Изобретение относится к области приготовления и дозирования многокомпонентных жидких составов, например жидких композиций, применяемых в процессах изготовления многослойных стеклопакетов, в нефтехимической промышленности при изготовлении товарных нефтепродуктов, а также может быть использовано на предприятиях химической, пищевой, лакокрасочной, парфюмерной и других отраслей для автоматизации технологических процессов смешения жидких компонентов в требуемом соотношении и дозированной подачи их смеси в емкость готового продукта.
Известен смеситель-дозатор жидкостей (RU 2486000 С1, 20.03.2007), применяемый для непрерывного смешивания основной и подмешиваемой жидкостей переменных расходов. Недостатками этого устройства являются чрезвычайно сложная конструкция и отсутствие средств визуального контроля параметров настройки требуемого соотношения расходов дозируемых жидкостей.
Известен смеситель-дозатор жидкостей с магнитожидкостными управляющими элементами (RU 2639906 С1, 25.12.2017). Его недостатками является:
- конструктивная сложность, вызванная необходимостью установки регулирующих органов - упругих капсул, заполненных магнитной жидкостью, в каналах подачи смешиваемых компонентов и в выходном канале устройства;
- сложность настройки требуемого соотношения расходов смешиваемых компонентов (особенно, при увеличении их количества) и дозы готового продукта, которая связана с необходимостью учета изменения формы упругих капсул с магнитной жидкостью и, следовательно, проходных сечений входных и выходного каналов устройства;
- высокая стоимость, необходимость привлечения высококвалифицированного персонала для работы с микроконтроллером блока управления устройства.
Известно устройство для автоматического управления процессом смешения жидкостей и газов (RU 48082 U1, 10.09.2005), принятое за прототип. Устройство-прототип содержит узел смешения и дозирования (емкость-смеситель, оснащенную патрубками ввода компонентов и патрубком выхода готового продукта), устройство задания рецепта (соотношения расходов компонентов), а также в каждом канале последовательно соединенные трубопроводом расходомеры и регулирующие клапаны, управляемые с помощью ПИД-регуляторов в составе электронного блока управления.
Устройством-прототипом решается задача настройки и поддержания заданного соотношения расходов компонентов, их смешения и непрерывного дозирования смеси посредством установки в каждом канале системы автоматического регулирования (САР) расхода. Такое решение имеет следующие недостатки:
- необходимость введения в состав линии транспортирования компонентов конструктивно сложных и дорогостоящих расходомеров и регулирующих клапанов, причем выбор типа расходомера должен производиться с учетов физико-химических свойств дозируемого компонента;
- сложность и высокая трудоемкость настройки ПИД-регуляторов и необходимость перенастройки их коэффициентов при изменении заданного соотношения расходов компонентов;
- функциональная ограниченность устройства лишь операциями непрерывного дозирования;
- отсутствие мер, направленных на улучшение качества смешения компонентов.
Задачей настоящего изобретения является упрощение состава оборудования систем стабилизации расходов компонентов и обеспечение возможности поддержания их заданного соотношения в широком диапазоне изменения, а также повышение качества смешения компонентов и расширение функциональных возможностей устройства за счет реализации операций порционного дозирования готового продукта.
Техническим результатом предлагаемого изобретения является упрощение состава оборудования систем стабилизации расходов компонентов и возможность поддержания их заданного соотношения с высокой степенью точности в широком диапазоне изменения, которое достигается за счет замещения САР расходов компонентов системами их автоматизированного дозирования, а также повышение качества смешения компонентов и расширение функциональных возможностей устройства за счет реализации операций порционного дозирования готового продукта.
Технический результат достигается тем, что устройство смешения и дозирования жидких компонентов содержит узел смешения и дозирования, включающий емкость-смеситель, оснащенную патрубками ввода компонентов, входы которых сообщаются с выходами запорных органов на линиях 1, 2, …n (где n соответствует числу смешиваемых компонентов) их транспортирования в емкость-смеситель, и блок управления, в выходные отверстия патрубков ввода компонентов, исключая патрубок основного (первого) компонента с наибольшим расходом, вмонтированы дроссельные шайбы с отверстиями различного внутреннего диаметра, служащие для грубой настройки заданного соотношения расходов, а узел смешения и дозирования дополнительно содержит замкнутые расходные резервуары с дозируемыми компонентами, оборудованные трубками забора жидкости (питающими трубками), сообщающимися с входами запорных органов, барботажными трубками с выходными каналами измерения полных давлений (П1, П2, …Пn) на входах в питающие трубки и линиями подачи давлений р1, р2, …pn сжатого воздуха, причем запорные органы представляют собой пневмоклапаны в виде шаровых кранов с двухсторонним пневмоприводом с положительными «Z+» («клапан открыть») и отрицательными «Z-» («клапан закрыть») командными входами, а блок управления подсоединен к командным входам пневмоклапанов и расходным резервуарам импульсными трубками через штуцеры «1-4» внешних соединений, при этом входы «Z+» объединены и подключены к штуцеру «1», входы «Z-» объединены и подключены к штуцеру «2», выходы П1, П2, …Пn барботажных трубок - к штуцерам «3», а линии подачи давлений р1, p2, …pn сжатого воздуха - к штуцерам «4» внешних соединений блока управления.
Блок управления содержит пневмоэлектронный командный узел управления пневмоклапанами на линиях транспортирования компонентов в емкость-смеситель и однотипные для каждого (из n) компонента пневматические пропорциональные регуляторы полных давлений П1, П2, …Пn на входах в питающие трубки расходных резервуаров; командный узел содержит электронный таймер, электропневмопреобразователь с нормально открытым и нормально закрытым пневмоконтактами, двухвходовый логический элемент «ИЛИ», логический элемент «НЕ» и пневмотумблер «НД» операции непрерывного дозирования, причем выход электронного таймера подключен к входу электропневмопреобразователя, нормально открытый пневмоконтакт которого сообщается с атмосферой, а выход - через первый вход логического элемента «ИЛИ» подсоединен к штуцеру «1» и через логический элемент «НЕ» - к штуцеру «2» внешних соединений блока управления, а второй вход логического элемента «ИЛИ» соединен с выходом пневмотумблера «НД»; каждый регулятор давления содержит задатчик полного давления (ПЗi, где i=1, 2, …n) на входе в питающую трубку соответствующего расходного резервуара, пневмотумблеры «Контроль» и «РД», регулируемый и постоянный дроссели, пятимембранный элемент сравнения с двумя положительными и двумя отрицательными входами, усилитель мощности, первое и второе пневмореле с командным входом, нормально открытым и нормально закрытым пневмоконтактами и контрольный манометр, причем выходы пневмотумблеров «Контроль» и «РД» подключены к командным входам первого и второго пневмореле, соответственно, выход задатчика давления подключен через нормально открытый пневмоконтакт первого реле к контрольному манометру и через регулируемый дроссель - к двум положительным входам пятимембранного элемента сравнения, два отрицательных входа которого подсоединены к выходу постоянного дросселя, к нормально закрытому пневмоконтакту первого пневмореле и к штуцеру «3» внешних соединений блока управления, а его выход - к нормально закрытому пневмоконтакту второго реле, нормально открытый пневмоконтакт которого сообщается с атмосферой, а выход через усилитель мощности подключен к штуцеру «4» внешних соединений блока управления, при этом каналы питания пневмоэлементов подключены к источнику пневмопитания блока управления.
Патрубки ввода компонентов установлены в резьбовых отверстиях емкости-смесителя, расположены в горизонтальной плоскости сечения емкости и распределены по ее периметру так, что их оси пересекают ось емкости-смесителя, при этом выходные отверстия патрубков ввода компонентов, посредством перемещения патрубков вдоль горизонтальных осей фиксируются на регулируемых (в зависимости от расходов соответствующих компонентов) расстояниях от оси емкости, обеспечивая образование зоны взаимодействия и смешивания компонентов при их струйном истечении, а нижняя часть емкости-смесителя имеет форму воронки, выходной патрубок которой соединен с трубопроводом выхода готового продукта, имеющим достаточно большой внутренний диаметр, что способствует еще более качественному (за счет дополнительной турбулизации потока) смешению компонентов в процессе транспортирования смеси в приемную емкость (при порционном дозировании).
Внутренний диаметр отверстия дроссельной шайбы рассчитывается по формуле: dk=D⋅(Qk/Ql)З1/2, где D - внутренний диаметр участков линии транспортирования компонентов, (Qk/Ql)З - заданное соотношение объемных расходов k-го (k=2, 3, …n) и основного (первого) компонентов.
Предлагаемое устройство содержит узел смешения и дозирования компонентов и пневмоэлектронный блок управления.
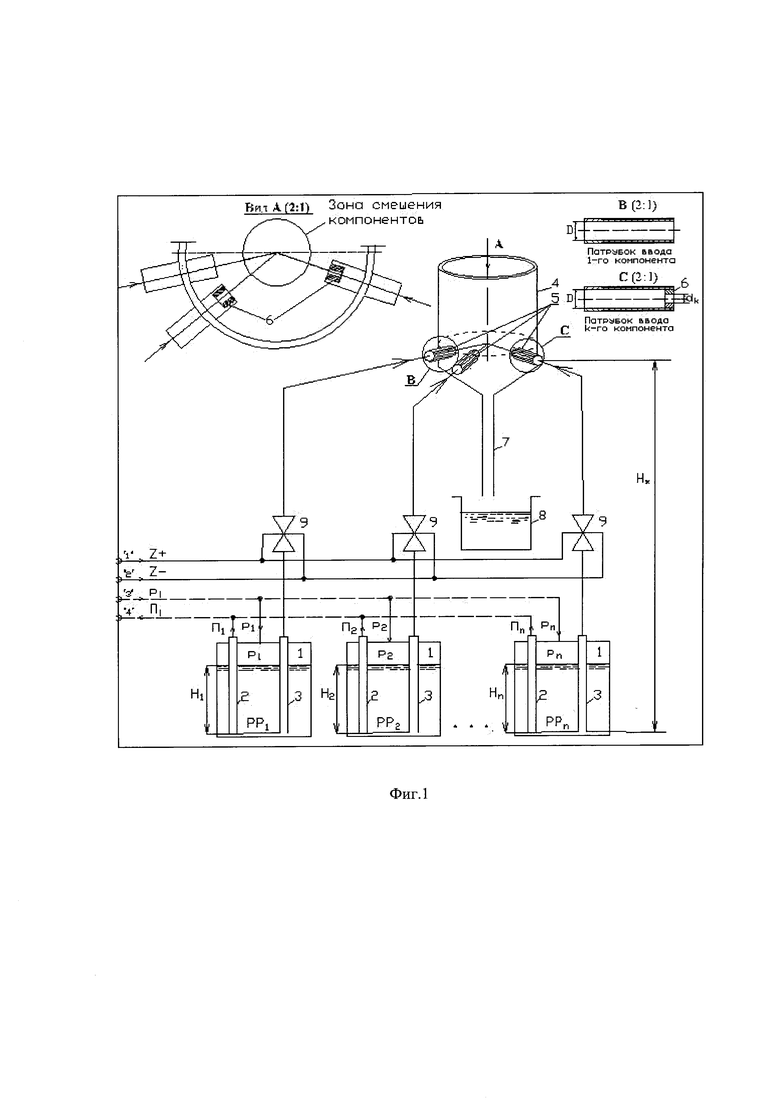
На фиг. 1 представлена схема узла смешения и дозирования компонентов в составе предлагаемого устройства.
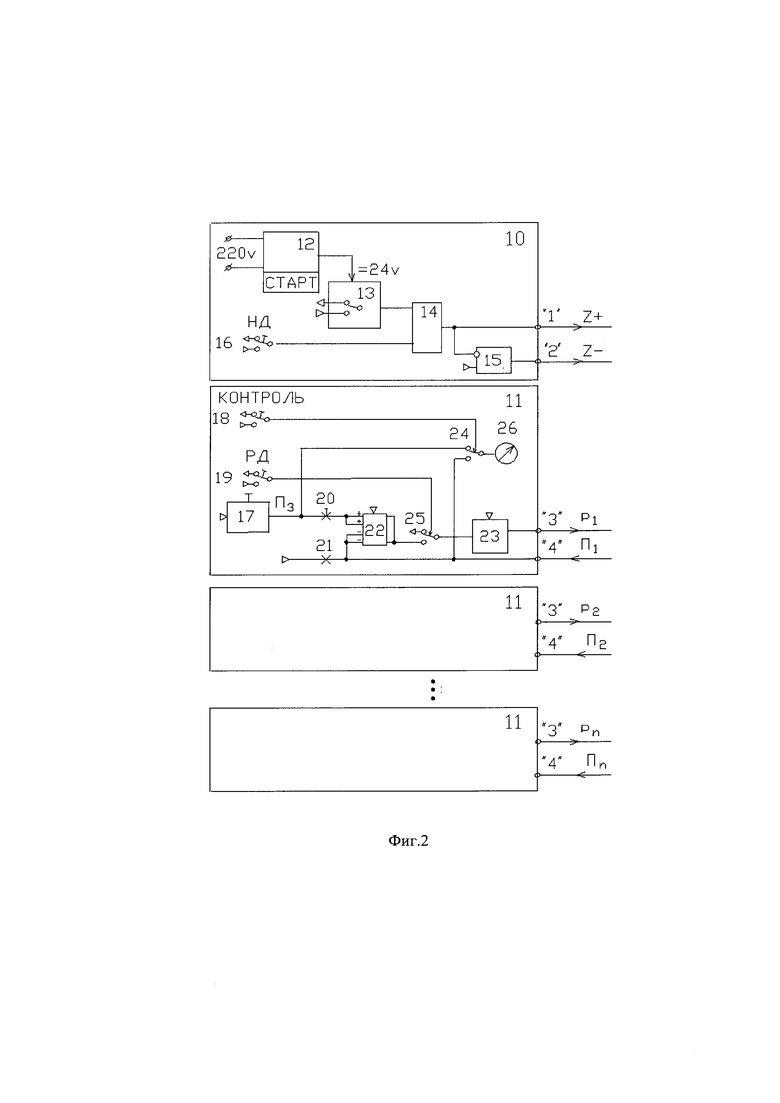
На фиг. 2 - функциональная схема блока управления.
Узел смешения и дозирования компонентов (фиг. 1) содержит следующее технологическое оборудование:
- расходные резервуары (PP1, РР2, …PPn) 1 по числу n дозируемых компонентов, оборудованные барботажными трубками (БТ1, БТ2, …БТn) 2 - датчиками полных давлений (П1, П2, …Пn) на входах в питающие трубки (ПТ1, ПТ2, …ПТn) 3;
- емкость-смеситель 4, оборудованную патрубками 5 ввода компонентов с дроссельными шайбами 6 для грубой настройки заданного соотношения расходов компонентов и трубопроводом 7 выхода готового продукта в приемную емкость 8 (при порционном дозировании);
- пневмоклапаны 9 на линиях транспортирования компонентов.
Блок управления (фиг. 2) содержит пневмоэлектронный командный узел (КУ) 10 управления пневмоклапанами 9 и однотипные пневматические пропорциональные регуляторы давления 11, обеспечивающие поддержание полных давлений (П1, П2, …П3) на входах в питающие трубки 3 на заданных постоянных уровнях ПЗ1, ПЗ2, …ПЗn. При этом выходной сигнал i-й барботажной трубки (i=1, 2, …n) определяется как Пi=рi+γiHi, где pi - избыточное давление сжатого воздуха в расходном резервуаре, γi - удельный вес компонента, Hi - глубина погружения барботажной трубки (БТi) в расходный резервуар (PPi), совпадающая с глубиной погружения питающей трубки (ПТi)
КУ 10 содержит электронный таймер 12 для установки и отсчета времени дозирования с сенсорной пусковой кнопкой «Старт», электропневмопреобразователь 13, двухвходовый логический элемент «ИЛИ» 14, логический элемент «НЕ» 15 и пневмотумблер «НД» 16 для реализации операции непрерывного дозирования.
Каждый (i-й) пневматический пропорциональный регулятор давления (РД) 11 содержит:
- задатчик 17 полного давления (Пзi) на входе в питающую трубку соответствующего расходного резервуара;
- пневмотумблер «Контроль» 18 для контроля заданного (при выключенном положении) или фактического (при включенном положении) значений полного давления;
- пневмотумблер «РД» 19 для включения в работу РД;
- регулируемый дроссель 20, служащий для устранения автоколебаний в системе стабилизации давления Пi;
- постоянный дроссель 21 в цепи питания барботажной трубки БТi;
- пятимембранный элемент сравнения 22 с усилителем мощности 23, выполняющие функцию собственно пропорционального регулирования давления Пi;
- первое (24) и второе (25) пневмореле-коммутаторы и контрольный манометр 26.
Входящие в состав блока управления пневмоэлементы реализованы на элементной базе Универсальной системы элементов промышленной пневмоавтоматики (УСЭППА) [Государственная система промышленных приборов и средств автоматизации ГСП. Универсальная система элементов промышленной пневмоавтоматики УСЭППА. Каталог, Том 5, выпуск 1. 1975. 44 с.]. Питание пневмоэементов производится от пневмосети через понижающий стабилизатор, настраиваемый на выходное давление, равное 1,4 кгс/см2 и раздаточный коллектор. (Стабилизатор и коллектор на фиг. 2 не показаны). Связи между элементами блока управления и технологическими элементами узла смешения и дозирования компонентов осуществляются импульсными трубками из ПВХ через штуцеры «1»-«4» внешних соединений.
Для подготовки устройства к работе необходимо произвести поочередную «проливку» линий транспортирования компонентов для удаления воздуха из гидрокоммуникаций и настройку заданного соотношения расходов компонентов.
Поочередная «проливка» линий транспортирования компонентов осуществляется по команде от пусковой сенсорной кнопки «Старт» электронного таймера 12 при включенном положении соответствующего тумблера «РД» 19. При этом давление Пзi на выходе задатчика 17 плавно увеличивают до момента начала истечения жидкости в емкость-смеситель 7.
Настройка заданного соотношения расходов компонентов осуществляется путем подбора (определения) проходных сечений ƒk=πdk2/4 (и соответствующих диаметров dk отверстий) дроссельных шайб 6 (фиг. 1) как группы конструктивных параметров устройства, а также полных давлений (Пзi) на входах в питающие трубки, настраиваемых задатчиками 17. Определение этих настроечных параметров возможно после установления его основных конструктивных параметров: номинальной заданной величины объемного расхода (QlЗ) основного (далее будем считать - «первого» из n) компонента с наибольшим процентным содержанием в готовом продукте и заданного соотношения объемных расходов компонентов - QЗk/QЗ1=(Qk/Ql)З, где QЗk - заданное значение расхода k-го компонента (k=2, 3, …n), а также типоразмеров емкости-смесителя, внутренних диаметров и длины участков линий транспортирования, определяемых на стадии проектирования устройства исходя из его назначения и условий эксплуатации.
Определение настроечных параметров устройства основано на анализе уравнений Бернулли для установившихся режимов турбулентного истечения компонентов из отверстий дроссельных шайб. Эти уравнения с учетом равенств pi/γi+Hi=Пзi, а также при одинаковых величинах общей длины (L) линий транспортирования компонентов и одинаковых и равных D для каждой линии величинах внутренних диаметров питающих трубок, участков до и после клапанов и патрубков ввода компонентов могут быть представлены в виде нижеследующих уравнений (1) - для первого (основного) компонента и (2) - для k-го компонента [Куклевский И.И., Подвидза Л.Г. Сборник задач по машиностроительной гидравлике. М.: МГТУ им. Н.Э. Баумана, 2002. 447 с.]:

где Н* - одинаковая для всех компонентов высота истечения, νЗl=QЗl/F, λl и νl - скорость истечения, коэффициент трения на участках линии транспортирования и кинематическая вязкость основного компонента, соответственно, ζлт - суммарный коэффициент потерь напора на местных сопротивлениях линии транспортирования основного компонента;

где uЗk=QЗk/ƒk - скорость истечения компонента из отверстия дроссельной шайбы k-й линии, λk - коэффициент трения жидкости на участках k-й линии, ƒk=πdk2/4 - площадь проходного сечения дроссельной шайбы, F=πD2/A - площадь проходного сечения участков линий транспортирования компонентов, ζk=0,5(1-ƒk/F) - коэффициенты местных потерь напора на k-й дроссельной шайбе.
Производя деление уравнения (2) на уравнение (1) с учетом равенства QЗk/QЗl=(Qk/Ql)З, получим отношение объемных расходов k-го и основного (первого) компонентов:

где 
Из уравнений (3) и (4) следует, что заданное соотношение (Qk/Ql)З расходов компонентов достигается при ƒk=F(Qk/Ql)З и при М=1. Это означает, что грубая настройка заданного соотношения расходов компонентов может быть реализована при выборе внутреннего диаметра дроссельной шайбы k-го компонента по формуле: dk=D⋅(Qk/Ql)З1/2.
Точная настройка расходов компонентов и их соотношения осуществляется экспериментальным путем посредством последовательного поочередного порционного дозирования каждого компонента в приемную емкость 8 в течение заданного промежутка времени tд, настраиваемого электронным таймером 12. Дозирование ведется с различными настройками выходного давления Пi задатчика 17 и определения значения Пi=Пзi, соответствующего заданному значению расхода (QЗi) i-го компонента путем взвешивания доз на электронных весах. При этом объемный расход вычисляется по формуле: Qi=(Gдi/γi)/tД, где Gдi - вес дозы.
Работа устройства с номинальными значениями расходов компонентов, соответствующих номинальной величине расхода основного компонента и заданному соотношению расходов, может быть организована в режимах непрерывного или порционного дозирования.
При подаче давления питания на пневмоэлементы блока управления пневмоклапаны 9 на линиях транспортирования компонентов закрывается (Z+=0, Z-=1).
Режимы непрерывного и порционного дозирования реализуются при включенных положениях тумблеров «РД» 19 и настройках задатчиков 17 на заданные (номинальные) значения (ПЗi) выходных давлений. При включении тумблеров 19 включаются в работу регуляторы 11, обеспечивающие поддержание полных давлений (Пi) на входах в питающие трубки 3 расходных резервуаров 1 на заданных постоянных уровнях (Пзi), контролируемых по манометрам 26 при выключенных положениях тумблеров «Контроль» 18. Набор давлений Пi до их заданных значений контролируется по манометрам 26 при включенных положениях тумблеров 18.
Подача компонентов в емкость-смеситель 4 происходит при включении тумблера «НД» 16 (при непрерывном дозировании) или при подаче команды от пусковой сенсорной кнопки «Старт» электронного таймера 12 (при порционном дозировании). При этом на выходе электропневмопреобразователя 13 и логического элемента «НЕ» 15 формируются сигналы Z+=0 и Z-=1, пневмоклапаны 9 переходят в открытые положения, и смесь компонентов по трубопроводу 7 поступает в приемную емкость 8 готового продукта.
Внутренний диаметр сливной воронки емкости-смесителя 4 и трубопровода 7 должны иметь достаточно большие проходные сечения, исключающие переполнение воронки при работе устройства с максимальной производительностью.
Подбор и регулировка расстояний выходных отверстий патрубков ввода компонентов от оси емкости-смесителя производится посредством визуального контроля образования зоны взаимодействия и смешения струй компонентов при работе устройства с установленными номинальными значениями расходов компонентов.
Изобретение относится к области приготовления и дозирования многокомпонентных жидких составов, например жидких композиций, применяемых в процессах изготовления многослойных стеклопакетов, в нефтехимической промышленности при изготовлении товарных нефтепродуктов, а также может быть использовано на предприятиях химической, пищевой, лакокрасочной, парфюмерной и других отраслей для автоматизации технологических процессов смешения жидких компонентов в требуемом соотношении и дозированной подачи их смеси в емкость готового продукта. Устройство смешения и дозирования жидких компонентов в заданном соотношении содержит узел смешения и дозирования, включающий емкость-смеситель, оснащенную патрубками ввода компонентов, входы которых сообщаются с выходами запорных органов на линиях 1, 2, …n их транспортирования в емкость-смеситель, и блок управления, отличающееся тем, что в выходные отверстия патрубков ввода компонентов, исключая патрубок основного (первого) компонента с наибольшим расходом, вмонтированы дроссельные шайбы с отверстиями различного внутреннего диаметра, служащие для грубой настройки заданного соотношения расходов, а узел смешения и дозирования дополнительно содержит замкнутые расходные резервуары с дозируемыми компонентами, оборудованные трубками забора жидкости (питающими трубками), сообщающимися с входами запорных органов, барботажными трубками с выходными каналами измерения полных давлений (II1, П2, …Пn) на входах в питающие трубки и линиями подачи давлений р1, р2, …pn сжатого воздуха, причем запорные органы представляют собой пневмоклапаны в виде шаровых кранов с двухсторонним пневмоприводом с положительными «Z+» («клапан открыть») и отрицательными «Z-» («клапан закрыть») командными входами, а блок управления подсоединен к командным входам пневмоклапанов и расходным резервуарам импульсными трубками через штуцеры «1-4» внешних соединений, при этом входы «Z+» объединены и подключены к штуцеру «1», входы «Z-» объединены и подключены к штуцеру «2», выходы П1, П2, …Пn барботажных трубок - к штуцерам «3», а линии подачи давлений р1, р2, …pn сжатого воздуха - к штуцерам «4» внешних соединений блока управления. Технический результат - упрощение состава оборудования систем стабилизации расходов компонентов и обеспечение возможности поддержания их заданного соотношения в широком диапазоне изменения, а также повышение качества смешения компонентов и расширение функциональных возможностей устройства за счет реализации операций порционного дозирования готового продукта. 3 з.п. ф-лы, 2 ил.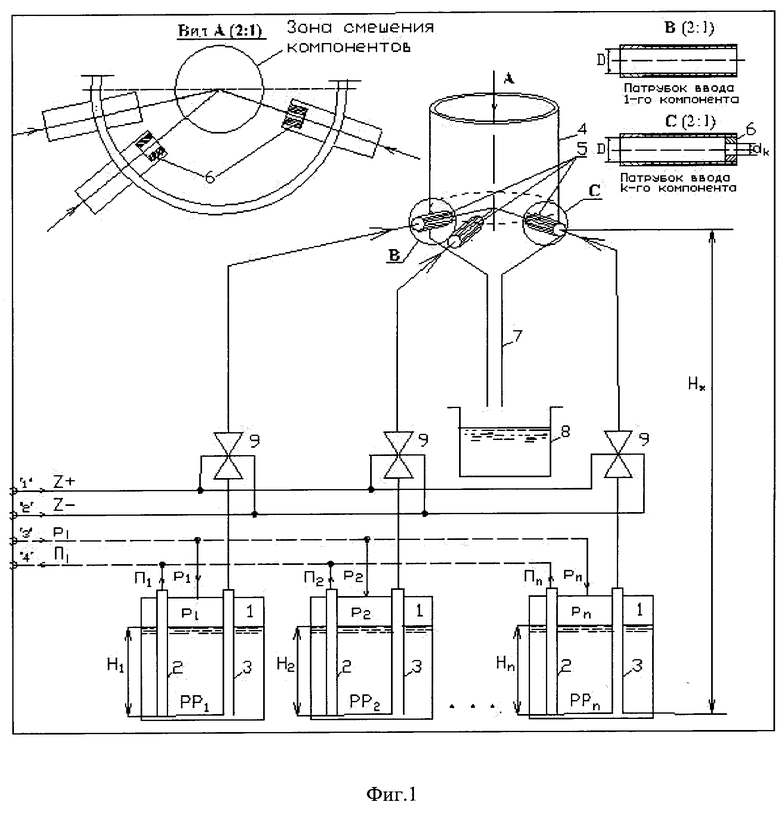
1. Устройство смешения и дозирования жидких компонентов в заданном соотношении, содержащее узел смешения и дозирования, включающий емкость-смеситель, оснащенную патрубками ввода компонентов, входы которых сообщаются с выходами запорных органов на линиях 1, 2, …n их транспортирования в емкость-смеситель, и блок управления, отличающееся тем, что в выходные отверстия патрубков ввода компонентов, исключая патрубок основного (первого) компонента с наибольшим расходом, вмонтированы дроссельные шайбы с отверстиями различного внутреннего диаметра, служащие для грубой настройки заданного соотношения расходов, а узел смешения и дозирования дополнительно содержит замкнутые расходные резервуары с дозируемыми компонентами, оборудованные трубками забора жидкости (питающими трубками), сообщающимися с входами запорных органов, барботажными трубками с выходными каналами измерения полных давлений (П1, П2, …Пn) на входах в питающие трубки и линиями подачи давлений р1, р2, …pn сжатого воздуха, причем запорные органы представляют собой пневмоклапаны в виде шаровых кранов с двухсторонним пневмоприводом с положительными «Z+» («клапан открыть») и отрицательными «Z-» («клапан закрыть») командными входами, а блок управления подсоединен к командным входам пневмоклапанов и расходным резервуарам импульсными трубками через штуцеры «1-4» внешних соединений, при этом входы «Z+» объединены и подключены к штуцеру «1», входы «Z-» объединены и подключены к штуцеру «2», выходы П1, П2, …Пn барботажных трубок - к штуцерам «3», а линии подачи давлений р1, р2, …pn сжатого воздуха - к штуцерам «4» внешних соединений блока управления.
2. Устройство по п. 1, отличающееся тем, что блок управления содержит пневмоэлектронный командный узел управления пневмоклапанами на линиях транспортирования компонентов в емкость-смеситель и однотипные для каждого (из n) компонента пневматические пропорциональные регуляторы полных давлений П1, П2, …Пn на входах в питающие трубки расходных резервуаров; командный узел содержит электронный таймер, электропневмопреобразователь с нормально открытым и нормально закрытым пневмоконтактами, двухвходовый логический элемент «ИЛИ», логический элемент «НЕ» и пневмотумблер «НД» операции непрерывного дозирования, причем выход электронного таймера подключен к входу электропневмопреобразователя, нормально открытый пневмоконтакт которого сообщается с атмосферой, а выход - через первый вход логического элемента «ИЛИ» подсоединен к штуцеру «1» и через логический элемент «НЕ» - к штуцеру «2» внешних соединений блока управления, а второй вход логического элемента «ИЛИ» соединен с выходом пневмотумблера «НД»; каждый регулятор давления содержит задатчик полного давления (ПЗi, где i=1, 2, …n) на входе в питающую трубку соответствующего расходного резервуара, пневмотумблеры «Контроль» и «РД», регулируемый и постоянный дроссели, пятимембранный элемент сравнения с двумя положительными и двумя отрицательными входами, усилитель мощности, первое и второе пневмореле с командным входом, нормально открытым и нормально закрытым пневмоконтактами и контрольный манометр, причем выходы пневмотумблеров «Контроль» и «РД» подключены к командным входам первого и второго пневмореле, соответственно, выход задатчика давления подключен через нормально открытый пневмоконтакт первого реле к контрольному манометру и через регулируемый дроссель - к двум положительным входам пятимембранного элемента сравнения, два отрицательных входа которого подсоединены к выходу постоянного дросселя, к нормально закрытому пневмоконтакту первого пневмореле и к штуцеру «3» внешних соединений блока управления, а его выход - к нормально закрытому пневмоконтакту второго реле, нормально открытый пневмоконтакт которого сообщается с атмосферой, а выход через усилитель мощности подключен к штуцеру «4» внешних соединений блока управления, при этом каналы питания пневмоэлементов подключены к источнику пневмопитания блока управления.
3. Устройство по п. 1, отличающееся тем, что патрубки ввода компонентов установлены в резьбовых отверстиях емкости-смесителя, расположены в горизонтальной плоскости сечения емкости и распределены по ее периметру так, что их оси пересекают ось емкости-смесителя, при этом выходные отверстия патрубков ввода компонентов посредством перемещения патрубков вдоль горизонтальных осей фиксируются на регулируемых (в зависимости от расходов соответствующих компонентов) расстояниях от оси емкости, обеспечивая образование зоны взаимодействия и смешивания компонентов при их струйном истечении, а нижняя часть емкости-смесителя имеет форму воронки, выходной патрубок которой соединен с трубопроводом выхода готового продукта, имеющим достаточно большой внутренний диаметр, что способствует еще более качественному (за счет дополнительной турбулизации потока) смешению компонентов в процессе транспортирования смеси в приемную емкость (при порционном дозировании).
4. Устройство по п. 1, отличающееся тем, что внутренний диаметр отверстия дроссельной шайбы рассчитывается по формуле: dk=D⋅(Qk/Q1)З1/2, где D - внутренний диаметр участков линии транспортирования компонентов, (Qk/Q1)З - заданное соотношение объемных расходов k-го (k=2, 3, …n) и основного (первого) компонентов.
| Приспособление к прокатному стану для защиты рабочих от отлетающей окалины | 1936 |
|
SU48082A1 |
| Смеситель-дозатор с магнитожидкостными управляющими элементами | 2017 |
|
RU2639906C1 |
| US 9399214 B2, 26.07.2016 | |||
| РЕАЛИЗАЦИЯ И УПРАВЛЕНИЕ РАСПРЕДЕЛЕННЫМ МЕЖСЕТЕВЫМ ЭКРАНОМ | 2007 |
|
RU2432695C2 |
| СМЕСИТЕЛЬ-ДОЗАТОР | 2012 |
|
RU2486000C1 |
| RU 97105091 A, 20.09.1998. | |||

