией, посредством вращения направляющей G, когда вращается переворачивающий барабан 84i. Затем табачный сегмент 10 проходит к направляющей G', показанной пунктирной линией на переворачивающем барабане 84i'. Направляющая G' скользит по переворачивающему барабану 84i' в положение, обозначенное сплошной линией, где расстояние между парой табачных сегментов 10 является желаемой величиной. Таким образом, пара табачных сегментов 10 перевернута.
[0025] (3) Этап C
На этом этапе сегмент 5w фильтра двойной длины, имеющий двойную длину сегмента 5 фильтра, приготавливается и помещается в зазор таким образом, чтобы оба конца сегмента фильтра двойной длины соприкасались с концом со стороны охлаждающего сегмента 3 любого из табачных сегментов 10, тем самым получая композитной сегмент. Этот этап может быть выполнен в пятом блоке 85 на фиг. 5. На чертеже 85f - устройство подачи для сегмента 5w фильтра двойной длины, 85p - это захватывающий барабан, а 85a - приемный барабан. Сегменты, приготовленные на предыдущем этапе, передаются в приемный барабан 85а. Между тем, сегмент 5w фильтра двойной длины, подаваемый из устройства 85f подачи, проходит в удерживающую секцию, предусмотренную на периферийной поверхности захватывающего барабана 85p, а затем проходит в приемный барабан 85a. В этом случае сегмент 5w фильтра двойной длины помещается в зазор между парой отдельно размещенных табачных сегментов 10, так что оба конца сегмента 5w фильтра двойной длины входят в контакт с концом любого из сегментов табака. 10, образуя композитной сегмент 90.
[0026] (4) Этап D
На этом этапе композитный сегмент объединяют путем обертывания одной ободковой бумагой 7 для получения курительного изделия 100w двойной длины. В качестве ободковой бумаги можно использовать любую бумагу, распространенную в данной области. Ободковая бумага может быть покрыта общеизвестным адгезивом. В результате композитный сегмент в отделенном состоянии объединяется в нераздельное состояние. В этом случае ободковая бумага 7 не должна покрывать весь диапазон табачных стержней 1. Когда длина табачного стержня 1 обозначена X, область, покрытая ободковой бумагой 7, предпочтительно представляет собой область, проходящую от соединительной поверхности между табачным стержнем 1 и охлаждающим сегментом 3 до положения от 0,2X до 0,4X в продольном направлении табачного стержня 1. Когда область, покрытая ободковой бумагой 7, попадает в этот диапазон, появляется преимущество, заключающееся в том, что теплопроводность может быть увеличена в случае нагревания табачного стержня 1 снаружи.
[0027] В традиционных способах каждый раз, когда определенный сегмент подготавливается путем объединения множества элементов, сегмент оборачивается ободковой бумагой. Следовательно, в традиционных способах требуется множество ободковых бумаг. В отличие от этого, в настоящем изобретении композитный сегмент оборачивают в одну ободковую бумагу. Соответственно, можно избежать ступенек, образующихся на изделии из-за использования множества ободковых бумаг, тем самым уменьшая возникновение дефектов при производстве.
[0028] Этот этап может быть выполнен в шестом блоке 86 на фиг. 5. На чертеже 86f - это устройство подачи ободковой бумаги 7, 86t - передаточный барабан, 86r - катящий барабан и 86h - катящая рука. Катящий барабан - это барабан, имеющий удерживающую секцию, которая предназначена для удержания элемента на периферийной поверхности и обеспечивающая вращение сегмента или другого элемента вокруг своей центральной оси в продольном направлении. Катящая рука - это средство, которое расположено напротив периферийной поверхности катящего барабана и предназначено для образования зазора на постоянном расстоянии от периферийной поверхности. Композитный сегмент 90 проходит к передаточному барабану 86t, а затем проходит к катящему барабану 86r. Между тем, часть ободковой бумаги 7, подаваемой из устройства 86f подачи, прикрепляется к периферийной поверхности сегмента на катящем барабане 86r, тем самым образуя заготовку 92 (см. Фиг. 7). Заготовка 92 включает в себя ободковую бумагу 7, прикрепленную, как флаг, к композитному сегменту 90. Другими словами, часть ободковой бумаги 7 прикреплена к периферийной поверхности композитного сегмента 90, а остальная часть остается свободной. Заготовка 92 прикреплена к удерживающей секции на периферийной поверхности катящего барабана 86r посредством всасывания или подобного и переносится в зазор, образованный между катящим барабаном 86r и катящей рукой 86h. При прохождении через этот зазор вся периферийная поверхность заготовки 92 оборачивается ободковой бумагой 7 с образованием курительного изделия 100w двойной длины (см. Фиг. 7).
[0029] Как и показано выше, табачный стержень 1, предпочтительно, имеет диаметр больше, чем соседний охлаждающий сегмент 3 в настоящем изобретении. В этом случае, если поверхности катящего барабана 86r и катящей руки 86h являются плоскими, возникает чрезмерный контакт между этими поверхностями и табачным стержнем 1 (фиг. 8(1)). Это приводит к проблеме падения набивки с переднего конца под воздействием удара о табачный стержень 1. Кроме того, разница в окружности вызывает скручивание, в результате чего на изделии появляются дефекты, такие как складки. По этим причинам в настоящем изобретении предпочтительно образовывать зазор от табачного стержня 1, создавая углубление на катящем барабане 86r или поверхности катящей руки 86h, которая обращена к табачному стержню 1, как показано на фиг. 8(2) и (3). Хотя фиг. 8(2) и (3) иллюстрируют варианты осуществления, в которых углубление обеспечивается на катяще1 руке 86h, углубление может быть обеспечено на катящем барабане 86r или как на катящем барабане, так и на катящей руке. Глубина углубления (Т на фиг. 8(2) и (3)) соответствующим образом регулируется и предпочтительно составляет от 0,05 до 0,15 мм. Такое углубление не требуется на всей поверхности, обращенной к табачному стержню 1. Как показано на фиг. 8, на участке поверхности, обращенном к табачному стержню 1, может быть предусмотрено углубление. Между тем, чтобы надежно прикрепить табачный стержень к другому элементу с помощью ободковой бумаги, предпочтительно, чтобы на границе между этими двумя элементами не было углубления.
[0030] (4) Этап E
На этом этапе курительное изделие 100w двойной длины разрезают в центральной части в продольном направлении. На этом этапе может быть изготовлена пара курительных изделий 100. Этот этап может дополнительно включать выравнивание двух курительных изделий 100 в одном направлении путем переворачивания любого из курительных изделий 100.
[0031] Этот этап может быть выполнен в седьмом блоке 87 на фиг. 5. На чертеже 87c - режущий барабан, 87c' - резак и 87a - приемный барабан. Курительное изделие 100w двойной длины проходит к режущему барабану 87с и разрезается в центральной в продольном направлении части с образованием курительных изделий 100. Курительные изделия 100 проходят в приемный барабан 87а, разделяются и выделяются как изделия.
[0032] В настоящем изобретении, даже когда элемент, имеющий меньший диаметр, чем табачный стержень, размещается рядом с табачным стержнем, можно избежать сбоя, такого как застревание во время скручивания, и, следовательно, выполнить удовлетворительное скручивание. Кроме того, настоящее изобретение также выгодно с точки зрения затрат, поскольку используется одна ободковая бумага. Кроме того, традиционные способы, в которых используется множество ободковых бумаг, требуют некоторого количества ступенек на барабанах, например, поскольку ступеньки образуются на курительных изделиях. В отличие от этого, способ изготовления настоящего изобретения не требует такой меры.
[0033] [Пример 1]
Были подготовлены следующие элементы.
Табачный стержень двойной длины диаметром 7,0 мм и длиной 40,0 мм (от Japan Tobacco Inc.).
Бумажная трубка диаметром 6,9 мм и длиной 20,0 мм в качестве охлаждающего сегмента.
Сегмент фильтра двойной длины диаметром 6,9 мм, состоящий из фильтра с центральным отверстием (8,0 мм)/ацетатного фильтра двойной длины (14,0 мм)/фильтра с центральным отверстием (8,0 мм).
Ободковая бумага 24,0 мм × 80,0 мм.
[0034] Разделяемый табачный сегмент двойной длины получали путем размещения каждой бумажной трубки на обоих концах табачного стержня двойной длины, разделяемого в центральной части в продольном направлении (этап A). Разделяемый табачный сегмент двойной длины был разделен в центральной части для получения пары отдельных табачных сегментов, и табачные сегменты были перевернуты для размещения через зазор (этап B). В этом случае секции табачных стержней были расположены снаружи, а продольные оси табачных сегментов были выровнены. Сегмент фильтра двойной длины помещали в зазор таким образом, чтобы оба конца сегмента фильтра двойной длины входили в контакт с концом на стороне охлаждающего сегмента любого из табачных сегментов, чтобы получить композитный сегмент (этап C). Композитный сегмент был объединен путем обертывания одной ободковой бумагой с получением курительного изделия двойной длины, имеющего двойную длину курительного изделия (этап D). Курительное изделие двойной длины разрезали в центральной части в продольном направлении с получением двух курительных изделий (этап Е).
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
[0035] 1 табачный стержень
1w табачный стержень двойной длины
1w' отделяемый табачный стержень двойной длины
3 охлаждающий сегмент
5 сегмент фильтра
5w сегмент фильтра двойной длины
51 ацетатный фильтр
53 фильтр с центральным отверстием
7 ободковая бумага
10 табачный сегмент
F участок с добавлением ароматизаторов
F' участок, обернутый ароматизирующей бумагой
80 производственное устройство
81 первый блок
81f устройство подачи
81s разделительный барабан
82 второй блок
82f устройство подачи
82t передаточный барабан
82p захватывающий барабан
82a приемный барабан
83 третий блок
83c режущий барабан
83c' резак
84 четвертый блок
84i переворачивающий барабан
84'i переворачивающий барабан
85 пятый блок
85f устройство подачи
85p захватывающий барабан
85a приемный барабан
86 шестой блок
86f устройство подачи ободковой бумаги
86t передаточный барабан
86r катящий барабан
86h катящая рука
87 седьмой блок
87c фрезерный барабан
87c' резак
87a приемный барабан
90 композитный сегмент
92 заготовка
100 курительная статья
100w курительное изделие двойной длины
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2018 |
|
RU2772196C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАЕМОГО КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2018 |
|
RU2761947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАЕМОГО СИГАРЕТНОГО ИЗДЕЛИЯ | 2019 |
|
RU2775317C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2643606C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С МУНДШТУЧНОЙ ПОЛОСТЬЮ | 2013 |
|
RU2768359C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С МУНДШТУЧНОЙ ПОЛОСТЬЮ | 2013 |
|
RU2625903C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ РАЗЛИЧНЫХ ТИПОВ | 2015 |
|
RU2675139C1 |
| КОРОБКА С КУРИТЕЛЬНЫМИ ИЗДЕЛИЯМИ | 2018 |
|
RU2695973C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2013 |
|
RU2633952C2 |
| ОБЕРТКА ФИЛЬТРА ИЛИ ОБОДКОВАЯ БУМАГА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2517611C2 |
Изобретение относится к способу изготовления курительного изделия. Предлагается способ изготовления курительного изделия, которое имеет сегмент фильтра и табачный сегмент, содержащий табачный стержень и охлаждающий сегмент, включающий в себя (А) приготовление табачного сегмента двойной длины, содержащего табачный стержень двойной длины, который имеет длину, которая в два раза больше длины табачного стержня в курительном изделии в виде конечного продукта, и который может разделяться в центральной части в продольном направлении, и два охлаждающих сегмента, контактирующих с любым концом табачного стержня двойной длины; (B) разделение табачного сегмента двойной длины в центральной части, чтобы подготовить пару отдельных табачных сегментов и перевернуть табачные сегменты, тем самым помещая табачные сегменты через зазор, чтобы расположить секции табачных стержней снаружи, совместить продольные оси табачных сегментов и обеспечить, чтобы охлаждающие сегменты были обращены друг к другу; (C) приготовление сегмента фильтра двойной длины, имеющего длину, которая в два раза больше длины сегмента фильтра в курительном изделии в виде конечного продукта, и размещение сегмента фильтра двойной длины в зазоре так, чтобы оба конца сегмента фильтра двойной длины входили в контакт с концом на стороне охлаждающего сегмента любого из табачных сегментов, тем самым получая композитный сегмент; (D) объединение композитного сегмента путем обертывания одной ободковой бумагой с получением курительного изделия двойной длины, имеющего длину, которая в два раза больше длины курительного изделия в виде конечного продукта; и (E) разрезание курительного изделия двойной длины в центральной части в продольном направлении с получением курительных изделий, причем охлаждающий сегмент имеет более высокую жесткость, чем табачный стержень. Задачей изобретения является создание способа эффективного изготовления курительного изделия. 12 з.п. ф-лы, 8 ил.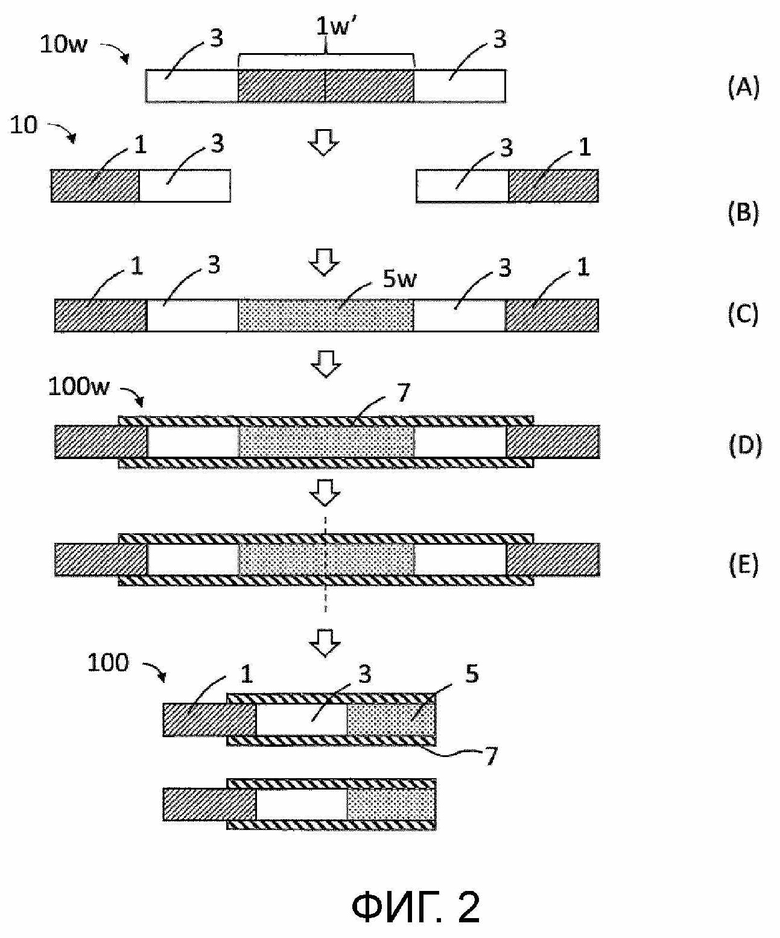
1. Способ изготовления курительного изделия, содержащего сегмент фильтра и табачный сегмент, содержащий табачный стержень и охлаждающий сегмент, включающий в себя
(A) приготовление табачного сегмента двойной длины, содержащего табачный стержень двойной длины, который имеет длину, которая в два раза больше длины табачного стержня в курительном изделии в виде конечного продукта, и который может разделяться в центральной части в продольном направлении, и два охлаждающих сегмента, контактирующих с любым концом табачного стержня двойной длины;
(B) разделение табачного сегмента двойной длины в центральной части для приготовления пары отдельных табачных сегментов и переворачивание табачных сегментов, тем самым размещая табачные сегменты через зазор с выравниванием продольных осей табачных сегментов и обеспечением того, чтобы охлаждающие сегменты были обращены друг к другу;
(C) приготовление сегмента фильтра двойной длины, имеющего длину, которая в два раза больше длины сегмента фильтра в курительном изделии в виде конечного продукта, и размещение сегмента фильтра двойной длины в зазоре так, чтобы оба конца сегмента фильтра двойной длины входили в контакт с концом на стороне охлаждающего сегмента любого из табачных сегментов, тем самым приготавливая композитный сегмент;
(D) объединение композитного сегмента путем обертывания одной ободковой бумагой с получением курительного изделия двойной длины, имеющего длину, которая в два раза больше длины курительного изделия в виде конечного продукта; и
(E) разрезание курительного изделия двойной длины в центральной части в продольном направлении с получением курительных изделий,
причем охлаждающий сегмент имеет более высокую жесткость, чем табачный стержень.
2. Способ по п. 1, в котором этап A дополнительно включает добавление ароматизатора к табачному стержню двойной длины.
3. Способ по п. 1 или 2, в котором этап A дополнительно включает в себя этап оборачивания табачного стержня двойной длины в обертку.
4. Способ по п. 3, в котором обертка представляет собой бумагу, содержащую ароматизатор.
5. Способ по любому из пп. 1-4, в котором этап A представляет собой этап приготовления табачного сегмента двойной длины, содержащего табачный стержень двойной длины, имеющий длину, которая в два раза больше длины табачного стержня в курительном изделии в виде конечного продукта, и два охлаждающих сегмента в контакте с любым концом табачного стержня двойной длины, и разрезания табачного сегмента двойной длины в центральной части в продольном направлении, тем самым приготавливая табачный сегмент двойной длины.
6. Способ по любому из пп. 1-5, в котором сегмент фильтра включает ацетатный фильтр и фильтр с центральным отверстием.
7. Способ по любому из пп. 1-6, в котором курительное изделие включает в себя табачный стержень, охлаждающий сегмент и сегмент фильтра в указанном порядке в направлении вниз по потоку.
8. Способ по любому из пп. 1-7, в котором табачный стержень имеет диаметр, превышающий диаметр охлаждающего сегмента или сегмента фильтра.
9. Способ по п. 8, в котором табачный стержень имеет диаметр на 0,05-0,15 мм больше, чем диаметр охлаждающего сегмента или сегмента фильтра.
10. Способ по п. 8, в котором табачный стержень имеет диаметр на 0,5-2,5% больше, чем диаметр охлаждающего сегмента или сегмента фильтра.
11. Способ по любому из пп. 1-10, в котором охлаждающий сегмент включает в себя бумажную трубку, имеющую множество отверстий в окружном направлении.
12. Способ по п. 11, в котором охлаждающий сегмент включает в себя бумажную трубку; и способ дополнительно включает формирование множества отверстий в окружном направлении бумажной трубки с помощью лазерной обработки.
13. Способ по любому из пп. 1-12, в котором
этап D представляет собой этап, выполняемый путем приготовления заготовки, в которой часть ободковой бумаги прикреплена к периферийной поверхности композитного сегмента, размещения заготовки между катящим барабаном и катящей рукой, обращенной к периферийной поверхности катящего барабана, и качения заготовки на периферийной поверхности катящего барабана; и
катящий барабан или катящая рука имеет на участке, обращенном к секции табачного стержня, углубление для образования зазора от секции табачного стержня.
| СЧЕТНЫЙ ПРИБОР | 1927 |
|
SU7165A1 |
| JP 2010508864 А, 25.03.2010 | |||
| WO 2016143128 A1, 15.09.2016 | |||
| СИГАРЕТА С ФИЛЬТРОМ С УДАЛЯЕМЫМ ЗАЩИТНЫМ КОЛПАЧКОМ, А ТАКЖЕ СПОСОБ И МАШИНА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2626939C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ С МУНДШТУЧНЫМИ ПОЛОСТЯМИ | 2013 |
|
RU2636907C2 |
| Способ изготовления сигарет с фильтром и устройство для его осуществления | 1979 |
|
SU791201A3 |

